Алмазный круг по металлу для болгарки
Очень часто при ремонте, сносе или строительстве домов производят резку бетонной стены. На сегодняшний день эту процедуру можно производить несколькими методами: с применением алмазного инструмента, водяной струёй, кислородным копьём.
Самый популярный из них — это применение алмазного инструмента.
Алмазный круг на болгарку позволяет обработать бетонное изделие таким образом, что поверхность получается идеально ровной без различных побочных явлений: трещин, шума и грязи, которые находятся в зоне воздействия. Это приспособление режет армированный бетон, шлифует бетонный пол, осуществляет штробирование под усадку коммуникаций.
Для того чтобы поверхность была максимально ровной, необходимо выбрать правильно диски, ознакомившись с их классификацией заранее. Осознанный выбор сэкономит средства и уменьшит трудозатраты (инструмент придётся менять реже, если его стойкость будет выше).
Описание и классификация
Алмазный диск — это металлический круг небольшой толщины с зафиксированными на кромках режущими алмазными пластинами. Изготавливают их из промышленных молотых алмазов, которые впрессовывают в связующее металлическое вещество — твёрдый сплав, сталь или титан. На диски пластины крепят при помощи пайки серебром или лазерной сварки. Современные технологи соединяют режущий инструмент с металлическим основанием, используя порошковую пайку. Так они дольше служат. После того как заточка режущей части алмазного диска выполнена, он полностью готов к работе.
Для того чтобы резать железобетон или бетон, используется разнообразное оборудование, такое как: стационарные станки, штроборез, бензорез, болгарка. К ним прикрепляют круги различных марок. Их отличительными чертами являются:
- Конфигурация рабочей кромки.
- Состав вяжущего вещества.
- Количество алмазов на единицу площади.
- Качественными показателями алмазов.


Для выбора наиболее подходящего для вас варианта необходимо ознакомиться с классификацией.
Делят круги на группы по нескольким признакам. Самыми главными показателями являются: назначение и форма режущей части.
Отрезные алмазные диски
Эта группа подразделяется на три подвида. К ним относятся:
- Сегментные для сухой резки. Бетон режут сухим способом при помощи ручного инструмента. Для этих целей применяется болгарка (угловая шлифовальная машина) и штроборез. На основании сегментного круга алмазный контур расположен в виде отдельных секторов, а между ними существуют радиальные сквозные пазы. В процессе резки пластины испытывают большую нагрузку, а диски нагреваются. Прорези необходимы для снятия в резцах напряжения, удаления отходов, отвода тепла и компенсации линейного расширения. К этой группе относится алмазный инструмент для резки свежего бетона. Отличие таких кругов в том, что ими сразу после застывания резать материал.
- Бесконечные (цельные). На таких кругах сегментов нет. А для того чтобы распределить напряжение, имеются отверстия. Применяют их в том случае, когда резка производится с водяным охлаждением. На стационарном оборудовании производится мокрая обработка. У такого оборудования имеется конструктивная возможность подавать охлаждающую жидкость.
- Диски алмазные по железобетону. Имеют такие диски сегментную конструкцию, но в зубцах содержится больше алмазов, чем в обычном типе диска. Они немного толще. Нужно учесть тот факт, что железобетон в домашних условиях очень трудно резать. Болгарка нагревается быстро, внутрь неё проникает пыль (чтобы пыль не проникала необходимы защита от пыли подшипников и пылезащищенный двигатель). С помощью ручного электроинструмента можно будет разрезать железобетон не глубже 10 сантиметров за один подход. После этого оборудование отключится для охлаждения диска и мотора.
- Турбосегментные алмазные отрезные круги. Они цельные, а их охлаждение производится за счёт волнообразной поверхности. Цена их выше обычных кругов, но эти затраты они компенсируют расширенным функционалом и длительным периодом службы. Ими можно резать даже железобетон, если диаметр арматуры не будет превышать 10 сантиметров.

 Они цельные, а их охлаждение производится за счёт волнообразной поверхности. Цена их выше обычных кругов, но эти затраты они компенсируют расширенным функционалом и длительным периодом службы. Ими можно резать даже железобетон, если диаметр арматуры не будет превышать 10 сантиметров.
Они цельные, а их охлаждение производится за счёт волнообразной поверхности. Цена их выше обычных кругов, но эти затраты они компенсируют расширенным функционалом и длительным периодом службы. Ими можно резать даже железобетон, если диаметр арматуры не будет превышать 10 сантиметров.Шлифовальные алмазные диски
При помощи таких кругов шлифуют бетон, если перед нанесением декоративного покрытия необходимо выровнять пол. Этот процесс производят специальной шлифмашиной или болгаркой. Отличаются круги для шлифовки тем, что режущий алмазный слой нанесён на коническую кольцевую поверхность, которая выступает по краю.
Размеры
Размеры регламентируются согласно ГОСТ 10110–87 :
- Толщина алмазного слоя составляет 5 или 10 миллиметров и измеряется в радиальном направлении.
- Высота. Толщина тела диска колеблется в пределах 0,15−2,4 миллиметра.
- Посадочное место (внутренний диаметр). Стандартная величина варьируется в пределах 12−76 миллиметров. Для резки армированного или обычного бетона более других подойдёт круг с посадочным местом от 20 миллиметров.
- Наружный диаметр имеет размеры в пределах 50−500 миллиметров. Шаг между соседними разрезами в интервале 50−200 миллиметров составляет 25 миллиметров, а в интервале 200−500 шаг равен 50 миллиметров. Обычно бетон обрабатывают кругами с диаметром 115−500 миллиметров.

Соотношение размеров, которые утверждены ГОСТом обеспечивают надёжность и прочность. Но при этом оговаривается, что круги могут иметь высоту и внутренний диаметр, которые в размерные ряды стандарта не входят. Особо популярными в наши дни являются изделия с посадочным местом 22,2 миллиметра, а также 25,4.
Различают твёрдые и мягкие диски в зависимости от твёрдости связующего материала. Мягкие предназначаются для материалов твёрдых (железобетон и бетон). Ресурс у них сравнительно небольшой, но резка осуществляется гораздо быстрее. Твёрдые предназначаются для мягких материалов, таких как асфальт, шамот, клинкер, мрамор.
Ресурс у них сравнительно небольшой, но резка осуществляется гораздо быстрее. Твёрдые предназначаются для мягких материалов, таких как асфальт, шамот, клинкер, мрамор.
Выбор инструмента
Когда приобретают круг для болгарки, то учитывают множество факторов, которые определяют окончательный выбор. Для каждого отдельного случая необходим индивидуальный подход. Основными условиями, от которых зависят характеристики и оптимальные размеры, являются:
- Материал. Чаще всего обычный бетон обрабатывается сегментным инструментом для сухой резки. Новая бетонная поверхность при этом имеет высокий уровень абразивности. Это становится причиной быстрого износа дисков. Для подобных работ лучше приобретать более толстые диски. Старый бетон прочнее молодого, поэтому для него лучше использовать варианты умеренной толщины. Если в состав цементно-песчаной смеси входит кварцевый песок или бальзат, то абразивность бетона зашкаливает. Лучше выбирать варианты, где алмазные пластины припаяны серебром к основанию. Если нужно резать усиленный железобетон, гранит или бетон, то применяется мягкий алмазный круг.
- Метод резки. Резать железобетон и бетон точно и быстро, избежать появления пыли и перегрева инструмента позволит мокрая технология. Но перед покупкой цельных дисков нужно удостовериться в том, что в режущем оборудовании имеется система охлаждения. Для резки сухой покупают круги сегментированные.
- Условия работы. Для домашнего применения подбирают изделия с оптимальным соотношением качества и цены. Они смогут справиться с железобетоном и бетоном среднего армирования. Если их применять периодически и перегрузок не допускать, то они прослужат довольно долго. На постоянное применение рассчитаны профессиональные диски. Они имеют повышенную долговечность и износоустойчивость. Фирмы Distal и Bosch производят лучшие образцы. Такие изделия необходимо приобретать строго по их назначению: не может выполняться резка бетона диском по мрамору.
- Оборудование и глубина реза. Чем глубже вам нужно сделать рез, тем больше диаметр круга должен быть. Не стоит при этом забывать и о возможностях устройства. Если закрепить слишком большой диск, то линейная его скорость будет очень высокой, что приведёт к быстрому износу. А если надеть маленький, то машина будет нагреваться и пробуксовывать. Для стенорезных мощных машин выпускают алмазные дисковые пилы, наружный диаметр которых не должен превышать 1200 миллиметров. Для работы с крупногабаритными фундаментными блоками и бетонными элементами нужны машины, рабочий диаметр которых составляет 350−400 миллиметров.
 Лучше выбирать варианты, где алмазные пластины припаяны серебром к основанию. Если нужно резать усиленный железобетон, гранит или бетон, то применяется мягкий алмазный круг.
Лучше выбирать варианты, где алмазные пластины припаяны серебром к основанию. Если нужно резать усиленный железобетон, гранит или бетон, то применяется мягкий алмазный круг.
Круги для ручного электроинструмента имеют более скромные размеры. Для резки бетона при ремонте помещения применяют изделия с диаметром 115−120 миллиметров. Для обработки перемычек в проёмах, откосов и прочих элементов используют диски для болгарки по железобетону и бетону, диаметр которых составляет 150−230 миллиметров.
Штроборез работает по такой же схеме, как и болгарка.
Стоимость и самые распространённые фирмы
Стоимость инструмента колеблется в широких пределах. Зависит она от таких показателей:
- Бренд.
- Размер.
- Функциональность.
- Качество обработки.
- Назначение.
Покупая профессиональный алмазный диск от известного бренда, вы будете уверены в том, что на протяжении всей смены оборудование не перегреется. Самыми распространёнными марками являются:
Круг среднего класса, который выпустила фирма Хилти, позволяет обрабатывать железобетон и бетон. Продукция этой фирмы имеет высокую прочность, и износостойкость довольно надёжная.
Для качественной резки металла, недостаточно выбрать болгарку, необходимо еще грамотно подобрать диск.
При помощи различных насадок для УШМ, можно резать, зачищать и полировать металл, а также многие другие материалы. Среди многообразия дисков по металлу для болгарки, совершить правильный выбор, порой сложно даже профессионалу.
Разобраться в типах расходников и особенностях работы с ними, поможет данная статья.
Классификация сменных насадок УШМ
По своему функциональному назначению, насадки для болгарки делятся на:
- Отрезные. Самый распространенный вид дисков, применяемых в болгарках. Они применяются для резки материалов различной плотности и происхождения. Круги для работы с разными материалами, различаются по конструкции и методу резки.
- Шлифовальные и полировальные. С их помощью, поверхности детали придают зеркальную гладкость или убирают неровности.
- Заточные и обдирочные. Назначение — заточка инструмента и очистка деталей от краски, ржавчины и других наслоений.

Отрезные круги
В зависимости от вида распиливаемого материала, различают несколько типов отрезных расходников:
1. Для резки металла. Предназначены для распила изделий из металла. Они различаются толщиной и внешним диаметром.
Самым маленьким, является отрезной диск для болгарки 125 мм, а самый большой – 230 мм. Толщина варьируется от 1 до 3,2 мм. Чем больше диаметр диска, тем он толще. Однако, насадки малых размеров, могут иметь любую толщину. Такая зависимость между диаметром и толщиной, обусловлена скоростью вращения.
2. Для резки камня.
Конструкция и способ применения таких насадок, полностью идентичны расходникам по металлу, отличие состоит в используемых для их изготовления абразивных материалах.
3. Распилочный по дереву. Работы с применением распилочных сменных элементов по древесине, очень опасные и чреваты получением человеком травмы. Такая конструкция представляет собой тонкий металлический диск с острыми зубцами.
Такая конструкция представляет собой тонкий металлический диск с острыми зубцами.
При вращении, он с легкостью разрезает древесину. Однако, при его заклинивании, болгарку может вырвать из рук работника, в результате чего он может получить травму.
Во избежание подобных инцидентов, при резке дерева, рекомендуется выполнять следующие инструкции:
- Категорически запрещается снимать защитный кожух с УШМ.
- Нужно использовать сменный элемент с мелким зубом.
- Нельзя использовать мощную подачу, так как при заклинивании, инструмент неминуемо вылетит из рук.
- При необходимости распиливать древесину больших размеров мощной болгаркой, следует применять для нее специальные крепления (оснастку).
4. Алмазный диск. Является по сути универсальным, которым можно резать материалы любой твердости от самых мягких, до самых твердых. Чаще всего, расходники такого типа используются при резке железобетона, керамогранита, камня и кафеля.
Для различных видов распиливаемого материала, применяются алмазные диски различных конструкций.
По конструкции режущей кромки, различают насадки:
- Со сплошной режущей кромкой.
- С режущими секторами.
По величине напыления:
- Крупное алмазное напыление.
- Мелкое напыление.
В качестве примера можно привести алмазные сменные элементы для резки бетона, которые имеют разделенную на сектора режущую кромку и напыление из мелких алмазов. В отличие от которых, диски для работ по камню, представляют собой сплошной круг.
По внешнему виду, практически нереально определить назначение алмазного расходника, поэтому при покупке, следует внимательно изучить упаковку. На ней отображена вся информация о данном инструменте.
Шлифовальные и полировальные модели
Для УШМ выпускается огромное множество расходных материалов, позволяющих шлифовать и полировать различные поверхности.
По типу используемого покрытия диски делятся на:
- С наждачной бумагой.
- Губчатые.
- Войлочные.
- Матерчатые.

Кроме собственного шлифующего покрытия, совместно со многими сменными материалами требуется использовать мелкоабразивные пасты.
Грубая шлифовка поверхности, производится при помощи мелкоабразивных шлифовальных кругов. Окончательная полировка осуществляется матерчатой или войлочной насадкой.
Заточные и обдирочные насадки
Для обдирки различных поверхностей, выпускаются сменные элементы различных конфигураций.
Наиболее распространенными, являются:
1. Витые шарошки. Зачистные круги по металлу для болгарки, незаменимы при необходимости очистить поверхность от старой краски или цементного раствора. Витая шарошка состоит из стальных чашечек, с установленными на их краях щетками из стальной проволоки.
Диаметр проволоки зависит от требуемой жесткости щетки. Чем шарошка жестче, тем толще проволока.
Чем шарошка жестче, тем толще проволока.
2. Заточные расходники. Служат для грубой обработки металлических изделий, такими элементами можно зачищать сварные швы или затачивать инструмент. Широкое распространение получили заточные круги малых диаметров. Так как маленькой болгаркой удобнее производить подобные виды работ.
Заточную насадку легко отличить от отрезного, благодаря большой ширине (не менее 5 мм.) и углублению на внутренней стороне, за счет чего, можно затачивать инструмент плоской стороной круга.
3. Алмазные обдирочные элементы. Отличительно особенностью данного типа дисков, является то, что работы производятся только периферийной частью насадки, на которую нанесено алмазное напыление. По остальным свойствам, такой сменный элемент схож с абразивным.
Алмазный расходник применяется для обдирки каменных, бетонных и схожих с ними материалов. Такая конструкция идеально подходит для снятия небольших участков бетонной стяжки.
 youtube.com/embed/7Lpz1WnMyBo?feature=oembed”/>
youtube.com/embed/7Lpz1WnMyBo?feature=oembed”/>
Маркировка
На лицевой стороне диска для болгарки, указывается вся необходимая мастеру информация.
При выборе, сразу же следует обратить внимание на его специализацию. Также, указывается внешний диаметр, срок годности и максимальные обороты, при которых он может работать не разрушаясь.
Срок годности является очень важным параметром, после его истечения – элемент лучше не использовать.
Размеры отрезных кругов по металлу для болгарки нанесены на внешнюю сторону насадки и состоят из трех параметров, разделенных символом «X». Габариты дисков характеризуются внешним диаметром, толщиной и посадочным диаметром , стандартный размер которого, составляет 22,2 мм.
Внешний диаметр определяет для какой болгарки он подходит. Он соответствует размерам УШМ, расходники выпускаются на 115, 125, 150, 180 и 230 мм.
Установка круга большего диаметра, чем на который рассчитана болгарка, категорически запрещается!
Толщина круга определяет легкость резки, чем она тоньше, тем легче и быстрее можно разрезать какую-либо конструкцию. Однако тонкий элемент легче сломать в процессе резки, хотя для маломощных (получающих питание от аккумулятора) болгарок, применение кругов такой толщины наиболее оптимально.
Однако тонкий элемент легче сломать в процессе резки, хотя для маломощных (получающих питание от аккумулятора) болгарок, применение кругов такой толщины наиболее оптимально.
Спецификация режущего диска зашифрована в четырехзначном коде, содержащем сведения об основных компонентах, составляющих режущие зерна и связки. При выборе сменного элемента, важно, чтобы его назначение, соответствовало типу разрезаемого материала, в противном случае качество резки будет низким, а диск может сломаться.
Особенности расходников для резки алюминия
Алюминий очень мягкий и вязкий метал, поэтому при его резке, отрезной диск истирается быстрее, а опасность его заклинивания многократно возрастает. После резки сплава алюминия, круг для УШМ становиться не пригодным для резки стали. По причине интенсивного забивания его пор частичками металла.
Алюминий не дает искр при его резке, однако мелкая стружка, невидимая глазом, можем травмировать работающего, поэтому при работах такого плана, применение защитных очков обязательно.
Для качественной резки алюминиевого сплава, необходимо соблюдать требования:
- Капать на рабочий шов керосин.
- Соблюдать правила пожарной безопасности.
- Приобретать соответствующий круг.
Для алюминия чаще всего используют отрезной круг по алюминию 125 мм в диаметре, идеально подходящий для данного вида работ.
Диск алмазный отрезной 125×1.5×22.23 GRAFF Black GDDM12.
Диск отрезной 125x1x22.23 BOSCH Multi Wheel 2608623013
Круг отрезной по металлу Вихрь 180х2,5х22 мм
Диск алмазный отрезной 125×1.5×22.23 GRAFF Black GDDM12.
Диск алмазный Вихрь отрезной сегментный 230х22,2 мм,сух.
Диск отрезной 125×1.6×22.23 BOSCH Standard for Metal 26.
Вакуумный алмазный диск по металлу MESSER 01-61-126
Отрезной алмазный диск по металлу для УШМ GRAFF GDDM125.
Диск отрезной 125×1. 2×22.2 ЗУБР Профессионал 36859-125
2×22.2 ЗУБР Профессионал 36859-125
Диск алмазный отрезной 125x2x22.2 ELITECH 1820.057400
Диск алмазный по керамике 115 мм для УШМ (болгарки) спл.
Диск алмазный отрезной 125×2.5×22.23 GRAFF GDD 17 125.1.
Диск алмазный отрезной 350×3.4×25.4 GRAFF GDD 18 350.10
Отрезной круг Луга абразивный для УШМ 180х2.5х22.2мм по.
Диск алмазный отрезной 125×22.2 ЗУБР Профессионал 36659.
BOSCH 2.608.602.663 Диск алмазный Best for Universal an.
Ультратонкий отрезной алмазный диск TRIO-DIAMOND Hilber.
Диск отрезной 230×1.6×22.2 ЗУБР Профессионал 36859-230
Диск алмазный отрезной 125×1.6×22.23 BOSCH Standard for.
Круг отрезной по металлу 125х1,0х22 1/50/400 (Луга D110.
Круг отрезной BOSCH 2608623012, по дереву, 115 х 1,0 х.
Вакуумный алмазный диск по металлу MESSER 125D-2.8T-3W-.
Диск отрезной Луга по металу для болгарки 125 мм, отвер.
Отрезной диск BOSCH 2608600542, по металлу, 300мм
Отрезной алмазный диск по металлу для УШМ GRAFF GDDM125.
Диск алмазный отрезной 125x2x22.2 ELITECH 1820.057900
Диск алмазный отрезной 230×22.2 matrix 73150
Диск алмазный отрезной Turbo, 230 х 22,2 мм, сухая резк.
Отрезной алмазный диск TRIO-DIAMOND Hilberg Super Maste.
Диск отрезной 115×22.23 GRAFF Speedcutter 115
Диск алмазный отрезной 125×22.23 Makita D-51007
Круг отрезной “Graff”, по металлу, 230 х 2,5.
Диск отрезной 125×1.6×22.23 BOSCH Standard for Metal 26.
Диск алмазный отрезной 150×2.4×22.2 ELITECH 1820.058500
Диск алмазный отрезной 115×22.23 Makita D-41676
Диск алмазный Вихрь отрезной сегментный 125х22,2 мм,сух.
Диск алмазный отрезной 115×1.9×22.23 ГРАНИТ CPS 250811
Диск алмазный по металлу Турбо FIT, 115×22. 2 мм 37472
2 мм 37472
Диск алмазный отрезной 125×22.23 Makita D-50980
Диск (круг) отрезной по металлу 125х1х22 мм, Луга-абраз.
Диск алмазный отрезной 125x2x22.23 BOSCH Standard for U.
Диск отрезной алмазный «Turbo», 230х22,2 мм
Круг отрезной алмазный ЗУБР “Профессионал”, с.
Диск алмазный Messer FM/T Vacuum 125 мм (металл)
Диск отрезной 125×0.8×22.23 GRAFF GADM 125 08
Диск алмазный отрезной 125×1.8×22.2 Бизон 0512003
Круг отрезной по металлу и нержавеющей стали “Hamm.
Круг отрезной “Graff”, по металлу, 125 х 1,2.
Круг отрезной абразивный “Луга” по металлу дл.
Диск алмазный отрезной 115x2x22.23 GRAFF GDD 18 115.10
Отрезной алмазный диск FUBAG Multi Master
Диск отрезной 115x1x22.23 BOSCH Multi Wheel 2608623012
Круг отрезной по металлу вихрь 125х1,0х22 мм
Диск отрезной алмазный «Turbo», 230х22,2 мм
Круг отрезной для металла 125 x 1,2 x 22 мм 1/50/400 (Л.
Диск алмазный отрезной 125×1.2×22.2 FIT 37443
Отрезной алмазный диск по металлу GRAFF Black для болга.
Круг отрезной абразивный “Луга” по металлу дл.
Круг отрезной абразивный по металлу для УШМ 125х1,2х22.
Круг отрезной по металлу вихрь 125х2,5х22 мм
Диск отрезной 125x1x22.23 GRAFF GADM 125 10
Диск алмазный отрезной сегментный, 125 х 22,2 мм, сухая.
Круг отрезной по металлу вихрь 180х2,0х22 мм
Отрезной алмазный диск TRIO-DIAMOND Hilberg Super Maste.
Диск (круг) заточной алмазный 100 x 20 x 5 мм для заточ.
Круг отрезной абразивный “Луга” по металлу дл.
Диск алмазный отрезной 230×2.6×22.23 GRAFF GDD 18 230.1.
Диск алмазный отрезной 125×22.23 Hammer Flex 206-112 DB.
Диск отрезной BOSCH 230*2,5*22 по металлу 2.608.600.225
Круг (диск) отрезной по металлу 230 х1,6 х 22 мм Луга-а.
Круг отрезной LUGAABRASIV 230х2,0х22 по металлу
Диск алмазный отрезной “Вихрь”, сегментный, с.
Диск алмазный отрезной 125×22.23 Makita B-28092
Диск алмазный отрезной 115x2x22.2 ELITECH 1820.057800
Диск алмазный отрезной 150x2x22.23 Makita B-28101
Диск алмазный отрезной 200×2.2×25.4 Hammer Flex 206-223.
как выбрать алмазные отрезные диски — подборка товаров от компании Гала Центр
Нужно быстро и аккуратно разрезать черепицу, кирпич или тротуарную плитку? Ваша задача — наше решение! Алмазные отрезные диски ТМ Falco и Ермак легко выполнят любое задание. Насадки для болгарки представляют собой высокопрочные стальные круги с надежными краями, обработанными алмазной крошкой. Среди главных преимуществ изделий — впечатляющая устойчивость к износу и долговечность. Алмазные отрезные диски долгое время остаются острыми и делают глубокие разрезы. Существует два вида насадок для болгарки:
- Алмазные отрезные диски для домашнего применения незаменимы для резки бетонной плитки, кирпича и других материалов с похожей степенью твердости. Чтобы бытовые алмазные диски служили долгое время, используйте их по предназначению, не перегружайте длительной работой и обеспечивайте необходимый уровень охлаждения.
- Профессиональные алмазные диски режут бетон и металл в производственных масштабах. Такие модели отличаются впечатляющей прочностью и первоклассным алмазным напылением. Профессиональные отрезные диски имеют классификацию (для бетона, гранита, метала), которой важно придерживаться. В противном случае вы существенно укоротите им жизнь.
 Чтобы бытовые алмазные диски служили долгое время, используйте их по предназначению, не перегружайте длительной работой и обеспечивайте необходимый уровень охлаждения.
Чтобы бытовые алмазные диски служили долгое время, используйте их по предназначению, не перегружайте длительной работой и обеспечивайте необходимый уровень охлаждения.ВАЖНО: Перед тем, как купить алмазные отрезные диски, обратите внимание на их характеристики. Подбирайте насадки согласно мощности вашего инструмента. Также учитывайте максимально допустимое количество оборотов, при которых может работать диск.
Отрезные алмазные диски оптом: основные виды
Сегментированные алмазные диски Falco выполняют сухую резку камня, кирпича, гранита и бетона. Главное отличие изделий — сегменты. Расположенные по всему диаметру, они обеспечивают охлаждение диска. Как результат — он меньше нагревается при распиле материала, а следовательно дольше служит. Однако специалисты рекомендуют придерживаться одного правила: беспрерывная работа сегментированным алмазным диском не должна превышать 90 секунд. Далее нужно дать насадке остыть на холостом ходу в течение 25 секунд. Количество сегментов определяет точность среза. Чем их больше, тем выше качество выполняемых работ. Это самый оптимальный вариант для резки очень твердых материалов, не имеющих высоких требований к чистоте поверхности (песчаника, бетона, асфальта).
Главное отличие изделий — сегменты. Расположенные по всему диаметру, они обеспечивают охлаждение диска. Как результат — он меньше нагревается при распиле материала, а следовательно дольше служит. Однако специалисты рекомендуют придерживаться одного правила: беспрерывная работа сегментированным алмазным диском не должна превышать 90 секунд. Далее нужно дать насадке остыть на холостом ходу в течение 25 секунд. Количество сегментов определяет точность среза. Чем их больше, тем выше качество выполняемых работ. Это самый оптимальный вариант для резки очень твердых материалов, не имеющих высоких требований к чистоте поверхности (песчаника, бетона, асфальта).
Сплошные алмазные диски Falco — верный выбор для мокрой резки мрамора и керамической плитки. Важное условие — наличие водной струи, обеспечивающей должное охлаждение. Благодаря сплошному кругу срез получается идеально ровным. В отличие от сегментированных аналогов, здесь нет ограничений по времени беспрерывной работы.
Алмазные отрезные диски Турбо оснащены специальными отсечками, которые эффективно отводят тепло и повышают производительность. Такие насадки используются для резки керамогранита, мрамора, базальта.
Советы по выбору алмазных дисков
Цвет и назначение. Определить назначение отрезного диска можно по цвету. Модели серого цвета предназначены для работы с гранитокерамикой и черепицей, зеленые — для гранита, желтые — для кафеля и алебастра, синие — для мрамора и бетона.
Размер. Важный параметр диска — наружный диаметр. Именно от этой величины зависит какой будет максимальная глубина реза. В ассортименте представлены модели диаметром от 11,5 до 32 см.
Количество оборотов. Скорость болгарки не должна быть больше указанного значения на насадке.
ВАЖНО: Чтобы продлить жизнь алмазного круга важно не допускать его перегревания. Глубокие резы лучше делать за несколько подходов.
Глубокие резы лучше делать за несколько подходов.
Где купить алмазные отрезные диски от производителя
В каталоге Гала-Центр представлены насадки для болгарки ТМ Ермак, Рокот и Falco разного диаметра и назначения. Оптовым покупателям предоставляется подарок — бесплатная доставка.
ᐉ Когда используют алмазный отрезной круг, как выбирать алмазный отрезной диск
Когда могут пригодиться алмазные отрезные круги
Если появилась необходимость разрезать твердый материал вроде гранита или бетона, алмазный отрезной круг — ваш расходник выбора. Его преимущество — высокая прочность, позволяющая проводить резку по любой твердой поверхности без лишних сколов.
Секрет такой силы кроется в напылении мелких технических алмазов на прочную связку поверх металлической основы. Высокая твердость и большое значение модуля Юнга, характерные для алмазов, дают возможность противостоять значительным нагрузкам.
Для создания этого вида отрезных кругов используются синтетические моно- или поликристаллы алмазов разной крупности. В зависимости от материала связки и формы диска, отрезные круги становятся незаменимыми для практически любого вида работ. Чаще всего их используют для проведения распилов по камню, асфальту, кирпичу и керамики — для этих материалов требуется высокая прочность круга и повышенная точность разрезов.
Эти диски пригодятся везде: в домашней мастерской, на строительной площадке, на крупном производстве. Установить алмазный отрезной круг можно и на УШМ (болгарку) любого диаметра, и на станок.
Как устроена работа алмазных дисков
Алмазные диски работают с высокой частотой оборотов, вплоть до 12000 в минуту. На такой скорости алмазная кромка быстро стирает соприкасающийся с ней материал в мелкую пыль. Благодаря многослойности этой кромки алмазный отрезной круг можно использовать долго: затупившиеся и поврежденные алмазы выпадают и заменяются более острыми, расположенными слоем ниже.
При этом металлическая основа диска не контактирует с материалом, обод с напылением выступает над ней и на большой скорости создаёт необходимое трение. Единственное, чему подвергается основа — нагрев. Это усложняет сухую резку и требует обязательного соблюдения правил техники безопасности.
Долговечность и производительность алмазного диска зависит от характеристик алмазных кристаллов в ободе. Мелкая крошка обеспечивает точную, но медленную резку. При этом срок службы таких кругов дольше, чем у дисков с крупными алмазами. Использование крупных алмазов, в свою очередь, даёт большую производительность по сравнению с мелкими.
Строение алмазных кругов
Устройство алмазных дисков претерпело несколько изменений со времен их изобретения. Первая технология предполагала крепление алмазного напыления и режущей части к стальной основе при помощи пайки высокой температуры. Сухая резка такими дисками приводила к перегреванию металла основы и припоя, после чего рабочая часть диска отваливалась.
Большая сила трения быстро перегревала диск, в результате чего он деформировался и в итоге разрушался. Поэтому производители пришли к другой технологии — использованию высокого давления при спекании основания с рабочей частью. Это позволило кругу выдерживать нагревание и противостоять деформации. На данный момент в создании дисков используют этот способ для сплошных кругов и лазерную сварку для сегментированных.
Сам по себе отрезной алмазный круг является стальным диском с ободом из напыления крупных или мелких искусственных алмазов на специальной связке. Характеристики напыления и связки напрямую влияют на выбор диска в зависимости от материала и качество проводимых работ.
Материал связки напрямую влияет на то, с какой поверхностью такой диск будет эффективнее работать:
- сплав стали и кобальта;
- сплав бронзы;
- карбид вольфрама.
Сплав стали и кобальта — самая твердая связка, напыление по ней будет давать большую производительность при работе с мягким материалом вроде асфальта и некоторых видов кирпича. То же можно сказать и о связке на основе карбида вольфрама, обладающего средней твердостью связки. Диски с алмазным напылением на связку из бронзового сплава лучше всего подойдут для работы с твердым камнем.
То же можно сказать и о связке на основе карбида вольфрама, обладающего средней твердостью связки. Диски с алмазным напылением на связку из бронзового сплава лучше всего подойдут для работы с твердым камнем.
Есть несколько способов нанести алмазные кристаллы на основу:
- серебряная пайка;
- лазерная сварка;
- порошковая пайка.
Для сухой резки подходят диски, изготовленные с нанесением алмазов порошковой пайкой и лазерной сваркой. Круги, в производстве которых использовали серебряную пайку, можно использовать при мокром резе. Их преимущество в дополнительном охлаждении диска, что продлевает срок его эксплуатации.
Форму круга часто дополняют прорези на протяжении режущей части. Они расположены симметрично и существуют для равномерного проведения тепла по диску и его охлаждения. Их противоположное расположение относительно друг друга позволяет выполнять равномерную резку и уменьшает вибрацию. При этом необходимо строго соблюдать прямолинейную траекторию распила, так как алмазные круги могут разрушиться при боковой нагрузке.
Классификация алмазных дисков
В зависимости от того, с каким материалом и каким инструментом предстоит работать, существует определенная классификация алмазных дисков по строению и способу нанесения алмазных кристаллов.
Выделяют такие виды кругов:
- сплошной;
- сегментированный;
- комбинированный (турбо-диск).
Сплошной диск хорошо подходит для мокрой резки, когда для снижения температуры используется подача воды. Главная причина, по которой стоит отдать предпочтение мокрой резке — большое количество пыли, вырабатываемой в процессе, а также плохое отведение тепла по диску.
В преимущества сплошных алмазных кругов записываем высокую точность реза и создание ровной кромки. Такие диски можно использовать для работы по плитке, мрамору и любому другому виду камня. Максимальный диаметр сплошного круга — 400 мм.
Для сегментированного диска характеры симметричные прорези, которые обеспечивают охлаждение диска и убирают пыль. Благодаря этой структурной особенности такие круги хороши для сухой резки по бетону, асфальту или кирпичу. Минимальный диаметр сегментированных кругов — 125 мм, максимальный — 600 мм, что позволяет устанавливать их практически на любой режущий электроинструмент.
Благодаря этой структурной особенности такие круги хороши для сухой резки по бетону, асфальту или кирпичу. Минимальный диаметр сегментированных кругов — 125 мм, максимальный — 600 мм, что позволяет устанавливать их практически на любой режущий электроинструмент.
Скорость вращения сегментированных дисков зависит от формы и размеров сегментов. Чем они меньше, тем больше скорость, и наоборот. Такая вариативность позволяет выбрать идеально соответствующий потребностям круг.
Комбинированный диск подходит и для мокрой, и для сухой резки, что делает его практически универсальным. Это достигается за счет сплошного слоя алмазов на зубчиках и наличия отверстий для охлаждения насадки. Такой вид кругов в основном используется на болгарках, так как минимальный их диаметр — 115 мм, а максимальный — 230 мм.
Выбирать турбодиски стоит за их универсальность в сочетании с балансом высокой производительности и долговечности. Если вы точно не знаете, с каким материалом придется работать, обратите внимание на этот вариант.
Особенности выбора алмазного диска под УШМ
При выборе алмазного круга необходимо обратить внимание на особенности как материала, с которым надо работать, так и самого диска.
Подбор алмазного отрезного круга под материал
Это важный критерий выбора, так как насадка для работы с, например, железобетоном будет непригоден для работы с гранитом, и наоборот. Большую роль играет состав материала и предпочитаемый вид резки.
Мокрая резка увеличивает время работы за счет охлаждения диска, а также уменьшает количество поднимаемой пыли. Такой подход идеален для материалов, требующих точных надрезов без сколов — керамика, плитка.
Сухая резка проводится по нетребовательным материалам — бетону или асфальту. Отметим, что диски, предназначенные для сухой резки, в случае ошибки с определением материала подойдут для мокрой, хоть и не будут в той же степени долговечны. А вот использовать алмазные круги для мокрой резки сухим способом нельзя — они практически сразу разрушатся.
Для твердых поверхностей выбирают диски с мягкой связкой под алмазы, и наоборот — для мягких материалов используются круги с твердой связкой. Это связано с тем, что мягкие материалы меньше затирают алмазы, поэтому необходима твердая основа, удерживающая их на месте для продления срока службы. Твердые же материалы быстро затупляют напыление, и более глубокие слои зерен заменяют отработанные.
Некоторые производители наносят цветную маркировку на алмазные насадки в зависимости от материала назначения:
- оранжевый цвет — для кирпича;
- желтый — для алебастра и кафеля;
- зеленый — для гранита;
- синий — для бетона и мрамора;
- серый — для черепицы и гранитокерамики.
Такая классификация далеко не самая надежная, так как каждый производитель может вносить свои коррективы в технические характеристики дисков. Это может не затронуть совместимость диска с заявленным материалом, но процесс работы с ним будет отличаться от привычного.
Мы рекомендуем подбирать отрезной круг по вашим потребностям в использовании, а также по соотношению характеристик. Читайте маркировку, оставленную производителем, и сравнивайте с требованиями технологии резки и материала, по которому будете её проводить.
Выбор диска по его характеристикам
Для работы болгаркой подходят только алмазные диски, предназначенные для сухой резки. Оптимальный баланс цены и долговечности есть в кругах с электрогальваническим припоем алмазов, если вы подбираете диск для бытовых целей. Профессионалы используют такие круги только для разовых работ.
Для мокрой резки используют диски с серебряным припоем алмазного зерна. Без использования воды этот припой быстро деформируется из-за легкоплавкости серебра и разрушает насадку.
В алмазных кругах применяются несколько видов искусственных алмазов.
Монокристаллические алмазы имеют единую кристаллическую сетку правильной формы, за счёт этого ими можно резать даже металлы. Это самый прочный вид синтетических алмазов.
Поликристаллические алмазы состоят из нескольких монокристаллов, объединенных одной сеткой. Этот вид может разрушаться при контакте с твердой поверхностью, поэтому насадки с такими алмазами выбирают для относительно мягких материалов.
Выбор в пользу высоко сегментированных кругов стоит сделать, если вам необходима высокая точность реза. Это не самый дешевый вид дисков, но он обладает достойными показателями качества. Турбодиски имеют высокую скорость работы, что тоже является преимуществом в работе с твердыми материалами.
Ещё на дисках указывают максимальную частоту вращения. Этой характеристикой не стоит пренебрегать, так как для каждого инструмента есть своя максимальная частота, при которой безопасно его использовать. В среднем болгарки выпускаются с максимальной скоростью 9000-12000 оборотов в минуту, но для некоторых насадок может понадобиться большая или меньшая скорость, поэтому не забывайте проверять исходные параметры инструмента.
Частые проблемы в использовании и их решение
Рассмотрим самые распространенные проблемы, с которыми встречаются мастера при работе с алмазными отрезными кругами.
Не получается сделать глубокий разрез без деформации диска
Несмотря на то, что алмазные диски имеют хорошее соотношение прочности и производительности, при неправильном использовании они тоже могут деформироваться.
Если круг подобран правильно, и при попытке сделать глубокий распил диск неизбежно портится, стоит изменить подход к технике создания надреза. Для начала стоит сделать предварительный разрез и проверить состояние круга. При наличии любых повреждений следует прекратить работу и заменить насадку — возможно, она исчерпала свой ресурс и уже не годится для работы. Также стоит проверить диск на наличие пыли на кромке — её нужно удалить, чтобы продолжить работу.
Отрезной круг быстро изнашивается
Быстрое изнашивание диска — самая распространенная проблема в их использовании. Зачастую причина кроется в несоответствии параметров насадки характеристикам материала или самого инструмента. Также несвоевременный износ может появиться из-за неправильной эксплуатации — попытки резать по кривой линии вместо прямой.
При износе на уровне ниже кромки причиной может быть вибрация или нарушенная вертикальность подачи. В таком случае нужно проверить привод на наличие дефектов и провести калибровку, если потребуется.
На диске появились сколы
Наличие трещин на диске может указывать на несоответствие круга рабочей поверхности или излишних усилиях при работе. Сколы могут появиться и после заклинивания насадки в резе, а также при перекосе во время работы. Чтобы избежать такой неприятной ситуации, не забывайте проверять диск на соответствие материалу и инструменту перед началом работы, а также делайте небольшие перерывы на осмотр круга.
Алмазный диск наклонен в пропиле
Скорее всего, вы пытались сделать разрез по кривой траектории. Алмазными кругами можно резать только прямо. Также причина может быть в недостаточно надежной фиксации круга к резчику, в таком случае стоит еще раз проверить крепление.
Алмазные круги могут показаться капризными в использовании, но на самом деле достаточно строго соблюдать требования техники безопасности при работе с ними и внимательно относиться к их выбору.
Выбор лучшего алмазного круга для шлифования
Вы изо всех сил пытаетесь найти круг для работы с трудно шлифуемыми деталями?
Eagle Superabrasives – это универсальный магазин для выбора подходящего алмазного круга, отвечающего вашим потребностям. Имея на складе более 6000 алмазных дисков, дисков CBN и CDX, мы можем отгружать 90% заказов в тот же день. Индивидуальные заказы могут быть отправлены всего за семь дней.
Выбор подходящего алмазного круга начинается с знания того, как алмазы используются в суперабразивном круге.
Алмаз – самый твердый материал, известный человеку, поэтому для механиков имеет смысл только включать алмазные частицы в шлифовальные круги.
Алмазные круги предназначены для влажного или сухого прецизионного шлифования на высокой скорости различных твердых материалов.
Чего можно ожидать от алмазного круга?
С алмазными кругами от Eagle Superabrasives вы можете рассчитывать на более высокую производительность съема, превосходное удержание формы и более длительный срок службы круга. Алмазные шлифовальные круги специально разработаны для быстрого и холодного шлифования карбидов и большого количества других материалов.
Алмазные шлифовальные круги специально разработаны для быстрого и холодного шлифования карбидов и большого количества других материалов.
Хотя алмазные круги обеспечивают более длительный срок службы, чем обычные обычные шлифовальные круги, такие как шлифовальные или керамические круги, именно способность быстрее шлифовать большее количество деталей оказывает наибольшее влияние на вашу прибыль. Возможность увеличить количество деталей, которые вы измельчаете за день, может принести огромный доход, увеличивая вашу общую прибыль за счет увеличения ваших производственных мощностей.
Алмазные диски и бонд-стили
Eagle Superabrasives производит наши алмазные круги с высокоэффективными связками из смолы различных марок и твердости.У нас также есть шесть различных материалов сердечника, обеспечивающих надлежащую опору для каждого колеса.
Выбор более мелкого зерна для алмазного круга обеспечит лучшую обработку карбида и других материалов, в то время как более крупное зерно обеспечит резкое удаление припуска.
У вас есть специальное приложение, которому нужно что-то дополнительное? Расскажите нам о своем применении, и наши инженеры порекомендуют наиболее подходящий тип связки, соответствующий вашим индивидуальным потребностям.
Если алмаз – самый твердый материал, как изнашиваются алмазные диски?
Diamond – настолько превосходный абразив, что поломка алмазных кругов почти всегда происходит из-за износа связки.Вот почему важно выбрать производителя алмазных кругов, специализирующегося на связках, чтобы выжать из связки максимальную производительность.
В компанииEagle Superabrasives работают химики и инженеры с бесчисленным многолетним опытом совершенствования наших систем связки, гарантируя, что наши колеса служат дольше и режут более эффективно, чем наши конкуренты.
Доверьтесь экспертам
Когда вы будете готовы попробовать лучшее, доверьте экспертам Eagle Superabrasives качественное обслуживание клиентов и превосходные алмазные диски.
Мы стремимся обеспечить долговечные колеса и наладить долгосрочные отношения с нашими клиентами.
Свяжитесь с нами сегодня и поговорите с членом нашей команды о выборе лучшего алмазного круга для ваших конкретных потребностей!
Что такое шлифовальные круги на металлической связке и какие преимущества они дают? – Continental Diamond Tool
Металлические связки, широко используемые при производстве алмазных шлифовальных кругов, производятся с использованием трех различных процессов: холодного прессования, полугорячого прессования и горячего прессования.
Режим холодного прессования включает прессование переходного слоя (без ромбов) и рабочего слоя (с ромбами) выбранных алмазных частей, чтобы сформировать его на корпусе шлифовального круга. Затем этим сегментам позволяют соединиться с корпусом шлифовального круга через прорези или зубья. Наконец, шлифовальные круги для холодного прессования помещают в печи для спекания, где они спекаются без пресса.
Полугорячий режим прессования улучшает режим холодного прессования, дополняя процесс спекания.Во время спекания шлифовальных кругов в печи применяются подходящие формы и добавляется давление от минимального до умеренного. Однако любое приложенное давление значительно ниже, чем величина давления, применяемого в режиме горячего прессования.
Режим горячего прессования выполняет прямое спекание алмазных частиц в формах при заданных уровнях давления в индукционных установках. Затем алмазные сегменты прикрепляются к шлифовальному кругу с помощью высокочастотной лазерной сварки, высокочастотной сварки или мозаичных методов механической сварки.
Шлифовальные круги с металлической связкой получаются, когда на круге спекаются порошковые металлы или соединения, содержащие кубический нитрид бора или алмаз, в результате чего получаются исключительно прочные инструменты, сохраняющие форму при строгом использовании. Кроме того, металлическое соединение продлевает срок службы шлифовальных кругов за счет уменьшения необходимости в повторных правках и продолжает работать дольше, чем суперабразивы рыночных марок.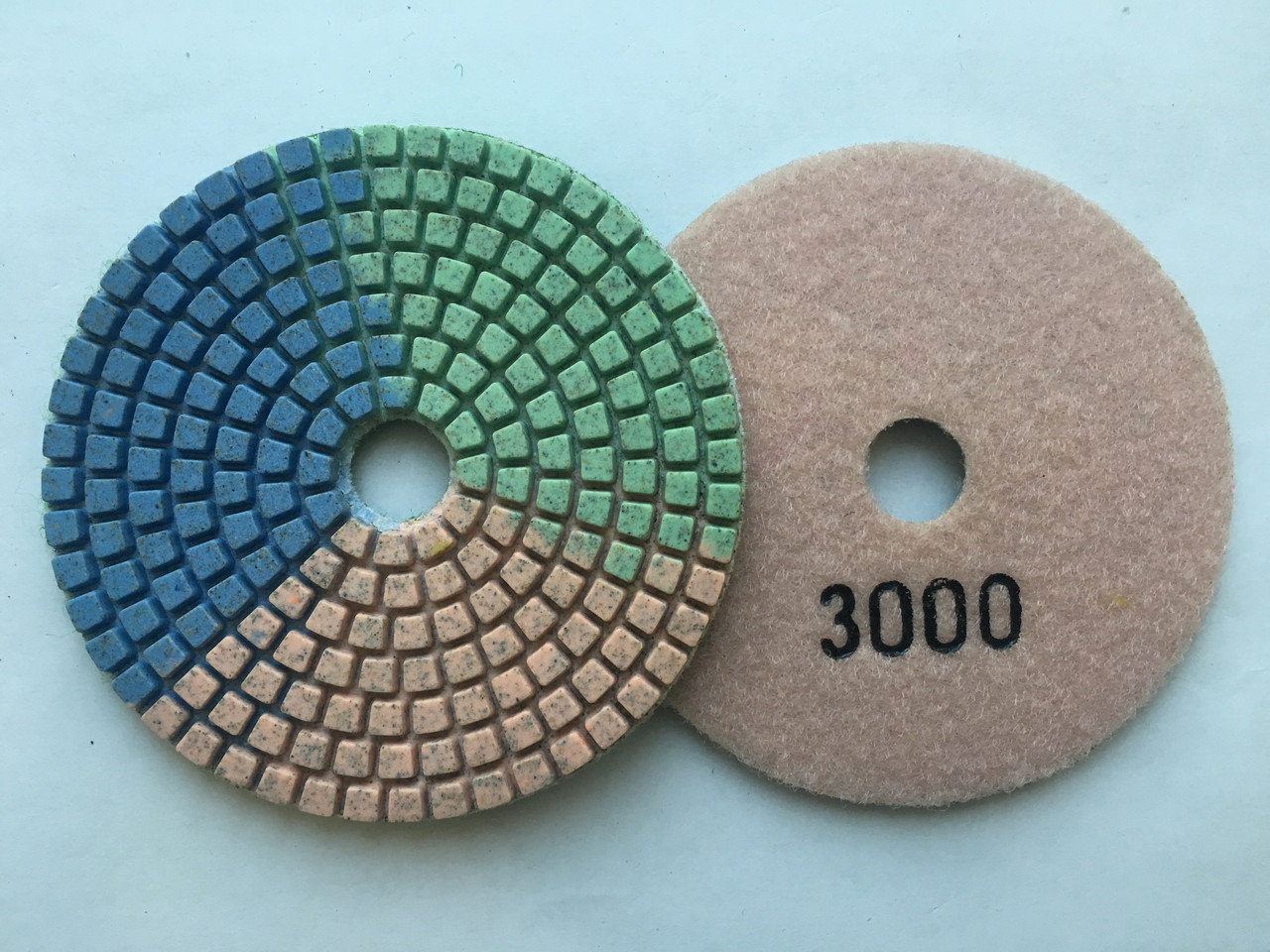
Преимущества использования шлифовальных кругов на металлической связке
Поскольку шлифовальные круги на металлической связке спечены с порошком кобальта, меди, мельницы, серебра или олова, они отлично работают на различных поверхностях (стекло, огнеупоры, керамика, кремний, полупроводники и кварц).
Шлифовальные круги на металлической связке, используемые для резки инструмента, шлифования стекла, шлифования керамики или фигурной резки, обеспечивают максимально длительное и высочайшее качество обслуживания, прежде чем потребуется какое-либо техническое обслуживание.
Металлическая связка дает возможность выполнять превосходное прерывистое резание, сохраняя при этом исходные размеры инструмента даже во время самых энергичных шлифовальных операций, включая бесцентровую, цилиндрическую, медленную подачу, удаление заусенцев и отрезку.
Хотя полимерные связки используются чаще, чем керамические или гальванические связки, эти связки не обладают твердостью или удерживающими свойствами, присущими шлифовальным кругам с металлической связкой.

Бесцентровые шлифовальные машины, являясь одним из наиболее часто используемых станков на производственных предприятиях, требующих шлифования, особенно выигрывают от шлифовальных кругов с металлической связкой из-за медленного и точного метода удаления материала, который требуется от этих станков.Кроме того, суперабразивные бесцентровые шлифовальные машины требуют мощных кругов, таких как шлифовальные круги на металлической связке, которые могут эффективно вносить заданные изменения в продукцию, уменьшая при этом проблемы контроля качества, которые могут возникнуть при использовании менее качественных кругов.
Continental Diamond Tool Corporation производит продукцию на металлической связке с момента ее основания в 1973 году. Если вы ищете специальный круг для металлической связки, свяжитесь с нашей опытной командой инженеров по продукции сегодня.
Почему алмазные шлифовальные круги являются суперабразивными материалами
Алмазный шлифовальный круг – довольно новый продукт среди шлифовальных кругов, поскольку он был впервые произведен только после открытия синтетических материалов. Исследования синтетических материалов привели к производству синтетических алмазов, а также к открытию кубического нитрида бора или CBN. Синтетические алмазы на сегодняшний день являются одним из самых твердых материалов, используемых для изготовления шлифовальных кругов. Синтетические алмазы имеют никелевое и медное покрытие, что обеспечивает их долгий срок службы. Алмазные шлифовальные круги, изготовленные из синтетических алмазов, чрезвычайно долговечны, и именно поэтому они стали известны как суперабразивные материалы.
Исследования синтетических материалов привели к производству синтетических алмазов, а также к открытию кубического нитрида бора или CBN. Синтетические алмазы на сегодняшний день являются одним из самых твердых материалов, используемых для изготовления шлифовальных кругов. Синтетические алмазы имеют никелевое и медное покрытие, что обеспечивает их долгий срок службы. Алмазные шлифовальные круги, изготовленные из синтетических алмазов, чрезвычайно долговечны, и именно поэтому они стали известны как суперабразивные материалы.
Состав алмазных шлифовальных кругов
Алмазные шлифовальные круги имеют различные формы, такие как плоские диски, чашки, цилиндры, конусы, круги с профилями, вырезанными по периферии и т. Д.Алмазные, а также шлифовальные круги CBN обычно классифицируются по форме, размеру зерна, концентрации и связке. Размер зерна абразива для алмазных шлифовальных кругов выбирается исходя из твердости режущего материала.
Зернистость от 120 до 180 используется, когда шлифовальный круг предназначен для использования в инструментальных цехах.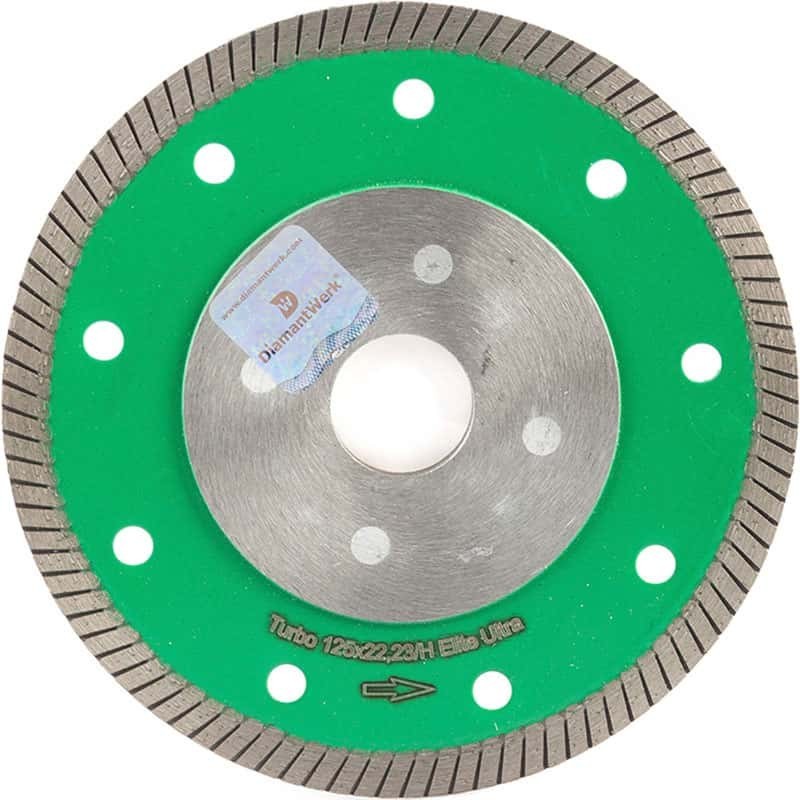 Более мелкое зерно (220 и более) обычно изготавливается по специальному заказу для использования в очень тонкой и высококачественной отделке поверхности. Концентрация абразивов зависит от того, для чего предназначен круг.Концентрация алмазов в шлифовальном круге зависит от области применения. Для снятия припуска карбида вольфрама или закаленной стали выбирается концентрация от 75 до 125, но концентрация 150 выбирается, если поверхность контакта шлифовального круга с материалом очень мала.
Более мелкое зерно (220 и более) обычно изготавливается по специальному заказу для использования в очень тонкой и высококачественной отделке поверхности. Концентрация абразивов зависит от того, для чего предназначен круг.Концентрация алмазов в шлифовальном круге зависит от области применения. Для снятия припуска карбида вольфрама или закаленной стали выбирается концентрация от 75 до 125, но концентрация 150 выбирается, если поверхность контакта шлифовального круга с материалом очень мала.
Еще одним важным аспектом при производстве алмазного шлифовального круга является связка, которая используется для удержания абразивных зерен вместе. Связки, используемые в шлифовальных кругах, совершенствовались на протяжении многих лет, и сегодня основными вариантами связки являются металлическая связка, связка на основе смолы, керамическая связка и гальваническое покрытие с использованием смолы.Керамические и металлические связки, как правило, более дороги и обычно заказываются по индивидуальному заказу. Гальванические круги обычно используются в отрезных кругах и для шлифования с низким уровнем абразивности, таких как пластмассы. Алмазные шлифовальные круги имеют особую маркировку, которая помогает их идентифицировать. D1A1-150R100-B4: где D1A1 обозначает форму круга, 150 – размер зерна, 100 – концентрацию, а B4 – указание производителя.
Гальванические круги обычно используются в отрезных кругах и для шлифования с низким уровнем абразивности, таких как пластмассы. Алмазные шлифовальные круги имеют особую маркировку, которая помогает их идентифицировать. D1A1-150R100-B4: где D1A1 обозначает форму круга, 150 – размер зерна, 100 – концентрацию, а B4 – указание производителя.
Круг алмазный шлифовальный и его виды
Производители алмазных шлифовальных кругов определяют степень твердости круга.Это достигается либо путем обеспечения легкого разрушения абразивных зерен, либо путем ограничения разрушения. Когда абразивные материалы легко ломаются, круг считается мягкой связкой. Круги с твердым сцеплением могут выдерживать большие нагрузки, поскольку трещина ограничена. Мягкие круги обычно используются для поверхностей, которые легко резать и которые обычно имеют более короткий срок службы. Жесткие диски служат дольше и используются для более тонкой обработки поверхности.
Структура алмазного шлифовального круга – это расстояние между абразивными зернами. В колесе с открытой структурой будет меньше зерен, чем в круге с закрытой структурой. Цифры от 1 до 15 обозначают конструкцию колеса, где большее число обозначает открытую конструкцию. Алмазы обозначают твердость девять и десять. Если число меньше, конструкция колеса будет более плотной. Абразив выбирается с учетом вещества, которому необходимо придать форму. Хороший абразив сохранит острый край и прорежет чистые, острые линии. Таким образом, алмазный шлифовальный круг с хорошей структурой должен иметь возможность затачивать себя, пока он находится в процессе обработки другого материала.
В колесе с открытой структурой будет меньше зерен, чем в круге с закрытой структурой. Цифры от 1 до 15 обозначают конструкцию колеса, где большее число обозначает открытую конструкцию. Алмазы обозначают твердость девять и десять. Если число меньше, конструкция колеса будет более плотной. Абразив выбирается с учетом вещества, которому необходимо придать форму. Хороший абразив сохранит острый край и прорежет чистые, острые линии. Таким образом, алмазный шлифовальный круг с хорошей структурой должен иметь возможность затачивать себя, пока он находится в процессе обработки другого материала.
Еще одна область, требующая внимания при изготовлении алмазного шлифовального круга, – это рыхлость. Абразивы выбираются в зависимости от их рыхлости и характера шлифуемого материала. Алмаз может быть самым твердым материалом, но при резке он вступает в реакцию со сталью. Алмазные шлифовальные круги производятся по-разному для разных промышленных целей. Шлифовальные круги для шлифовальных станков с вольфрамовыми электродами должны быть промышленными, высокопроизводительными шлифовальными кругами, чтобы их можно было использовать даже в самых сложных работах. Они производятся как ручные, так и настольные вольфрамовые точилки для вольфрамовых электродов, которые обычно используются в тяжелых условиях. Хотя шлифовальные круги из карбида кремния можно использовать для грубого шлифования карбида вольфрама, только алмазный шлифовальный круг является лучшим для чистового шлифования.
Они производятся как ручные, так и настольные вольфрамовые точилки для вольфрамовых электродов, которые обычно используются в тяжелых условиях. Хотя шлифовальные круги из карбида кремния можно использовать для грубого шлифования карбида вольфрама, только алмазный шлифовальный круг является лучшим для чистового шлифования.
Для гранильных алмазных шлифовальных кругов используются алмазы высочайшего качества, поэтому они могут обеспечить более длительный срок службы и более быструю резку с абсолютно чистой. Промышленные алмазы прикрепляются к краю, чтобы обеспечить желаемый результат при работе с драгоценными камнями.Колеса могут быть изготовлены с пластиковым или стальным центром, хотя пластиковые стержни лучше подходят для подшипников машины. Эти шлифовальные круги обычно используются для грубой формовки камня или стекла и обладают более длительным сроком службы.
Карбид имеет различные марки, и некоторые из них могут повредить алмазный шлифовальный круг, особенно если в карбиде больше кобальта. Чем мягче твердый сплав, тем больше износ шлифовального круга. Для эффективной работы с карбидом алмазный шлифовальный круг должен иметь более высокую концентрацию, а круги с низкой концентрацией алмазов не должны использоваться для карбида.Иногда, чтобы спасти шлифовальный круг, важнее сначала произвести грубую шлифовку материала, а затем использовать мелкозернистый круг размером 400 или 500 для его чистовой обработки. Для карбидов нет ничего лучше алмазных шлифовальных кругов с хорошей зернистостью и концентрацией, поскольку алмазные шлифовальные круги обеспечивают превосходное качество шлифования, а с точки зрения производительности и долговечности инвестиции окупятся.
Чем мягче твердый сплав, тем больше износ шлифовального круга. Для эффективной работы с карбидом алмазный шлифовальный круг должен иметь более высокую концентрацию, а круги с низкой концентрацией алмазов не должны использоваться для карбида.Иногда, чтобы спасти шлифовальный круг, важнее сначала произвести грубую шлифовку материала, а затем использовать мелкозернистый круг размером 400 или 500 для его чистовой обработки. Для карбидов нет ничего лучше алмазных шлифовальных кругов с хорошей зернистостью и концентрацией, поскольку алмазные шлифовальные круги обеспечивают превосходное качество шлифования, а с точки зрения производительности и долговечности инвестиции окупятся.
Алмазные шлифовальные круги не подходят для шлифования стали, потому что сталь изнашивает шлифовальный круг при контакте с ним во время высокоскоростного шлифования.Строго говоря, алмазные круги используются на карбидах, а круги CBN – на стали. Однако иногда возникает необходимость одновременно шлифовать сталь и твердый сплав, и некоторые производители изготавливают гибридные шлифовальные круги со специальной зернистостью для такого рода работ.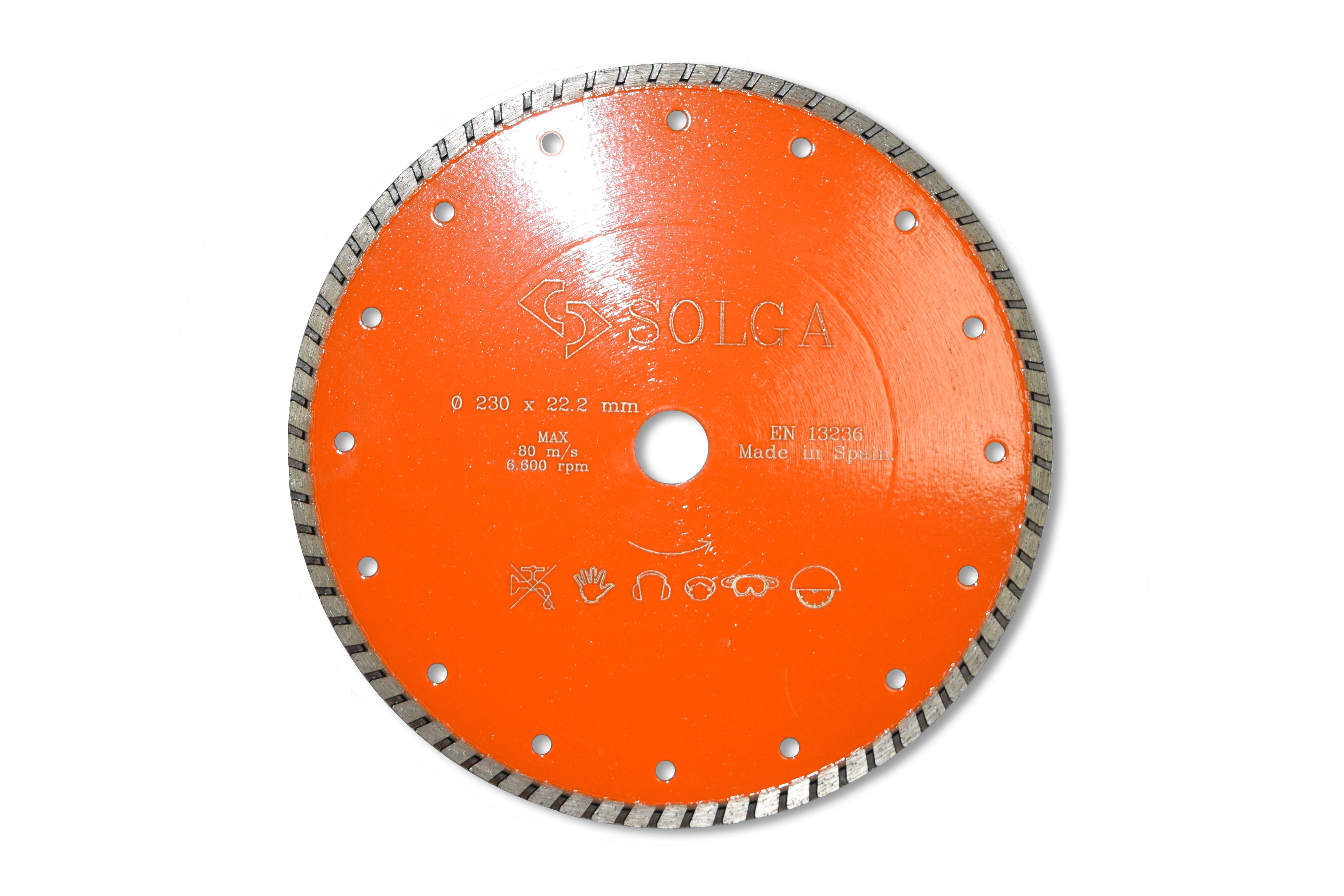 Алмазные диски с покрытием используются для резки неметаллов, таких как пластик, стекловолокно, резина, нейлон и другие синтетические материалы.
Алмазные диски с покрытием используются для резки неметаллов, таких как пластик, стекловолокно, резина, нейлон и другие синтетические материалы.
Применение алмазных шлифовальных кругов
Алмазные шлифовальные круги содержат синтетические алмазы технического качества, а также карбиды и керамику.Природные алмазы представляют собой форму углерода и очень дороги. Однако иногда их используют для шлифования очень твердых материалов, твердых сплавов, мрамора, гранита и камня. Природные алмазы также используются в алмазных сверлах и дисках для резки или формовки камня, бетона, шлифовальных кругов, стекла, кварца и других драгоценных камней, а также быстрорежущих инструментальных сталей. Алмазные абразивные материалы обеспечивают точность, необходимую для обработки более твердых поверхностей. Такие материалы, как керамика, трудно обрабатывать и обрабатывать, если на них не используются прецизионные шлифовальные круги.Многие производители используют алмазные шлифовальные станки, поскольку с их помощью можно эффективно формировать и обрабатывать металлы и другие материалы, используемые при производстве деталей в различных отраслях промышленности. Они используются в автомобильной промышленности для изготовления подшипников, а также для изготовления распределительных валов и роторов реактивных двигателей. Алмазные шлифовальные круги, а также круги CBN используются для изготовления керамических и металлических медицинских и стоматологических изделий. Это возможно при контролируемом шлифовании и сохранении целостности поверхности, которую обеспечивают эти шлифовальные круги.С помощью этих колес изготавливаются хирургические инструменты и зубные имплантаты, а также протезирование. Поскольку алмазные шлифовальные круги являются хорошим способом отделки асимметричных форм и поверхностей, они используются для отделки керамических автомобильных деталей. Они также используются для шлифования аэрокосмических компонентов и компонентов управления полетом, требующих сверхточного допуска. Даже суперкерамические уплотнения насосов для космических шаттлов изготавливаются с использованием алмазных шлифовальных кругов, изготовленных на заказ.
Они используются в автомобильной промышленности для изготовления подшипников, а также для изготовления распределительных валов и роторов реактивных двигателей. Алмазные шлифовальные круги, а также круги CBN используются для изготовления керамических и металлических медицинских и стоматологических изделий. Это возможно при контролируемом шлифовании и сохранении целостности поверхности, которую обеспечивают эти шлифовальные круги.С помощью этих колес изготавливаются хирургические инструменты и зубные имплантаты, а также протезирование. Поскольку алмазные шлифовальные круги являются хорошим способом отделки асимметричных форм и поверхностей, они используются для отделки керамических автомобильных деталей. Они также используются для шлифования аэрокосмических компонентов и компонентов управления полетом, требующих сверхточного допуска. Даже суперкерамические уплотнения насосов для космических шаттлов изготавливаются с использованием алмазных шлифовальных кругов, изготовленных на заказ.
Как использовать алмазные шлифовальные круги для достижения наилучших результатов
Алмазные шлифовальные круги могут быть дорогими, поэтому все пользователи должны знать, как продлить срок службы своих шлифовальных кругов. Есть несколько вещей, которые нужно сделать, чтобы легко продлить срок службы колес, и они также могут способствовать высокой скорости съема материала. Некоторыми факторами, которые помогают обеспечить долговечность и эффективность колес, являются скорость вращения колеса, скорость подачи, а также использование охлаждающей жидкости.
Есть несколько вещей, которые нужно сделать, чтобы легко продлить срок службы колес, и они также могут способствовать высокой скорости съема материала. Некоторыми факторами, которые помогают обеспечить долговечность и эффективность колес, являются скорость вращения колеса, скорость подачи, а также использование охлаждающей жидкости.
Производительность алмазной шлифовальной поверхности зависит от скорости вращения круга. Для шлифования мокрых поверхностей идеальны скорости от 4000 до 6000 SF / рулон (от 20 до 30 м / с). Если скорость опускается ниже 4000 кв / мин, эффективность снижается, а скорость выше 6000 кв / мин сокращает срок службы колеса.Для сухого заточки инструмента и фрез с зерном 150 с концентрацией от 75 до 100 скорость должна быть средней. Сухое измельчение обеспечивает наилучшую производительность при скоростях от 3500 до 4500 сф / мин (от 18 до 23 м / с). Шлифование на скоростях выше 4500 сф / мин (23 об / с) может привести к повреждению алмазного шлифовального круга, особенно если нельзя использовать охлаждающую жидкость. Если охлаждающая жидкость не повреждает материал заготовки, ее необходимо использовать, если сухое шлифование выполняется на высоких скоростях. Точно так же рабочие скорости должны быть такими, чтобы они не вызывали чрезмерного износа или повреждения колеса или работы.
Если охлаждающая жидкость не повреждает материал заготовки, ее необходимо использовать, если сухое шлифование выполняется на высоких скоростях. Точно так же рабочие скорости должны быть такими, чтобы они не вызывали чрезмерного износа или повреждения колеса или работы.
Другая область применения – это подача или глубина резания. Алмазные шлифовальные круги могут иметь сколы, ожоги или трещины. В таком состоянии колесо не сможет получить размер, отделку или желаемую форму детали. При торцевом шлифовании цементированных карбидов может быть особенно вредным слишком быстрое резание тяжелого резания, так как карбид может повредить поверхность круга. При шлифовании по периферии тяжелые порезы могут привести к тому, что круг поднимется по материалу и выйдет за пределы круга, что может привести к повреждению круга.Пусть размер зерна определяет глубину пропила. Если скорость подачи не поддерживается в соответствии с рекомендациями производителя, рабочий материал может разрезать алмазные решетки. Во время сухого шлифования инструментов и резки лучше использовать алмазный шлифовальный круг на полимерной связке, чтобы выделять меньше тепла. Они эффективно обеспечивают необходимую производительность без использования охлаждающей жидкости. Лучше поддерживать скорость и скорость подачи, чем использовать СОЖ при сухом шлифовании, так как чередование термообработки и холодной обработки также может повредить шлифовальный круг.При мокром шлифовании лучше использовать постоянную струю охлаждающей жидкости, чем ее использовать.
Во время сухого шлифования инструментов и резки лучше использовать алмазный шлифовальный круг на полимерной связке, чтобы выделять меньше тепла. Они эффективно обеспечивают необходимую производительность без использования охлаждающей жидкости. Лучше поддерживать скорость и скорость подачи, чем использовать СОЖ при сухом шлифовании, так как чередование термообработки и холодной обработки также может повредить шлифовальный круг.При мокром шлифовании лучше использовать постоянную струю охлаждающей жидкости, чем ее использовать.
Абразивная промышленность и рост алмазных шлифовальных кругов
С развитием технологии высокоскоростного шлифования и сверхточного шлифования шлифовальный круг на металлической связке превзошел круги на связке из керамической смолы. Алмазный шлифовальный круг на металлической связке изготавливается методом спекания, поэтому суперабразив может быть полностью использован для изготовления прецизионных инструментов. Продолжаются эксперименты по использованию металлов, таких как бронза, для шлифовальных кругов на спеченной металлической связке. Металлические связующие обладают большей прочностью и формой, а также хорошей теплопроводностью и поэтому могут выдерживать большие нагрузки для более высокой производительности.
Металлические связующие обладают большей прочностью и формой, а также хорошей теплопроводностью и поэтому могут выдерживать большие нагрузки для более высокой производительности.
Спрос на промышленную продукцию побудил абразивную промышленность к росту, при этом Китай, Германия и Япония являются лидерами абразивной промышленности. В то время как крупные компании имеют в своем арсенале множество шлифовальных изделий, более мелкие компании специализируются на продукции для конкретных производственных функций. Абразивная промышленность занимается производством отдельных видов шлифовальных кругов.Алмазные шлифовальные круги
производятся для обработки материалов с короткой стружкой, таких как керамика, стекло, камень, карбид, бетон, твердый пластик и композиты карбид / сталь. Zhengzhou Forture Tools Co., Ltd (www.forturetools.com) – один из лидеров в производстве абразивных инструментов в Китае. Помимо производства шлифовальных кругов для обычного использования, компания также производит шлифовальные круги для использования в пищевой, бумажной и машиностроительной промышленности.