Что такое аппарат точечной сварки и чем он отличается?
Время чтения: 6 минут
Многие домашние сварщики думают, что современный сварочный аппарат — это компактный инвертор, который можно повесить на плечо и перевезти куда угодно. Но на самом деле, разнообразие сварочных аппаратов куда больше, чем может показаться на первый взгляд. В мире существует не только ручная дуговая или полуавтоматическая сварка, но и другие технологии. Например, точечная сварка с применением специальных аппаратов.
В этом небольшом материале мы подробно объясним, что такое точечная сварка, что такое аппарат для точечной сварки и какие у него могут быть достоинства и недостатки. Вы также узнаете, в каких сферах применяется эта технология и можно ли сделать аппарат для точечной сварки своими руками.
Содержание
Пару слов о технологии
Точечная сварка — это сварочная технология, суть которой заключается в применении тока высокой частоты. Является разновидностью контактной сварки. Сварной шов представляет собой множество так называемых сварных точек. Сварная точка формируется в тот момент, когда детали фиксируют между двумя специальными электродами.
Сварной шов представляет собой множество так называемых сварных точек. Сварная точка формируется в тот момент, когда детали фиксируют между двумя специальными электродами.
Читайте также: Электроды для контактной сварки
Электроды с усилием сжимают металл снизу и сверху. При сжатии одновременно пропуская сварочный ток. Именно он плавит металл, а электроды при этом сжимают детали, подобно прессу, формируя сварную точку. Чтобы выполнить данную технологию, необходимо специальное оборудование для точечной сварки. Это может быть как компактный аппарат контактной точечной сварки, так и стационарный аппарат точечной сварки, предназначенный для промышленного использования. В целом, данная технология успешно применяется во многих сферах. В том числе, в быту.
Разнообразие аппаратов для точечной сварки
Все аппараты можно условно разделить на три категории: промышленные, профессиональные и бытовые. Промышленные аппараты используются исключительно на производстве, где необходимо в больших объемах сваривать детали из различных металлов без ограничений по толщине. Такие модели обычно стационарны и громоздки. Яркий пример — машина контактной точечной сварки МТ модели 1928.
Такие модели обычно стационарны и громоздки. Яркий пример — машина контактной точечной сварки МТ модели 1928.
Профессиональные модели используются для контактной точечной сварки на выезде, например. Такие аппараты намного компактнее промышленных, их можно перевозить в авто и оказывать частные услуги. Например, сварить профильные трубы на стройплощадке.
Также возможно применение точечной сваркой в бытовых условиях. Для этого применяются либо маломощные покупные аппараты, либо самодельные. Да, точечная сварка из подручных материалов вполне возможна. И она неплохо справляется с мелким ремонтом.
Точечная сварка, как и любая другая технология, обладает своими преимуществами и недостатками. Предлагаем ознакомиться с ними подробнее.
О хорошем
Первое неоспоримое достоинство технологии точечной сварки — это скорость формирования шва. Простейшая стационарная машина сварочная одноточечная способна сформировать несколько сотен сварных точек за одну минуту. Ни один человек не способен так быстро сваривать детали, как аппарат для точечной сварки. Соединение формируется быстро и качественно, даже если толщина металла достигает 20 мм. Это преимущество давно оценили автоконцерны. Так что этот тип сварки широко применяется при автомобильном производстве и ремонте.
Соединение формируется быстро и качественно, даже если толщина металла достигает 20 мм. Это преимущество давно оценили автоконцерны. Так что этот тип сварки широко применяется при автомобильном производстве и ремонте.
Еще одно преимущество — дешевизна сварочного процесса. Да, промышленный (и даже профессиональный) аппарат стоит недешево. Но для его работы достаточно стабильного подключения к электричеству и пары специальных металлических электродов, которые не нуждаются в частой замене. К тому же, контактная сварка не требует от мастера высокой квалификации. Не нужно поджигать дугу, вести шов и следить за расходом комплектующих.
Из-за этой особенности точечная сварка широко применяется в конвейерном производстве. Там она более чем эффективна и позволяет выполнять сварку с минимальными финансовыми затратами. При этом аппарат для точечной сварки не потребляет много электроэнергии, поскольку сама сварка выполняется очень быстро.
Еще один плюс — универсальность и простота технологии. Оборудование для контактной сварки способно варить любой металл (в том числе цветной) толщиной до 2 сантиметров, без потери качества. Все, что необходимо для качественного результата — это правильно настроить аппарат.
Оборудование для контактной сварки способно варить любой металл (в том числе цветной) толщиной до 2 сантиметров, без потери качества. Все, что необходимо для качественного результата — это правильно настроить аппарат.
О плохом
Теперь о недостатках. А они тоже есть, и могут быть вполне существенными.
Точечная сварка хоть и производительна, но ее мощностей может быть недостаточно для сварки толстых металлов. Большинство аппаратов могут справиться с деталями толщиной до 20 мм, но не более. При сварке более толстых деталей сварная точка получается недостаточно качественной и ее можно легко разрушить.
В некоторых случаях станок точечной сварки может занимать слишком много места. Но в основном это касается промышленных моделей, та же машина контактной сварки МТ модели 1928, которую мы уже упоминали. Но этот недостаток справедлив только по отношению к стационарным аппаратам. Бытовые модели компактны.
Читайте также: Особенности точечной сварки
Также учтите, что соединения, получаемые точечным способом, не самые эстетичные. Они не вряд ли вы когда-нибудь видели художественную сварку, выполненную точечным методом. Эту технологию применяют для деталей, которые будут скрыты от глаза. Те же кузова авто. Зато точечная технология хороша при сварке временных швов.
Они не вряд ли вы когда-нибудь видели художественную сварку, выполненную точечным методом. Эту технологию применяют для деталей, которые будут скрыты от глаза. Те же кузова авто. Зато точечная технология хороша при сварке временных швов.
Последний минус — это потенциальная опасность для сварщика. Многие, наблюдая за точечной сваркой, думают, что эта технология безопаснее, чем ручная дуговая или сварка в среде газов. Но это не так. В процессе работы сварщик имеет дело с большими значениями сварочного тока, и это может быть опасно для здоровья и жизни. Неопытный мастер может легко придавить пальцы точечным аппаратом, получить ожог или потерять зрение. Поэтому не пренебрегайте защитной экипировкой и соблюдайте технику безопасности, чтобы избежать фатальных последствий.
Вместо заключения
Точечная сварка — одна из самых интересных технологий. Она позволяет получить качественные долговечные соединения без применения сварочных плавящихся электродов, проволоки, газа и флюса. Все, что необходимо — это аппарат, способный генерировать ток высокой частоты. Этого достаточно для плавления металла и образования сварного соединения.
Все, что необходимо — это аппарат, способный генерировать ток высокой частоты. Этого достаточно для плавления металла и образования сварного соединения.
Как вам статья?
Контактная точечная сварка SPOT
Обратная связь
Вход
Мой кабинет
Логин
Пароль
Забыли пароль?
РегистрацияПродукция
Поиск
Название
Артикул
Выберите категорию
Все
Электросварочное оборудование
» Сварочные аппараты
»» Ручная дуговая сварка
»»» Сварочные инверторы
»»» Сварочные выпрямители
»»» Сварочные трансформаторы
»» Сварочные полуавтоматы
»»» Сварочные инверторы MIG/MAG
»»» Сварочные выпрямители MIG/MAG
»»» Подающие механизмы
»» Аргонодуговая сварка
»»» Сварочные инверторы TIG
» Воздушно-дуговая строжка и резка (CUT)
» Горелки для сварки в среде защитных газов
»» Горелки для Аргонодуговой TIG сварки
»» Горелки для Полуавтоматической MIG сварки
» Плазматроны, их комплектующие и Прочее
» Реостаты, блоки , регуляторы и осцилляторы
» Комплектующие для электросварки
»» Запасные части к электросварочным горелкам
»» Сопла газовые к горелкам
»» Ролики для полуавтоматов
»» Каналы к полуавтоматическим горелкам
» Резаки воздушно дуговые (Строгач) и комплектующие
» Контактная точечная сварка SPOT
» Сварочные Автоматы
» Сварочные генераторы и агрегаты
» Сварочные Полуавтоматы и механизмы
Газопламенная аппаратура
» Вентили, клапаны и затворы
» Горелки газовые и сварочные
» Редукторы баллонные, сетевые, рамповые
» Комплектующие для газосварки
» Газовые баллоны
» Комплекты и посты газовой сварки и резки
» Манометры для редукторов
» Регуляторы и подогреватели газа
» Резаки газовые
» Рукава газовые и пневматические
» Машины газовой резки
» Паллеты, стойки, шкафы для газовых баллонов
» Рампы газовые баллонные разрядные
Материалы для сварочных работ
» Материалы для УГЛЕРОДИСТЫХ сталей
»» ЭЛЕКТРОДЫ для углеродистых сталей
»» ПРОВОЛОКА для углеродистых сталей
»» ПРУТКИ для углеродистых сталей
»» ЭЛЕКТРОДЫ для чугуна
»» ЭЛЕКТРОДЫ для наплавки
» ПРИПОИ сварочные
» Материалы для НЕРЖАВЕЮЩИХ сталей
»» ЭЛЕКТРОДЫ для нержавеющих сталей
»» ПРУТКИ для нержавеющих сталей
»» ПРОВОЛОКА для нержавеющих сталей
» ВОЛЬФРАМОВЫЕ неплавящиеся электроды
» Материалы для МЕДНЫХ сплавов
»» ЭЛЕКТРОДЫ для медных сплавов
»» ПРУТКИ для медных сплавов
»» ПРОВОЛОКА для медных сплавов
» Материалы для АЛЮМИНИЕВЫХ сплавов
»» ЭЛЕКТРОДЫ для Алюминиевых сплавов
»» ПРОВОЛОКА для Алюминиевых сплавов
»» ПРУТКИ для Алюминиевых сплавов
» ЭЛЕКТРОДЫ для Резки и Строжки
» ФЛЮСЫ сварочные
» Материалы для СПЕЦ.
Производитель
Все3MABACALUMATANDELIASKAYNAKAuroraBINZELBOHLERBOSCHBRIMACANDANCapillaCASTOLINCeboraDRATECEddingESABEvidenceEVOSPARKEWMFILCFIMERFOXWELDFroniusFUBAGGasFitGAZCUTGCEGOLDEN BRIDGEGVSHILTIHitachiHUTERHyperthermHYRUBBERSHYUNDAIIEKJALASKEMPPIKISWELKOBELCOKRASSLincoln ElectricLiteSafeMAKITAMARKALMESSERMOSAMUSTANGNEONNittetsuOPTRELPlasmaTecProArcRAGASCOREDBOREDIUSREMEZASDMOSpeedglasSTARTTBiTECMENTECNATEGERATELWINUNIONWEICONWELDERWESTERWorKerYAFUАВТОГЕНАвтоген – МАВТОГЕНТЕХМАШАГНИАДАМАмкодор-ЭластомерАСОАтлантАЭМЗБАМЗБАРСВЕЛДБРТВАРИАНТВЕКТОРДЖЕТДОНМЕТДУГАЗИФИльницкий з-дКАВИККЕДРКОРДКРТЛУГА-АБРАЗИВЛЭЗМИТЕКМонолитМЭЗНОВЭЛНОРД (Нерпа)НОРД-С (Сталь)Палиарт-АбразивПлазерПТКПУЛЬСАРПУРМРезГорРесантаРОАРРусская СваркаРусТехРыбинсккабельСатурнСВАРОГСЗСМ (Ротекс)СИМЗСОМЗСпецЭлектродСтальСТАРК-ПРОФИСФЕРАСЭЗСЭЛМАТЕРМИТТОРУСТрафиметТССУЗФМУралтермосварФИЗТЕХФорсажЧЗСМЧТПЗЭКОЮРУС ВЕНТОЭЛЕКТРОД ТОЛЬЯТТИЭЛЗЭСВАЭТА
Новинка
Вседанет
Спецпредложение
Вседанет
Результатов на странице
5203550658095
Корзина
Ваша корзина пуста
Главная Электросварочное оборудование Контактная точечная сварка SPOT
Сортировать по:
Цена по возрастанию
Цена по убыванию
От А до Я
От Я до А
Сбросить
- 1
- 2
- 3
Показать на странице 39152127333945515763697581879399
особенности, технология, преимущества и недостатки
21. 11.2022
11.2022
Когда соединяют тонкие детали и листовой металл толщиной от 0,01 до 20 мм, применяют точечную контактную сварку. Она допустима в случаях, если нет необходимости в высокопрочном сплошном шве. Детали «прихватывают» в нескольких местах — точках, а не проваривают сплошным швом по кромке. Точки располагают равноудаленно друг от друга. Методом ручной «прихватки» делают всего несколько точек для скрепления деталей, а контактной сваркой прокладывают аккуратный прерывистый шов.
Как точечно приварить детали
Контактной точечной сваркой часто пользуются в производстве бытовых печей и спортинвентаря, в радиоэлектронной, авиационной и автомобильной промышленности. Во время работы нет открытой дуги, как при электродуговой сварке. Металл расплавляется под действием тока. Его пропускают сквозь детали, зажатые сварочными клещами. Разогретый металл «прихватывают» электродами, в результате чего получаются так называемые «горячие заклепки». Под силой давления электрода и действия тока, небольшой участок металла разогревается и становится мягче.
Контактная точечная сварка невозможна без:
- тока больше 1000 A;
- рабочего напряжения до 10 V;
- прижима клещами с большим усилием.
На 1 «горячую заклепку» уходит всего 1 секунда. Таким способом проще соединять внахлест заготовки из листового металла.
Что лучше — сварной шов или точечная прихватка
Методом контактной точечной сварки соединяют тонкостенные детали и малоответственные конструкции, где не критична прочность шва. Еще ее применяют в качестве первичного соединения заготовок для дальнейшей обработки.
Почему работают методом точечной сварки:
- экономично расходуются электроды, флюс и вспомогательные материалы;
- не образуется остаточная деформация;
- сварной шов аккуратно выглядит, без окалин и почернений;
- не выделяется вредный газ.
Такой вид сварки легко автоматизировать, но он не может обеспечить полную герметичность соединения. Образуется прерывистый шов при минимальном рассеивании тепла.
Контактная точечная сварка и ручная «прихватка» — одно и то же или нет
Не путайте точечную сварку с ручной «прихваткой», для которой не нужны специальные клещи. «Прихваткой» минимально фиксируют детали для дальнейшего наложения сплошного шва, а точечной сваркой их соединяют за счет разогрева и механического сжатия.
Какие электроды нужны для точечной сварки
Используют электроды из сплавов на основе меди или бронзы. Они жаропрочные, легко проводят тепло и электрический ток. От их материала изготовления зависит электрическое сопротивление и уровень прочности при высоких температурах. Качество сварки во многом зависит от размера и формы электродов. Требования к ним изложены в ГОСТ 14111-90. Они нужны не только для проведения тока в область соединения, но и для зажимного усилия.
Разрешено точечно приваривать детали прямыми и фигурными электродами. Прямые оставляют свободный доступ к месту скрепления. Фигурные гораздо устойчивее к износу и не совсем правильному расположению относительно обрабатываемой поверхности. Их наконечник может быть плоским или в виде сферы разного диаметра. Чем он больше, тем шире контактная площадь с металлом. От формы и размера наконечника электрода зависит плотность подаваемого тока и сила давления на заготовку.
Их наконечник может быть плоским или в виде сферы разного диаметра. Чем он больше, тем шире контактная площадь с металлом. От формы и размера наконечника электрода зависит плотность подаваемого тока и сила давления на заготовку.
Электродами со сферическими наконечниками рекомендовано приваривать детали из мягких сплавов или сплавов на основе алюминия, но на практике в основном только ними и пользуются. От электродов с плоскими наконечниками остаются вмятины. Они легко повреждают поверхность металлических заготовок. В основном работают электродами диаметром 10-40 мм. Их размер подбирают с учетом толщины деталей.
Автоматическая точечная сварка деталей
Если сваривание вручную отнимает условно секунду на 1 точку, то автоматический сварочный аппарат работает в 10 раз быстрее. За 1 минуту он способен сделать до 600 «горячих заклепок». Минус автоматизированной контактной сварки — цена оборудования, которое должно выдавать ток большой силы.
Автоматизированная сварка выглядит так:
- делают разметку заготовок;
- укладывают листы металла поверх нижнего электрода;
- заготовки зажимают верхним электродом;
- когда листы зажаты, пропускают ток.

Аппарат для сварки оснащен трансформатором тока, сварочным зажимом, сжимающим устройством и системой управления. Подачу и силу тока постоянно контролируют во время сварки. Часто автоматизированные сварочные линии оборудуют на производстве ювелирных украшений, микроэлектроники, кузовов автомобилей.
Контактная точечная сварка популярна в быту и на производстве. Простым сварочным аппаратом смогут пользоваться все, даже без специального образования. Он незаменим в ремонте техники, ограждений и других металлоконструкций. Работать методом точечной сварки нужно аккуратно, чтобы не было частичного непровара, трещин, разрывов, выплесков металла, вмятин и прожига.
подберем сварочное оборудование под ваши запросы
Технологии ручной точечной сварки, а также дуговой и аргонодуговой сварки своими руками ГОСТ
Сваркой металла называется технологический процесс создания неразъемного соединения деталей посредством образования прочной межатомной связи. Возникновение такой устойчивой связи может происходить вследствие разных физических процессов. Эти процессы образуют три основных класса сварки, в соответствии с ГОСТ 19521-74:
Эти процессы образуют три основных класса сварки, в соответствии с ГОСТ 19521-74:
- термическую (сварка плавлением без приложения давления)
- термомеханическую (плавление с приложением давления)
- давлением.
В настоящее время существует множество видов сварки. Число их постоянно растет. Разделяют виды сварки по таким техническим признакам:
- по непрерывности процесса
- по методу и характеру защиты металла в сварочной зоне
- по типу защитного газа
- по степени механизации
По типу механизации сварку делят на:
- автоматическую
- автоматизированную
- механизированную
- ручную.
Развитие автоматизированных методов сварочных работ привело к значительному увеличению скорости и качества процесса. При этом, у ручной сварки есть свои преимущества, которые делают ее незаменимой в ряде случаев:
- возможность применения в труднодоступных местах;
- доступность для работы в различных пространственных положениях;
- быстрота перехода от одного свариваемого материала к другому;
- широкий выбор марок электродов, позволяющий проведение сварки различных типов стали;
- удобство транспортировки и простота обслуживания сварочного оборудования.

При помощи ручной сварки решаются многочисленные задачи в строительстве, производстве, сфере обслуживания и быту.
Ручная электродуговая сварка металла может производиться при помощи двух типов электродов. Электродами называются специальные стержни с защитным покрытием, изготовленные из сварочной проволоки. Наиболее распространенная технология — сварка плавящимися электродами. Кромки электрода и изделия, соприкасаясь, образуют электрическую дугу, которая расплавляет металл, образуя сварочную ванну. При смешивании металла электрода и изделия образуется сварной шов. Расплавленный шлак поднимается на поверхность. Окончательная обработка при последующем затвердении, необходима для работы со швами, покрытыми шлаками.
Пространственное положение, величина и форма кромок свариваемых поверхностей, скорость перемещения дуги — эти факторы влияют на размеры сварочной ванны. Постепенное плавление электрода вынуждает сварщика производить плавное движение вниз для сохранения длины дуги. Перемещение вдоль оси шва необходимо для заполнения разделки. Ширина шва формируется вследствие поперечного движения руки.
Постепенное плавление электрода вынуждает сварщика производить плавное движение вниз для сохранения длины дуги. Перемещение вдоль оси шва необходимо для заполнения разделки. Ширина шва формируется вследствие поперечного движения руки.
Положение швов в пространстве разделяют на нижнее (до 60º), вертикальное (60-120º) и потолочное (120-180º). Наиболее простым для работы является нижнее положение шва. Удержание сварочной ванны необходимо для исключения непроваров и прожогов при дуговой сварке. Достигается оно использованием подкладки (съемной медной или несъемной стальной) и наложением дополнительного подварочного шва.
Вертикальное положение затрудняет формирование шва вследствие стекания расплавленного металла. Производительность сварки в этом случае падает. Особенно трудоемким становится создание горизонтальных швов.
Для качественного выполнения сварки в потолочном положении необходимо максимально уменьшить размеры сварочной ванны. Это достигается применением электродов малого диаметра, снижением силы тока и созданием коротких замыканий.
Технология ручной дуговой сварки с применением плавящихся электродов отличается большей производительностью, но требует удаления шлака, который образуется поверх шва, по мере выполнения работ.
Ручная аргонодуговая сварка происходит с использованием неплавящегося электрода. Сварщик держит в одной руке аргоновую горелку, а в другой — присадочную проволоку. Горелка представляет собой цилиндрическую ручку, внутри которой при помощи специального держателя крепится вольфрамовый электрод. Через сопло на свариваемое изделие подается защитный газ. Аргон является инертным элементом, он вытесняет воздух из сварочной зоны и препятствует химической реакции расплавленного металла.
Дуга создается бесконтактным способом. Для этого используется специальное устройство, называемое осциллятором. Предназначение осциллятора — создание высоковольтных высокочастотных импульсов. Под действием импульсов происходит ионизация дугового промежутка и зажигается дуга. Технология ручной аргонодуговой сварки требует более высокой квалификации сварщика. При этом, количество видов свариваемых материалов и качество швов значительно выше, чем у электродуговой сварки, выполняемой своими руками. Электродами, покрытыми загрязнениями, невозможно качественное проведение дуговой сварки. Чистота кромки электрода нарушается при соприкосновении со свариваемым металлом.
При этом, количество видов свариваемых материалов и качество швов значительно выше, чем у электродуговой сварки, выполняемой своими руками. Электродами, покрытыми загрязнениями, невозможно качественное проведение дуговой сварки. Чистота кромки электрода нарушается при соприкосновении со свариваемым металлом.
Полуавтоматическая сварка является одним из видов ручной сварки. Подача электрода (сварочной проволоки) производится автоматически. Ручным процессом является перемещение дуги по линии сваривания. Полуавтоматическая сварка отличается наименьшей трудоемкостью и высокой производительностью. Используется, главным образом, для сварки нержавеющих, низколегированных и низкоуглеродистых сталей.
Основное применение контактной сварки происходит в промышленных масштабах. Точечная сварка своими руками — единственный вид контактной сварки, доступный в домашних условиях. Технология процесса предусматривает размещение свариваемых деталей между электродами. Затем происходит нагревание поверхности, вследствие прохождения сварочного тока, и последующая пластическая деформация. Ручная точечная сварка отличается высокой экономичностью и прочностью образующихся швов.
Ручная точечная сварка отличается высокой экономичностью и прочностью образующихся швов.
Самодельный сварочный аппарат для точечной сварки можно сделать в домашних условиях своими силами. Настольный вариант применяется наиболее часто. Основные компоненты: сварочный трансформатор, полупроводниковый тиристор и реле времени. Электроды изготавливаются, в основном, из меди с примесью хрома и цинка. Реже применяются сварочные стержни, созданные на основе бронзы и вольфрама. Диаметр точек соединения должен быть в 2-3 раза больше, чем толщина детали соединения. Своими руками производят контактную сварку при ремонте бытовой техники, кухонных приборов.
Еще один вид сварочных работ. Технология газовой сварки заключается в газопламенной обработке металла специальной горелкой. Горючим газом для газовой сварки выступает ацетилен. Реже используются водород, метан, пропан, пары керосина. Сжигание происходит в парах кислорода для эффективного достижения высокой температуры.
Особое значение при газовой сварке придается соблюдению правил противопожарной безопасности. Все виды горючих газов являются взрывоопасными. Детонация может быть вызвана превышением допустимого давления и быстрым нагреванием до температуры 500ºC.
Основным инструментом в работе газосварщика является горелка. Она служит для образования горючей смеси ацетилена и кислорода. Газовые горелки бывают инжекторного и безинжекторного типа. Сварочные горелки комплектуются сменными наконечниками для работ с деталями разной толщины.
Газовая сварка используется при обработке легированной и углеродистой стали, чугуна и цветных металлов. Дефекты отливок, сколы, трещины труб исправляются при помощи ручной газовой сварки.
Процессы сварочных работ, применяемое оборудование, техника безопасности, контроль и качество строго регламентированы ГОСТами. Вот некоторые из них:
ГОСТ Р ИСО 17659-2009 определяет многоязычные термины для сварочных соединений
ГОСТ 5264-80 и ГОСТ 11534-75 разработаны для ручной дуговой сварки
ГОСТ 14771-76 и ГОСТ 23518-79 устанавливают основные требования для дуговой сварки в защитном газе
ГОСТ 10157-79 регламентирует технические условия для Аргона
ГОСТ 5583-78 предусматривает технические условия для Кислорода.
Похожие статьи
- Характеристика дуговой сварки ручного типа
- Особенности сварки с применением электродуги
- Сварка в различных положениях: правильный выбор угла наклона сварочного электрода
- Соединение деталей в защитных газах посредством сварки
Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Бытовой аппарат для точечной сварки CBA-1,5AKВыход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
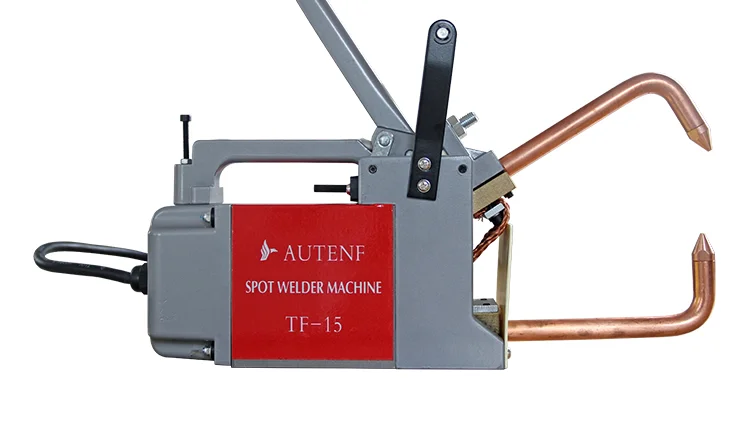
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Рисунок, иллюстрирующий процесс сварки, показан ниже.
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.

Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
https://www.youtube.com/watch?v=823bgTOHrnc
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.

Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Используемый за основу автотрансформаторОбмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Станки для контактной сварки и стыковки арматуры
14.10.2022 00:00
Машина контактной точечной сварки MT-1928Л
В НАЛИЧИИ НА СКЛАДЕ! СКИДКА 5%
ЗАКАЗАТЬ
Каталог
Расширенный поиск
Цена (₽):
от до
Название:
Артикул:
Текст:
Выберите категорию:
Все СТАНКИ для ГИБКИ листового металла » Вальцы »» Вальцы ручные »» Вальцы электромеханические »» Вальцы гидравлические » Листогибочные станки »» Листогибы ручные »» Листогибы электромеханические »» Листогибы гидравлические »» Листогибочные гидравлические пресса »» Листогибы сегментные »» Листогибы электромагнитные » Прессы гидравлические СТАНКИ для РЕЗКИ листового металла » Гильотины »» Гильотины ручные »» Гильотины ручные сабельные »» Гильотины электромеханические »» Гильотины гидравлические » Лазерная резка металла » Плазменная резка металла »» Портальные станки плазменной резки металла »» Ручные аппараты для плазменной резки металла »» Источники плазменной резки металла »» Плазмотроны »» Расходные материалы для плазменной резки »»» Защитные экраны »»» Кожухи »»» Сопла »»» Электроды »»» Завихрители »»» Водяные трубки »»» Фиксаторы защитного экрана »»» Прочие расходные материалы для плазменной резки » Угловысечные станки » Станки для продольно-поперечной резки металла » Опции для станков продольно-поперечной резки металла СТАНКИ для ВОЗДУХОВОДОВ, ВОДОСТОКОВ, ДЫМОХОДОВ » Станки для производства полукруглого желоба » Станки для производства прямоугольного желоба » Станки для производства гофроколена » Зиговочные станки »» Ручные зиговочные машины »» Электромеханические зиговочные машины » Фальцеосадочные станки »» Фальцеосадочные станки ручные »» Фальцеосадочные станки электромеханические »» Фальцеосадочные машинки » Фальцепрокатные станки » Станки для отбортовки » Станки тоннельной сборки » Cтанки для нанесения ребер жесткости » Станки для сборки сегментных отводов » Круговые ножницы » Спирально-навивные станки » Автоматические линии для изготовления прямоугольных воздуховодов » Автоматические линии для изготовления шинорейки » Пуклевочники »» Дополнительные опции для пуклевочного инструмента »» Пуклевочный инструмент » Кромкогибочные станки » Станки для производства сайдинга » Маятниковые пилы для шинорейки СТАНКИ для ТРУБ и ПРОФИЛЕЙ » Ленточнопильные станки »» Ручные ленточнопильные станки »» Ленточнопильные станки с гидроразгрузкой »» Ленточнопильные станки с гидравлическим подъемом пильной рамы »» Полуавтоматические ленточнопильные станки »» Автоматические ленточнопильные станки »» Ленточнопильные станки для резки рельс »» Ленточнопильные вертикальные станки » Трубогибы »» Трубогибы ручные »» Трубогибы арбалеты »» Трубогибы электрические »» Трубогибы гидравлические »» Дорновые трубогибы »»» Полуавтоматические дорновые трубогибы »»» Автоматические дорновые трубогибы с ЧПУ »» Бездорновые трубогибы » Абразивно-отрезные станки » Дисковые отрезные станки по металлу » Ротационная вытяжка металла СТАНКИ для КОНТАКТНОЙ СВАРКИ » Мобильные клещи и аппараты для точечной сварки » Аппараты для точечной сварки » Контактная точечная сварка » Шовная сварка » Стыковая сварка » Рельефная сварка » Машины подвесные для контактной точечной сварки » Многоэлектродные машины СТАНКИ для АРМАТУРЫ и ПРОВОЛОКИ » Станки для гибки арматуры » Станки для резки арматуры » Правильно-отрезные станки » Ручные станки для гибки и резки арматуры »» Ручные станки для резки арматуры »» Ручные станки для гибки арматуры КУЗНЕЧНОЕ оборудование » Станки для ковки » Кузнечный инструмент » Кузнечные горны РОТАЦИОННАЯ ВЫТЯЖКА металла » Ротационная ковка трубы РАЗМАТЫВАТЕЛИ РУЛОННОГО металла РУЧНОЙ ИНСТРУМЕНТ для металла » Ножницы рычажные » Инструмент для пробивки отверстий в металле » Инструмент для вырубки седловин труб » Реечные прессы ПРЕСС-НОЖНИЦЫ и ПРОБИВНЫЕ ПРЕССЫ » Дыропробивные станки » Координатно-пробивные прессы » Пресс-ножницы комбинированные » Автоматизированные линии пробивки проката » Долбежные станки КРОВЕЛЬНОЕ оборудование » Кровельные станки » Рамки для закрытия фальца МЕТАЛЛОРЕЖУЩИЕ СТАНКИ » Заточные станки по металлу » Вертикальные обрабатывающие центры с ЧПУ » Сверлильные станки »» Магнитные сверлильные станки »» Вертикально-сверлильные станки »» Радиально-сверлильные станки »» Рельсосверлильные станки »» Многошпиндельные сверлильные станки »» Сверлильно-фрезерные станки » Фрезерные станки по металлу »» Настольные фрезерные станки »» Универсальные фрезерные станки »» Вертикально-фрезерные станки » Токарные станки по металлу »» Настольные токарные станки »» Универсальные токарные станки » Электроэрозионные станки »» Проволочно-вырезные станки » Шлифовальные станки по металлу » Полировальные станки по металлу ФОРМОВКА листового металла » Шринкеры » Английское колесо » Молотки гладильные СТАНКИ для СТРОИТЕЛЬНЫХ ПРОФИЛЕЙ
Производитель:
Все3emakina (Турция)ACL (Китай)Aotai (Китай)BDS (Германия)Beka-mak (Турция)BS (Италия)CBC (Италия)Cevisa (Испания)Ckemsa (Турция)Comafer (Италия)Doganmach (Турция)DURMA (Турция)ERCOLINA (Италия)ERMAKSAN (Турция)Euroboor (Нидерланды)Exact (Финляндия)Geka (Испания)Gocmaksan (Турция)GROST (Россия-Китай)GWEIKE (Китай)Huawei (Китай)ISITAN (Турция)Kapriol (Италия)KING-MACC (Китай)Lefon (Китай)MACC (Италия)Mackma (Италия)MAKRO (Турция)MetalTec (Китай)NEW TECH MACHINERY(США)Nko Machines (Чехия)Optimum Maschinen (Германия)PERI (Китай)PILOUS (Чехия)Pohjanmaan Rakkenuspelti Oy (Финляндия)Promotech (Польша)Rotabroach (Великобритания)Sahinler (Турция)Sente Makina (Турция)STALEX (Россия, Китай, Польша)Stangroup Machinery (Китай)TECNA (Италия)TELWIN (Италия)TOR (Китай)TRITONTRUMPF (Швейцария)TTMC (Китай)Uzma (Турция)VEKTOR (Китай)Вектор (Беларусь)Витязь (Китай)ГерманияКитайРоссияСВС (Италия)ТAOLE (Китай)Чехия
СНЯТ С ПРОДАЖИ:
Вседанет
ЦЕНА С НДС-20%:
Вседанет
В наличии:
Вседанет
Бесплатная доставка:
Вседанет
-10% при 100% предоплате:
Вседанет
Под заказ:
Вседанет
+ ножницы в подарок:
Вседанет
Наличие уточняйте:
Вседанет
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Забыли пароль?
Регистрация
Заказать звонок
Заказать звонок
Главная СТАНКИ для КОНТАКТНОЙ СВАРКИ
Показать подкатегории
Цена р.
от до
Производитель
3emakina (Турция)
Doganmach (Турция)
TECNA (Италия)
TELWIN (Италия)
Россия
СНЯТ С ПРОДАЖИ
Вседанет
ЦЕНА С НДС-20%
Вседанет
В наличии
Вседанет
Бесплатная доставка
Вседанет
-10% при 100% предоплате
Вседанет
Под заказ
Вседанет
+ ножницы в подарок
Вседанет
Наличие уточняйте
Вседанет
Новинка
Вседанет
Спецпредложение
Вседанет
Найдено
0
Показать Сбросить фильтр
Сортировать:
Товар
Цена
Показать еще
- Пред.
- 1
- 2
- След.

Подписаться на рассылку выгодных предложений
- Ознакомлен с правилами предоставления услуг и согласен на обработку своих персональных данных
Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Понятно
Пистолеты для точечной сварки – Маленькие ручные | ТЕКНА®
TECNA предлагает первоклассные ручные или пневматические портативные сварочные пистолеты со встроенными трансформаторами и цифровым управлением сваркой. TJ Snow использует ручные аппараты для точечной сварки TECNA, портативные аппараты для точечной сварки, подвешенные на пружинном балансире, и аппараты для точечной сварки, установленные на пьедестале.
Портативные пистолеты для точечной сварки TECNA — отличная замена снятым с производства аппаратам для точечной сварки Miller.
Небольшие переносные горелки TECNA для точечной сварки выпускаются мощностью 2–6 кВА.
Доступен вариант монтажа на подставке
Малые ручные портативные горелки для точечной сварки
Компания Miller Electric прекратила выпуск своей линейки горелок для точечной сварки. Ти Джей Сноу считает TECNA® отличной заменой. См. таблицу внизу страницы для сравнения снятых с производства электрических сварочных горелок Miller.
Ти Джей Сноу считает TECNA® отличной заменой. См. таблицу внизу страницы для сравнения снятых с производства электрических сварочных горелок Miller.
Модель № 7900
- 2 кВА
- 220 В / 60 Гц / одна фаза
- С воздушным охлаждением
- Ручное управление
- 7200 ампер вторичной обмотки при коротком замыкании
- 269,8 фунт-силы макс. сила электрода (с плечами 4,92″)
- Доступны другие длины плеч и аксессуары. (Свяжитесь с нами для получения более подробной информации.)
- Идеально подходит для ремонта кузова автомобиля, мастерских по техническому обслуживанию или других целей легкой промышленности
- Схема компенсации запускает таймер только при наличии надлежащего прохождения тока, что поверхности с остатками краски или на черных листах
- Синхронный встроенный электронный таймер с SCR от 2 до 65 циклов.
- Доступны функция пульсации и дополнительные комплекты.
- Доступны балансиры для простоты обращения. Свяжитесь с торговым представителем, чтобы получить помощь с размерами
 Свяжитесь с торговым представителем, чтобы получить помощь с размерами
Свяжитесь с торговым представителем, чтобы получить помощь с размерамиМодель #7902
- 2,5 KVA
- 220V / 60 Гц / однопольная фаза
- Air-Cooled
- Manaual
- 820020202020202020202.8120202020202.812020202020202.8120202020202.8120202020202.81202020202020 2620202020202. максимальное усилие на электроде (при 4,92″ рукоятки)
- Доступны рукоятки другой длины и аксессуары. (Свяжитесь с нами для получения более подробной информации.)
- Идеально подходит для ремонта кузова автомобиля, мастерских по техническому обслуживанию или других целей легкой промышленности
- Схема компенсации запускает таймер только при наличии надлежащего прохождения тока, что поверхности с остатками краски или на черных листах
- Синхронный встроенный электронный таймер с SCR от 2 до 65 циклов
- Регулятор тока с регулировкой фазового сдвига для выполнения сложных сварных швов, на очень тонких толщинах, на стержнях уменьшенного диаметра, на нержавеющих стальной лист и тому подобное.
- Доступны функция пульсации и варианты комплекта
- Доступны балансиры для простоты обращения. Свяжитесь с торговым представителем, чтобы получить помощь с размерами

Модель #7903
- 6 KVA
- 220V / 60 Гц / одиночная фаза
- Корт. макс. усилие на электроде (с плечами 4,92″)
- Доступны другие длины плеч и аксессуары. (Свяжитесь с нами для получения более подробной информации.)
- Универсальный переносной аппарат для точечной сварки для автомастерских и мастерских по техническому обслуживанию кузовов
- Схема компенсации запускает таймер только при наличии надлежащего прохождения тока, что позволяет работать на окисленных листах, на поверхностях с остатками краски или на черных листах
- Синхронный встроенный электронный таймер с SCR от 2 до 65 циклов
- Регулятор тока с регулировкой фазового сдвига для выполнения сложных сварных швов на очень тонких стержнях, на стержнях уменьшенного диаметра, на листовой нержавеющей стали и т. п.
- Доступны функция пульсации и варианты комплекта
- Доступны балансиры для простоты обращения. Обратитесь к торговому представителю за помощью в выборе размера
 п.
п.Небольшие пневматические портативные горелки для точечной сварки
Модель № 7911
- 2,5 кВА
- 220V / 60 Гц / однофазная
- Пневматическая операция
- 281 МАКСКИ . (Свяжитесь с нами для получения более подробной информации.)
- Легкий и проверенный точечный пистолет для кузовного ремонта и обслуживания / предсборочных работ в промышленности
- Схема компенсации запускает таймер только при правильном прохождении тока, что позволяет работать на окисленных листах, на поверхностях с остатками краски или на черные листы
- Синхронный встроенный электронный таймер с SCR от 2 до 65 циклов
- Дополнительные соединительные муфты для обеспечения большего зазора между плечами
- Встроенный дифференциальный переключатель давления управляет таймером при правильном усилии на электроде
- Доступны функция пульсации и варианты комплекта
- Доступны балансиры для простоты обращения. Свяжитесь с торговым представителем, чтобы получить помощь с размерами
 Свяжитесь с торговым представителем, чтобы получить помощь с размерами
Свяжитесь с торговым представителем, чтобы получить помощь с размерамиМодель #7913
- 6 KVA
- 220V / 60 Гц / однопольная фаза
- , охлаждаемый охлаждением
- PNAUMATIC
- 269,8 LBF MAKEL-COOLD (
- 269,8 LBF CAIRD-MARDEM11. руки)
- Доступны другие длины рук и аксессуары. (Свяжитесь с нами для получения более подробной информации.)
- Легкий и проверенный точечный пистолет для кузовного ремонта и обслуживания / предсборочных работ в промышленности
- Схема компенсации запускает таймер только при правильном прохождении тока, что позволяет работать на окисленных листах, на поверхностях с остатками краски или на черные листы
- Регулятор тока с регулировкой фазового сдвига для выполнения сложных сварных швов на очень тонкой толщине, на стержнях уменьшенного диаметра, на листах из нержавеющей стали и т.п.
- Синхронный встроенный электронный таймер с SCR от 2 до 65 циклов
- Дополнительные соединения рычагов для обеспечения большего зазора между рычагами
- Встроенный переключатель перепада давления включает таймер, когда усилие на электроде правильное
- Доступны функция пульсации и дополнительные комплекты
- Доступны балансиры для простоты обращения. Обратитесь к торговому представителю за помощью в выборе размера
 Обратитесь к торговому представителю за помощью в выборе размера
Обратитесь к торговому представителю за помощью в выборе размераМодель № 7915
- 6 кВА
- 220 В / 60 Гц / однофазный
- С водяным охлаждением
- Пневматическое управление0021
- Максимальное усилие на электроде 269,8 фунт-силы (с плечами 5,9 дюйма)
- 8 200 ампер вторичной обмотки короткого замыкания
- Доступны другие длины плеч и аксессуары. (Свяжитесь с нами для получения более подробной информации.)
- Универсальный переносной аппарат для точечной сварки для кузовных и ремонтных мастерских
- Схема компенсации запускает таймер только при правильном прохождении тока, что позволяет работать на окисленных листах, на поверхностях с остатками краски или на черных листах
- Регулятор тока с регулировкой фазового сдвига для выполнения сложных сварных швов на очень тонкой толщине, на стержнях уменьшенного диаметра, на листах из нержавеющей стали и т.п.
- Встроенный синхронный электронный таймер с SCR от 2 до 65 циклов
- Дополнительно соединения рычагов для обеспечения большего зазора между рычагами
- Встроенный переключатель перепада давления включает таймер, когда сила электрода правильная
- Функция пульсации и опции комплекта доступны
- Доступны балансиры для удобства обращения. Обратитесь к торговому представителю за помощью в выборе размера
 Обратитесь к торговому представителю за помощью в выборе размера
Обратитесь к торговому представителю за помощью в выборе размера| ПУНКТ | 7900 | 7902 | 7903 | 7911 | 725 219 7203 9022 | |||
|---|---|---|---|---|---|---|---|---|
| Охлаждение | Воздух | Воздух | Вода | Воздух | Вода | Вода | ||
| Эксплуатация | Руководство | Ручной | Ручной | Пневматический | Пневматический | Пневматический | ||
| Напряжение питания 60 Гц * | В | 220 В | ||||||
| Номинальная мощность при рабочем цикле 50 % | кВА | 2 | 2,5 | 6 | 2,5 | 6 | 6||
| Максимальная мощность сварки | кВА | 13 | 16 | 16 | 16 | 16 | 16 | |
| Ток короткого замыкания | кА | 7,2 | 8,2 | 8,2 | 8,2 | 8,2 | 8,2 9023 | |
| with arms L= | in (mm) | 4. 92 (125) 92 (125) | 4.92 (125) | 4.92 (125) | 4.92 (125) | 5.9 (150) | 5.9 (150) | |
| Термический ток 100 % | А | 610 | 700 | 1700 | 700 | 1700 | 1700 | |
| Вторичное напряжение без нагрузки | В | 2,3 | 2,5 | 2,5 | 2,5 | 2,5 | 2,52390 >3,5||
| Класс изоляции | F | F | F | F | F | F | ||
| Обслуживание при 220 В | Ампер | 16 | 16 | 16 | 16 | 16 | 16 | |
| Standard arms throat depth L | in (mm) | 4.92 (125) | 4.92 (125) | – | 4.92 (125) | 4.92 (125) | – | |
| Макс. сила электрода | фунт-сила | 269,8 | 269,8 | 269,8 | 281 | 269,8 ( | ,8 | |
| с кронштейнами L= | дюймов (мм) | 4,92 (125) | 4,92 (125) | 4,92 (125) | 4,92 (125) | 5,9 (150) | 5,9 (150) | |
| Arms gap | in (mm) | 3. 78 (96) 78 (96) | 3.7 (94) | 3.7 (94) | 3.78 (96) | 3.7 (94) | 3.7 (94) | |
| Макс. ход электродов | дюймов (мм) | 55 (2,17) | 55 (2,17) | 70 (2,75) | 55 (2,17) | 55 (2,17) | 55 (2,17) | 2,75 (70) |
| with arms L= | in (mm) | 4.92 (125) | 4.92 (125) | 5.9 (150) | 4.92 (125) | 155 | 5.9 (150) | |
| Требуется водяное охлаждение | л/мин | 2,5 | 3,7 | 3,7 | 2,5 | 3,7 | 373 902 | |
| Вода макс. давление | psi | – | – | 2,5 | – | – | 36 | |
| Уровень шума | дБ(А) | 62 | 63 | 64 | ||||
| Уровень вибрации | м/с2 | |||||||
| Параметры сварки | ||||||||
| время сварки | циклов | 14 | 14 | 20 | 4 | 6 | 6 | |
| сварочный ток | кА | 5 | 5 | 6 | 4,1 | 6,1 | 2391 900 | |
| производительность в швах/мин | 2 | 2 | 6 | 11 | 15 | 15 9023 | ||
| Длина сетевого кабеля | футов (м) | 12,47 (3,8) | 12,47 (3,8) | 12,47 (3,8) | 12,47 (0239 | 12,47 (3,8) | 12,47 (3,8) | |
| Net weight with arms 125 mm | lbs (kg) | 23. 1 (10.5) 1 (10.5) | 24.25 (11) | – | 23.1 (10.5) | 24.25 (11) | – | |
| Вес нетто с кронштейнами 150 мм | фунтов (кг) | – | – | 26,5 (12) | – | – | 90||
| Вес нетто с кронштейнами 500 мм | фунтов (кг) | 28,7 (13) | 29,8 (13,5) | 30 (13,6) | 28,7 (13) | 29,8 (13,5)9 3 | ||
Аналоги пистолетов для точечной сварки Miller Electric
Miller Electric больше не производит линейку портативных пистолетов для точечной сварки. Эксперты компании T. J. Snow пришли к выводу, что небольшие переносные пистолеты для точечной сварки TECNA® являются высококачественной, простой в использовании и надежной заменой в будущем. См. сравнительную таблицу ниже и свяжитесь с нами по любым вопросам.
| Номер модели горелки для точечной сварки Miller | Напряжение питания | Выход при ПВ 50 % | Охлаждение | Модель | TEC90 MFR # | |
|---|---|---|---|---|---|---|
| ТБО-41 | 110 | 1,5 | Воздух | 1 | 7900 | |
| MSW-41T | 110 | 1,5 | Воздух | 7900 | ||
| LMSW-52 | 220 | 2,5 | Воздух | 7 | 7902, 7911 | |
| LMSW-52T | 220 | 2,5 | Воздух | 7 | 7902, 7911 |
Руководство по гибридной сварочной станции
— AIM American Innovative Manufacturing
(1 отзыв) Написать обзор
Гибридная сварочная станция Руководство
Рейтинг Требуется Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Требуется
Тема обзора Требуется
Комментарии Требуется
- Артикул:
- СА-001
Сейчас:
$0. 00
00
- Описание
Описание
Гибридная сварочная станция Руководство по эксплуатации/обслуживанию/безопасности
Гибридная сварочная станция Руководство в формате PDF для загрузки. Это руководство, обновленное в 2021 году, включает:
Компоненты
Инструкции по технике безопасности и предупреждения
Список деталей
Информация о зарядке аккумулятора
Инструкции по эксплуатации
Техническое обслуживание
Поиск и устранение неисправностей
Гарантийная информация
Паспорт безопасности
Примечания:
Для загрузки необходимо оформить заказ. Загрузка завершает регистрацию продукта для новых устройств
Просмотреть всеЗакрыть
Видео Скрыть видео Показать видео
Аккумулятор и 110 точечная сварочная станция Гибридная сварочная станция 2020
Посетите наш веб-сайт: www.
ai-mfg.com Найдите нас на Facebook:…
 ai-mfg.com Найдите нас на Facebook:…
ai-mfg.com Найдите нас на Facebook:…- 1 отзыв
1 Отзыв
Просмотреть всеЗакрыть
- Клиенты также просмотрели
Клиенты также просмотрели
Быстрый просмотр
Гибридная сварочная станция
Звоните, чтобы узнать о вариантах доставки (только для коммерческих и несельских адресов) Аппарат контактной точечной сварки выжимного типа (STRSW) с возможностью односторонней точечной сварки. Это…
Быстрый просмотр
В корзину
Быстрый просмотр
Зарядное устройство для тяжелых условий эксплуатации — HWS
Сейчас: 4 500,00 долларов США
Сверхмощное зарядное устройство найдено на гибридной сварочной станции. Деталь SA-216 необходима для установки на модель 1250
Деталь SA-216 необходима для установки на модель 1250
В корзину
Быстрый просмотр
Отрицательный хвостовик — изменение EZ
Сейчас: 62,00 $
Отрицательный хвостовик для сменной рукоятки EZ. Используется с узлом руки для точечной сварки 3 дюйма, узлом руки для точечной сварки 10 дюймов, узлом руки для точечной сварки 20 дюймов.
Добавить в корзину
Быстрый просмотр
Заглушка с поворотным замком – внутренняя резьба
Сейчас: 112,00 $
Электрическая вилка с поворотным замком (гнездо), найденная на задней панели гибридной сварочной станции При заказе модели, отличной от HWS, требуются как SA-215, так и SA-216
В корзину
Быстрый просмотр
Заглушка с поворотным замком — наружная резьба
Сейчас: 77,50 долларов США
Электрическая вилка с поворотным замком (штекер) на задней панели гибридного зарядного устройства (SA-213) Для использования на моделях, отличных от HWS Детали SA-215 и SA-216 Требуются оба
Быстрый просмотр
Ручка смены EZ
Сейчас: 4 950,00 долларов США
НОВИНКА! Рукоятка смены EZ для гибридной сварочной станции. Совместимость с новым HWS! Прост в использовании, долговечен и
оснащен инновационной системой EZ Change Arm System для быстрой смены точечной сварки…
Совместимость с новым HWS! Прост в использовании, долговечен и
оснащен инновационной системой EZ Change Arm System для быстрой смены точечной сварки…
Сейчас: 4 950,00 $
Быстрый просмотр
Высокоточный ручной точечный сварочный аппарат / сварочный аппарат постоянного тока Поставщики, цена Высокоточный ручной точечный сварочный аппарат / сварочный аппарат постоянного тока для продажи
Высокоточный ручной точечный сварочный аппарат/сварочный аппарат постоянного тока
ВВЕДЕНИЕ:
1. Источник питания для прецизионной контактной сварки серии RT использует японскую инверторную технологию IGBT, технологию управления микрокомпьютером и современную силовую электронную технологию, разработанную для нового типа источника питания.
2. Сварочные брызги небольшие, стабильные характеристики.
3. Выход постоянного тока значительно улучшает технологию сварки;
4. Передовые технологии и оборудование имеют преимущества небольшого, энергоэффективного и целого ряда преимуществ;
Передовые технологии и оборудование имеют преимущества небольшого, энергоэффективного и целого ряда преимуществ;
5. Микроконтроллер (MCU) и использование электронных технологий делает оборудование с выдающимися характеристиками современного оборудования, включая цифровое управление, мониторинг, диагностику и защиту от неисправностей, передачу данных и т. д., оборудование является полностью функциональным, гибким, удобным, адаптацией широкий.
6. Этот вид специального оборудования подходит для точечной сварки меди, алюминия и других цветных металлических материалов, материалов для точечной сварки сплавов, прецизионных деталей точечной сварки и точечной сварки высококачественных изделий.
ПРЕИМУЩЕСТВО:
1. Выход постоянного тока. Концентрация тепла, эффективность нагрева увеличивается, процесс сварки стабилен, качество сварки улучшается, а срок службы электрода увеличивается.
2. Высокоскоростное и высокоточное микропроцессорное управление (MCU) для обеспечения стабильной повторяющейся сварки с функцией контроля тока.
Высокоскоростное и высокоточное микропроцессорное управление (MCU) для обеспечения стабильной повторяющейся сварки с функцией контроля тока.
3. ЖК-дисплей.
4. Высокоскоростная сварка: быстрый старт и переключение с высокой полярностью уменьшают влияние температуры, что делает поверхность сварки чистой и красивой.
5. Переключение полярности: подавление асимметричного результата обеспечивает равномерную прочность сварки в двух точках и продлевает срок службы электрода.
6. Импортный модуль IBGT полностью контролирует разряд, качество сварки и скорость сварки, необычная сварочная машина может сравниться с ним.
7. Двойной импульс может уменьшить разбрызгивание при сварке, эффективно улучшить качество сварки.
8. Хранение данных с использованием EEPROM, отсутствие проблем с временем автономной работы, всегда возвращается к предыдущему использованию процедур сварки при запуске.
9. Технология блокировки сварочного напряжения для предотвращения влияния колебаний сетевого напряжения на сварочный ток.
СПЕЦИФИКАЦИЯ:
Модель ЛИТ-ПНД-3000 Максимальная выходная мощность трансформатора 25кВА Максимальный сварочный ток вторичной стороны 6000А Емкость хранения энергии постоянного тока 6600 мкФ Число сварочных импульсов 9 наборов импульсов Сварочное напряжение 5В-330В регулируемый, точность 0,5В Время сварки 0,1 мс-5,0 мс регулируемый, точность 0,1 мс Режим сварки Нормальный / непрерывный Входная частота 220 В переменного тока ± 10% 50 Гц ± 2 Гц Максимальное рабочее давление 6 кг Масса 65 кг Толщина шва Максимальная толщина параллельной сварки: 0,03 мм ~ 0,3 мм, несколько листов сварки
Связанная машина
УПАКОВКА:
1 Стандартная экспортная упаковка: внутренняя защита от столкновений, внешняя экспортная деревянная упаковка.
2 Экспресс-доставка, по воздуху, по морю в соответствии с требованиями клиентов, чтобы найти наиболее подходящий способ.
3. Ответственный за ущерб в процессе доставки, бесплатно заменит поврежденную часть для вас.
ВРЕМЯ ДОСТАВКИ: 15-20 дней после подтверждения заказа, точная дата доставки должна быть определена в зависимости от сезона производства и количества заказа.
Китай Производитель машин для производства литиевых аккумуляторов, Мобильные аккумуляторы, Power Bank Pack Machine Поставщик
Дом Производители/Поставщики
Подробнее
Список продуктов
Выбранные поставщики, которые могут вам понравиться
Пластиковая бутылка для домашних животных Бак Экструзия Инжекционно-выдувное формование Выдувное формование Изготовление Производственная машина Чистая минеральная вода Машины для производства напитков Цена Машины Авто
Рекомендованный продукт
Свяжитесь сейчас
Сервопривод для домашних животных Пластиковые бутылки для напитков Выдувные машины Воздуходувка Минеральная чистая вода Танк-контейнер Инжекционно-выдувная пресс-форма Изготовление форм для литья под давлением Машина Цена Машины
Свяжитесь сейчас
Сервопривод для домашних животных Пластиковые бутылки для напитков Выдувные машины Воздуходувка Минеральная чистая вода Танк-контейнер Инжекционно-выдувная пресс-форма Изготовление форм для литья под давлением Машина Цена Машины
Свяжитесь сейчас
Машина для выдувного формования ПЭТ
Свяжитесь сейчас
3e Машина для литья пластмасс под давлением
Свяжитесь сейчас
3e Машина для литья пластмасс под давлением
Свяжитесь сейчас
Аппараты для лазерной сварки металлов Нержавеющая сталь Алюминий Автоматический аппарат для точечной сварки Волоконно-лазерный сварочный аппарат
Свяжитесь сейчас
1500 Вт лазерные сварочные аппараты для металла, нержавеющая сталь, алюминий, автоматический точечный сварочный аппарат, ручной волоконный лазерный сварочный аппарат
Свяжитесь сейчас
170-тонная литьевая машина, стабильное качество, конкурентоспособная стоимость, экономия энергии, высокое качество, разумная цена, новый, 300 грамм
Свяжитесь сейчас
100 мл-20 л сервопривод пластиковая бутылка для напитков выдувная машина / вода бутылка для упаковки пищевых продуктов литьевая машина для литья под давлением изготовление преформ для домашних животных выдувная машина цена
Рекомендованный продукт
Свяжитесь сейчас
2022 Энергосберегающий винт с крышкой для преформы с 48 полостями, пластик для домашних животных, бутылка для напитков, бутылка для напитков, капсула для банки, специальный серводвигатель, пресс-форма для литья под давлением, литьевая машина
Рекомендованный продукт
Свяжитесь сейчас
Сервоавтоматическая пластиковая продукция Корзина для пищевых продуктов Контейнер для литья под давлением Литье под давлением Вода для домашних животных Крышки для бутылок из полипропилена Машина для литья преформ капсул
Рекомендованный продукт
Свяжитесь сейчас
Высокоэффективное оборудование для выдувного формования бутылок с пестицидами
Связаться с предприятием
Использование дополненной реальности на основе проектора для повышения точности и аккуратности ручной точечной сварки в автомобилестроении
Использование дополненной реальности на основе проектора для повышения точности и точности ручной точечной сварки в автомобилестроении
Скачать PDF
Скачать PDF
- ОРИГИНАЛЬНЫЙ АРТИКУЛ
- Открытый доступ
- Опубликовано:
- Ashish Doshi 1 ,
- Ross T. Smith 1 ,
- Bruce H. Thomas 1 &
- …
- Con Bouras 2
Международный журнал передовых производственных технологий том 89 , страницы 1279–1293 (2017)Цитировать эту статью
4111 Доступ
77 цитирований
3 Альтметрика
Сведения о показателях
Abstract
В этой статье представлено использование системы пространственной дополненной реальности на основе проектора в условиях промышленного контроля качества для выделения мест точечной сварки на панелях транспортных средств для операторов ручной сварки. Целью этой работы является повышение точности и аккуратности ручного размещения точечной сварки с помощью визуальных подсказок в качестве упреждающего шага производителя автомобилей для повышения качества продукции. Прототип системы был развернут на заводе General Motors (GM) Holden в Элизабет, Австралия, на производственной линии по производству автомобилей Holden Cruze. Были проведены производственные испытания и разработаны методы для анализа и подтверждения точности и аккуратности точечных сварных швов как с визуальными сигналами, так и без них. При использовании визуальных подсказок дополненной реальности наблюдалось снижение на 52 % стандартного отклонения ручного размещения точечной сварки. Среднее стандартное отклонение с помощью AR (19 панелей и 114 точечных сварных швов) был рассчитан на 1,94 мм по сравнению с без AR (45 панелей и 270 точечных сварных швов) на 4,08 мм. Все сварные швы соответствовали требуемым спецификациям, и панели, оцененные в этом исследовании, использовались в качестве конечного продукта, доступного для потребителей. Визуальные подсказки позволили операторам выполнять точечную сварку с более высокой степенью точности и аккуратности.
Скачайте, чтобы прочитать полный текст статьи
Ссылки
Spot Track., http://www.spottrack.eu/welcome/standards-testing.jsp
Денисов А., Шакарджи С., Лоуфорд Б., Маев Р., Пай Дж. (2004) Анализ точечной сварки с помощью двумерных ультразвуковых массивов. J Res Natl Inst Stand Technol 109(2):233–244
Статья Google Scholar
GM Worldwide Engineering Standards (2012) Критерии приемлемости сварки и процедуры ремонта: Точечная сварка сопротивлением — сталь. General Motors Worldwide, GMW14057
Lertrusdachakul I, Mathieu A, Aubreton O (2015) Контроль удлинения проволоки при сварке GMA на основе визуального контроля.
Int J Adv Manuf Technol:1–10Уайт С., Прачиабруед М., Баги Д., Аглаве А., Райнерс Д., Борст С., Чемберс Т. (2009) Виртуальный тренер сварщика. В: Virtual Reality Conference, 2009, VR 2009. IEEE, стр. 303–303
Национальная комиссия по охране труда и технике безопасности (1994) Национальный стандарт для растений. Австралийская издательская служба. НОСК:1010
Zhang H, Hou Y, Zhang J, Qi X, Wang F (2014) Новый метод неразрушающей оценки качества контактной точечной сварки на основе метода радиолокационных диаграмм и классификатора дерева решений. Int J Adv Manuf Technol:1–11
Lin HL, Chou T, Chou CP (2007) Оптимизация процесса контактной точечной сварки с использованием метода тагучи и нейронной сети. Exp Tech 31 (5): 30–36. дои: http://dx.doi.org/10.1111/j.1747-1567.2007.00186.x
Артикул Google Scholar
Лю В., Ма Дж., Лю С., Ковачевич Р. (2015) Экспериментальное и численное исследование лазерной сварки горячей проволокой. Int J Adv Manuf Technol:1–15
Ryuh BS, Pennock GR (2006) Системы автоматизации роботов для дуговой сварки. В: Huat LK (ed) Industrial Robotics: Programming, Simulation and Applications, InTech
Campanelli LC, Suhuddin UFH, Italo Sette Antonialli A, dos Santos JF, de Alcntara NG, Bolfarini C (2013) Металлургия и механические характеристики Точечная сварка трением из магниевого сплава AZ31. J Mater Process Technol 213(4):515–521
Статья Google Scholar
Эхтлер Ф., Штурм Ф., Киндерманн К., Клинкер Г., Стилла Дж., Трилк Дж., Наджафи Х. (2003 г.) Интеллектуальный сварочный пистолет: дополненная реальность для экспериментального автомобилестроения. В: Приложения виртуальной и дополненной реальности в производстве, стр. 333–360 9.0003
Пентенридер К., Баде С., Дойл Ф., Мейер П. (2007) Планирование производства на основе дополненной реальности — приложение, адаптированное к потребностям промышленности. В: 6-й Международный симпозиум IEEE по смешанной и дополненной реальности, стр. 31–42. В: Материалы международного семинара по дополненной реальности: размещение искусственных объектов в реальных сценах: размещение искусственных объектов в реальных сценах, AK Peters, Ltd.
, IWAR ’98, стр. 31–46Мёринг М., Глойштейн А., Дёрнер Р. (2009) Проблемы с восприятием виртуального пространства на расстоянии досягаемости: смягчение неблагоприятного воздействия на приложения с использованием HMD в автомобильной промышленности. В: Virtual Reality Conference, 2009, VR 2009, IEEE, стр. 223–226
Weidenhausen J, Knoepfle C, Stricker D (2003) Уроки, извлеченные на пути к промышленным приложениям дополненной реальности, ретроспектива ARVIKA. Comput Graph 27(6):887–891
Статья Google Scholar
Regenbrecht H, Baratoff G, Wilke W (2005) Проекты дополненной реальности в автомобильной и аэрокосмической промышленности. Приложение IEEE Comput Graph 25(6):48–56
Статья Google Scholar
Reinhart G, Patron C (2003) Интеграция дополненной реальности в область сборки — основы, преимущества и приложения.
CIRP Ann Manuf Technol 52(1):5–8Статья Google Scholar
Пентенридер К., Баде С., Дойл Ф., Мейер П. (2007) Планирование производства на основе дополненной реальности — приложение, адаптированное к потребностям промышленности. В: Mixed and Augmented Reality, 2007. ISMAR 2007. 6-й Международный симпозиум IEEE и ACM, стр. 31–42. сборочных линий. Протокол CIRP 23 (0): 246–251. 5-я CATS 2014 – Конференция CIRP по сборочным технологиям и системам
Артикул Google Scholar
Servȧn J, Mas F, Menėndez JL, Ri̇os J (2012) Использование дополненной реальности в рабочих инструкциях по сборке AIRBUS A400M в цеху. AIP Conf Proc 1431 (1): 633–640. дои: 10.1063/1.4707618
Артикул Google Scholar
Чжоу Дж., Ли И., Томас Б.
, Менасса Р., Фаррант А., Сансом А. (2012) Поддержка производства автомобилей на месте с использованием пространственной дополненной реальности. Интер J Виртуальная реальность 11 (1): 33–41Google Scholar
Victoria Worksafe Australia (2007 г.) Правила охраны труда и техники безопасности. Worksafe Victoria, Часть 3. 5 (Завод)
Расширенное отслеживание в реальном времени., http://www.ar-tracking.com/home/
Швердтфегер Б., Пустка Д., Хофхаузер А., Клинкер Г. (2008) Использование лазерных проекторов для дополненной реальности. В: Труды симпозиума ACM по программному обеспечению и технологиям виртуальной реальности, стр. 134–137 9.0003
Neumann U, Majoros A (1998) Когнитивные, производительные и системные проблемы для приложений дополненной реальности в производстве и обслуживании.
В: Ежегодный международный симпозиум по виртуальной реальности, 1998. Труды., IEEE 1998, стр. 4–11Раскар Р., Браун М., Ян Р., Чен В.К., Уэлч Г., Таулз Х., Весы Б., Фукс Х. (1999) Дисплеи с несколькими проекторами с использованием регистрации на основе камеры. В: Визуализация ’99. Proceedings, стр. 161–522
Piper B, Ishii H (2001) CADcast: метод проектирования процедурных инструкций с пространственной привязкой. Тех. представитель, MIT Media Lab
Бирн А., Гилберт Д. (2010) Как все выглядит для дальтоников. В: Онтология цвета и наука о цвете, MIT Press
Лазар Дж., Фэн Дж. Х., Хоххайзер Х. (2010) Методы исследования взаимодействия человека и компьютера. Wiley Publishing
Коэн Джейкоб (1998) Статистический анализ мощности для поведенческих наук, 2-е изд. Lawrence Erlbaum Associates, Publishers
МАТЕМАТИКА Google Scholar
Xu W, Lin S, Fan C, Yang C (2015) Прогнозирование и оптимизация геометрии наплавленного валика при сварке GMA с узким зазором колеблющейся дугой во всех положениях. Int J Adv Manuf Technol: 1–14. дои: 10.1007/s00170-015-6818-7
Чандрасекар Н., Васудеван М., Бхадури А., Джаякумар Т. (2015) Интеллектуальное моделирование для оценки ширины валика сварного шва и глубины проплавления по инфракрасным тепловизионным изображениям сварочной ванны. J Intelll Manuf 26 (1): 59–71. дои: 10.1007/s10845-013-0762-x
Артикул Google Scholar
Ссылки на скачивание
Информация об авторе
Авторы и организации
Лаборатория носимых компьютеров, Университет Южной Австралии, кампус Моусон-Лейкс, Аделаида, Австралия
GM Holden Vehicle Operations, Элизабет, Южная Австралия, Австралия
Con Bouras
Авторы
- Ashish Doshi
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Ross T. Smith
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Bruce H. Thomas
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Con Bouras
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Академия
Автор, ответственный за переписку
Ашиш Доши.
Дополнительная информация
Идентификатор гранта: AutoCRC C1-53 AR Projection System for Work Cells 2
Права и разрешения
Открытый доступ Эта статья распространяется в соответствии с условиями международной лицензии Creative Commons Attribution 4.0 (http://creativecommons.org/licenses/by/4.0/), которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии вы должным образом указываете автора (авторов) и источник, предоставляете ссылку на лицензию Creative Commons и указываете, были ли внесены изменения.
Перепечатка и разрешения
Об этой статье
Точечная сварка – практическое руководство по контактной сварке
Во время затвердевания гранул металл сжимается в объеме, и в то же время могут выделяться газы. Когда это происходит, важно, чтобы деталь удерживалась вместе под хорошим давлением, чтобы предотвратить разделение и разрушение соединения, а также минимизировать пустоты. Это время выдержки в графике сварки. Силовой механизм сварочного аппарата должен быть в исправном состоянии, чтобы иметь возможность поддерживать постоянную силу и следить за тем, как материал затвердевает и сжимается. Это особенно верно для выступающих сварных швов, где выступы разрушаются.
Параметры, которые необходимо поддерживать для уменьшения пустот:
Время выдержки
Техническое обслуживание и применение механизма давления
Применение кузницы
Время выдержки
Убедитесь, что есть время выдержки. Некоторые расписания не допускают задержки, потому что это замедляет скорость производства. Удержание необходимо, чтобы убедиться, что сопрягаемые поверхности находятся вместе, пока самородок не затвердеет. В некоторых приложениях он используется для закрытия пустот и ковки или отпуска.
0003
Сила увеличивается по мере того, как сварка заканчивается, чтобы выковать металл, поскольку он затвердевает, закрывая пустоты. Это очень распространено с алюминием.
Обслуживание и применение механизма давления
Крайне важно, чтобы система силы давления машины была в хорошем рабочем состоянии. Будь то цилиндры или сервоприводы, они должны реагировать при необходимости немедленно, без задержек или заеданий в своем движении. Важна их способность иметь хорошее последующее наблюдение. Это означает, что они должны двигаться, когда сварной шов расширяется и сжимается. Это может быть очень быстро. Помните, что сварные швы измеряются в циклах и миллисекундах, а не в секундах. Цилиндр или сервопривод, которые заедают, недопустимы.
Кузнечное приложение
Приложение дополнительного давления или силы во время процесса затвердевания является очень хорошим средством для уменьшения пустот. По сути, он закрывает газовые карманы и образует пустоты. Как показано на рисунке выше, вам, возможно, придется инициировать это в конце цикла сварки. Механические функции реагируют не так быстро, как электронные. Это может занять немного проб и ошибок. Если вы сожмете слишком сильно слишком рано, расплавленный металл может вытолкнуться из соединения. Сила может быть наиболее важной функцией для устранения пустот.
Ссылка: RWMA – Руководство по контактной сварке RWMA, 4-е издание
Сварка гаек контактной сваркой – это процесс рельефной сварки. При рельефной сварке деталь сформирована по дизайну или форме для подачи силы и тока в заранее определенные, как правило, небольшие точки, формы или круги. В случае приварных гаек мощность передается через несколько небольших точек. На каждом выступе образуется нормальный сварной шов. В этой форме контактной сварки используется деталь для концентрации тепла и силы, а не электрод. Традиционный цикл сварки: сжать, сварить, удерживать. Это то же самое, что и традиционная точечная сварка. Предварительный подогрев обычно не используется для выступающих швов.
ГАЙКА ПРИВАРНАЯ ВЫСТУПНАЯ
Предварительный нагрев — это начальное приложение тока, указанное в расписании. Обычно это постоянное значение и одиночный импульс, хотя оба они могут варьироваться. Он также по определению (Ref AWS A3.0) отделен от основного сварочного импульса. Предварительный нагрев предназначен для изменения состояния свариваемой поверхности. Цель может состоять в том, чтобы помочь улучшить подгонку материала или помочь пробить покрытие. Наконец, применение только импульса (или импульсов) предварительного нагрева не должно приводить к соединению деталей между собой либо путем плавления и последующего затвердевания, либо к образованию твердотельной связи.
При рассмотрении процесса рельефной сварки прохождение вторичного тока должно происходить только после достижения требуемой силы сварки. Однако, как только ток начинает течь, все материалы, через которые он проходит (шунты, кабели, детали и т. д.), подвергаются резистивному нагреву в соответствии с законом Джоуля, включая сами выступы. Итак, что именно происходит? В зависимости от значения и продолжительности тока, геометрии выступов и материала, из которого они сделаны, а также типа подложки, калибра и покрытия, на ум приходит несколько возможностей. К ним относятся, но не ограничиваются:
• Ничего заметного не происходит: если значение тока или продолжительность предварительного нагрева слишком малы или малы, условия на границе сварки не меняются или, по крайней мере, не меняются сильно. Возможно, геометрия выступа не изменена или другие условия на поверхности стыковки (покрытие и т. д.) не затронуты. В подавляющем большинстве случаев что-то произойдет.
• Достигнуто какое-то слияние: Если текущее значение или продолжительность слишком высоки или велики, может произойти плавление и затвердевание или образование твердотельной связи. Как ускользало ранее, любой результат обычно не является желаемым последствием, на которое можно было бы надеяться при применении только импульса предварительного нагрева. **
• Поверхность обшивки изменяется без плавления: при более умеренном приложении тока и времени сварки можно (среди прочего, например, разрушение покрытия) смягчить выступы, так что приложенное усилие сварки начнет изменяться. их геометрия. Это изменение, скорее всего, будет выражаться в увеличении размера контактной поверхности выступа. Другими словами, проекции начинают сглаживаться. Здесь все становится немного интереснее.
Как только выступы начинают сглаживаться, их площадь соприкосновения с поверхностью увеличивается. Но каков смысл этого явления? Сейчас самое время кратко остановиться на одном важном и легко измеряемом аспекте контактной рельефной (и точечной) сварки — токе на единицу площади. Как следует из названия, это просто вторичный ток, проходящий через контактную поверхность или выступы электрода, деленный на их площадь. Как только вы начнете заниматься математикой с фактическими выступающими сварными гайками для большинства марок стали (например, от M6 до M10), начнут появляться цифры вроде 350–600 А/мм2. Однако, что, если мы увеличим площадь контакта выступа, хотя бы немного? Хотя каждый случай уникален, можно проиллюстрировать проблему с помощью самих приварных гаек.
В качестве примера:
Давайте возьмем реальную стандартную сварную гайку и посмотрим, что произойдет, если площадь контакта самого выступа будет варьироваться в пределах указанного допуска. Забудьте о предварительном нагреве. В этом примере мы будем использовать приварную гайку M8 с тремя выступами. Выступы имеют форму усеченного конуса, что означает, что они имеют как большой, так и меньший диаметр. В этом обсуждении мы сосредоточимся только на большом диаметре.
Заявленный диапазон основного диаметра 4,0 – 4,3 мм. Если мы увеличим размер выступов на одной приварной гайке к другой с 4,0 мм до 4,3 мм, мы получим увеличение диаметра на 7,5% с изменением всего на 0,3 мм. Площадь при 4,0 мм = 12,6 мм2 и увеличивается до 14,5 мм2 при увеличении до 4,3 мм. Результирующее увеличение площади составляет 15,2%. Если бы мы выполняли сварку при 500 А/мм2, увеличение площади проекции, как показано, приведет к падению тока на единицу площади до 434 А/мм2, т. е. на 13,2%. Это то же самое, что и уменьшение тока с 20 кА до 17,3 кА для постоянной геометрии проекции. На данный момент не требуется большого воображения, чтобы понять, каким может быть потенциальный результат при падении тока более чем на 13%, особенно когда нагрев, связанный с законом Джоуля, основан на значении тока в квадрате. Наконец, эти типы изменений геометрии более чем возможны, когда к процессу рельефной сварки применяется предварительный нагрев.
Имея в виду вышеизложенное, легко понять, как применение предварительного нагрева к графику рельефной сварки может потенциально сильно повлиять на процесс рельефной сварки. Предварительный подогрев следует использовать как разумно, так и методично, чтобы можно было количественно оценить результаты и достичь желаемых характеристик сварки и целевых показателей качества.
Наконец, обратите внимание, что я не упомянул базовый материал в этом обсуждении. Мое логическое обоснование двоякое: 1) применение предварительного нагрева в процессе сварки выступающих частей может оказать значительное влияние на сами выступы, независимо от типа основного материала, и 2) AHSS (усовершенствованная высокопрочная сталь), указанная в вопросе. обычно требуют режимов проекционной сварки с использованием большего усилия при более коротком времени сварки и более высоких токах и, возможно, многоимпульсном подходе. Предварительный нагрев этих сталей не рекомендуется.
**Опасность, связанная с созданием связи во время применения предварительного нагрева (особенно плавления и затвердевания), заключается в том, что сопротивление поверхности обшивки потенциально снижается до точки, при которой последующее применение основного импульса графика может больше не сможет обеспечить достаточно энергии для достижения необходимого синтеза. Выступающая сварка, по сути, представляет собой процесс резистивного нагрева, и если мы уничтожим поверхность плавления путем плавления и затвердевания, наша резистивная составляющая в законе Джоуля значительно уменьшится, если не полностью устранится.