Холодная художественная ковка изделий из металла своими руками: инструменты и приспособления
Главная » Инструменты и оборудование » Ручной иструмент » Слесарно-монтажный инструмент
Опубликовано: Рубрика: Слесарно-монтажный инструментАвтор: Andrey Ku
Металлические кованые элементы в декоре, да и просто в хозяйстве, очень популярны из-за их красоты и прочности. Несколько выгнутых особым образом прутков легко превращаются оконную решетку или калитку. Причём для этого совершенно не нужна полноценная кузница, достаточно иметь несколько приспособлений.
Ковка без нагрева – достоинства и недостатки
Способов обработки металла существует довольно много, но большинство их требует применения технологий промышленного масштаба, в том числе прокат, штамповка, отливка, фрезеровальные и токарные работы.
Гораздо проще получить нужную форму без нагрева, сгибанием или кручением. Но если при горячей ковке мы сможем в той или иной степени изменить форму даже крупной заготовки, если удастся её прогреть, то холодная обработка накладывает ограничения. Во-первых, используется металлопрокат, который достаточно легко поддастся приложенным усилиям. Обычно сгибанию до нужной формы подвергают прутки квадратного и круглого сечения до 15 миллиметров. При этом зачастую требуются специальные рычаги для увеличения мускульной силы. Во-вторых, сталь должна быть достаточно мягкой и пластичной, лучше всего годится для этой цели низкоуглеродистая не каленая.
Достоинство холодной ковки в том, что основные шаблоны для изгибания металла можно сделать в кратчайшие сроки, имея лишь сварочный аппарат и некоторое количество тех же прутков и металлических полос.
Правда, так мы сможем изготовить лишь простейшие упоры для получения гнутых декоративных элементов, закрученных из прутка по спирали. Для более сложных изделий нужны приспособления из нескольких взаимно подвижных узлов, которые также можно сделать своими руками. О них мы поговорим далее. К недостаткам можно отнести то, что при холодном сгибании металла нарушается его кристаллическая решётка, то есть в этом месте материал становится более ломким. Несколько изгибов на одном участке почти наверняка приведут к появлению микротрещин, поэтому испорченную заготовку, как правило, не переделывают.
Просто гнём металл – гнутик в помощь
В принципе, чтобы получить из прутка дугу с определённым радиусом, можно задействовать обычный трубогиб. Но иногда нужно получить угол около 90 градусов или даже острый. В этом случае понадобится специальное оборудование – гнутик. Как правило, данный станок, состоящий из двух неподвижных роликов и движущейся между ними планки с клином, ориентирован горизонтально. Центральный узел перемещается поступательно на закреплённом под основанием винте, при помощи воротка. Именно такое приспособление самостоятельно сделать достаточно сложно. Зато его можно заменить всего лишь двумя упорами. К примеру, двумя очень толстыми болтами, вкрученными в металлическую столешницу или толстую доску верстака. Вставляем пруток между ними, на один стержень делаем упор, через второй гнём, правда, исключительно «на глазок».
Но иногда нужно получить угол около 90 градусов или даже острый. В этом случае понадобится специальное оборудование – гнутик. Как правило, данный станок, состоящий из двух неподвижных роликов и движущейся между ними планки с клином, ориентирован горизонтально. Центральный узел перемещается поступательно на закреплённом под основанием винте, при помощи воротка. Именно такое приспособление самостоятельно сделать достаточно сложно. Зато его можно заменить всего лишь двумя упорами. К примеру, двумя очень толстыми болтами, вкрученными в металлическую столешницу или толстую доску верстака. Вставляем пруток между ними, на один стержень делаем упор, через второй гнём, правда, исключительно «на глазок».
Более доступный для самостоятельного изготовления вариант станка – вертикальный. Узкая прямоугольная рама устанавливается на прочную массивную подставку, в ней жестко закрепляются два направляющих стержня с надетой на них станиной, в центре которой просверлено отверстие с резьбой. Такое же располагается соосно в верхней планке рамы. Далее через раму и станину вкручивается длинный вал с резьбой, на верхнем конце которого жёстко закреплён ворот.
Такое же располагается соосно в верхней планке рамы. Далее через раму и станину вкручивается длинный вал с резьбой, на верхнем конце которого жёстко закреплён ворот.
К станине сбоку приваривается или прикручивается болтами, что гораздо удобнее, стальной клин. На боковых стойках рамы закрепляются на одном уровне по горизонтали два валика. Теперь, вращая винт, вы сможете опустить или поднять станину с клином, который будет увеличивать или ослаблять давление на уложенный между ним и валиками пруток. Съемный клин для гнутика, с несколькими дополнительными насадками разной формы, позволит вам менять угол сгиба металлической заготовки.
Делаем спирали – подготовка шаблона и освоение техники
Очень много элементов в холодной ковке основано на завитках. Так называется пруток, изогнутый по архимедовой спирали. Однако при этом готовые декоративные формы могут быть разными: улитки, волюты, червонки. Первые представляют собой подобие запятой, с одной стороны стержень свит в спираль, с другой – остаётся прямым.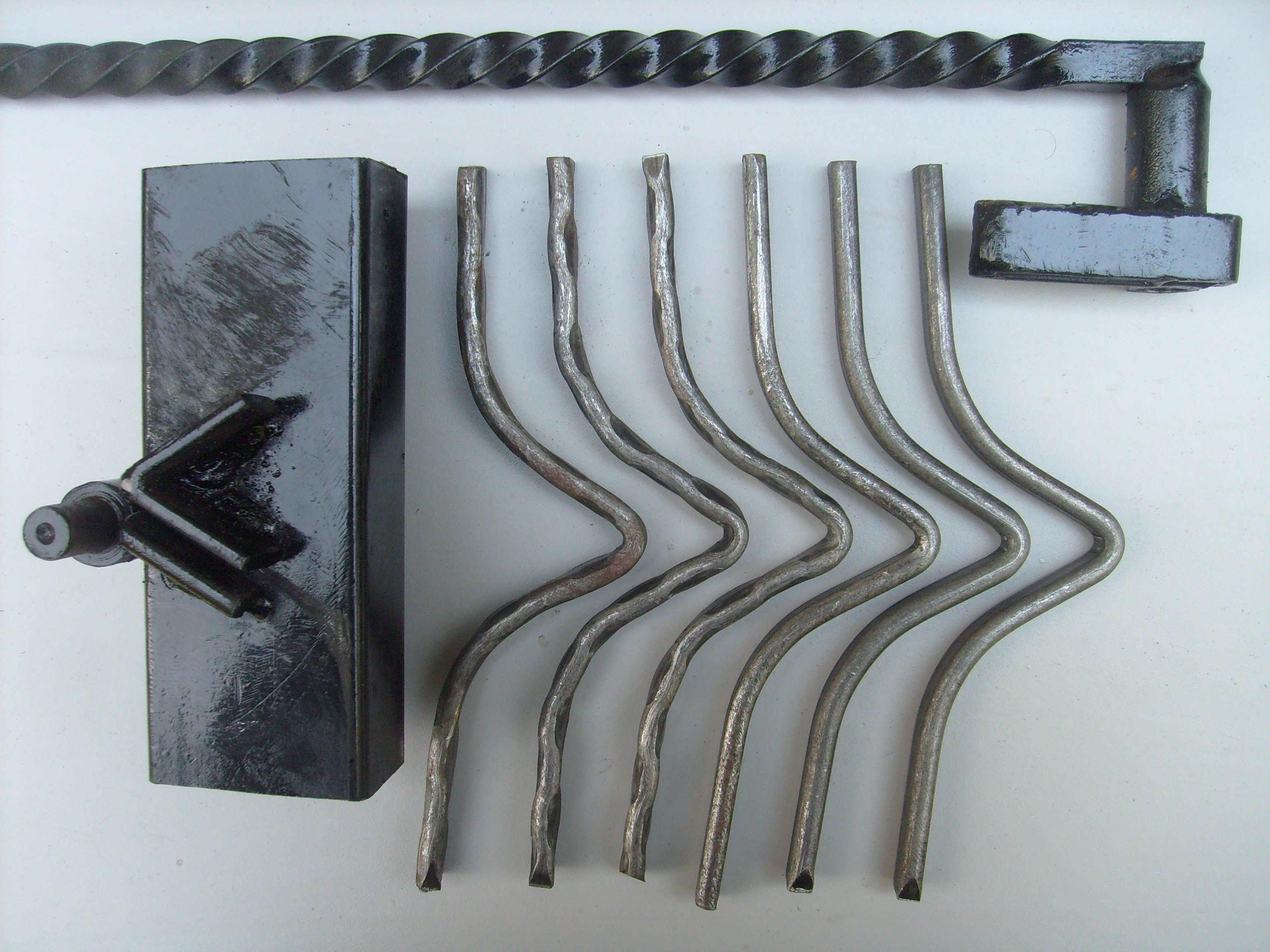 Второй тип имеет оба конца, закрученные в завитки в одну сторону. Третий же больше похож на латинскую букву S, то есть в спирали концы прутка загибают в разные стороны. Все эти готовые кованые изделия затем располагают в общем рисунке узора оконной решётки или металлической ограды, калитки или створки ворот.
Второй тип имеет оба конца, закрученные в завитки в одну сторону. Третий же больше похож на латинскую букву S, то есть в спирали концы прутка загибают в разные стороны. Все эти готовые кованые изделия затем располагают в общем рисунке узора оконной решётки или металлической ограды, калитки или створки ворот.
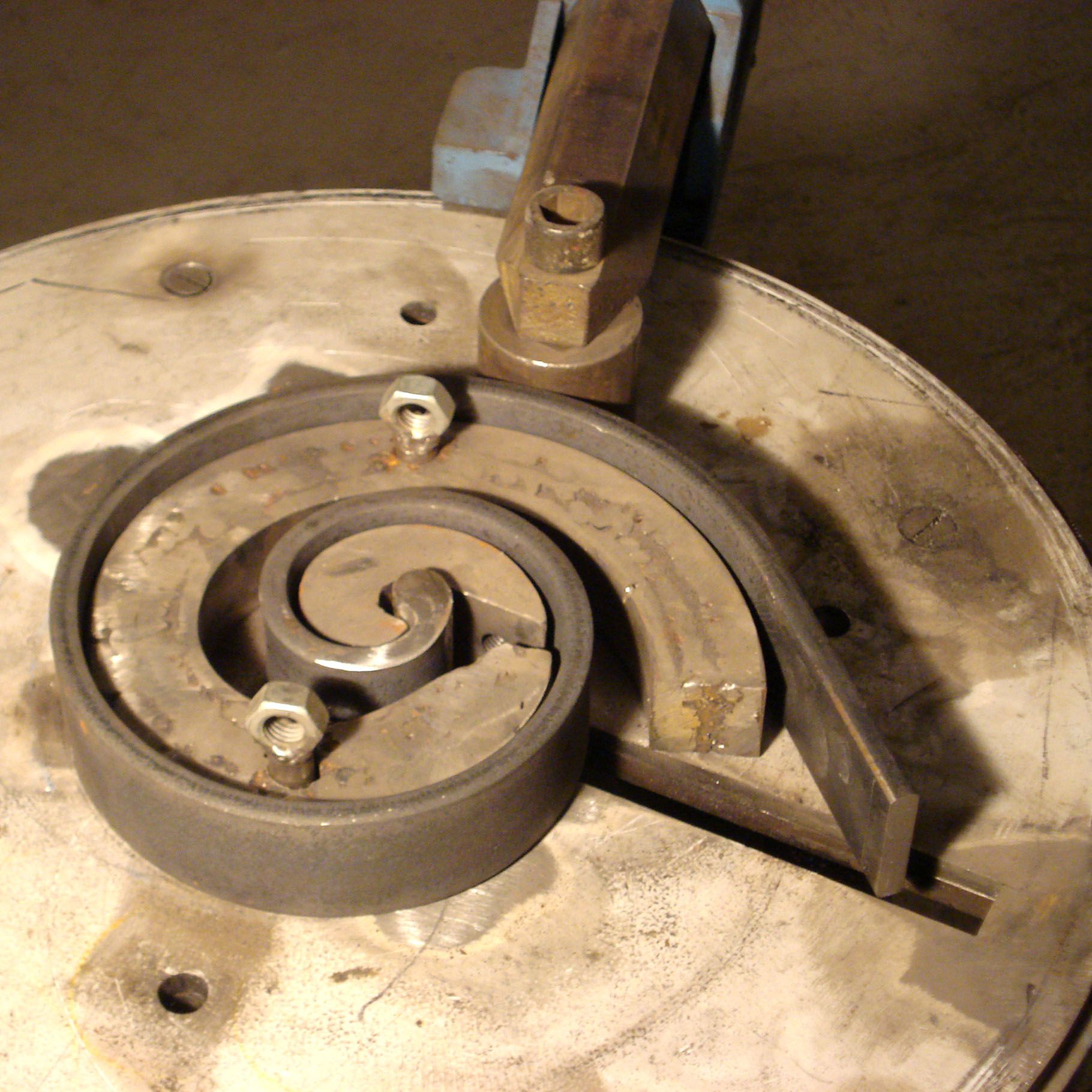
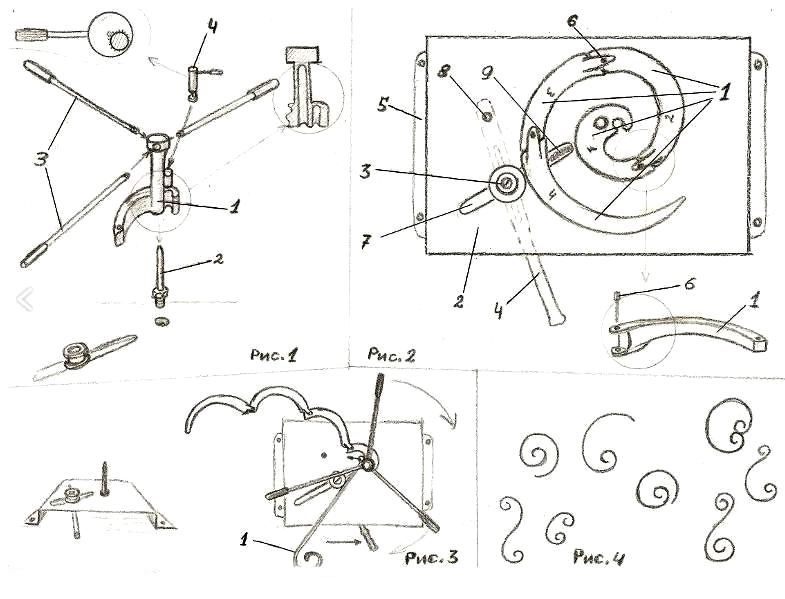
Чтобы получить нужный завиток, делаем шаблон. Он может быть жестко закрепленным на основании, или же сложным, собранным из нескольких отдельных деталей. Первый вариант изготавливается достаточно просто. Для основания потребуется круглый или квадратный лист, размер которого зависит от величины шаблона (для начала лучше ограничиться маленьким). Далее берём несколько отрезков стержня с круглым сечением длиной до 3 сантиметров. Рисуем архимедову спираль и с внутренней её стороны отмечаем точки, где будут приварены вертикально обрезки прутка, которые сразу жёстко фиксируем несколькими прихваточными точками дуговой сварки.
Затем от центрального стержня начинаем приваривать к обрезкам прутка полосу толстого, не менее 3 миллиметров, металла, постепенно изгибая её по нарисованной линии. Где необходимо, слегка постукиваем молотком, но в основном придётся применять мускульную силу. Работу несколько облегчит прижимной рычаг с двумя боковыми перпендикулярными упорами, имеющий форму буквы F. Причём на второй от конца перекладине желательно сразу насадить и приварить большой подшипник, что значительно облегчит сгибание прутка. Когда стальная полоса займет свое место, приварите с внешней её стороны у центра спирали, с небольшим отступом, ещё один вертикальный стержень, желательно вставив его в заранее подготовленное отверстие. Именно между ним и шаблоном будет зажиматься пруток в начале гибки.
Где необходимо, слегка постукиваем молотком, но в основном придётся применять мускульную силу. Работу несколько облегчит прижимной рычаг с двумя боковыми перпендикулярными упорами, имеющий форму буквы F. Причём на второй от конца перекладине желательно сразу насадить и приварить большой подшипник, что значительно облегчит сгибание прутка. Когда стальная полоса займет свое место, приварите с внешней её стороны у центра спирали, с небольшим отступом, ещё один вертикальный стержень, желательно вставив его в заранее подготовленное отверстие. Именно между ним и шаблоном будет зажиматься пруток в начале гибки.
Сборный вариант делается похожим образом, только обрезки толстого стержня берутся длинные и не привариваются. По заранее сделанной линии высверливаются отверстия, в них вставляются обточенные точно под диаметр перфорации фрагменты прутка, приблизительно до середины, можно даже больше. То есть их толщина должна быть чуть больше диаметра сверла. К ним приваривается полоса металла, согнутая по той же линии, после чего нарезается на сегменты.
Завивка стержня винтом – сооружаем простейший твистер
По сути, это самый простой станок из всех, какие можно изготовить для холодной ковки. Установить его можно даже на столярный верстак, хотя лучше, если это будут специальные козлы. Вся конструкция будет базироваться на основании из швеллера или квадратного профиля. С одной стороны жёстко закрепляем основной блок из вращающейся в вертикальной станине трубы, внутри которой располагается патрон или боковой винтовой зажим. На другом конце трубы привариваем перпендикулярно 3–4 рукоятки ворота. Далее из двух обрезков швеллера или уголков и металлической пластины делаем подвижную рамку на основании, так, чтобы она не качалась, плотно охватывая продольную базу станка.
Теперь остаётся только закрепить пруток с обоих концов в патроне ворота и сдвинутой на необходимое расстояние зажимной станине, скользящей по основанию. Начинаем вращать трубу с закреплённым ближайшим к вам концом прутка, второй конец жёстко удерживается зажимом. В итоге на полуфабрикате металлопроката образуется виток, потом рядом с ним второй. Доведя их количество до нужного, вы увидите, что пруток стал короче, а скользящая станина заметно придвинулась. Следует соблюдать одно правило – обороты должны быть всегда полными. То есть последний не следует завершать на первой или второй трети, докрутите ворот до конца. Для этого верхнюю плоскость прутка лучше промаркировать, и отметка всегда должна быть сверху.
Торсион или корзинка – делаем сложный декоративный элемент
Станок для изготовления такой детали создать несколько труднее, чем твистер, но вполне по силам даже начинающему. За основу берём такую же базу из швеллера или квадратного профиля, как описанная выше, и делаем всё то же самое, за исключением одной детали. Труба должна быть довольно длинной и проходить сквозь обе станины. На подвижной, сделанной из толстой пластины металла сверлятся 4 отверстия, расположенные квадратом (их лучше снабдить боковыми винтовыми зажимами).
За основу берём такую же базу из швеллера или квадратного профиля, как описанная выше, и делаем всё то же самое, за исключением одной детали. Труба должна быть довольно длинной и проходить сквозь обе станины. На подвижной, сделанной из толстой пластины металла сверлятся 4 отверстия, расположенные квадратом (их лучше снабдить боковыми винтовыми зажимами).
В центре должно располагаться сквозное гнездо для трубы, по которой станина должна скользить. Узел с воротом выглядит иначе, пластина с 4 отверстиями (тоже с винтами) высверливается посередине, после чего насаживается и наваривается на трубу, которая должна вращаться в гнезде станины при помощи 3–4 рукояток.
Устройство может работать и иначе – ворот свободно движется вдоль трубы, а основная станина удерживает прутки. Результат будет тот же. Устанавливаем отверстия, расположенные квадратами так, чтобы они были сосны друг другу. Продеваем сквозь дальнюю пластину прутки и зажимаем их. Затем то же самое делаем в станине ворота, который после фиксации заготовок начинаем медленно вращать. Стержни по мере увеличения количества оборотов будут обвиваться вокруг трубы. Поэтому дальняя станина должна быть на небольшом расстоянии от ворота, около 20 сантиметров. Чем дальше вы её изначально сдвинете, тем больше витков получится, тем сложнее будет корзинка. Но, как правило, редко делается больше двух полных оборотов. Из полученных заготовок собирается и сваривается корзинка.
Стержни по мере увеличения количества оборотов будут обвиваться вокруг трубы. Поэтому дальняя станина должна быть на небольшом расстоянии от ворота, около 20 сантиметров. Чем дальше вы её изначально сдвинете, тем больше витков получится, тем сложнее будет корзинка. Но, как правило, редко делается больше двух полных оборотов. Из полученных заготовок собирается и сваривается корзинка.
Волны – изгибаем пруток по синусоиде
В данном элементе нет ничего сложного. Всё, что потребуется, это два металлических шкива, с двумя отверстиями под болтовой крепёж и одним центральным для рычага. Также подготовим основание из толстого стального листа с перфорацией, сделанной через равные промежутки на одной линии. Расстояние между высверленными сквозными гнёздами должно быть чуть больше диаметра шкивов, так, чтобы уложенные и закреплённые рядом, они имели между собой зазор для свободного прохода прутка.
На стальном листе можно сделать много отверстий с шагом, которому будет кратно расстояние между крепежами. Также потребуется рычаг с двумя боковыми перекладинами круглого сечения, крайняя из которых будет вставляться в центральное гнездо. Вторая должна прижимать к шкиву изгибаемый пруток, поэтому должна быть удалена от крайней на соответствующее расстояние.
Также потребуется рычаг с двумя боковыми перекладинами круглого сечения, крайняя из которых будет вставляться в центральное гнездо. Вторая должна прижимать к шкиву изгибаемый пруток, поэтому должна быть удалена от крайней на соответствующее расстояние.
Устанавливаем шкивы на основание, жёстко закрепив болтами. Просовываем между ними пруток, теперь один из них будет служить упором, а второй – шаблоном для загибания. Именно в него и вставляем рычаг, которым проводим дугу, формируя нужный диаметр первой волны. Разворачиваем пруток так, чтобы полученная волна охватила упорный шкив. Обводим второй изгиб, снова разворачиваем заготовку. И так, пока стержень не будет полностью превращён в синусоиду или не будет сделан отрезок нужной длины, который отпиливаем, и используем в узоре.
Таким же образом можно делать и кольца, если взять шкивы потолще, в виде невысоких цилиндров, а также завитки, называемые червонками, S-образные. Чтобы перекладина рычага лучше скользила вокруг шкива, лучше дополнить её подшипником или роликом, учитывая необходимый промежуток для прутка.
Понравилась статья? Поделиться с друзьями:
инструмент для холодного способа, виды обработки, инструкция, видео и фото
Ковка своими руками — дело не простое, но в то же время очень интересное, причем освоить это мастерство может каждый. Я расскажу об основных нюансах этой работы и ознакомлю вас с азами ковки.
Ковка позволяет изменять форуму и размер металлической заготовки
Виды ковки
Ковка — это один из видов обработки металла, позволяющий изменять форму и размер заготовки. Ковку подразделяют на два вида:
Виды ковки
Далее я расскажу о каждом из ее видов.
О горячей ковке
Смысл горячей ковки заключается в том, что перед обработкой заготовка подвергается нагреву до определенной температуры. Это повышает пластичность металла, и таким образом увеличивает возможности мастера.
Горячая ковка подразумевает обработку разогретой до высокой температуры детали
Достоинства:
- Высокая пластичность заготовки.
 Благодаря этому упрощается работа. Кроме того, мягкий металл позволяет без особого труда изменять форму и размеры заготовки;
Благодаря этому упрощается работа. Кроме того, мягкий металл позволяет без особого труда изменять форму и размеры заготовки; - Универсальность. Данный метод позволяет использовать любые заготовки. Это значительно расширяет возможности мастера.
 Благодаря этому упрощается работа. Кроме того, мягкий металл позволяет без особого труда изменять форму и размеры заготовки;
Благодаря этому упрощается работа. Кроме того, мягкий металл позволяет без особого труда изменять форму и размеры заготовки;Нагрев заготовок осуществляется в кузнечном горне
Недостатки:
- Дополнительные затраты. Для разогрева заготовок до ковочной температуры необходимо обустроить кузнечный горн. Кроме того, требуются дополнительные затраты на топливо;
- Требовательность к температурным режимам. Чтобы заниматься горячей ковкой нужны определенные знания, позволяющие определять температуру «на глаз». Подробней об этом я расскажу ниже.
О холодной ковке
Для холодной ковки не требуется горн, так как обработка заключается в изгибании холодных заготовок, их прессовании и сварке.
Холодная ковка выполняется на специальном оборудовании и не требует нагрева обрабатываемых деталей
Достоинства. Холодная ковка обладает следующими достоинствами:
Холодная ковка обладает следующими достоинствами:
- Доступность. Обустроить мастерскую для холодной ковки гораздо проще, так как не нужна печь. К тому же для этого требуется меньше затрат;
- Безопасность. Отсутствие высоких температур положительно сказывается на общей безопасности.
Недостатки. У этого вида ковки тоже имеются минусы:
- Холодная ковка предоставляет меньше возможностей. Многие операции, которые можно выполнить горячей ковкой, для холодной обработки недоступны;
- Невозможность исправления брака. Холодная обработка осуществляется с использованием заготовок-полуфабрикатов. В результате ошибку, как правило, нельзя исправить;
Для холодной ковки используются пруты квадратного и круглого сечения
- Ограниченность заготовок. Холодным способом можно изготавливать определенный набор деталей, который зависит от вашего оборудования. Причем для этих целей используются пруты квадратного или круглого сечения.
 Причем для этих целей используются пруты квадратного или круглого сечения.
Причем для этих целей используются пруты квадратного или круглого сечения.Диаметр и размеры сечения заготовок, с которыми можно работать, так же зависят от используемого оборудования.
Инструменты
Для ковки холодной
Рассмотрим инструмент для холодной ковки своими руками:
- Гнутик. Позволяет изгибать заготовку под определенным углом, а также изготавливать дугообразные детали;
Гнутик позволяет изгибать пруты
- Улитка. Это приспособление позволяет создавать спиралевидные узоры;
- Волна. Станок, который выполняет синусоидальные, т.е. волнообразные детали;
- Твистер. Позволяет скручивать заготовку вдоль оси для получения винтообразных деталей;
Твистер позволяет скручивать прут вдоль своей оси
- Фонарик. Позволяет получить объемную спиралевидную деталь, которая так и называется — фонарик;
- Станок для колец. Как несложно догадаться, позволяет создавать кольца;
- Раскаточный станок. Этот станок позволяет спрессовывать заготовки для изготовления так называемых «лапок» и пик. Кроме того, с его помощью выполняют вытягивание заготовки путем уменьшения ее сечения;
 Как несложно догадаться, позволяет создавать кольца;
Как несложно догадаться, позволяет создавать кольца;На раскаточном станке можно спрессовывать заготовки
- Сборочный стол. На нем выкладываются все готовые детали, и при помощи сварочного аппарата соединяются в единую конструкцию.
Кроме того, существуют универсальные инструменты, которые позволяют выполнять такие операции, как:
- Клепка;
- Резка;
- Опрессовка;
- Придание объема и пр.
Кузнечный станок позволяет выполнять любые операции холодной ковки
Отдельно следует сказать о промышленных станках. Цена на них составляет около 5000-6000 долларов США, но зато один станок способен выполнить все операции холодной ковки. Примером таких станков служит аппарат от МАН «Мастер-2».
Для горячей ковки
При горячей ковке используют совсем другой набор инструментов:
- Горн. Представляет собой печь, которая позволяет нагревать заготовки до 1400 градусов. Без такой высокой температуры горячая ковка невозможна;
- Наковальня. Опора, на которой осуществляется обработка метала;
Наковальня служит опорой на которой обрабатываются детали
- Шпераки. Наковальни, на которых осуществляется художественная ковка;
- Кувалда и Ручник. Это основные инструменты кузнеца, которыми наносятся удары для придания определенной формы изделию.
При помощи кувалды осуществляют сильные удары, поэтому ее вес составляет от четырех до восьми килограмм. Ручник же используют для окончательной обработки заготовки. Его вес находится в пределах 0,5-2,0 кг;
Кувалда — основной инструмент для горячей ковки
- Клещи. Позволяют доставать из горна и удерживать заготовку. Под разные профили и размеры заготовок существуют разные виды горновых клещей;
- Фасонные молотки. При помощи этих молотков выполняется художественная ковка из металла. С их помощью делают загнутые заготовки, а также придают изделиям определенную форму.
 Под разные профили и размеры заготовок существуют разные виды горновых клещей;
Под разные профили и размеры заготовок существуют разные виды горновых клещей;Фасонные полотки применяются для художественной ковки
Чтобы упростить работу, можно использовать механические молоты . Такие станки имеются в продаже, или же вы можете сделать механический молот самостоятельно.
Металл для ковки
Для ковки, вне зависимости от ее типа, главное качество металла — это его пластичность. От нее зависит насколько удобно и просто изменять форму заготовки. В то же время, следует помнить, что чем больше пластичность металла, тем ниже его прочность.
Медные заготовки пластичные, но очень дорогие
Если вас интересует художественная ковка – металл можно использовать следующий:
- Медь;
- Сталь;
- Латунь;
- Дюралюминий;
- Всевозможные сплавы на основе меди и алюминия.
Несмотря на то, что цветные металлы более пластичные, для художественной ковки обычно используют сталь. Это связано, прежде всего, с ее низкой стоимостью, что позволяет снизить и цену кованых изделий. Кроме того, сталь обладает более высокой прочностью.
На фото сталь разогретая — самый распространенный метал для ковки благодаря низкой стоимости и высокой прочности
При выборе стали для ковки необходимо уделять внимание следующим ее параметрам:
- Содержание углерода. Этот показатель должен находиться в пределах 0,25%;
- Минимальное количество примесей. Сталь должна содержать как можно меньше примесей, таких как молибден, сера, хром и фосфор.
Избегайте использования инструментальных и конструкционных сталей, так как они очень плохо поддаются ковке.
Надо сказать, что в наше время обычно пользуются заводскими заготовками при ковке, к которым относятся всевозможные пруты круглого и прямоугольного сечения, а также листовой металл и пр. Это избавляет от необходимости подбирать металл и делать заготовки самостоятельно.
Это избавляет от необходимости подбирать металл и делать заготовки самостоятельно.
Основные моменты ковки
Холодный способ ковки
Процесс холодной ковки достаточно простой, и состоит всего из нескольких этапов:
| Иллюстрации | Описание действий |
| Создание эскиза. Эскиз служит проектом, поэтому на нем необходимо изобразить конструкцию, которую вы собираетесь сделать, и указать на ней все узоры и их расположение. Имейте в виду, что узоры должны соответствовать вашему оборудованию, на котором вы будете заниматься ковкой. | |
| Изготовление узоров. Все узоры, которые имеются на эскизе, изготавливаются из заготовок на вышеперечисленном оборудовании — детали изгибаются, спрессовываются, вытягиваются и т.д. | |
Сборка конструкции. Эта работа выполняется так:
|

Таким образом, в процессе холодной сварки никаких ударов молота не выполняется. Поэтому, чтобы освоить мастерство, главное разобраться как работают различные инструменты или станок. Кроме того, нужно уметь обращаться со сварочным аппаратом.
Горячий способ ковки
Горячая ковка тоже включает в себя несколько этапов, но сам процесс обработки металла гораздо более сложный, требующий определенных навыков и физической подготовки.
Работа осуществляется в такой последовательности:
| Иллюстрации | Описание действий |
| Подготовка эскиза. Как и при холодной ковке, работа начинается с подготовки проекта. | |
| Нагрев в горне. Заготовка нагревается до температуры от 800 до 1250 градусов. Нагрев может происходить как общий, т.е. всей заготовки, так и локальный — того участка детали, с которым вы планируете работать. | |
Обработка. Данный процесс обычно включает в себя выполнение нескольких основных операций: Данный процесс обычно включает в себя выполнение нескольких основных операций:
|
 Рассеченные участки детали могут скручиваться, сплющиваться и т.д.
Рассеченные участки детали могут скручиваться, сплющиваться и т.д.К горячей ковке относится еще и так называемая свободная ковка . Однако этот процесс осуществляется в заводских условиях на специальных прессах, и подразумевает обработку многотонных заготовок. Поэтому к ковке в традиционном понимании этого слова подобная обработка металла не имеет никакого отношения.
Надо сказать, что в процессе горячей ковки важно не только научиться обрабатывать металл, но и разбираться в температурных режимах. Как я уже с казал выше, черные металлы нагреваются до температуры 800 до 1250 градусов.
Так как термометром измерить температуру невозможно, необходимо ориентироваться по цвету. Для этого надо запомнить, что при разогреве до 800 °C метал становится светло-вишнево- красным. При дальнейшем повышении температуры металл изменяет свой цвет от светло-красного до оранжевого и светло-желтого (1250 °C)
 youtube.com/embed/eO3dqHbirkc” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/eO3dqHbirkc” frameborder=”0″ allowfullscreen=”allowfullscreen”> Вывод
Теперь вы знаете что представляет собой процесс ковки, а также какими способами и как выполняется подобная обработка металла. Обязательно посмотрите видео в этой статье, а если какие-то нюансы вам непонятны — пишите комментарии, и я обязательно вам отвечу.
Добавить в избранное Версия для печати
Поделитесь:Рейтинг статьи:Статьи по теме
Все материалы по теме
Инструменты для открытия кузницы
Изготовление гвоздей Создать кузницу для домашнего использования не так уж и сложно. Вы можете получить все необходимое примерно за 300-500 долларов, если купите подержанное оборудование и сделаете то, что можете сами. Чтобы начать заниматься кузнечным делом, вам понадобятся следующие основные инструменты: горн, наковальня, тиски, молотки и щипцы. Одна из замечательных особенностей кузнечного дела заключается в том, что вы можете самостоятельно изготовить множество инструментов для ковки по ходу дела.
Кузница для кузнечного дела
Кузница — это то, что вы будете использовать для нагрева металла, с которым работаете. Он состоит из топки для разведения огня, рабочей поверхности и воздуходувки. Горшок должен быть около 4-5 дюймов в глубину и может быть сделан из старого тормозного барабана. Кузница, которую я использую, сделана из кирпича, огнеупорного кирпича и более солидна, но я видел и на старых фермах кузницы из бетона, залитого в тракторную шину, с углублением для костра. Вы можете найти воздуходувки в антикварных магазинах или спасти их от кондиционеров, сушилок для белья или других бывших в употреблении приборов. Первая кузница моего отца представляла собой тормозной барабан с ножками. Вентилятор был старый фен!
Маленькая кузня и воздуходувкаНаковальня
Если у вас нет больших денег, лучше начать с бывшей в употреблении наковальни. Вы можете найти их по цене около 1-2 долларов за фунт. Даже если на наковальне есть какие-то вмятины, при необходимости ее можно почистить и отполировать, и она будет работать нормально. Объявление о розыске в газете — хороший способ найти это и другое кузнечное оборудование. Мы также нашли наковальни и другое кузнечное оборудование на фермерских распродажах, распродажах недвижимости и фермерских аукционах.
Объявление о розыске в газете — хороший способ найти это и другое кузнечное оборудование. Мы также нашли наковальни и другое кузнечное оборудование на фермерских распродажах, распродажах недвижимости и фермерских аукционах.
Кузнечные молоты
Вы можете начать с обычного шарового или крестового молотка. Обычно их можно найти в местных хозяйственных магазинах. Вы также можете заказать различные типы кузнечных молотов в кузнечном доме. Как только вы разовьете навыки кузнечного дела, вы сможете делать молоты.
Молотки с шаровыми и поперечными штифтамиТипы тисков
Существует два основных типа тисков: тиски для стоек и станочные тиски. Поствиз – это кузнечные тиски. Он предназначен для того, чтобы выдерживать удары молотком. Машинные тиски, особенно маленькие, могут быть повреждены повторяющимися ударами молотка. Место, где можно искать почтовые визы, — это фермерские аукционы и продажи недвижимости. Если вы не можете получить почтовые тиски, вы можете начать с машинных тисков. Лучше всего приобрести тиски большего размера, которые хорошо выдержат удары молотком, и вам нужно будет оснастить их гладкими губками, чтобы они не царапали заготовки.
Лучше всего приобрести тиски большего размера, которые хорошо выдержат удары молотком, и вам нужно будет оснастить их гладкими губками, чтобы они не царапали заготовки.
Кузнечные клещи
Со временем вам понадобится много разных клещей, по одному или два для каждой толщины металла, с которым вы работаете. Наличие щипцов, подходящих по размеру для ваших материалов, значительно облегчает надежный захват металла и повышает качество вашей работы. Но для начала вам понадобится всего 1-2 пары, которые вы можете купить за 30-40 долларов каждая у поставщика кузнечного дела. После того, как вы приобретете некоторый опыт кузнечного дела, вы сможете сделать свои собственные щипцы. Обычно к концу нашего двухдневного курса кузнечного дела наши ученики готовы приступить к изучению навыков изготовления клещей.
Три типа щипцовДругие инструменты для кузнечного дела
Вы также будете использовать выколотки, ножницы, кернеры, инструменты для скручивания и долота. Это все инструменты, которые вы сможете сделать сами по мере развития своих навыков.
Это все инструменты, которые вы сможете сделать сами по мере развития своих навыков.
Где узнать больше
Мы проводим несколько занятий по кузнечному делу, которые предназначены для того, чтобы пройти от новичка до промежуточного уровня навыков кузнечного дела (см. Кузнечное дело I и Кузнечное дело II). Мы также обучаем тому, как сделать топор, как сделать кузнечные щипцы и как улучшить свой молот и технику ковки.
Или загляните в наш магазин. Мы открыты круглый год с понедельника по субботу по адресу:
608 Dry Creek Rd
Waco, Texas 76705
Forging Tools — Etsy Turkey
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы гарантировать сохранение пользовательских данных. безопасный. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
