Резьба на болгарке размер – Морской флот
Посл. ред. 17 Марта 11, 17:47 от Kotische
Ухх! В каком-то из форумов видел тему “смерть от болгарки”. Описывались альтернативно одарённые личности, ставящие в болгарки диски для циркулярной пилы. Но даже там варианта со сверлильным патроном не было.
Желяющим повторить подобную конструкцию подскажу несколько моментов – 1) болгарка должна быть с плавным пуском и регулировкой оборотов; 2)Включать на малых оборотах и осторожно поднимать их; 3) Особо следить за возможным биением патрона; 4) Не давать сильную нагрузку на ось, бо это болгарка, а не фрезер.
А кстати, чем фрезер для данной операции не угодил?
Посл. ред. 15 Июля 10, 17:06 от SilverShadow
Угловая шлифовальная машина (УШМ), в простонародье называемая “болгарка”, широко применяется на стройке и в быту при ремонте. С ее помощью можно выполнять множество различных технологических процессов. Чтобы правильно подобрать инструмент для выполнения определенного вида работ, необходимо ознакомится с тем, какие бывают диски и насадки для УШМ. Инструмент для данного устройства выбирается по размеру и по назначению.
Инструмент для данного устройства выбирается по размеру и по назначению.
Типовые размеры дисков
При выборе диска для болгарки необходимо проследить, чтобы внешний диаметр насадки не превышал максимально допустимые значения, разрешенные для вашей угловой шлифовальной машины. К примеру, если болгарка рассчитана на использование круга с максимальным диаметром 125 мм, то на нее нельзя устанавливать круг на 230 мм. И этому существует несколько объяснений:
- будет превышена линейная скорость режущей кромки, что чревато разрушением абразивного круга и нанесением травм пользователю;
- у маленькой болгарки не хватит мощности, чтобы работать с большим инструментом;
- установка насадки, превышающей допустимые размеры, требует снятия защитного кожуха, а это уже нарушение правил безопасности.
Диски для УШМ имеют стандартные размеры: 115, 125, 150, 180 и 230 мм. В современных болгарках посадочный диаметр (диаметр вала, на который устанавливается инструмент) практически одинаков и равняется 22,2 мм.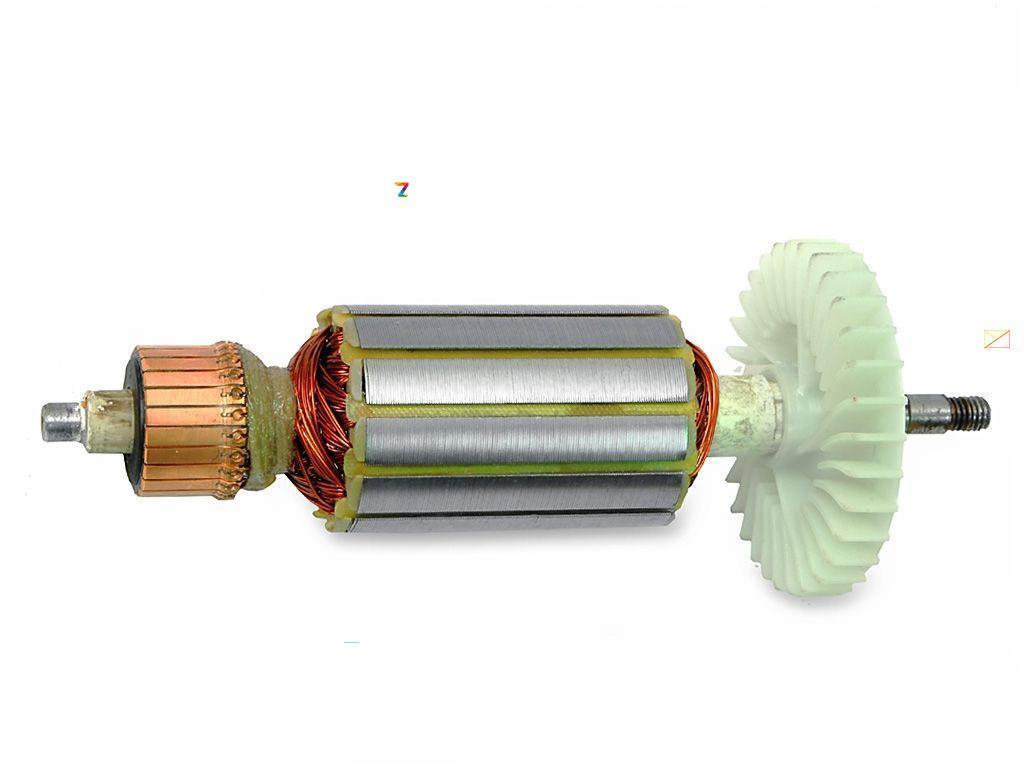 Если у вас “завалялась” болгарка устаревшей модели, то потребуется применять переходники — кольца разных диаметров.
Если у вас “завалялась” болгарка устаревшей модели, то потребуется применять переходники — кольца разных диаметров.
Все абразивные круги любых размеров имеют специальную маркировку, из которой можно узнать следующую информацию: диаметр диска и его толщина, диаметр посадочного места, максимальная скорость вращения, а также для обработки каких материалов он предназначен.
Назначение дисков и насадок
Круги для болгарки различаются по назначению на:
Отрезные диски
Самой частой задачей, выполняемой с помощью болгарки, является резка различных материалов. От того, какой материал необходимо будет разрезать, зависит и выбор материала инструмента.
- Резка металла. Отрезной диск по металлу изготавливается из кристаллического глинозёма корунда, а также из синтетического корунда, называемого электрокорундом. Основной цвет кругов для резки металлов – синий.
- Резка камня и бетона. Для резки камня следует выбрать диск из другого абразивного материала – карбида кремния.
 Данный абразив с легкостью режет белый кирпич (силикатный) и шифер. Но чтобы разрезать красный кирпич, некоторые виды бетона или керамическую плитку, данный материал круга не подойдет. Диски для камня выпускаются зеленого цвета.
Данный абразив с легкостью режет белый кирпич (силикатный) и шифер. Но чтобы разрезать красный кирпич, некоторые виды бетона или керамическую плитку, данный материал круга не подойдет. Диски для камня выпускаются зеленого цвета. - Резка керамической плитки, красного кирпича, керамогранита и бетона. Для этих целей уже используют алмазный диск.
Изготавливается данная насадка из металла, на режущую кромку наносится абразивная масса с алмазной крошкой. На рисунке выше представлен сегментированный пильный круг, предназначенный для сухой резки материала. Цельнометаллические диски при работе требуют водяного охлаждения.
 Данный абразив с легкостью режет белый кирпич (силикатный) и шифер. Но чтобы разрезать красный кирпич, некоторые виды бетона или керамическую плитку, данный материал круга не подойдет. Диски для камня выпускаются зеленого цвета.
Данный абразив с легкостью режет белый кирпич (силикатный) и шифер. Но чтобы разрезать красный кирпич, некоторые виды бетона или керамическую плитку, данный материал круга не подойдет. Диски для камня выпускаются зеленого цвета.  д.
д. Поэтому, если вы все же собираетесь использовать пильный диск по дереву, то следует придерживаться мер безопасности. На болгарке должен быть установлен защитный кожух и рукоятка, пользователь обязан одеть защитную маску или очки. Кроме того, нельзя резать данным инструментом материалы, не предназначенные для него.
Наиболее безопасными считаются диски по дереву, по торцу которых установлена цепь от бензопилы. В случае заклинивания инструмента, цепь остается на месте, а диск вращается вхолостую, что снижает вероятность травмирования пользователя.
Обдирочные
Если требуется снять слой краски или другого нанесения, а также ржавчину с какой-либо поверхности, применяются корщетки. Они бывают дисковые или в виде чаши со встроенной металлической проволокой.
Проволока в данных насадках может быть витой либо распущенной. Толщина ее также может быть разной. Чем толще проволока, тем для более грубой обдирки применяется обдирочный диск или чашеобразная насадка, и наоборот.
Шлифовальные
Для шлифовки и полировки различных поверхностей (металла, дерева, пластика и других) применяются шлифовальные диски и насадки. Часто для шлифовки применяется шлифовальный круг лепесткового типа. Состоит он из множества “лепестков”, сделанных из наждачной бумаги. Зернистость наждачной бумаги можно выбирать, исходя из требуемого вида обработки (чистовой или черновой).,
Также наждачка может крепиться к насадке с помощью липучки. Такой инструмент навинчивается на шпиндель УШМ.
Для полировки поверхностей выпускаются специальные круги и насадки, выглядящие как подушки из войлока либо как диски из ткани.
Заточные
Чтобы заточить инструмент, обычно применяются точильные станки (точила). Но если у вас нет последнего, но есть болгарка, то для нее можно приобрести заточной (шлифовальный) круг, которым можно легко заточить практически любой режущий инструмент.
Главное отличие заточных кругов от отрезных – это их толщина (не менее 5 мм).
Как правильно поменять диск на болгарке
Поскольку круги для болгарки являются расходным материалом, то рано или поздно их приходится менять. Крепятся они на шпинделе УШМ при помощи прижимного фланца (гайки) с резьбой М14. Чтобы его открутить, в комплектации к болгарке должен идти специальный рожковый ключ, имеющий штыри с одной стороны.
Итак, чтобы заменить инструмент на болгарке, выполните следующие действия.
- Обесточьте аппарат, выдернув вилку из розетки.
- Зафиксируйте шпиндель УШМ с помощью кнопки, расположенной на передней части корпуса. При нажатии кнопки стопор входит в отверстие диска, установленного в редукторе, чем и фиксирует шпиндель в неподвижном положении.
- Вставьте штыри ключа в отверстия на прижимном фланце.
- Удерживая фиксатор одной рукой, другой рукой проверните ключ влево (против часовой стрелки), пока гайка не сорвется с места. Далее ее можно открутить без ключа и снять с вала.
В данном случае шпиндель УШМ вращается по часовой стрелке. Но в какую сторону откручивать гайку, если у вашего аппарата вращение вала происходит против часовой стрелки? Запомните: прижимной фланец всегда следует откручивать в прямо противоположном вращению вала направлении. - Теперь можно сменить инструмент, предварительно сняв старый.
Если вы заметили, что внутри кожуха скопилась грязь, то следует снять нижний фланец и с помощью стальной щетки удалить загрязнения со всех поверхностей.


После проведения вышеописанных действий замена инструмента считается завешенной.
Методы раскручивания, если диск заклинило
Что делать, если прижимной фланец заклинило? Эта неприятность, когда закусило гайку, часто происходит, если во время работы с толстыми и прочными материалами инструмент заклинило в заготовке. При этом абразивный круг часто ломается, а продолжающий вращаться шпиндель туго затягивает прижимной фланец. Чтобы раскрутить болгарку, если зажало диск, существует несколько способов.
С помощью газового ключа
Данный способ считается не совсем безопасным, поскольку можно сломать стопор, хотя в большинстве случаев, открутить гайку удаётся. Чтобы не сломать фиксатор шпинделя, не прилагайте к газовому ключу больших усилий. Конструкция фиксатора рассчитана на усилие, прилагаемое стандартным ключом.
Открутить чрезмерно зажатый фланец можно с помощью 2-х газовых ключей. Для этого обломайте торчащие концы абразивного круга плоскогубцами, чтобы можно было добраться первым газовым ключом к нижнему фланцу. Далее, зажмите оба фланца ключами и поворачивайте их в противоположных направлениях (с учетом того, какая резьба на шпинделе — правая или левая).
Разборка редуктора
В случае, когда фиксатор сломан, чтобы снять инструмент с угловой шлифмашины, придется разбирать редуктор. Отломайте с помощью плоскогубцев края оставшегося абразивного круга, чтобы можно было подобраться к болтам, удерживающим крышку редуктора. После этого открутите крепеж и откройте редуктор. Крышка извлечется вместе с валом-шестерней. Далее, этот вал следует зажать в тиски, предварительно проложив между стальными губками алюминиевые прокладки, и с помощью газового ключа открутить фланец (не забудьте определить направление откручивания).
После этого открутите крепеж и откройте редуктор. Крышка извлечется вместе с валом-шестерней. Далее, этот вал следует зажать в тиски, предварительно проложив между стальными губками алюминиевые прокладки, и с помощью газового ключа открутить фланец (не забудьте определить направление откручивания).
Нагрев гайки
Гайку можно нагреть при помощи газовой горелки, строительного фена или паяльной лампы. Нагретый фланец обычно получается открутить стандартным ключом для болгарки.
Стачивание заклинившего круга
Если после применение первых 3-х способов гайка не откручивается, то оставшийся абразивный круг между фланцами можно сточить. Чтобы сделать это, выполните следующее.
- По максимуму уберите плоскогубцами остатки круга по краям гайки.
- Зажмите в тиски кусок листового железа такой толщины, как и сам диск, включите болгарку и сточите остатки круга о торец листового железа.
Вместо железа можно зажать в тиски кусок абразивного круга.
 В таком случае стачивание остатков инструмента между фланцами произойдет быстрее, и гайку можно будет открутить от руки.
В таком случае стачивание остатков инструмента между фланцами произойдет быстрее, и гайку можно будет открутить от руки.Но применение неподвижного абразивного круга требует большой аккуратности, ведь при стачивании остатков инструмента можно повредить геометрию фланца. Если это случится, придется торцевать гайку.
Использование проникающей смазки
Обильно полейте место соединения фланца с валом жидкостью WD-40. Она имеет свойство проникать в межрезьбовые пространства и мелкие щели. После нанесения жидкости подождите около 5 мин и попробуйте открутить крепеж стандартным ключом.
С применением перфоратора
Некоторые владельцы болгарок в ситуации, когда заклинило прижимную гайку, устанавливают в перфоратор насадку “зубило” или “отбойный молоток”, вставляют ее в отверстие фланца под углом и включают режим отбойного молотка без вращения. Соответственно, кнопка стопора должна быть нажата. Достаточно всего пары несильных нажатий перфоратором (чтобы не сломать фиксатор вала), и гайка начнет проворачиваться.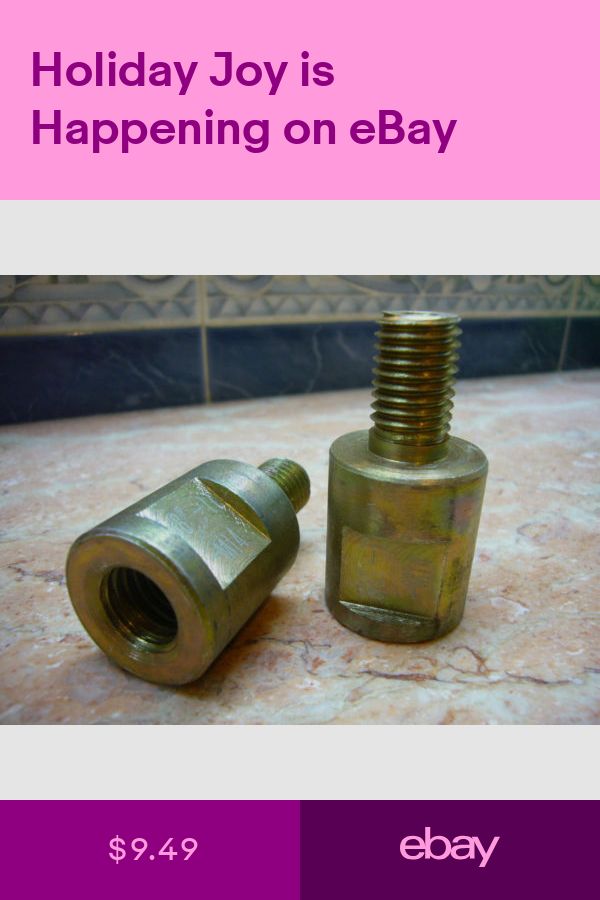
Разрезать прижимной фланец ножовкой
Данный способ можно назвать радикальным, поскольку придется покупать новый крепеж, и применяется он, если гайка не откручивается никакими другими методами. Чтобы распилить фланец, зажмите кнопку стопора, чтобы вал не вращался, и, применяя ножовку по металлу, разрежьте крепежную гайку.
Главные рабочие свойства болгарки нужно рассматривать в последующих направлениях: поперечник рабочего диска, мощность электродвигателя, частота вращения и вес инструмента. Последняя черта играет важную роль правильно подобрать болгарки и находится в зависимости от поперечника диска, от которого, когда, зависят и другие рабочие свойства болгарки. Ведь понятно, что чем не просто диск будь он по металлу, по дереву либо бетону, тем чем просто он во время работы будет подвергаться силе трения, которую должен преодолеть электродвигатель и инструмента.
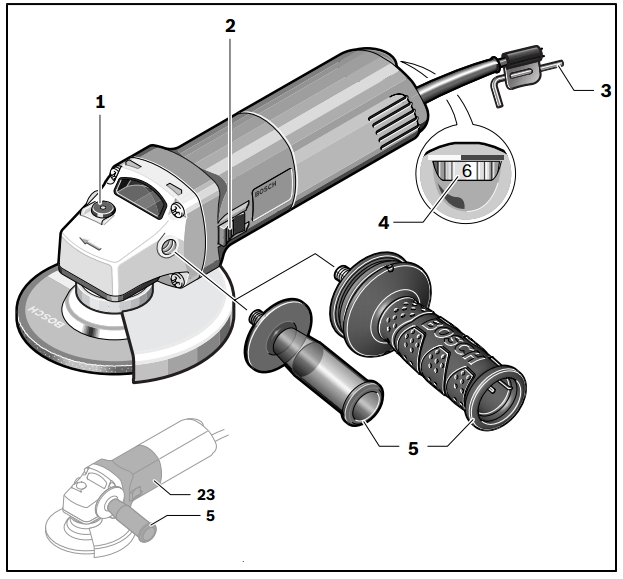
Чтоб свести на нет нашему клиенту остается потенциальные случаи травмирования во время работы с болгаркой нужно чтоб заводские свойства, обозначенные на корпусе инструмента превосходили подобные обозначения, нанесенные на избранный вами тип диска. Для простоты понятия возьмем очень всераспространенный диск по металлу поперечником 125 мм и пользующуюся популярностью модель болгарки (угловой шлифовальной машинки) компании BOSCH.
Для простоты понятия возьмем очень всераспространенный диск по металлу поперечником 125 мм и пользующуюся популярностью модель болгарки (угловой шлифовальной машинки) компании BOSCH.
Технические свойства УШМ DeWALT
Изучаем способности УШМ BOSCH, которые указаны на бирке корпуса как еще его называют в техническом паспорте: мощность 2000 вт, обороты мотора 6500 об/мин, питание от сети 220 В, рассчитан на диск поперечником 230 мм, резьба на шпинделе М 14. Сейчас берем обычный отрезной диск по металлу поперечником 125 мм где указаны допустимые обороты 12250 об/мин, размеры диска и линейная скорость 80 м/с.
Маркировка диска MAKITA, на которую нужно уделять свое внимание
Изначально, что остается сделать нашему клиенту понятно: допустимая угловая скорость диска в 1,9 раз превосходит наивысшую угловую скорость шпинделя болгарки – это значить что есть вариант без опасения воспользоваться данным отрезным диском по металлу.
 youtube.com/embed/5cbYw43MDJE?modestbranding=1;rel=0;showinfo=0;iv_load_policy=3;”/>
youtube.com/embed/5cbYw43MDJE?modestbranding=1;rel=0;showinfo=0;iv_load_policy=3;”/>
Болгарка со сверлильным патроном
Маркировка отрезного диска, предупреждающая об угрозы
Увы на диске еще нанесена величина линейной скорости 80 м/с. Для чего? Если мы обратим внимание, то такое же обозначение имеет диск поперечником 230 мм, 125 мм, 150 и 180 мм. Ответ получите преобразовав линейную скорость с угловую, зачем имеется формула перевода. И в результате мы получим: для диска 125 мм угловая скорость будет равна 13290 об/мин, для поперечника 125 –12250 об/мин, для дисков поперечником 150 и 180 мм соответственно 10190 и 8490 об/мин. Для дисков 230 мм допустимые обороты будут приравниваться 6650 об/мин. Иначе говоря, для нашей болгарки BOSCH с наивысшими оборотами 6500 за минуту 230-ый диск, который рассчитан на 6650 об/мин использовать небезопасно.
И продать, предшествующий абзац очень утомителен для восприятия, но, беря во внимание ту опасность для здоровья человека, которую выполняет разорвавшийся диск, следует считаться с разными допустимыми значениями. Если для вас не смотря на это нужно использовать диск 230 мм необходимо:
Если для вас не смотря на это нужно использовать диск 230 мм необходимо:
- Использовать инструмент с наименьшим значением угловой скорости (об/мин).
- Строго держать под контролем и регулировать обороты на болгарке чтоб не допустить превышение допустимых оборотов.
Какая Резьба На Болгарке – STEPMEB.RU
Раскручивается зажимная гайка на болгарке
Диск крутится по часовой стрелке. Гайка должна закручиватся тоже по часовой как еще его называют против?
гайка по часовой, ни одного разу не откручивалась, а совсем наоборот.
Стройка. Это когда всегда бывают чем заняться.
Гайка затягивается по часовой. Какая резьба на педалях велосипеда? Правая или левая. Застопорите нормально вал не затяните. Чаще подобна нефти не хочет откручиваться нежели слетает. Только один раз пришлось разобрать всю голову у болгарки(заодно почистил не смазал), чтобы выкрутить, порвало диск не в ходе затянуло так, что согнул два ключа(хлипкие они какие то).
Чаще подобна нефти не хочет откручиваться нежели слетает. Только один раз пришлось разобрать всю голову у болгарки(заодно почистил не смазал), чтобы выкрутить, порвало диск не в ходе затянуло так, что согнул два ключа(хлипкие они какие то).
З.Ы. Какая резьба на шпинделе болгарки? Что он это к болгарке относит и тупо скопировал. Пока не поленитесь одеть защиту
Фото несчастных случаев с болгаркой
Не подумайте что стройка когда-нибудь закончится.
Тьфу, блин! Утром пораньше такие фото!
Секрет легкого откручивания диска на
болгарке. [Life Situations]
[Life Situations]Тут ролике, Можно увидеть, так же как и чем, правильно зажимать на болгарке. Как правильно поменять насадку на болгарке. Какая резьба на шпинделе — правая или. Эта фишка, поможет Вам избавиться от
Диск крутится по часовой стрелке.
))))))))))))))) Разве?. По часовой. гайка, а диск должен крутиться навстречу.
Если конкретно закусит, разводным ключом можно открутить.
когда разобрал голову и с другого конца зажал в тисках, открутил только газовым ключиком
Наивно полагать что стройка когда-нибудь закончится.
От закусывания помогают кружочки картонные, в 99% токручиваю руками. Стопоришь кнопкой, и прям за диск отворачиваешь, проблем не было никогда.
А я слышал что сварные специально делают чтоб диск в другую строну крутился, только зачем? не знаю.
На болгарке ( на корпусе) выбита стрелка. Какая резьба на шпинделе болгарки?- форум. Вот в какую она сторону показана. в ту сторону и крутится диск. И в ту сторону надо затягивать диск. Для этого достаточно просто рукой диск провернуть. всё гайка затянута На гайке правая резьба.
И в ту сторону надо затягивать диск. Для этого достаточно просто рукой диск провернуть. всё гайка затянута На гайке правая резьба.
Если искры летят на вас. то правая резьба и при ударе ( вырывании из рук болгарки) происходит автоматическая затягивание резьбы.
Если искры идут от вас. диск при не полном затягивании. будет откручиваться. Чтобы избежать когда у вас болгарку из рук выбило и гайку заклинило. надо ставить между диском и гайкой картонную прокладку ( даже от пачки сигарет пойдет)
Читайте так же
что из себя представлют, под ключ, с вращающейся, независимой шайбой, плавающая, быстрозажимная и другие, резьба и диаметр, Makita и не только
УШМ (болгарка) BOSCH GWS 9-125 S. Фото 220Вольт
Болгарки в силу своей простоты и универсальности в применении завоевали популярность как у любителей, так и у профессионалов. Для поддержания УШМ в работоспособном состоянии во время эксплуатации приходится выполнять различные по объему ремонтные работы, часто с заменой дефектных узлов и деталей на новые запасные части и комплектующие. При нештатном откручивании прижимных гаек (с помощью, например, зубила, молотка и других подобных инструментов), они могут потерять не только внешний вид, но и способность выполнять свои функции. Известные на рынке производители болгарок выпускают различные запасные части к ним, среди которых фиксирующиеся устройства находятся не на последнем месте.
При нештатном откручивании прижимных гаек (с помощью, например, зубила, молотка и других подобных инструментов), они могут потерять не только внешний вид, но и способность выполнять свои функции. Известные на рынке производители болгарок выпускают различные запасные части к ним, среди которых фиксирующиеся устройства находятся не на последнем месте.
Что из себя представляют
Прижимная гайка входит в состав резьбового соединения с рабочим шпинделем, которое фиксирует рабочий инструмент, обеспечивая тому надежное крепление. Отличительной чертой является то, что независимо от конструкции гайки имеют достаточно большую опорную поверхность для создания надежного прижимного усилия.
Зажимная гайка под ключ Metabo. Фото ВсеИнструменты.ру
Виды для маленьких и других УШМ, плюсы и минусы
Конструктивное исполнение прижимных устройств во многом связано с типом УШМ, на которых они применяются. Бытовые болгарки, отличающиеся экономичностью ценовых характеристик, используют для откручивания/закручивания самые простые классические и немного более сложные плавающие варианты конструкции прижимных соединений. Гарантировать оперативную замену закушенному диску такие гайки не могут, возможны варианты трудоемкого и длительного характера. Сам процесс замены невозможен без дополнительных инструментов – штыревого или гаечного (накидного) ключей.
Гарантировать оперативную замену закушенному диску такие гайки не могут, возможны варианты трудоемкого и длительного характера. Сам процесс замены невозможен без дополнительных инструментов – штыревого или гаечного (накидного) ключей.
Профессиональные, более мощные, модификации болгарок с расходным инструментом большего диаметра эксплуатируются с прижимными устройствами специальной конструкции. Преимуществом такого соединения является возможность откручивания/закручивания вручную, дополнительный инструмент в виде ключей не нужен. Этим обеспечивается оперативность в работе, гайки не зажимают рабочий инструмент, что позволяет быстро его менять.
Более подробная информация о видах, применяемых на УШМ прижимных устройств далее в статье.
Быстрозажимная, быстросъемная, безключевая, не затягивающая
Основное достоинство специальных быстросъемных (это название лучше всего отражает характеристику конструкции) гаек — свести к минимуму возможность заклинивания инструмента во время эксплуатации.
Другим преимуществом таких прижимных устройств является сведение к минимуму применение дополнительной оснастки в виде различных ключей. Если на быстросъемных фиксаторах с механизмом на основе подшипников 100% гарантии открутить их вручную нет, то в варианте с пружинной муфтой такие прижимные гайки в любом случае открутятся легко.
Самобалансирующаяся, самозатягивающаяся, самозажимная
Дорогие профессиональные болгарки топ-класса комплектуются прижимными гайками с функцией самостоятельной балансировки. Плохо отбалансированный инструмент для УШМ большого диаметра при работе вызывает сильную вибрацию. Полость таких зажимных устройств заполняется металлическими шариками, которые при вращении располагаются в вязкой среде по периметру таким образом, чтобы свести дисбаланс к нулю. Вибрация ослабляет резьбовое соединение, поэтому самобалансирующиеся гайки обладают дополнительно устройствами, обеспечивающими самозажим, самозатягивание соединения. Кроме отсутствия вибраций такая гайка увеличивает время работы рабочего инструмента и повышает моторесурс
самой болгарки.Суперфланец
Японский производитель «Макита» упростил до нельзя возможность легко открутить вручную прижимную гайку, оснастив ее специальной конструкцией вращающейся шайбой. Такая шайба получила название «суперфланец». Работая в паре с быстрозажимной гайкой «суперфланец» исключает применение дополнительных инструментов, кроме собственных рук.
Такая шайба получила название «суперфланец». Работая в паре с быстрозажимной гайкой «суперфланец» исключает применение дополнительных инструментов, кроме собственных рук.
Не закусывающая, от закусывания
Конструкция прижимных устройств, которая предотвращает закусывание рабочего инструмента, состоит в общем случае из двух отдельных частей.
Классическая, под рожковый, гаечный ключ с вращающейся шайбой
Комплект классической гайки состоит из цельной прижимной шайбы и служащей опорой для инструмента вращающейся части. Закручивается/откручивается она с помощью штыревого ключа через отверстия в прижимной шайбе. Для пользователей, предпочитающих обычные гаечные или накидные ключи можно модифицировать под резьбовое соединение с шестигранной головкой. Недостаток такого соединения — увеличение высоты гайки по сравнению с обычной, что уменьшает возможность обработки в труднодоступных местах.
Закручивается/откручивается она с помощью штыревого ключа через отверстия в прижимной шайбе. Для пользователей, предпочитающих обычные гаечные или накидные ключи можно модифицировать под резьбовое соединение с шестигранной головкой. Недостаток такого соединения — увеличение высоты гайки по сравнению с обычной, что уменьшает возможность обработки в труднодоступных местах.
Гайка зажимная под ключ (30,35 мм; М14) для УШМ KWB. Фото ВсеИнструменты.ру
Плавающая, с прокрутом
В отличие от обычной цельной прижимной шайбы, конструкция которой собственно является одной из причин заклинивания рабочего инструмента болгарок, существуют модификации с вращающейся прижимной шайбой. Такой вариант конструкции состоит из шестигранной гайки завальцованной в поверхность прижимной шайбы. Закусывание диска с таким зажимным устройством происходит крайне редко. Рожковый или накидной ключи 19х22 найти не так трудно. Автор следующего видео описывает эксплуатацию своей болгарки с таким зажимным устройством.
С независимой шайбой
В следующем видеоролике автор показывает работу гайки от производителя AEG, где прижимная шайба не зависит от части гайки, находящейся в связке с резьбой. Оборудованное откидной скобой зажимное устройство при нахождении ее в верхнем положении при сниженной нагрузке свободно закручивает гайку. После опускания скобы срабатывает эксцентриковый зажим, сцепляя прижимную шайбу и верхнюю часть зажимного устройства. В таком положении происходит выполнение болгаркой рабочих действий. После окончания работ скоба поднимается в верхнее положение, эксцентриковый зажим ослабевает и вручную, держась за душку скобы, производится откручивание.
 youtube.com/embed/h7HTwqipT2M?start=6&feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/h7HTwqipT2M?start=6&feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Диаметр
Гайки для бытовых болгарок должны иметь внешний размер, который надежно прижимает инструмент, диаметр которого находится в пределах от 115 мм до 230 мм. На практике этим требованиям удовлетворяет внешний размер около 48 мм. (может быть немного больше или немного меньше).
В большей степени на эксплуатационные характеристики оказывает влияние толщина прижимного устройства. Обычные стандартные гайки имеют минимальные значения. Они с успехом используются при работе в труднодоступных местах. Специальные гайки имеют большие размеры по толщине и такой мобильностью в работе как бытовые болгарки не обладают.
Какая резьба
На отечественном рынке УШМ в абсолютном большинстве преобладают болгарки с наружной резьбой на рабочем шпинделе М14 (резьба нормальная с шагом 2 мм). Прижимные гайки соответственно имеют внутреннюю резьбу М14. В редких случаях, если резьбы не совпадают, применяется переходники.
Прижимные гайки соответственно имеют внутреннюю резьбу М14. В редких случаях, если резьбы не совпадают, применяется переходники.
Быстрозажимная гайка для УШМ Makita 115\125\150\230 со стандартной резьбой М14. Фото 220Вольт
Популярные торговые марки элементов для фиксации кругов
Конкуренция на рынке УШМ диктует крупным производителям необходимость в выпуске запасных частей и комплектующих, особенно быстро выходящих из строя. Каждая крупная фирма стремится создать свою оригинальную конструкцию прижимных устройств. Популярность у пользователей гаек собственного производства повышает рейтинг фирмы в рыночных условиях.
В ассортименте следующих производителей есть технологии, которые позволяют создавать фиксаторы с отличными эксплуатационными характеристиками.
Супер гайка от MAKITA
Японский производитель, кроме «суперфланца» о котором упоминается в этой статье выше, выпустил на рынок супер гайку от МАКИТА. Сложный и дорогой механизм обеспечивает 100% легкое откручивание гайки от руки после работы с повышенной интенсивностью и загруженностью. Автор следующего видеоролика подробно показывает устройство супер гайки и преимущества эксплуатации.
Автор следующего видеоролика подробно показывает устройство супер гайки и преимущества эксплуатации.
BOSCH
Быстросъемная гайка от немецкого производителя BOSCH под наименованием SDS-clic по конструкции аналогична супер гайке МАКИТА. Эти зажимные устройства полностью взаимозаменяемы и могут использоваться на болгарках обеих производителей.
AEG
Менее сложный механизм быстросъемных фиксаторов, но и более дешевый, чем у производителей МАКИТА и BOSCH. В основе его заложен обычный упорный подшипник. Простота конструкции не гарантирует 100% откручивания от руки при зажатии диска.
METABO
Быстросъемные гайки МЕТАБО по конструкции мало отличаются от АЕG или DeWalt. Однако установить их на многие болгарки не удастся. Конструкцией монтажа предусмотрено наличие на резьбовой части шпинделя двух противоположно расположенных пазов, типа шпоночных. Ясно, что они не всегда имеют место, что является серьезным недостатком в расширении применяемости зажимных устройств МЕТАБО.
Однако установить их на многие болгарки не удастся. Конструкцией монтажа предусмотрено наличие на резьбовой части шпинделя двух противоположно расположенных пазов, типа шпоночных. Ясно, что они не всегда имеют место, что является серьезным недостатком в расширении применяемости зажимных устройств МЕТАБО.
Гайка быстрозажимная Quick M 14, EWS Metabo. Фото ВсеИнструменты.ру
Чем заменить гайку
Болгарка весьма травмоопасный электроинструмент. Поэтому к замене деталей и комплектующих следует подходить с особой тщательностью. Если была потеряна прижимная гайка, не стоит ее заменять на обычную шестигранную М14. Прижимная поверхность такого крепежного изделия недостаточна для надежного закрепления инструмента. Лучше обратиться в сервисный центр или купить штатную прижимную гайку в специализированном магазине.
При нахождении вдалеке от благ цивилизации, например, на даче можно воспользоваться токарным станком, находящимся в домашнем хозяйстве. Если его нет, возможно по соседству живет знакомый токарь со станком. Выточить гайку и нарезать резьбу даже не для профессионального токаря несложная задача.
Выточить гайку и нарезать резьбу даже не для профессионального токаря несложная задача.
Где купить
Купить гайки для болгарок различных видов и торговых марок, а также другие запчасти и комплектующие возможно в одной из компаний, которые представлены в соответствующем разделе нашего сайта.
Резьба на болгарке левая или правая
Болгарка является удобным, мобильным и надёжным инструментом, служит для резания и шлифования металлических, керамических, каменных и иногда, деревянных поверхностей. Технически правильное название болгарки — угловая шлифовальная машина, она широко применима и востребована при ремонтных и строительных работах. Если Вы ещё не обзавелись этим инструментом, но хотите подобрать болгарку, данная статья будет очень полезна для Вас.
Углошлифовальная машина – многофункциональный, но капризный инструмент, который не терпит спешки и небрежности. Поломки и выход из строя – следствие неосторожного обращения или нарушения техники безопасности. И самая распространенная проблема при работе с болгаркой – заклинивание абразивного инструмента между опорным фланцем и зажимной гайкой. Как открутить диск на болгарке, не повредив детали и сам инструмент?
И самая распространенная проблема при работе с болгаркой – заклинивание абразивного инструмента между опорным фланцем и зажимной гайкой. Как открутить диск на болгарке, не повредив детали и сам инструмент?
С помощью рожкового ключа и торцевой головки
Рабочую поверхность ключа на 17 сточить до 4 мм в толщине. На поверхности торцевой головки 24 мм выточить 4 выступа, чтобы они попадали в отверстия фланца.
Рожковый ключ нужно поместить под диск. Торцевую головку надеть на гайку болгарки и трещоткой повернуть ее в направлении вращения круга.
Прогрев
Прижимную гайку нужно нагреть термофеном или газовой горелкой, чтобы металл стал податливее. Затем выкрутить ее универсальным ключом или руками. Но риск такого способа заключается в том, что можно испортить детали из пластика и элементы редуктора.
С помощью газового ключа
Плечо при использовании газового ключа увеличивается, следовательно, увеличивается и момент силы. Таким инструментом легче раскручивать заклинившие соединения. Но если стараться слишком сильно, рискуете смять фланец или сломать фиксатор вращения шпинделя.
Но если стараться слишком сильно, рискуете смять фланец или сломать фиксатор вращения шпинделя.
С помощью перфоратора в режиме отбойного молотка
Перфоратор необходимо перевести в режим долбления без вращения. Бур 6 мм нужно поставить на торец фланца или упереться им в край отверстия. Задача – отвернуть гайку, стронуть ее с места. После этого откручиваем ее руками или ключом. Во время работы нужно заблокировать вращение шпинделя.
Разрушение диска
Перед тем как открутить гайку на болгарке, придется полностью выкрошить диск. Если он уже разрушен, можно доломать его руками. Цельные круги можно распилить ножовкой или полотном по металлу. От абразивного круга должны остаться внутреннее металлическое кольцо и куски, не поддающиеся механическому воздействию. Затем нужно зажать в тиски металлический профиль или любую ненужную пластину, толщина которой меньше или равна толщине диска (но не больше). Затем включить болгарку и сточить остатки абразива до посадочной втулки. После этого фланец легко открутится универсальным ключом для УШМ.
После этого фланец легко открутится универсальным ключом для УШМ.
Можно заранее позаботиться о том, чтобы инструмент не зажало в болгарке:
- вырезать шайбы из картона или пластика и подложить одну под диск, а вторую – между диском и фланцем. Даже если круг заклинит, при нагреве пластиковая шайба расплавится;
- лицевая сторона абразивного инструмента, на которую приклеена этикетка с маркировкой, должна соприкасаться с опорным фланцем, а не с зажимной гайкой. Металлическое кольцо круга при такой установке выполняет роль шайбы и предохраняет от заклинивания;
- наварить на фланец стандартную шестигранную гайку и откручивать ее обычным гаечным ключом;
- по возможности ключ для УШМ нужно использовать только для откручивания зажимной гайки. При установке нового инструмента ее лучше подкрутить вручную или хотя бы контролировать усилие затяжки.
Зажимная гайка для болгарки входит в комплект поставки. И самое радикальное решение для освобождения заклинившего диска – распилить ее и поставить новую. Найти такой крепеж можно во всех магазинах электроинструментов.
И самое радикальное решение для освобождения заклинившего диска – распилить ее и поставить новую. Найти такой крепеж можно во всех магазинах электроинструментов.
Очередь просмотра
Очередь
- Удалить все
- Отключить
YouTube Premium
Хотите сохраните это видео?
Пожаловаться на видео?
Понравилось?
Не понравилось?
Текст видео
Каждый кто работал с этим электроинструментом — болгаркой, наверняка сталкивался с проблемой заклинившей гайки, с помощью которой проводится затяжка абразивного диска. Обычно это происходит при работе, в тот момент, когда диск зажимает в детали, он останавливается или разрушается, а двигатель болгарки все еще вращаясь, с силой затягивает гайку.
В дальнейшем приходится мудрить, так как гайку стандартным ключем, практически не открутить. Решают проблему по разному, у всех свои способы и секреты, давайте поделимся. Поделюсь первым, надежным и простым способом откручивания заклинившего диска на болгарке.
Для начала следует определится в какую сторону откручивать, в зависимости от настройки болгарки для резки от себя или на себя, определение по часовой и против не подходит. Проще запомнить, что гайку следует откручивать в сторону вращения диска!
Ну и сам способ, для этого понадобится газовый ключ и зажав им гайку — откручиваем.
Необходимо знать что иногда не рассчитав силы можно сломать стопор, блокирующий диск.
Чтобы этого избежать, потребуется 2 газовых ключа или струбцины, ломаем остатки диска, и одним ключом держим шайбу находящуюся за диском, другим отвинчиваем гайку.
Есть еще способ, но это наверно для самых тяжелых случаев: заблокировать диск кнопкой и наставив на гайку перфоратор в нужном направлении, включит в ударном режиме. Перфоратор будет бить и тем самым открутит гайку.
Рекомендую перед затягиванием гайки подкладывать под нее бумажную прокладку, хотя не обязательно бумажную, можно например из жести. С ней меньше шансов что после заклинивания диска гайка заклинит, точнее она не клинит, а сильно затягивается.
Производители например интерскол комплектуют свои болгарки подобными прокладками.
Но конечно приобретение составной гайки поможет навсегда избавиться от проблемы обсуждаемой в данной теме.
Надо просто нагреть немного гайку газосваркой и она открутится от руки.Надо просто нагреть немного гайку газосваркой и она открутится от руки.
Спасибо, возьму способы на заметку. Я сам сталкивался с этой проблемой, круг в болгарке зажало так, что она улетела в сторону, а диск разлетелся на куски. Как я не пытался открутить, не получалось. И ключ сломал и кнопку, и в конце концов ножовкой по металлу распилил гайку. После просто купил новую гайку. Признаюсь после того случая стал побаиваться эту дурмашину.
Большая болгарка (230 круг) у меня улетала не раз, один раз даже налету свой провод перерезала в полете. 🙂
После развернул направление, искры на себя, хоть и можно штаны прожечь, но так безопасней, если полетит то только от меня. Признаться в таком направлении врашения диска, не разу не улетала.
совершенно правильно -ножовкой по металлу. Только нужно было не гайку спиливать, а остаток заклинившего круга. У меня такое случалось. Данный способ подсказал мне один хороший мастер. И я его проверял лично. Единственный абсолютно безопасный способ удалить остатки заклинившего круга -это потихонечку выпиливать его ножовкой. На эту процедуру может уйти больше часа работы и несколько (в зависимости от их качества) полотен. Но зато вы ни чем не рискуете. Все остальные способы чреваты поломкой болгарки, и даже если она на гарантии, вам ничего не удастся вернуть.
есть ещё не плохой способ. лично применял и всё получилось!! взбрызнуть ВД-40, подождать мин 5 и открутить ключом. мне помогло(но усилий приложил не мало!
Интересно а если сразу при завинчивании смазывать резьбу, может и открутить можно будет без усилий?
Не надо мудрить. Делается все просто и быстро. Ломаете диск, берете штыковую лопату или лист железа, включаете болгарку и стачиваете остатки диска об край лопаты или железа. Работы на три минуты.
Работы на три минуты.
Если в болгарке заклинило диск с зубьями, который не хочется ломать, то нужно аккуратно загнать зубья диска в какую-нибудь деревяшку в идеале пенек дерева. Затем удлинив ручку ключа трубой подходящего диаметра, взять гайку на рывок. Диск в болгарке обездвижен, а удлинение рычага даже на 20-30 см, увеличивает вашу силу в разы.
самое надёжное и простое-это взять стальную ленту остаётся после раскрепления всяких там ящиков и т.п.и выпиливать остатки круга-успех 100%,накаляется до красна но эффект то что нужно и безопасно,передвигать только надо по ленте по мере выборки.и ключом в лёгкую откручивается!
вэдэшкой побрызгать и открутить.
Диск отламывается руками, а внутренность спиливается универсальным инструментом с вибрирующим полукругом. На все уходит 5 мин.!
Спасибо за ответы! Я воспользовался советом про полотно по металу! Зажал тиски и влючил болгарку и испилил полотно 3 мин и готово.
Простой способ. Взять металическую полоску и попилить диск до конца. Остатки диска между шайбами. Открутиться от руки. Гораздо сложнее снять алмазный диск.
Остатки диска между шайбами. Открутиться от руки. Гораздо сложнее снять алмазный диск.
Часто спрашивают и вы раз заинтересовались данной темой, вероятно тоже столкнулись с данной проблемой, по какой причине при работе с болгаркой зажимает круг в детали и соответственно гайку.
Попробую объяснить на примере почему происходит и как этого избежать.
В наше время почти у всех, кто любит и умеет мастерить, имеется дома такой инструмент, как болгарка. Правильное название этого инструмента – угловая шлифовальная машина (УШМ). Болгаркой его называют из-за того, что первые механизмы подобного типа привозили в Советский Союз из Болгарии.
В своем классическом варианте угловая шлифовальная машина представляет собой ручной электроинструмент с абразивным кругом для того, чтобы обрабатывать стыки плоских поверхностей из металла. Но с помощью этого несложного механизма можно также резать листовой металл, арматуру, керамическую плитку.
Что делать, если гайку заклинило?
Частой проблемой при работе УШМ является заклинившая гайка. Первое, что нужно сделать в такой ситуации – это определить направление вращения диска. В том же направлении и рекомендуется откручивать заклинившую гайку. Существует несколько самых результативных способов решить данную проблему.
Первое, что нужно сделать в такой ситуации – это определить направление вращения диска. В том же направлении и рекомендуется откручивать заклинившую гайку. Существует несколько самых результативных способов решить данную проблему.
- Использовать рожковый ключ и торцевую головку. Для этого необходимо сточить на 4 миллиметра поверхность рожкового ключа, что имеет 17 миллиметров. На головке торца 24 миллиметра выточить четыре выступа, которые совместятся с отверстиями гайки-фланца. Затем рожковый ключ располагают под диском, а головку торца помещают на гайку угловой шлифовальной машины. После этого трещоткой следует поворачивать ее по направлению вращения диска.
- Применить газовый ключ. Зная законы физики и используя газовый ключ, можно увеличить момент силы, так как увеличится длина плеча.
Но не стоит прилагать слишком большие усилия, так как можно помять фланец и повредить фиксатор вращения шпинделя.

Эта нехитрая операция иногда ставит в тупик даже опытных слесарей или пользователей болгарки. Причина в том, что диск фиксируется специальной гайкой. На гайке имеется 2 или 4 отверстия, в который вставляется специальный ключ. Этот ключ всегда прилагался при покупке болгарки. Возможно, он и сейчас входит в комплекты.
По инструкции к болгарке надо нажать на фиксатор, который расположен с обратной стороны редуктора. Когда вал зафиксируется, специальным ключом надо открутить гайку и поменять диск. Но трудно раскрутить гайку, если ее не зажало. А зажимает ее с такой гайкой почти всегда. Попытка открутить диск приводит к поломке фиксатора за редуктором.
Какой выход из проблемы предлагается специалистами и любителями + (Видео)
- Устанавливать под гайку прокладку из газеты;
- Установить под гайку прокладку из пластиковой бутылки;
- Заменить гайку гайкой другой конструкции.
Что собой представляет прокладка из газеты.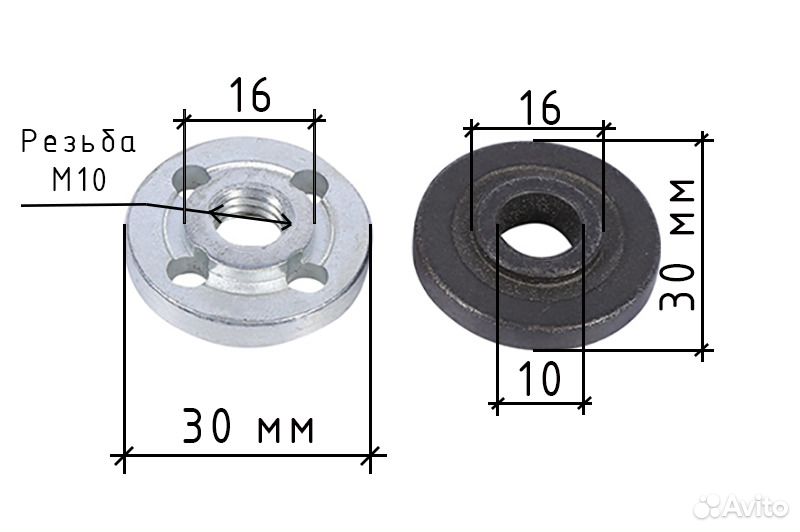 Это бумажная шайба по размерам гайки. Она надевается на установленный диск, а сверху накручивается гайка. Эта бумажка была точкой преткновения, потому что инспекция по технике безопасности всегда вещала о вредности такого решения.
Это бумажная шайба по размерам гайки. Она надевается на установленный диск, а сверху накручивается гайка. Эта бумажка была точкой преткновения, потому что инспекция по технике безопасности всегда вещала о вредности такого решения.
Таким же образом относятся представители органов техники безопасности и к установке прокладок из любых других материалов:
- Картона;
- Паронита;
- Прокладки из различных пластиков;
- Прокладок из резины различной толщины.
Но есть решение, которое не противоречит и требованиям техники безопасности, и позволяет нормально устанавливать и снимать диск. Это специальная гайка, которая состоит из двух элементов – гайки и прижимной шайбы. Применение такой гайки не требует никаких подкладок, потому что с ней диск не заклинивает.
Если нет под рукой специального ключа, то умельцы предлагают обойтись без ключа. Это не значит, что можно обойтись совсем без ключа, а воспользоваться «газовым ключом» или другим приспособлением. Для этого надо зажать фиксатор, зажать гайку газовым ключом и открутить ее. Так можно заменить заклинивший диск, но это очень неудобная операция для одного человека.
Для этого надо зажать фиксатор, зажать гайку газовым ключом и открутить ее. Так можно заменить заклинивший диск, но это очень неудобная операция для одного человека.
Есть и предложения зажать диск рукой и так открутить. Может быть, но вряд ли так удастся менять поломанные диски. Лучше пользоваться ключами, которые предназначены для снятия и установки дисков.
Некоторые зарубежные фирмы производители электроинструмента, такие как Bosh, выпускают болгарки с легкосъемными гайками. Они надежно фиксируют диск на валу инструмента, легко и быстро снимаются для замены диска.
Как снять закушенный диск с болгарки + (Видео)
Применение новых гаек решает проблемы снятия диска, но что делать с уже закушенным диском? Даже, если диск был установлен правильно, снять его не всегда получается. Практика подсказывает разные пути решения проблемы. Можно зажать фиксатор и ударять через надставку по отверстиям гайки в сторону раскручивания. Такой вариант возможен только при исправном фиксаторе. Но фиксатор может не выдержать такого решения проблемы и сломаться.
Такой вариант возможен только при исправном фиксаторе. Но фиксатор может не выдержать такого решения проблемы и сломаться.
Второй метод более логичный. Под зажимной гайкой и нижней опорной шайбой расположен вал редуктора с проточенными фасками. На них одевается нижняя опорная шайба. Стандартный гаечный ключ туда установить нельзя – очень узко. Но можно взять обычный рожковый ключ на «17» и обточить его с двух сторон.
Обточенный ключ войдет в зазор, установится на фаски вала и зафиксирует его. Теперь любым ключом любая гайка будет откручена, а диск или его остатки сняты с болгарки.
Как правильно поставить диск на болгарку + (Видео)
Шлифовальные диски имеют разные диаметры, разную толщину и разное предназначение. Одни изготовлены для обработки металла, другими обрабатывается керамика, а третьи работают по дереву.
На болгарку надо устанавливать диск такого размера, который не будет превышать размеров защитного кожуха. Размер устанавливаемого диска обозначен в инструкции и на маркировочной таблице болгарки.
Размер устанавливаемого диска обозначен в инструкции и на маркировочной таблице болгарки.
Толщина диска подбирается по технологическим параметрам обрабатываемого материала. Все диски (шлифовальные круги) имеют свою классификацию. Классифицируется форма диска, абразивность материала, зернистость, твердость, класс точности и класс неуравновешенности. Именно последнее значение отвечает за то, что некоторые диски во время работы начинают бить.
Шлифовальный круг имеет лицевую и обратную стороны. Лицевой стороной считается та, на которой нанесена маркировка и фирменный рисунок производителя. При установке на болгарку лицевая сторона должна располагаться сверху.
Устанавливается диск таким образом. Чтобы во время работы искры с частицами обрабатываемого материала летели в сторону работающего. Это связано с вопросом техники безопасности. Если болгарка вырвется из рук, то она не полетит в сторону работника.
Поэтому для работы с болгаркой обязательно нужно надевать защитную одежду или плотный фартук. Глаза и открытые части лица надо защищать маской или хотя бы защитными очками.
Глаза и открытые части лица надо защищать маской или хотя бы защитными очками.
в какую сторону откручивается, заклинило, без ключа
На чтение 4 мин. Опубликовано
УШМ, или болгарка – универсальный инструмент, с помощью которого можно выполнять широкий спектр действий. Она имеет простой механизм действия, построенный на вращении вала электродвигателем. Необходима для резки металлических частей, полировки поверхности и шлифования различных материалов. Одна из частых проблем во время эксплуатации болгарки – закусывание гайки, которая держит диск. Это не позволяет заменить насадку, а при сильном воздействии можно повредить ее резьбу, сломать ключ или разбить корпус.
Причины закусывания
Как правило, такая проблема встречается на УШМ с диаметром рабочей поверхности в диапазоне 150-180 мм. При возникновении сильного крутящего момента диск закусывает. Это приводит к тому, что насадку невозможно снять с помощью обычного ключа даже с приложением серьезных физических усилий.
При возникновении сильного крутящего момента диск закусывает. Это приводит к тому, что насадку невозможно снять с помощью обычного ключа даже с приложением серьезных физических усилий.
Вторая распространенная причина – использование диска для болгарки, который не соответствует заводским параметрам инструмента. Это приводит к нарушению процесса работы всего механизма и заклиниванию. В редких случаях гайка не поддается откручиванию при появлении ржавчины на ее резьбе. Чаще всего это встречается при длительном использовании инструмента или хранении без смены насадки.
Важно! Диски для УШМ выпускаются типовых размеров, диаметр варьируется от 115 до 230 мм. Сам посадочный вал выпускается диаметром 22,2 мм, при использовании старых моделей требуется наличие переходника.
Как открутить, если затянулась?
Для начала ответим на частый вопрос: “В какую сторону откручивается гайка на болгарке?”
Запомните! Откручивать нужно в сторону вращения диска.
 Т.е. если диск вращается по часовой стрелке, значит и откручивать гайку нужно по часовой.
Т.е. если диск вращается по часовой стрелке, значит и откручивать гайку нужно по часовой.Самый простой способ открутить крепление диска – поставить ключ, а затем несколько раз ударить молотком со средней силой.
Если это не помогло, существуют альтернативные методы решения проблемы:
- прогреть механизм крепления с помощью горелки, что приведет к расширению металла. В результате конструкция станет подвижной;
- с помощью небольшой металлической пластины сточить диск до самой гайки. Продолжать стачивать до тех пор, пока его поверхность не соприкоснется с гайкой и не начнет крутить ее;
- вставить стальную трубу в отверстия гайки, использовать его в качестве рычага для откручивания затянувшейся гайки. Нельзя прикладывать слишком сильное усилие, чтобы не сорвать резьбу;
- смазать резьбу машинным маслом, например, WD-40. Подождать 3-5 минут, а затем попробовать открутить крепление с помощью ключа. С помощью этого метода можно избавиться и от ржавчины внутри посадочного вала;
- если требуется снять круг, которым давно не пользовались, можно начать закручивать крепеж еще сильнее. После этого снова попытаться его ослабить;
- закипевшую или проржавевшую резьбу на УШМ можно обработать скипидаром, уксусом, Уайт-спиритом или растворителем ржавчины. После обработки нужно дождаться не менее 30 минут, а затем снова попробовать выкрутить гайку.
 После этого снова попытаться его ослабить;
После этого снова попытаться его ослабить;Если возникла ситуация, когда вы остались без ключа, можно срубить застрявшее крепление зубилом или сточить его второй болгаркой с диском для работы по металлу. После этого придется восстанавливать резьбу, а также искать запасную гайку. Если круг всё равно не поддается, можно попробовать комбинировать разные методы. Например, обработать вал машинным маслом, а затем начать выкручивать насадку с помощью рычага или простучать механизм молотком.
После этого придется восстанавливать резьбу, а также искать запасную гайку. Если круг всё равно не поддается, можно попробовать комбинировать разные методы. Например, обработать вал машинным маслом, а затем начать выкручивать насадку с помощью рычага или простучать механизм молотком.
Важно! Нельзя откручивать крепление с большой силой. Это может привести не только к срыву резьбы, но и поломке самого корпуса УШМ.
Как избежать закусывания?
Чтобы избежать неприятности во время смены насадки болгарки, рекомендуется заранее подготовиться к работе. Для этого можно вставить небольшую прокладку между диском и гайкой. В качестве материала подойдет картон, кусок линолеума или пластик.
Если крепление постоянно затягивается слишком сильно, желательно использовать круг меньшего диаметра. Также важно следить за чистотой инструмента, своевременно обрабатывать резьбу маслом, WD-40.
Выводы
УШМ – простой и полезный инструмент для домашнего или профессионального использования. Самая частая проблема во время работы с ним – закусывание гайки, которая держит диск. Справиться с этим можно с помощью механического воздействия на механизм (удары по креплению, использование рычага и стачивание диска), так и химическими способами – обработка резьбы маслом или растворителем ржавчины.
Насадка на болгарку для обработки дерева
Здравствуйте, уважаемые читатели сайта Uspei.com. Сегодня новая подборка интересных насадок для болгарки, дрели, шуруповерта и другого электроинструмента, которые помогут ускорить вашу работу.
Насадка на болгарку для обработки дерева
http://s.click.aliexpress.com/e/79mpwTq – 1552 руб / 36 заказов
Насадка, которая позволит превратить вашу болгарку в инструмент для обработки дерева. В результате у вас получится долото, но не простое, а электрическое. Долото предназначается для выдалбливания в деревянной поверхности отверстий, пазов, гнёзд и прочего.
В результате у вас получится долото, но не простое, а электрическое. Долото предназначается для выдалбливания в деревянной поверхности отверстий, пазов, гнёзд и прочего.
Работа с обычным долотом очень трудоемкая и занимает большое количество времени. С этой насадкой вы сможете значительно ускорить процесс.
С помощью долота можно обрабатывать как твердые, так и мягкие породы дерева. Приспособление можно использовать для проделывания технических отверстий, например, при изготовлении мебели. Долото также применяется при декоративной обработке.
В комплекте вы получаете два различных по размеру долота, переходник-насадку и шайбы. Покупатели в отзывах отмечают, что товар хороший, доставка быстрая.
К оглавлению ↑Алмазные насадки для УШМ
http://s.click.aliexpress.com/e/t3dCl4G – 590 руб / 83 заказа
Алмазные насадки используются для обработки таких твердых и прочных материалов, как плитка, гранит, камень и другие. Особенность алмаза в том, что он является очень прочным и выдерживает большую нагрузку.
Особенность алмаза в том, что он является очень прочным и выдерживает большую нагрузку.
Эти насадки легко подойдут к обычной угло-шлифовальной машинке с посадочным диаметром 20 мм. Диаметр алмазного круга составляет 74 мм, а ширина рабочей поверхности разная – при заказе вы можете выбрать насадку шириной от 10 до 40 мм.
Однако, стоит учесть, что для болгарок без регулировки оборотов такие насадки не подойдут. Эти круги не любят большой скорости, которую может развить УШМ без регулировки.
Поэтому, алмазные насадки можно применять только на болгарках с регулятором оборотов, чтобы избежать травмирования в процессе работы. Также, желательно, чтобы болгарка имела систему подачи воды для охлаждения диска.
К оглавлению ↑Сверла которыми можно нарезать резьбу
http://s. click.aliexpress.com/e/c19MePVm – 428 руб / 1072 заказа
click.aliexpress.com/e/c19MePVm – 428 руб / 1072 заказа
Разве можно на металлической пластине проделать за пару секунд отверстие да еще и сразу с резьбой? Со специальными сверлами можно. Если раньше вам приходилось сначала сверлить отверстие, а затем метчиком нарезать в нем резьбу, то теперь вам для этой процедуры понадобится только дрель и сверло.
Такое сверло позволяет сверлить мягкие металлы типа алюминия, нетолстые листы железа, а также пластик и дерево. Сверла изготовлены из быстрорежущей стали и имеют высокий запас прочности и коэффициент полезного действия.
Такие сверла способны существенно сэкономить время и силы, когда вам необходимо проделать несколько или десятки отверстий с резьбой.
Хвостовик у сверл стандартный – шестигранник 1\4 дюйма, подойдет к дрели или шуруповерту. При заказе вы получаете 6 сверл – от м3 до м10. Покупатели в отзывах сообщают, что нареканий на работу этих сверл нет.
Патрон для болгарки
http://s.click.aliexpress.com/e/bnOWzrlI – 366 руб / 104 заказа
Превратить угло-шлифовальную машинку в угловую дрель очень просто. Нужно всего лишь установить специальный патрон и вы сможете легко сверлить отверстия под углом.
Однако, не вздумайте устанавливать такой патрон на болгарку без регулировки скорости вращения, иначе на 11 тысяч оборотов от вашего сверла останутся рожки да ножки – скорость его уничтожит.
Патрон изготовлен из стали и поддерживает сверла диаметром от 1 до 10 мм. Благодаря тройному зажиму сверло держится надежно и идеально отцентрировано.
В комплекте поставляется ключ для установки сверл и сам патрон, все в отдельных пакетиках. В отзывах пишут, что патрон прочный, хорошо работает и обильно смазан.
К оглавлению ↑Угловой адаптер для гравера
http://s.click. aliexpress.com/e/cfFVvjMG – 688 руб / 6 заказов
aliexpress.com/e/cfFVvjMG – 688 руб / 6 заказов
Дремель – это удобный и компактный инструмент, но даже его миниатюрности может быть недостаточно для работы в труднодоступных местах. Поэтому, чтобы подлезть даже в самые далекие закоулки, необходимо использовать угловой адаптер.
Он заставляет работать дремель под прямым углом 90 градусов, что значительно может облегчить работу. Такой угол пригодится не только, чтобы достать сложные места, но и поможет сделать хват удобнее, ведь с насадкой вы будете держать дремель горизонтально, а не вертикально.
Долговечность и надежность работы механизма адаптера обеспечивается шариковым подшипником и конической шестерней со спиральными зубьями, а также хорошей смазкой, которая уже заложена в насадке. В отзывах пишут, что устройство работает без каких-либо проблем.
К оглавлению ↑Головка бучарда
http://s.click.aliexpress. com/e/bIRM9sWU – 8700 руб / 7 заказов
com/e/bIRM9sWU – 8700 руб / 7 заказов
Бучарда – это мощный строительный инструмент, который предназначается для обработки камня и бетона. Обработка может вестись как в декоративных целях, так и в технических.
В первом случае, это придание шероховатости гладким поверхностям из плитки, гранита, керамики. Например, чтобы ступеньки не были скользкими.
Во втором случае это подготовка бетонной поверхности для укладки плитки, сбивание наплывов на бетонном литье, создание адгезионной поверхности перед дальнейшей обработкой. Бучарду, в некоторых случаях, используют для удаления ржавчины с металла или старой краски.
Данная насадка позволяет создать из болгарки электрическую бучарду. Такой инструмент более прост и удобен в работе, а главное эффективен, ведь за то же время вы сможете выполнить намного больше работы, чем если бы использовали механический инструмент и собственную силу.
Диаметр диска составляет 150 мм, на поверхности 4 ролика с шипами.
К оглавлению ↑Гибкий переходник для головок
http://s.click.aliexpress.com/e/bAf3nQje – 210 руб / 133 заказа
К сожалению, открутить гайку или болт – это не всегда элементарно просто и делается не за 5 секунд. Если гайка располагается очень тесно, куда невозможно даже просунуть ключ, не говоря уже о том, чтобы его крутить, то такой переходник вас выручит.
Переходник не только гибкий, но и достаточно длинный, поэтому работает как удлинитель для трещотки. Переходник выдерживает большую нагрузку, поэтому им можно срывать даже самые старые заржавевшие гайки. Только не делайте этого трещоткой, чтобы не сломать ее механизм.
Удлинитель можно легко подключить к электрической дрели, электроотвертке, ну или крутить по старинке руками. Универсальность – главный плюс этого переходника.
У продавца есть разные размеры, как по диаметру, так и по длине.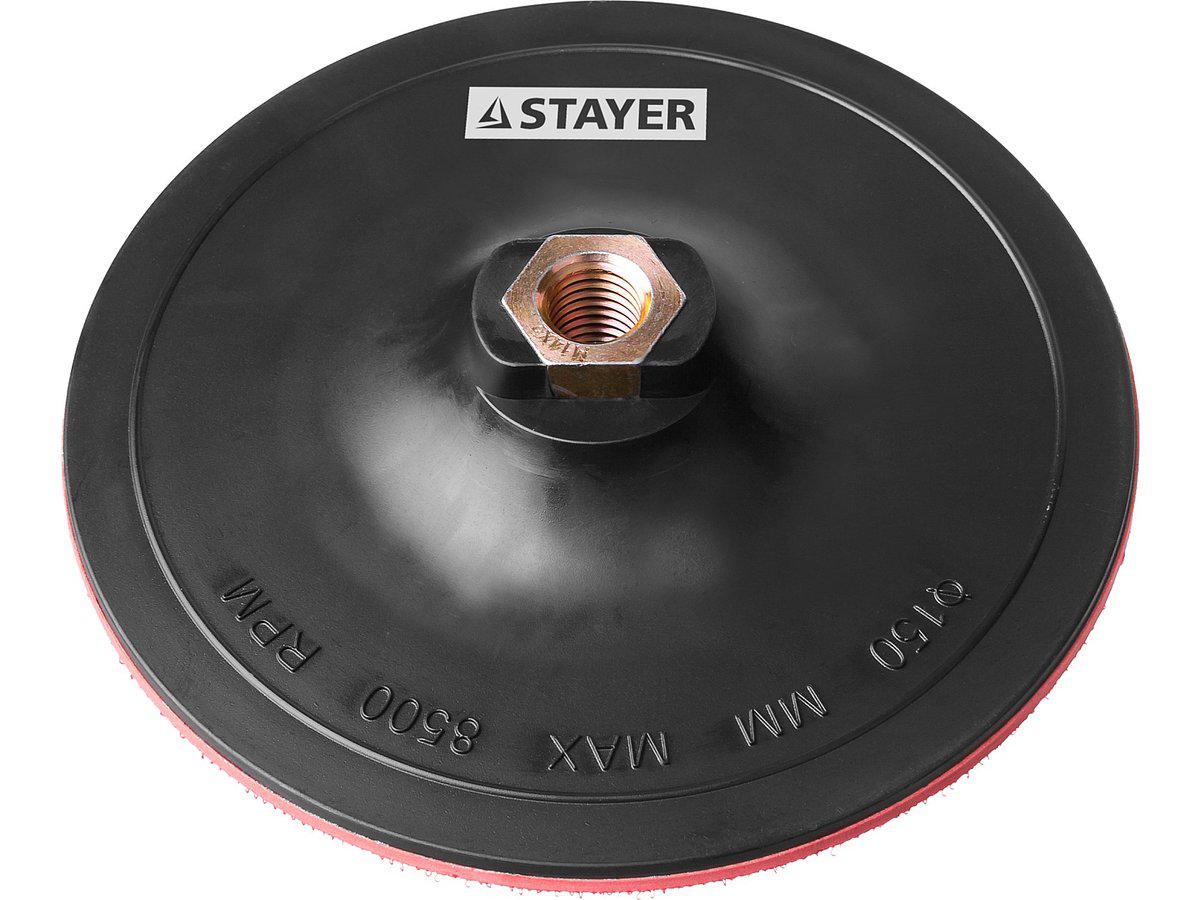 Самый длинный – 300 мм.
Самый длинный – 300 мм.
Патроны для бор-машинок
http://s.click.aliexpress.com/e/cYnXfWac – 99 руб / 1066 заказов
Быстрозажимной патрон для бормашинки позволяет быстро переставлять биты и насадки. Патрон изготавливается из высокоуглеродистой стали, это обеспечивает прочность самой конструкции механизма.
Корпус патрона покрыт черным оксидом, что полностью делает невозможным появление какой-либо коррозии.
Продавец предлагает несколько видов патронов, в частности, с короткой и длинной юбкой. В отзывах отмечают, что с патроном удобно работать, зажимает хорошо, биения при работе не наблюдается.
К оглавлению ↑Алмазная шлифовальная чашка по бетону
http://s.click.aliexpress.com/e/cXkOItAu – 1643 руб / 412 заказов
Во время стройки мастерам часто приходится устранять различные неровности на застывшем бетоне. Это могут быть наплывы, бугры, выступы и прочее. Чтобы поверхность была ровной и гладкой, строители применяют алмазные шлифовальные чашки.
Чтобы поверхность была ровной и гладкой, строители применяют алмазные шлифовальные чашки.
Алмазная чашка представляет собой диск, на одной из сторон которого нанесены алмазные фрезы. Такие фрезы обладают повышенной прочностью и легко шлифуют бетон. Также такой диск можно применять для обработки мрамора или гранита.
Особенность данного диска в расположении абразивных сегментов на его поверхности – такая компоновка обеспечивает хорошие шлифовальные свойства и охлаждение диска. У продавца есть чашки 125 и 150 мм в диаметре.
К оглавлению ↑Штроборез
http://s.click.aliexpress.com/e/cW7hjfFi – 13000 руб / 2 заказа
Штроборез или, как его иначе называют, бороздодел – предназначен для проделывания канавок в стенах. Применяется, в частности, для того, чтобы пропилить канавки для укладки проводки, а также при установке систем отопления, прокладке труб и прочего.
Штроборез работает по бетону, кирпичной кладке, газобетону и пеноблокам. Устройство работает от напряжения сети 220В. Мощность электромотора – 4000 Вт, что позволяет эффективно работать с твердыми поверхностями в больших объемах.
Скорость холостого хода на устройстве составляет 7500 оборотов в минуту. Провод питания имеет длину 2.7 метра и оболочку из мягкой резины, это значит, что кабель не задубеет даже зимой.
Устройство поставляется в пластмассовом чемоданчике из АБС-пластика. В комплекте 5 дисков для резки. На этом все.
Твитнуть
Поделиться
Поделиться
Отправить
Класснуть
Линкануть
Вотсапнуть
Запинить
Какая резьба на болгарке. Как правильно и безопасно снять (установить) диск с болгарки?
Какая резьба на болгарке
Угловая электрическая дрель из ушм . — Community «Оснащение Гаража и Инструмент» on DRIVE2
Доброго времени всем !Давненько я не создавал записей в нашем сообществе -ну вот нашелся не большой повод для этого . Иногда при ремонте автомобиля нужно что либо просверлить в таком месте где не подлезть ни дрелью ни шуруповёртом даже малогабаритным и при помощи гибкого вала с цанговым патрончиком гравировального станка так же не удаётся по ряду причин .Как то ранее видел у ребят -установщиков сигнализации и музыки такой девайс как угловую дрель похожую на маленькую болгарку с патроном для дрели, не знаю самодельный или заводского исполнения .Посмотрел в сети, оказывается их очень много такого типа существует . —
Иногда при ремонте автомобиля нужно что либо просверлить в таком месте где не подлезть ни дрелью ни шуруповёртом даже малогабаритным и при помощи гибкого вала с цанговым патрончиком гравировального станка так же не удаётся по ряду причин .Как то ранее видел у ребят -установщиков сигнализации и музыки такой девайс как угловую дрель похожую на маленькую болгарку с патроном для дрели, не знаю самодельный или заводского исполнения .Посмотрел в сети, оказывается их очень много такого типа существует . —
www.google.ru/search?q=%D…O7fqaCSj8YCFcHAcgod14EAwg Но мне понадобился такой инструмент именно сейчас, так как вопрос стоит о том что либо придётся снимать большой узел с автомобиля для сверления отверстия, либо нужен такого рода инструмент .Пару лет назад прикупил УШМ в супермаркете Лента 24 ~ за 400-500 руб и так уж получилось что показал свою покупку товарищам, они тоже приобрели такой инструмент .Так вот у некоторых из них эти УШМ сломались, не было смазки в редукторе ))))я об этом узнав и ещё не использовал свою, вскрыл и тоже самое в моей, смазал поработал немного и положил как говорится в запас ))) Вот и наступило время воспользоваться ей для своего изобретения, так как металл пилить или обтачивать она наверное не сможет долго ))) (китайское исполнение по заказу для компании Лента 24 ) но для того чтобы иногда воспользоваться для сверления в труднодоступных местах вполне сгодится, т к нагрузка сверлом в разы меньше чем даже пилить отрезным диском металл . Ну не пускать же в расход рабочую УШМ От Интерскола 900 ваттную которая всегда нужна по крайней мере мне в гараже )))) Хотя у меня их две))).Ну значит разобрал я редуктор, выпрессовал валик на котором крепится оснастка ушм, взял патрон от дрели .Но не подходит по резьбе и диаметру вала, поехал в магазин чтобы подобрать по диаметру и шагу резьбы — не удачно или магазин такой)))) Ну раз в расход то решение переточить вал с 14 мм до 12 мм и нарезать резьбу 1.25 мм как в патроне который имелся у меня .Конечно не самый малогабаритный вариант у меня имелся в наличии, но мне достаточно для решения моего вопроса по сверлению . Всё переточил и нарезал резьбу, запрессовал валик в редуктор, собрал и навернул патрон, готово ! Конечно обороты не регулируются, обратного хода т е реверса нет, но работать можно !))
Ну не пускать же в расход рабочую УШМ От Интерскола 900 ваттную которая всегда нужна по крайней мере мне в гараже )))) Хотя у меня их две))).Ну значит разобрал я редуктор, выпрессовал валик на котором крепится оснастка ушм, взял патрон от дрели .Но не подходит по резьбе и диаметру вала, поехал в магазин чтобы подобрать по диаметру и шагу резьбы — не удачно или магазин такой)))) Ну раз в расход то решение переточить вал с 14 мм до 12 мм и нарезать резьбу 1.25 мм как в патроне который имелся у меня .Конечно не самый малогабаритный вариант у меня имелся в наличии, но мне достаточно для решения моего вопроса по сверлению . Всё переточил и нарезал резьбу, запрессовал валик в редуктор, собрал и навернул патрон, готово ! Конечно обороты не регулируются, обратного хода т е реверса нет, но работать можно !))
Заходим, смотрим, оставляем комментарий !
На этом всё СПАСИБО ЗА ВНИМАНИЕ !
Создавайте записи ! Участвуйте в жизни сообщества, не оставайтесь в стороне только наблюдателями !
Вот такая УШМ
500 ватт всего
Разбираем
Всё разобрано, вал ещё не переточен D :14 мм
В патроне 12мм шаг 1. 25мм
25мм
Переточенный вал на 12 мм шаг резьбы 1.25мм
Собираем на место
Прикручиваем патрон
Готово !
15 см не считая сверла
www.drive2.com
сверлильный патрон на болгарку
сверлильный патрон на болгарку патрон с конусом на 12мм исключительно встаёт на болгарку http://photofile.ru/users/denis91/3151077/ сверлильный патрон на болгаркуdenis1 (Oct 5 2007, 15:05) писал:
патрон с конусом на 12мм исключительно встаёт на болгаркуhttp://photofile.ru/users/denis91/3151077/
На болгарке то далеко не конус.. Как он центрируется на ней?Сообщение отредактировал AmigoCNC: 05 October 2007 – 16:42
сверлильный патрон на болгаркуAmigoCNC (Oct 5 2007, 16:41) писал:
На болгарке то далеко не конус.. Как он центрируется на ней?
…похоже молотком сверлильный патрон на болгаркуdenis1 (Oct 5 2007, 14:05) писал:
патрон с конусом на 12мм исключительно встаёт на болгарку http://photofile. ru/users/denis91/3151077/
ru/users/denis91/3151077/
Сообщение отредактировал kardan: 06 October 2007 – 09:48
сверлильный патрон на болгарку kardan (Oct 6 2007, 09:39) писал:не вижу смысла дополнительно нагружать и без того хлипкий узел болгарки лишним весом да еще и с таким большим выносом-редуктору и подшипникам это явно не понравиться да и центровка то ведь не точная и при оборотах в 15 тыс дисбаланс будет ОГОГО Подозреваю, что торцевыми щётками удобней (ухватистей) пользоваться с помощью болгарки, чем с дрелью. По поводу нагрузок на редуктор (наверно имелись в виду подшипники), думаю, что при щётканьи поверхности, даже учитывая консоль, нагрузка не больше, чем при отрезании кругом швеллера. Но нарезка резьбы в сверлильном патроне (неважно для какой цели) метчиком повергает в ужас в смысле соосности, биения и получаемого дисбаланса .
самоделкин (Oct 6 2007, 09:10) писал:
Подозреваю, что торцевыми щётками удобней (ухватистей) пользоваться с помощью болгарки, чем с дрелью. По поводу нагрузок на редуктор (наверно имелись в виду подшипники), думаю, что при щётканьи поверхности, даже учитывая консоль, нагрузка не больше, чем при отрезании кругом швеллера.Но нарезка резьбы в сверлильном патроне (неважно для какой цели) метчиком повергает в ужас в смысле соосности, биения и получаемого дисбаланса .
БА какие люди, а то тут уже в розыск подали с возвращением , чего нового? как отдых? Мы тут уже все соскучились без САМОДЕЛКИНА а консоль всетаки очень усилит нагрузку на задюю опору вала (как правило втулку ) и служить ей совсем недолгоСообщение отредактировал kardan: 06 October 2007 – 10:20
сверлильный патрон на болгаркусамоделкин (Oct 6 2007, 10:10) писал:
Подозреваю, что торцевыми щётками удобней (ухватистей) пользоваться с помощью болгарки, чем с дрелью. По поводу нагрузок на редуктор (наверно имелись в виду подшипники), думаю, что при щётканьи поверхности, даже учитывая консоль, нагрузка не больше, чем при отрезании кругом швеллера.
Но нарезка резьбы в сверлильном патроне (неважно для какой цели) метчиком повергает в ужас в смысле соосности, биения и получаемого дисбаланса .
соосности, биения http://photofile.ru/users/denis91/3151077/…/#mainImageLink http://photofile.ru/users/denis91/3151077/…/#mainImageLink http://photofile.ru/users/denis91/3151077/…/#mainImageLink http://photofile.ru/users/denis91/3151077/…/#mainImageLink http://photofile.ru/users/denis91/3151077/…/#mainImageLink сверлильный патрон на болгарку denis1 (Oct 6 2007, 13:35) писал:соосности, биения http://photofile.ru/users/denis91/3151077/…/#mainImageLink http://photofile.ru/users/denis91/3151077/…/#mainImageLink http://photofile.ru/users/denis91/3151077/…/#mainImageLink http://photofile.ru/users/denis91/3151077/…/#mainImageLinkhttp://photofile.ru/users/denis91/3151077/…/#mainImageLink
Ну допустим.. Но что можно сверлить 11-15 тысячами оборотов???? А при наличии регулятора, очень падает момент на малых оборотах.. PS: хоть я и критикую. . но у самого такая штука давно есть..
. но у самого такая штука давно есть..
Сообщение отредактировал AmigoCNC: 06 October 2007 – 13:48
сверлильный патрон на болгаркуkardan (Oct 6 2007, 09:39) писал:
не вижу смысла дополнительно нагружать и без того хлипкий узел болгарки лишним весом да еще и с таким большим выносом-редуктору и подшипникам это явно не понравиться да и центровка то ведь не точная и при оборотах в 15 тыс дисбаланс будет ОГОГО для сравнения редуктор дрели и болгарки http://photofile.ru/users/denis91/3151077/…/#mainImageLink http://photofile.ru/users/denis91/3151077/?page=2 Сообщение отредактировал denis1: 26 October 2007 – 13:58 сверлильный патрон на болгарку А зачем такой бутерброт. Есть же чашки проволочные прямо на шпиндель болгарки. Нафига еще патрон?
Есть же чашки проволочные прямо на шпиндель болгарки. Нафига еще патрон?
 Использую такую связку(патрон+болгарка)исключительно для шарошек(ВК),очень хорошо грызут металл(даже калёный).Главное не перегревать шарошку,чтобы не распаялась головка. сверлильный патрон на болгарку
Использую такую связку(патрон+болгарка)исключительно для шарошек(ВК),очень хорошо грызут металл(даже калёный).Главное не перегревать шарошку,чтобы не распаялась головка. сверлильный патрон на болгаркуалекса (12 May 2017 – 08:13) писал:
Насколько сложно нарезать резьбу в Патроне??
просто нарезать – без проблем, с сохранением соосности с осью зажима, а может даже ее улучшением то с пляской, причем начинать пляску придется не сзади а с кулачков. сверлильный патрон на болгарку В патроне у нас конус, его наверное, сначала надо просверлить примерно 12,5мм?? или есть патроны, с резьбой, 12 х 1,25. Может-быть эту резьбу перерезать, не сверля?? –К сожалению, есть только старый разбитый, но рабочий школьный токарный. биение около 1 мм. Не стоит, даже начинать?? Или только на рынке, обратится к токарю?? но не думаю, что там станок и специалист получше. сверлильный патрон на болгарку Я сделал на заказ переходник М14 внутр. / пол-дюйма внешняя. С таким переходником на болгарку прекрасно накручивается сверлильный патрон. Я выбрал короткий и легкий, чтобы редуктор болгарки излишне не нагружать.
Я выбрал короткий и легкий, чтобы редуктор болгарки излишне не нагружать.Page 2
Все, что помогает нам в работе..
- Вы не можете создать новую тему
- Отметить этот форум прочитанным
| Автор desti, 24 Mar 2006 |
| |||
| Автор Liger, 10 Apr 2009 |
| |||
| Автор Astap, 12 Apr 2009 |
| |||
| Автор Quaker, 14 Feb 2016 |
| |||
| Автор desti, 01 Sep 2006 |
| |||
| Автор самоделкин, 30 Oct 2010 |
| |||
| Автор Sova902, 22 Jul 2008 |
| |||
| Автор Вепревод, 15 Mar 2012 |
| |||
| Автор ботаник, 17 May 2014 |
| |||
| Автор 676, 13 Mar 2012 |
| |||
| Автор DCsput87, Сегодня, 22:28 | ||||
| Автор IPSIV, 27 Dec 2017 |
| |||
| Автор Черницкий, Вчера, 19:26 | ||||
| Автор Ивн Ф, 21 Mar 2016 |
| |||
| Автор fenixjune, 21 Sep 2014 |
| |||
| Автор Smith5007, 26 Aug 2017 |
| |||
| Автор Travelller, 14 May 2016 |
| |||
| Автор ЕвгенГурген, 17 Jan 2018 |
| |||
| Автор dudis, 18 Jan 2018 | ||||
| Автор Bellatrix, 16 Nov 2012 |
| |||
| Автор qwily, 10 Jan 2018 |
| |||
| Автор Копол, 15 Dec 2017 | ||||
| Автор vorrus, 13 Jun 2015 |
| |||
| Автор nikolay999, 14 Jan 2018 | ||||
| Автор Производитель стружки, 02 Feb 2012 |
| |||
| Автор SU-500, 31 Jul 2014 |
| |||
| Автор 87dv, 18 Mar 2016 |
| |||
| Автор Cncncnc, 12 Nov 2017 |
| |||
| Автор Ser_W, 02 Jan 2018 | ||||
| Автор Консоль, 29 Dec 2017 |
- Вы не можете создать новую тему
www. chipmaker.ru
chipmaker.ru
Быстрозажимная гайка ушм — Сообщество «Кулибин Club» на DRIVE2
Добрый вечер всем! Речь пойдет о болгарках, хочу поделиться своим опытом… не для кого не секрет что бывает что закусывает болгарку диски разлетаются а гайка затягивается по само не балуй.Получилось так что на работе мне на домашней болгарке разорвали корпус редуктора когда откручивали гайку а потом и у самого закусило рабочею болгарку и тут мне подсказали что есть чудо гайка которая не затягивается при закусе и можно отвернуть практически руками. начал поиски в инете потом по городу по магазинам нету да и в первый раз слышу а под заказ от 1200 деревянных и выше! И вот однажды когда заказывал себе новый корпус редуктора ушм увидел и глаза загорелись купил!))) Поставил первое время пользовался и радовался а тут как то на калым пошел и как это бывает когда режеш стояки в квартирах закусило и она лопнула и прешла в негодность!(((((((((дюже интересно стало как она устроена и как работает. После разбора не было слов кроме шипящих …
так она выглядит (правда очень похожа бош клик)
С обратной стороны стопорное кольцо и снимаем упорное кольцо оно-же прижимает диск
внутри небольшой конус
среднее кольцо вид снутри
самое интересное сама конструкция верх дном три пружинки при грузила какой то шпунтик
самое интересное это все лежит на вот такой подложке и к тому-же упирается в верхнею шайбу
она имеет Т образную форму в центре резьба М14
а сверху имеет два неглубоких паза под ключ
как вы уже заметили на нижней шайбе отверстие с двумя приливами а на верхней шайбе наоборот две проточки и получается что они врашаются вместе несмотря не на что а середина сама по себе на пружинках
да там еще два кольца резиновых типо уплотнитель! сделал для себя вывод что этогайка и другие с такимже внешним видом фуфло обманка!
Сейчас купил гайку АЕГ первое на что обратил внимание при выборе на прижимную шайбу
также она имеет такую вот ручку складную по конструкции в нутри стоит тарельчатая пружина а ручка в поднятом состоянии снижает на нее нагрузку
теперь о прижимной шайбе ОНА Вращается не зависимо от верхней с резьбой
Ну а это просто мечта найти такую! всем спасибо мира добра уюта и целого инструмента
www. drive2.ru
drive2.ru
Гайки для болгарок
| Все товары Выбрать магазин | Показывать: |
| Сортировать по: Популярности Рейтингу Возрастанию цены Убыванию цены | Отображать по: 20 40 80 товаров |
Здесь вы сможете подобрать гайки для болгарок, необходимые для фиксации диска на шпинделе. Если заводская гайка повредилась или потерялась, выбирайте оснастку исходя из модели инструмента, учитывая его основные параметры. Правильно подобранная гайка обеспечивает надежное крепление для оснастки, снижает биение диска и повышает безопасность работ.
Параметры выбора
Тип. Бывают гайки быстрозажимные для ушм, не требующие применения инструмента при установке, и есть гайки, для фиксации которых нужен ключ. В зависимости от типа оснастки к конкретной модели болгарки выбирайте и гайку соответствующего типа.
Резьба. Чтобы закрепить элемент на шпинделе, необходимо подобрать подходящий по диаметру резьбы. Наиболее распространена стандартная резьба М14.
Наиболее распространена стандартная резьба М14.
Диаметр диска. Каждая гайка быстрозажимная для шлифмашины предназначена для удержания оснастки определенного размера, например, диаметром от 180 до 230 мм или от 115 до 150 мм.
Отзывы о гайках для болгарокПроизводители
Наверх
Вниз
www.vseinstrumenti.ru
i-perf.ru
Патрон на болгарку, использование переходника (адаптера)
Угловая шлифовальная машина (болгарка) стала неотъемлемой частью как домашних мастерских, так и крупных предприятий. Это не удивительно. Высокая производительность, широкий функционал, высокое количество оборотов на шпинделе и сравнительно небольшой вес сделали УШМ лидером по обработке металла и других материалов.
Но прогресс не стоит на месте. Новые приспособления для расширения возможностей девайса постоянно появляются в продаже. Один из таких адаптеров позволяет установить зажимной патрон на болгарку. Что из этого получится и как безопасно использовать такой инструмент, предлагается рассмотреть более подробно в контексте данной статьи.
- Устройство переходника
- Установка патрона на болгарку
- Что надо знать о болгарке для использования ее совместно с патроном
- Сферы применения угловой шлифовальной машины
- Техника безопасности
Устройство переходника
Собственно сам переходник не представляет особой конструктивной сложности. Как правило, он выточен из шестигранника для удобства фиксации рожковым гаечным ключом при установке, а особенно снятии. С одной стороны нарезана внутренняя резьба М14. Она предназначена для накручивания на наружную резьбу шпинделя угловой шлифовальной машины. Другой конец проточен под стандартную наружную резьбу М12, соответствующую резьбе зажимного патрона. С торца просверлено отверстие и нарезана левая резьба под болт для дополнительного крепления.
Внимание! Стандарт патронной резьбы М12 хоть и является наиболее распространенным, но далеко не единственный. При выборе адаптера обращайте внимание на маркировку выбранного патрона, по крайней мере, можно натолкнуться еще на пару стандартных типов резьбы: М12×1. 25 и 1/2 – 20 UNF.
25 и 1/2 – 20 UNF.
Еще существуют конусные переходники дрель – УШМ для соответствующих патронов с конусной фиксацией.
Установка патрона на болгарку
Для установки патрона на болгарку необходимо произвести такие действия:
- На «голый» шпиндель угловой шлифовальной машины наворачивается переходник
- На другой конец адаптера накручивается патрон
- Предварительно распустив губки зажима сверла, вкручивается болт дополнительной фиксации. Эту операцию удобно производить отверткой с намагниченным наконечником.
Примечание! Все резьбовые соединения следует сразу хорошо зажать. Поскольку при вращении система «самодотягивается», необходимо исключить свободный ход по резьбе при стартовом рывке. В противном случае высокооборотная машина способна затянуть резьбы до такой степени, что можно оборвать фиксатор на болгарке при раскручивании. Если уж и получилось чрезмерное зажатие, то лучше разобрать редуктор УШМ и раскручивать, предварительно зажав шестерню в тисках.
Что надо знать о болгарке для использования ее совместно с патроном
Перед тем как заказывать данный переходник, целесообразно ознакомиться с некоторыми особенностями угловых шлифовальных машин:
- Обороты на шпинделе
В зависимости от модели, обороты на шпинделе болгарки могут колебаться от 6 тыс. до 12 тыс. об/мин. В сравнении с обычной дрелью – это, мягко скажем, много. Для нормальной работы сверла необходимо, в среднем, 300–900 об/мин.
- Наличие регулятора оборотов
Многие производители оборудуют свои изделия регулятором оборотов. В некоторых случаях это просто необходимо. Например, при использовании диска «липучки» для абразивных кругов на тканевой основе или при работе с фибровыми кругами. Такие модификации – наиболее подходящие для установки зажимного патрона дрели.
Если принято решение установить патрон, то необходимо учитывать эти особенности. Без регулятора оборотов, используя болгарку вместо дрели, получим отличного «убийцу сверл». Кстати, при наличии необходимых знаний и умений, есть возможность самостоятельной установки регулятора оборотов.
Сферы применения угловой шлифовальной машины
На первый взгляд, данное «приложение» может показаться совершенно лишним, так как имеет весьма ограниченный функционал. Но так ли это? Вашему вниманию предлагаются способы использования УШМ с патроном.
- Сверление в труднодоступных местах возможно благодаря угловому редуктору шлифовальной машины. Для УШМ в комплекте с патроном требуется намного меньше рабочего пространства, в сравнении с дрелью.
- При наличии регулятора оборотов в патрон можно закрепить биту от шуруповерта, что также позволит добраться до труднодоступных мест.
- Зажав в патрон держатель торцевых ключей – получим неплохой гайковерт. Регулятор оборотов – обязателен.
- Если закрепить в патроне абразивную шарошку, можно производить зачистку в труднодоступных местах. Примечательно, что работать это приспособление будет намного эффективней, нежели на простой дрели. В этом случае все решают высокие обороты, устройство можно использовать без регулятора оборотов.
- Если закрепить гибкий рукав с цангой под граверные фрезы – получим мощную бормашину. Крепить граверные насадки можно непосредственно в патроне, без использования гибкого удлинителя.
- Еще патрон можно использовать для фиксации деревообрабатывающей обкаточной фрезы. Тут несколько вариантов: а) можно дополнительно изготовить подвижную опорную плиту – в результате получим полноценный ручной обкаточный станок; б) вдобавок к вышеуказанным усовершенствованиям, можно жестко закрепить болгарку патроном вверх – получится стационарный фрезер. 10 тыс. об/мин – оптимальный показатель для фрезерного станка.
- Зажав алмазную фрезу, можно обрабатывать камень, но тогда однозначно понадобится регулировка оборотов.
 В этом случае все решают высокие обороты, устройство можно использовать без регулятора оборотов.
В этом случае все решают высокие обороты, устройство можно использовать без регулятора оборотов.Перечисленные варианты использования – далеко не предел. Тут на первое место выходит смекалка мастера. Но, как видим, для данной компоновки весьма полезен регулятор оборотов. Зачастую регуляторы, установленные на угловые шлифовальные машины, на низких оборотах не обеспечивают устойчивой работы электроинструмента. Целесообразно приобрести универсальный регулятор (диммер), совмещенный с питающей розеткой. Тем более что данный девайс не отличается высокой ценой. Для тех, кто дружит с паяльником и имеет базисные знания в электронике, существует множество простых и оригинальных схем. Порой самоделки по своим показателям намного превосходят изделия из Поднебесной.
Зачастую регуляторы, установленные на угловые шлифовальные машины, на низких оборотах не обеспечивают устойчивой работы электроинструмента. Целесообразно приобрести универсальный регулятор (диммер), совмещенный с питающей розеткой. Тем более что данный девайс не отличается высокой ценой. Для тех, кто дружит с паяльником и имеет базисные знания в электронике, существует множество простых и оригинальных схем. Порой самоделки по своим показателям намного превосходят изделия из Поднебесной.
Техника безопасности
Закрепив зажимной патрон на угловую шлифовальную машину – получим мощный, удобный, универсальный инструмент, который, который по неосторожности владельца, способен нанести непоправимый вред здоровью человека. Обратите особое внимание на этот раздел – знание элементарных правил техники безопасности может избавить от серьезных проблем.
- Шлифовальные машины, вследствие их целевого использования, не оборудованы «трещотками», как шуруповерты, или системами экстренной остановки (таковые на болгарках иногда встречаются). Это значит, что при любом заклинивании инструмента, закрепленного в патроне, вращательное движение передастся на корпус электроинструмента, что может серьезно травмировать руки оператора. Целесообразно не использовать мощные машины. Если УШМ до 800 Вт, средней комплекции человек без проблем удержит, то инструмент в 2,5 кВт при заклинивании становится неуправляемым.
- Используйте средства индивидуальной защиты (СИЗ). Как не прискорбно констатировать, но наши соотечественники весьма наплевательски относятся к этому пункту. И это при множестве примеров повреждения глаз, травм рук и тому подобного. Наверное, каждый, кто работал с болгаркой, может припомнить не один подобный случай, который произошел с ними или их знакомыми. Не ленитесь использовать очки, перчатки, наушники и, если надо, респиратор.
- Надо также понимать, что в инструменте присутствуют вращающиеся с большой скоростью детали, способные в мгновение намотать на себя любой материал, попавший в их зону действия. По этой причине необходима спецодежда, с плотно прилегающими к запястьям рукавами. Исключается рваная спецодежда с висящими частями. Запрещается работа в трехпалых рукавицах. Если это необходимо, используйте рабочие перчатки из натуральной кожи или заменителя.
- Переходник плюс патрон с зажатым инструментом значительно сместит векторы усилий при работе. Это означает, что ваша угловая шлифовальная машина будет вести себя совершенно по-другому, в сравнении с классическим использованием. Установив данную насадку, для начала необходимо приспособиться к новой динамике в работе электроинструмента. Более того, каждая сменная насадка добавит новшеств в работу. Первые разы производите запуск на минимальных оборотах, постепенно их увеличивая.
 Это значит, что при любом заклинивании инструмента, закрепленного в патроне, вращательное движение передастся на корпус электроинструмента, что может серьезно травмировать руки оператора. Целесообразно не использовать мощные машины. Если УШМ до 800 Вт, средней комплекции человек без проблем удержит, то инструмент в 2,5 кВт при заклинивании становится неуправляемым.
Это значит, что при любом заклинивании инструмента, закрепленного в патроне, вращательное движение передастся на корпус электроинструмента, что может серьезно травмировать руки оператора. Целесообразно не использовать мощные машины. Если УШМ до 800 Вт, средней комплекции человек без проблем удержит, то инструмент в 2,5 кВт при заклинивании становится неуправляемым. Исключается рваная спецодежда с висящими частями. Запрещается работа в трехпалых рукавицах. Если это необходимо, используйте рабочие перчатки из натуральной кожи или заменителя.
Исключается рваная спецодежда с висящими частями. Запрещается работа в трехпалых рукавицах. Если это необходимо, используйте рабочие перчатки из натуральной кожи или заменителя.Правила ТБ не являются чем-то особенным. В принципе, они применимы почти для всей линейки ручного электроинструмента.
В завершение можно сказать одно – любой серьезный мастер старается расширить возможности своего инструмента. В случае с переходником под патрон функционал болгарки возрастает неимоверно, но еще более занимательно самому придумать, как еще можно использовать такую комплектацию.
pro-instrument.com
Как поменять диск на болгарке: 4 нетрадиционных способа
Углошлифовальная машина – универсальный электроинструмент. С ее помощью можно резать стальные профили и древесину, обрабатывать бетон и камни, производить шлифовальные и обдирочные работы, затачивать ножовки. И для каждой операции предусмотрен определенный круг. Например, тонким отрезным кругом для болгарки нельзя шлифовать поверхности – он быстро сломается. Как правильно ставить диск на болгарку при стачивании и поломке круга или переходе на другой вид работы?
Согласно руководству по эксплуатации замену диска на болгарке нужно производить следующим образом.
- Выдернуть кабель электроинструмента из розетки.
- Нажать на кнопку фиксации вращения шпинделя.
- Удерживая кнопку стопора болгарки, с помощью рожкового ключа открутить фланцевую гайку. Проворачивать ключ для УШМ нужно по направлению вращения диска. Если сложно одной рукой нажимать на кнопку, а второй работать ключом, попросите кого-нибудь из близких вам помочь.
- Снять с вала шпинделя старый диск.
- Установить новый диск.
- Закрепить его гайкой вручную или с помощью все того же универсального ключа. В этот момент второй рукой нужно удерживать стопор. Сильно затягивать гайку не следует.
- Включить болгарку в сеть секунд на 30 на максимальных оборотах. Если диск вращается свободно, без биений, не задевая защитный кожух, можно приступать к работе.
 Проворачивать ключ для УШМ нужно по направлению вращения диска. Если сложно одной рукой нажимать на кнопку, а второй работать ключом, попросите кого-нибудь из близких вам помочь.
Проворачивать ключ для УШМ нужно по направлению вращения диска. Если сложно одной рукой нажимать на кнопку, а второй работать ключом, попросите кого-нибудь из близких вам помочь.В комплект поставки УШМ должен входить рожковый ключ. К дешевым болгаркам часто идет ключ плохого качества. Он может быстро сломаться (впрочем, такое происходит и с инструментами ведущих производителей). В конце концов, ключ можно просто потерять. Как правильно установить диск на болгарку в этом случае, не имея под рукой подходящего инструмента?
Самый надежный способ – просто купить новый ключ. Можно взять стандартный, под определенный фланец для УШМ, или раздвижной, с возможностью регулировки губок. Но ключи для болгарок продаются не во всех строительных магазинах, и найти нужный инструмент бывает непросто. Предлагаем вашему вниманию несколько хитростей, с помощью которых вы смените диск на болгарке без универсального ключа и сэкономите нервы и деньги.
Можно взять стандартный, под определенный фланец для УШМ, или раздвижной, с возможностью регулировки губок. Но ключи для болгарок продаются не во всех строительных магазинах, и найти нужный инструмент бывает непросто. Предлагаем вашему вниманию несколько хитростей, с помощью которых вы смените диск на болгарке без универсального ключа и сэкономите нервы и деньги.
Как поменять диск на болгарке без ключа?
Способ 1. Воспользоваться газовым ключом. Разводным ключом для труб обхватить гайку и осторожно ее открутить, не прикладывая больших усилий. Недостаток: можно смять гайку, сломать фиксатор вращения.
Способ 2. Изготовить для болгарки самодельный ключ. Для этого понадобится длинный гвоздь (не менее 100 мм). Нужно спилить шляпку, острие и придать гвоздю П-образную форму. Согнуть его следует таким образом, чтобы стойки «инструмента» попали в отверстия фланца. Если гайка закручена плотно, между стойками гвоздя вставить любой металлический пруток и, взявшись за него обеими руками, вращать конструкцию по направлению движения круга. В это время нужно нажать и удерживать кнопку фиксатора шпинделя. Способ безопасный, но требует времени и дополнительных инструментов – ножовки, тисков, молотка.
В это время нужно нажать и удерживать кнопку фиксатора шпинделя. Способ безопасный, но требует времени и дополнительных инструментов – ножовки, тисков, молотка.
Способ 3. Простукивание зубилом. Перед сменой диска можно обработать шпиндельный вал жидкостью WD-40 и подождать не менее 15 минут. Затем поставить острие тонкого зубила под наклоном к отверстию фланцевой гайки и аккуратно простучать по всей поверхности отверстия слесарным молотком. Рано или поздно, благодаря несильным простукиваниям, гайка стронется, и открутить ее можно будет вручную. Недостаток способа состоит в том, что можно повредить отверстия и испортить фланец.
Способ 4. Нагреть гайку. Если сложно открутить гайку УШМ руками, можно немного ее нагреть газовой горелкой или автогеном. Раскручивать фланец нужно в перчатках, чтобы не обжечься. Это самый рискованный из предложенных способов. Можно перегреть подшипники и масло в редукторе угловой шлифовальной машины.
Напоследок хочется упомянуть несколько важных моментов, касающихся замены диска на болгарке.
- На УШМ нужно устанавливать круги подходящего размера. Необходимо строго соблюдать технику безопасности и ни в коем случае не снимать защитный кожух, чтобы поставить диск большего диаметра. Выбирая диск, нужно учитывать модель электроинструмента, его мощность, скорость вращения шпинделя.
- Из-за диска, вращающегося с высокой скоростью, на защитном кожухе УШМ образуется наклеп. Поэтому, меняя диск, снимайте и чистите кожух.
- В некоторых моделях болгарок предусмотрены шайбы, чтобы диск не заклинило между фланцами. По крайней мере, опорный фланец может быть оснащен резиновой шайбой. Вместо заводского крепежа можно вырезать прокладки из картона, резины или пластика. Нужно использовать 2 прокладки: между опорным фланцем и диском, между диском и гайкой.
- Не забывайте: если круг вращается по часовой стрелке, то гайку откручивают также по часовой стрелке и закручивают против.
- Если не хотите покупать новый ключ, установите на болгарку быстрозажимную гайку фирмы Bosch – ее легко можно открутить руками.

Главное, при смене диска на болгарке не нарушайте технику безопасности и все манипуляции совершайте с выключенным из сети инструментом.
pro-instrument.com
Рабочие характеристики болгарки
Основные рабочие характеристики болгарки необходимо рассматривать в следующих направлениях: диаметр рабочего диска, мощность электродвигателя, частота вращения и вес инструмента. Последняя характеристика играет не последнюю роль в выборе болгарки и зависит от диаметра диска, от которого, кстати, зависят и остальные рабочие характеристики болгарки. Ведь понятно, что чем больше диск будь он по металлу, по дереву или бетону, тем больше он при работе будет подвергаться силе трения, которую должен преодолеть электродвигатель и инструмента.
Чтобы свести на нет все потенциальные случаи травмирования при работе с болгаркой необходимо чтобы заводские характеристики, указанные на корпусе инструмента превышали аналогичные обозначения, нанесенные на выбранный вами тип диска. Для простоты понятия возьмем весьма распространенный диск по металлу диаметром 125 мм и популярную модель болгарки (угловой шлифовальной машинки) компании BOSCH.
Для простоты понятия возьмем весьма распространенный диск по металлу диаметром 125 мм и популярную модель болгарки (угловой шлифовальной машинки) компании BOSCH.
Технические характеристики УШМ DeWALT
Изучаем возможности УШМ BOSCH, которые указаны на бирке корпуса или в техническом паспорте: мощность 2000 вт, обороты двигателя 6500 об/мин, питание от сети 220 В, рассчитан на диск диаметром 230 мм, резьба на шпинделе М 14. Теперь берем обыкновенный отрезной диск по металлу диаметром 125 мм где указаны допустимые обороты 12250 об/мин, размеры диска и линейная скорость 80 м/с.
Маркировка диска MAKITA, на которую необходимо обращать внимание
На первый взгляд, все понятно: допустимая угловая скорость диска в 1,9 раз превышает максимальную угловую скорость шпинделя болгарки – это значить что можно без опаски пользоваться данным отрезным диском по металлу.
Маркировка отрезного диска, предупреждающая об опасности
Но на диске еще нанесена величина линейной скорости 80 м/с. Зачем? Если мы обратим внимание, то такое же обозначение имеет диск диаметром 230 мм, 125 мм, 150 и 180 мм. Ответ можно получить преобразовав линейную скорость с угловую, для чего имеется формула перевода. В результате чего мы получим: для диска 125 мм угловая скорость будет равна 13290 об/мин, для диаметра 125 –12250 об/мин, а для дисков диаметром 150 и 180 мм соответственно 10190 и 8490 об/мин. Для дисков 230 мм допустимые обороты будут равняться 6650 об/мин. Другими словами, для нашей болгарки BOSCH с максимальными оборотами 6500 в минуту 230-ый диск, который рассчитан на 6650 об/мин применять опасно.
Зачем? Если мы обратим внимание, то такое же обозначение имеет диск диаметром 230 мм, 125 мм, 150 и 180 мм. Ответ можно получить преобразовав линейную скорость с угловую, для чего имеется формула перевода. В результате чего мы получим: для диска 125 мм угловая скорость будет равна 13290 об/мин, для диаметра 125 –12250 об/мин, а для дисков диаметром 150 и 180 мм соответственно 10190 и 8490 об/мин. Для дисков 230 мм допустимые обороты будут равняться 6650 об/мин. Другими словами, для нашей болгарки BOSCH с максимальными оборотами 6500 в минуту 230-ый диск, который рассчитан на 6650 об/мин применять опасно.
Да, предыдущий абзац весьма утомителен для восприятия, однако, учитывая ту опасность для здоровья человека, которую несет в себе разорвавшийся диск, следует считаться со всеми допустимыми значениями. Поэтому если вам все же необходимо использовать диск 230 мм нужно:
- Использовать инструмент с меньшим значением угловой скорости (об/мин).
- Строго контролировать и регулировать обороты на болгарке чтобы не допустить превышение допустимых оборотов.
remontzhilya.ru
Ремонт болгарки
Термины
Якорь – вращающийся элемент электродвигателя, содержащий обмотки.Коллектор – место на якоре, к которому выведены все обмотки. Выглядит как ряд изолированных друг от друга пластин.Статор – неподвижная часть электродвигателя, содержащая обмотки.Щетки – угольные параллелепипеды, подводящие ток к коллектору.Редуктор – механическое устройство для передачи вращения с изменениям мощности и скорости вращения.
Самым востребованным инструментом в быту после дрели является углошлифовальная машинка или, как называют ее чаще, болгарка. Болгарка применяется для резки металлов, дерева, бетона, шлифования различных поверхностей, прорезание проемов, дверей, нишь. Если есть болгарка, то применение ей можно найти всегда и особенно обидно бывает когда она перестает нормально функционировать, появляются рывки, дерганье, запах гари…
Болгарки все устроены одинаково: продолговатый корпус в котором располагается двигатель и редуктор, сбоку прикручивается ручка и защитный кожух.
На корпусе болгарки располагается наклейка с исходными данными. Здесь можно найти как личный номер болгарки, так и напряжение питания – 230 В. Здесь имеется ввиду максимально допустимое напряжение в сети. Частота тока в сети – 50 Гц. Ток потребления – 5 А. Мощность потребляемая от сети – 1100 Вт, она получается как произведение между множителями напряжения (220 В) и тока (5 А). Частота вращения диска, установленного на болгарку – 2800-11000 об/мин. Непосредственно сам якорь вращается с большей скоростью, чем диск. Конкретно на этой болгарке возможно ступенчатое регулирование скорости вращения. Диск устанавливаемый на болгарку имеет наружный диаметр 125 мм, крепежная гайка диска имеет резьбу М14.
Бытовой инструмент рассчитанный на фазное напряжение 220 В имеет обмотку якоря и обмотку статора. Передача энергии от сети на якорь осуществляется при помощи графитовых щеток. Напряжение от сети подается на выключатель, который механически связан с кнопкой включения болгарки. Статорная обмотка состоит из двух половин электрически не связанных. Якорная обмотка состоит из множества обмоток но в любой момент времени щетки связывают только две обмотки якоря.
Статорная обмотка состоит из двух половин электрически не связанных. Якорная обмотка состоит из множества обмоток но в любой момент времени щетки связывают только две обмотки якоря.
При включении болгарки ток подается на вход половины статорной обмотки, выход статорной обмотки связан со щеткодержателем в который с помощью пружины вставляется щетка. Щетка передает ток на половину обмотки якоря, с другой стороны другая щетка получает ток и через щеткодержатель передает ток на другую половину статорной обмотки. Ток вошел и вышел из болгарки. Если вся электрическая цепь исправна, то якорь начнет вращение.
Реверс, т.е. изменение направления вращения диска можно осуществить, если поменять местами провода идущие на щетки от статорных обмоток. Просто отсоединить провода на щетках и поменять местами.
В торце корпуса болгарки располагается красное колесико для ступенчатого регулирования скорости вращения якоря и винт для снятия кожуха.
В этом виде болгарки сами щетки расположены внутри корпуса и доступа к ним нет, но разработчики упростили замену щеток при снятии кожуха. После откручивая винта снимается пластмассовая пластинка и наружный кожух сдвигается в сторону шнура, обнажая все внутренности в том числе и щеткодержатели.
После откручивая винта снимается пластмассовая пластинка и наружный кожух сдвигается в сторону шнура, обнажая все внутренности в том числе и щеткодержатели.
Механизм управления скоростью – электронный. Вся схема залита эпоксидной смолой и наружу вынесены только колесико регулирования скорости и радиатор. Что спрятано внутри – коммерческий секрет фирмы. Когда блок выходит из строя – скорость перестает регулироваться, но остается на максимальном уровне. В любом случае отчаиваться не стоит, а последовательно с болгаркой можно включить самый обычный диммер – регулятор освещенности. С его помощью можно регулировать обороты любого коллекторного двигателя переменного тока, главное чтобы мощность двигателя не превышала мощности диммера.
По обе стороны от корпуса располагаются стальные щеткодержатели с пружинками в виде завитой полоски стали. Пружина нужна для удерживания щетки прижатой к коллектору якоря даже при сильных вибрациях и нагреве самого якоря.
Пружина прижимает щетку и по мере стирания щетки пружина все ниже опускается в стальной щеткодержатель. Щетки стираются и уменьшаются. Когда их длина становится недостаточной болгарка перестает работать. В дорогих моделях внутри щетки находится пружинка, которая отталкивает щетку от коллектора якоря. В дешевых моделях щетки не снабжаются встроенной пружинкой.
При выборе новых щеток лучше обращаться в сервисные центры конкретно вашего производителя болгарки. Дело в том, что также как художник по графике выбирает двадцать различные простых карандашей с разной мягкостью, так и производители болгарок специально разрабатывают щетки под определенный тип коллектора. Если использовать другие щетки, например от генератора для ВАЗа, то скорее всего скоро перегорит якорь, но на первое время как решение проблемы такие щетки сгодятся.
Кнопка включения болгарки представляет собой пластмассовую коробочку с механической рычажной передачей. Коробочка достаточно громоздкая, чтобы предположить что она коммутирует большие токи включения и что кнопка идет не только в это оборудование.
В головной части болгарки имеется редуктор, который увеличивает скорость вращения диска до 11000 об/мин. Шток редуктора на который одевается диск, содержит срезанную шайбу, которая прочно садится на вал и имеет опорную площадку с резиновым кольцом для посадки диска.
Рядом расположена лапка с пропилами, которая фиксирует защитный кожух. Для большей безопасности защитный щиток можно сдвигать с последующей фиксацией. Лапку нажимают вниз к болгарке и сдвигают щиток на нужный уровень, после чего лапку отпускают и она фиксирует щиток.
Гайки для крепежа диска бывают самозажимные SDS и обычные с отверстиями под ключ.
Редуктор держится на четырех винтах. Если их раскрутить и осторожно подковырнув отверткой открыть крышку, то предстанут детали редуктора. Шестерня на валу якоря имеет левую резьбу и с помощью резьбового соединена с валом якоря.
В редукторе применены подшипники качения, т.е. обычные втулки обильно смазанные солидолом. Зубья на модели мощностью 1100 Вт – прямые, видимо этого вполне достаточно при слесарных работах, а вот в моделях 1500 Вт применяются шестерни с кривозубыми зубьями.
Зубья на модели мощностью 1100 Вт – прямые, видимо этого вполне достаточно при слесарных работах, а вот в моделях 1500 Вт применяются шестерни с кривозубыми зубьями.
Для того чтобы извлечь якорь нежно вынуть щетки, снять редуктор и вытянуть якорь из корпуса за шестерню. На другом конце якоря, ближнем к шнуру надет подшипник качения, который утоплен в пластмассу корпуса. Чтобы вынуть якорь нужно тянуть сильно и осторожно.
Якорь представляет собой стальной стержень на который напрессована стальная клетка набранная из пластин. В пазах клетки уложены витки медного изолированного провода. На задний конец якоря, называемый коллектором, выведены все концы обмоток. На переднем конце якоря располагается шестерня для передачи вращения.
Чтобы выиграть в силе, которую нужно приложить к диску для работы используют шестереночную передачу. Для болгарки мощностью 2 кВт шестерня якоря имеет 10 зубьев, а шестерня круга – 41 зуб. Получается, что при скорости вращения круга 8000 об/мин якорь вращается 8000X41/10=32800 об/мин. Если при этом учесть что количество контактных пластин коллектора 36, то 32800X36/60=19680 Гц. Это приблизительно та частота которая дает помехи в сеть и для устранения которой нужны ферритовые кольца.
Если при этом учесть что количество контактных пластин коллектора 36, то 32800X36/60=19680 Гц. Это приблизительно та частота которая дает помехи в сеть и для устранения которой нужны ферритовые кольца.
Шестерня диска располагается на валу. На производстве шестерню нагрели, а вал охладили. После этого шестерню надели на вал. Получившееся соединение отличается дешевизной, простотой и не практически не дает возможности снять шестерню не повреждая корпуса редуктора. Нагрев собранной детали вызовет расширение как вала так и шестерни. Единственное чем можно снять шестерню – съемник. При этом захваты лап съемника должны быть достаточно тонкими и крепкими чтобы зайти в маленький зазор между корпусом и шестерней.
Шестерня вала крепится на резьбе. Наверное, производители высчитали, что чаще разлетается шестерня якоря, чем шестерня редуктора. На данной модели шестерни косозубые чтобы увеличить отдаваемую мощность.
Шестерня имеет ПРАВУЮ резьбу. Для окручивая шестерню нужно обмотать ее тряпкой чтобы не сломать зубья при откручивании, зажать газовым ключом и крутить ПРОТИВ ЧАСОВОЙ СТРЕЛКИ.
Для окручивая шестерню нужно обмотать ее тряпкой чтобы не сломать зубья при откручивании, зажать газовым ключом и крутить ПРОТИВ ЧАСОВОЙ СТРЕЛКИ.
После снятия шестерни становится видно, что резьба сделана не на всем протяжении высоты шестерни , а лишь на ее небольшом участке. Участок без резьбы позволяет надеть шестерню ровно, без перекосов.
|
Неисправность |
Причина |
Устранение |
|
Искрение на коллекторе, запах, нагрев корпуса, звук хлопков |
Загрязнен коллектор |
Разобрать, достать якорь, почистить коллектор |
|
Прогорел коллектор |
Заменить якорь |
|
|
Не включается болгарка |
Изношены щетки |
Разобрать и заменить обе щетки |
|
Слома кнопка |
Разобрать, заменить кнопку |
|
|
Неисправен питающий кабель |
Срастить место пробоя и изолировать |
|
|
Механический звук при вращении диска |
Изношен редуктор |
Разобрать, заменить шестерню, смазать циатином (солидолом, литолом) |
|
Диск постоянно набирает обороты и болгарка уходит в разнос |
Витковое замыкание статорных обмоток болгарки |
Разобрать, заменить обмотки (если получится) |
www. volt-220.com
volt-220.com
Как снять диск с болгарки: проверенные способы от профессионалов
Угловая шлифовальная машина (народное название – «болгарка»), самый распространенный инструмент домашних мастеров после электродрели.
Несмотря на простоту использования, у «любителей» часто возникают вопросы по обслуживанию инструмента, особенно при возникновении нештатных ситуаций. Как правило, поломки возникают по причине неправильного использования инструмента.
Основные виды применения УШМ
- Зачистка поверхностей, обдирка старой краски. Выполняется корщетками со стальными прутками или лепестками наждачной бумаги. Никаких сложностей в работе, разве что щетки с наждачкой требуют соблюдения направления вращения.
- Шлифовка наждачной бумагой. На болгарку навинчивается концентрическая насадка с липучкой, на которую в свою очередь крепится абразив. Перед использованием проверяется соответствие направления резьбового крепления и вращения вала инструмента.
- Шлифовка абразивными кругами. Эти насадки требуют осторожного обращения, так как при высокой нагрузке, абразив может сломаться. Нельзя отрезать материал такими дисками, недопустимы ударные нагрузки.
- Резка металлов, камня, штробление бетона. Выполняется отрезными дисками.
 Эти насадки требуют осторожного обращения, так как при высокой нагрузке, абразив может сломаться. Нельзя отрезать материал такими дисками, недопустимы ударные нагрузки.
Эти насадки требуют осторожного обращения, так как при высокой нагрузке, абразив может сломаться. Нельзя отрезать материал такими дисками, недопустимы ударные нагрузки.Именно с такими насадками чаще всего происходят нештатные ситуации.
На отрезных кругах остановимся подробнее
Вопрос, какой стороной ставить диск на болгарку, правильного ответа не имеет. Абразивные круги не имеют запрограммированного направления вращения, поэтому неважно, как вы его установите. Направление, вращения (от себя или на себя), определяется положением защитного кожуха. Выбор зависит от удобного для оператора положения инструмента.Кроме того, от положения кожуха зависит направление потока искр (либо каменной пыли).
Обратите внимание
Целесообразно ставить диск лицевой стороной (с маркировкой) вверх. В этом случае вы не забудете, какая насадка установлена: по камню или металлу. Они не являются взаимозаменяемыми.
Для установки диска на валу, в комплект входит разборный фланец. Нижняя часть жестко фиксируется фасками, верхняя часть – обычная самозатягивающаяся гайка. Именно она определяет, в какую сторону должен вращаться диск на болгарке. При работе резьбовое соединение затягивается, не давая насадке соскочить.Иногда в комплект входят шайбы-прокладки, предназначенные для демпфирования поперечных вибраций. Их можно изготовить самостоятельно из плотного электрокартона или паронита.Для закрепления фланца, к инструменту прилагается специальный рожковый ключ. Вал фиксируется зажимной кнопкой, чтобы создать необходимое усилие при затяжке.
Незнание простого вопроса: как правильно установить диск, для неопытных пользователей может привести к порче оборудования или травмам. В первую очередь, при смене диска необходимо зачистить стальной щеткой вал и внутреннюю поверхность защитного кожуха.
На эти элементы наклепывается слой металлических частиц (при резке материала). Толщина может достигать нескольких миллиметров, в результате чего диск теряет центровку или заклинивает.
Важно! Категорически не допускается установка дисков, диаметр которых не соответствует спецификации УШМ.
Крупные насадки не просто перегружают электродвигатель. Для установки требуется снять защитный кожух. Если разлетелся диск болгарки, а защита не установлена, осколки могут серьезно травмировать оператора.
Еще один спорный вопрос, можно ли ставить на болгарку диск по дереву. Если вы удерживаете инструмент руками, однозначный ответ – нельзя. Циркулярка легко может заклинить в волокнистой структуре дерева. Вырвавшийся из рук инструмент наделает немало бед, включая фатальные травмы.
Что делать, если вы потеряли рожковый ключ?
Точнее сказать, как открутить диск на болгарке без ключа? Есть три способа:
- Изготовить скобу из прутка подходящего диаметра (подойдет гвоздь). Таким приспособлением можно ослабить фланец с помощью усилия рук. Если затяжка слишком сильная, вставляем в скобу рычаг.
- Воспользоваться газовым ключом. Обхватив внешний радиус резьбового фланца, достаточно стронуть гайку, а дальше она открутится руками.
- Стронуть резьбу точными ударами по касательной. Для этого можно взять керн или пробойник, установить его в отверстие для рожкового ключа, и легкими ударами молотка добиться проворачивания фланца.

Важно! Удерживать абразивный диск при откручивании нельзя, он может расколоться. Надо пользоваться только специальной фиксирующей кнопкой.
Все манипуляции по смене насадки проводятся после отключения сетевого шнура.
Удаляем расколотый диск
Бывают случаи, когда отрезной круг заклинило при работе. Мало того, что вы лишились насадки, в такой ситуации фланец (его резьбовая часть) зажимается с многократным усилием. Как снять диск с болгарки в такой ситуации?
В первую очередь, инструмент следует надежно закрепить. Воспользуйтесь струбцинами и прочным верстаком. Затем надо зафиксировать клавишу блокировки вала. Если усилия рук недостаточно, удлините рукоятку рожкового ключа: например, куском стальной трубы.
Бывают случаи, когда фланец заклинило «намертво». Тогда есть вероятность повреждения блокирующей клавиши. Для сохранения инструмента следует разобрать редуктор, и зажать выходной вал в тисках.
Тогда есть вероятность повреждения блокирующей клавиши. Для сохранения инструмента следует разобрать редуктор, и зажать выходной вал в тисках.
После чего продолжаем разборку вышеперечисленными способами: усиленным рожковым или газовым ключом. Недостаток такого способа – можно повредить вал, на нем останутся зазубрины.
Если вал полностью извлекается из редуктора, можно зафиксировать фаски нижней части фланца с помощью традиционного ключа.Тогда риск повреждения минимален. При любом способе рекомендуется использовать проникающую смазку: WD-40 или обычный керосин. Выдержав несколько минут после нанесения, вы существенно снизите усилие.
Итог:Любую проблему легче предотвратить, чем бороться с последствиями. Соблюдая правила эксплуатации и инструмента, вы минимизируете возможность возникновения нештатных ситуаций.
obinstrumente.ru
Головоломка про болгарку – Умные вопросы
Насадка диска на болгарку. Вращение диска против часовой. Резьба правая на оси, гайка, прижимающая диск завертывается по часовой! А если наоборот! Передает крутящий момент по часовой диск, а тормозит ось, получается резьба гайки на зажим должна быть левая? То есть завинчиваться против часовой, чтобы не слетать во время работы? 3 годов назад от квант3 Ответы
При закуске, происходит затяг гайки, и если делать левую резьбу, будешь откручивать сломанный диск не туда и сломаешь редуктор, а так все знают там резьба правая! 3 годов назад от Влада Казакова А нахрена голову ломать? У болгарки всегда все в порядке с направлением вращения и с гайкой. Иначе и быть не может. Там еще и шестерни стоят определенные. 3 годов назад от wefsdfsdf fwefsdfs Давайте так. Берем гайку и крутим е по часовой-то бишь затягиваем. А шпиндель болгарки крутится, как вы говорит, против часовой, что еще больше затягивает гайку и сам диск. Чтобы проще проведите опыт винт гайка, затегивайте гайкой потом винтом-как, похоже на болгарку. 3 годов назад от Morovind
Иначе и быть не может. Там еще и шестерни стоят определенные. 3 годов назад от wefsdfsdf fwefsdfs Давайте так. Берем гайку и крутим е по часовой-то бишь затягиваем. А шпиндель болгарки крутится, как вы говорит, против часовой, что еще больше затягивает гайку и сам диск. Чтобы проще проведите опыт винт гайка, затегивайте гайкой потом винтом-как, похоже на болгарку. 3 годов назад от MorovindСвязанные вопросы
2 ответов
7 месяцев назад от veronika brisa2 ответов
3 годов назад от evan site2 ответов
2 годов назад от Вадим Склярengangs.ru
Понимание процесса заточки резьбы
Шлифовка резьбы – это метод нарезания резьбы использует станок с ЧПУ с абразивным шлифовальным кругом. По сравнению с другими процессы изготовления резьбы, резьба шлифование можно использовать для создания невероятно сложных и высокоточных резьбовые конструкции.
Процесс шлифования резьбы сложен и может варьироваться
в зависимости от конкретных требований продукта. В качестве доверенной темы
специалист по шлифованию, PST использует проверенный метод, обеспечивающий точность и
качество для всех конечных продуктов.
В качестве доверенной темы
специалист по шлифованию, PST использует проверенный метод, обеспечивающий точность и
качество для всех конечных продуктов.
Процесс шлифования резьбы состоит из нескольких этапов: программирование на производство. Среднее время неполного цикла PST составляет 10 минут для этого процесс; однако оно может варьироваться от 30 секунд до часа. в зависимости от параметров детали.
Программирование ЧПУ
Перед помещением продукта в резьбошлифовальный станок Сначала необходимо ввести необходимые параметры. Для новой работы, программирование ЧПУ и настройка может занять до двух часов. Однако для повторяющихся заданий время настройки составляет минимальный, поскольку параметры были загружены ранее.
Правка колеса
После ввода требуемых параметров шлифовальный круг должен быть одет. Внутри ЧПУ станок, алмазный круг используется для правки шлифовального круга в соответствии с указанные требования.
Правка круга позволяет процессу заточки резьбы
соответствовать индивидуальным допускам и требованиям к материалам. Более твердые материалы требуют
более грубый круг, в то время как для более мягких материалов используется более тонкий круг. Этот шаг гарантирует, что
изготавливаемые детали не содержат фрагментов.
Более твердые материалы требуют
более грубый круг, в то время как для более мягких материалов используется более тонкий круг. Этот шаг гарантирует, что
изготавливаемые детали не содержат фрагментов.
Шлифовка резьбы
Когда колесо одета, первая часть помещается в машина. Круг притирает форму к детали, когда машина перемещает деталь горизонтально от одного конца до другого.
PST имеет возможность шлифования наружной резьбы до 42 дюймов в длина и диаметр 12 дюймов. Потоки заземление между центрами внутри машины; однако при необходимости разные методы удержания могут быть обработаны и настроены.
PST также может шлифовать детали длиной более 42 дюймов, если каждая деталь может проходить через шпиндель резьбонарезного станка.Этот процесс требует нескольких настроек, которые в конечном итоге приводит к дополнительным затратам времени и средств.
Заметным преимуществом процесса шлифования резьбы является то, что он
позволяет формировать резьбу в очень твердых или хрупких материалах, что исключает любые
осложнения после термообработки резьбы. Нить шлифуется до конечного состояния материала, что обеспечивает
лучшая точность изготовления резьбы.
Нить шлифуется до конечного состояния материала, что обеспечивает
лучшая точность изготовления резьбы.
Посмотреть видео PST чтобы увидеть процесс заточки резьбы в действии.
Инспекция
Точность машины и бдительность сотрудников критически важны для PST.При запуске проекта по шлифованию резьбы сотрудник проверяет каждого в отдельности. произведенная деталь, пока машина не будет стабильно производить продукцию в соответствии со спецификациями. Этот процесс может включать в себя несколько дополнительных шагов и единиц оборудования. в том числе:
- Оптический компаратор – проецирует увеличенный профиль детали на экран; используется для измерения и проверки формы резьбы
- Ручной валидатор – Используется для проверки шага и погрешности шага резьбы
- Координатно-измерительная машина – Программируемое устройство, используемое для измерения геометрии физического объекта; деталь помещается на стол, и проводится повторяющийся процесс измерения ее конкретных характеристик.
- Калиброванные ручные измерения – Калиброванные калибры и измерительные инструменты используются для проверки критических размеров резьбы; когда калибры резьбы недоступны для измерения делительного диаметра, используется метод измерения по проволоке (PST имеет обширный перечень резьбовых проволок)

Производство
После тщательной штучной проверки изделия загружен в машину уверенно.После производства нарезать шлифованные изделия помещаются в изготовленную на заказ транспортную тару для доставки.
Шлифовка резьбы с PST
PST – надежный партнер по шлифованию резьбы организаций в широкий спектр отраслей. От изготовления до печати до заточки резьбы на заказ, PST может удовлетворить потребности и спецификации для многих приложений.
ПредложениеPST по шлифованию резьбы включает:
- Конус 3/10 дюйма
- Допуск шага 2/10 доли более 12 дюймов
- Возможность сопряжения деталей
Если вы ищете партнера для шлифования резьбы, специалисты
в PST может помочь. Связаться с PST
сегодня, чтобы узнать больше.
Связаться с PST
сегодня, чтобы узнать больше.
Шлифовка резьбы – Группа PST
Что такое заточка резьбы?
Шлифование резьбы – это форма нарезания резьбы, во время которой станок с ЧПУ с абразивным шлифовальным кругом используется для нарезания резьбы винта. Винты, изготовленные путем шлифования резьбы, могут соответствовать индивидуальным требованиям к люфту и жестким допускам.
Прочтите обзор процесса заточки резьбы PST.
Посмотреть процесс заточки резьбы в действии
Зачем нужна шлифовка резьбы?
Производители могут предпочесть шлифование резьбы накатке резьбы при использовании винтового материала высокой твердости, поскольку некоторые материалы слишком твердые или хрупкие, чтобы допускать накатку резьбы.Шлифовка резьбы также позволяет нарезать резьбу после термообработки материала или нарезать резьбу на детали сложной конструкции.
Хотя шлифование резьбы зачастую менее рентабельно, чем накатка резьбы, для многих применений, требующих высокой степени точности или повторяемости, шлифованные шарико-винтовые пары окупаются дополнительными затратами, чтобы гарантировать правильную работу винтового узла.
Услуги по заточению резьбы PST
Группа PST может предоставить следующие услуги по шлифованию резьбы:
- Шлифовальный станок Drake
- Диаметр 12 дюймов
- Максимум 44 дюйма между центрами
- Самоцентрирующийся
Как надежный партнер по шлифованию резьбы, PST с гордостью сотрудничает с организациями из самых разных отраслей.Точность станка и бдительность сотрудников имеют решающее значение для PST, и наш процесс проверки гарантирует, что каждая отдельная произведенная деталь произведена в соответствии со спецификациями.
Возможности шлифования резьбы PST были задействованы, когда производитель обратился к нам после того, как столкнулся с проблемой с протезом стопы, который они проектировали. Клиенты жаловались на шум и ощущение щелчка в суставах, что делало их протезы ненужными. Проблема заключалась в резьбе, которая действовала как ахиллово сухожилие, опуская и поднимая пятку человека.
Клиенты жаловались на шум и ощущение щелчка в суставах, что делало их протезы ненужными. Проблема заключалась в резьбе, которая действовала как ахиллово сухожилие, опуская и поднимая пятку человека.
Группа компаний PST разработала индивидуальную резьбу с использованием шлифовки резьбы для соответствия строгим требованиям применения. Прочтите полную историю здесь.
Не уверены в выборе лучшей конструкции резьбы для вашей сборки? Свяжитесь со специалистами по заточке нестандартной резьбы в PST сегодня, заполнив форму ниже.
A Шаг для заточки резьбы
Когда важна точность, то заточка резьбы просто великолепна.
Возможно, это не новый поворот, но заточка резьбы по-прежнему остается одним из самых точных способов получения внутренней и внешней резьбы.В то время как одно- и многоточечные токарные инструменты, метчики и матрицы, фрезы, вращающиеся кольца и резьбовые ролики имеют свои преимущества, шлифование резьбы остается надежным выбором для деталей с жесткими допусками.
Точность резьбы – это сумма многих элементов, включая шаг, траекторию спирали, угол винтовой линии, а также большой, малый и делительный диаметры. Шаг резьбы или расстояние, на которое спираль продвигается за один полный оборот винта, в большинстве случаев является наиболее важным размером.
Это короткое видео дает представление о преимуществах и экономии времени, которые дает универсальный шлифовальный станок.Он представлен в качестве дополнительной информации к обложке журнала Cutting Tool Engineering «Шаг для заточки резьбы» за декабрь 2011 года. Видео любезно предоставлено United Grinding.
Что касается допусков на свинец, достигаемых различными методами нарезания резьбы, Ханс Уэлчи, вице-президент по цилиндрическим технологиям United Grinding Technologies Inc., Майамисбург, Огайо, сказал: «При шлифовании резьбы мы обычно говорим о допусках в нижних десятых и миллионных долях, тогда как допуски точения резьбы больше в верхних десятых и тысячных долях. «Шлифовальные станки обычно могут достигать допусков около 0,0002 дюйма или меньше.
«Шлифовальные станки обычно могут достигать допусков около 0,0002 дюйма или меньше.
Последовательность – еще одно преимущество шлифования резьбы. «Вы можете очень точно править шлифовальный круг, и, если у вас есть такая форма в круге, он, как правило, изнашивается не так быстро, как одноточечный инструмент», – сказал Уельчи.
Шлифовка резьбы также может повысить гибкость производства. В условиях рабочего цеха колесо можно быстро отремонтировать для получения другой резьбы, в то время как для других методов могут потребоваться другие режущие инструменты.
Джим Восмик, президент Drake Manufacturing Services Co. Inc., Уоррен, Огайо, назвал производство позиционирующих червяков для автомобильных электронных систем рулевого управления с усилителем типичным применением для шлифования резьбы. Некачественный червяк с резьбой может создавать нежелательный шум в салоне автомобиля. «Ключевыми факторами являются чистота поверхности, волнистость и точность хода резьбы – не по общей длине, а на каждом обороте», – сказал он.
Неточность, известная как опьянение или колебание, приводит к «колебаниям крутящего момента, и меняется ощущение рулевого управления.Для компонентов автомобильного рулевого управления заказчики ищут шероховатость поверхности менее 0,2 мкм Ra, податливость формы на дорожке резьбы около 5 мкм и отклонение шага за один оборот менее 3 мкм », – сказал Восьмик. «Эти допуски более типичны для высококачественных позиционирующих шарико-винтовых передач и индексирующих червяков».
Универсальный шлифовальный
Станки, предназначенные для заточки резьбы, можно разделить на две большие категории: универсальные цилиндрические шлифовальные машины с возможностью заточки резьбы и специализированные резьбошлифовальные станки.Стили станков различаются по способу применения колеса, взаимодействию колеса с деталью и количеству настроек, необходимых для изготовления детали.
В универсальном шлифовальном станке, предназначенном для заточки резьбы, шлифовальный круг обычно не наклоняется для получения угла спирали резьбы. «Мы называем это шлифованием резьбы с параллельными осями», – сказал Ульчи. «Ось шпинделя колеса параллельна оси заготовки. Правка формы резьбы регулируется, чтобы компенсировать отсутствие наклона колеса; мы на самом деле одеваем его неправильно, поэтому он выходит правильно.Если мы заправим колесо с нормальной формой резьбы, а затем нарежем нить параллельно колесу, то резьба будет иметь ошибку ». Программное обеспечение шлифовального станка контролирует правку.
«Мы называем это шлифованием резьбы с параллельными осями», – сказал Ульчи. «Ось шпинделя колеса параллельна оси заготовки. Правка формы резьбы регулируется, чтобы компенсировать отсутствие наклона колеса; мы на самом деле одеваем его неправильно, поэтому он выходит правильно.Если мы заправим колесо с нормальной формой резьбы, а затем нарежем нить параллельно колесу, то резьба будет иметь ошибку ». Программное обеспечение шлифовального станка контролирует правку.
Изображения любезно предоставлены Drake Manufacturing Services
Рабочая зона шлифовального станка GS: TEM-LM (Mini) (вставка) от Drake используется для шлифования резьбы на производственном уровне деталей диаметром от 0,5 мм до 10 мм и длиной до 100 мм.
Однако существуют ограничения на углы спирали, которые могут быть получены при шлифовании резьбы с параллельными осями.Согласно Ульчи, для наружных диаметров предел обычно составляет 6 °. Шлифовка внутренней резьбы на универсальном станке дополнительно ограничена, поскольку установка шлифовального круга и пиноли в внутреннее отверстие создает дополнительные проблемы. «Следовательно, на резьбе внутреннего диаметра вам придется перейти к поворотной оправке оси A быстрее, чем на стороне наружного диаметра», – сказал Уельчи, отметив, что предел составляет около 3 °, прежде чем придется переходить к поворотной оправке колеса.
«Следовательно, на резьбе внутреннего диаметра вам придется перейти к поворотной оправке оси A быстрее, чем на стороне наружного диаметра», – сказал Уельчи, отметив, что предел составляет около 3 °, прежде чем придется переходить к поворотной оправке колеса.
United Grinding вычисляет потенциальную ошибку и компенсирует ее в подпрограмме правки.После того, как пользователь вводит спецификации резьбы в программное обеспечение, управляемое меню, программа определяет, можно ли нарезать резьбу на машине, какая компенсация требуется, а также время правки и цикла. Разнообразие циклов шлифования позволяет нарезать резьбу по-разному, в зависимости от типа и геометрии резьбы, включая врезание резьбы или выгонку с помощью одно- или многореберных кругов.
Универсальные цилиндрические станки для шлифования резьбы обычно имеют револьверные головки с кругами с несколькими наружными и внутренними диаметрами.По словам Уэлчи, основным преимуществом использования универсального станка является его способность изготавливать целую деталь за одну установку. «Например, мы берем зубчатый вал для коробки передач вертолета, шлифуем цапфы, грани и внутренние диаметры, индексируем револьверную головку по отношению к другому колесу и шлифуем точную резьбу. Старый метод предполагал пропускание детали через один или несколько шлифовальных станков для наружного диаметра, а затем через шлифовальный станок для резьбы.
«Например, мы берем зубчатый вал для коробки передач вертолета, шлифуем цапфы, грани и внутренние диаметры, индексируем револьверную головку по отношению к другому колесу и шлифуем точную резьбу. Старый метод предполагал пропускание детали через один или несколько шлифовальных станков для наружного диаметра, а затем через шлифовальный станок для резьбы.
«Шлифовка резьбы – это гораздо больше, чем токарная обработка, но, в конце концов, если все будет сделано правильно, вы определенно получите лучший продукт», – продолжил Уэлчи.«Однако измельчение – с более длительным циклом – может оказаться более дорогим процессом. Так что, если вам удастся повернуть нить, это правильный путь “.
Универсальное обращение
Компания Complete Grinding Solutions, Спрингборо, штат Огайо, использует универсальные круглошлифовальные станки для многих стандартных областей применения, а также для узкоспециализированных работ, таких как шлифовка рулевых реек и распределительных валов Формулы 1 для команд NASCAR.![]() Беат Маурер, соучредитель CGS, сказал, что около 10 процентов работы компании связано с заточкой резьбы.
Беат Маурер, соучредитель CGS, сказал, что около 10 процентов работы компании связано с заточкой резьбы.
«Многие из них – это опытно-конструкторские работы и прототипы, такие как резьба шариковых гаек для самолетов и датчики GO / NO-GO для блоков двигателей», – сказал он.
В дополнение к точности деталей, шлифование резьбы обеспечивает чистоту поверхности, необходимую для деталей критического применения. Однонаправленные пластины и фрезы производят стружку большего размера, чем шлифовальные круги, и процесс резания может вызвать напряжение в детали. В результате Маурер сказал: «Для таких деталей, как поршни самолетов, мы используем шлифование резьбы с низким напряжением, чтобы избежать тепловыделения в детали.”
Хотя твердое точение может быть альтернативой нарезанию резьбы для деталей невысокого качества, затраты на инструмент могут способствовать шлифованию. «Колесо очень дешево по сравнению с заменой пластин каждые 3 часа», – сказал Маурер. Он добавил, что шлифование также может быть эффективным при прерывистой резьбе, когда зазоры в траектории инструмента могут сломать пластину.
CGS’s выполняет большую часть заточки резьбы на универсальном станке Studer S40. «Часто, – сказал Маурер, – когда мы выполняем шлифование резьбы, это комбинация комплексной обработки, то есть мы выполняем все функции детали, а затем шлифуем резьбу.Он признал, что универсальная машина иногда ограничена в углах наклона спирали, которые она может создать. «Вы должны спроектировать процесс и оптимизировать его».
Примером оптимизированной операции шлифования резьбы является нарезание резьбы на автомобильном блоке двигателя в инструментальной стали D-2 и M-2 с допуском ± 1 мкм, отметил Маурер.
Специальное подразделение
Специальные резьбошлифовальные станки позволили компании Mechanitron Corp., Розелле, штат Нью-Джерси, обслуживать клиентов, которые постоянно менялись на протяжении пяти десятилетий.Цех перешел от нарезания стержней для литья пластмасс к шлифованию компонентов для оборонных и авиакосмических компаний, а также к производству приводных винтов для медицинского диагностического оборудования. В цехе используются известные резьбошлифовальные станки J&L без ЧПУ, которые, по словам Дэйва Ньюмана, президента Mechanitron, могут выдерживать допуски на свинец в пределах 0,0001 дюйма при обработке деталей диаметром от 0,040 до 12 дюймов и длиной от 2 до 105 дюймов. оправки допускают углы спирали шлифования до 31 °.
В цехе используются известные резьбошлифовальные станки J&L без ЧПУ, которые, по словам Дэйва Ньюмана, президента Mechanitron, могут выдерживать допуски на свинец в пределах 0,0001 дюйма при обработке деталей диаметром от 0,040 до 12 дюймов и длиной от 2 до 105 дюймов. оправки допускают углы спирали шлифования до 31 °.
Изменение шага резьбы на резьбошлифовальных машинах J&L включает в себя смену шестерен, управляющих шагом. Переключение передач является обычным делом, сказал давний шлифовальный станок Mechanitron Луи Сайте, и происходит несколько раз в день. «Поле будет таким, какое я поставлю», – сказал он.
У некоторых клиентов необычные запросы. «Люди приходят с очень странным опережением, а затем я должен рассчитать это опережение для имеющихся у нас механизмов», – сказал Сайте. «Вот почему люди приходят к нам – чтобы дать им эти странные зацепки и при этом удерживать их в пределах 0.0001 “.”
Сайте отметил, что резьбошлифовальные станки J&L работают автоматически с использованием электромеханических переключателей и кулачков. Скорость вращения колес, рабочая скорость и упор не зависят друг от друга. Станки можно настроить на быстрый возврат между шлифовальными проходами или резку на прямом и обратном проходах. Правка, также устанавливаемая независимо, может выполняться на обратном проходе, после каждого прохода или после определенного количества проходов. Машины механически компенсируют удаление материала при каждом проходе правки.
Скорость вращения колес, рабочая скорость и упор не зависят друг от друга. Станки можно настроить на быстрый возврат между шлифовальными проходами или резку на прямом и обратном проходах. Правка, также устанавливаемая независимо, может выполняться на обратном проходе, после каждого прохода или после определенного количества проходов. Машины механически компенсируют удаление материала при каждом проходе правки.
Машины J&L могут «нарезать дробную резьбу, десятичный шаг, все, что угодно», – сказал Сайте. Эта возможность полезна при работе с пресс-формами и штампами. Готовая формованная деталь может иметь резьбу стандартного размера, но размеры формы резьбы формы должны быть скорректированы, чтобы компенсировать усадку, возникающую во время формования. «Заказчик указывает усадку, и мы даем ему более длинный или более короткий отрезок для компенсации», – сказал Сайте. «Пластик сжимается, но они все равно хотят иметь правильный шаг, когда деталь остынет.”
Высокие технологии, высокий спрос
По словам Восьмика из Дрейка, некоторые специализированные резьбошлифовальные станки с ЧПУ находятся на волне спроса на высокие технологии. “GS: TEM-Mini” резьбошлифовальные станки для шлифования резьбы на уровне производства деталей диаметром от 0,5 мм до 10 мм и длиной до 100 мм “вылетают”, – сказал он. Большинство машин отправляется в Азию для изготовления миниатюрных электронных устройств.
“GS: TEM-Mini” резьбошлифовальные станки для шлифования резьбы на уровне производства деталей диаметром от 0,5 мм до 10 мм и длиной до 100 мм “вылетают”, – сказал он. Большинство машин отправляется в Азию для изготовления миниатюрных электронных устройств.
Восьмик объяснил, что эти электронные изделия обычно скрепляются крепежными деталями диаметром 3 мм и меньше, и производители не хотят сколов при нарезании отверстий для крепежа.«Таким образом, они используют метчики для формовки, которые по сути являются ротационными штампами». Станки Drake используются для заточки резьбы метчиков.
В метчике для формования резьба начинается с малого диаметра без высоты и увеличивается за несколько оборотов, чтобы достичь полного большого диаметра, смещая металл вместо того, чтобы разрезать его. Как и метчик с канавками, метчик-формовщик имеет рельеф, который облегчает резку, но, в отличие от инструмента с канавками, рельеф метчика имеет непрерывный контур.«Похоже на винт без канавок, – сказал Восьмик, – но резьба не одинакового диаметра по всей длине».
Drake Стиг Моватт-Ларссен и Майк Хьюз написали программный код, который позволяет точно шлифовать крошечные сложные метчики для формования. «Настоящая ценность машины – это наше программное обеспечение и разработка процессов», – сказал Восьмик.
Формовочные метчики имеют размер M0,5 × 1,25 (метрический метчик номинальный наружный диаметр 0,5 мм × шаг и шаг 0,125 мм. В дюймах, 0,020 × 200 или 200 т / дюйм).Восьмик сказал, что достижения в технологии шлифовальных кругов являются ключом к производству метчиков (см. Врезку на стр. 32).
«Нас ведут колеса», – сказал он. «Производители кругов продвигаются вперед и расширяют возможности резьбошлифовальных станков. Мы увидим множество новых прорывов в отношении продолжительности цикла и качества ».
Восьмик сказал, что непредвиденный спрос на специализированные резьбошлифовальные станки демонстрирует, что производители должны быть открыты для нетрадиционных возможностей.Концепция машины Mini началась как модернизация другой машины для клиента Drake, а затем была преобразована в новую машину. «Мы как бы соединили эту потребность в инструментах меньшего размера с такими функциями, как линейные двигатели, которые позволяют очень быстро разгрузить режущий край – реверсирование движения оси X», – сказал Восьмик. CTE
«Мы как бы соединили эту потребность в инструментах меньшего размера с такими функциями, как линейные двигатели, которые позволяют очень быстро разгрузить режущий край – реверсирование движения оси X», – сказал Восьмик. CTE
Об авторе: Билл Кеннеди из Латроба, штат Пенсильвания, является редактором CTE. Он имеет обширный опыт работы в качестве технического писателя. Свяжитесь с ним по телефону (724) 537-6182 или billk @ jwr.com.
Этот траверсный диск от Saint-Gobain с радиусом закругления 0,002 дюйма подходит для шлифовальных кругов из оксида алюминия, используемых для заточки микронитей на метчиках из быстрорежущей стали. Изображения вверху и внизу любезно предоставлены Saint-Gobain Abrasives .
На этой микрофотографии 200 × показана кромка шлифовального круга, обработанная для создания радиуса вершины 0,001 дюйма в метчике из быстрорежущей стали.
Приключения жизни колеса при шлифовании резьбы
Когда работы по шлифованию резьбы становятся действительно небольшими, иногда недостаточно просто зачистить абразивный круг. В этом случае отдельные абразивные зерна в круге также должны быть обработаны.
В этом случае отдельные абразивные зерна в круге также должны быть обработаны.
Майк Хитчинер, менеджер по OEM-технологиям поставщика шлифовальных кругов Saint-Gobain Abrasives, Вустер, Массачусетс, отметил, что спрос на точно измельченные продукты, такие как миниатюрные метчики с мелким шагом, делает такие инновационные решения очень важными.
Чтобы достичь нижней части резьбы с резьбой 200 точек на дюйм, радиус вершины шлифовального круга должен составлять от 20 до 25 мкм (от 0,0008 до 0,001 дюйма) в ширину. «Раньше люди всегда просили нас помочь им шлифовать темы под 0.005 “радиус наконечника, и мы все нырнем и спрячемся, – сказал Хитчинер. – Хорошего ответа просто не было. Во многом это из-за проблем с вибрацией шлифовальных станков”.
Более жесткие станки решили проблему вибрации, сказал он, и поставщики колес знают, как правильно править колесо.
Раньше сверхтонкие нити шлифовали обычными мелкозернистыми кругами. «Вам нужен был размер зерна, который соответствовал радиусу резьбы», – сказал Хитчинер. Однако стандартные мелкозернистые абразивы имеют размер от 220 до 400 меш, от 40 до 50 мкм.Круги с таким мелким зерном не могли быстро удалить материал из-за чрезмерного износа, недостаточного пространства для стружки и высокого давления инструмента.
Однако стандартные мелкозернистые абразивы имеют размер от 220 до 400 меш, от 40 до 50 мкм.Круги с таким мелким зерном не могли быстро удалить материал из-за чрезмерного износа, недостаточного пространства для стружки и высокого давления инструмента.
Решение заключалось в правке самих абразивных зерен по размеру. При правке кругов для шлифования мелкой резьбы из быстрорежущей стали Сен-Гобен обнаружил, что правка может быть применена к двум сторонам круга, которые сужаются для образования точки шлифования. На кончике колеса инструмент для правки рассекал бы крупное зерно, чтобы получить небольшой радиус кончика, необходимый для тонкой резьбы.В результате получилось крупное зерно с малым радиусом, заточенное на вершине. «Совсем недавно мы сделали то, что сделали с зернистостью керамико-глиноземного материала Saint-Gobain SG, что существенно облегчило его разрушение в такой форме», – сказал Хитчинер.
Дополнительная проблема заключается в том, что для правки такого тонкого радиуса наконечника требуется очень острый алмазный наконечник. «Ширина контакта комода имеет решающее значение», – сказал он. «Чем он больше, тем большее давление оказывает на наконечник колеса. Вы добираетесь до определенной точки с давлением, и он просто отрывает кончик.”
По словам Хитчинера, сейчас задача состоит в том, чтобы продлить срок службы комода, потому что острый комод быстро изнашивается. Он отметил, что процесс работает хорошо, но будет приветствоваться более повторяемый и устойчивый метод обработки.
Алмазные круги, применяемые для заточки твердосплавных метчиков, добавили еще одной проблемы. «У вас есть колесо, которое изнашивает алмазный шлифовальный станок в 20 раз быстрее», – сказал Хитчинер. Он описал новую технологию связки алмазных кругов Saint-Gobain, запатентованный неостеклованный гибридный материал под названием Paradigm, который позволяет использовать по существу плоское приспособление для правки дисков на основе CVD-алмаза для создания радиуса вершины 25 мкм в алмазном круге.
По сравнению с правкой с алмазным наконечником, дисковый правочный диск изнашивается предсказуемым образом и обеспечивает высокоскоростную правку, что сокращает время цикла производства смесителей примерно на две трети. «Хотя качество шлифования имеет важное значение, ключевым моментом является количество деталей в час», – сказал Хитчинер.
«Хотя качество шлифования имеет важное значение, ключевым моментом является количество деталей в час», – сказал Хитчинер.
—B. Кеннеди
Участники
Комплексные решения для шлифования
(937) 746-7888
www.completegrindingsolutions.com
Компания Drake Manufacturing Services Co.Inc.
(330) 847-7291
www.drakemfg.com
Mechanitron Corp.
(908) 620-1001
www.mechanitron.com
Saint-Gobain Abrasives
(254) 918-2313
www.nortonindustrial.com
United Grinding Technologies Inc.
(937) 859-1975
www.grinding.com
Ошибка 404 долины Френч-Крик
Ошибка 404 долины Френч-Крик – Неверная страница / файл не найденДома Связаться с нами
Вы достигли старого или недействительного URL (адреса) некоторой части нашего веб-сайта French Creek Valley. Приносим извинения за неудобства.
Приносим извинения за неудобства.
Если вы ввели адрес, пожалуйста, внимательно
проверьте это и попробуйте еще раз.
Если это не сработает или вы попали сюда, щелкнув ссылку из другого места, перейдите прямо к
www.spaco.org, чтобы найти то, что вам нужно. Спасибо за
посещение долины Френч-Крик.
Наш веб-сайт организован в алфавитном порядке, поэтому, если вы нажмете «Главная», у вас будет возможность найти все, что вы
хотеть.
Если у вас есть время, нажмите кнопку «Связаться с нами» выше и расскажите, что произошло.
Ниже приведены правильные ссылки на страницы нашего веб-сайта, которые вы, возможно, намеревались посетить:
Обновление платы Onan NHE / BG Generator A1Топор в норвежском стиле, Tom Latane ‘
Немецкий плетеный ковровый ткацкий станок
Рельсовые наковальни
Наши контакты Страница
Веб-сайт Тома и Китти Латане «Горячекатаный прокат
против холоднокатаной стали
Картинная галерея Страница 1 , для Исла-Мухерес, Мексика
Treadlehammers
Люди меня не понимают
Как это случилось со мной?
В большинстве случаев люди попадают на эту страницу, потому что ссылающийся сайт ввел недопустимый URL (адрес), и вы нажали на него. Иногда они
добавлена точка после имени файла или добавлены пробелы или знаки препинания, или есть неправильные буквы верхнего или нижнего регистра
в ссылке. Мы проверяем эти вещи почти ежедневно и, когда мы можем идентифицировать ссылающийся сайт, мы связываемся с ними и просим исправить ссылку. Но во многих случаях ссылка в сообщении группы новостей и модератор (если он есть) не хочет возвращаться, чтобы исправить ошибку.
Шлифовка резьбы с помощью шлифовального станка?
Джим,Раньше я шлифовал кое-что на одном из моих токарных станков и решил больше не делать этого.Это просто не кажется стоящим беспорядка, износа и слез; и большинство шлифовальных машин TP кажутся дрянными по сравнению с более крупными шлифовальными станками с охлаждающей жидкостью. Сказав это, я недавно был на аукционах инструментальных цехов, где один токарный станок был более или менее посвящен (принесен в жертву) для этой задачи. Предполагая, что они рассчитали окупаемость. Это действительно кажется трудным для одного.
Я тоже размышлял над заточкой резьбы. Это напоминает мне нарезание резьбы, которое я делал до того, как стал владельцем токарного станка, когда я делал довольно много одиночных наводок, включая 6 и 20 точек на дюйм по высоте, и метрические детали камеры.Раньше я находил ходовой винт (болт) и метчик с требуемым шагом и настраивал, чтобы либо протянуть расточную оправку (внутренняя резьба), либо протянуть работу мимо инструмента, установленного в тисках на столе. для внешней резьбы.
Мне пришло в голову, что на плоском шлифовальном станке может быть использована какая-то подобная установка. Особенно, если носитель был поворотным или пневмоподшипником с линейным ходом шпинделя. На шлифовальном станке с наклонной головкой и фрезой возможности становятся еще более интересными, даже с учетом редукторного привода стола….
Что касается винтов патрона, я согласен с предыдущим постом. Тщательно закалите их, и они, скорее всего, выйдут нормально. Возможно, сделайте 5 штук и используйте лучшие 4. Вы можете притирать их мягким нахлестом, сделанным одновременно с винтами, если считаете, что это необходимо. Я сделал зажимные винты для двухкулачковой челюсти, и вы не хотите, чтобы они были слишком жесткими, если на них есть какое-либо боковое напряжение. Моя кухонная духовка не поднялась достаточно высоко, чтобы их должным образом закалить (я думаю, все еще выше 58RC), и первая из них разбилась, когда я приложил к ней гаечный ключ.Но опять же, это была 2 челюсти, и при натяжении челюстей на нее сильно давит сбоку.
Точно так же я однажды сделал пару дюжин закаленных винтов с квадратной головкой под торцевой ключ для большой фрезерной головки Fay & Egan, потому что заводские оригиналы были слишком твердыми, и многие из них были треснуты или разбиты до такой степени, что предыдущий владелец не мог снять их все для смены ножей.
Если использовать A2 и оставить его в футляре из нержавеющей стали с небольшим квадратом коричневого бумажного пакета для удаления кислорода, он, вероятно, не будет деформироваться и поверхность будет умеренно серой.Когда я использую горелку и O-1, я тщательно намыливаю нити размягченным мылом цвета слоновой кости и оставляю горелку слегка науглероженной. Мыло воняет до небес, но иногда детали выходят совсем светлыми, если мыло не стекало с некоторых участков во время жары.
Не уверен, что все это по делу, но вот мой опыт!
пгт
Устали от повседневной рутины? С 1969 года H&K специализируется только на прецизионном шлифовании резьбы .С 21 резьбошлифовальный станок, квалифицированная, опытная команда и специализированная служба поддержки клиентов, мы удовлетворяем ваши особые потребности и «горячая» дата доставки. Машина не работает? Ваш №1! Мы стремимся предоставлять услуги и продукты на высшем уровне. Будь то местное падение выкл / самовывоз или международная доставка вы можете положиться на наши Отдел обслуживания клиентов для эффективной обработки вашего заказа. Компания H&K выполнила обширное шлифование резьбы для следующих отрасли: автомобильная, авиационная и авиакосмическая, медицинская, военная, Пластиковые и коммерческие. Сложные вакансии рассматриваются с вниманием. Решение проблем, которое иногда включает обсуждение, обучение и руководство по различным вопросам веток, – все это часть наших услуг. Здесь приветствуются ваши вопросы! Наше «открытое отношение и атмосфера» полюбились многим нашим клиентам. Однако, если ваш проект требует полной безопасности и конфиденциальности, мы можем полностью удовлетворить ваши потребности.На протяжении многих лет мы собирали знания из первых рук с нашей группой высококвалифицированных и высокопрофессиональных шлифовальщиков 1-го класса, которые готовы служить вам. |
Услуги по шлифованию резьбы – B&R Grinding, Inc. – Ваш партнер в сфере услуг по точному шлифованию
С возможностью шлифования резьбы, устанавливающей отраслевой стандарт, в B & R Grinding, Inc. мы создаем специализированные формы и сложные профили резьбы для самых требовательных приложений. Мы обладаем обширным опытом в области инженерных и математических концепций, применимых к шлифованию резьбы, а также располагаем одним из самых интеллектуальных и сложных устройств на рынке сегодня. Наши талантливые технические специалисты знают, как использовать наше оборудование с максимальным потенциалом для создания разнообразных сложных конфигураций внутренней и внешней резьбы.
Благодаря нашей обширной библиотеке вращающихся станков с квадратными и круглыми алмазными валками, мы можем изготавливать формы, которые трудно достичь и которые сложно обрабатывать.В дополнение к прямым, многоугольным и смещенным канавкам и резьбе у нас есть изобретательность для преобразования нескольких угловых форм в радиальные канавки и резьбы. Некоторые из более сложных операций включают специализированные тупые пуски, когда мы удаляем частичную резьбу перед тем, как приступить к шлифованию резьбы, а также создание замысловатых заходов и выводов резьбы для специальных применений. Мы также создаем геометрию, которая включает несколько конусов и заходов в один профиль резьбы.