Фрезер из БОЛГАРКИ
содержание видео
Рейтинг: 4.0; Голоса: 1
Фрезер из БОЛГАРКИ Дмитрий: Для тех кто не безопасно и т. д. это безопасно далеко фреза не улетает, но так не интересно реально для этого есть фрезеры, вот в ручном режиме там интересней работать можно отверстия расшарашивать в тех местах куда просто станком не добраться, я этим пользуюсь уже лет 5. просто иногда патроны надо менять их разбивает и не работа, а сплошное закручивание фрезы, пока новый норм. было бы не лениво снял бы видео как она выскакивает (просто падает и все) и какие траблы пока фреза свежая когда руками фрезеруешь – шарошиш там ее по отверстию пытается откидывать и руками держать жесть.
Дата: 2020-04-14
← Стойка для болгаркиКруче не придумаешь
Быстросъёмная СТРУБЦИНА →
Похожие видео
В этом году эустому буду сеять только так! Отличный результат!
• Во саду ли в огороде
Заполняю НОВОГОДНИЙ скетчбук за 1 день.
• Азбука Рисования
Превращаем подкормку в суперподкормку! Кордесова пятнистость и другие осложнения листовых подкормок.
• Иван Русских
Рекуператор Blauberg Vento Expert Plus WiFi для дома и квартиры Установка и подключение
• Александр Кваша
Красным стержнем. Как правильно использовать гвоздику для укрепления здоровья. Польза и вред гвозики
• Иван Русских
Пицца отдыхает! Лучший перекус ИЗ ОСТАТКОВ в холодильнике. Такое хоть каждый день!
• Татьяна огородница
Комментарии и отзывы: 9
Паша
Здравствуйте А нельзя было сразу назвать свое видео Присадочный фрезер из болгарки. Что затупое названия своих роликов (видео, Нереально крутая самоделка или Круче не придумаешь. Когда автор называет свои видео именно так. Просто я их не смотрю. ЕСЛИ ВЫ ВЫКЛАДЫВАЕТЕ СВОИ ВИДЕО – РОЛИКИ, ТО ПИШИТЕ – КАК НАЗЫВАЕТСЯ ИЛИ ЧТО ВЫ ХОТИТЕ КОНКРЕТНО ПОКАЗАТЬ. А так приспособление не плохое, но обязательно для фрезы нужна цанга, как фрезерной машинки.
Robert
Защита необходима. Есть пластик прочный и прозрачный как стекло. В целом недурно. А вообще, никогда бы не подумал если бы сам не полез ремонтировать домашний электроинструмент, что у всех них кишки одинаковы с небольшим исключением, да и как бы круто прибор не обзывался снаружи, то внутри это в лучшем случае Китай Поверьте есть и похуже страны по качеству производства.
Николай
Тут многие пишут ЧТО ПРОЩЕ КУПИТЬ Да конечно, если этот инструмент непосредственно нужен чуть ли не каждый день. Но если он нужен ЭПИЗОДИЧЕСКИ, то я считаю проще сделать приспособление к подходящему инструменту и использовать меняя насадки, чем покупать специализированный инструмент и потом он будет большое время стоять на полке
NIXT
не, ваще шляпа, патроны эти на резбе кривые все, – кромку снимать только, какие нибудь двери и выборки я бы не решился таким делать. И вообще стоимость набора хороших фрез стоит некисло, если работы разовые можно б. у. отличный фрезер найти за недорого – все это барахло типа шуриков, дрелей тырят и сдают по дешевке
Dogoni
Я канешн хз. но фрезер за 4к удобней будит. и ненадо время для откручиванич закручивания этой конструкцыи. покупки метчиков. и тд. хз. мне риально проще купить самое дишоаое из инструмента чем изьебыватся ради какойто фигни катороч понадовится пару раз за 20 лет.
но фрезер за 4к удобней будит. и ненадо время для откручиванич закручивания этой конструкцыи. покупки метчиков. и тд. хз. мне риально проще купить самое дишоаое из инструмента чем изьебыватся ради какойто фигни катороч понадовится пару раз за 20 лет.
вольный
всё класно. вот только надо доработать. однозначно. в место квадратных труб, необходимо использовать штоки от амартизаторов. использовать для стоек. а для направляющих болгарки, отлично будет использовать пружины что бы можно было плавно углублять фрезу.
Петр
КЛАСС Что бы добавил? Смотря для какой цели: фиксацию можно производить эксцентриком. Можно поставить рейку со шкалой (как на сверлильном станке, можно сделать изменение угла. И т. д, и т. п. У каждого свои тараканы в голове. Сделано ПРОСТО БЫСТРО КЛАССНО
Андрей
За счёт увеличения рычага, нагрузка на редуктор ушм будет в разы больше чем при использовании ушм по назначению. Мое непрофессиональное мнение: лепят всякую хню, лишь бы в Ютуб залить видос. Доктора Дью на вас нет. Берегите себя, всем добра
Доктора Дью на вас нет. Берегите себя, всем добра
Одессит
Никогда эта приспособа не сравнится с фрейзером. Для кустарников подойдёт. А если надо профрейзеровать в 3 мм композите рез в 2. 5 мм для сгиба? Колибровка геморойная будет. И начнём с того, что фрейзер стоит не так и дорого (от 30 у. е.
Как реализовать фрезер из болгарки самостоятельно
Главная » Своими руками
На чтение 2 мин Просмотров 298
Фрезер является ручным деревообрабатывающим инструментом. Им сверлят отверстия, вырезают пазы, обрабатывают фигурно кромки. Приборы бывают универсальными и специализированными (например, окантовочный).
Стоит фабричный фрезер дорого, потому, если есть желание сэкономить, можно сделать его своими руками. Особенно если в хозяйстве имеется небольшая болгарка. Тем более, что при этом к ней изготавливается насадка, а сама болгарка устанавливается тогда, когда для работы нужен фрезер.
Тем более, что при этом к ней изготавливается насадка, а сама болгарка устанавливается тогда, когда для работы нужен фрезер.
Чтобы сделать самодельный фрезер нужно запастись: профильными трубами с квадратным сечением; листовой сталью; болтами; гайками; краской; дополнительным патроном для дрели.
В работе пользуются: сварочным аппаратом; болгаркой; дрелью; маркером или куском мела; разметочными инструментами.
Вначале изготавливают основу. Пользуются листовой сталью большой толщины, что обеспечит необходимую массу конструкции. Вырезают болгаркой прямоугольную пластину. С одной ее меньшей стороны устраивают почти на всю ширину пластины вырез трапециевидной формы с большим основанием наружу; затем в центре меньшего основания – полукруглый вырез. Все резы шлифуют.
Изготавливают кронштейн для удержания болгарки. Используют также листовую сталь. Вырезают прямоугольную пластину, устраивают в ней по оси, вблизи большей стороны, отверстие размером под ту часть болгарки, из которой выходит рабочий вал. Срезают излишки пластины, оставляя боковые крылья.
Срезают излишки пластины, оставляя боковые крылья.
К крыльям пластины вертикально приваривают небольшие отрезки профильной трубы и получают узел, который будет перемещаться вверх/вниз по направляющим. Последние вырезают из профильных труб меньшего поперечного сечения и приваривают вертикально к основе так, чтобы ось отверстия в подвижной пластине и полукруглого выреза в основе находились на одной линии.
Изготавливают из листа металла небольшие уголки-«уши», крепят из поперек пластины с двух сторон отверстия. В свободный полках сверлят отверстия. «Уши» используют для дополнительного крепления болгарки.
Пластину, с внешней стороны разрезают до отверстия. Приваривают к ней поперек две короткие втулки, в которые вставляют болт с гайкой. Последние позволяют стягивать образовавшееся кольцо и сильнее фиксировать болгарку.
В отрезках профильной трубы, приваренных к пластине, сверлят отверстия, приваривают к ним гайки. Вставив в них болты с барашками, получают фиксатор, которым можно закреплять болгарку на направляющих на необходимой высоте.
В купленном патроне для дрели нарезают метчиком резьбу. После наворачивают непосредственно на вал болгарки.
Чтобы начать работу, болгарку закрепляют в конструкции, используя «уши» и стягивающий болт в пластине. На вал накручивают патрон от дрели и закрепляют в нем насадку, которая нужно для обработки детали.
Поделиться с друзьями
Как заточить фрезу?
Перед шлифовкой следует проверить шлифовальный круг. Если шлифовальный круг бьется, цилиндрическая поверхность неровная, а угол скругления слишком большой, его необходимо зачистить. Как правило, можно использовать приспособление для заточки шлифовального круга (алмазное приспособление, зубчатое приспособление) для правки цилиндрической поверхности шлифовального круга; также можно использовать бывшие в употреблении шлифовальные круги с относительно большой твердостью для правки. Если профиль шлифовального круга не гладкий, вы можете заменить шлифовальный круг.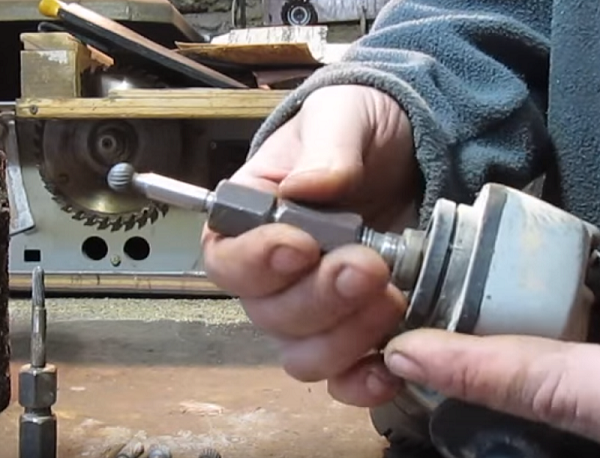
Технология торцевого шлифования концевой фрезы:
1. Сгладить торец концевой фрезы
Независимо от количества канавок концевой фрезы, в первую очередь до торцевой поверхности, перпендикулярной оси шлифовальной плоскости , это необходимо для того, чтобы самая высокая точка инструмента находилась в одной плоскости. Коррекция вертикальности торца относительно оси фрезы может быть выполнена следующим образом.
(1) визуальный осмотр. С помощью плоской пластины край концевой фрезы помещается лицевой стороной вниз на плоскую пластину, чтобы соблюдать угол наклона влево и вправо. Затем поверните фрезу на 180° и наблюдайте за ее углами наклона влево и вправо. Если угол наклона, наблюдаемый дважды в одном и том же направлении, отличается, его следует полировать до тех пор, пока угол наклона, наблюдаемый дважды в одном и том же направлении, не станет одинаковым. Затем поверните резак 90°и повторите действие.
(2) Исправьте квадратом. На плоской пластине с коррекцией квадрата 90 ° фреза и квадрат кладутся плоско, чтобы наблюдать, есть ли зазор между фрезой и квадратом или является ли зазор равномерным, а затем в соответствии с зазором судить о вертикальности. фреза, фреза для шлифовки.
фреза, фреза для шлифовки.
(3) Самокоррекция. Когда вы зажимаете концевую фрезу на сверле или зажиме фрезерного станка, подложите под него использованный шлифовальный круг и наберите хорошую скорость вращения, чтобы включить станок, а затем переместите фрезу вниз и шлифуйте на шлифовальном круге. , что вы делаете, так это шлифуете, основываясь на том, что происходит на торце
2. Отшлифовать поперечную канавку концевой фрезы
Если перед торцом четырехзубой концевой фрезы нет круглой канавки, необходимо использовать галтель шлифовального круга, чтобы снова открыть поперечную канавку. вдоль направления спиральной канавки фрезы глубиной около 1 ~ 2 мм (слишком глубокая, чтобы треснуть, слишком мелкая, чтобы не сточить вторичный задний угол). При нарезании канавки обратите внимание на то, чтобы сторона шлифовального круга не касалась другой режущей кромки ниже (Примечание: эта поперечная канавка имеет функцию удаления стружки, если она не открыта, угол режущей кромки, которая входит в среднее подбарабанья, должен быть увеличена).
3. Кромочное шлифование торца концевой фрезы
(1) При заточке каждой кромки отдельно точка каждой кромки берется в качестве точки отсчета, и принцип заключается в том, чтобы сохранить острие вершины пластины. Передний угол шлифовки (не нужно шлифовать, если нет режущей кромки), угол зазора, вторичный угол зазора (если требуется большая сила резания, рекомендуется увеличить угол клина пластины перед инструмент для заточки) и угол кромки.
(2) Выбор угла: передний угол 6°~ 8°, (вторичный задний угол 30°~ 45°) Угол кромки 1° ~ 3°. Выбор угла зазора следует изменять в зависимости от твердости заготовки, и угол меньше, когда твердость материала больше.
Принцип выбора угла наклона пластины заключается в том, что все четыре грани должны быть вогнуты к середине, и чем пологее угол, тем выше точность шероховатости. В этом случае, чем больше глубина обработки (например, больше 2 мм, но в пределах допустимого диапазона), тем выше будет точность шероховатости, поскольку в результате резания участвует вся режущая кромка.
(3) Когда закончите шлифование, установите фрезу на платформу. Если ось вертикальная, все вершины кромок могут быть ровными, а угол вставки может быть ровным, чтобы он соответствовал требованиям.
При ручном шлифовании высота и угол наклона пластины не так просты для понимания, поэтому обучение может варьироваться от человека к человеку, если можно обратить внимание на шлифование небольшого угла зазора. Верхний край обычно не такой длинный, как самый высокий кончик, и если это не касается обработки угла внутренней полости, вы также можете отшлифовать кончик фаски более 0,2 мм, чтобы увеличить прочность совет.
4. Заточить основную кромку (или боковую кромку) концевой фрезы
При износе основной кромки концевой фрезы необходимо произвести шлифовку по линии спирали на шлифовальном круге (меньшего диаметра лучше ) (новичкам шлифовать сложно). Однако, как правило, после шлифования имеется конусность. Чем меньше конус, тем выше уровень операции.
Moresuperhard имеет большой опыт в производстве шлифовальных кругов для плоского шлифования, шлифования канавок, шлифования передним углом, шлифования с зазором, шлифовки концевых фрез.
► Рифленое шлифование (1A1, 3A1, 14A1, 1V1)
► Шлифование торца (11V9, 12V9, 11V2)
► Рифленое шлифование (1V1, 12V9, 14V1)
► 1V9, 1V9, шлифование , 11V5)#PCDtool #millcutter #endfacegrinding #flutegrindingwheel #gashingwheel #diamondgrindingwheel #facegrindingwheel #diamondwheel #moresuperhard
Если вам нужны алмазные или эльборовые круги для фрез, свяжитесь с [email protected] или WhatsApp: +8615093391569
002
Стоматологические фрезы и шлифовальные инструменты
Будь то фрезы с одним или двумя зубьями, радиусные фрезы или насадные головки: VHF производит все стоматологические фрезы на современных шести- и семиосевых прецизионных шлифовальных центрах. Для наших пользователей это означает короткие сроки поставки и портфолио, адаптированное к требованиям наших клиентов. По всем вопросам, касающимся наилучшей обработки ваших стоматологических материалов и правильного использования фрезерного инструмента, специализированные дилеры, обученные VHF, являются компетентными контактными лицами.
Стоматологические фрезы от VHF изготовлены из сверхмелкозернистой твердосплавной смеси немецкого производства. Он характеризуется высокой прочностью кромки и выдающейся износостойкостью, что еще больше повышает качество обрабатываемых деталей и срок службы.
Только выбрав первоклассный инструмент, вы добьетесь первоклассных результатов. Инструмент является решающим элементом между вашим стоматологическим фрезерным станком и обрабатываемым материалом.
С этой целью специалисты по инструментам VHF постоянно проводят исследования и разработки вместе с производителями материалов и пользователями лабораторий, чтобы производить инструменты наилучшего качества.
Наши специалисты по инструментам разработали оптимальные передовые геометрии для обработки различных материалов, используемых в стоматологии, от воска до кобальт-хрома. Результатом является идеальный баланс между наилучшим качеством поверхности обрабатываемого материала и максимально возможным сроком службы фрезерного инструмента. Поскольку мы сами разрабатываем и производим стоматологические фрезерные станки, программное обеспечение CAM и стоматологические фрезерные станки, все компоненты идеально сочетаются друг с другом.
Поскольку мы сами разрабатываем и производим стоматологические фрезерные станки, программное обеспечение CAM и стоматологические фрезерные станки, все компоненты идеально сочетаются друг с другом.
Наилучшие характеристики дает только оригинал
Компания VHF стремится предложить вам максимальное разнообразие материалов. В процессе валидации новых стоматологических материалов играют роль все компоненты CAM-системы – это означает, что машина, программное обеспечение и инструмент образуют оптимально скоординированное общее решение. Это означает, что наши разработки и испытания всегда направлены также на фрезерный инструмент.
Это идеальное взаимодействие не может быть гарантировано при использовании инструментов, которые не оптимально согласованы с машиной и программным обеспечением, например, от сторонних поставщиков. В дополнение к сокращению срока службы инструмента, возможной поломке инструмента и снижению качества фрезерования, также могут пострадать такие компоненты станка, как высокоточные подшипники шпинделя.
Поэтому мы рекомендуем: перестраховаться и получить оптимальные результаты, а также долгий срок службы станка – благодаря идеально сбалансированной системе станка, фрезерных инструментов и соответствующих стратегий обработки в программном обеспечении DENTAL CAM от vhf. Долгий срок службы инструмента и надежность процесса также доступны при привлекательном соотношении цены и качества: с оригинальными стоматологическими фрезами и шлифовальными инструментами от VHF .
Выбор стоматологических фрезерных или шлифовальных инструментов играет важную роль в стоматологических технологиях. Потому что инструмент является решающим звеном между стоматологическим фрезерным станком и обрабатываемым материалом. Специалисты по инструментам VHF исследуют и разрабатывают вместе с пользователями лабораторий и производителями материалов, чтобы производить инструменты наилучшего качества.
Стоматологические фрезы и шлифовальные инструменты от VHF имеют сложную инновационную геометрию для обработки всех классов материалов: воска, ПММА, диоксида циркония, композитов, титана, CoCr и стеклокерамики. Поэтому, когда дело доходит до стоматологических инструментов, вы можете положиться на сложную продукцию VHF: первоклассный срок службы инструмента при лучшем качестве и по привлекательным ценам.
Поэтому, когда дело доходит до стоматологических инструментов, вы можете положиться на сложную продукцию VHF: первоклассный срок службы инструмента при лучшем качестве и по привлекательным ценам.
Радиусные фрезы
Радиусные фрезы
Цилиндрические и тороидальные фрезы
Цилиндрические и тороидальные фрезы
Шлифовальные инструменты
Радиальные фрезы
Эта специальная стоматологическая радиусная фреза имеет полукруглый закругленный наконечник. Он доступен с передовыми диаметрами от 0,3 мм до 2,0 мм. В то время как инструмент диаметром 2,0 мм в основном используется для эффективной черновой обработки, инструменты меньшего диаметра 0,3 или 0,6 мм в основном используются для чистовой обработки или вырезания трещин. Благодаря особо длинной подрезке этих инструментов легко достигаются подрезы в материале.
В зависимости от области применения радиусные фрезы имеют от одной до четырех режущих кромок: например, для ПММА и парафина имеются чрезвычайно острые однозубые фрезы с очень низкой склонностью к засорению. С другой стороны, 2-мм фрезы для абразивного циркония имеют три режущие кромки, а фрезы из CoCr даже четыре, чтобы уменьшить износ каждой режущей кромки и обеспечить большую надежность процесса.
С другой стороны, 2-мм фрезы для абразивного циркония имеют три режущие кромки, а фрезы из CoCr даже четыре, чтобы уменьшить износ каждой режущей кромки и обеспечить большую надежность процесса.
Цилиндрические и тороидальные фрезы
Однозубые фрезы
Режущая кромка этого инструмента с плоской шлифовкой очень острая и граненая. Таким образом, результаты фрезерования очень гладкие даже при высоких скоростях подачи, а риск засорения очень низкий – даже для пластиков, которые склонны к налипанию материала.
Этот инструмент доступен с диаметром режущей кромки 2,5 мм; он используется исключительно для черновой обработки ПММА и воска. Черновая обработка такой плоскошлифовальной фрезой сокращает время фрезерования.
Фрезы двухлезвийные
Фрезы двухлезвийные имеют цилиндрическое торцевое шлифование и диаметр резания 0,5 мм и 1,2 мм. Для фрезерования углов 90°, напр. в сверлениях и абатментах применяют двухзубые фрезы с плоской торцевой заточкой и диаметром режущей кромки 1,2 мм.
в сверлениях и абатментах применяют двухзубые фрезы с плоской торцевой заточкой и диаметром режущей кромки 1,2 мм.
Для обработки неблагородных сплавов на кобальт-хромовой основе и титана этот инструмент доступен в виде тороидальной фрезы с малым радиусом режущей кромки, который защищает режущие кромки (диаметр всего 1,2 мм), что увеличивает срок службы инструмента. .
Шлифовальные инструменты
Для обработки стеклокерамики и композитов компания VHF предлагает тороидальные и радиусные шлифовальные инструменты с алмазным зерном различной зернистости. Два тороидальных шлифовальных инструмента с мелкой зернистостью в основном используются для сверления и абатментов. Инструменты с радиусом 2,4 мм и более крупным зерном используются для черновой обработки, а инструменты с мелким радиусом шлифования используются для чистовой обработки.
Все инструменты отличаются отличной стойкостью к истиранию и излому, а также чрезвычайно долгим сроком службы. Алмазная крошка благодаря особенно хорошему сцеплению с хвостовиком позволяет избежать микротрещин и снижает чувствительность к термическому воздействию. Кроме того, тщательный отбор алмазов по размеру обеспечивает постоянство размера зерна и, таким образом, высокую точность размеров всего инструмента.
Алмазная крошка благодаря особенно хорошему сцеплению с хвостовиком позволяет избежать микротрещин и снижает чувствительность к термическому воздействию. Кроме того, тщательный отбор алмазов по размеру обеспечивает постоянство размера зерна и, таким образом, высокую точность размеров всего инструмента.
Просто гениально – гениально просто: упаковка инструментов VHF
Отдел разработки VHF заботится не только об идеальной геометрии режущих кромок ваших инструментов, но и об исключительной простоте обращения с ними. Поэтому VHF использует уникальную многофункциональную упаковку инструмента вместо обычной стандартной упаковки.
Благодаря семи различным цветам четко видно, какой инструмент подходит для какого класса материала. Базовые цвета, конечно же, также соответствуют цветовой маркировке магазинов инструментов Z4. Соответствующий номер артикула хорошо виден на защитном кожухе — вам не нужно вынимать инструмент из упаковки, чтобы увидеть, какой инструмент находится у вас в руках.
Отдельные упаковки можно соединять, разъединять и комбинировать по мере необходимости с помощью инновационного раздвижного механизма, чтобы обеспечить наилучший обзор инструментов и предотвратить возможный беспорядок на рабочем месте, вызванный лежащими рядом отдельными инструментами.
Кроме того, инновационная упаковка делает обращение не только проще, но и безопаснее. Вы можете удобно вставлять и вынимать застрявший в основании инструмент в устройство смены инструмента фрезерного станка, не касаясь его рукой. Это снижает риск травм и поломки инструмента.
Стоматологические инструменты, сделанные экспертами: VHF
Самые низкие допуски – самые высокие стандарты
В vhf соответствие установленных значений для готовых инструментов регулярно проверяется путем полного измерения с помощью четырехосевой измерительной машины. Проверка осуществляется четырьмя камерами с разрешением 0,25 мкм. Благодаря этому бесконтактному измерению мы можем надежно контролировать производственный процесс.