калькулятор нормы для тонны металлоконструкций – Расходники и комплектующие на Svarka.guru
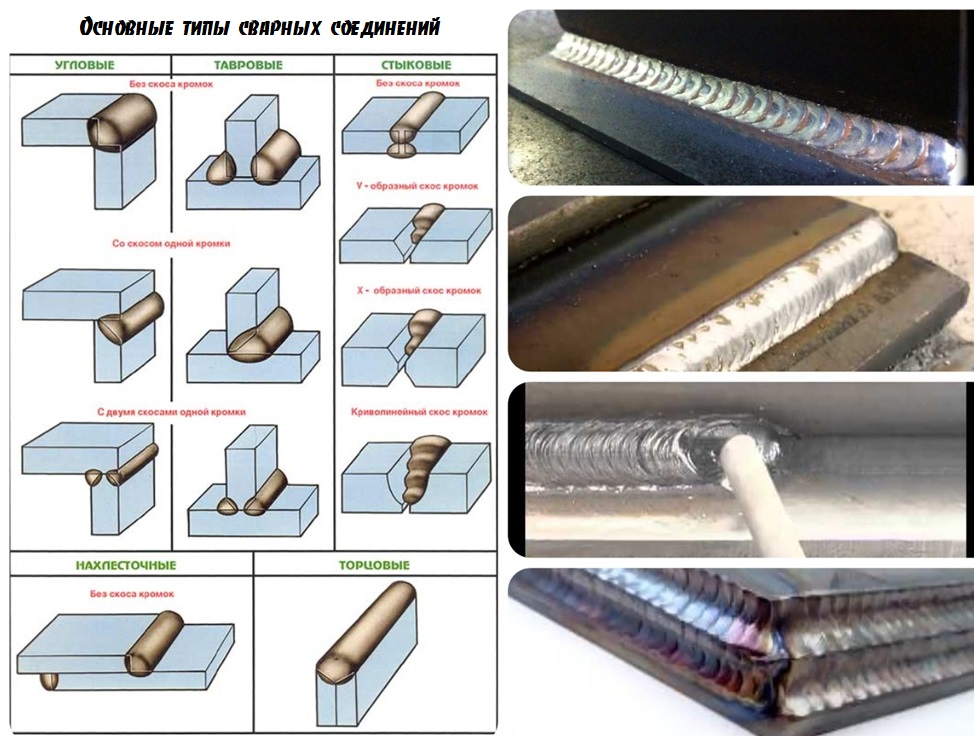
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
Содержание
- 1 От чего зависит?
- 2 Практический и теоретический расчеты
- 3 Погрешности
- 4 Формулы, используемые при расчетах. Поправочные коэффициенты
- 5 Сколько размещается в 1 кг?
- 6 Расход на тонну металлоконструкции
- 7 При сварке труб
- 8 Снижение затрат
- 9 Заключение
От чего зависит?
Затраты на электроды, сварочную проволоку и т. п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
[stextbox id=’alert’]Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.[/stextbox]
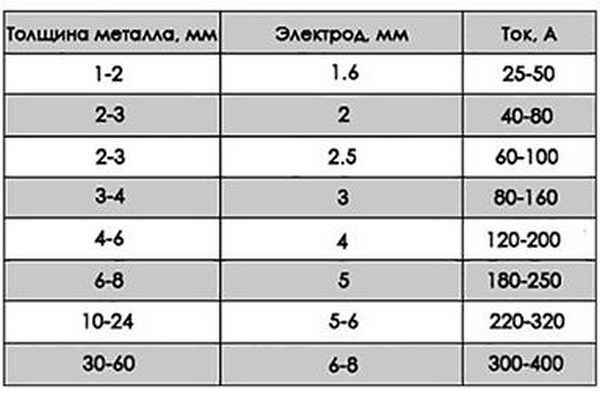
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
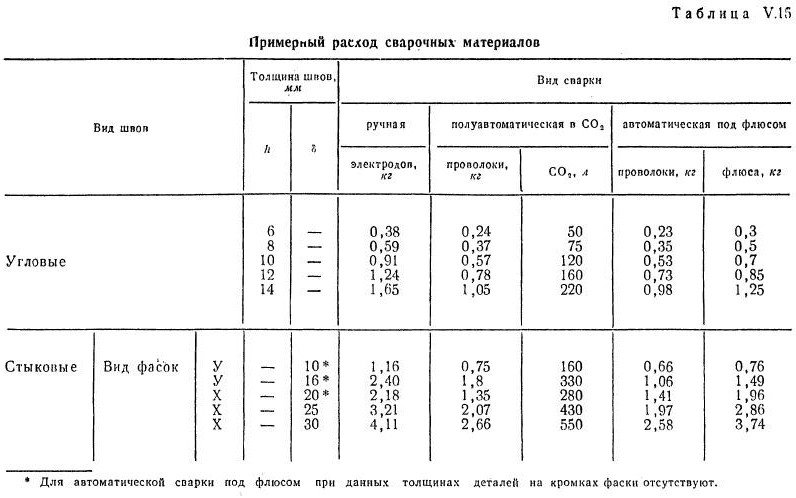
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.

- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают:
В зависимости от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.

Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
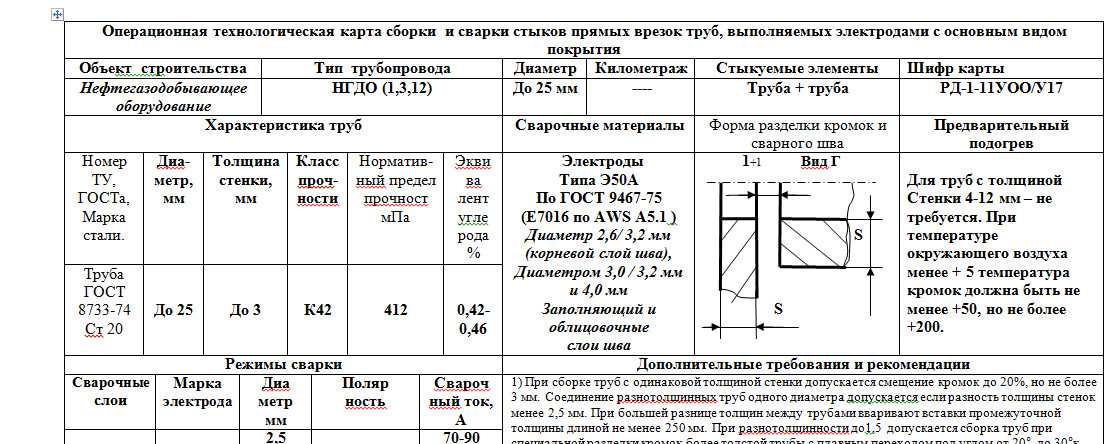
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.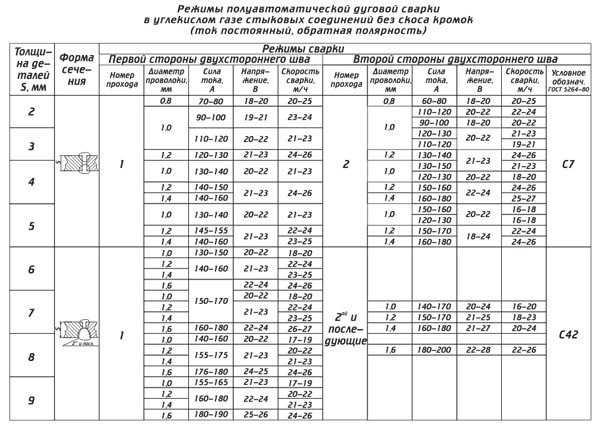
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
[stextbox id=’info’]Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».[/stextbox]
Заключение
Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
Расход электродов на 1 м шва: как рассчитать норму?
Главная » Оборудование » Электроды » Нормы расхода электродов при сварочных работах
0
Опубликовано: 13.03.2018
При выполнении сварки на производительность, продолжительность процесса влияет расход электродов, так как отработавший присадочный материал необходимо заменить новым. Поэтому профессиональные сварщики с достаточным опытом работы всегда имеют под рукой достаточное количество запасных электродов. Как же рассчитать правильно нормативный расход сварочных электродов?
Оглавление:
- Основные факторы, влияющие на расход материала
- Вводные параметры
- Как рассчитывается потребность электродов?
- Теоретический расчет
- Практический расчет
- Рекомендация
- Как уменьшить расход присадочного материала
Основные факторы, влияющие на расход материала

Вводные параметры
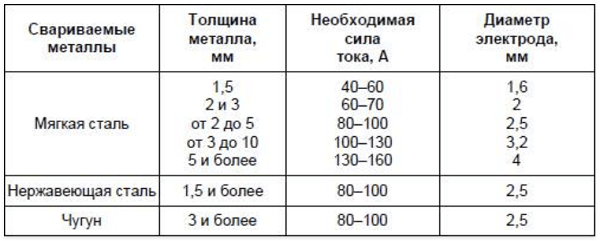
При проведении расчета потребности электродов для сварки, например, трубопроводов нужно учитывать следующие моменты:
- Массу металла, необходимого для наплавления, полного заполнения шовного соединения. Для точного расчета наплавления используется технологическая карта сварочного процесса. Приблизительно масса металла, необходимого для наплавления, составляет полтора процента от массы цельной металлической конструкции.
- Длину сварного соединения (шва). Для измерения данного параметра можно использовать строительную рулетку. Измеряется длина стыка и умножается на количество швов, так как для заваривания глубоких стыков может понадобиться наложение нескольких швов.
- Нормы расхода электродов на 1 м шва сварки.
- Силу тока. Превышение допустимых пределов способно повлечь за собой при плавлении электродов разбрызгивание металла.
 Превышение допустимых пределов способно повлечь за собой при плавлении электродов разбрызгивание металла.
Превышение допустимых пределов способно повлечь за собой при плавлении электродов разбрызгивание металла.Как рассчитывается потребность электродов?
Для расчета потребности расходного материала используются разные способы, которые предусмотрены для разных условий выполнения сварочных работ.
Наиболее точные расчеты способен, конечно же, выполнить специалист. Он точно определит необходимость замены расходников и способ уменьшения стоимости сварочных работ.
На сегодняшний день точно рассчитать количество расходного материала можно несколькими способами.
Теоретический расчет
Как точно рассчитать нормативный расход сварочных электродов? Чаще всего подобные расчеты осуществляются по следующей формуле:
Н = МхК
Н – расход металла, кг
М – масса наплавляемого металла, кг
К – коэффициент наплавления
При использовании данной формулы необходимо учитывать следующие нюансы:
- знать площадь поперечного сечения, которая умножается на плотность основного металла, длину стыка;
- обязательно нужно учитывать марку используемого присадочного материала.

Но чтобы в процессе выполнения, к примеру, сварки трубопроводов электроды неожиданно не закончились, и не пришлось бежать в магазин строительных материалов, всегда к произведенным расчетам рекомендуется добавлять дополнительно 5 процентов расходного материала.
Практический расчет
Чаще всего практический метод расчета необходимого количества электродов используется сварщиками при отсутствии таблицы готовых расходов присадочного материала для разных материалов, их параметров, типа сварки.
Рекомендация
Как уменьшить расход присадочного материала
Условия, которые рекомендуется соблюдать для экономии электродов:
- Сила тока, напряжение сварочного аппарата должны соответствовать используемому расходному материалу.
- Максимальной экономии электродов можно достичь при использовании автоматической/полуавтоматической сварки.
- Добиться минимального расхода сварочных электродов можно путем изменения в процессе сваривания изделий положения электрода.

Сергей Одинцов
tweet
Циркуляр […] электроды ф о р шовная сварка , и н […] с документацией заказчика. laska.com.pl laska.com.pl | Produkujemy również [. клиентов. laska.com.pl laska.com.pl |
UV 305 — агломерированный флюс для производства […] продольная и круговая ul a r шовная сварка w i th двухпроходная сварка […] процесс, особенно для очень тонких […] толщина стенки (<10 мм; например, газовые баллоны низкого давления). t-put.com t-put.com | UV 305 jest aglomerowanym topnikiem do wytwarzania wzdłużnych i […] obwodowych zł ąc zy spawanych , techniką s paw аня dw uściegowego, […] Щегольни до Бардзо Малых [. grubości ścianek (< 10 мм; н.п. L.P. butli gazowych). t-put.com t-put.com |
Рекомендуется для […] сопротивление sp o t сварка a n d шовная сварка o f s нержавеющая сталь. laska.com.pl laska.com.pl | Zal ec любой d la zgrzewania pu nktow например o i liniowego stali […] нердзевнич. laska.com.pl laska.com.pl |
AMPCOLOY® 91 находит свое собственное применение благодаря своим несколько более высоким механическим свойствам. AMPCOLOY® 91 в основном используется для точечной сварки […] электроды, электроды для сварки сетки, [. сталь, сплавы монеля и никеля, облоя […] сварочные штампы, наконечники плунжеров в машинах для литья алюминия под высоким давлением и детали для литья пластмасс под давлением, где желательна высокая теплопроводность. ampcometal.com ampcometal.com | AMPCOLOY® 91 stosowany jest głównie do produkcji elektrod do spawania punktowego, elektrod do spawania krzyżowego, osad elektrod, tarcz […] spawalniczych do stali nirdzewnej, monelu i […] stopów ni klu, matry c do s pawa nia is […] końcówek nurników dla maszyn do odlewania [. алюминиевый стручок ciśnieniem, także części form wtryskowych dla tworzyw sztucznych wymagających wysokiej przewodności cieplnej. ampcometal.com ampcometal.com |
Шовная сварка i s c непрерывная, а точечная сварка прерывистая. Lasersos.com Lasersos.com | Spawanie lin iowe je st ciągłe podcz as gdy pu […] przerywane. Lasersos.com Lasersos.com |
Каркас изготовлен из стального листа толщиной 1,5 мм. nuovaelva.it nuovaelva.it | Construkcja produkowana jest z blachy stalowej o grubości 1,5 mm, łączonej zgrzewami liniowymi. nuovaelva.it nuovaelva.it |
Конструкция изготовлена из стального листа толщиной 1,5 мм. nuovaelva.it nuovaelva.it | Szafy są wykonane z blachy stalowej 1,5 mm łączonej zgrzewami liniowymi. nuovaelva.it nuovaelva.it |
Сплавы достаточно легко свариваются TIG, точечная сварка a n d шовная сварка . evek.biz evek.biz | Стопы сą […] Na Tyle A TWE D O SPAWANIA T IG, SPA ODPORNOś I SPA WANIE S ZEW. evek.pl evek.pl |
Маятник для вертикальных и […] горизонтальное колебание в продольном направлении в a l шовная сварка . koike-engineering.com koike-engineering.com | Urządzenie wahadłowe dla [. koike-engineering.com koike-engineering.com |
В основном используется для точечной сварки a n d шовной сварки o f углерод и нержавеющая сталь . haraldpihl.com haraldpihl.com | Шутка стосованы […] Głównie D O ZGRZEWA NIA Punktowego I SPA WAN IA ST AL I WęGlowych […] я нердзевныч. haraldpihl.pl haraldpihl.pl |
Термообработка не […]
необходимо, если детали свариваются спо т о р шовная сварка . evek.biz evek.biz | Obróbka cieplna nie jest konieczna, jeśli […] elementy są spawane p rz ez mi ejscu lu b w spawania evek.pl evek.pl |
Промежуточные охладители для всех грузовиков Nissens […] сварены, и мы применяем специальную технику, обеспечивая очень ST RO N G Сварка T H AT более прочный, чем традиционно сваренные интеркулеры. nissens.com nissens.com | Промежуточный охладитель Nissens do samochodów […]
ciężarowych ma ją spawane z a pomocą specjalnej techniki zbiorniki do rdzenia, przez co połączenie jest trwalsze niż zbior ni ki spawane w tr adycyjny [. возм. nissens.com nissens.com |
Возможно, a n d шовная сварка o f a […] использование этой мощной машины с ионными брейкерами. evek.biz evek.biz | J e st t или moż liw e, i sp awa nie szew z9000 […] do korzystania z tej potężnej maszyny z wyłącznikami jonowe. evek.pl evek.pl |
Внешняя долгота in a l seam welding I n si de longitud in a l seam welding T a ск сегменты […] и сборка kjellberg. kjellberg.de | Spawanie wz dłuune na zewnątrz Spawanie wz dłuu ne od wewnątrz Łączenie i montaa […] segmentów kjellberg.de kjellberg.de |
T h e шов сварной p r ov ides однородный […] прочность по всей ширине корпуса, обеспечивающая максимально прочное соединение. teekaycouplings.com teekaycouplings.com | S z ew spawu za pe wnia jednakową […] wytrzymałość na całej szerokości złącza, stanowiąc najmocniejsze możliwe połączenie. teekaycouplings.com teekaycouplings.com |
Стандарт: двухст ро к е шовная сварка , S P O T Сварка T I ME , а также время для интервалов и срок пап -паточной паточки и интервальные пароли ] (0,5-2 с), для DVG-K01 также нарезка проволоки kjellberg. kjellberg.de | Серый ni e: dwuimpulsowe spawanie sp oi сейчас E, CZAS SPAWANIA P UN KTOWEGO ORAZ CZ AS SPAWANIA PR Zerywanego I CZA S PRZEWY S PAWANIA […] przerywanego ustawiany […] w zakresie 0,5-2 s, w przypadku urządzenia DVG-K01 istnieje równiee mooliwość nawlekania drutu kjellberg.de kjellberg.de |
Кон TA C T Сварка шва O F C RNI40MOCUTIAL (толщина 0,16-0,26 мм) с CRNI28mocutial (ep943) и CRNI-MiAli-Mial и CRNI-40moMOMIS и CRNIOMOYS и CRNIOMOYS и CRNIOMOYS и CRNIOMOYS и CRNIOMOYS и CRNIOYMIS и CRNI-MM. стали обеспечивает высокое качество мы л д шов ш и й высокую плотность [. вакуум. evek.biz evek.biz | K O NTAK T SZEW S PAWA LNIC ZY HN40MDTYU GRUBOśCI 0,16-0,26 MM ZE STOPAMI HN28MAKI 0,16-0,26 MM ZE STOPAMI HN28MALTHRTO (ZNTY-ILTY (ZNTY-ILTY). wysoką jakość spoin o dużej gęstości próżni. evek.pl evek.pl |
В основном используется для пятен a n d шовная сварка o f s нержавеющая […] , а также для горячей, рельефной и контактной сварки. haraldpihl.es haraldpihl.es | Столовая главная […] do zg rz ewan ia punktowego i spaw ania s tali nirdzewnej, […] ale także do spawania na gorąco, zgrzewania garbowego i zgrzewania oporowego. haraldpihl.pl haraldpihl.pl |
A l l welded seams w i th the exception of t h e welded seams o n h высоколегированные стали […] и подземные трубопроводы вне станций должны […] проходят отжиг для снятия напряжения и 100-процентный неразрушающий контроль. plettac.pl plettac.pl | D la zredukowania napr ęż eń wszyst ki e spawy – z wyjątkiem sp 900topwysokowna aw […] сталах и на уложених в зиеми руроцёнгач […] poza stacjami – muszą być wyżarzane odprężająco i poddawane 100procentowemu badaniu nieniszczącemu. plettac.pl plettac.pl |
Кроме того, технология newArc имеет следующие явные преимущества по сравнению с обычной дуговой струей GMA: значительно сниженное энергопотребление […] вход на единицу […] длина, дюйм как e d welding s p ee d, deep and stable root formation, hi g h seam q u al ity, без подрезов, […] поры и брызги. kjellberg.de kjellberg.de | Zwiększona prędkość spawania, głębokie i pewne pokrycie […] гранит, добрая якошь […]
Spawów Oraz Unikanie Nacię ć Pows TAL YC H PRZEZ W TAP IAN IE, P или ów INPSPRYSKW, POZAZAZNIE. восстановленная энергия […] odcinka, są jednoznacznymi zaletami w porównaniu z typeowymi rozproszonymi łukami świetlnymi MSG. kjellberg.de kjellberg.de |
Полная документация для […] каждый отдельный du a l сварной шов , e ac h компонент […] и каждый союз был здесь стандартным. plettac.pl plettac.pl | Комплектная документация […] каждего пощегула ne go spawu, k aż dego komponentu […] и каждое предприятие было przy tym oczywistym standardem. plettac.pl plettac.pl |
футов E R Сварка T H E Тенкость T H E WELD SEAW E WELD SEEAD E c a n пройти испытания [. напр. опрессовкой соединения сжатым воздухом через […] сливной клапан в инструменте для горячей врезки. Navy.fi Navy.fi | P o spawaniu n al eży spr aw dzić szczelność spawu, n.p. попшез […] тест ciśnieniowy sprzężonym powietrzem podanym przez zawór spustowy urządzenia. Navy.fi Navy.fi |
Приемка товаров, лаборатории, производственные испытания, документирование изображений, металлография, анализ изображений, поверхность […] обследование, бесконтактное двухмерное измерение, […] анализ повреждений si s , сварной шов m e как […] анализ, оценка частиц и пор, анализ чистоты стали и т. hahn-kolb.com hahn-kolb.com | контроль за производством товаров, лаборатория, контроль за производством, оформление документов с […] Форма Зджеч, Архив Зджеч, […] металлография, анальная из и образ, oc эна повержни, по ми ары 2D […] бездотыковая методика, анализ uszkodzeń, […] pomiaru spoin, analiza odlewów, ocena cząsteczek i porów, określanie stopnia czystości stali, итд. hahn-kolb.com hahn-kolb.com |
Вытяжное устройство для смены на ne x t сварной шов e a si ly leister.com leister.com | Dodatkowy wózek jezdny ułatwia transport urządzenia. leister.com leister.com |
The equipment is suited f o r welding l a r g e seam g e om попыток, где […] механизация невозможна, напр. на рамах для ветряка […] башни или большие соединительные детали для контейнеров и труб. kjellberg.de kjellberg.de | Urządzenie to n adaje si ę do spawania du uyc h e wt 9001 […] mooliwości mechanizacji, jak np. w ościeenicach wiee elektrowni […] wiatrowych lub duuych podporach zbiorników i rur. kjellberg.de kjellberg. |
Звено из мелкодисперсного материала, хорошее покрытие […] сварные кромки, fi n e сварной шов s u rf […] выброс шлака. katalog.hhw.de katalog.hhw.de | Гладкие Лончене […] materiał — w, drobnołuskowa pow ie rzchnia spoiny, […] łatwo rozpuszczalna szlaka. katalog.hhw.de katalog.hhw.de |
В процессе […] нержавеющая сталь te e l сварной шов i s f […] не удовлетворяет требованиям по коррозионной стойкости и внешнему виду […] требований потребителей и положений стандартов. evek.biz evek.biz | W p roc esi e spawania s tali ni erdze wn ej tworzą […] szew, który nie spełnia jego odporność na korozję i wygląd wymagań konsumentów oraz przepisami norm. evek.pl evek.pl |
T h e сварной шов i s c коррозионностойкий […] и без трещин на поверхности. evek.biz evek.biz | S zew spawalniczy jes t odp или ny na […] korozję i na jej górnej powierzchni powstaje pęknięć. evek.pl evek.pl |
Рассматриваемый продукт cer ta i n бесшовный p i pe s и трубы из железа или стали, круглого сечения, с внешним диаметром не более 406,4 мм и значением углеродного эквивалента (CEV) не более 0,86 в соответствии с Международным институтом e o f Сварка ( I IW ) формула и химический анализ (3), [. в Хорватии, России и Украине («продукт […] ), которые в настоящее время относятся к кодам КН, например, 7304 11 00, 7304 19 10, 7304 19 30, 7304 22 00, 7304 23 00, 7304 24 00, 7304 29 10, 7304 29 30 , ex 7304 31 80, ex 7304 39 58, ex 7304 39 92, ex 7304 39 93, ex 7304 51 89, ex 7304 59 92 и ex 7304 59 93 (4). 3. eur-lex.europa.eu eur-lex.europa.eu | Товарный объект […] przeglądem są ni ektó re przewody rur owe i rur y bez s zwu, z żelaza lub stali, o okrągłym przekroju poprzecznym, o średnicy zewnętrznej nieprzekraczającej 406,4 mm, w których wartość ekwiwalentu węgla (Коэффициент углеродного эквивалента) nie przekracza 0,86 zgodnie ze wzorem oraz chemiczną (3 ) Międzynarodowego Instytutu […] Spawalnictwa (Международный [. Институт сварки), pochodzące z Chorwacji, Rosji and Ukrainy (“product objęty postępowaniem”), obecnie objęte kodami CN ex 7304 11 00, ex 7304 1910, изн. 7304 19 30, изв. 7304 22 00, изв. 7304 23 00, изв. 7304 24 00, изв. 93, экс 7304 51 89, экс 7304 59 92 и экс 7304 59 93 (4). 3. eur-lex.europa.eu eur-lex.europa.eu |
 ..]
электроды 9 крон0009 ż kow e do zgrzewania lini oweg o wg dokumentacji […]
..]
электроды 9 крон0009 ż kow e do zgrzewania lini oweg o wg dokumentacji […] ..]
..] ..]
электрододержатели a n d шовная сварка d i sc s для нержавеющих […]
..]
электрододержатели a n d шовная сварка d i sc s для нержавеющих […] ..]
..]
 ..]
pionowych i pozio myc h waha ń przy sp awa niu szwe m wzdłużnym.
..]
pionowych i pozio myc h waha ń przy sp awa niu szwe m wzdłużnym.
 ..]
..] de
de de
de ..]
..]

 ..]
..] д.
д.
 de
de
 ..]
..] ..]
..]Испытания геомембраны-лайнера: практический мир
Несмотря на то, что бесшовные напыляемые геомембраны уже стучатся в двери хранилищ отходов, мы столкнемся с необходимостью обеспечивать качество швов в полевых условиях в нашей полиэтиленовой пленке из полиэтилена высокой плотности. , LLDPE-, PP- и PVC-основанные вкладыши для днища свалок, вкладыши для прудов-фильтраторов, перегородки, литые вкладыши и заглушки для полигонов на некоторое время. Полевые швы многие считают ахиллесовой пятой систем облицовки геомембранами, но на самом деле это далеко не так. Исследования электрических утечек показали, что в то время как утечки в швах составляют 79% утечек, возникающих в процессе установки футеровки, только 24% от общего числа утечек футеровки фактически происходят при установке футеровки.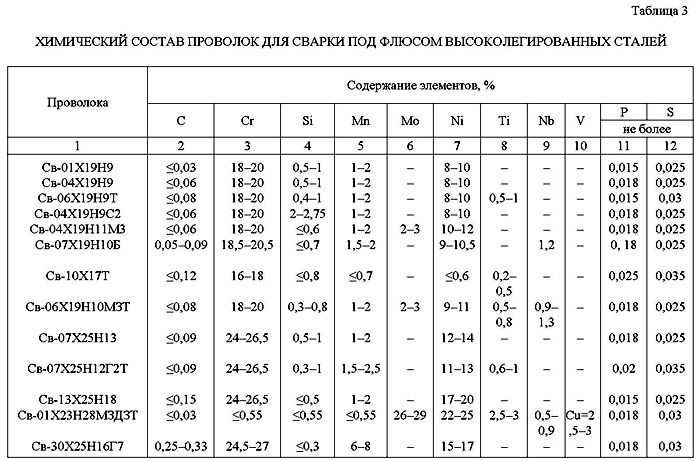 Около 73% утечек из вкладыша происходит при закрытом вкладыше, из них 68% — это проколы камнями. Таким образом, повреждения камнем, на долю которых приходится 50 % негерметичностей вкладыша, являются ахиллесовой пятой, в то время как на протечки швов приходится лишь 19 % повреждений, вызванных протечками. Тем не менее, мы не должны успокаиваться насчет качества шва, о чем свидетельствует тот факт, что Международная ассоциация монтажников геосинтетики в настоящее время разрабатывает программу сертификации для сварщиков геомембраны.
Около 73% утечек из вкладыша происходит при закрытом вкладыше, из них 68% — это проколы камнями. Таким образом, повреждения камнем, на долю которых приходится 50 % негерметичностей вкладыша, являются ахиллесовой пятой, в то время как на протечки швов приходится лишь 19 % повреждений, вызванных протечками. Тем не менее, мы не должны успокаиваться насчет качества шва, о чем свидетельствует тот факт, что Международная ассоциация монтажников геосинтетики в настоящее время разрабатывает программу сертификации для сварщиков геомембраны.
Испытание шва геомембраны всегда состояло из двух компонентов: разрушающего и неразрушающего. Ясно, что первое нежелательно для вкладыша, который не должен содержать отверстий; особенно когда приблизительно 1 м двойного клинового шва вырезается для испытаний и заделывается с использованием около 3 м (относительно) низкокачественной экструзии, сварки горячим воздухом или химической сварки. Следовательно, частота деструктивного отбора проб обычно ограничивается одним разом на 150 м шва на комбинацию сварочного аппарата и оператора. Обратите внимание, что швы, выполненные каждой комбинацией машина/оператор, должны проверяться каждые 150 м, а не только через каждые 150 м шва. Эта частота может быть увеличена или уменьшена в зависимости от результатов испытаний в соответствии со стандартом GM14 Геосинтетического научно-исследовательского института (GRI) «Выбор переменных интервалов для отбора проб геомембранного пласта с использованием метода атрибутов». Тем не менее, кажется нецелесообразным увеличивать частоту вырезания отверстий и количество экструзионных швов в плохо выполненных швах. Ясно, что основная цель испытаний швов состоит в том, чтобы исключить необходимость проведения разрушающих испытаний.
Обратите внимание, что швы, выполненные каждой комбинацией машина/оператор, должны проверяться каждые 150 м, а не только через каждые 150 м шва. Эта частота может быть увеличена или уменьшена в зависимости от результатов испытаний в соответствии со стандартом GM14 Геосинтетического научно-исследовательского института (GRI) «Выбор переменных интервалов для отбора проб геомембранного пласта с использованием метода атрибутов». Тем не менее, кажется нецелесообразным увеличивать частоту вырезания отверстий и количество экструзионных швов в плохо выполненных швах. Ясно, что основная цель испытаний швов состоит в том, чтобы исключить необходимость проведения разрушающих испытаний.
Неразрушающий контроль обычно проводится путем испытания двухпутных сварных швов под давлением воздуха, однопутных экструзионных швов и сварных швов в вакуумной камере, искровых испытаний экструзионных швов, особенно коротких швов, ориентированных на детали (например, швы трубы), и воздушно-фурменное испытание однопутных химических и сварочных швов. Такие тесты оценивают только непрерывность швов, а не прочность соединения шва. Таким образом, они выявляют утечки только через шов или прилегающую геомембрану. Они не выявляют дефекты, которые могут стать негерметичными при эксплуатационных напряжениях или при первой загрузке системы футеровки. Испытания давлением воздуха также не выявляют проникновения, которые иногда происходят вдоль внешней кромки двухпутных швов под свободным клапаном.
Такие тесты оценивают только непрерывность швов, а не прочность соединения шва. Таким образом, они выявляют утечки только через шов или прилегающую геомембрану. Они не выявляют дефекты, которые могут стать негерметичными при эксплуатационных напряжениях или при первой загрузке системы футеровки. Испытания давлением воздуха также не выявляют проникновения, которые иногда происходят вдоль внешней кромки двухпутных швов под свободным клапаном.
Первоначально разрушающий сдвиг шва и образцы на отрыв оценивались путем измерения прочности на сдвиг и того, разрушались ли образцы на отрыв из-за разрыва пленки (FTB). FTB был определен в стандарте 54 Национального санитарного фонда (в настоящее время отозван) как «отказ в пластическом режиме одного из склеенных листов из-за разрыва до полного разделения на склеенную область». Это часто интерпретируется как то, что может произойти любое разделение шва при условии, что окончательный отказ произойдет через одну из геомембран. Но насколько приемлемо разделение швов: 50%, 90%, 98%? Впредь нам следует избегать ссылок на FTB.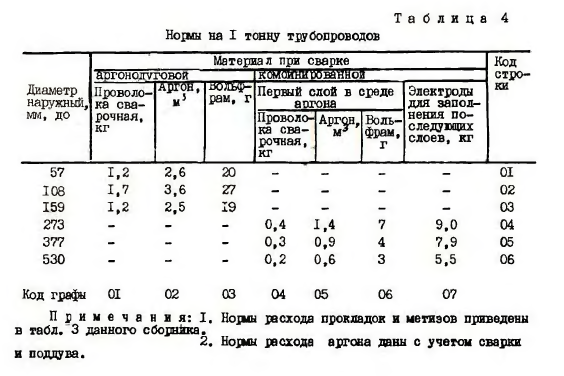
Следующим этапом было количественное определение минимальной прочности на отрыв для швов геомембран из ПЭВП — около 60% предела текучести для экструзионных швов и 70% для швов сплавлением — таким образом признавая более низкое качество экструзионных швов. Прочность на сдвиг должна была составлять 90% от предела текучести. Было ясно признано, что швы из ПЭВП неприемлемы, если они полностью отслаиваются, независимо от требуемой силы разделения. Однако из-за странного двойного стандарта считалось допустимым, чтобы химические швы в ПВХ, хайпалоне и других материалах полностью отслаивались друг от друга при условии, что прочность соединения превышала 8 или 10 ppi. Но HDPE был новой технологией и явно соответствовал более высоким стандартам. Теперь геомембраны из ПВХ свариваются плавлением, и их можно использовать по тем же принципам, что и HDPE.
В середине 1980-х годов, в результате исследований разрушения геомембран HDPE из-за растрескивания под напряжением, я ввел требования к минимальному удлинению при испытании на сдвиг и минимальному количеству разделения при испытании на отслаивание. Первый должен был гарантировать, что подвод тепловой энергии во время процесса сварки или подготовительной шлифовки не оказал отрицательного влияния на пластичность соседней геомембраны — один из параметров, ответственных за отказы от растрескивания под напряжением. Требовалось 10-процентное ограничение на отрыв отслаивания, потому что, когда разделение действительно происходило, было отмечено, что крейзы — предшественники трещин под напряжением — могли появиться на разделенных поверхностях, тем самым снижая (до 70%) сопротивление растрескиванию под напряжением. оставшийся шов. Если разделение может произойти в лаборатории, оно может произойти и в полевых условиях. Я предложил компромисс 10%, потому что знал, что производители/установщики не примут ноль, хотя технически это должно было быть требованием. В настоящее время нулевой уровень должен быть требованием, поскольку все хорошие сварщики могут постоянно делать швы, которые не будут разделяться и которые все еще имеют достаточную пластичность соседней геомембраны.
Первый должен был гарантировать, что подвод тепловой энергии во время процесса сварки или подготовительной шлифовки не оказал отрицательного влияния на пластичность соседней геомембраны — один из параметров, ответственных за отказы от растрескивания под напряжением. Требовалось 10-процентное ограничение на отрыв отслаивания, потому что, когда разделение действительно происходило, было отмечено, что крейзы — предшественники трещин под напряжением — могли появиться на разделенных поверхностях, тем самым снижая (до 70%) сопротивление растрескиванию под напряжением. оставшийся шов. Если разделение может произойти в лаборатории, оно может произойти и в полевых условиях. Я предложил компромисс 10%, потому что знал, что производители/установщики не примут ноль, хотя технически это должно было быть требованием. В настоящее время нулевой уровень должен быть требованием, поскольку все хорошие сварщики могут постоянно делать швы, которые не будут разделяться и которые все еще имеют достаточную пластичность соседней геомембраны.
|
Обратите внимание, что независимо от требований к отслаиванию и сдвигу каждый из пяти образцов испытывается на отслаивание и сдвиг. Таким образом, принятие общего образца пласта зависит от решения о том, сколько из 10 образцов требуется для соответствия техническим условиям. Удивительно, как часто это упускается из спецификаций проекта. Довольно часто допускается разрушение одного образца на отрыв и одного образца на сдвиг, но никогда не бывает двух образцов одного и того же типа. Однако следует понимать, что это эквивалентно частоте отказов 20 %, что, безусловно, неприемлемо для критически важных установок. В четырех сооружениях пруда я недавно наблюдал земляное полотно или тепловые условия, при которых каждый миллиметр шва подвергался воздействию силы отрыва. Слабые места (соответствующие, скажем, половине из 20%) отделились или соседний лайнер был разорван. После ремонта условия остались прежними, и вторая половина 20% несоответствующего шва не удалась. Нет никаких сомнений в том, что в критических случаях все 10 образцов должны соответствовать спецификациям.
После ремонта условия остались прежними, и вторая половина 20% несоответствующего шва не удалась. Нет никаких сомнений в том, что в критических случаях все 10 образцов должны соответствовать спецификациям.
В 1996 году я просмотрел спецификации на отрыв и прочность на сдвиг и нашел кое-что очень интересное. Из-за относительно большой площади соединения образцов при сдвиге прочность связи не должна быть очень высокой, прежде чем прочность на сдвиг превысит предел прочности на растяжение геомембраны, прилегающей к шву. По сравнению с площадью сдвига площадь поперечного сечения сегмента геомембраны образца очень мала. Для геомембран из ПЭВП толщиной 1 мм, при условии, что прочность сцепления превышает эффективность всего 8%, геомембрана выйдет из строя первой. Следовательно, малая площадь поперечного сечения геомембраны не позволяет в достаточной мере ослабить прочность шва. Для геомембраны из полиэтилена высокой плотности толщиной 2,5 мм эффективность соединения должна превышать всего 20%, чтобы язычок геомембраны не разрушился.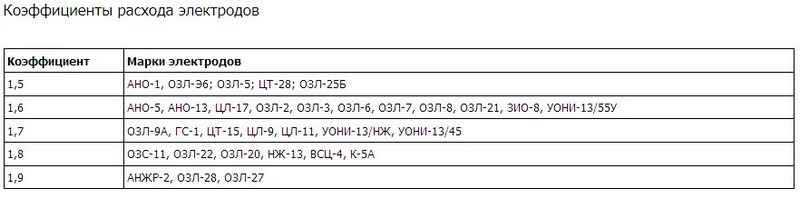 Аналогичная ситуация возникает при испытаниях на отслаивание: язычок геомембраны всегда выходит из строя первым, если только сцепление не очень плохое. Таким образом, я утверждаю, что время (и расходы) не следует тратить впустую на измерение параметров прочности шва; они не дают практической информации. Вместо этого мы должны следить за пластичностью шва, чтобы убедиться, что соседняя геомембрана не была перегрета или механически повреждена, и мы должны следить за отрывом отслаивания, чтобы убедиться, что то, что должно было быть склеено, склеено. От последнего требования следует отказаться только в том случае, если используются геомембраны из ПЭВП с высокой устойчивостью к растрескиванию под напряжением, которые не повреждаются при отслаивании. Стойкость к растрескиванию под напряжением чуть более 200 часов по ASTM D539.7 одноточечный тест не является адекватным. Я подозреваю, что шовные образцы из полиэтилена высокой плотности, устойчивого к растрескиванию под высоким напряжением, в конечном итоге продемонстрируют достаточную пластичность только в испытании на отрыв, что устраняет необходимость в испытаниях на сдвиг.
Аналогичная ситуация возникает при испытаниях на отслаивание: язычок геомембраны всегда выходит из строя первым, если только сцепление не очень плохое. Таким образом, я утверждаю, что время (и расходы) не следует тратить впустую на измерение параметров прочности шва; они не дают практической информации. Вместо этого мы должны следить за пластичностью шва, чтобы убедиться, что соседняя геомембрана не была перегрета или механически повреждена, и мы должны следить за отрывом отслаивания, чтобы убедиться, что то, что должно было быть склеено, склеено. От последнего требования следует отказаться только в том случае, если используются геомембраны из ПЭВП с высокой устойчивостью к растрескиванию под напряжением, которые не повреждаются при отслаивании. Стойкость к растрескиванию под напряжением чуть более 200 часов по ASTM D539.7 одноточечный тест не является адекватным. Я подозреваю, что шовные образцы из полиэтилена высокой плотности, устойчивого к растрескиванию под высоким напряжением, в конечном итоге продемонстрируют достаточную пластичность только в испытании на отрыв, что устраняет необходимость в испытаниях на сдвиг.
Испытание двухпутных швов под давлением воздуха проводится в соответствии со стандартом GRI GM6 «Испытание пневматическим каналом под давлением для геомембран с двойным швом». Воздушный канал нагнетается до необходимого давления в зависимости от толщины геомембраны (1 мм/185 кПа, 1,5 мм/195 кПа, 2 мм/205 кПа), и необходимо дать ему стабилизироваться в течение двух минут. Только после периода стабилизации следует начинать пятиминутный период проверки потери давления. Максимально допустимые перепады давления для вышеуказанных толщин составляют 28, 21 и 14 кПа соответственно. При этом учитывается деформация геомембраны при испытательном давлении. Однако давление меняется при изменении температуры геомембраны на солнце или в тени. Практически швы могут или не могут быть герметизированы; редко они имеют медленные утечки. Когда испытание под давлением завершено, давление должно быть сброшено с конца, противоположного тому, в который был введен воздух, чтобы убедиться, что испытан шов по всей длине.
|
Тестирование в вакуумной камере несколько похоже. В коробке либо будет вакуум, либо нет. Пузыри появятся сразу же, если утечка присутствует. Лишь изредка при очень малых утечках образуется мелкая пена. Давление в коробке снижается до 35 кПа, и тест не нужно проводить более 10 секунд. При необходимости проведения вакуумно-боксового испытания двухпутного шва свободный клапан на краю шва должен быть удален для предотвращения попадания воздуха на торцы короба. Однако, если затем в шве обнаружится течь, не рекомендуется ремонтировать ее экструдированным валиком, так как это приведет к двойному нагреву геомембраны, примыкающей к шву, и возможности снижения стойкости к растрескиванию под напряжением. В середине 19В 80-х годах многие из отказов, связанных с растрескиванием под напряжением, были инициированы таким ремонтом экструзионного шва. Однако нет никаких сомнений в том, что смолы с тех пор улучшились. Более гибкие геомембраны труднее тестировать в вакуумной камере, поскольку они всасываются в нее.
Однако нет никаких сомнений в том, что смолы с тех пор улучшились. Более гибкие геомембраны труднее тестировать в вакуумной камере, поскольку они всасываются в нее.
При испытаниях воздушной фурмой струю воздуха диаметром 45 мм при давлении 350 кПа направляют с помощью ручного зонда на расстоянии 50 мм от кромки химического или однопутного сварного шва. Приподнимание края шва и свист — хлопанье края шва — возникают на несклеенных участках. Хотя это работает достаточно хорошо с опытным оператором, видно, что это очень субъективно в зависимости от направления, в котором направлено копье, и нет никаких средств для количественной оценки результатов. Это кажущееся отсутствие контроля и количественной оценки было одной из причин, по которой регулирующие органы предпочли ПЭВП ПВХ и другим химически сшитым материалам, что побудило к разработке сварки плавлением для ПВХ и других материалов.
Когда экструзионные швы не могут быть проверены с помощью вакуумной камеры, например, на криволинейных поверхностях, в местах проходки труб, при приваривании геомембраны к залитым полосам в бетоне или в стыковых швах между залитыми листами – медь проволока может быть помещена в положение на задней части шва.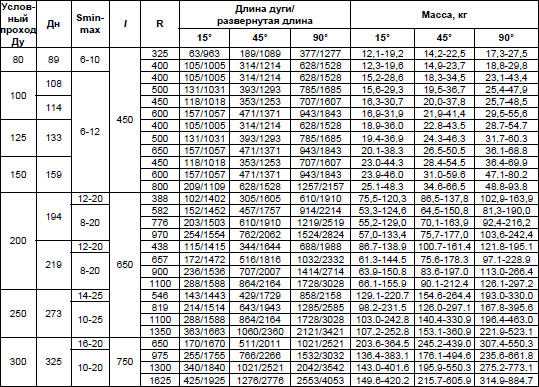 Экструдированная бусина размещается так, что она просто касается проволоки и удерживает ее на месте. Провод заземлен. По шву проводят латунной щеткой, щупом с закругленным концом или токопроводящим ракелем, заряженным до электрического потенциала от 25 до 55 кВ. Отрицательный электрод заземлен и поэтому подключен к медному проводу. Низкое сопротивление в воздушном канале (утечка) через шов приводит к слышимому и видимому разряду от поискового зонда к проводу. Поскольку отсутствие сигнала означает приемлемый шов, необходимо откалибровать оборудование, чтобы убедиться, что напряжение достаточно высокое, чтобы дать положительный сигнал в случае утечки. ASTM D6365 описывает метод и способы определения требуемого напряжения. Следует отметить, что диэлектрическая проницаемость ПЭВП составляет около 24 кВ/мм, поэтому произойдет разряд, который приведет к образованию отверстия в толщине геомембраны, равной (приложенное напряжение/24 000) мм.
Экструдированная бусина размещается так, что она просто касается проволоки и удерживает ее на месте. Провод заземлен. По шву проводят латунной щеткой, щупом с закругленным концом или токопроводящим ракелем, заряженным до электрического потенциала от 25 до 55 кВ. Отрицательный электрод заземлен и поэтому подключен к медному проводу. Низкое сопротивление в воздушном канале (утечка) через шов приводит к слышимому и видимому разряду от поискового зонда к проводу. Поскольку отсутствие сигнала означает приемлемый шов, необходимо откалибровать оборудование, чтобы убедиться, что напряжение достаточно высокое, чтобы дать положительный сигнал в случае утечки. ASTM D6365 описывает метод и способы определения требуемого напряжения. Следует отметить, что диэлектрическая проницаемость ПЭВП составляет около 24 кВ/мм, поэтому произойдет разряд, который приведет к образованию отверстия в толщине геомембраны, равной (приложенное напряжение/24 000) мм.
Все эти тесты проводятся только на швах, которые составляют, возможно, только 0,3% площади футеровки, но 79 % утечек возникают при закрытии лайнера. Такие утечки могут возникать в любом месте лайнера. Электрические методы, первоначально введенные примерно в 1985 году для жидких накопительных футеровок, были разработаны для непокрытых футеровок и футеровок, покрытых почвой и отходами. Для успеха этих методов требуется достаточно однородная электропроводящая среда над вкладышем и проводящая среда непосредственно под вкладышем. Среда выше заряжена положительно, а среда ниже заряжена отрицательно, так что ток величиной примерно от 5 до 100 мА протекает через неплотности в футеровке. Среды выше и ниже футеровки должны быть электрически изолированы друг от друга, чтобы ток протекал только через места утечек, а не через проходки труб, болты обрешетки, бетонные подушки или грунты на краю испытуемой ячейки. Такой посторонний ток снизит чувствительность метода, особенно рядом с этими областями, которые часто являются местами утечек футеровки.
Такие утечки могут возникать в любом месте лайнера. Электрические методы, первоначально введенные примерно в 1985 году для жидких накопительных футеровок, были разработаны для непокрытых футеровок и футеровок, покрытых почвой и отходами. Для успеха этих методов требуется достаточно однородная электропроводящая среда над вкладышем и проводящая среда непосредственно под вкладышем. Среда выше заряжена положительно, а среда ниже заряжена отрицательно, так что ток величиной примерно от 5 до 100 мА протекает через неплотности в футеровке. Среды выше и ниже футеровки должны быть электрически изолированы друг от друга, чтобы ток протекал только через места утечек, а не через проходки труб, болты обрешетки, бетонные подушки или грунты на краю испытуемой ячейки. Такой посторонний ток снизит чувствительность метода, особенно рядом с этими областями, которые часто являются местами утечек футеровки.
При приложении потенциала к геомембране пара поисковых зондов используется для измерения градиента потенциала в жидкости или почве/отходах над вкладышем. Градиент потенциала довольно равномерен в большинстве мест, за исключением области утечки, где высокая плотность тока в отверстии создает высокий градиент потенциала. Точка наибольшего уклона находится в отверстии. В неглубоких «безопасных» жидкостях поисковый зонд можно держать в руке, пока оператор пробирается сквозь жидкость. При работе с глубокими или опасными жидкостями дистанционный зонд можно перетаскивать по хвостовику с одной стороны пруда на другую. При переходе вброд можно обнаружить утечки от 0,5 до 1 мм. Дистанционные обследования позволяют выявить течи того же размера, но точность снижается примерно до 500 мм.
Градиент потенциала довольно равномерен в большинстве мест, за исключением области утечки, где высокая плотность тока в отверстии создает высокий градиент потенциала. Точка наибольшего уклона находится в отверстии. В неглубоких «безопасных» жидкостях поисковый зонд можно держать в руке, пока оператор пробирается сквозь жидкость. При работе с глубокими или опасными жидкостями дистанционный зонд можно перетаскивать по хвостовику с одной стороны пруда на другую. При переходе вброд можно обнаружить утечки от 0,5 до 1 мм. Дистанционные обследования позволяют выявить течи того же размера, но точность снижается примерно до 500 мм.
На почвенных слоях градиент потенциала измеряется в узлах ортогональной сетки с шагом, в зависимости от требуемой чувствительности, обычно от 500 мм до 3 м. Разработана потенциальная контурная карта, чтобы показать пики в местах утечек. Под слоем песка толщиной 1 м утечка диаметром от 2 до 3 мм может быть обнаружена с точностью от 150 мм до 1 м в зависимости от профиля хвостовика (траншея для труб, носок откоса) и прилегающих труб и т. д. испытания проводились на лайнерах до 5 м ТБО.
д. испытания проводились на лайнерах до 5 м ТБО.
После того, как на футеровку будет нанесено от 700 мм до 1 м грунта, маловероятно, что футеровке будут нанесены дополнительные повреждения, однако утечку по-прежнему относительно легко устранить. Когда обнаруживается утечка и вскрывается футеровка, часто первой мыслью является проведение обследования в вакуумной камере для ее подтверждения. Однако, если вкладыш представляет собой композитный вкладыш, а геомембрана находится в тесном контакте с глиной или GCL, как того требует конструкция, вакуумная камера не покажет наличие утечки. Если фильтрат не может проникнуть через границу раздела геомембрана/глина, воздух не может быть втянут в вакуумную камеру. В нескольких случаях утечки были обнаружены в электрической части, но не были обнаружены в вакуумной камере при осмотре вкладыша. Однако, когда на открытую область наложили пластырь, лайнер перестал протекать.
Когда гильза обнажена, небольшое количество положительно заряженной воды из поддона можно перекачать через садовый шланг в «водяную трубку», которая направляет сплошную струю воды на гильзу.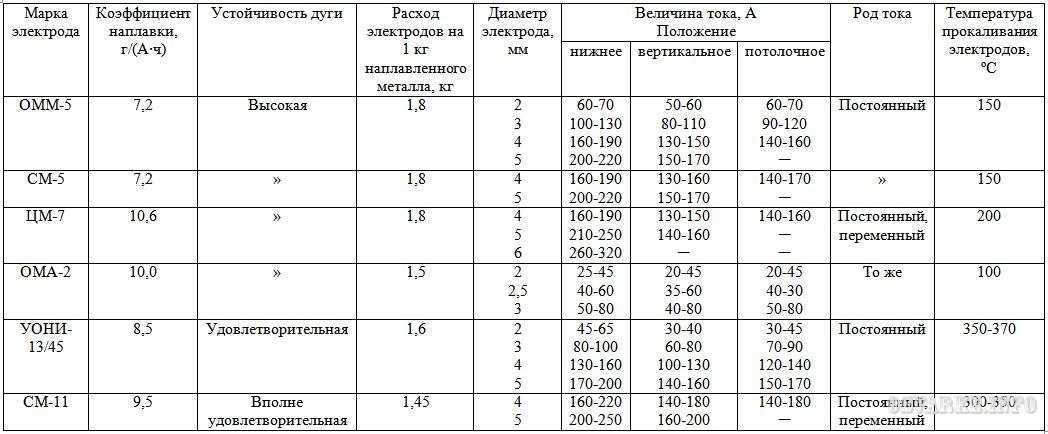 Когда вода проникает в скважину и контактирует с отрицательно заряженным основанием, возникает ток, который регистрируется. Отверстия диаметром менее 1 мм могут располагаться с точностью до 15 мм. Этот метод ценен, когда воду трудно получить или когда заполнение будет занимать слишком много времени. Однако геомембрана, уложенная поверх геосети, не может быть исследована с помощью водомета, так как непосредственно под геомембраной нет гарантированно проводящей среды. Кроме того, хвостовик не находится под эксплуатационной нагрузкой, что может привести к утечкам при осмотре.
Когда вода проникает в скважину и контактирует с отрицательно заряженным основанием, возникает ток, который регистрируется. Отверстия диаметром менее 1 мм могут располагаться с точностью до 15 мм. Этот метод ценен, когда воду трудно получить или когда заполнение будет занимать слишком много времени. Однако геомембрана, уложенная поверх геосети, не может быть исследована с помощью водомета, так как непосредственно под геомембраной нет гарантированно проводящей среды. Кроме того, хвостовик не находится под эксплуатационной нагрузкой, что может привести к утечкам при осмотре.
В качестве альтернативы под вкладыш можно поместить несколько электродов во время установки вкладыша. Такие системы позволяют осуществлять непрерывный мониторинг футеровки, а также определять место утечки, как только она возникает, во время эксплуатации. В более поздних технологиях используется ряд электродов, установленных по окружности облицованного объекта.
В зависимости от размера измеряемой ячейки, электрические обследования показывают частоту утечек от 2 (крупные ячейки) до 12 (маленькие ячейки) на 10 000 м2 облицовки, даже несмотря на то, что был проведен независимый мониторинг качества строительства (CQA). выполненный. Из-за этих статистических данных все большее число инженеров-проектировщиков определяют проверку электрической целостности как последний этап CQA для систем футеровки.
выполненный. Из-за этих статистических данных все большее число инженеров-проектировщиков определяют проверку электрической целостности как последний этап CQA для систем футеровки.
Все эти методы проверки обнаруживают утечки только во вкладышах; они не выявляют дефекты, которые могут не быть утечками (плохое сцепление, пустоты) во время испытаний, но которые могут перерасти в утечки при эксплуатационных нагрузках. Очевидно, что большинство дефектов такого типа возникают в швах и рядом с ними. Были исследованы ультразвуковые методы, которые пропускают сигнал через границу шва, но наиболее перспективным подходом является инфракрасная термография (ИКТ), при которой поверхность нагревается примерно на 10ºC, а распределение температуры на поверхности контролируется с помощью ИК-камеры в течение нескольких секунд. позже. В однородных, хорошо проклеенных швах температура поверхности быстро снижается, а в дефектах и плохо проклеенных участках тепловая энергия не может диффундировать через толщину футеровки, поэтому поддерживается более высокая температура поверхности. IRT выявляет многое: различия между двумя дорожками двухдорожечных швов, влияние незначительных регулировок скорости сварочного аппарата, наличие частиц грязи и даже влияние температурных циклов клиньев. Ни один из этих эффектов не проявляется при обычных испытаниях шва на отслаивание и сдвиг. Таким образом, IRT позволяет неразрушающим образом оценивать прочность соединения шва.
IRT выявляет многое: различия между двумя дорожками двухдорожечных швов, влияние незначительных регулировок скорости сварочного аппарата, наличие частиц грязи и даже влияние температурных циклов клиньев. Ни один из этих эффектов не проявляется при обычных испытаниях шва на отслаивание и сдвиг. Таким образом, IRT позволяет неразрушающим образом оценивать прочность соединения шва.
Требования Стандартов производительности новых источников для мониторинга поверхности крышек свалок на предмет концентрации метана, превышающей 500 ppm, привели к разработке компактного оборудования для инфракрасной спектрометрии (IRS). В сочетании с глобальными системами позиционирования IRS способна одновременно отслеживать метан, углекислый газ и неметановые углеводороды со скоростью около 175 га/день. Такие методы, как электроразведка, могут быть использованы для локализации утечек в крышках по контурным графикам концентрации газа. Аналогичные технологии предусмотрены для базальных прокладок, особенно прокладок большой площади, которые требуют распределения активирующего агента перед укладкой геомембраны.