как правильно наточить в домашних условиях
Содержание
Признаки затупления свёрл по металлу
К заточке следует приступать только при обнаружения явных признаков затупления режущей кромки.
Среди основных проявлений недуга выделяют следующие:
- повышенная шумность во время работы;
- стружка металла имеет мелкую фракцию;
- перегрев инструмента.
При сверлении металла затупленным сверлом возникает высокочастотный звук от трения рабочей кромки о заготовку. Поэтому, при появлении повышенной шумности следует отложить работу и приступить к заточке. Если продолжать сверление металла, то от чрезмерного нагрева режущее изделие разогреется до слишком высокой температуры.
До появления вышеописанных признаков о снижении остроты сверла может свидетельствовать отсутствие спиралевидной стружки. Такой признак не всегда удаётся вовремя обнаружить. Ели сверло при правильной подаче во время работы образует слишком мелкую стружку, то рекомендуется незамедлительно приступить к отладки инструмента.
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения.
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
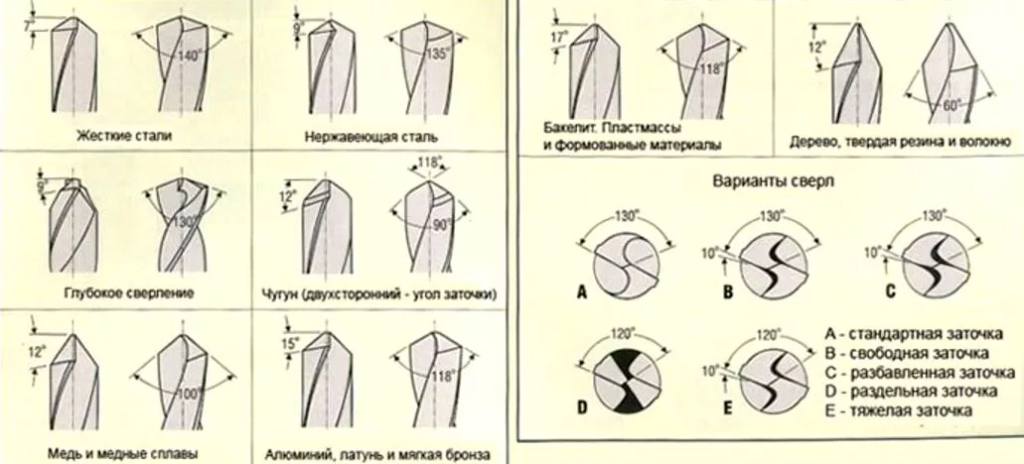
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Для установления угла заточки можно воспользоваться пластиковым шаблоном, периодически прикладываемым к поверхности.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
Работать на станке следует осторожно. Сверла больших диаметров способны нагреваться до значительных температур, что приводит к уменьшению прочностных характеристик металла.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Несмотря на имеющиеся конструктивные недостатки, применение насадок позволяет значительно ускорить и упростить восстановление рабочих кромок сверла по металлу.
Популярность также обусловлена невысокой стоимостью приспособлений.
 Популярность также обусловлена невысокой стоимостью приспособлений.
Популярность также обусловлена невысокой стоимостью приспособлений.Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Как оптимально обточить задние поверхности своими руками и выправить сверло за 3 шага
Напоминаю два требования к состоянию периферийной поверхности наждачного круга:
- ширина должна с запасом превосходить длину РК для выполнения ее обработки за один прием;
- а обтачивающая поверхность камня иметь идеально прямую линию.
Далее нам потребуется последовательно обеспечить три условия правильной заточки, рассмотренные выше.
Шаг №1. Как легко сформировать задний угол резания
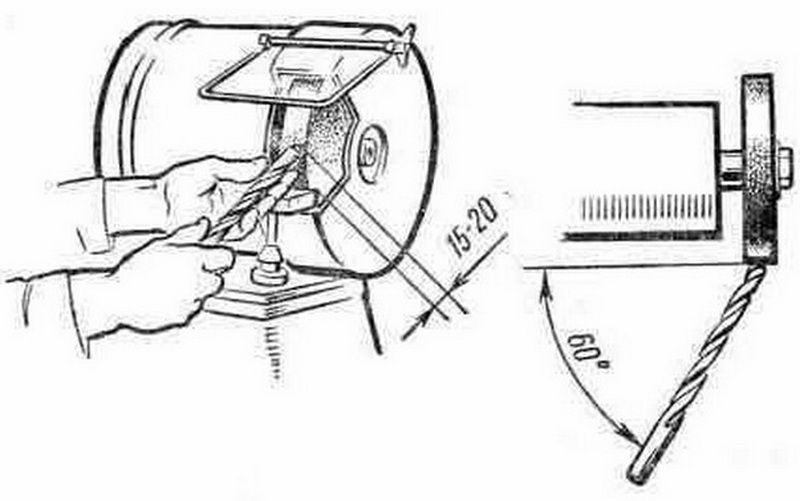
Ось сверла необходимо направить под 60 градусов к образующей линии периферии круга.
Для этого на подручнике по угольнику достаточно нанести маркером хорошо видимую линию под 60О.
Альтернативой этому методу является разметка маркером линий на стекле защитного щитка.
Сверло кладется на указательный палец или пальцы, которые опираются на боковую поверхность подручника так, чтобы его боковая поверхность (ось) была расположена параллельно промаркированной линии.
Сверху его прижимают большим пальцем, а пальцами второй руки удерживают хвостовик и обеспечивают его перемещение вверх-вниз, подвижки вправо-влево, повороты по оси и фиксацию в нужном положении.
В исходной позиции тело сверла располагается строго по плоскости горизонта. Если посмотреть с боку на наждак в этой позиции, то видно, что круг уже готов придать задней поверхности нужный наклон.
Режущая кромка в течение всего периода обработки задней поверхности должна располагаться стабильно относительно вращающегося камня. Это обеспечивается сохранением осевого положения сверла относительно начерченной маркером линии и плоскости.
Движения сверла при заточке следующие:
- Аккуратно подводим режущую кромку к абразивному кругу до касания, легко прижимаем ее и сразу начинаем плавно изменять наклон сверла. Опускаем хвостовик чуть вниз, поддерживая одинаковый прижим до конца прохода.
- Далее следует возвратить сверло в начальную позицию, повернуть его на 180 градусов для обработки второй режущей кромки. При этом важно сохранить стабильность положения осевой линии относительно контрольной черты на подручнике.
Кисти и пальцы своё положение менять не должны. Следует обеспечить равномерность усилия прижима РК при обтачивании обеих задних поверхностей. Хвостовик в исходном положении удерживают свободно, без напряжения, а локти рук прижимают к поясу.
Выставленная горизонтально режущая кромка подводится к поверхности круга до легкого касания (обеспечивается одинаковый прижим), а затем сверло подаётся вверх и отводится назад в исходное положение.
Для смены заточки РК правой рукой сохраняют неподвижность сверла, а пальцами левой поворачивают его на 180 градусов, сохраняя осевое положение по черте маркера.
Если заметили, что одну сторону требуется сточить больше, то ее следует обработать несколько ряд подряд, не меняя величину силы прижима.
Не забывайте периодически охлаждать заходный наконечник, опуская его в баночку с водой, а затем проверять созданную геометрию визуально по заготовленному шаблону.
Шаг №2. Особенности формирования симметричных углов при вершине
Самодельное приспособление из отрезка уголка хорошо обеспечивает равномерную симметрию углов.
Его крепят на подручнике наждака струбциной и выставляют параллельно линии, нанесенной маркером. Оно позволяет сохранить выставленный задний угол резания.
Сверло укладывают на указательный палец, расположенный на подручнике и прижимают по длине к базирующей плоскости уголка.
Обращайте внимание, что не менее двух контактных точек на боковых ленточках должны соприкасаться с поверхностью базы.
Любая из режущих кромок всегда выставляется строго горизонтально при заточке в исходной позиции любой стороны.
Далее происходит стачивание задних поверхностей по тем же правилам, что расписаны выше. Обращайте внимание на равномерность усилия прижатия сверла к уголку и камню.
Вторая РК обрабатывается аналогично после поворота наконечника на 180 градусов. При этом симметрия угла обеспечивается автоматически.
Шаг №3. Как просто обеспечить равенство длин режущих кромок
Вначале потребуется визуально оценить созданную геометрию и расположение РК. Мешающие наблюдению отблески света можно перекрыть ладонью.
Точнее оценить равенство длин позволяет их измерение штангенциркулем.
Самый точный способ замера основан на использовании специального приспособления.
Его поворотную линейку выставляют по угольнику перпендикулярно к неподвижной линейке так, чтобы отступ контрольного острия отстоял от нее на величину радиуса сверла.
После этого заточенный образец укладывают на приспособление и сравнивают положение образованного на нем центра резания.
Более короткая режущая сторона подлежит дополнительной подточке. Причем на этом завершающем этапе не стоит обрабатывать всю заднюю поверхность. Достаточно сформировать под небольшим углом тонкую ленточку режущей кромки.
Она создается легким касанием к вращающемуся кругу при горизонтальном положении оси сверла.
3 способа заточки ступенчатого сверла в домашних условиях
Обычно ступенчатые сверла по металлу затачивают на токарном станке. Проблема только в том, что токарный станок — редкость в домашней мастерской. В этой статье рассмотрим три альтернативных способа заточки ступенчатого сверла.
Самый простой и доступный для всех способ заточки сверла — с помощью напильника по металлу.
Фиксируем ступенчатое сверло в слесарных тисках, после чего затачиваем режущую кромку каждой «ступеньки» по направлению снизу вверх. Иными словами, начинаем заточку с меньшего диаметра и заканчиваем самым большим.
Конечно, добиться идеальной заточки таким способом вряд ли получится. Но если ничего другого, кроме напильника, под рукой нет, то почему бы и не попробовать?
Но если ничего другого, кроме напильника, под рукой нет, то почему бы и не попробовать?
Рекомендуем также прочитать статью: как изготовить самодельное регулируемое сверло из мебельного болта.
Теперь давайте рассмотрим еще два способа заточки ступенчатого сверла, с помощью которых можно добиться уже значительно лучшего результата.
Заточка бормашинкой
С помощью дремеля со шлифовальной насадкой заточить ступенчатое сверло можно намного качественнее, и самое главное — быстрее.
Сам процесс заточки сверла выполняется точно так же, как и в первом случае. Однако нужно делать все аккуратно и плавно, без резких движений.
Заточка отрезным диском
Также для заточки ступенчатого сверла можно использовать отрезной диск для болгарки.
Сверло зажимаем в патроне дрели или шуруповерта, включаем инструмент на малых оборотах, и с помощью диска затачиваем режущие кромки.
Подробно о том, как заточить ступенчатое сверло в домашних условиях, можно посмотреть на видео. Своим опытом поделился автор YouTube канала HD karya.
Своим опытом поделился автор YouTube канала HD karya.
Как правильно сверлить металл?
- Даже самые дорогие и крепкие свёрла будут иметь срок службы всего несколько отверстий, если их использовать неправильно.
- Лучше меньше надавливать на сверло и использовать более низкую скорость вращения. Скорость должна быть адаптирована к твердости материала и размеру отверстия. В целом, чем больше диаметр, сверла, тем должна быть меньше скорость его вращения и наоборот, чем сверло меньше, тем скорость может быть выше. Свёрлами от 1.5 до 4.5 мм можно сверлить металл на скорости вращения 3000 оборотов в минуту. Для свёрл большего диаметра рекомендуются обороты от 350 до 1000. Во время сверления, если вы начинаете видеть дым или металл, с которым вы работаете, начинает обесцвечиваться и затемняться, вы сверлите слишком быстро. Скорость вращения влияет на нагрев сверла. Горячее сверло быстрее затупляется. Не существует единой скорости сверления для всех типов металлов. Как общее правило при сверлении металла: чем больше сверло и жестче металл, тем медленнее скорость вращения. Если сверло острое, для сверления отверстия не нужно огромное давление. Поломка часто возникает, когда вы пытаетесь сильно надавить на тупое сверло, чтобы оно быстрее сверлило. Это не работает, а только перегревает металл.
- Поскольку металлы имеют гладкие поверхности, полезно использовать кернение, чтобы центровать сверло. При сверлении больших отверстий можно предварительного просверлить металл сверлом меньшего диаметра. Это будет направляющей для вашего сверла и предотвратит его перемещение или скольжение при вращении. Сверлом меньшего диаметра лучше сверлить не насквозь. Оно также будет служить резервуаром для специальной охлаждающей и смазывающей жидкости.
 Не существует единой скорости сверления для всех типов металлов. Как общее правило при сверлении металла: чем больше сверло и жестче металл, тем медленнее скорость вращения. Если сверло острое, для сверления отверстия не нужно огромное давление. Поломка часто возникает, когда вы пытаетесь сильно надавить на тупое сверло, чтобы оно быстрее сверлило. Это не работает, а только перегревает металл.
Не существует единой скорости сверления для всех типов металлов. Как общее правило при сверлении металла: чем больше сверло и жестче металл, тем медленнее скорость вращения. Если сверло острое, для сверления отверстия не нужно огромное давление. Поломка часто возникает, когда вы пытаетесь сильно надавить на тупое сверло, чтобы оно быстрее сверлило. Это не работает, а только перегревает металл.- Постарайтесь держать сверло стабильно. Если его не сохранять перпендикулярным при сверлении, то оно может загибаться и сломаться.
- При сверлении листового металла, будьте осторожны, когда сверло начинает проходить через металл к другой стороне. Сверло может застрять при выходе с обратной стороны и зацепить материал снизу отверстия. В идеале нужно подложить брусок дерева под металл, чтобы он не прогибался в конце сверления. С опытом вы будете чувствовать изменения в звуке и сопротивлении, чтобы уменьшить давление в конце сверления.
- В зависимости от материала и размера отверстия может быть полезным или даже необходимым охлаждение сверла. При сверлении металл значительно нагревается, что может привести к перегреву сверла. Это уменьшает его твёрдость и остроту. Во время работы следует делать паузы, чтобы дать сверлу остыть. Для твердых металлов, больших диаметров и глубоких отверстий лучше всего использовать также специальную жидкость для резки и сверления. Непосредственно перед началом сверления, необходимо добавить некоторое количество смазки, чтобы обеспечить уменьшение тепловыделения.
- При сверлении заготовки небольшого размера, не держите её в руке. Её нужно надёжно закрепить. В противном случае заготовку может вырвать, а рука может травмироваться. При сверлении тяжелых или неподвижных объектов это не требуется.
- Процесс сверления неизбежно создаст острые кромки. Это небольшие зубчатые куски металла, которые могут находиться вокруг края отверстия, которое необходимо удалить. Вы можете просто сгладить неровности краёв напильником. Еще один небольшой трюк, это использовать сверло, которое больше отверстия, имеющего «заусенцы». Поместите кончик сверла большего диаметра в отверстие и прокрутите его. В итоге получится совершенно гладкое и ровное отверстие.
 Если его не сохранять перпендикулярным при сверлении, то оно может загибаться и сломаться.
Если его не сохранять перпендикулярным при сверлении, то оно может загибаться и сломаться.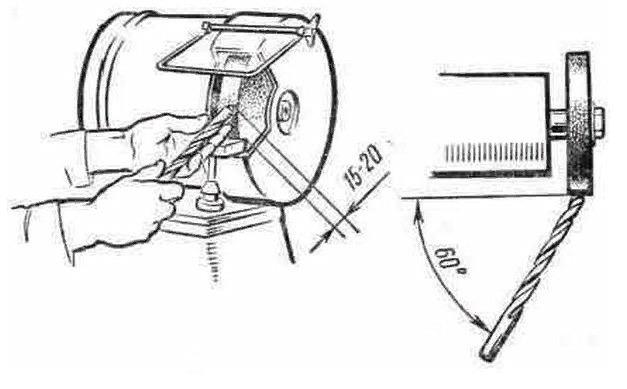 Непосредственно перед началом сверления, необходимо добавить некоторое количество смазки, чтобы обеспечить уменьшение тепловыделения.
Непосредственно перед началом сверления, необходимо добавить некоторое количество смазки, чтобы обеспечить уменьшение тепловыделения.Сверление твёрдых металлов
Очевидно, что твёрдые металлы сверлить сложнее. К примеру, нержавеющая сталь тяжело режется и сверлится. Рассмотрим, что нужно учитывать при сверлении твёрдых металлов.
К примеру, нержавеющая сталь тяжело режется и сверлится. Рассмотрим, что нужно учитывать при сверлении твёрдых металлов.
Скорость сверления твёрдых металлов должна быть медленной. В идеале нужно использовать более твёрдое сверло, такое как кобальтовое, с покрытием нитрида титана или карбид-вольфрамовое. Третий момент касается охлаждения. При сверлении твердых металлов рекомендуется использовать специальное масло для резки и сверления металлов.
В идеале, сверление твердых металлов должно осуществляться при помощи сверлильного станка, так как он даст больше контроля и создаст большее усилие.
Сверление листового металла
При сверлении обычным сверлом листового металла отверстие получается неровным. Так происходит, потому что кончик сверла, выходя из листа с обратной стороны, перестаёт центрироваться, а ленточки сверла ещё не центрируют сверло, так как ещё не контактируют с поверхностью металла.
В определённый момент сверло заклинивает и начинает рвать металл или проскальзывать в патроне дрели. Обычное спиральное сверло сделано, чтобы сверлить толстые и твёрдые материалы. Специальные свёрла для листового металла сверлят ровное отверстие.
Специальное сверло для листового металла имеет острый выступ по центру и режущие вершинки по бокам. Это сверло имеет следующие преимущества: хорошая центровка, минимальное образование заусенцев при сквозном сверлении, точное сверление в тонких листах и трубах. Такое сверло можно сделать из обычного сверла по металлу. Оно затачивается также, как сверло для высверливания точечной сварки.
Сверление начинается с кончика, потом режущие края сразу сверлят отверстие определённого диаметра.
При сверлении листа металла также желательно поместить плоский отрезок древесины под ним.
Сравните два отверстия на фото, просверленные в алюминии толщиной 1. 2 мм. Оба отверстия были просверлены сверлом 1.25 см. при оборотах 150 об. в мин. с деревянной подложкой, подложенной под металлический лист. Отверстие слева было просверлено стандартным спиральным сверлом, а отверстие справа сверлом с модифицированным кончиком. Ни одно отверстие не было обработано, чтобы снять заусенцы.
2 мм. Оба отверстия были просверлены сверлом 1.25 см. при оборотах 150 об. в мин. с деревянной подложкой, подложенной под металлический лист. Отверстие слева было просверлено стандартным спиральным сверлом, а отверстие справа сверлом с модифицированным кончиком. Ни одно отверстие не было обработано, чтобы снять заусенцы.
Если Вы хотите просверлить тонкий листовой металл, никогда не держите лист металла в руках. Когда сверло прорезает сквозь лист металла и выходит с обратной стороны, есть опасность, что оно может неожиданно застрять в листе металла и лист повредит руку. Лучше закрепить лист прочно между двумя фанерами. Тогда сверление будет безопасным. Это также уменьшает количество заусенцев, что упрощает чистовую обработку заготовки. Таким способом можно получить ровное отверстие и обычным сверлом по металлу с углом на кончике 118 градусов.
Охлаждение и смазка при сверлении металла
- Кроме использования правильного сверла по металлу, правильной скорости вращения, при сверлении металла рекомендуется использовать специальное масло для резки или сверления металлов. Это средство предотвращает перегрев сверла, а также уменьшает трение, облегчая сверление. Не говоря уже о том, что специальное средство обеспечивает более высокие скорости вращения, что повышает производительность. Оно также предотвращает прилипание стружки к режущей кромке и к канавкам сверла. Многие современные покрытия на сверлах не предполагают использование смазочных материалов, поэтому, сначала нужно уточнить с каким сверлом, при какой скорости и при сверлении какого металла нужно использовать масло для сверления.
- Специальное масло наносят на рабочую зону для отвода части тепла и смазки режущего инструмента, обеспечивая лучшее режущее действие при меньшем трении и увеличивая срок службы инструмента (в нашем случае сверла).
- Существуют как специальные, так и универсальные средства для охлаждения и смазки при сверлении (к примеру, Specialist® Multi-Purpose Cutting Oil от компании WD-40).
- Стоит отметить, что есть мастера, которые никогда не используют какое-либо масло или жидкость во время сверления, в том числе на станке. Объясняют они это тем, что масло или другие смазочные материалы противоречат предназначению сверла. Если имеется правильно заточенное сверло, оно должно резать металл, а не проскальзывать. Если сверло острое, имеет правильную заточку для конкретного металла, настроена правильная скорость вращения, то больше ничего не нужно. Большая часть тепла при сверлении уходит в стружку.
- Если Вы сверлите только тонкий листовой металл, то охлаждение и смазка могут не потребоваться. Важно будет только соблюдать периодичность сверления, скорость вращения и давление на сверло.
 Это средство предотвращает перегрев сверла, а также уменьшает трение, облегчая сверление. Не говоря уже о том, что специальное средство обеспечивает более высокие скорости вращения, что повышает производительность. Оно также предотвращает прилипание стружки к режущей кромке и к канавкам сверла. Многие современные покрытия на сверлах не предполагают использование смазочных материалов, поэтому, сначала нужно уточнить с каким сверлом, при какой скорости и при сверлении какого металла нужно использовать масло для сверления.
Это средство предотвращает перегрев сверла, а также уменьшает трение, облегчая сверление. Не говоря уже о том, что специальное средство обеспечивает более высокие скорости вращения, что повышает производительность. Оно также предотвращает прилипание стружки к режущей кромке и к канавкам сверла. Многие современные покрытия на сверлах не предполагают использование смазочных материалов, поэтому, сначала нужно уточнить с каким сверлом, при какой скорости и при сверлении какого металла нужно использовать масло для сверления.
Как сделать жидкость для резки и сверления металла самому?
Если необходимо при сверлении использовать охлаждение, то желательно использовать специальную жидкость. Её нельзя заменить чем попало. Специальная жидкость для резки или сверления металлов содержит смазывающие вещества, ингибиторы коррозии, ингибиторы плесени и бактерий, замедлители воспламенения, стабилизаторы. Требуется жидкость (или расплавляемое твердое вещество), которая не становится газом при температурах, создаваемых сверлением. Простая вода может охлаждать, но будет испаряться, не оставляя после себя смазывающей плёнки, а также может вызывать коррозию режущих кромок.
Её нельзя заменить чем попало. Специальная жидкость для резки или сверления металлов содержит смазывающие вещества, ингибиторы коррозии, ингибиторы плесени и бактерий, замедлители воспламенения, стабилизаторы. Требуется жидкость (или расплавляемое твердое вещество), которая не становится газом при температурах, создаваемых сверлением. Простая вода может охлаждать, но будет испаряться, не оставляя после себя смазывающей плёнки, а также может вызывать коррозию режущих кромок.
Нужно быть осторожным с использованием чего-либо для охлаждения при сверлении, что явно не предназначено для этой цели. Вы будете дышать дымом, который может быть токсичным. К примеру, использование антифриза с водой, который выдерживает высокую температуру, имеет антикоррозионные и некоторые смазочные свойства, логично, но при его испарении образуются токсичные пары.
Существуют множество рецептов самодельных масел для резки и сверления металла, которые имеют свои преимущества и недостатки. Здесь я привожу лишь один рецепт, который не раз применялся одним знакомым мастером, которому приходилось много сверлить.
Здесь я привожу лишь один рецепт, который не раз применялся одним знакомым мастером, которому приходилось много сверлить.
Рецепт самодельной жидкости для резки и сверления металла:
- 3 части воды,
- 1 часть трансмиссионного масла (gear oil), возможно можно и моторного,
- несколько капель жидкости для мытья посуды.
Сначала нужно добавить моющее средство в воду, а затем немного перемешать. Если просто смешать все ингредиенты в один контейнер сразу, они не очень хорошо смешиваются. Мыло является катализатором, который позволяет смешивать масло и воду. В противном случае, из-за различных плотностей масло будет плавать поверх воды. При сверлении вода будет охлаждать сверло и испаряться, а тонкая масляная плёнка будет действовать как смазка, а также предотвращать коррозию. Если при испарении воды остаётся липкий остаток, то было добавлено слишком много мыльного средства.
Единственный металл, для которого требуется специальная жидкость для резки или сверления, это алюминий. На многих специальных жидкостях для резки и сверления металла указано, что они применимы для всех металлов, кроме алюминия. Для этого металла в качестве охлаждающего и смазывающего средства можно использовать обычную wd-40 или керосин.
Источники
- https://plavitmetall.ru/oborudovanie/kak-zatochit-sverlo.html
- https://WikiMetall.ru/oborudovanie/kak-zatochit-sverlo-po-metallu.html
- https://HouseDiz.ru/kak-zatochit-sverlo-po-metallu-v-domashnix-usloviyax-novichku/
- https://nzmetallspb.ru/prochee/kak-zatochit-stupenchatoe-sverlo-po-metallu.html
- https://kuzov.info/kak-zatochit-sverlo-po-metallu/
Как правильно заточить сверло по металлу
При интенсивной работе инструмента режущая поверхность сверла притупляется. По данной причине нагрев становится более сильным, увеличивается время сверления, сокращается интенсивность элемента. Как правильно заточить сверло? Сделать это можно самостоятельно, но для начала нужно разобраться в нюансах. Если нет опыта, лучше обратиться в специализированную мастерскую, где осуществляется металлообработка.
Как правильно заточить сверло? Сделать это можно самостоятельно, но для начала нужно разобраться в нюансах. Если нет опыта, лучше обратиться в специализированную мастерскую, где осуществляется металлообработка.
Как определить, нужна ли заточка сверла по металлу
Когда нужна заточка сверла по металлу? Режущие кромки имеют такие признаки износа:
- возникновение скрипа при сверлении;
- быстрый нагрев;
- на ощупь чувствуется округлость, гладкость;
- время работы значительно увеличивается;
- образуются неровности, сколы, заусенцы на режущих поверхностях.
Чтобы с точностью определить уровень износа компонента, можно изучить его поверхность при помощи увеличительного стекла.
Чем можно заточить сверло по металлу
Заточка сверл по металлу осуществляется при помощи точила (специального наждака), точильно-полировального и обдирочно-заточного станка. Также процедуру можно выполнить болгаркой и надфилем. С каждым инструментом специфика работы отличается.
Как заточить сверло болгаркой
Заточить сверло по металлу можно при помощи болгарки. Важно, чтобы использовался абразивный шлифовальный круг, установленной для этой цели. Следует подготовить тиски для удержания штыря. Отладка инструмента должна выполняться в светлом помещении пошагово:
- он ставится в тиски вертикально;
- при помощи болгарки нужно удалить часть задней кромки для полного устранения следов износа;
- заточка кромки выполняется под углом 120о.
Как затачивать сверла? Наждачный круг должен соприкасаться с металлом не больше 2 секунд для устранения рисков перегрева изделия.
Как заточить сверло наждачкой
Как заточить сверло по металлу, используя наждачную бумагу? Лучше всего выбирать изделие на тканевой основе, поскольку бумажная рассыпается. Зерно – среднего размера, в самый раз №80.
Необходимо отрезать от листа полосу 5-10см. Чтобы она не ездила во время работы, можно пристрелить ее к рейке из дерева. Элемент ставится в малооборотистый шуруповерт, который переключается на реверс. Последовательно нужно сверлить наждачную бумагу, прицепленную к рейке. Проделать нужно до двадцати отверстий для получения результата.
Элемент ставится в малооборотистый шуруповерт, который переключается на реверс. Последовательно нужно сверлить наждачную бумагу, прицепленную к рейке. Проделать нужно до двадцати отверстий для получения результата.
Как заточить сверло надфилем
Как точить сверла? Алмазный надфиль – специальный инструмент, позволяющий подтачивать перемычку на нем независимо от диаметра. Если делать двухплоскостную заточку, подточка перемычки в такой ситуации не будет нужна, поскольку при этом она подтачивается по условию реализации двухплоскостной заточки.
Боковая вершина ленточки является наиболее уязвимой частью штыря, но она также точится. Для этого нужно сделать небольшую фаску, что позволит увеличить уровень стойкости инструмента и продлить его эксплуатационный срок.
Как правильно заточить сверло: инструкция
Как точить сверла по металлу при помощи станка — токарная обработка ЧПУ? Инструкция отличается простотой:
- Задние поверхности выравниваются для соблюдения необходимого градуса, углы подгоняются с учетом нарисованной линии.
- Инструмент размещается на правой руке – указательном пальце, а фиксация осуществляется большим. За хвостовик нужно придерживать и управлять левой.
- Стержень удерживается в горизонтальном положении, в противной ситуации можно снять кромки, перемычку. Задняя часть опускается плавно, торопиться не нужно.
- Сила нажима контролируется, движения – быстрые и короткие. Резец охлаждается часто в подсоленой воде.
- Как правильно затачивать сверла? Точить нужно до того момента, пока не устранятся мелкие дефекты – важно, чтобы поверхность была идеально ровной.

Советы по заточке сверла по металлу
Чтобы достичь отличного результата, нужно знать, как правильно заточить сверло по металлу. Для этого стоит придерживаться простых рекомендаций:
- соблюдение коротких циклов заточки, то есть за касание одного круга снимается небольшой слой металла, благодаря чему инструмент не нагревается;
- если сверло сделано из твердого металла, его обработка ведется с небольшой скоростью;
- необходимо систематически охлаждать сверло, к примеру, в баночке с водой, приготовленной заблаговременно;
- компонент во время процедуры не прижимать с силой к точильному кругу, из-за чего увеличивается его нагрев.
Соблюдая простые правила, удастся эффективно заточить сверло для дальнейшего применения.
сверл – Настольная шлифовальная машина, точилка или точильный камень?
TL;DR предупреждение.
Настольная шлифовальная машина, точилка или точильный камень?
Да 🙂
Все эти инструменты подходят для заточки деревообрабатывающего оборудования, от стамесок и рубанков до сверл (некоторые типы).
Примечание по заточке сверл: в наши дни большинство столяров не затачивают свои сверла. Частично это связано с тем, что многие биты не затупятся заметно в разумные сроки, а также потому, что многие современные биты не затачиваются пользователем (по крайней мере, нелегко).
Традиционные насадки по дереву изготавливались из относительно мягкой стали (достаточно мягкой, чтобы ее можно было подпилить), такой формы, которая допускала доступ небольшого напильника и, что не менее важно, легкое воспроизведение необходимых углов. Современные биты в основном имеют такую форму, что вы не можете напилить их от руки и ожидать, что получите что-то вроде требуемой точности, а также некоторые из них изготовлены из быстрорежущей стали (HSS), которую в любом случае будет слишком сложно напилить.
Современные биты в основном имеют такую форму, что вы не можете напилить их от руки и ожидать, что получите что-то вроде требуемой точности, а также некоторые из них изготовлены из быстрорежущей стали (HSS), которую в любом случае будет слишком сложно напилить.
Некоторые предыдущие вопросы и ответы с соответствующей информацией:
Есть ли «лучший» способ заточки режущего инструмента, такого как долото?
Имеет ли значение, какой алмазный камень я получу?
Заточные абразивы — наименование и выбор
Как агрессивно затачивать стамески и рубанки, если они повреждены?
По каким критериям я должен определенным образом срезать фаску на своем долоте?
Масло для хонингования своими руками?
Настольный шлифовальный станок
Они считаются основой заточки для многих, но в равной степени другие столяры не имеют его после десятилетий работы в мастерской, поэтому, как бы жизненно важно это ни казалось, его можно считать необязательным.
Почему вам нужен шлифовальный станок, очень зависит от того, какие инструменты вы используете (а также от того, покупаете ли вы бывшие в употреблении инструменты, которые могут потребовать удаления гораздо большего количества металла, чтобы привести их в пригодную для использования форму) и как вы их используете / злоупотребляете ими. . Я подчеркиваю необходимость здесь, потому что желание использовать его для сокращения времени, необходимого для заточки, является отдельной проблемой.
Точильный камень (с направляющей или без нее)
Под камнем здесь понимаются как камни, так и алмазные пластины, которые используются одинаково.
Сегодня это стандартный способ заточки во многих, а возможно, и в большинстве деревообрабатывающих мастерских. Почти во всех случаях вы можете эффективно заточить любой затупившийся ручной инструмент за несколько минут или даже меньше — цель должна состоять в том, чтобы вернуться к работе через 2-3 минуты, а можно сделать это быстрее (около 30 секунд).
Является ли исключительно ручная заточка эффективным использованием или ваше время зависит от различных факторов.
- Способ заточки, т.е. хонингование вторичной или микрофаски или обработка всей фаски.
- Тип камня/алмазной пластины. Некоторые из них намного более абразивны, чем другие, но обратите внимание, что это не обязательно потому, что они тверже. Известно, что водные камни быстро режут, но не потому, что они очень твердые, а потому, что свежие абразивные частицы часто обнажаются по мере стирания поверхности.
- Обычно используемый тип древесины. Лиственные породы в целом гораздо труднее поддаются режущим кромкам, чем мягкие, а некоторые породы особенно сильно изнашиваются, часто из-за высокого содержания кремнезема.
- Тип инструмента, напр. токарные долота нужно затачивать намного чаще из-за способа их использования.
- Сталь, из которой изготовлен резак. Некоторые стали намного прочнее основных высокоуглеродистых инструментальных сталей, а в некоторых случаях могут быть и тверже.

Обратите внимание, что направляющие для заточки (также называемые направляющими для заточки) не являются обязательными. Вы можете очень эффективно точить от руки. Но если вы изо всех сил пытаетесь добиться хороших результатов, если вы иногда получаете хорошие преимущества, а иногда нет, хорошей идеей будет сделать или купить руководство, которое поможет получить хорошие преимущества , сейчас , когда они вам понадобятся… а не в какой-то неопределенный момент в будущем, когда вы станете достаточно хороши в заточке от руки.
Если вы хотите или нуждаетесь в справочнике, я настоятельно рекомендую сделать его самостоятельно, так как он может быть очень дешевым и эффективным, и, хотите верьте, хотите нет, может работать так же хорошо, как любой коммерческий справочник, независимо от цены. Это лучший тип ИМО, потому что он очень прост в изготовлении, почти ничего не стоит и обладает исключительной точностью:
Заточные станки
Обратите внимание, что существует несколько типов:
- некоторые с водяным охлаждением, некоторые без;
- у некоторых есть вертикальные колеса, у некоторых горизонтальные плиты, такие как WorkSharp 3000, на который вы ссылались, в некоторых используются абразивные ленты;
- некоторые из них являются очень низкоскоростными машинами (поэтому работают медленно или очень медленно), другие работают быстрее, но используют охлаждающие абразивы или конструктивные особенности для контроля температуры (включая водяное охлаждение).

Для большинства столяров любая машина этого типа должна считаться роскошью. Как и в случае с любой роскошью, приобретите ее, если можете себе это позволить, но не переживайте, если не можете. Для большинства из нас они относятся к категории «Не является необходимостью».
Вы не спрашивали о шлифовке, но, поскольку вы настраиваете резкость с нуля, следует упомянуть об этом.
Стропы
Правка (независимо от того, используется ли стропа без покрытия или с начинкой из компаунда) является дополнением к другим методам заточки и, как указано в одной из приведенных выше ссылок, в широком смысле должна рассматриваться как процесс заточки или доводки , не процесс заточки сам по себе. Тем не менее, «тупой» инструмент можно вернуть к остроте бритвы, просто зачищая (особенно при использовании шпатлевки), поэтому различие немного размыто.
На практике имеет значение то, насколько тупым стал край. После определенного момента — когда кромка стала слишком закругленной — вы не сможете получить хорошую острую кромку только заправкой. Именно по этой причине люди, которые являются большими сторонниками правки для ухода за кромкой (например, многие резчики и резчики), всегда будут иметь под рукой планку, чтобы можно было подправлять ее так часто, как это необходимо (каждые 20 минут в некоторых случаях). ).
Именно по этой причине люди, которые являются большими сторонниками правки для ухода за кромкой (например, многие резчики и резчики), всегда будут иметь под рукой планку, чтобы можно было подправлять ее так часто, как это необходимо (каждые 20 минут в некоторых случаях). ).
Если вы часто стрижете, вам редко придется затачивать стамески в общепринятом смысле этого слова, поэтому они редко увидят камень или алмазную пластину. При регулярном использовании и доле везения вы можете снизить потребность в заточке в десять и более раз, , растягивающий интервал от дней или недель до месяцев
.Станок для заточки и заточки сверл Kaka Industrial TX-Z20 18 Набор Dr
1150 долларов США Сэкономьте $-1150
Стоимость доставки рассчитывается при оформлении заказа
Артикул: 161904
Осталось всего 11!
Заголовок: Заголовок по умолчанию Заголовок по умолчанию
Качество
Гарантия
Забота
Сервис
Руководство
Эксплуатация
Описание Руководство видео Гарантия Краткое изложение политики возврата
- Портативный точильный станок, точный и быстрый, простой в эксплуатации, не требующий навыков для заточки.
- Экономичность и экономия затрат, повышение эффективности.
- С тайваньским шлифовальным кругом только одна деталь может выполнить все процедуры, обеспечить точные углы и длительный срок службы.
- Мощный двигатель постоянного тока с электрическим управлением, стабильной частотой, высокой мощностью и длительным сроком службы.
- Он может затачивать переднюю режущую кромку сверла, угол сброса кромки.
- Это может быть эффективная координация с сверлильным материалом и скоростью, может контролировать качество и точность заготовки, продлевать срок службы сверла.
▲СПЕЦИФИКАЦИЯ
Модель | ТХ-З20 |
Шлифовальный круг | Ф3-Ф20 |
Угол вершины | 95°-135° |
Мощность | 110 В |
Мотор | 120 Вт |
Скорость | 4400об/мин |
Размер | 12X7X7,8 В |
Вес | 38 фунтов |
По-прежнему используйте простой тип конструкции, без какого-либо опыта шлифования, также можно быстро работать, будь то малые и средние предприятия, семейные мастерские, личный ремонт, все они могут достичь удовлетворительных результатов шлифования.
МАЛЕНЬКИЙ РАЗМЕР, ПОДХОДЯЩИЙ ДЛЯ ЛЮБОГО МЕСТА ДЛЯ ЗАТОЧКИ СВЕРЛА.
ЛЕГКО СДЕЛАТЬ НАСТРОЙКУ СВЕРЛАВ зависимости от диаметра сверла для регулировки шкалы шаги операции понятны.
Высокая точность и высокая эффективность.
EASY FOR DRILL GRINDING
TX-Z20 Manual
KAKA Industrial provides 12 months warranty for this product.
1. 10 дней с даты поставки. По истечении этого времени претензии о возмещении ущерба и несоответствия заказа не принимаются.
2.