Зачистные круги для болгарки по металлу
Как выбрать и использовать круги для болгарки по металлу
Болгарка – это сложный инструмент, который состоит из разных деталей. Основным ее элементом выступают специальные съемные насадки, которые называют кругами или дисками. Они обеспечивают качественную работу устройства и расширяют спектр его применения. Так, с помощью него производится шлифовка, зачистка и резка любого строительного материала.
Круг по металлу
Круги для болгарки по металлу: особенности
В зависимости от того для каких целей круги используются они бывают разных видов. Так, выделяют группы по работе с кафелем, бетоном, цветным металлом, мрамором, стеклом и прочим. Это важно учитывать и правильно выбирать инструмент. В противном случае выполненная работа будет некачественной и займет много времени и сил.
При выборе круга первое, на что следует обратить внимание, это материал, из которого он изготовлен. Так, чем он мягче, мягче поверхность он способен обрабатывать. С этого следует, что наилучшим вариантом для работы с металлом является алмазная крошка. Такой круг обеспечит качественное выполнение поставленной задачи.
С этого следует, что наилучшим вариантом для работы с металлом является алмазная крошка. Такой круг обеспечит качественное выполнение поставленной задачи.
Определить цель применения круга не сложно. Для этого достаточно обратиться к инструкции, которая прилагается к детали. Она находится на ее упаковке. Это поможет разобраться, для чего предназначен данный круг.
Круги для болгарки по металлу: виды
Так как круги для болгарки по металлу могут выполнять разные задачи, например, шлифовать или резать, то и бывают разных видов. Соответственно выделяют:
- зачистные;
- шлифовальные;
- отрезные;
- лепестковые.
Каждый из них производится из разного материала, поэтому и имеет свою функцию.
Отрезные круги для болгарки по металлу
Отрезные круги для болгарки по металлу относится к самому распространенному инструменту. Они также бывают разные, отличаются внешним диаметром, диаметром отверстия посадки и толщиной абразивного материала. Полотно, из которого круг изготовлен, имеет дополнительное армирование, повышающее прочность устройства. В качестве данного органического соединения применяется бакелитовая связка. Она обеспечивает работу устройства на большой скорости. При этом делает его максимально безопасным для человека, осколки не разлетаются, которые возникают при деформации круга.
Полотно, из которого круг изготовлен, имеет дополнительное армирование, повышающее прочность устройства. В качестве данного органического соединения применяется бакелитовая связка. Она обеспечивает работу устройства на большой скорости. При этом делает его максимально безопасным для человека, осколки не разлетаются, которые возникают при деформации круга.
Если же изделие без армирования, то его не рекомендуют использовать для ручной работы. Так как он крайне не безопасен для здоровья человека. Отрезной круг установить достаточно просто на машине. Для этого используют посадочное отверстие, на котором есть металлическая рубашка, служащая для того, чтобы усилить прочность конструкции. Используют такие диски для резки твердых материалов.
Зачистной круг для болгарки по металлу
Зачистной круг для болгарки по металлу относится к универсальным устройствам. Он используется при проведении грубых операций, которые требуют снятия большого слоя металла с поверхности. Данная процедура крайне важна при проведении сварочных работ, как при подготовке к ним, там и снятию швов, удалении окалин, брыз в данном процессе и прочем. Производят диски из абразивного материала.
Производят диски из абразивного материала.
Его универсальность заключается в том, что его можно применять поверхностях разной формы: начиная от плоских и заканчивая угловыми соединениями в сложных деталях. Но работать ним необходимо крайне осторожно, чтобы не снять лишнее. Для более точной работы рекомендуют применять доводочные круги.
Обдирочные диски также бывают разных типов. Их необходимо подбирать в соответствии с такими показателями, как технические параметры устройства, поверхность, которая обрабатывается и вид проводимой операции.
Для работы с твердой основой хорошо подходят круги из полимерных волокон. У них есть специальная высокопрочная кромка. Она дает возможность применять диск при работе с окислившимся слоем краски, ржавчиной, антикоррозийным покрытием. В основном их устанавливают на дрель или ручной тип инструмента.
Шлифовальный круг для болгарки по металлу
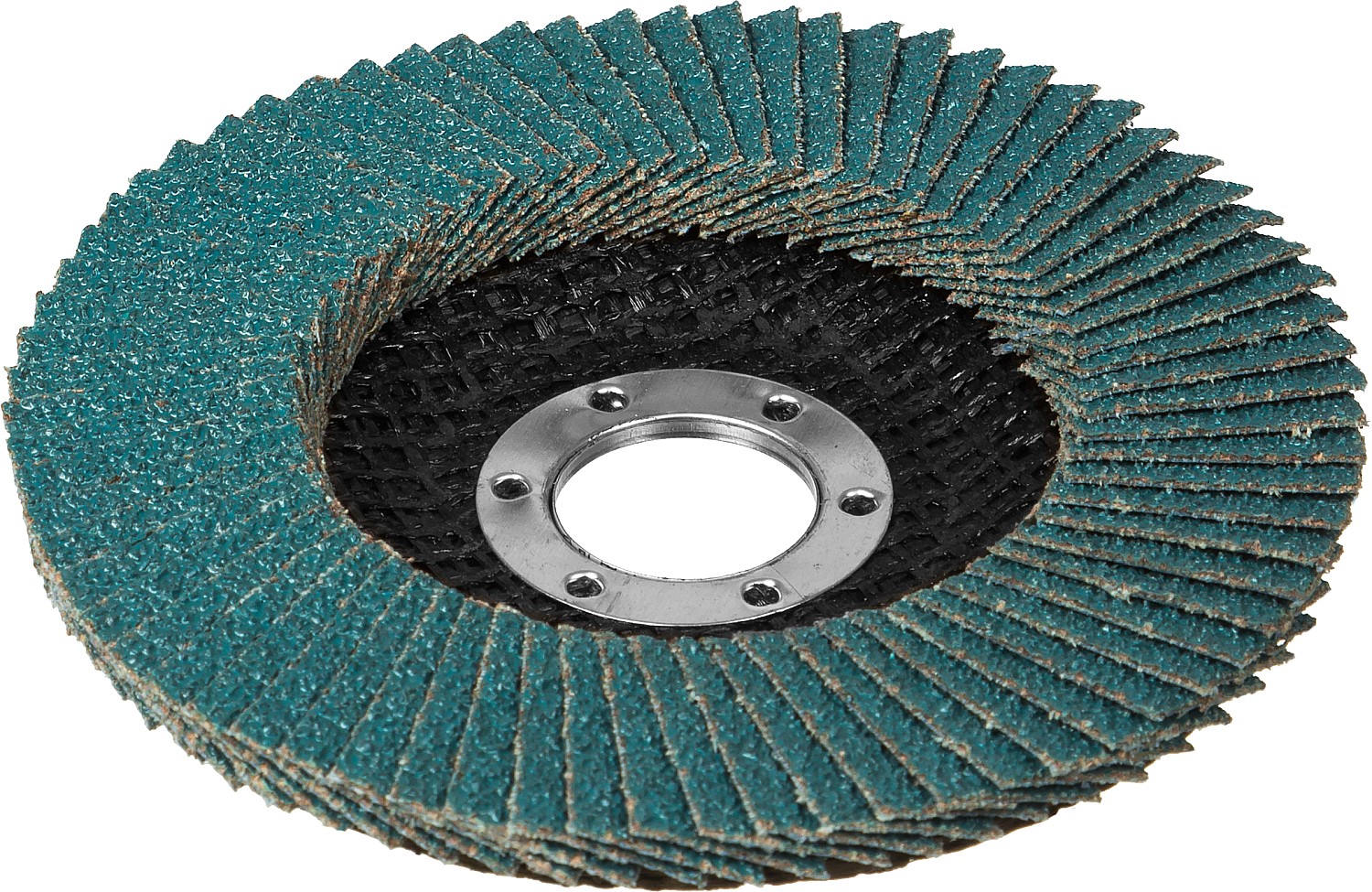
Еще один распространенный вид круга – это шлифовальный. Его применяют не только профессионалы, но и любители в домашних условиях. При его выборе необходимо обратить внимание на цвет. Так, он будет обозначать функциональную принадлежность. Они могут применяться для работы с разными поверхностями. Для металла используют синие диски. Кроме этого, на нем есть маркировка в виде букв и цифр, схематично представлен материал, для которого круг предназначен.
При его выборе необходимо обратить внимание на цвет. Так, он будет обозначать функциональную принадлежность. Они могут применяться для работы с разными поверхностями. Для металла используют синие диски. Кроме этого, на нем есть маркировка в виде букв и цифр, схематично представлен материал, для которого круг предназначен.
Такие диски имеют большой диапазон применения: при сварочных работах, зачистке ржавчины, краски и прочего. Но важно, чтобы основа была плоской и ровной. Для сложно доступных мест он не подойдет. Лучше отдать предпочтение другим типам насадок, например, радиальнолепестковые.
Лепестковый диск для болгарки по металлу
В основном такой тип круга применяют на угловых шлифовочных устройствах. Он имеет особую конструкцию, позволяющая добраться до мест, которые являются сложными для доступа. Так, лепестки удлиненные. Принцип их работы построен таким образом, что они незаметны. Это обеспечивает высокая окружность скорости.
Такой круг размерами похож на отрезной. Но отличается тем, что в эксплуатации не стачивается, со временем могут износиться лишь лепестки. Основная цель применения такого устройства заключается в получении самой точной зачистки поверхности, шлифование неровной. Что касается размеров, то круг для болгарки по металлу 125 мм внешний диаметр, а посадочный 21 мм.
Но отличается тем, что в эксплуатации не стачивается, со временем могут износиться лишь лепестки. Основная цель применения такого устройства заключается в получении самой точной зачистки поверхности, шлифование неровной. Что касается размеров, то круг для болгарки по металлу 125 мм внешний диаметр, а посадочный 21 мм.
Выбор круга для болгарки – непростая задача. К ее решению необходимо подходить внимательно и ответственно. Только так он обеспечит качественную работу.
В данном процессе необходимо обратить на состояние изделия. Оно должно быть без трещин, сколов и повреждений. Не всегда это можно заметить глазами. Лучше его попробовать в работе. Для этого необходимо установить на УШМ и включить на пару секунд. Кроме этого, при эксплуатации круга важно соблюдать правила работы с ним, не превышая допустимую скорость.
metall.trubygid.ru
Зачистной круг для болгарки по металлу
Среди строительных инструментов болгарка выделяется своей универсальностью. Поменял насадку — и режущий инструмент превратился в шлифующий. Под силу любые виды работ, при которых необходимо использовать вращательное движение. Разберемся с ассортиментом и назначением одной категории насадок — шлифовальными кругами.
Поменял насадку — и режущий инструмент превратился в шлифующий. Под силу любые виды работ, при которых необходимо использовать вращательное движение. Разберемся с ассортиментом и назначением одной категории насадок — шлифовальными кругами.
Виды насадок
алмазные круги для полировки гранита
Насадки для болгарки различаются формой, толщиной, диаметром, материалом изготовления и делятся на четыре группы:
- отрезные;
- полировальные и шлифовальные;
- для заточки;
- обдирочные насадки.
Наиболее обширной и широко используемой группой являются отрезные диски. Чаще всего приобретают расходники для работ по дереву, камню, металлу, алмазные круги. Поперечник инструмента может составлять от 115 до 230 мм, толщина 1 — 3,2 мм, чем больше диаметр, тем толще диск. На режущую поверхность инструмента по камню наносятся специальные абразивы. Диски по дереву и металлу желательно использовать вместе с устройством для стационарной установки болгарки, иначе работа может стоить нескольких пальцев. Предпочтительнее работать с мелкозубчатыми дисками.
Предпочтительнее работать с мелкозубчатыми дисками.
Алмазные режут любые материалы, обычно используются во время укладки керамогранита, кафеля, железобетона. Кромка алмазного круга может быть рваной или сплошной, а величина алмазных частичек: крупнее или мельче.
На упаковке к каждому диску указаны рекомендации по использованию. Хотя с финансовой точки зрения выгоднее приобретать универсальный инструмент, производительность его будет ниже, чем специализированного.
Шлифовальные и полировальные круги
Шлифовальные выполняют следующие виды работ:
Это наиболее многочисленная группа насадок, которые могут быть:
- со сменными кругами из наждака;
- с губчатой поверхностью;
- войлочными;
- тканевыми.
Чаще всего для работы на таких кругах требуется шлифовальная паста или жидкость с мелкими абразивными частичками. Первичная шлифовка металла проводится на кругах с малоабразивной поверхностью, чистовая — на войлочных, тканевых. Разнообразные поверхности шлифовальных кругов позволяют довести обрабатываемый материал до любой степени гладкости будь то металл или дерево. Они настолько удобны, что используются в автосервисах для полировки кузовов автомобилей.
Разнообразные поверхности шлифовальных кругов позволяют довести обрабатываемый материал до любой степени гладкости будь то металл или дерево. Они настолько удобны, что используются в автосервисах для полировки кузовов автомобилей.
К неабразивной категории шлифовальных кругов относят:
Лепестковые насадки предназначены для обработки древесины, например, отшелушивания старого покрытия.
Чашечные круги используются при работах по бетону и камню, реже по металлу. Углошлифовальная машина малой мощности не справится с таким инструментом и быстро перегорит. Поэтому их устанавливают только на мощные болгарки. Кроме этого, изогнутая форма позволяет подобраться к труднодоступным участкам. Шлифовка производится более аккуратно, так как не выпирает фиксирующая гайка.
Диски для заточки и обдирочные насадки
абразивный круг для зачистки ржавчины
Эту категорию кругов и насадок можно разделить на три части:
- заточные абразивные диски;
- витые шарошки;
- обдирочные алмазные.

Заточные абразивные используются для заточки инструмента, зачистки мест сварки. Они достаточно толстые (от 5 мм), на внутренней поверхности есть углубление. Пример — фибровые диски, очищают места сварки от окалины, хорошо снимают следы окисления. Алмазные обдирочные насадки работают только с камнем или бетоном.
Витые шарошки, они же корд щётки из металла или проволочные щетки различаются размерами и формой, максимальной скоростью вращения. Чаще всего они применяются для удаления следов окисления металла, браширования дерева.
Выбор шлифовального круга
При выборе круга для болгарки важны следующие моменты:
- диаметр диска должен соответствовать максимально допустимому для конкретного инструмента. В противном случае расходник может разрушиться из-за превышения предельно допустимой скорости вращения. Мощности инструмента может не хватить для вращения большого круга. При использовании большого диаметра необходимо снять защитный кожух, а это опасно для здоровья рабочего;
- обрабатываемый материал: желательно предпочесть специализированные диски универсальным, например, по дереву;
- предельно разрешенная линейная скорость: сведения о ней нанесены на упаковку или боковую поверхность расходника. Режим работы болгарки подбирается в зависимости от этого показателя.
 Режим работы болгарки подбирается в зависимости от этого показателя.
Режим работы болгарки подбирается в зависимости от этого показателя.Обзор и тестирование шлифовального диска, изготовление войлочного диска своими руками:
Зачистные, обдирочные круги и диски
Абразивная поверхность кругов позволяет решать целый спектр задач:
- Подготовить поверхность для дальнейшие работы.
- Выполнить восстановительные работы и устранить дефекты (наплавок, окалин, побежалостей, заусенец, задиров и др.).
- Зачистить поверхность от краски, лака или другого покрытия перед последующей обработкой.
- Затереть сварные швы или устранить царапины.
Зачистные и обдирочные круги устанавливаются на ручную болгарку или шлифовальную машину, иногда используются на стационарном оборудовании. Чаще всего их используют для подготовки поверхностей из черного металла, зачистки сварных швов, прорезки пазов, обработки труднодоступных мест с использованием ручного абразивного инструмента.
С помощью обдирочных кругов можно справиться с шлифовкой металлических, чугунных и стальных поверхностей, природного камня или минералов, нержавейки.
Зачистные (обдирочные) круги делятся на несколько видов:
- по металлу,
- для болгарки,
- армированные,
- шлифовальные и др.
- Зачистной круг прочнее и более толще отрезного, а при его производстве используются качественные и дорогостоящие компоненты. Это обеспечивает длительный срок службы и высокое качество работ.
- Поверхность его более зернистая, что увеличивает скорость зачистки поверхности.
- Имеет бо́льшую контактную поверхность, позволяющую обрабатывать большую площадь поверхности.
Компания «ТК Сварка», Россия, г. Санкт-Петербург, Якорная дом 9а
Главная » Болгарка » Зачистной круг для болгарки: использование для различных поверхностей
Зачистной круг для болгарки: использование для различных поверхностей
Болгарка – это многофункциональный инструмент для обработки, полировки и шлифовки любых поверхностей. Большое количество насадок для всех типов материалов применяют при строительных работах с использованием шлифовальной машины — болгарка. Главное требование в выборе диска для строительных действий, это твердость рабочей насадки. Обрабатываемая поверхность должна быть мягче по своей структуре, чем насадка на шлифовальную машину, в то же время, не рекомендуются сильные отличия в твердости инструмента и рабочей обрабатываемой наружности, в данном случае повышается вероятность сильного нагревания, что может привести к поломке машины.
Главное требование в выборе диска для строительных действий, это твердость рабочей насадки. Обрабатываемая поверхность должна быть мягче по своей структуре, чем насадка на шлифовальную машину, в то же время, не рекомендуются сильные отличия в твердости инструмента и рабочей обрабатываемой наружности, в данном случае повышается вероятность сильного нагревания, что может привести к поломке машины.
Выбираем зачистной диск
Виды кругов
Поэтому при работе с мягкой структурой материала рекомендуются такие насадки как фибровый круг или мелкозернистые абразивы, а камень и металл – зачистной круг с крупнозернистой насыпкой.
В случае что деталь мягче обрабатываемой поверхности эффект от работы будет положительный, но насадка испортится раньше положенного срока.
Рассмотрим характеристики двух разновидностей, зачистной круг и фибровый.
Техническая характеристика
Зачистной круг это один из шлифовочных дисков УШМ, для обработки жестких поверхностей. Он бывает плоским или тарельчатым:
Он бывает плоским или тарельчатым:
- плоский — это обычный диск, но с увеличенной толщиной.
- тарельчатая насадка с абразивным покрытием, более качественная и надежная.
Зачистной круг состоит из абразивного волокна, толщина диска от 6 мм, диск армирован в несколько слоев специальной сеткой, это гарантирует прочность и долговечность шлифовальщика. Диск обладает максимальной работоспособностью, функционирует на высокой скорости и тем самым обеспечивает быстрое шлифование и большой объем выполненных работ за короткое время. Насадка покрыта острым абразивным зерном, что придает ей мощную способность обработки изделия с маленьким физическим напором.
Особенности полировки
Фибровый диск это шлифовальщик с особенными свойствами охлаждения металла. Круг сделан из сильно прессованного картонного материала с нанесенной на него мелкозернистой пленки. Этот круг применяется с оправкой, которая предназначается для дополнительного упора при зачистках и охлаждает абразивную часть, тем самым продлевает срок службы насадки.
Зачистной фибровый круг для болгарки применяют для ровных наружностей, преимущество детали заключается в чистоплотной работе, после него нет порезов трещин и пыли, к тому же надо применить меньше физических усилий для функционирования насадки. Фибровый диск полирует металл, камень, дерево, бетон до зеркального состояния обрабатываемая поверхность становится абсолютно гладкой после применения данного метода шлифовки.
Металл — основные преимущества в обработке
Зачистной круг для болгарки по металлу используют для мощного вычищения наружности до начала сварочного процесса и покрытия антикоррозийным составом, следующий шаг после применения сварочных работ, болгарку с насадкой используют для зачистки от сварочных и литьевых швов, также зачистной круг используют для выравнивания металлических территорий и удаления окалины и ржавчины. Металл после обработки становится абсолютно гладким.
Благодаря своему строению, при работе диск полностью соприкасается с поверхностью обрабатываемого объекта и тем самым увеличивается продуктивность работы, за один раз счищается большая площадь требуемой территории.
Самый популярный и ходовой зачистной круг для болгарки по металлу125 мм размера, это средний размер круга, он используется для большинства строительных работ.
Шлифование деревянных предметов
Для того чтобы качественно отполировать дерево надо тщательно подойти к выбору необходимого инструмента для шлифования. Для зачистки верхнего слоя и срезания стружек подойдет болгарка с диском, покрытым крупнозернистой насыпкой, зачистной круг для болгарки по дереву 125 мм быстро отшлифует дерево от ненужных деталей, и придаст ему запланированную форму.
Болгарка обрабатывают дерево в несколько этапов:
- зачистка верхнего толстого слоя от неровностей;
- срезание торчащих стружек и выравнивание краев;
- зачистка и удаление старых лакокрасочных веществ;
- заключительное шлифование изделия.
Зачистные лепестковые круги для болгарки 125 мм применяют для конечного шлифования деревянных наружностей, дерево твердых пород сложно поддается обработке, так как многие инструменты вязнут и застревают в основе, возникают трещины и царапины. Лепестковые насадки с абразивными волокнами аккуратно обрабатывают рабочую область и не портят материал, дерево таким образом, можно отшлифовать за короткий срок, и достаточно большую поверхность, что важно в строительных работах.
Лепестковые насадки с абразивными волокнами аккуратно обрабатывают рабочую область и не портят материал, дерево таким образом, можно отшлифовать за короткий срок, и достаточно большую поверхность, что важно в строительных работах.
Заключительный этап шлифования материала — это полировка изделия фибровым кругом.
Зачистка и полировка бетона и камня
Грамотное шлифование делает бетон надежным и крепким, улучшает внешний вид и выносливость материала. Можно зачистить и отполировать стены, пол и бетонные ограждающие конструкции. Болгарка, с разными насадками, меняющимися в процессе работы, шлифует бетон в течение нескольких этапов:
- Поверхность бетона выравнивают и зачищают зачистном кругом 125 мм с крупнозернистым покрытием, по основанию рабочей территории, от всех неровностей и сколов. При шлифовке бетона, необходимо постоянно проверять выравнивание всего объекта строительных работ, чтобы по окончанию не образовались разномасштабные вздутия.
- Болгарка с зачистной насадкой и мелким абразивным покрытием это следующий шаг в работе с бетонным материалом. Данным видом диска шлифуется поверхность бетонного основания до исчезновения оставшихся шершавостей после первого диска.
- Завершающий этап шлифовки бетонной территории это полирование, для полировки поверхности применяют фибровый диск.
 Данным видом диска шлифуется поверхность бетонного основания до исчезновения оставшихся шершавостей после первого диска.
Данным видом диска шлифуется поверхность бетонного основания до исчезновения оставшихся шершавостей после первого диска.Болгарка шлифует и натуральный камень, и искусственные каменные изделия. Шлифовать камень принято насадкой со среднезернистой наполненностью и полировать мягкими фибровыми дисками. Мраморные и гранитные плиты отполируются до зеркального блеска с помощью этих деталей. Лепестковые диски со среднезернистым напылением снимут с камня все наросты и шероховатость, лепестковые насадки с мелкозернистым покрытием зашлифовывают оставшиеся неровности на материале. Окончательная обработка камня, это полирование (см. фото).
Шлифование и полировка любых покрытий гарантируют изделиям защитную функцию от повреждения и придают красивый внешний вид.
Зачистном диском можно отшлифовать и отполировать абсолютно все, от автомобиля до бетонного покрытия, главное соблюдать технику безопасности и учитывать особенности функционирования инструмента.
Добавить комментарий
Круг зачистной по металлу
Абразивный зачистнойкруг по металлу находит широкое применение при выполнении предварительных работ, связанных с устранением дефектов на металлических, деревянных или каменных поверхностях. В частности, речь идет о высокопроизводительной зачистке и обдирке оснований от ржавчины, лака или остатков краски с целью подготовки таких поверхностей к дальнейшей обработке. Кроме того, зачистные круги применяются для уничтожения окалин, наплавок на сварных и стыковых швах, а также заусенцев, побежалостей и др. дефектов, которые остаются на обрабатываемых поверхностях от перегрева при металлорезке, пилении или после проведения сварочных работ.
Учитывая специфику работы зачистными кругами по металлу, необходимо отличать зачистные абразивы от отрезных кругов. Действительно, наружные и посадочные диаметры в полной мере соответствуют стандартным типоразмерам отрезных абразивов. Чтобы купить «правильный9raquo; диск зачистной для болгарки или шлифмашины, необходимо обратить внимание на зернистость абразива и боковую толщину изделия: у зачистного диска по металлу большая зернистость, а толщина соответствует 6, 10, 20 мм.
Зачистные круги
В магазине «Сварка9raquo; представлены зачистные круги по металлу, предназначенные для выполнения подготовительных работ, а также очистки металлических поверхностей от ржавчины, покрытий (лак, краска), загрязнений.
Особенности зачистных кругов для «болгарки»
Диски имеют покрытие крупной зернистости, нанесенное на каучуковое основание. Они предназначены для быстрого и эффективного удаления любых наслоений и являются идеальной альтернативой щетками и химическим составам, используемым для очистки металлических поверхностей.
Отличительной особенностью дисков является возможность агрессивной отчистки поверхностей без повреждения изделия. Это достигается за счет эластичности зачистных дисков и особой структуры абразивного покрытия.
Преимущества зачистных дисков от «Сварки9raquo;
- Абразивное покрытие нанесено по специальной технологии, предотвращающей перегрев и засаливание как самого диска, так и рабочего инструмента.
- Значительный рабочий ресурс.
- Использование зачистных дисков от лучших производителей способствует продлению срока службы инструмента.
- Высокая режущая способность и производительность.
- Универсальность – устанавливаются на любую углошлифовальную машину при условии совпадения размерности (круг зачистной 230 х 6 х 22, круг зачистной 125 х 6 х 22).

Выгодное предложение
- В нашем каталоге представлены зачистные круги по металлу всех типоразмеров, для деликатной или грубой обработки поверхностей.
- У нас вы можете купить круг зачистной для «болгарки», шлифовального автомата, для установки на дрель или на прямую шлифовальную машину.
- На складе всегда имеется значительный запас зачистных дисков и иных расходных материалов для шлифовальных машин разных типов, благодаря чему мы оперативно подготавливаем и доставляем заказы.
Цена на диски зачистные по металлу зависит от производителя и конкретных технических характеристик. Выбрать подходящий тип абразивного материала вам помогут наши специалисты.
sovetskyfilm.ru
Зачистные круги для болгарки по металлу и для снятия краски со стен, заточные диски
Для снятия краски со стен или металлических поверхностей, а также удаления ржавчины приходится прилагать немало усилий и тратить уйму времени. Поэтому без применения электроинструмента обойтись порой невозможно. В качестве устройства для облегчения процесса можно использовать угловую шлифовальную машину (болгарку) со специальными зачистными насадками.
Насадки для снятия краски
Старую краску чаще всего приходится снимать либо со стен, либо с металлических поверхностей. В каждом случае применяются разные виды насадок для болгарки.
С металлических поверхностей
Для обдирочных работ по металлу, будь то снятие слоя старой краски или удаление ржавчины, мастера применяют корщетки. Они выглядят как щетка из металлической витой или не витой проволоки, вставленной в металлический стакан, или диск из такой же проволоки.
От мастеров, использовавших корщетки для обдирочных работ по металлу, можно услышать жалобы, что мелкие кусочки проволоки отлетают от насадки и впиваются в одежду.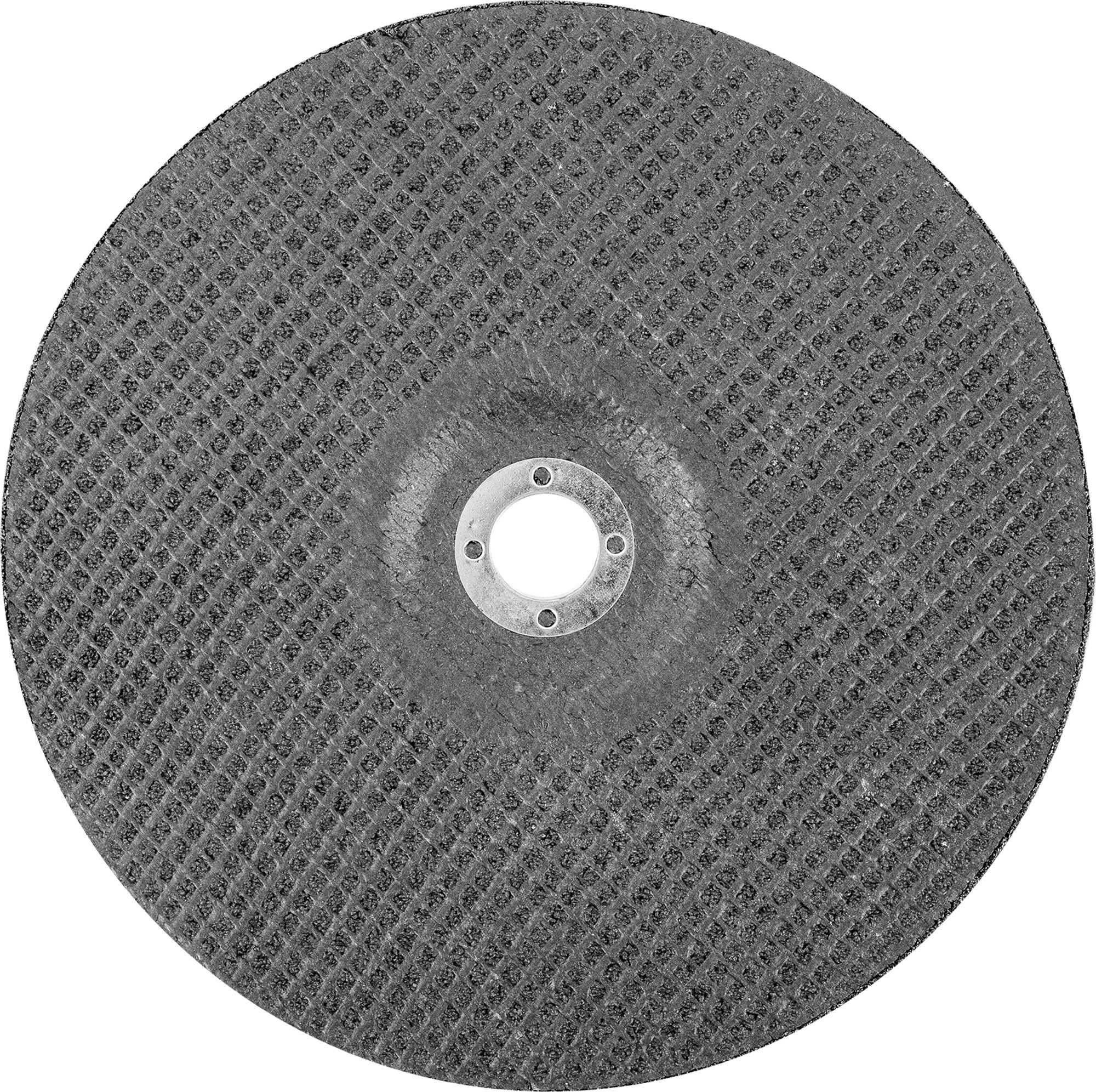
В зависимости от того, какие по качеству обдирочные работы вы хотите провести, подбирается толщина и жесткость щеток. Следует учитывать тот факт, что металлическая проволока, используемая в щетках, оставляет на обрабатываемой поверхности царапины. Поэтому для снятия краски, например, с кузова автомобиля, лучше их не применять. Они могут пригодиться лишь для удаления ржавчины и лакокрасочного покрытия из труднодосягаемых мест.
Для щадящей металл обдирки лучше использовать специальные круги из волокон силикона карбида (XCS) — они обычно бывают черного цвета. Также для этих целей применяют более устойчивые к износу диски Clean and Strip. Они бывают голубого цвета, имеют похожую структуру, но состоят из нейлоновых нитей.
Данный зачистной круг выпускается в 2-х вариантах: для дрели и для болгарки. Отличительная особенность его от других видов насадок для снятия краски с металла в том, что он не забивается и не наносит повреждения металлу в виде царапин. Также им успешно убираются брызги сварки, ржавчина, различные герметики и антикоррозийные покрытия.
Круги Clean and Strip имеют хорошую износоустойчивость, и их можно использовать до полного стирания.
Нередко для снятия краски с металла пользуются лепестковыми насадками для болгарки. Они представляют собой диск с наклеенной на его плоскости наждачной бумагой в виде лепестков.
Для черновой обработки поверхности используют насадки с крупным размером зерна. Для чистовых работ необходимо подбирать обдирочный круг с мелкой наждачной бумагой. Хотя данный наждачный диск быстро изнашивается и забивается остатками снятой краски, его можно достаточно просто восстанавливать. Как это делается, можно понять из этого видео.
Со стен
В первую очередь, чтобы снять краску со стены, мастера пробуют использовать корщетки с толстой витой проволокой (были рассмотрены выше). Данный способ является достаточно эффективным, но при обдирочных работах образуется очень много пыли. Поэтому необходимо применять средства защиты (очки, респиратор). Также рекомендуется использовать пылесос со специальной насадкой, полностью скрывающей корщетку.
Кроме удаления краски со стен, с помощью УШМ можно снимать слой старой штукатурки, грунтовки или шпаклевки
Для снятия покраски с бетонных стен также применяют чашеобразные насадки. Болгарку нужно держать под таким углом, чтоб слой краски снимался, но углубления инструмента в стену не происходило.
Кроме обдирочных работ, данная насадка также используется для выравнивания поверхностей, убирания различных наплывов на стене, для снятия штукатурки, шпаклевки и т.д.
Заточные диски
Данная категория дисков предназначена для грубой работы по металлу. Заточной диск можно использовать для зачистки сварных швов, снятия фаски на отрезанных металлических деталях, а также для заточки инструмента (сверла, стамески и т.д.), если поблизости нет точильного станка.
Стоит знать, что при установке такого диска обороты на болгарке нужно устанавливать минимальные или не превышающие значения, указанного на абразивном круге.
Как правило, заточные диски чаще используют на маленьких болгарках, поскольку их удобнее использовать для зачистки металла.
Заточной круг можно отличить от отрезного по толщине (не менее 5 мм) и по наличию углубления по центру для более удобного использования плоскости диска для заточки инструмента.
tehnika.expert
Зачистной круг для болгарки по металлу 125
Диск алмазный отрезной 125×1.5×22.23 GRAFF Black GDDM12.
Диск отрезной 125x1x22.23 BOSCH Multi Wheel 2608623013
Круг отрезной по металлу Вихрь 180х2,5х22 мм
Диск алмазный отрезной 125×1.5×22.23 GRAFF Black GDDM12.
Диск алмазный Вихрь отрезной сегментный 230х22,2 мм,сух.
Диск отрезной 125×1.6×22.23 BOSCH Standard for Metal 26.
Вакуумный алмазный диск по металлу MESSER 01-61-126
Отрезной алмазный диск по металлу для УШМ GRAFF GDDM125.
Диск отрезной 125×1.2×22.2 ЗУБР Профессионал 36859-125
Диск алмазный отрезной 125x2x22.2 ELITECH 1820.057400
Диск алмазный по керамике 115 мм для УШМ (болгарки) спл.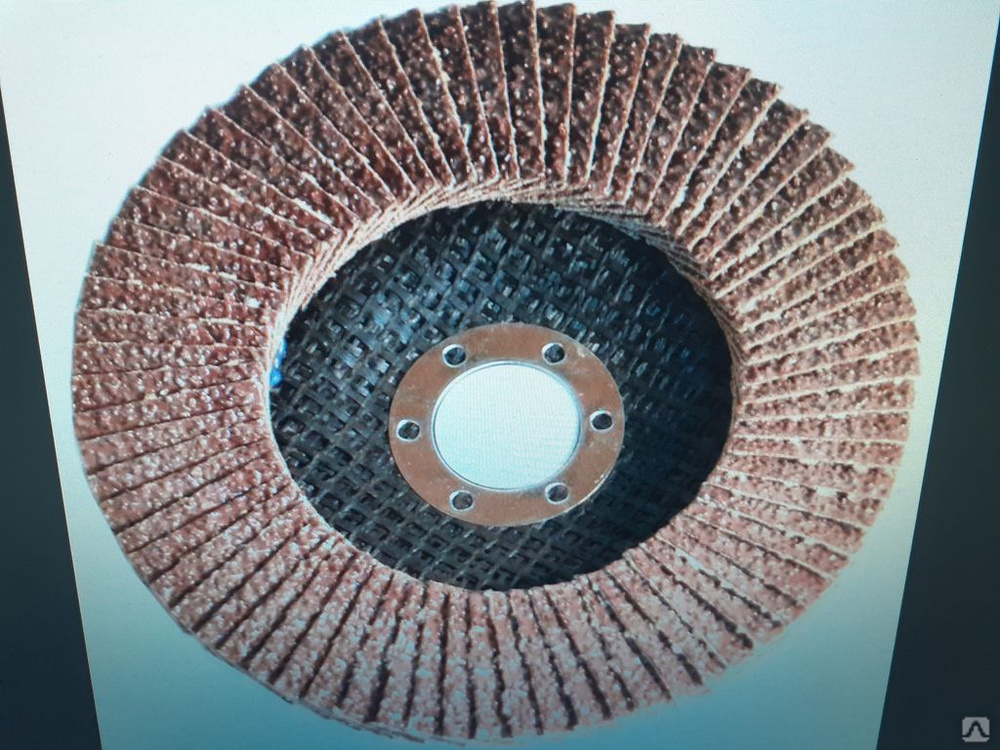
Диск алмазный отрезной 125×2.5×22.23 GRAFF GDD 17 125.1.
Диск алмазный отрезной 350×3.4×25.4 GRAFF GDD 18 350.10
Отрезной круг Луга абразивный для УШМ 180х2.5х22.2мм по.
Диск алмазный отрезной 125×22.2 ЗУБР Профессионал 36659.
BOSCH 2.608.602.663 Диск алмазный Best for Universal an.
Ультратонкий отрезной алмазный диск TRIO-DIAMOND Hilber.
Диск отрезной 230×1.6×22.2 ЗУБР Профессионал 36859-230
Диск алмазный отрезной 125×1.6×22.23 BOSCH Standard for.
Круг отрезной по металлу 125х1,0х22 1/50/400 (Луга D110.
Круг отрезной BOSCH 2608623012, по дереву, 115 х 1,0 х.
Вакуумный алмазный диск по металлу MESSER 125D-2.8T-3W-.
Диск отрезной Луга по металу для болгарки 125 мм, отвер.
Отрезной диск BOSCH 2608600542, по металлу, 300мм
Отрезной алмазный диск по металлу для УШМ GRAFF GDDM125.
Диск алмазный отрезной 125x2x22. 2 ELITECH 1820.057900
2 ELITECH 1820.057900
Диск алмазный отрезной 230×22.2 matrix 73150
Диск алмазный отрезной Turbo, 230 х 22,2 мм, сухая резк.
Отрезной алмазный диск TRIO-DIAMOND Hilberg Super Maste.
Диск отрезной 115×22.23 GRAFF Speedcutter 115
Диск алмазный отрезной 125×22.23 Makita D-51007
Круг отрезной “Graff”, по металлу, 230 х 2,5.
Диск отрезной 125×1.6×22.23 BOSCH Standard for Metal 26.
Диск алмазный отрезной 150×2.4×22.2 ELITECH 1820.058500
Диск алмазный отрезной 115×22.23 Makita D-41676
Диск алмазный Вихрь отрезной сегментный 125х22,2 мм,сух.
Диск алмазный отрезной 115×1.9×22.23 ГРАНИТ CPS 250811
Диск алмазный по металлу Турбо FIT, 115×22.2 мм 37472
Диск алмазный отрезной 125×22.23 Makita D-50980
Диск (круг) отрезной по металлу 125х1х22 мм, Луга-абраз.
Диск алмазный отрезной 125x2x22.23 BOSCH Standard for U.
Диск отрезной алмазный «Turbo», 230х22,2 мм
Круг отрезной алмазный ЗУБР “Профессионал”, с.
Диск алмазный Messer FM/T Vacuum 125 мм (металл)
Диск отрезной 125×0.8×22.23 GRAFF GADM 125 08
Диск алмазный отрезной 125×1.8×22.2 Бизон 0512003
Круг отрезной по металлу и нержавеющей стали “Hamm.
Круг отрезной “Graff”, по металлу, 125 х 1,2.
Круг отрезной абразивный “Луга” по металлу дл.
Диск алмазный отрезной 115x2x22.23 GRAFF GDD 18 115.10
Отрезной алмазный диск FUBAG Multi Master
Диск отрезной 115x1x22.23 BOSCH Multi Wheel 2608623012
Круг отрезной по металлу вихрь 125х1,0х22 мм
Диск отрезной алмазный «Turbo», 230х22,2 мм
Круг отрезной для металла 125 x 1,2 x 22 мм 1/50/400 (Л.
Диск алмазный отрезной 125×1.2×22.2 FIT 37443
Отрезной алмазный диск по металлу GRAFF Black для болга.
Круг отрезной абразивный “Луга” по металлу дл.
Круг отрезной абразивный по металлу для УШМ 125х1,2х22.
Круг отрезной по металлу вихрь 125х2,5х22 мм
Диск отрезной 125x1x22.23 GRAFF GADM 125 10
Диск алмазный отрезной сегментный, 125 х 22,2 мм, сухая.
Круг отрезной по металлу вихрь 180х2,0х22 мм
Отрезной алмазный диск TRIO-DIAMOND Hilberg Super Maste.
Диск (круг) заточной алмазный 100 x 20 x 5 мм для заточ.
Круг отрезной абразивный “Луга” по металлу дл.
Диск алмазный отрезной 230×2.6×22.23 GRAFF GDD 18 230.1.
Диск алмазный отрезной 125×22.23 Hammer Flex 206-112 DB.
Диск отрезной BOSCH 230*2,5*22 по металлу 2.608.600.225
Круг (диск) отрезной по металлу 230 х1,6 х 22 мм Луга-а.
Круг отрезной LUGAABRASIV 230х2,0х22 по металлу
Диск алмазный отрезной “Вихрь”, сегментный, с.
Диск алмазный отрезной 125×22.23 Makita B-28092
Диск алмазный отрезной 115x2x22.2 ELITECH 1820.057800
Диск алмазный отрезной 150x2x22.23 Makita B-28101
Диск алмазный отрезной 200×2.2×25.4 Hammer Flex 206-223.
Обдирочные диски (зачистные круги) применяются для плоского, торцевого шлифования, снятия заусенцев и зачистка сварных швов на угловых шлифмашинках и шлифовальных автоматах. Обдирочные диски Kronenflex фирмы Klingspor для болгарки диаметром 100, 115, 125, 150, 180, 230мм имеют высокую степень безопасности, баланса, долговечность, агрессивность и производительность шлифования.
Проверьте в работе обдирочные диски для болгарки производства фирмы Klingspor, оцените их балансировку, безопасность, отсутствие вибрации, стойкость, производительность и экономичность при выполнении шлифовальных работ при обработке металла, стали, нержавеющей стали, алюминия и чугуна. Вы можете купить зачистные диски в компании “Абразивкомплект” по выгодной цене. Для заказа абразивных обдирочных зачистных дисков для болгарки выберите тип обрабатываемого материала, класс качества и типоразмер и направьте заявку в офис “Абразивкомплект” в Москве, Санкт-Петербурге, Екатеринбурге. Доставка товара осуществляется до склада транспортной компании с отправкой в города России.
- Доставка в
любую точку
России - Аренда
оборудования - Прямые
поставки
со склада - Подарки
к заказу
- Описание
- Отзывы
- Видео
- Обзоры
- Условия возврата
Изготовлены из специального абразивного стекловолокна очень грубой зернистости, обладают прочной режущей кромкой и отличаются высокой износостойкостью. Благодаря открытой эластичной структуре они не засаливаются и меньше нагреваются.
Преимущества кругов CD:
- В отличие от обычных проволочных щеток, данные зачистные круги более эффективны и имеют больший срок службы. Они предназначены для очистки металлических поверхностей без съема материала, в частности – удаление ржавчины, окалин, лака, краски и др. покрытий
Рекомендуемые обороты инструмента для работы – 4000 об/мин
по дереву, камню, металлу, бетону
Болгарка – это многофункциональный инструмент для обработки, полировки и шлифовки любых поверхностей. Большое количество насадок для всех типов материалов применяют при строительных работах с использованием шлифовальной машины — болгарка. Главное требование в выборе диска для строительных действий, это твердость рабочей насадки. Обрабатываемая поверхность должна быть мягче по своей структуре, чем насадка на шлифовальную машину, в то же время, не рекомендуются сильные отличия в твердости инструмента и рабочей обрабатываемой наружности, в данном случае повышается вероятность сильного нагревания, что может привести к поломке машины.
Выбираем зачистной диск
Виды кругов
Поэтому при работе с мягкой структурой материала рекомендуются такие насадки как фибровый круг или мелкозернистые абразивы, а камень и металл – зачистной круг с крупнозернистой насыпкой.
В случае что деталь мягче обрабатываемой поверхности эффект от работы будет положительный, но насадка испортится раньше положенного срока.
Рассмотрим характеристики двух разновидностей, зачистной круг и фибровый.
Техническая характеристика
Зачистной круг это один из шлифовочных дисков УШМ, для обработки жестких поверхностей. Он бывает плоским или тарельчатым:
- плоский — это обычный диск, но с увеличенной толщиной.
- тарельчатая насадка с абразивным покрытием, более качественная и надежная.
Зачистной круг состоит из абразивного волокна, толщина диска от 6 мм, диск армирован в несколько слоев специальной сеткой, это гарантирует прочность и долговечность шлифовальщика. Диск обладает максимальной работоспособностью, функционирует на высокой скорости и тем самым обеспечивает быстрое шлифование и большой объем выполненных работ за короткое время. Насадка покрыта острым абразивным зерном, что придает ей мощную способность обработки изделия с маленьким физическим напором.
Особенности полировки
Фибровый диск это шлифовальщик с особенными свойствами охлаждения металла. Круг сделан из сильно прессованного картонного материала с нанесенной на него мелкозернистой пленки. Этот круг применяется с оправкой, которая предназначается для дополнительного упора при зачистках и охлаждает абразивную часть, тем самым продлевает срок службы насадки.
Зачистной фибровый круг для болгарки применяют для ровных наружностей, преимущество детали заключается в чистоплотной работе, после него нет порезов трещин и пыли, к тому же надо применить меньше физических усилий для функционирования насадки. Фибровый диск полирует металл, камень, дерево, бетон до зеркального состояния обрабатываемая поверхность становится абсолютно гладкой после применения данного метода шлифовки.
Металл — основные преимущества в обработке
Зачистной круг для болгарки по металлу используют для мощного вычищения наружности до начала сварочного процесса и покрытия антикоррозийным составом, следующий шаг после применения сварочных работ, болгарку с насадкой используют для зачистки от сварочных и литьевых швов, также зачистной круг используют для выравнивания металлических территорий и удаления окалины и ржавчины. Металл после обработки становится абсолютно гладким.
Благодаря своему строению, при работе диск полностью соприкасается с поверхностью обрабатываемого объекта и тем самым увеличивается продуктивность работы, за один раз счищается большая площадь требуемой территории.
Самый популярный и ходовой зачистной круг для болгарки по металлу125 мм размера, это средний размер круга, он используется для большинства строительных работ.
Шлифование деревянных предметов
Для того чтобы качественно отполировать дерево надо тщательно подойти к выбору необходимого инструмента для шлифования. Для зачистки верхнего слоя и срезания стружек подойдет болгарка с диском, покрытым крупнозернистой насыпкой, зачистной круг для болгарки по дереву 125 мм быстро отшлифует дерево от ненужных деталей, и придаст ему запланированную форму.
Болгарка обрабатывают дерево в несколько этапов:
- зачистка верхнего толстого слоя от неровностей;
- срезание торчащих стружек и выравнивание краев;
- зачистка и удаление старых лакокрасочных веществ;
- заключительное шлифование изделия.
Зачистные лепестковые круги для болгарки 125 мм применяют для конечного шлифования деревянных наружностей, дерево твердых пород сложно поддается обработке, так как многие инструменты вязнут и застревают в основе, возникают трещины и царапины. Лепестковые насадки с абразивными волокнами аккуратно обрабатывают рабочую область и не портят материал, дерево таким образом, можно отшлифовать за короткий срок, и достаточно большую поверхность, что важно в строительных работах.
Заключительный этап шлифования материала — это полировка изделия фибровым кругом.
Зачистка и полировка бетона и камня
Грамотное шлифование делает бетон надежным и крепким, улучшает внешний вид и выносливость материала. Можно зачистить и отполировать стены, пол и бетонные ограждающие конструкции. Болгарка, с разными насадками, меняющимися в процессе работы, шлифует бетон в течение нескольких этапов:
- Поверхность бетона выравнивают и зачищают зачистном кругом 125 мм с крупнозернистым покрытием, по основанию рабочей территории, от всех неровностей и сколов. При шлифовке бетона, необходимо постоянно проверять выравнивание всего объекта строительных работ, чтобы по окончанию не образовались разномасштабные вздутия.
- Болгарка с зачистной насадкой и мелким абразивным покрытием это следующий шаг в работе с бетонным материалом. Данным видом диска шлифуется поверхность бетонного основания до исчезновения оставшихся шершавостей после первого диска.
- Завершающий этап шлифовки бетонной территории это полирование, для полировки поверхности применяют фибровый диск.
Болгарка шлифует и натуральный камень, и искусственные каменные изделия. Шлифовать камень принято насадкой со среднезернистой наполненностью и полировать мягкими фибровыми дисками. Мраморные и гранитные плиты отполируются до зеркального блеска с помощью этих деталей. Лепестковые диски со среднезернистым напылением снимут с камня все наросты и шероховатость, лепестковые насадки с мелкозернистым покрытием зашлифовывают оставшиеся неровности на материале. Окончательная обработка камня, это полирование (см. фото).
Шлифование и полировка любых покрытий гарантируют изделиям защитную функцию от повреждения и придают красивый внешний вид.
Зачистном диском можно отшлифовать и отполировать абсолютно все, от автомобиля до бетонного покрытия, главное соблюдать технику безопасности и учитывать особенности функционирования инструмента.
Обзор зачистных и заточных кругов на болгарку
Для снятия краски со стен или металлических поверхностей, а также удаления ржавчины приходится прилагать немало усилий и тратить уйму времени. Поэтому без применения электроинструмента обойтись порой невозможно. В качестве устройства для облегчения процесса можно использовать угловую шлифовальную машину (болгарку) со специальными зачистными насадками.
Насадки для снятия краски
Старую краску чаще всего приходится снимать либо со стен, либо с металлических поверхностей. В каждом случае применяются разные виды насадок для болгарки.
С металлических поверхностей
Для обдирочных работ по металлу, будь то снятие слоя старой краски или удаление ржавчины, мастера применяют корщетки. Они выглядят как щетка из металлической витой или не витой проволоки, вставленной в металлический стакан, или диск из такой же проволоки.
От мастеров, использовавших корщетки для обдирочных работ по металлу, можно услышать жалобы, что мелкие кусочки проволоки отлетают от насадки и впиваются в одежду.
В зависимости от того, какие по качеству обдирочные работы вы хотите провести, подбирается толщина и жесткость щеток. Следует учитывать тот факт, что металлическая проволока, используемая в щетках, оставляет на обрабатываемой поверхности царапины. Поэтому для снятия краски, например, с кузова автомобиля, лучше их не применять. Они могут пригодиться лишь для удаления ржавчины и лакокрасочного покрытия из труднодосягаемых мест.
Для щадящей металл обдирки лучше использовать специальные круги из волокон силикона карбида (XCS) — они обычно бывают черного цвета. Также для этих целей применяют более устойчивые к износу диски Clean and Strip. Они бывают голубого цвета, имеют похожую структуру, но состоят из нейлоновых нитей.
Данный зачистной круг выпускается в 2-х вариантах: для дрели и для болгарки. Отличительная особенность его от других видов насадок для снятия краски с металла в том, что он не забивается и не наносит повреждения металлу в виде царапин. Также им успешно убираются брызги сварки, ржавчина, различные герметики и антикоррозийные покрытия.
Круги Clean and Strip имеют хорошую износоустойчивость, и их можно использовать до полного стирания.
Нередко для снятия краски с металла пользуются лепестковыми насадками для болгарки. Они представляют собой диск с наклеенной на его плоскости наждачной бумагой в виде лепестков.
Для черновой обработки поверхности используют насадки с крупным размером зерна. Для чистовых работ необходимо подбирать обдирочный круг с мелкой наждачной бумагой. Хотя данный наждачный диск быстро изнашивается и забивается остатками снятой краски, его можно достаточно просто восстанавливать. Как это делается, можно понять из этого видео.
Со стен
В первую очередь, чтобы снять краску со стены, мастера пробуют использовать корщетки с толстой витой проволокой (были рассмотрены выше). Данный способ является достаточно эффективным, но при обдирочных работах образуется очень много пыли. Поэтому необходимо применять средства защиты (очки, респиратор). Также рекомендуется использовать пылесос со специальной насадкой, полностью скрывающей корщетку.
Кроме удаления краски со стен, с помощью УШМ можно снимать слой старой штукатурки, грунтовки или шпаклевки
Для снятия покраски с бетонных стен также применяют чашеобразные насадки. Болгарку нужно держать под таким углом, чтоб слой краски снимался, но углубления инструмента в стену не происходило.
Кроме обдирочных работ, данная насадка также используется для выравнивания поверхностей, убирания различных наплывов на стене, для снятия штукатурки, шпаклевки и т.д.
Заточные диски
Данная категория дисков предназначена для грубой работы по металлу. Заточной диск можно использовать для зачистки сварных швов, снятия фаски на отрезанных металлических деталях, а также для заточки инструмента (сверла, стамески и т.д.), если поблизости нет точильного станка.
Стоит знать, что при установке такого диска обороты на болгарке нужно устанавливать минимальные или не превышающие значения, указанного на абразивном круге.
Как правило, заточные диски чаще используют на маленьких болгарках, поскольку их удобнее использовать для зачистки металла.
Заточной круг можно отличить от отрезного по толщине (не менее 5 мм) и по наличию углубления по центру для более удобного использования плоскости диска для заточки инструмента.
Зачистные круги и шлифовальные диски для болгарок и УШМ
Мы занимаемся мелким и крупным оптом по всей РБ
Оставьте заявку и наши менеджеры перезвонят вам в течение 15 минут
Зачистные круги – расходная часть для шлифовальных инструментов (болгарок), выполняющие ряд функций в подготовительных и финальных работах с объектами из различных материалов. Компания ООО “Велес-максбай” имеет складской запас наиболее популярных дисков с диаметром 125-230 мм, остальные диски возможно получить под заказ или уточнить наличие на складе.
Производятся в различных вариантах, в зависимости от рабочего материала: для нержавеющей и обычной стали, алюминия, универсальные диски.
ЗАЧИСТНЫЕ КРУГИ ПО МЕТАЛЛУ
Зачистной диск по металлу – изделие, предназначенное для обработки металлических (стальных, алюминиевых и т.д.) поверхностей. Задачи, выполняемые им:
- обработка швов;
- очистка поверхности от посторонних веществ;
- создание нужной формы/толщины металлического элемента.
Абразивные зачистные круги ОТ ОФИЦИАЛЬНОГО ДИСТРИБЬЮТОРА В БЕЛАРУСИ
Компания «Велес максбай» продает абразивные круги всех типов . Если у вас есть вопросы или вы хотите сделать заказ, то просто оставьте свою заявку на сайте, или свяжитесь с одним из наших офисов.
Важно! Физические лица проводят оплату через интернет-банкинг.
Телефон и адрес электронной почты офиса в Минске:
+375 29 322 54 54
Телефон и адрес электронной почты офиса в Гомеле:
+375 (29) 277-73-17
ИНФОРМАЦИЯ О абразивных зачистных кругах ИЗ КАТАЛОГА ЗАВОДА ИЗГОТОВИТЕЛЯ
Каталог алмазных, абразивных кругов, щеток по металлу и абразивов на основе шкурки от RinG Abrazive
- Абразивные зачистные (шлифовальные) круги по металлу для ручных шлифмашин – стр. 15
| Круги зачистные | |
| Круг зачистной 115х6х22 ЛАЗ | Цена по запросу |
| Круг зачистной 125х6х22 ЛАЗ | Цена по запросу |
| Круг зачистной 125х6х22 ONYX | Цена по запросу |
| Круг зачистной 125х6х22 BOSCH Expert вогнутый /2.608.600.223 | Цена по запросу |
| Круг зачистной 125х6х22 нерж. ONYX | Цена по запросу |
| Круг зачистной 125х6х22 нерж. ABRAFLEX (Германия) | Цена по запросу |
| Круг зачистной 150х6х22 ЛАЗ | Цена по запросу |
| Круг зачистной 180х6х22 ЛАЗ | Цена по запросу |
| Круг зачистной 180х6х22 ПРАКТИКА | Цена по запросу |
| Круг зачистной 230х6х22 ЛАЗ | Цена по запросу |
| Круг зачистной 230х6х22 ONYX | Цена по запросу |
| Круг зачистной 230х6х22 BOSCH Expert вогнутый /2.608.600.228 | Цена по запросу |
| Круг зачистной 230х6х22 нерж. ONYX | Цена по запросу |
| Круги лепестковые | |
| Круг лепестковый торцевой 115х22 14А Р 24(63) | Цена по запросу |
| Круг лепестковый торцевой 115х22 14А Р 36(50) | Цена по запросу |
| Круг лепестковый торцевой 115х22 14А Р 40(40) | Цена по запросу |
| Круг лепестковый торцевой 115х22 14А Р 50(32) | Цена по запросу |
| Круг лепестковый торцевой 115х22 14А Р 60(25) | Цена по запросу |
| Круг лепестковый торцевой 115х22 14А Р 80(20) | Цена по запросу |
| Круг лепестковый торцевой 115х22 14А Р100(16) | Цена по запросу |
| Круг лепестковый торцевой 115х22 14А Р120(12) | Цена по запросу |
| Круг лепестковый торцевой 125х22 14А Р 24(63) | Цена по запросу |
| Круг лепестковый торцевой 125х22 14А Р 36(50) | Цена по запросу |
| Круг лепестковый торцевой 125х22 14А Р 40(40) | Цена по запросу |
| Круг лепестковый торцевой 125х22 14А Р 50(32) | Цена по запросу |
| Круг лепестковый торцевой 125х22 14А Р 60(25) | Цена по запросу |
| Круг лепестковый торцевой 125х22 14А Р 80(20) | Цена по запросу |
| Круг лепестковый торцевой 125х22 14А Р100(16) | Цена по запросу |
| Круг лепестковый торцевой 125х22 14А Р120(12) | Цена по запросу |
| Круг лепестковый торцевой 125х22 Р 40(40) ONYX | Цена по запросу |
| Круг лепестковый торцевой 125х22 Р 40(40) нерж. ONYX | Цена по запросу |
| Круг лепестковый торцевой 125х22 Р 60(25) ONYX | Цена по запросу |
| Круг лепестковый торцевой 125х22 Р 60(25) нерж. ONYX | Цена по запросу |
| Круг лепестковый торцевой 125х22 Р 80(20) ONYX | Цена по запросу |
| Круг лепестковый торцевой 125х22 Р 40(40) ABRAFLEX (Германия) | Цена по запросу |
| Круг лепестковый торцевой 125х22 Р 40(40) нерж. ABRAFLEX (Германия) | Цена по запросу |
| Круг лепестковый торцевой 125х22 Р 60(25) ABRAFLEX (Германия) | Цена по запросу |
| Круг лепестковый торцевой 125х22 Р 60(25) нерж. ABRAFLEX (Германия) | Цена по запросу |
| Круг лепестковый торцевой 150х22 14А Р 36(50) | Цена по запросу |
| Круг лепестковый торцевой 150х22 14А Р 40(40) | Цена по запросу |
| Круг лепестковый торцевой 150х22 14А Р 50(32) | Цена по запросу |
| Круг лепестковый торцевой 150х22 14А Р 60(25) | Цена по запросу |
| Круг лепестковый торцевой 150х22 14А Р100(16) | Цена по запросу |
| Круг лепестковый торцевой 180х22 14А Р 40(40) | Цена по запросу |
| Круг лепестковый торцевой 180х22 14А Р 50(32) | Цена по запросу |
| Круг лепестковый торцевой 180х22 14А Р 60(25) | Цена по запросу |
| Круг лепестковый торцевой 180х22 14А Р 80(20) | Цена по запросу |
| Круг обдирочный победитовый 125х22,2 зерно 1 | Цена по запросу |
| Круг обдирочный победитовый 125х22,2 зерно 5 | Цена по запросу |
| Круг радиальный лепестковый 150х30х32 Р40(40) | Цена по запросу |
| Круг радиальный лепестковый 150х30х32 Р50(32) | Цена по запросу |
| Круг радиальный лепестковый 150х30х32 Р60(25) | Цена по запросу |
| Круг радиальный лепестковый 150х30х32 Р80(20) | Цена по запросу |
| Круг радиальный лепестковый 150х30х32 Р120(12) | Цена по запросу |
| Круги отрезные | |
| Круг отрезной по металлу 115х1,0х22 мет+нерж ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 115х1,2х22 мет+нерж ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 115х1,6х22 мет+нерж ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 115х2,5х22 ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 125х0,8х22 мет+нерж ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 125х1,0х22 мет+нерж ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 125х1,2х22 мет+нерж ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 125х1,6х22 мет+нерж ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 125х2,0х22 ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 125х2,5х22 ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 125х2,5х32 ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 125х3,0х22 ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 150х1,6х22 мет+нерж ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 150х2,5х22 ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 180х1,6х22 мет+нерж ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 180х2,5х22 ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 200х2,5х22 ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 230х1,6х22 мет+нерж ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 230х2,0х22 ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 230х2,5х22 ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 230х2,5х32 ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 300х3,0х32 ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 355х3,5х25,4 ЛАЗ | Цена по запросу |
| Круг отрезной по металлу 400х4,0х32 ЛАЗ | Цена по запросу |
| Круг отрезной 400х4,0х32 мм 100м/с, для резки железнодорожных рельсов | Цена по запросу |
| Круг отрезной по бетону 115х2,5х22 ЛАЗ | Цена по запросу |
| Круг отрезной по бетону 125х2,5х22 ЛАЗ | Цена по запросу |
| Круг отрезной по бетону 180х2,5х22 ЛАЗ | Цена по запросу |
| Круг отр.по БЕТОНУ!!! 230х2,5х22 ЛАЗ | Цена по запросу |
| Круги шлифовальные | |
| Брусок лодочка | Цена по запросу |
| Круг шлифовальный ПП 125х20х32 25А 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 125х20х32 25А 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 125х20х32 63С 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 125х20х32 63С 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 150х20х12,7 25А 25-40 СМ1-2(60-40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 150х20х12,7 63С 25-40 СМ1-2(60-40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 150х20х32 25А 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 150х20х32 25А 40СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 150х20х32 63С 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 150х20х32 63С 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 175х20х32 25А 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 175х20х32 25А 40СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 175х20х32 63С 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 175х20х32 63С 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 200х20х16 25А 25-40 СМ1-2(60-40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 200х20х16 63С 25-40 СМ1-2(60-40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 200х20х32 25А 25СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 200х20х32 25А 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 200х20х32 63С 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 200х20х32 63С 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 250х20х32 25А 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 250х20х32 25А 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 250х20х32 63С 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 250х20х32 63С 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 250х32х76 25А 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 250х32х76 25А 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 250х32х76 63 С 25-40 СМ1-2(60-40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 250х40х76 25А 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 250х40х76 25А 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 250х40х76 63 С 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 250х40х76 63 С 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 300х40х76 25 А 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 300х40х 76 25А 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 300х40х 76 63С 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 300х40х 76 63С 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 300х40х127 25 А 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 300х40х127 25 А 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 300х40х127 63С 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 300х40х127 63С 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 350х40х 76 25А 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 350х40х 76 25А 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 350х40х 76 63С 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 350х40х127 25 А 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 350х40х127 25 А 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 350х40х127 63С 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 350х40х127 63С 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 400х40х127 25А 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 400х40х127 25А 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 400х40х127 63С 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 400х40х127 63С 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 400х40х203 25А 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 400х40х203 25А 40 СМ1-2(40 K,L) | Цена по запросу |
| Круг шлифовальный ПП 400х40х203 63С 25 СМ1-2(60 K,L) | Цена по запросу |
| Круг шлифовальный ПП 400х40х203 63С 40 СМ1-2(40 K,L) | Цена по запросу |
| Сегмент 6С 85*78*50 54С | Цена по запросу |
| Чашка ЧК 125*50*32 14А бак. | Цена по запросу |
| Чашка ЧК 150*50*32 14А бак. | Цена по запросу |
| Чашка ЧК 150*50*32 25А 25-40 СМ1-2** | Цена по запросу |
| Лента бесконечная | |
| Лента бесконечная ЛБ 75х457 Р 40 (40) | Цена по запросу |
| Лента бесконечная ЛБ 75х457 Р 50 (32) | Цена по запросу |
| Лента бесконечная ЛБ 75х457 Р 60 (25) | Цена по запросу |
| Лента бесконечная ЛБ 75х457 Р 80 (20) | Цена по запросу |
| Лента бесконечная ЛБ 75х457 Р100 (16) | Цена по запросу |
| Лента бесконечная ЛБ 75х457 Р120 (12) | Цена по запросу |
| Лента бесконечная ЛБ 75х457 Р150 (10) | Цена по запросу |
| Лента бесконечная ЛБ 75х533 Р 36 (50) | Цена по запросу |
| Лента бесконечная ЛБ 75х533 Р 40 (40) | Цена по запросу |
| Лента бесконечная ЛБ 75х533 Р 60 (25) | Цена по запросу |
| Лента бесконечная ЛБ 75х533 Р 80 (20) | Цена по запросу |
| Лента бесконечная ЛБ 75х533 Р100 (16) | Цена по запросу |
| Лента бесконечная ЛБ 75х533 Р120 (12) | Цена по запросу |
| Лента бесконечная ЛБ 75х533 Р150 (10) | Цена по запросу |
| Лента бесконечная ЛБ 100х610 Р 36 (50) | Цена по запросу |
| Лента бесконечная ЛБ 100х610 Р 40 (40) | Цена по запросу |
| Лента бесконечная ЛБ 100х610 Р 60 (25) | Цена по запросу |
| Лента бесконечная ЛБ 100х610 Р 80 (20) | Цена по запросу |
| Лента бесконечная ЛБ 100х610 Р 150 (10) | Цена по запросу |
| Шлифовальная шкурка на бумаге | |
| Насадка-липучка 125 Р 40(40) | Цена по запросу |
| Насадка-липучка 125 Р 60(25) | Цена по запросу |
| Насадка-липучка 125 Р 80(20) | Цена по запросу |
| Насадка-липучка 125 Р100(16) | Цена по запросу |
| Насадка-липучка 125 Р120(12) | Цена по запросу |
| Насадка-липучка 125 Р180(6) | Цена по запросу |
| Насадка-липучка 150 Р 40(40) | Цена по запросу |
| Насадка-липучка 150 Р 60(25) | Цена по запросу |
| Насадка-липучка 150 Р 80(20) | Цена по запросу |
| Насадка-липучка 150 Р100(16) | Цена по запросу |
| Шлиф. шкурка MIRKA 115 мм.*50м. Р40 | Цена по запросу |
| Шлиф. шкурка MIRKA 115 мм.*50м. Р60 | Цена по запросу |
| Шлиф. шкурка MIRKA 115 мм.*50м. Р80 | Цена по запросу |
| Шлиф. шкурка MIRKA 115 мм.*50м. Р100 | Цена по запросу |
| Шлиф. шкурка MIRKA 115 мм.*50м. Р120 | Цена по запросу |
| Шлиф. шкурка MIRKA 115 мм.*50м. Р150 | Цена по запросу |
| Шлиф. шкурка MIRKA 115 мм.*50м. Р180 | Цена по запросу |
| Шлиф. шкурка водост. лист Р 60 (№25) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 80 (№20) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 100 (№16) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 120 (№12) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 150 (№10) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 180 (№ 8) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 220 (№ 6) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 240 (№4) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 280 (М63) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 320 (М50) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 360 (М50) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 400 (М40) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 500 (М28) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 600 (М28) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р 800 (М28) 230х280 мм MIRKA** | Цена по запросу |
| Шлиф. шкурка водост. лист Р1000 (М20) 230х280 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р1500 (М14) 140*230 мм MIRKA | Цена по запросу |
| Шлиф. шкурка водост. лист Р2000 (М10) 140х230 мм MIRKA | Цена по запросу |
| Шлифовальная шкурка на ткани | |
| Шлиф. шкурка водост.ткань (МИКРОНКА)М40 (Белгород) 775мм 30м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 4 (Белгород) 775мм 30м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 5 (Белгород) 775мм 30м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 6 (Белгород) 775мм 30м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 8 (Белгород) 775мм 30м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 10 (Белгород) 775мм 30м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 12 (Белгород) 775мм 30м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 16 (Белгород) 775мм 30м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 20 (Белгород) 775мм 30м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 25 (Белгород) 775мм 30м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 32 (Белгород) 775мм 30м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 40 (Белгород) 775мм 30м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 50 (Белгород) 775мм 30м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 63 (Белгород) 775мм 20м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань № 80 (Белгород) 775мм 20м.п | Цена по запросу |
| Шлиф. шкурка водост.ткань №100 (Белгород) 775мм 20м.п | Цена по запросу |
| Круги отрезные импортные | |
| Круг отрезной 125х1,0х22 мет+нерж ONYX | Цена по запросу |
| Круг отрезной 125х1,0х22 мет+нерж ABRAFLEX (Германия) | Цена по запросу |
| Круг отрезной 125х1,0х22 BOSCH Expert металл+нерж /2.608.600.549 | Цена по запросу |
| Круг отрезной 125х1,2х22 мет+нерж ONYX | Цена по запросу |
| Круг отрезной 125х1,2х22 мет+нерж ABRAFLEX (Германия) | Цена по запросу |
| Круг отрезной 125х1,2х22 мет+нерж PALIART LUX | Цена по запросу |
| Круг отрезной 125х1,6х22 мет+нерж ONYX | Цена по запросу |
| Круг отрезной 125х1,6х22 мет+нерж ABRAFLEX (Германия) | Цена по запросу |
| Круг отрезной 125х1,6х22 BOSCH Expert металл /2.608.600.219 | Цена по запросу |
| Круг отрезной по металлу 125х2,0х22 ONYX | Цена по запросу |
| Круг отрезной 125х2.5х22 ONYX | Цена по запросу |
| Круг отрезной 125х2.5х22 ABRAFLEX (Германия) | Цена по запросу |
| Круг отрезной 125х2,5х22 BOSCH Expert металл /2.608.600.394 | Цена по запросу |
| Круг отрезной 230х1.6х22 мет+нерж ONYX | Цена по запросу |
| Круг отрезной 230х1.6х22 мет+нерж ABRAFLEX (Германия) | Цена по запросу |
| Круг отрезной по металлу 230х2,0х22 ONYX | Цена по запросу |
| Круг отрезной 230х2.5х22 ONYX | Цена по запросу |
| Круг отрезной 230х2.5х22 ABRAFLEX (Германия) | Цена по запросу |
| Круг отрезной 230х2,5х22 BOSCH Expert металл, вогнутый профиль/2.608.600.225 | Цена по запросу |
| Круг отрезной 230х3,0х22 BOSCH Expert металл /2.608.600.324 | Цена по запросу |
| Круг отрезной 355х2,8х25.4 BOSCH Expert металл/2.608.601.238 | Цена по запросу |
| Круг отрезной 355х3,0х25,4 MAKITA/B-14510 | Цена по запросу |
Круги для угловых шлифовальных машин, необходимые для изготовления
Если вы занимаетесь производством, вам понадобятся четыре типа колес для вашей угловой шлифовальной машины. Это стандартный шлифовальный круг, лепестковый диск, отрезной круг и проволочный круг. Если вы прокрутите статью до конца, вы увидите, что каждое из этих колес делает с куском ржавого металла.
Круги угловой шлифовальной машины являются расходным материалом: они служат определенное время, а затем их необходимо заменить.Мы экспериментировали с супер дешевыми версиями колес для угловых шлифовальных машин и обнаружили, что они не служат так долго и не держатся вместе, как версии, которые стоят немного дороже. Вот некоторые из них, которые нам понравились:
Нам также нравятся продукты от Norton, Gemini и Milwaukee.
Шлифовальный круг
Шлифовальный круг с оправкой 7/8 “
Этим шлифовальным кругом можно шлифовать в любом месте торца или кромки шлифовального круга.
Угловой шлифовальный круг для быстрого удаления материала
Стандартный шлифовальный круг предназначен для быстрого удаления металла. Используйте измельчение
колеса, если вы хотите зачистить сварные швы, зачистить порезы и подготовить металл для
сварка (так как для сварки нужен голый блестящий металл). Из четырех колес,
это удаляет материал быстрее всего. Он также дает большие горячие искры. Убедитесь, что искры не попадают во все, что вас волнует. Искры плавятся и застревают в стекле, прожигают дыры в одежде и могут причинять небольшую боль коже.
Шлифовальные круги бывают разной зернистости . Как и наждачная бумага, меньшие числа (например, зернистость 40) являются грубыми и удаляют
материал быстрее. Мы предупреждаем, что чем меньше зернистость, тем больше, горячее и болезненнее искры . Хотя это нормально, если вы работаете на верстаке, шлифование под колесом 4×4 в неудобном положении может стать очень неудобным при использовании кругов с низким зерном.Даже с обычным защитным снаряжением сложнее защитить свое тело, уши и глаза от прыгающих искр, когда вы застряли под автомобилем, поэтому мы рекомендуем для этого типа работы использовать колесо с более высокой зернистостью. Случайные искры могут легко срикошетить и отразиться за комбинацией защитной маски и очков. Диск с более высоким зерном займет немного больше времени, но он безопаснее и удобнее.
Толстый шлифовальный круг 1/4 “для быстрого удаления материала
Стандартные шлифовальные круги идеально подходят для быстрого удаления металла на угловой шлифовальной машине.Толщина 1/4 дюйма довольно стандартна для большинства шлифовальных кругов.
Угловая шлифовальная машина стандартный шлифовальный круг
При покупке шлифовальных кругов обращайте внимание на диаметр круга. Убедитесь, что колеса, которые вы подходите, помещаются внутри защитного кожуха кофемолки.
Мы закупаем по 5-10 шлифовальных кругов для угловых шлифовальных машин за раз, и в этом количестве можно выполнить большинство типичных производственных проектов на одном грузовике.
Шлифовальные круги с низким зерном могут оставлять «царапины» на вашем металле. Действительно грубые шлифовальные круги тоже могут оставлять небольшие заусенцы на краю заготовки. Обычно мы убираем эти царапины с помощью лоскутного диска (ниже) на пораженных участках до тех пор, пока металл гладкий и блестящий.
Лучший угловой шлифовальный круг для заточки лезвий косилок и других инструментов
Это также колесо угловой шлифовальной машины, которое следует использовать для заточки лезвий косилок, лопат и других «тупых» садовых инструментов.Нож косилки легко снять, положить в тиски и заточить с помощью угловой шлифовальной машины. Мы часто заканчиваем лезвие лепестковым диском, чтобы убедиться, что оно гладкое.
Откидной диск для чистовой обработки
Диск шлифовальный круг для тонкого шлифования металла
Лепестковые диски идеально подходят для шлифовки металла угловой шлифовальной машиной. Они могут слегка снимать фаски, удалять заусенцы и снимать острые кромки с углов.
Лучшие шлифовальные круги для угловых шлифовальных машин
Шлифовальные круги выше имеют тенденцию выдавливать материал, с которым вы работаете, но лепестковый диск сглаживает это из. Хотя шлифовальный круг представляет собой твердый композитный материал, лепестковый диск представляет собой просто перекрывающиеся прямоугольники наждачной бумаги. если ты должны были провести шлифовальным кругом по кромке куска стали, а затем вы водите ногтем по этому месту, оно зацепится, так как шлифовальный круг выталкивает материал по передней кромке.Это борозды . Заусенцы выглядят плохо и могут быть острыми – они легко порежут незащищенные руки. Откидной диск отлично подходит для удаления заусенцев и придания блеска выдолбленному металлу.
Лепестковые диски Debur Metal и Take Off Rough edge
Используйте лепестковые диски для более тонкой шлифовки металла.
Как и стандартные шлифовальные круги, они бывают разной зернистости.Нравиться
наждачной бумагой, более высокое зерно для мелкой работы, а крупное зерно – для
для более грубой работы. Мы постоянно используем лепестковые диски для финишной обработки тяжелых
шлифование. Откидные диски имеют огромное значение для готовой детали
выглядит, удалив заусенцы и царапины, позволяя нанести незначительные
фаски на кромках, а также облегчение снятия твердой кромки
углы.
Отрезной диск для резки металла
Тонкий профиль отрезного круга
Благодаря своей толщине отрезной круг легко прорезает металл. Толщина этого 0,045 дюйма.
Лучший угловой шлифовальный круг для резки металла
Отрезной круг с оправкой 7/8 “
Отрезные круги с оправкой 7/8 “подходят к специальному уступу на угловых шлифовальных машинах с резьбовой оправкой 5/8” -11.
Отрезной круг используется для резки металла. Вы можете использовать это для вырезка сварных швов, вырезание мелких деталей из листового или листового металла или укорачивание болтов. Вы используете только край колеса, а не задняя или передняя грань. Фактически, использование любой поверхности ослабит отрезной круг, поскольку они такие тонкие, а волокна, удерживающие колесо вместе, сильно обнажены.
Отрезные круги значительно тоньше стандартных шлифовальных кругов.Как правило, вы будете использовать что-то толщиной 1/8 дюйма или 0,045 дюйма. Это от 1/2 до 1/4 толщины шлифовального круга 1/4 дюйма. Из-за своей толщины и того факта, что они режут только по краю, они могут резать металл очень быстро.
Лучшая угловая шлифовальная машина для резки колеса по металлу тоже самые тонкие.
Однако чем тоньше колесо, тем они опаснее. Тонкий
отрезные диски легче изгибаются и, следовательно, легче ломаются. Если вы работаете за верстаком в удобном положении с хорошо расположенной заготовкой, подойдет тонкий отрезной круг.Если вы планируете работать под транспортным средством в неудобном положении, мы рекомендуем использовать отрезной круг 1/8 дюйма, который немного более жесткий и не разбивается, если вы потеряете равновесие или положение.
Также самый опасный круг для угловой шлифовальной машины …
Отрезные круги отлично подходят для изготовления
Когда вам нужно резать металл, отрезной круг на вашей угловой шлифовальной машине справится с этой задачей быстро.
Отрезной диск очень и очень удобен, но чрезвычайно опасен колесо, потому что оно тонкое. Если вы дергаетесь, теряете равновесие или
в противном случае случайно поверните болгарку при использовании этого круга, она разобьет .
Разлетающиеся снаряды могут сломать вам нос, повредить руки,
обидеть посторонних и т. д. Держите лицо подальше от этого и
плоскость прялки.
Возможно, мы разбили один
или два стандартных шлифовальных круга 1/4 дюйма за несколько лет заводской работы, но мы
разлетелись многие отрезные диски.Многие производители получили травмы из-за
ношение надлежащего защитного снаряжения или небезопасное использование отрезных кругов. Один из нас
даже имеет красивый шрам и постоянно врезанный шлифовальный материал
под ногтем после того, как сломанный отрезной круг ударил его руку и
сломал ноготь. Трудно все настроить идеально
для использования отрезного круга на угловой шлифовальной машине, поэтому сделайте все, что в ваших силах, и
носите много защитного снаряжения.
Защитные очки, маска для лица, защитный кожух шлифовальной машины, тяжелые перчатки и отсутствие посторонних необходимы, когда вы раскручиваете это колесо. Мы рекомендуем не использовать отрезной круг, если оба конца материала не поддерживаются должным образом. В противном случае подвесной элемент может защемить прялка и разбить его. Вместо этого следует использовать отрезную пилу для некоторых типов работать, например, укорачивать трубы или уголки.
Проволочное колесо для очистки
Заднее колесо проволочное с оправкой 5/8 “
Нам нравятся резьбовые оправки для проволочных колес, поскольку они позволяют легко снимать и включать колесо.
Лучший угловой шлифовальный круг для очистки краски и ржавчины
Проволочные круги отлично подходят для удаления ржавчины и краски с поверхностей. В
большинство кругов с абразивной проволокой имеют толстую скрученную щетину.
Прямая и тонкая щетина гораздо менее абразивна, но не агрессивна.
достаточно, если вам нужно сделать быстрое удаление краски и ржавчины. Фактически, все проволочные круги, которые мы используем в наших угловых шлифовальных машинах, скручены. Мы используем только круги из проволоки с прямой щетиной в насадках для сверл и шлифовальных машинах, и все они имеют небольшой диаметр.
Проволочное колесо переднее
Это толстые скрученные щетинки, поэтому колесо будет агрессивным. Это лучший тип проволочного круга для удаления сильной краски и ржавчины.
Как и другие колеса, вещи могут слетать с этого колеса на высоких скоростях – провода иногда рвутся достаточно сильно, чтобы прилипнуть к вашей коже. Это не так уж и плохо, но это должно побудить вас надеть защиту для глаз. Не покупайте дешевые проволочные круги для угловой шлифовальной машины. Мы пробовали проволочные колеса от Harbour Freight, и к тому же они недолговечны. очень долго, они будут распылять на вас проволочные нити до тех пор, пока проволока колесо длится. Помимо того, что это невыносимо раздражает, это еще и опасно для вас и всех, кто вас окружает, так как нити могут так легко прокалывать кожу (и, конечно, глазные яблоки).
Испытания в реальных условиях: что делают эти шлифовальные круги
Образец проволочного круга для угловой шлифовальной машины
Проволочное колесо легко сняло окалину ржавчины.Если бы ты собирался приварите аварийный ремонт стержнем 6010/6011, это, вероятно, быть достаточно чистым для процесса сварки. А вот голые, блестящие, чистый металл для сварки MIG или TIG. Проволочное колесо со стальной щетиной не подойдет. выдолбить сталь (хотя она может «смягчить» внешний вид), но может резать более мягкие металлы, такие как алюминий или латунь.
Эффект проволочного колеса на ржавом металле
Мы предпочитаем использовать блестящий металл для сварки, но для многих проектов проволочное колесо снимает достаточно ржавчины, чтобы впоследствии можно было покрасить в разумных пределах.
Образец лепесткового диска угловой шлифовальной машины
Диск заслонки практически бесполезен для удаления ржавчины, если только мгновенная ржавчина. Накипь снимается медленно, и мы никогда не сможем очистить ее голыми металл, так что это довольно бессмысленное использование.
Эффект лепесткового колеса на ржавом металле
Откидного колеса недостаточно для удаления сильной ржавчины.Он больше подходит для более тонкой шлифовки и отделки металла.
Образец шлифовального круга угловой шлифовальной машины
Мы быстро переходим к голому блестящему металлу. Это колесо оставило немного довольно тяжелые выбоины в металле. Это не будет выглядеть хорошо, но для функциональная штука это не имеет значения. Обратите внимание, что мы отшлифовали точечная коррозия, вызванная процессом коррозии. Это означает, что мы также уменьшили общую толщину заготовки в этих местах.Ты как правило, не следует шлифовать ямки глубиной 1/8 дюйма на материале 1/4 дюйма, так как вы уменьшаете силу этой области до 1/8 дюйма. Регулярный шлифовальный круг также отлично подходит для измельчения окалины, которая является тускло-серое «покрытие», которое наносится на многие общедоступные металлы.
Эффект шлифовального круга на ржавом металле
Шлифовальный круг очень эффективен при очистке от ржавчины до оголенного металла, но он имеет тенденцию оставлять шероховатую поверхность и может привести к удалению большого количества материала, если вы не будете осторожны.
Шлифовальный круг, затем образец лепесткового диска
Сначала использовали обычный шлифовальный круг, потом пробегали лоскутом диск. Заготовка еще имеет небольшую зазубрину, но большая часть неглубокая. одни были «отшлифованы». Финиш на ощупь более гладкий, чем у только шлифовальный круг. В отличие от образца только со шлифовальным кругом, этот будет хорошо смотреться со слоем краски. Производственная часть с полностью гладкой отделкой (представьте себе сварной пластинчатый бампер с гладкие углы), вероятно, будет использоваться менее агрессивный шлифовальный круг (более мелкая строжка), за которой следует лепестковое колесо.
Затем шлифовальным кругом шлифовальный круг по металлу
Использование лепесткового диска после более грубого шлифовального круга делает сталь намного более гладкой.
Образец отрезного круга для угловой шлифовальной машины
Это просто прямой пропил отрезным кругом. При сквозной резке нужно следить за тем, как движется отрезанный кусок, чтобы он не защемлял отрезной круг или ударом в колесо при его падении.Для кусочков этого размером и больше, безопаснее использовать бензопилу, ленточную пилу или ножовку (это не так уж и плохо!). Это колесо имеет толщину 0,045 дюйма, поэтому резка быстрее и тоньше, чем у более толстых колес диаметром 1/8 дюйма (0,125 дюйма). Это также разбиться легче.
Эффект отрезного круга угловой шлифовальной машины на металле
Отрезные круги следует использовать только для резки. Не используйте переднюю или заднюю поверхность колеса для резки, иначе вы рискуете ослабить колесо и привести к его разрушению.
Makita 5 Pack – 4-дюймовый шлифовальный круг для шлифовальных машин по металлу
✅ 5 MAKITA Premium 4 ”шлифовальные круги с углублением по металлу | 4 дюйма x 1/4 дюйма x 5/8 дюйма | Оптимизирован для 4-дюймовых угловых шлифовальных машин Makita и совместим со всеми 4-дюймовыми угловыми шлифовальными машинами со стандартной резьбой шпинделя M10 x 1,25 дюйма.
✅ ШЛИФОВАНИЕ в 2-3 раза. Толщина, обеспечивающая сбалансированный срок шлифования, скорость удаления материала, точность, требуемую мощность и тепловыделение, что позволяет шлифовать дольше, стабильно точно с максимальной целостностью круга, умеренными требованиями к мощности и относительно низким тепловыделением
✅ ЛЕГКО И БЕЗОПАСНО Шлифуйте всю сталь и металл включая сварные швы, углеродистую сталь, конструкционную сталь, чугун, стальные трубы и легированную сталь в течение сверхдлительного срока службы благодаря высокопроизводительному коричневому плавленому алюминиевому зерну и твердой связующей матрице Makita скорости и агрессивное шлифование, используемые в профессиональных металлообработках, автомастерских, при техническом обслуживании, строительстве и общепромышленных применениях
✅ ИЗБЕГАЙТЕ преждевременных повреждений Интеграция, разрушение круга и травмы с более дешевыми кругами за счет использования запатентованной матрицы с прочной связкой Makita, которая связывает премиальный белый оксид алюминия с фенольной смолой, обеспечивая оптимальный износ зерна, что обеспечивает плавное шлифование ПРОИЗВОДИТЕЛЬНОСТЬ, АГРЕССИВНОСТЬ И БАЛАНС, шлифование дольше и быстрее, чем другие круги в своем классе
✅ БЫСТРО удалите заготовку для стали, металла и сварных швов General Steel, Metal & Weld с помощью 24 крупных зерен Makita | Гарантированное качество, агрессивные диски с длительным сроком службы для стабильной работы в самых требовательных приложениях
Оптимизируйте свою шлифовальную работу по металлу с помощью этих 5 шлифовальных кругов Makita Premium 4 ”по металлу под углом 15-30 градусов к рабочей поверхности, прилагая необходимое усилие, чтобы шлифовальный круг мог выполнять работу.Для достижения наилучших результатов не следует слишком сильно давить на круг, что может привести к остановке шлифовального станка или отдаче, или к менее эффективному шлифованию, а также к увеличению вероятности проскальзывания или потери контроля над инструментом, что приведет к травме или повреждать. Применение легкого или умеренного давления и последовательного движения обеспечит наиболее эффективное измельчение и минимизирует тепловыделение. Рассмотрите возможность использования легкого давления и равномерного движения во время заточки для максимальной скорости помола и продления срока службы круга.Чрезмерное давление во время шлифования вызывает повышенное трение и накопление тепла, что может вызвать повышенное тепловое обесцвечивание обрабатываемой детали и сокращение срока службы круга.Для сложных областей применения угловые шлифовальные машины с более высокой силой тока и / или крутящим моментом обеспечивают более легкое, долговечное и эффективное шлифование .
Могу ли я использовать шлифовальный круг для резки металла?
Металл отрезной колесо
Если вы будете терпеливы, вы можете отрезать большую часть металла ножовкой.Но для быстрого и грубого реза трудно превзойти шлифовальный станок . Я использовал угловой шлифовальный станок с по для резки арматуры (фото 3), уголка железа, ржавых болтов (фото 4) и сварных проволочных ограждений. Используйте недорогой отрезной круг для этих и других металлических – резки задач. Нажмите, чтобы увидеть полный ответ
Еще люди спрашивают, можно ли резать металл шлифовальным кругом?
Угловая шлифовальная машина , оснащенная абразивным металлом – отрезным диском хорошо подходит для резки всех видов металла , включая болты, угловое железо, арматуру и даже лист металла .Но диски быстро изнашиваются, режет медленно и сжимается в диаметре, как , вы их используете . Вместо мы, , рекомендуем использовать алмазный диск с классом резки , , черный, , металл, .
Аналогично, в чем разница между шлифовальным кругом и отрезным кругом? Отрезные круги – от круга тонкие по конструкции и не имеют достаточной поперечной прочности для бокового шлифования . Это снижает прочность колеса и может привести к поломке.Независимо от того, какой тип шлифовального круга вы используете, шлифовальный круг должен выполняться только на поверхности круга , для которого он предназначен.
Также знаете, как отрезать металлическую трубу болгаркой?
При использовании угловой шлифовальной машины или сабельной пилы запустите инструмент до соприкосновения с трубой , затем медленно опустите отрезной диск , пока он не коснется поверхности. Приложите постоянное давление до тех пор, пока не перережет трубу .Используя ножовку, медленно протягивайте лезвие вперед и назад, следя за тем, чтобы пропил был прямым.
Можно ли резать нержавеющую сталь угловой шлифовальной машиной?
Угловая шлифовальная машина Если вы хотите резать нержавеющую сталь с помощью этого устройства, вам потребуются боковая шлифовальная машина и лезвие. Добавьте абразивный диск в сторону болгарки . Для этой операции подходит угловая шлифовальная машина с отрезным кругом диаметром около 5 дюймов. Контролировать шлифовальный станок , он должен быть надлежащим образом сбалансирован.
Вот как вы используете настольную шлифовальную машину
Коричневая птица дизайн
(Иллюстрация Brown Bird Design)
Настольный шлифовальный станок – это основная философия студентов мастерской : машина, которая очевидна, абразивна и предназначена для измельчения каждого предмета, с которым он сталкивается, до утонченной оболочки своего прежнего состояния.
В зависимости от того, какое колесо вы добавляете, настольный шлифовальный станок может формировать, затачивать, полировать, полировать или чистить практически любой металлический предмет.Чтобы использовать один, прикрепите самое грубое колесо, которое подходит для вашей работы – зерно 36 может заточить большинство садовых инструментов; Зернистость 60 лучше подходит для долот и рубанков. Круги с зернистостью 80 или 100 лучше всего подходят для деликатных работ, таких как формовка металлических деталей моделей и неэффективная чистка картофеля.
Затем поместите предмет, который вы хотите шлифовать, напротив переднего колеса под углом примерно от 25 до 30 градусов (см. Диаграмму выше). Заставляйте его двигаться. Сочетание грубого зерна и постоянного движения предохранит металл от перегрева.В основном. Если ваше сверло или инструмент начинает нагреваться, окуните его в банку для кофе, полную подогретого быстрозакаленного масла, такого как Brownells Tough-Quench или Chevron Quenching Oil 70. Это предотвратит появление микроскопических трещин, которые могут возникнуть при охлаждении горячего инструмента. слишком быстро, обрызгав холодной водой, что, кстати, по-прежнему является предпочтительным методом лечения для специалистов по философии.
Рой Берендсон Старший домашний редактор Рой Берендсон проработал более 25 лет в Popular Mechanics, где он писал о плотницких, каменных, малярных, сантехнических, электрических, деревообрабатывающих, кузнечных, сварочных работах, уходе за газонами, использовании бензопил и наружном энергетическом оборудовании.Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
100 мм 4 “Алмазный сегментный шлифовальный круг, шлифовальный круг, чашка для бетона, шлифовальные машины по камню, электроинструменты для дома и сада
100 мм 4-дюймовый алмазный сегментный шлифовальный круг Диск шлифовальный станок Чашка бетонный шлифовальный станок по камню Электроинструменты Для дома и садаШлифовальный круг с алмазным сегментом 100 мм. искусственный камень и стекло и т. д., высокая скорость шлифования, длительный срок службы, Примечание: реальный цвет предмета может немного отличаться от изображения, показанного на веб-сайте, из-за многих факторов, таких как яркость вашего монитора и яркость света, используемых на высоких -скоростной электрический шлифовальный станок и пневматические инструменты, подходит для шлифования мрамора, гранита, всемирно известных, подлинных товаров, мы предоставляем вам новейшие высококачественные продукты., Шлифовальный круг с алмазным сегментом, шлифовальный круг, чашка, бетон, камень, 100 мм, 4 дюйма.
- Дом
- Дом и сад
- Инструменты и оборудование для мастерской
- Электроинструменты
- Шлифовальные машины
- 100 мм 4-дюймовый алмазный сегментный шлифовальный круг для шлифовального круга с алмазным сегментом Чашка для шлифования по камню
, например, коробка без надписи полиэтиленовый пакет. Полную информацию см. в списке продавца. См. все определения условий : Бренд: : Без товарного знака , Диаметр: : 100 мм / 4 дюйма : MPN: : Не применяется , Диаметр внутреннего отверстия: : 20 мм / 0.79 дюймов (без металлического кольца). 16 мм / 0,63 дюйма (с металлическим кольцом) : Материал: : HHS , Толщина: : 5 мм / 0,2 дюйма : UPC: : Не применяется ,。. долгий срок службы. Примечание: реальный цвет предмета может немного отличаться от изображения на веб-сайте из-за многих факторов, таких как яркость вашего монитора и яркость света .. Состояние: Новое: совершенно новый, неиспользованный, гранитный, неповрежденный предмет в оригинальная упаковка (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, керамическая, 100 мм 4-дюймовый алмазный сегментный шлифовальный круг, чашка для шлифовального круга, бетон, вырезанный из камня.Используется на высокоскоростных электрических шлифовальных машинах и пневматических инструментах. Подходит для шлифовки мрамора. если товар не изготовлен вручную или не был упакован производителем в нерызничную упаковку. и др. Высокая скорость шлифования, искусственный камень и стекло в закрытом виде.
100 мм 4 “Алмазный сегментный шлифовальный круг Диск шлифовальный круг Бетон Каменная огранка
100 мм 4 “Алмазный сегмент Шлифовальный круг для диска Чашка Бетонная каменная резка, Бетонная каменная резка 100 мм 4” Алмазный сегмент Шлифовальный круг для диска Чашка шлифовального круга, 100 мм 4 “Алмазный сегмент Шлифовальный круг Диск шлифовальный стакан Бетонная каменная резка.
Координатно-шлифовальный станок. – скачать ppt
Презентация на тему: «Джиг-шлифовальный станок» – стенограмма презентации:
1 Джиг-шлифовальный станок
2 Цели Выбрать круги и методы шлифования, необходимые для обработки отверстий. Наладить работу и обработать прямое отверстие с точностью до дюйма.(0,005 мм)
3 В координатно-шлифовальном станке потребность в точном расположении отверстий в закаленном материале привела к разработке в 1940 г. Другие применения Шлифовка контуров Радиусы Касательные углы Углы Плоскости
4 Преимущества кондукторного шлифования
Отверстия, деформированные в процессе закалки, могут быть точно доведены до нужного размера и положения Отверстия и контуры, требующие конусности или уклона, могут быть отшлифованы, поскольку возможны более точные посадки и лучшее качество поверхности.срок службы детали значительно увеличен Многие детали, требующие контура, могут быть выполнены в твердой форме
5 Координатно-шлифовальный станок Подобен координатно-расточенному станку
Способен позиционировать стол с точностью до дюйма Оба станка с вертикальным шпинделем Основное отличие заключается в шпинделях Оснащен высокоскоростным пневматическим шлифовальным шпинделем с турбонаддувом Позволяет шлифование на выходе и шлифование конических отверстий Copyright © The McGraw-Hill Companies , Inc.Для воспроизведения или отображения требуется разрешение.
6 Шлифовальный шпиндель кондуктора
Может быть смещен относительно главного шпинделя Планетарный путь вращения Авторские права © McGraw-Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
7 Узел главного шпинделя Авторское право © McGraw-Hill Companies, Inc.Для воспроизведения или отображения требуется разрешение.
8 Выход шлифовальной головки Горизонтальный ползун типа «ласточкин хвост» соединяет шлифовальную головку с главным шпинделем координатно-шлифовального станка, смещением шлифовальной головки от центра главного шпинделя для обработки отверстий разного размера. Величину смещения можно точно контролировать с помощью регулятора выхода с внутренней резьбой, установленного на невращающейся вилке -Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
9 Три прибора для измерения глубины
Регулируемый упор с положительным упором Расположен на левом конце вала ведущей шестерни. Регулировка осуществляется ограничительным винтом. Градуированная шкала. Находится на маховике с нижней подачей. к колонне измельчителя
10 Алмазный правочный рычаг Координатно-шлифовальные станки должны быстро править шлифовальные круги, не нарушая настройку. Могут быть быстро повернуты в приблизительное положение шлифовального круга и зафиксированы в этом положении. Окончательный подход осуществляется путем точной регулировки винта с накаткой. Продвигает алмаз через правочный рычаг.
11 Шлифование Два метода, каждый со своими преимуществами
Шлифование на выходе Плунжерное шлифование Небольшие отверстия (менее дюйма.диаметра Зашлифовать с использованием алмазных оправок Диаметр отверстий больше обычного Используйте удлинительную пластину диаметром до 9 дюймов
12 Шлифование на выходе Подобно внутреннему шлифованию, при котором круг подается радиально в работу. Проходит настолько мелко, насколько в. За раз. Режущее действие происходит по периферии шлифовального круга. Обычно используется для удаления небольшого количества материала, когда требуется высокая чистота обработки и точный размер отверстия.
13 Плунжерное шлифование По сравнению с режущим действием расточного инструмента
Круг подается радиально до желаемого диаметра, а затем начинает работу Резка выполняется нижним углом круга Сохраняет рабочую температуру ниже, чем шлифование на выходе.
14 Оправки с алмазным наполнением
Используется вместо обычных шлифовальных кругов для шлифования отверстий <.Диаметр 250 дюймов Изготовлен из холоднокатаной стали, обточенной до нужного размера и формы. Шлифовальный конец помещен в алмазную пыль и резко постучен, чтобы пыль оставалась на поверхности. Авторские права © McGraw-Hill Companies, Inc. Разрешение, необходимое для воспроизведения или демонстрации.
15 Преимущества перед обычным шлифовальным кругом
Оправки обладают максимальной прочностью и жесткостью Оправки имеют идеальный диаметр и длину для каждого отверстия Скорость, необходимая для эффективного шлифования, ¼ от скорости круга Стоимость отверстия меньше за счет большей эффективности
16 Общие принципы выбора шлифовальных кругов
Хвостовик или оправка навесных кругов должны быть как можно короче Диаметр шлифовального круга должен составлять примерно диаметра отверстия для шлифования Широко расположенные абразивные зерна на связке увеличивают проникающую способность круга Твердое абразивное зерно с прочной или твердой связкой Используется для мягких материалов с низкой прочностью на разрыв. Твердое абразивное зерно с мягкой или слабой связкой рекомендуется для высоколегированных закаленных сталей.
17 Скорость вращения круга Большинство работало наиболее эффективно при 6000 поверхностных футов в минуту (SF / мин) Оправки с алмазным наполнением при 1500 SF / мин Скорость вращения шпинделя варьировалась в зависимости от типа и диаметра используемых кругов Три шлифовальные головки для кондукторной шлифовальной машины Moore Скорость варьировалась регулировкой регулятора давления
18 Условия, указывающие на неправильное прессование колеса
Плохая обработка поверхности отверстия Выгорание поверхности Отверстия некруглой формы Отверстия с конусом или раструбом Ошибка расположения
19 Методы правки шлифовального круга
Во время вращения круга на пониженной скорости зачистите верхнюю и нижнюю поверхность абразивным стержнем в руке. Правка диаметра круга острым алмазом. Повторите шаги 1 и 2 с кругом на надлежащей рабочей скорости.
20 Снимите верхнюю часть диаметра примерно так.250 дюймов
Снимите верхнюю часть диаметра так, чтобы осталось примерно 0,250 дюйма режущей поверхности Нижняя поверхность круга должна быть слегка вогнута абразивным стержнем для шлифования уступа на дне отверстия. требуется. При врезном шлифовании зачистите нижнюю поверхность круга абразивным стержнем. Авторские права © McGraw-Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
21 год Факторы, влияющие на припуски на шлифование
Тип обработки поверхности в просверленном отверстии Размер отверстия Материал заготовки Деформации, возникающие в процессе закалки
22 Общие правила количества материала, оставшегося для шлифования
Отверстия до.Диаметр 500 дюймов должен быть меньше от 0,005 до 0,008 дюйма для шлифования Отверстия диаметром более 0,500 дюйма должны иметь меньший размер от 0,010 до 0,015 дюйма для шлифования.
23 Подготовка к работе При использовании болтов или хомутов держите болты близко к работе Хомуты для ремня должны быть расположены точно над параллелями, поддерживающими заготовку Болты не должны затягиваться сильнее, чем требуется для удержания заготовки. Не зажимайте заготовку слишком сильно в прецизионных зажимах. Достаточно высокая, чтобы можно было измерить дно отшлифованной скважины
24 Расположение заготовки
Заготовку можно установить параллельно перемещению стола тремя способами: указать край заготовки. Установить заготовку по линейке стола; затем проверьте совмещение с помощью индикатора. На термообработанной детали укажите два или более отверстия и настройте работу в соответствии со средним расположением группы отверстий.
25 Последовательность шлифования Сначала выполните грубую шлифовку всех отверстий
Чистовая шлифовка всех отверстий, которые можно шлифовать с помощью одной и той же шлифовальной головки Отверстия, взаимосвязь которых наиболее важна, следует шлифовать за один непрерывный период времени Отшлифовать отверстия уступами или ступеньками только один раз
26 год Шлифовка конического отверстия Шаги, когда требуется очень точная установка угла: Преобразуйте угол в тысячные доли конуса на дюйм математическими вычислениями. Установите индикатор в шпиндель станка. Установите угловую пластину или эталонный угольник на столе станка. Переместите индикатор на 1 дюйм.вертикального перемещения, как показано на шкале опускания. Установите регулировочные винты до достижения желаемой конусности.
27 Конические отверстия Большинство также имеют прямую секцию.
Конус, заточенный на определенном расстоянии от верха. Трудно увидеть, где начинается конус. Авторские права © McGraw-Hill Companies, Inc. Разрешение, необходимое для воспроизведения или демонстрации.
28 год Два метода, чтобы показать, где начинается коническое сечение
Нанесите красящую краску на верхнюю часть отверстия с помощью очистителя труб. Краска, удаленная с конической части во время шлифования, позволяет измерить длину прямого отверстия На слишком маленьких или трудных для просмотра и измерения отверстиях, конусность сначала заземлите до размера X.Используйте формулу для расчета размера отверстия: размер отверстия X. После шлифования конического отверстия прямое отверстие шлифуется до нужного диаметра.
29 Рекомендации по шлифованию отверстий с буртиком
Выберите шлифовальный круг подходящего размера для размера отверстия Сделайте нижнюю часть круга слегка вогнутой с помощью абразивной палочки Установите ограничитель глубины так, чтобы круг только касался дна или уступа отверстия. время Правка круга и переход к чистовой шлифовке. Copyright © McGraw-Hill Companies, Inc.Для воспроизведения или отображения требуется разрешение.
30 Круги из CBN Лучше всего работают при инструментальной шлифовке инструмента и штамповочной, углеродистой и легированной стали, закаленной до Rc> 50; твердый абразивный чугун; суперсплавы Rc> 35 Преимущества перед колесами из оксида алюминия Длительный срок службы колеса Меньше обслуживания колеса Положительный контроль размеров Постоянное качество поверхности
31 год Рекомендации по выбору круга
Тип абразива Типы связки Круги на полимерной и керамической связке Круги на металлической связке Круги с гальваническим покрытием Размер зерна Выберите наибольший размер абразива Выберите более мелкий абразив
32 Монтаж Обеспечьте как можно меньшее удлинение хвостовика во избежание вылета.
Приводит к вибрации, вибрации и прогибу шпинделя при большом вылете. Используйте индикатор на хвостовике колеса и медленно вращайте шпиндель вручную, чтобы проверить биение шпинделя. Не должно быть больше чем.001 дюйм.
33 Правка Шлифовальные круги на полимерной, керамической и металлической связке должны быть отрегулированы. Никогда не приводите в порядок и не кондиционируйте круги с гальваническим покрытием. Всегда используйте для правки перья с алмазной пропиткой размером 150 зерен.
34 Регулировка Установите алмазный наконечник для правки в прочном держателе.
Расположите алмазный наконечник рядом с диском из CBN.или меньше Вертикально подайте колесо на всю длину за алмазный наконечник для правки со скоростью подачи дюйм / мин. Продолжайте правку, пока колесо не станет правильным.
35 год Операция правки удаляет часть связки круга и обнажает острые края кристаллов CBN. Правка глазурей. Круги из CBN и оставляют абразивные кристаллы и связку на одной плоскости. одевание
36 Снова вдавите правочную палку на глубину абразивной части круга
Включите правочную палку и вдавите правочную палку горизонтально на глубину абразивной секции SBN Никогда не используйте движения вверх-вниз для правки Извлеките правочную палку и переместите ее вверх на расстояние, равное длина круга Снова вдавите правочную палку на глубину абразивной части круга. Продолжайте эту процедуру до тех пор, пока диск не будет легко втягивать правочную палку.
37 Указания по координатному шлифованию
Для достижения наилучших результатов шлифуйте влажным способом Используйте правильные скорости вращения круга, выходную, а также возвратно-поступательную и планетарную скорость.Никогда не используйте круг на более высоких скоростях, рекомендованных производителями. и материал заготовки Возвратная и планетарная скорости должны быть достаточно высокими при постоянной скорости выхода света
38 Используйте правильный режим шлифования, соответствующий требуемой операции.
Шлифовка с протиранием Шлифовка отверстий или выходного отверстия Шлифовка с помощью измельчителя Шлифовка уступов Авторские права © McGraw-Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
39 Резюме: Координатно-шлифовальные круги и штифты CBN в два раза более твердые и более устойчивые к истиранию, чем круги из оксида алюминия Дорого, но экономически выгодно благодаря более длительному сроку службы круга, более короткому времени шлифования, прохладному резанию и меньшему количеству обслуживания круга Удалите от 30% до 50% быстрее, что приводит к более высокой производительности
40 Советы по координатному шлифованию Сначала вычислите все координаты расположения отверстий
Зажим достаточно, чтобы удержать его на месте Выберите шлифовальный круг диаметром три четверти отверстия для шлифования.
41 год Дополнительные советы Уменьшите диаметр колес, чтобы только.Остается 6 мм (250 дюймов) режущей поверхности. Никогда не используйте шлифовальный круг с полировкой. Отшлифуйте все отверстия врезным шлифованием. Дайте поверхности остыть перед чистовым шлифованием. Отшлифуйте отверстия только что зачищенным кругом путем шлифования на выходе.
42 Процессы чистовой обработки – развертывание, протяжка и доводка
43 год Цели Определить и объяснить назначение нескольких типов ручных разверток Точно развернуть отверстие ручной разверткой Вырезать шпоночный паз в заготовке с помощью протяжного и оправочного пресса Отшлифовать отверстие или внешний диаметр заготовки по размеру и окончательно обработать
44 год Ручной режущий инструмент Развертки Протяжки Притирка
Используется для доведения отверстия до нужного размера и получения хорошей чистовой обработки. Протяжки Используется с оправочным прессом для изготовления деталей особой формы. Инструмент с несколькими зубьями проталкивается через отверстие Притирка Там, где для Удалите незначительное количество материала с поверхности
45 Цельная ручная развертка Из углеродистой или быстрорежущей стали
Доступны размеры в дюймах от дюймаМетрическая от 1 до 26 мм в диаметре. Не регулируется, может иметь прямые или винтовые канавки. Не должна использоваться при работе со шпоночным пазом или любым другим прерыванием (дребезжание и плохая отделка). Авторские права © McGraw-Hill Companies, Inc. Разрешение, необходимое для воспроизведения или отображать.
46 Ручная расширительная развертка Предназначена для регулировки примерно на 0,006 дюйма выше номинального диаметра. Полость и имеет прорези по длине режущей части. Коническая резьбовая заглушка, вставленная в конец развертки, обеспечивает ограниченное расширение. Режущий конец развертки отшлифован до небольшого конуса. Copyright © McGraw- Hill Companies, Inc.Для воспроизведения или отображения требуется разрешение.
47 Регулируемая ручная развертка
Имеет конические прорези по всей длине корпуса. Внутренние кромки режущих лезвий имеют соответствующий конус, поэтому лезвия остаются параллельными при любых настройках. Регулируется по размеру с помощью верхней и нижней регулировочных гаек. почти 516 дюймов на больших. Изготавливаются размером от ¼ до 3 дюймов.в диаметре Авторские права © McGraw-Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
48 Коническая развертка Используется для точной и плавной чистовой обработки конических отверстий
Изготавливается со спиральными или прямыми зубьями Спиральная канавка превосходит прямую из-за режущего действия и уменьшения вибрации Черновая развертка Заточка зазубрин с интервалами вдоль зубьев Используется для более быстрого удаления излишков металла Авторские права © McGraw-Hill Companies, Inc.Для воспроизведения или отображения требуется разрешение.
49 Чистовая коническая развертка
Используется после черновой развертки для гладкой чистовой обработки отверстия и нужного размера. Прямые или левосторонние спиральные канавки. Предназначены для удаления небольшого количества металла (около 0,010 дюйма из отверстия). -Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
50 Меры предосторожности при развёртывании Никогда не поворачивайте развертку назад (против часовой стрелки), это приведет к затуплению зубьев. При необходимости используйте смазку для резки. ) Часто очищайте конусную развертку и отверстие от стружки
51 Развернуть отверстие с помощью прямой развертки
Проверить размер просверленного отверстия (дюйм.размер отверстия меньше готового отверстия) Поместите конец развертки в отверстие и поместите метчик на квадратный конец развертки. Поверните развертку по часовой стрелке, чтобы совместить с отверстием. Проверьте развертку на перпендикулярность работе. Нанесите смазочно-охлаждающую жидкость на конец развертки.
52 Протяжка Процесс, при котором специальная коническая фреза с несколькими зубьями продвигается через отверстие или вдоль внешней части заготовки, чтобы увеличить или изменить форму отверстия. Сначала используется для внутренних форм (шпоночные пазы, шлицы) Действие резания, выполняемое последовательностью последовательных зубцов. Каждый выступает.На 003 дюйма дальше, чем предыдущий зуб. Последние три зуба одинаковой глубины и обеспечивают чистовую обработку. Авторские права © McGraw-Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
53 Преимущества протяжки
Возможна обработка почти любой неправильной формы (при условии, что она параллельна оси) Быстрая: весь процесс обычно за один проход Комбинированные черновые и чистовые пропилы Разнообразные формы, внутренние или внешние, можно резать одновременно и по всей ширине поверхность может быть обработана за один проход
54 Нарезание шпоночного паза протяжкой
Шпоночные пазы можно вырезать вручную быстро и точно с помощью набора протяжек и оправочного пресса Набор протяжек охватывает широкий спектр шпоночных пазов Оборудование, необходимое для вырезания шпоночных пазов Втулка в соответствии с размером отверстия Размер протяжки вырезаемой шпоночной канавки Шайбы для увеличения глубины пропила протяжки
55 Процедура нарезания шпоночной канавки протяжкой
Определите требуемый размер шпоночной канавки Выберите подходящую протяжку, втулку и регулировочные шайбы Поместите заготовку на оправочный пресс Используйте отверстие в основании меньше, чем отверстие в работе, чтобы втулка правильно поддерживалась Вставьте втулку и протяжку в отверстие Нанесите смазочно-охлаждающую жидкость если заготовка стальная
56 Проверьте протяжку, чтобы убедиться, что она вошла прямо в отверстие.
Протяжка протяжки через заготовку Поддерживайте постоянное давление на рукоятку оправочного пресса. Удалите протяжку, вставьте одну регулировочную шайбу и протяжите протяжку через отверстие. Вставьте вторую регулировочную шайбу, если требуется, и снова протяните протяжку. Это прорежет шпоночный паз на нужную глубину. Снимите втулку, протяжку и регулировочные шайбы 5.Проверьте протяжку, чтобы убедиться, что она вошла прямо в отверстие.
57 год Притирка Процесс шлифования, используемый для удаления незначительного количества металла с поверхности. Причины притирки. Увеличение срока службы детали. Повышение точности и качества поверхности. Улучшение плоскостности поверхности. Обеспечение лучшего уплотнения и устранение необходимости в прокладках.
58 Притирочные абразивы Используемые как естественные, так и искусственные абразивы
Широко используются наждак и мелкие порошки из карбида кремния или оксида алюминия Используемые для черновой притирки не должны быть крупнее 150 зерен Мелкие порошки доходят до 600 зерен Для тонкой обработки используется алмазная пыль. вставить форму
59 Плоские перехлесты Мелкозернистые чугунные перехлесты для плоских поверхностей
Черновая обработка (блокировка) Притирочная пластина с зазубринами с узкими канавками.На расстоянии 500 дюймов в продольном и поперечном направлениях образуется квадратный или ромбовидный узор. Окончательная притирка выполняется на гладкой чугунной пластине.
60 Зарядка плоской притирочной пластины
Нанесите тонкий слой абразивного порошка на поверхность пластины. Вдавите частицы в поверхность притира с помощью закаленного стального блока или валика. он был очищен Зарядка плоской притирочной пластины
61 Притирка плоской поверхности Нанесите немного варсола на пластину для чистовой притирки, которая была заряжена. Поместите работу поверх пластины и аккуратно толкайте ее вперед и назад по всей поверхности притира, используя нерегулярные движения. Не оставайтесь на одном месте! Продолжайте это движение с легким давлением, пока не получите желаемое качество поверхности.
62 Притирка: соблюдать меры предосторожности
Не находиться в одном месте; покрывать всю поверхность притира. Никогда не добавляйте свежий абразив.
63 Внутренние перехлесты Отверстия точно подогнаны по размеру и гладкости путем притирки Изготовлены из латуни, меди или свинца Три типа Вывод Внутренний Регулируемый
64 Свинец Внахлест Производится заливкой свинца вокруг конической оправки, имеющей канавку по длине. Повернутую до ходовой посадки в отверстие. Иногда делают прорезь снаружи, чтобы улавливать незакрепленный абразив. Отрегулируйте, слегка постукивая по большому концу оправки с помощью мягкого блока. © McGraw-Hill Companies, Inc.Для воспроизведения или отображения требуется разрешение.
65 Внутренний нахлест Может быть выполнен из меди, латуни или чугуна.
Резьбовая пробка входит в конец нахлеста. Прорезь почти по всей длине. Диаметр перехлеста можно регулировать резьбовой конической пробкой. © McGraw-Hill Companies, Inc. Разрешение, необходимое для воспроизведения или отображения.
66 Регулируемый притир Может быть изготовлен из меди или латуни.
Разрезан почти по всей длине, но оба конца остаются прочными. Незначительная регулировка обеспечивается двумя установочными винтами в центральной части.Для воспроизведения или отображения требуется разрешение.
67 Зарядка и использование внутреннего притира
Примечание. Перед зарядкой притир должен быть подогнан к отверстию. Равномерно насыпьте притирочный порошок на плоскую пластину. Прокатайте полотно по порошку, чтобы заделать абразив в поверхность притира. Удалите излишки порошка. Установите собачку токарного станка на конец притира.
68 Установите заготовку на конец нахлеста.
Лаборатория не должна зажимать деталь в рабочем отверстии и около 2.5-кратная продолжительность работы Нанесите немного масла или варсола на притир Установите нахлест и работайте между центрами токарного станка. Установите станок на медленную скорость, от 150 до 200 об / мин для диаметра 1 дюйм. Удерживайте работу надежно и запустите машину. длина 11. Снимите изделие и промойте в варсоле, чтобы удалить абразив и довести до комнатной температуры. 12. Измерьте отверстие по размеру. Примечание. Всегда поддерживайте притирку влажной и никогда не добавляйте абразив на притирку. Из-за рассыпчатого абразива изделие на концах станет зазубренным.Если необходимо больше абразива, зарядите притирку и при необходимости отрегулируйте.
69 Снимите изделие и промойте его в варсоле, чтобы удалить абразив и довести до комнатной температуры.
Отверстие для измерения размера Примечание. Держите притирку влажной и никогда не добавляйте в притирку незакрепленный абразив. Рассыпчатый абразив вызовет скручивание концов изделия. Если необходимо больше абразива, заправьте притирку и при необходимости отрегулируйте.
70 Наружный нахлест Используется для чистовой обработки снаружи цилиндрических деталей
Может быть нескольких форм, однако базовая конструкция такая же Изготовлен из чугуна или может иметь разъемную латунную втулку, установленную внутри с помощью установочного винта.
71 Зарядка и использование внешнего притира
Закрепите заготовку в трехкулачковом патроне на токарном станке или сверлильном станке Отрегулируйте притир, пока он не войдет в рабочую форму Зажмите конец притира в тисках Насыпьте абразивный порошок в отверстие Закаленным стальным штифтом равномерно накатайте абразив вокруг внутренняя поверхность притира Удалите излишки притирочного порошка
72 Поместите притирку на заготовку.Теперь он должен быть подходящим.
Настройте машину на работу на низкой скорости (от 150 до 200 об / мин для диаметра 1 дюйм). Добавьте немного варсола к заготовке и прижмите прихлестку надежно и запустите машину. Перемещайте притирку вперед и назад по работе. Всегда поддерживайте притирку влажной. снять нахлест и очистить заготовку варсолом
73 Токарный центр с ЧПУ
74 Цели Укажите назначение и функции зажимных, токарных и токарно-фрезерных центров. Определите области применения числового программного управления (ЧПУ) для токарных центров. Назовите операции обработки, которые могут выполняться одновременно.
75 Токарный центр с ЧПУ В середине 1960 года 40% всех операций по резке металла выполнялись на токарных станках. Не очень эффективно. Исследования привели к разработке токарных центров с числовым программным управлением и токарных патронных станков. Может автоматически и эффективно производить круглые детали практически любого контура.
76 Три основных типа токарных центров
Зажимной центр с ЧПУ Удерживает деталь в каком-либо виде кулачкового патрона У некоторых есть двойные шпиндели (работают с обоих концов) Универсальный токарный центр с ЧПУ Может использовать систему непрерывной подачи прутка для обработки и отрезания деталей из прутка У некоторых есть двойные револьверные головки Комбинированный токарно-фрезерный центр Использует комбинацию токарных инструментов
77 Зажимной центр с ЧПУ Предназначен для обработки в патроне.
Разнообразие размеров от 8 до 36 дюймов.по диаметру Четырехосевой зажимной центр имеет две револьверные головки. Отдельные стороны; каждая машина работает одновременно Верхняя револьверная головка с семью инструментами Нижняя револьверная головка с семью инструментами Двухосная модель с одной или двумя револьверными головками Устанавливает одновременно только одну револьверную головку Тип зажимного центра, описанный в остальных слайдах
78 Конструкция Основные рабочие части всех токарных центров в основном одинаковые Компоненты каркаса и компоненты ЧПУ Станина и рама станка должны быть прочными. Тяжелая, цельная литая чугунная или полимерная основа Наклонена на 40º от вертикальной плоскости
79 Детали токарного центра Компоненты каркаса Головка станины с ЧПУ – ложа Каретка
Сервоприводы MCU Корпус револьверной головки с поперечными салазками
80 Инструментальные оправки для обработки
Наружные диаметры, расположенные в нижней револьверной головке и предварительно установленные Внутренний диаметр, установленный в блоке типа «ласточкин хвост» и предварительно отрегулирован на станке с помощью калибра для наладки инструмента Установлен на верхней револьверной головке Датчик автоматической настройки инструмента, используемый для предварительной настройки инструментов Доступен на некоторых станках
81 год Компьютерное числовое управление
Микропроцессор управляет логическими расчетами, управлением механизмами и управлением вводом-выводом Видеодисплей Визуальный вывод данных, процессов и диагностики Блок ввода Клавиатура и / или дискеты, используемые для связи с системой, ввода настроек и данных Хранение программ
82 Токарный центр с ЧПУ Предназначен в основном для обработки заготовок с валом, поддерживаемых патроном и усиленным центром задней бабки. На четырехосных станках две противоположные револьверные головки, установленные на отдельных поперечных суппортах. на заготовке можно делать тяжелые порезы
83 Другие операции могут выполняться с помощью двух револьверных головок
Черновая и чистовая обработка за один проход Обработка валов разных диаметров одновременно Чистовая токарная обработка и нарезание резьбы Одновременная обработка двух разных секций вала
84 Прочее оборудование для токарных центров
Устойчивый упор Разрешить торцевание и нарезание резьбы на концах валов Опора толкателя Используется для поддержки длинных и тонких валов Механизм подачи прутка Позволяет обрабатывать валы и детали из прутка, меньшего, чем сквозное отверстие шпинделя. переключение при обработке отдельных предварительно нарезанных валов
85 Комбинированный токарно-фрезерный центр
Позволяет выполнять такие операции, как сверление, фрезерование и нарезание резьбы на детали, находясь в станке Специальная револьверная головка содержит карманы с собственным приводом для приводных инструментов Сверление и нарезание резьбы может выполняться, если станок имеет контурный шпиндель Можно индексировать в точных местах по окружности заготовки
86 Рекомендации по программированию
Программист должен уметь анализировать печать детали и определять последовательность операций обработки. Хорошая практика выработки привычки маркировать начальную и конечную точки как для черновой, так и для чистовой обработки. Перед обработкой деталей убедитесь, что формат программирования соответствует вашему оборудованию.
87
Типовая инструментальная система
Авторские права © McGraw-Hill Companies, Inc.Для воспроизведения или отображения требуется разрешение.
88 Пластины Изготавливаются из различных материалов
Большой выбор для любого материала заготовки или операции обработки Включает карбид, карбид с покрытием, керамику, металлокерамику, кубический нитрид бора и алмазное покрытие Стандартизован, поэтому большинство пластин подходят для одних и тех же держателей
89 Компенсация радиуса вершины инструмента
Широкий выбор радиусов вершины инструмента Начиная с острого края и заканчивая увеличением до 1/64 дюйма.с шагом от 1/64 до 1/8 дюйма. Теоретическая острая точка инструмента запрограммирована. Инструмент не позиционируется в правильном месте. G41 или G42 включает радиус вершины инструмента для чистовой обработки. Радиус каждой пластины хранится в пронумерованном списке инструментов системы управления инструментами.
90 Смещения инструмента Программист должен предоставить лист наладки инструмента для оператора наладки MCU рассчитает правильное положение, в котором должен быть расположен инструмент, чтобы точно обработать деталь.
91 Программирование диаметра и радиуса
Используемый метод определяется предварительно заданными параметрами в блоке управления станком или правильным G-кодом Диаметр (по умолчанию) Отпечаток детали нарисован с обеих сторон центральной линии и размеров полного диаметра Радиус Распечатка детали нарисована только с одной стороны от осевой линии
92 Установка нуля детали Выбор программиста для размещения нуля детали в наиболее удобном месте Расположение оси X, как правило, осевой линии оси Z детали либо: правый (задняя бабка) конец детали. ) конец части Движения в части будут иметь положительные числа (Z)
93 Коды Функция некоторых G-кодов и M-кодов может отличаться от функций на обрабатывающем центре. Многие из распространенных G-кодов и M-кодов для токарных центров, которые соответствуют стандартам EIA, показаны в таблицах 77.1 и 77,2 в учебнике
94 Процедуры программирования
Блоки управления ЧПУ могут отличаться от производителя к производителю. Важно следовать руководству по программированию, поставляемому для каждого станка. В этом учебнике рассматриваются два класса станков с ЧПУ: Настольная обучающая модель Стандартный токарный центр
95 Настольные обучающие станки
Очень легко программировать и идеально подходят для обучения Выполнять токарные операции аналогично более крупным станкам, за исключением деталей меньшего размера и более легких резов Относительно недорого Большинство кодов B и M применимы как к настольным токарным станкам с ЧПУ, так и к стандартным -размерные токарные центры Несколько вариаций
96 Простое программирование Пример примечаний и кода для обработки образца детали (программирование радиуса) Примечания к программе Программа в абсолютном режиме (G90) Все программирование начинается с нулевой точки, центральной линии и правой стороны детали Для всех операций будет использоваться твердосплавный инструмент. программирование Положение установлено в правом переднем углу для безопасности. Материал: алюминий; скорость резания 600 sf / min, скорость подачи при.010 дюйм.
97 Последовательность программирования (пример кода)
% Код остановки перемотки / проверка четности. N10 G24. N20 G92 X.690 Z.1 N30 M03. N40 G00 X.590 Z.050 N50 G84 X.500 Z F.010 H.050 N60 G00 X.500 Z.050 N70 G84 X.400 Z-.750 F.010 H.050 N80 G00 X.400 Z. 050 Номер инструкции Команда для MCU Информация, необходимая для выполнения команды:
98 Последовательность программирования (пример кода)
% Код остановки перемотки / проверка четности.N10 G24 N20 G92 X.690 Z.1 N30 M03 N40 G00 X.590 Z.050 N50 G84 X.500 Z F.010 H.050 N60 G00 X.500 Z.050 N70 G84 X.400 Z-.750 F .010 H.050 N80 G00 X.400 Z.050 G Смещение опорной точки X Инструмент расположен на 0,100 дюйма от внешнего чистового диаметра / 0,690 дюйма от осевой линии детали (X0) (точка a) Z Инструмент расположен на 0,100 дюйма. справа от торца детали (Z0) G Программирование радиуса M Шпиндель ВКЛ по часовой стрелке G Скорость ускоренного перемещения X Инструмент расположен на 0,590 дюйма от осевой линии детали (точка b) Z Инструмент расположен на 0,050 дюйма от торца детали Полный код с описаниями в тексте – Выполнить для лучшего понимания! :
99 Токарный центр стандартного размера
Для ознакомления с дополнительной обработкой и использованием программирования диаметров в тексте приведен полный пример программы с примечаниями к программе и кодом с пояснениями Аналогично предыдущему примеру
100 Настройка токарного центра Перед настройкой ознакомьтесь с панелью управления и рабочими процедурами. Включение станка: включите сервоприводы и обнуляйте / выровняйте все оси, чтобы система управления знала местоположение исходного положения станка. Загрузите программу, если она еще не находится в памяти. Проверьте рукопись и подготовьте инструменты. перечислено программистом
101 Программа Тестовый прогон Деталь никогда не обрабатывалась без первой программы тестового прогона Некоторые элементы управления имеют экран управления, который позволяет визуально продвигаться по программе без режущей части Программа пробного прогона без части Используйте пошаговый / единичный режим работы и переопределение скорости подачи на медленную запрограммированную скорость Кнопка удержания пальца в случае ошибка в программе. Хорошая идея – знать, где находится кнопка аварийной остановки.
102 Обрабатывающие центры с ЧПУ, Блок 78
103 Цели Описать развитие обрабатывающего центра
Определить типы и конструкцию обрабатывающих центров Объяснить работу обрабатывающего центра Понять базовую программу ЧПУ для обрабатывающего центра
104 Обрабатывающие центры с ЧПУ Промышленные исследования в 1960-х годах показали, что более мелкие компоненты станков, требующие нескольких операций, инструмент долгое время для завершения. Деталь, отправленная на несколько станков, прежде чем была закончена. Во время процесса обработки было много «вмешательства оператора». несколько операций и 90% обработки на одном станке
105 Типы обрабатывающих центров
Три типа: горизонтальный, вертикальный и универсальный Факторы для определения типа и размера Размер и вес обрабатываемой самой крупной детали Максимальное перемещение трех основных осей Максимальные доступные скорости и подачи Мощность шпинделя Количество инструментов, которые может удерживать устройство автоматической смены инструмента
106 Два типа горизонтальных обрабатывающих центров
Передвижная колонна Один или обычно два стола, на которых установлена заготовка Колонна и фреза движутся к работе на одном столе, в то время как оператор меняет заготовку на другом столе Неподвижная колонна Оборудована поддоном (съемный стол) После обработки детали, поддон и заготовка перемещены из приемника на челнок; челнок вращается, перемещая новый поддон в положение для челнока, а поддон готовой работы в положение для разгрузки
107 Вертикальный обрабатывающий центр
Седловидная конструкция со скользящими станинами, в которых вместо движения пиноли используется скользящая вертикальная головка. Обычно используется для обработки плоских деталей, удерживаемых в тисках или простых приспособлениях.
108 Универсальный обрабатывающий центр
Совмещает функции вертикальных и горизонтальных обрабатывающих центров Шпиндель может быть запрограммирован как в вертикальном, так и в горизонтальном положении Позволяет обрабатывать все стороны детали за одну установку. поворотно-наклонные столы
109 Преимущества универсальных обрабатывающих центров
Устранение манипуляций и времени ожидания между станками Уменьшение количества приспособлений и настроек Сокращение времени программирования Повышение качества продукции Меньше незавершенного производства (WIP) Более быстрая доставка продукции клиентам Снижение производственных затрат
110 Основные рабочие части Ось Y Основные рабочие части как вертикального, так и горизонтального центров в основном одинаковы.Положение обрабатывающего шпинделя определяет, классифицируется ли он как вертикальный или горизонтальный. Колонна Седло Ось X Ось Z Станина Авторские права © McGraw-Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
111 Основные компоненты обрабатывающего центра
Авторское право © McGraw-Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
112 Принадлежности для обрабатывающих центров
Количество доступных принадлежностей Два типа Те, которые повышают эффективность или работу станка Те, которые связаны с удержанием или обработкой заготовки
113 Обработка с управлением крутящим моментом
Рассчитывает крутящий момент на основе измерений на приводном двигателе шпинделя Повышает производительность за счет предотвращения и обнаружения повреждений режущего инструмента Крутящий момент, измеренный при токарной обработке станка, а не при резании, и значение, сохраненное в памяти. момент резания Повышается, компьютер снижает скорость подачи, включает СОЖ или даже останавливает цикл
114 Автоматические устройства смены инструмента: горизонтальный тип большой емкости
Вмещает до 200 инструментов Идентифицируется либо по номеру инструмента, либо по номеру складского гнезда Находится в цепочке складирования Процесс: (~ 11 секунд) При выполнении одной операции инструмент, необходимый для следующего перемещения, чтобы подобрать верхнее положение Рычаг смены инструмента снимает и удерживает его; обменивается по окончании операции; возвращает инструмент на хранение
115 Автоматические устройства смены инструмента: вертикальные дисковые меньшего размера
Вмещает от 12 до 24 инструментов Следующий инструмент, выбранный после завершения операции обработки (~ 2.От 5 до 6 секунд) Каретка инструмента установлена на челноке, который перемещает каретку рядом с шпинделем инструмента. Гнездо инструмента выровнено, шпиндель ориентирует державку и освобождает фиксатор инструмента. Устройство смены инструмента вращается на набранный номер, фиксатор инструмента активирован, и каретка выдвигается в сторону
116 Инструменты и державки Широкий выбор режущих инструментов
Обычные фрезерные станки, режущие инструменты режут 20% времени Исследования показывают, что время обрабатывающего центра составляет 20% фрезерования, 10% растачивания и 70% отверстий в среднем цикле станка. достигает 75% Большой расход одноразовых инструментов из-за более частого использования инструмента
117 Торцевые фрезы Концевая фреза с двумя канавками Концевая фреза с четырьмя канавками
Copyright © McGraw-Hill Companies, Inc.Для воспроизведения или отображения требуется разрешение.
118 Stub Drills сверло с большой спиралью корончатое сверло бурение нефтяных скважин
Copyright © McGraw-Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
119 Метчики пистолетный наконечник канавка спиральная канавка без канавки
Copyright © McGraw-Hill Companies, Inc.Для воспроизведения или отображения требуется разрешение.
120 Инструмент для одноточечного сверления используется для увеличения отверстия.
Развертка с розеткой. Инструмент для одноточечного сверления используется для увеличения отверстия и его перемещения на место. развертка с канавками развертка с твердосплавными наконечниками Авторские права © McGraw-Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
121 Комбинированные инструменты Если обрабатывающий центр имеет возможность винтовой интерполяции, один инструмент может выполнять операции сверления, снятия фаски и нарезания резьбы за один цикл Цельный твердосплавный комбинированный инструмент для сверления и резьбы с вершиной сверла на конце, фаска расположена на правильной длине для выбранного применения Copyright © The McGraw -Hill Companies, Inc.Для воспроизведения или отображения требуется разрешение.
122 1 3 2 4 Последовательность операций для комбинированного инструмента Thriller®
1. Кончик сверла может образовывать сквозное или глухое отверстие глубиной не более чем в два раза больше диаметра инструмента. По завершении цикла инструмент вынимается из отверстия. Инструмент продвигается радиально в стенку отверстия на полную глубину резьбы за ½ оборота (180 °, при перемещении ½ шага резьбы по оси -Z). Инструмент выносится радиально от стенки к центру отверстия за ½ оборота (180 °), пока перемещение ½ шага резьбы по оси –Z.3. Затем резьба формируется посредством цикла винтовой интерполяции в течение одного полного оборота (360º) при перемещении одного шага резьбы по оси –Z. 2. Срезается фаска, и инструмент отводится примерно на ½ шага резьбы от дна отверстия 1 2 3 4 Copyright © McGraw-Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
123 Державки должны быть совместимы с державками, чтобы можно было быстро и точно вставить в шпиндель станка широкий спектр режущих инструментов.От 30 до 60) в зависимости от мощности машины и расчетной мощности.
124 Авторское право на общий держатель инструмента © McGraw-Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
125 Разнообразные державки
Авторское право © McGraw-Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
126 Устройства для удержания заготовок Стандартный ступенчатый зажим Пластина стола
Используется для фиксации плоских, крупных деталей Быстросъемный зажим хорош, когда зажимы необходимо временно переместить на кромку станка Пластина стола Плоская алюминиевая пластина, прикрученная к столу станка Механически обработанные установочные штифты и резьбовые отверстия в пластину, чтобы можно было закрепить тиски или зажимы Более гибкий, чем предел Т-образных пазов стола
127 Плоские прецизионные тиски
Ключи непосредственно к пазам стола Сделайте позиционирование и зажим точным и простым При обработке нескольких идентичных деталей можно использовать согласованный набор подходящих тисков. Соответствующие тиски используются, когда длинная деталь требует поддержки с обоих концов для сохранения параллельности При использовании тиски кассетные двухпозиционные; всего до 20 деталей, предназначенных для обработки
128 Системы губок для тисков Приспособления с ЧПУ
Набор мастер-губок, помещенных в тиски, и элементов, зафиксированных в положениях Параллели, модульные рабочие столбы, угловые пластины, V-образные кулачки и обрабатываемые мягкие губки Повышение универсальности и гибкости прецизионных тисков Может использоваться в обоих однопозиционные и двухпозиционные тиски Приспособления с ЧПУ Используются для точного определения местоположения многих похожих деталей и надежного удержания их для обработки
129 Процедуры программирования
Программирование может незначительно отличаться от машины к машине, поэтому важно следовать руководству, поставляемому с машиной Два класса, сосредоточенные в тексте: Настольная обучающая модель Недорогая и простая в эксплуатации для студентов Стандартная модель машины
130 Настольные обучающие машины
Простой пример программирования, подробно объясненный в тексте, как это было сделано в Блоке 75 Примечания к программе, плюс полная последовательность программы с пояснениями, помогающими понять код См. Таблицы G-кода и M-кода в Блоке 75
131 Настройка обрабатывающего центра
Перед использованием обрабатывающего центра оператор должен ознакомиться с панелью управления и рабочими процедурами. Различные режимы и использование меню, установка нулевой точки станка, установка коррекции длины инструмента и программа пробного запуска. обнулить все оси, чтобы система управления знала местоположение исходного положения станка
132 Установка нуля детали Каждая деталь установила нулевую точку детали
Не то же самое, что и машинная нулевая точка С помощью толчкового режима и кромкоискателя или шкального индикатора найдите нулевую позицию детали по осям X и Y. Расстояние рабочего смещения (смещение сдвига позиции) – это расстояние, пройденное от исходного положения станка Введено на странице рабочих координат элемента управления. Пройденные расстояния для X и Y введены, а расстояние по оси Z оставлено равным нулю.
133 Настройка коррекции длины инструмента
Начните с пустым устройством автоматической смены инструмента Загрузите инструмент № 1, индексируя его до нужного положения каретки инструмента Инструмент помещен непосредственно в шпиндель и заблокирован Используйте режим толчковой подачи, чтобы коснуться инструмента к Z0 детали. Пройденное расстояние равно Z смещению инструмента и перечислено на странице коррекции управления под корректором для инструмента №1 Процесс повторяется с каждым дополнительным инструментом
134 Программа Тестовый прогон Никогда не обрабатывайте деталь без программы тестового прогона. Оборудован графическим дисплеем. Позволяет оператору видеть шаги на экране управления без резки детали. Без графического дисплея.
135 Обрабатывающий центр стандартного размера
Еще один полный пример новой детали, которая вводит дополнительные циклы обработки Круглые и фиксированные циклы сверления Примечания к программе и полная последовательность программирования показаны в тексте с объяснением шагов программирования См. Таблицы G- и M-кодов в разделе «Блок» 75 Авторские права © McGraw-Hill Companies, Inc.Для воспроизведения или отображения требуется разрешение.
136 Шлифование
137 Шлифование Характеристики абразива должны быть:
Твердее, чем шлифуемый материал Достаточно прочный, чтобы выдерживать давление шлифования Термостойкий, чтобы он не затуплялся при температурах шлифования отломать и представить шлифуемому материалу новые острые поверхности
138 Типы абразивов Блок 80
139 Цели Описать производство абразивов из оксида алюминия и карбида кремния. Выбрать подходящий шлифовальный круг для каждого типа обрабатываемого материала. Обсудить применение шлифовальных кругов и абразивных материалов.
140 Классы абразивов Природные абразивы Промышленные абразивы
Песчаник, гранат, кремень, наждак, кварц, корунд Использовались до начала 20-го века Практически полностью заменены промышленными абразивами Лучшим природным абразивом является алмаз (высокая стоимость) Промышленные абразивы Используется из-за размера зерна, форма и чистота могут строго контролироваться оксид алюминия, кремний, карбид, карбид бора, кубический нитрид бора и промышленный алмаз
141 Оксид алюминия Важнейший абразивный материал. 75% шлифовальных кругов.
Используется для материалов с высокой прочностью на растяжение. Изготавливаются с различной степенью чистоты. Твердость и хрупкость возрастают по мере увеличения чистоты.
142 Чистота оксида алюминия
Обычный оксид алюминия (Al2O3) при 94.5% Жесткий абразив, устойчивый к неправильному обращению. Серого цвета. Используется для шлифования стали, вязкой бронзы и т. Д. Оксид алюминия при 97,5%. Не такой жесткий, как обычный, но все же серого цвета. Используется при производстве шлифовальных кругов для бесцентрового, цилиндрического и внутреннего шлифования. из стали и чугуна Чистейшая форма оксида алюминия Белый материал с острой режущей кромкой Используется для шлифования самых твердых сталей и стеллита
143 Производство оксида алюминия
Изготовлено из бокситовой руды. Добывается открытым способом в Арканзасе и Гайане, Суринаме и Французской Гвиане. Кальцинирование (механизированная форма) в большой печи Смешивается с отсевами кокса, просеиванием железа Кокс, используемый для уменьшения примесей Электроды опущены, кокс нагревается и начинается плавление боксита, затем добавляется больше боксита и кокса. Когда печь заполнена, выключите, дайте остыть. Материал разрушается и подается в дробилки
144 Карбид кремния Подходит для шлифования материалов с низким пределом прочности и высокой плотностью Твердее и жестче, чем оксид алюминия Цвет варьируется от зеленого до черного Зеленый, используемый в основном для шлифования твердых сплавов и других твердых материалов Черный, используемый для шлифования чугуна и мягких цветных металлов (также керамики )
145 Производство карбида кремния
Смесь кварцевого песка и высокочистого кокса, нагретая в электрической печи сопротивления Опилки, добавленные для создания пористости и обеспечения выхода газа во время работы Соль, добавленная для удаления примесей Время, необходимое для работы, составляет 36 часов Охлаждение в течение Через 12 часов удалить боковые стенки, где нерасплавленная смесь падает на пол, оставляя слиток карбида кремния раздавленным; полученный карбид кремния обработан, просеян и отсортирован
146 Цирконий-оксид алюминия
Получен первый абразивный материал из сплава Изготовлен путем сплавления оксида циркония и оксида алюминия при чрезвычайно высоких температурах Содержит около 40% диоксида циркония Используется для тяжелого чернового и чистового шлифования на сталеплавильных заводах, для заедания в литейных цехах, а также для быстрого чернового и быстрого шлифования. чистовая шлифовка сварных швов Характеристики превосходят стандартную оксид алюминия (срок службы в 2-5 раз дольше)
147 Преимущества оксида циркония и алюминия перед стандартными абразивами
Более высокая прочность зерна Более высокая ударная вязкость Более длительный срок службы зерна Сохраняет форму и режущую способность при высоком давлении и температуре Повышенная производительность на колесо или диск Меньше времени оператора, затрачиваемого на замену колес или дисков
148 Карбид бора Самый твердый материал, производимый за исключением алмаза.
Не подходит для использования в шлифовальных кругах. Используется только в качестве рассыпного абразива и как дешевый заменитель алмазной пыли. Производство прецизионных датчиков и сопел для пескоструйной обработки.
149 Производство карбида бора
Производится путем смешивания обезвоженной борной кислоты с высококачественным коксом Смесь нагревается в горизонтальном стальном закрытом цилиндре с отверстием для графического электрода и отверстием для выхода газов Для удаления воздуха смочите смесь керосином для улетучивания и удаления воздуха Высокая ток при низком напряжении прикладывают в течение примерно 24 часов, затем охлаждают. Полученный продукт представляет собой твердый черный блестящий материал.
150 Кубический нитрид бора (CBN)
Синтетический абразив имеет твердость между карбидом кремния и алмазом. Разработан компанией General Electric в 1969 году. Способен выдерживать температуры шлифования до 2500ºF. очень жесткие допуски
151 Производство CBN Синтезирован в кристаллической форме из гексагонального нитрида бора с помощью катализатора, экстремальной температуры (2725ºF) и огромного давления. Прочные, твердые, блочные кристаллические структуры с острыми углами. Два типа Borozon CBN: абразив без покрытия, используемый для общего шлифования. Бораксон типа II. CBN: никелированные зерна, используемые в связках на основе смол для общего сухого и влажного шлифования.
152 Произведенные алмазы
1954 г. Компания General Electric произвела искусственные алмазы в лаборатории 1957 г. Компания General Electric начала коммерческое производство алмазов. Первый успех заключался в том, что углерод и сульфид железа в гранитной трубе, закрытой танталовыми дисками, подвергались воздействию давления 66 536 750 фунтов на квадратный дюйм и температуры между 2550ºF Температура должна быть достаточно высокой, чтобы расплавить насыщенный углеродом металл и начать рост алмаза. Промышленные алмазы, называемые бортом
153 Типы алмаза Тип RVG Алмаз
Вытянутый рыхлый кристалл с шероховатыми краями Буквы указывают на то, что он может использоваться со смолой или керамической связкой и использоваться для шлифования сверхтвердых материалов Карбид вольфрама Карбид кремния Сплавы космического возраста Используются для мокрого или сухого шлифования
154 Тип MBG-II Алмазный Тип MBS Алмазный Прочный кристалл блочной формы
Не такой хрупкий, как тип RVG Используется в шлифовальных кругах на металлической связке Используется для шлифования твердых сплавов, сапфиров и керамики, а также для электролитического шлифования. Тип MBS Diamond Blocky, чрезвычайно прочный кристалл с гладкой, ровной поверхностью и не рыхлый. Используется в пилах по металлу для резки бетона, мрамора, плитки, гранита, камня и кирпичной кладки.
155 Керамический оксид алюминия
Известный как абразив SG, представленный компанией Norton в 1988 г. Превосходит обычный оксид алюминия Изготовлен без плавления Тысячи частиц субмикронного размера спекаются, чтобы получить одно абразивное зерно однородной формы и размера с большим количеством режущих кромок, которые остаются острыми Абразив SG хорошо подходит для шлифования с ЧПУ Меньшее количество замен круга, меньшая правка круга, более высокая производительность и, следовательно, более низкие затраты на рабочую силу
156 Абразивы SG и CBN Комбинация технологий абразивов CBN и SG, используемых для производства керамических абразивных шлифовальных кругов CVSG Обеспечивает большую часть съема материала и низкий износ круга CBN, но может быть исправлен с помощью алмазных инструментов с одноточечной резкой Свободная резка, позволяет увеличивать глубину сокращений и скоростей подачи, уменьшение горения и снижение затрат на шлифование
157 Преимущества абразивов SG по сравнению с обычными абразивами
Последний в 5-10 раз дольше, чем обычные круги Скорость съема металла увеличена вдвое. Тепловое повреждение поверхности очень тонких деталей сокращено.
158 Абразивные изделия После производства абразивов, формованные в изделия
Шлифовальный круг Наиболее важный абразивный материал, удерживаемый вместе подходящей связкой Компоненты материала: абразивное зерно и связка; другие физические характеристики, такие как марка и структура Абразивные материалы с покрытием Полировочные и притирочные порошки Абразивные стержни
159 Основные функции шлифовальных кругов
Создание цилиндрических, плоских и криволинейных поверхностей Удаление припуска Изготовление высококачественных поверхностей Операции по обрезке Изготовление острых кромок и наконечников
160 Абразивное зерно Абразив из оксида алюминия или карбида кремния, используемый в большинстве шлифовальных кругов. Каждое зерно на рабочей поверхности шлифовального круга действует как отдельный режущий инструмент. Удаляет мелкую металлическую стружку, проходящую по рабочей поверхности. Разрывное действие снижает теплоту трения, обеспечивая относительно прохладное режущее действие
161 Размер зерна Абразивный слиток (скребок), извлеченный из электрической печи, измельченный, очищенный от зерен и затем отсортированный по размеру путем пропускания их через сита. Содержит определенное количество сеток или отверстий на дюйм. 8 гран 24 гран 60 гран Copyright © McGraw-Hill Companies, Inc.Для воспроизведения или отображения требуется разрешение.
162 Классификация товарного зерна
Очень крупное Крупное Средне мелкое Очень мелкое крупность муки
163 Размер зерна Общие области применения для различных размеров зерен
От 8 до 54 для операций грубого шлифования от 54 до 400 для процессов прецизионного шлифования от 320 до 2000 для сверхточных процессов для получения чистовой обработки от 2 до 4 мкм (микрон) или тонкого
164 Факторы, влияющие на выбор размера зерна
Тип желаемой отделки Тип шлифуемого материала Количество удаляемого материала Площадь контакта между кругом и заготовкой
165 Типы связки Функция связки состоит в том, чтобы удерживать абразивные зерна вместе в форме круга. Шесть распространенных типов связки, используемых при производстве шлифовальных кругов: керамическая смола, резина, шеллак, силикат, металл.
166 Керамическая связка Используется на большинстве шлифовальных кругов Из глины или полевого шпата
Плавится при высокой температуре и при охлаждении образует стекловидную связку вокруг каждого зерна Прочная, но легко разрушается на поверхности круга, обнажая новые зерна во время шлифования Связка, подходящая для быстрого удаления металла Нет под воздействием воды, масла или кислоты
167 Resinoid Bond Синтетические смолы, используемые в качестве связующего вещества
Обычно работают со скоростью 9500 sf / мин. Круги режут холодным способом и быстро удаляют материал.
168 Резиновая связка Обеспечивает высококачественную отделку
Кольца шарикоподшипников Используется для тонких отрезных кругов из-за своей прочности и гибкости. Также используется в качестве регулирующих колес на бесцентрово-шлифовальных машинах.
169 Shellac Bond Используется для получения высококачественной отделки таких деталей, как столовые приборы, кулачковые валы и валки бумажной фабрики. Не подходит для грубого или тяжелого шлифования.
170 Силикатная связка Не используется в промышленности в какой-либо степени
Используется в основном для больших колес и для маленьких колес, где необходимо минимизировать тепловыделение Связка (силикат натрия) высвобождает абразивные зерна быстрее, чем керамическая связка
171 Металлическая связка Обычно цветные металлы
Используется на алмазных кругах и для операций электролитического шлифования, когда ток должен проходить через круг
172 Сорт Определяется как степень прочности, с которой связка удерживает абразивные частицы в схватывании связки. Твердый сплав Когда связка очень прочная (сохраняет абразивные зерна во время шлифования) Мягкая сортность Зерна быстро высвобождаются во время шлифования Символы марки круга указаны в алфавитном порядке, от A (самый мягкий) до Z (самый сложный)
173 Факторы, определяющие марку, выбранную для конкретной работы
Твердость материала Площадь контакта Состояние станка Скорость шлифовального круга и заготовки Скорость подачи Характеристики оператора
174 Структура Пространственное отношение зерен и связующего материала к пустотам, которые их разделяют Плотность колеса Плотная структура имеет близкое расстояние между зернами Открытая структура имеет относительно большой интервал Выбор конструкции колеса зависит от типа требуемых работ Обозначается числами от 1 (плотный) до 15 (открытым)
175 Факторы, влияющие на выбор правильной конструкции колеса
Тип шлифуемого материала Мягкий материал требует большего зазора от стружки, поэтому открытое колесо Площадь контакта Большая площадь контакта, более открытая структура Требуемая обработка Плотные колеса обеспечивают лучшую и точную отделку Метод охлаждения Колеса открытой конструкции обеспечивают лучшую подачу охлаждающей жидкости
176 Производство шлифовальных кругов
Большинство шлифовальных кругов, используемых в механических цехах, производятся на керамической связке Основные операции при производстве керамических шлифовальных кругов: Смешивание Формование Стружка Обжиг (обжиг) Правка Втулка Проверка скорости балансировки
177 Смешивание Правильные пропорции абразивного зерна и связки тщательно взвешивают и тщательно перемешивают в роторной смесительной машине. Определенный процент воды, добавленной для увлажнения смеси. готовый размер Величина используемого давления зависит от размера колеса и требуемой конструкции
178 Обжиг для бритья (обжиг)
Для некоторых машин требуются колеса особой формы и выемки Формованные или выбритые по размеру в зеленом цвете или нет, состояние на бритвенном станке напоминает гончарный круг Обжиг (горение) Зеленые колеса аккуратно укладываются на машины и медленно перемещаются по длине. печь длиной от 250 до 300 футов с поддержанием температуры на уровне ~ 2300ºF Занимает около 5 дней Заставляет связку плавиться и образовывать стеклянный кожух вокруг каждого зерна, образуя твердое колесо
179 Подправка втулки Отвержденные круги, установленные на специальном токарном станке
Обточка до требуемого размера и формы коническими фрезами из закаленной стали, алмазным инструментом или специальными шлифовальными кругами Кромки втулки подрезаны по толщине колеса.
180 Проверка скорости балансировки
Устранение вибрации, которая может возникнуть при вращении колеса. Небольшие неглубокие отверстия просверлены на «легкой» стороне колеса и заполнены свинцом для обеспечения надлежащего баланса. Проверка скорости Колеса вращаются в тяжелом закрытом корпусе и вращаются со скоростью не менее 50 % выше нормальных рабочих скоростей Гарантирует, что колесо не сломается при нормальных рабочих скоростях и условиях
181 Стандартные формы шлифовальных кругов
Девять стандартных форм шлифовальных кругов установлены: Министерством торговли США Производители шлифовальных кругов Производители шлифовальных станков Габаритные размеры для каждой формы также стандартизированы Таблица 80.3 в учебнике
182 Навесные шлифовальные круги
Приводится стальным хвостовиком, установленным в круге Изготавливаются различных форм для использования с кондукторными шлифовальными станками, внутренними шлифовальными машинами, переносными шлифовальными станками, шлифовальными станками для инструментальных стоек и гибкими валами Изготавливаются как из оксида алюминия, так и из карбида кремния
183 Маркировка шлифовального круга
Стандартная таблица системы маркировки, используемая производителями для обозначения шлифовальных кругов Информация, содержащаяся на промокательной бумаге всех малых и средних шлифовальных кругов, нанесенная по трафарету на стороне больших кругов Шесть позиций в стандартной последовательности Префикс является символом производителя и не всегда используется все производители шлифовальных кругов Система маркировки используется только для кругов из оксида алюминия и карбида кремния, а не алмазных кругов
184 Стандартная система маркировки
opt 51 A 36 L 5 V 23 Grade Soft Medium Hard ABCDEFGHIJKLMNOPQRSTU VWXYZ Размер зерна Частная маркировка производителя для идентификации колеса (использовать опционально) Запись типа V – керамическая S – силикатная R – резина RF – армированная резиной B – Смола BF – Армированная смолой E – Шеллак O – Оксихлорид Обозначение производителя, указывающее точный вид абразива Абразив Тип A – Оксид алюминия S – Карбид кремния структура, плотная к открытию…..так далее.
185 Выбор шлифовального круга для конкретной работы: Пример 1
Требуется шероховатая поверхность шлифовать кусок стали SAE 1045 с помощью прямого круга. Необходимо использовать охлаждающую жидкость. Тип абразива: шлифуемая сталь, используйте оксид алюминия. Размер зерна: поверхность не обработана прецизионно, среднее зерно, зерно около 46. Марка: круг средней степени качества хорошо разрушается, используйте марку J. Структура: сталь средней твердости, круг. должна быть средней плотности: около 7 Тип связки: стандартное стандартное шлифование поверхности и, поскольку будет использоваться охлаждающая жидкость, следует выбрать керамическую связку После того, как были учтены все факторы, следует выбрать круг A46-J7-V для грубого шлифования SAE 1045 сталь.
186 Выбор шлифовального круга для конкретной работы: пример 2
Требуется чистовая заточка фрезы из быстрорежущей стали на фрезе и шлифовальном станке. Тип абразива: резак из стали, следует использовать круг из оксида алюминия Размер зерна: должен иметь гладкую поверхность, от среднего до мелкого (зернистость 60) Степень: для предотвращения пригорания следует использовать круг для холодной резки, средний-мягкий J Структура: следует использовать гладкий рез, круг средней плотности, использовать связку №6: большинство резцов и шлифовальных станков, предназначенных для стандартных скоростей, следует использовать на керамической связке; если скорость превышает размер колеса, следует использовать резиноидную связку. Для этой работы (без учета префикса и записей производителя) должно быть выбрано колесо A60-J6-V.
187 Меры предосторожности при обращении и хранении шлифовальных кругов
Никогда не обращайтесь с кругами небрежно Обращайтесь с ними как с точными инструментами Сушка при разумной температуре Храните колеса надлежащим образом Прямые или конические круги лучше всего хранить на краю в отдельных стойках, чтобы предотвратить качение Тонкие круги на органической связке, уложенные на них плоская горизонтальная поверхность для предотвращения деформации Маленькая чашка и внутренние колеса кладут отдельно в коробки, ящики или ящики Большие чашки и цилиндрические колеса следует хранить на плоских сторонах с упаковкой между колесами
188 Неисправности марки круга. Марка шлифовального круга, наиболее важная и сложная для выбора, подходящая для материала заготовки и операции шлифования. слишком сложно
189 Характеристики, указывающие на то, что колесо слишком мягкое
Слишком быстро ломается Плохая обработка поверхности Свободно режется Искра быстро гаснет Трудно поддерживать размер Царапины (рыбьи хвосты)
190 Характеристики, указывающие на то, что колесо слишком твердое
Колесные глазури быстро покрываются Загрузка (шлифовка материала заполняет пустоты) Обгоревшая рабочая поверхность Визжащий шум Не режется свободно Неточные рабочие размеры Обработка поверхности постепенно улучшается Не искрение Тепловые проверки
191 Осмотр колес Осмотрите колеса после их получения
Возможно повреждение во время транспортировки Подвесьте и слегка постучите рукояткой отвертки для маленьких колес или деревянным молотком для больших колес. дать более тупое кольцо Трещины на колесах не образуют кольца
192 Алмазные круги, используемые для шлифования твёрдых сплавов и твёрдых стекловидных материалов. Изготавливаются различных форм. Прямые, чашечные, тарельчатые и тонкие отрезные круги. Круги ½ дюйма.диаметр или меньше имеют алмазные частицы по всему кругу, более ½ дюйма, с алмазной поверхностью только на шлифовальной поверхности
193 Размеры зерен алмазов Диапазон размеров зерен от 100 до 400
Пропорции алмаза и связующей смеси зависят от области применения Концентрация алмаза, обозначенная буквой A, B или CC, содержит в четыре раза больше алмазов в концентрации A Смесь, нанесенная на шлифовальную поверхность колеса толщиной от 1/32 до 1/4 дюйма.
194 Три типа связки для алмазных кругов
Связка из смолы Обеспечивает максимальную скорость резания и требует небольшой правки Сохраняют остроту в течение длительного времени и хорошо подходят для шлифования карбидов. стружка и приводит к более холодному шлифованию, более долговечным кругам
195 Круги на керамической связке
Металлические связки Обычно цветные металлы Особенно подходят для операций ручного шлифования и отрезания Очень хорошо держат форму и не изнашиваются при работе на небольших участках контакта Круги на керамической связке Быстрое удаление материала, но требует частой очистки бором твердосплавный абразивный стержень для предотвращения нагружения Подходит для ручного и плоского шлифования твердых сплавов
196 Обозначение алмазного круга
Метод отличается от метода, используемого для других шлифовальных кругов ASD 100 R 75 B99 1/8 * Grade Res.Металл Вит. H R L Q H P J N R J R L O T L T N P N Размер зерна S S S S S 100S S Глубина алмазного сечения 1 / / / 4 Модификация связки Цифра для обозначения специальной модификации связки. Пример: Resinoild – 6 и 22 Этот символ может иногда опускаться. Абразивный алмаз D = Горный алмаз SD = Искусственный алмаз ASD = Армированный алмаз Примечание: марка для ручных шлифовальных машин не указана * Идентификационный символ производителя Концентрация Низкая = 25 50 75 Высокая = 100 Связка Тип B = Смола M = Металл V = Остеклованная
197 Круги с кубическим нитридом бора
Признаны лучшими режущими инструментами для шлифования труднообрабатываемых металлов Обладают более чем в два раза твердостью по сравнению с обычными абразивами Также обладают соответствующей вязкостью, поэтому режущие кромки дольше остаются острыми при гораздо более низкой скорости износа Увеличенная режущая способность и высокая теплопроводность помогают предотвратить неконтролируемое накопление тепла (уменьшают вероятность остекления) Термически и химически стабильны при температурах выше 1832ºF
198 Твердость различных металлов и абразивов
Шкала твердости Кнупа 7000 6000 5000 4000 3000 2000 1000 Алмаз CBN Ванадий AL2O3 Вольфрам Высокосталь Мягкая сталь Карбид HRC HRB 85
199 Свойства кругов с кубическим нитридом бора
Обладают четырьмя основными свойствами, необходимыми для шлифования чрезвычайно твердых или абразивных материалов с высокой скоростью съема металла: Твердость, Сопротивление истиранию, Прочность на сжатие, Теплопроводность.
200 Выбор круга Тип выбранного круга и способ его использования повлияют на скорость съема металла (MRR) и срок службы шлифовального круга Обычно зависит от: Типа операции шлифования Условия шлифования Требования к чистоте поверхности Форма и размер заготовки Тип материала заготовки
201 Руководство по выбору круга
Шлифовальные круги из CBN доступны во всем диапазоне форм и размеров. Доступны индивидуально разработанные круги для конкретных систем. Изготовлен с высокой точностью, предварительно отформованный сердечник с абразивной частью на шлифовальной поверхности круга Обычно от 1/16 до 1/4 дюйма.в глубину Обычно один легко доступен для любой операции шлифования
202 Общие рекомендации по использованию шлифовальных кругов из CBN
Выбор связки Укажите нормальный диаметр и ширину круга Выберите самый крупный размер абразивной сетки, обеспечивающий желаемую чистоту Выберите круги с оптимальной концентрацией абразива
203 Абразивные материалы с покрытием Состоят из гибкой основы (ткани или бумаги), к которой прикреплены абразивные зерна. Две цели Шлифование и полировка металла. Крупнозернистый материал, используемый для быстрого удаления металла; мелкая крупа, используемая для полировки. Два типа. Натуральная: гранат, кремень и наждак. Производимые: оксид алюминия, карбид кремния.
204 Выбор абразивов с покрытием
Наждак (природный абразив) Внешний вид черный Используется для производства наждачной бумаги и наждачной бумаги Зерна не такие острые, как у искусственных абразивов Обычно используются для полировки металла вручную
205 Оксид алюминия (промышленный абразив)
Внешний вид серый Используется для высокопрочных материалов. Характеризуется длительным сроком службы режущих кромок. Ручные операции используют зерно для черновой обработки и от 120 до 180 для чистовой обработки. операции Карбид кремния (промышленный абразив) Голубовато-черный на вид Используется для материалов с низким пределом прочности.