Измерительный инструмент токаря
Измерительный инструмент токаря
Правило второе : Постоянно старайтесь контролировать себя. Приведу пример. Вы прошли черновой проход, замеряли размер. Даёте, например, 2мм на сторону и уже представляете себе, что полученный результат на 4 мм. должен быть меньше, нежели диаметр после черновой обработки. Понятно, что если фактический размер сильно отличается от вычисленного, значит где-то Вы нахимичили.
Измерение внутреннего диаметра производится нутромером . Нутромеры служат для точных измерений внутренних размеров деталей. Существуют нутромеры жёсткие и микрометрические.
Жёсткий нутромер представляет собой металлический стержень с измерительными концами, имеющими шаровую поверхность. Расстояние между ними равно диаметру измеряемого отверстия. На нём есть державки, которые предохраняют нутромер от тепла руки.
Микрометрический нутромер применяется для измерений внутренних диаметров с точностью до 0,01мм.Головка микрометрического нутромера состоит из гильзы и барабана, соеденённого с микрометрическим винтом. В гильзе помещается стопор и пятка с измерительной поверхностью. Удерживая стопор и вращая барабан, можно изменять расстояние между измерительными поверхностями нутромера.
Регулярно проверяйте инструмент. Вещь хрупкая, требует бережного обращения. Во время холодов при сдаче нутромера на проверку дождитесь, пока он нагреется в комнате проверки, а уж потом проверяйте. Некоторые специалисты меряют холодный инструмент, но я считаю, что это не правильно. Кто против, милости просим на форум, приводите свои аргументы.
Штангенглубиномер применяется для измерения выточек и канавок, а также для определения правильного положения уступов по длине валика. Устройство похоже на устройство штангенциркуля: штанга свободно перемещается в рамке и закрепляется в ней в нужном положении винтом. На штанге находится миллиметровая шкала, а на рамке расположен нониус, по которому определяется глубина выточки. Высоту, или глубину, измеряем глубиномером Особенности измерений состоят в том, что надо сначало на верхнюю часть измеряемой детали установить поперечину глубиномера, а уж потом двигать штангу инструмента вниз до соприкосновения с деталью.
На штанге находится миллиметровая шкала, а на рамке расположен нониус, по которому определяется глубина выточки. Высоту, или глубину, измеряем глубиномером Особенности измерений состоят в том, что надо сначало на верхнюю часть измеряемой детали установить поперечину глубиномера, а уж потом двигать штангу инструмента вниз до соприкосновения с деталью.Самый часто используемый инструмент в токарном деле- штангенциркуль .
Микрометр применяется для точных измерений наружных размеров деталей- диаметров, толщин и длин. Микрометр состоит из стальной скобы, которая с одной стороны имеет неподвижную пяткус измерительной поверхностью, а с другой- стебель, в котором закреплена гильза с внутренней резьбой. В гильзе ходит микрометрический винт (шпиндель). На левом конце винт заканчивается точно доведённой измерительной поверхностью. Снаружи стебель охватывается барабаном, соеденённом на конус с микрометрическим винтом. Таким образом, при вращении барабана вращается и винт, при этом перемещается его измерительная поверхность.
Микрометр состоит из стальной скобы, которая с одной стороны имеет неподвижную пяткус измерительной поверхностью, а с другой- стебель, в котором закреплена гильза с внутренней резьбой. В гильзе ходит микрометрический винт (шпиндель). На левом конце винт заканчивается точно доведённой измерительной поверхностью. Снаружи стебель охватывается барабаном, соеденённом на конус с микрометрическим винтом. Таким образом, при вращении барабана вращается и винт, при этом перемещается его измерительная поверхность.
Для того чтобы при вращении барабана не могло произойти слишком сильного нажатия шпинделем, на правом конце барабана имеется предохранительная головка с трещоткой. Вращая головку, мы будем выдвигать шпиндель и поджимать деталь к пятке. Когда это поджатие окажется достаточным, при дальнейшем вращении головки её храповичок проскальзывает и слышен жвук трещотки.После этого прекращают вращение головки, закрепляют поворотом зажимного кольца раскрытый микрометр и производят отсчёт.
Предельные измерительные инструменты.
Предельные измерительные инструменты необходимы, чтобы размеры деталей не выходили за установленные пределы отклонений. Для этого применяют
Регулируемые предельные скобы – при сильном износе можно переустановить штифты. Также можно переустановить на новый размер.
Для контроля отверстий применяют предельные калибры- пробки . Такой калибр состоит из проходной пробки, непроходной пробки и рукоятки. Проходная пробка имеет диаметр, равный наименьшему допустимому размеру отверстия, а непроходная – наибольшему. При больших диаметрах используют парные плоские калибры-пробки , одна из которых проходная, а другая- непроходная.
Разряды токаря
Токарь 2-го разряда должен знать:
Устройство и принцип работы однотипных токарных станков,
Наименование, назначение и условия применения наиболее распространенных универсальных приспособлений,
Устройство контрольно-измерительных инструментов, назначение и правила применения режущего инструмента,
Углы, правила заточки и установки резцов и сверл,
Систему допусков и посадок, квалитеты и параметры шероховатости,
Назначение и свойства охлаждающих и смазывающих жидкостей.
Токарь 2-го разряда должен уметь:
Токарная обработка деталей по 12-14 квалитетам на универсальных токарных станках с применением режущего инструмента и универсальных приспособлений и по 8-11 квалитетам на специализированных станках, налаженных для обработки определенных простых и средней сложности деталей или выполнения отдельных операций.
Нарезание наружной и внутренней треугольной и прямоугольной резьбы метчиком или плашкой.
Управление станками (токарно-центровыми) с высотой центров 650-2000 мм, помощь при установке и снятии деталей, при промерах под руководством токаря более высокой квалификации.
Уборка стружки.
Токарь 3-го разряда должен знать:
Устройство, правила подналадки и проверки на точность универсальных токарных станков,
Правила управления крупногабаритными станками, обслуживаемыми совместно с токарем более высокой квалификации,
Устройство и условия применения плазмотрона,
Назначение и правила применения контрольно-измерительного инструмента и приборов,
Геометрию и правила заточки режущего инструмента, изготовленного из инструментальных статей или с пластиной из твердых сплавов или керамики,
Систему допусков и посадок, квалитеты и параметры шероховатости,
Основные свойства обрабатываемых материалов.

Токарь 3-го разряда должен уметь:
Обрабатывать на универсальных токарных станках детали по 8-11 квалитетам и сложные летали по 12-14-му квалитетам,
Выполнять токарные работы методом совмещенной плазменно-механической обработки под руководством токаря более высокой квалификации, Обрабатывать детали по 7-10-му квалитетам на специализированных станках, налаженных для обработки определенных деталей или выполнения отдельных операций:
Нарезать наружную и внутреннюю однозаходную треугольную, прямоугольную и трапецеидальную резьбу резцом, Нарезать резьбы вихревыми головками,
Управлять токарно-центровыми станками с высотой центров 2000 мм и выше, расстоянием между центрами 10 000 мм и более:
Управлять токарно-центровыми станками с высотой центров до 800 мм, имеющими более трех суппортов под руководством токаря более высокой квалификации, Выполнять необходимые расчеты для получения заданных конусных поверхностей, Управлять подъемно-транспортным оборудованием с иола, Проводить строповку и увязку грузов для подъема, перемещения, установки и складирования, Выполнять токарную обработку заготовок из слюды и микалекса.
Токарь 4-го разряда должен знать:
Устройство и кинематические схемы токарных станков различных типов, правила проверки их на точность: конструктивные особенности и правила применения универсальных и специальных приспособлений,
Устройство контрольно-измерительных инструментов и приборок,
Геометрию, правила термообработки, заточки и доводки режущего инструмента,
Основные принципы калибрования профилей простых и средней сложности,
Правила определения режимов резания по справочникам и паспорту станка,
Систему допусков и посадок:
Квалитеты и параметры шероховатости,
Основы электротехники и правила обеспечения безопасной работы плазменной установки, вытяжной вентиляции и системы охлаждения,
Принципиальную схему установки плазменного подогрева и способы наладки плазмотрона.
Токарь 4-го разряда должен уметь:
Выполнять токарную обработку и доводку сложных деталей по 7-10-му квалитетам на универсальных токарных станках, а также с применением метода совмещенной плазменно-механической обработки,
Выполнять токарную обработку длинных валов и винтов с применением подвижного и неподвижного люнетов, глубокое сверление и растачивание отверстий пушечными сверлами и другим специальным инструментом,
Выполнять токарную обработку тонкостенных деталей с толщиной стенки до 1 мм и длиной свыше 200 мм,
Нарезать наружные и внутренние двухзаходные треугольные, прямоугольные, полукруглые, пилообразные и трапецеидальные резьбы,
Устанавливать детали в различных приспособлениях и на угольнике с точной выверкой в горизонтальной и вертикальной плоскостях,
Выполнять наладку станка, плазменной установки и плазмотрона на совмещенную работу,
Выполнять токарную обработку деталей, требующих точного соблюдения размеров между центрами эксцентрично расположенных отверстий или мест обтачивания,
Выполнять токарную обработку деталей из графитовых изделий для производства твердых сплавов,
Выполнять токарную обработку новых и перетачивание выработанных прокатных валков с калиброванием простых и средней сложности профилей,
Выполнять обдирку и отделку шеек валков,
Управлять токарно-центровыми станками с высотой центров свыше 800 мм, имеющими более трех суппортов.

Токарь 5-го разряда должен знать:
Конструктивные особенности и правила проверки на точность токарных станков различной конструкции, универсальных и специальных приспособлений,
Технические характеристики и особенности эксплуатации установки плазменного подогрева,
Способы установки и выверки деталей,
Геометрию, правила термообработки, заточки и доводки различного режущего инструмента,
Основы теории резания металлов в пределах выполняемой работы,
Основные приняты калибровки сложных профилей,
Правила настройки и регулирования контрольно-измерительного инструментов и приборов:
Правила определения режима резания по справочнику и паспорту станка.
Токарь 5-го разряда должен уметь:
Выполнять токарную обработку и доводку сложных деталей и инструментов с большим числом переходов по 6-7-му квалитетам. требующих перестановок и комбинированного крепления при помощи различных приспособлений и точной выверки в нескольких плоскостях,
Обтачивать наружные и внутренние фасонные, поверхности и поверхности, сопряженные с криволинейными цилиндрическими поверхностями, с труднодоступными для обработки и измерений местами:
Выполнять токарную обработку длинных валов и винтов с применением нескольких люнетов,
Нарезать и накатывать многозаходные резьбы различного профиля и шага, Окончательно нарезать червяки по 8-9-й степени точности:
Выполнять операции по доводке инструмента, имеющего несколько сопрягающихся поверхностей,
Выполнять токарную обработку сложных крупногабаритных деталей и узлов на универсальном оборудовании,
Выполнять токарную обработку новых и переточку, выработанных прокатных валков с калибровкой сложного профиля, в том числе выполнение указанных работ по обработке деталей и инструмента из труднообрабатываемых высоколегированных и жаропрочных материалов методом совмещенной плазменно-механической обработки.
Токарь 6-го разряда должен знать:
Конструкцию и правила проверки на точность токарных станков различных типов, Способы установки, крепления и выверки сложных деталей и методы определения технологической последовательности обработки:
Устройство, геометрию и правила термообработки, заточки и доводки всех видов режущего инструмента:
Способы достижений установленной точности и чистоты обработки,
Требования, предъявляемые к плазменно-механической обработке, условия применения при этом методе специальных приспособлений,
Основные принципы калибрования сложных профилей,
Правила определения наивыгоднейших режимов резания по справочникам и паспорту станка,
Расчеты, связанные с выполнением сложных токарных работ.
Токарь 6-го разряда должен уметь:
Выполнять токарную обработку и доводку на универсальных токарных станках, сложных экспериментальных и дорогостоящих деталей и инструмента по I-5-му квалитетам с большим числом переходов в установок, с труднодоступными для обработки и измерений местами, требующих при установке комбинированного крепления и высокоточной выверки в различных плоскостях,
Выполнять доводку и полирование по 5-му квалитету сложного специального инструмента различной конфигурации с несколькими спрягающимися поверхностями:
Нарезать многозаходные резьбы сложного профиля любого модуля и шага,
Окончательно нарезать профиль червяков по 6-7-й степени точности,
Выполнять токарную обработку сложных крупногабаритных деталей, узлов и тонкостенных длинных деталей, подверженных деформации, на универсальных и уникальных токарных станках,
Выполнять токарную обработку новых и переточку выработанных прокатных валков с калибровкой сложных профилей, в том числе выполнение указанных работ по обработке деталей и инструмента из труднообрабатываемых, высоколегированных жаропрочных, материалов методом совмещенной плазменно-механической обработки.
Профессия токарь
В сегодняшнем вступительном очерке, хотелось бы поговорить о профессии токаря, которая в нашей компании довольно востребована и для токарных нужд у нас выделен целый цех. Ведь при любом производстве, в том числе котельного оборудования приходится изготавливать множество деталей. К сожалению в настоящее время в России многие профессии незаслуженно забыты, молодёжь стремится стать юристами, финансистами, менеджерами. Но рабочие специальности до сих пор остаются востребованными, так как ремонт оборудования, машин и различных механизмов в промышленности это – непрерывный процесс. Механическая обработка, изготовление ремонтных комплектов, подгонка различных деталей и сборка, этим каждый день занимаются десятки тысяч людей.
Немного истории
Так вот токарь, профессия очень интересная и востребованная, и на фоне забытых профессий очень сильно выделяется. Порой смотришь на их творения и диву даёшься, как такое возможно сделать, для непосвящённого человека это загадка, а для токаря, всего лишь лёгкая усмешка. мол и не то можем. В России первые токаря появились аж при царе Петре, в то время большинство конструкций и механизмов были деревянными, и токарь считался довольно привилегированным человеком и обязательно был при звании. У историков бытует мнение что даже царь Пётр увлекался токарным ремеслом.
мол и не то можем. В России первые токаря появились аж при царе Петре, в то время большинство конструкций и механизмов были деревянными, и токарь считался довольно привилегированным человеком и обязательно был при звании. У историков бытует мнение что даже царь Пётр увлекался токарным ремеслом.
Знать токарь должен не мало, заточные дела, так как он сам затачивает свои резцы, свёрла, фрезы, измерительный инструмент, материаловедение – потому что приходится иметь дело с различными металлами, у которых столько свойств и характеристик – не один год изучать, уметь работать с различными станками – пожалуй одно из главных знаний.
Инструменты
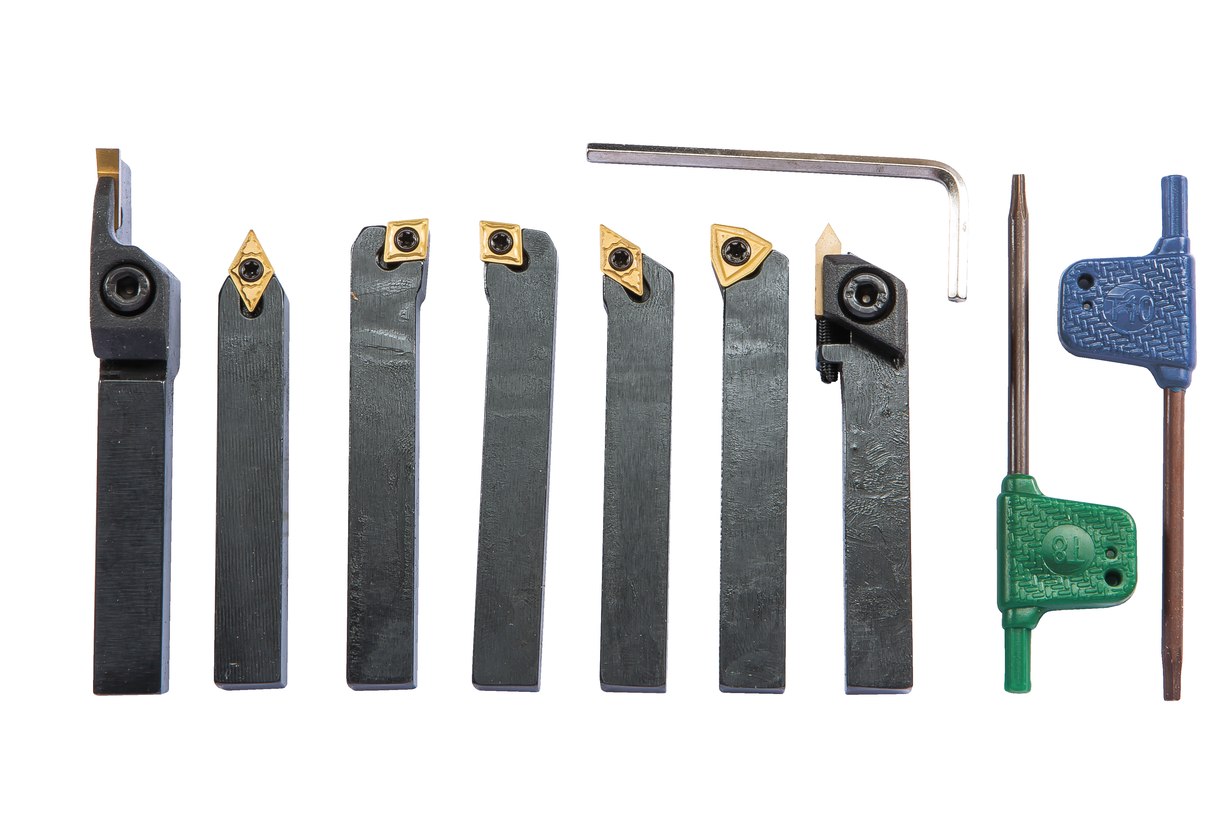
Довольно часто токарю приходится иметь дело с деталями, отверстия в которых не больше миллиметра и их погрешность измеряется “микронами”, а ведь что такое микрон, это – одна тысячная миллиметра. Работая с такими величинами, токарю просто необходимо владеть многими точными инструментами, перечислю некоторые из них:
- штангенциркули – для точных измерений
- микрометр – для измерения толщины труб
- нутрометр – для измерения внутренних размеров
И это далеко не полный перечень необходимых инструментов, для более полного ознакомления можете заглянуть в каталог компании Links, где можно найти очень многое, вплоть до умных станков с ЧПУ.
В заключение
Возможно некоторые считают, что это нудная, скучная устаревшая профессия. И ведь действительно токарь не сидит в офисе, у него нет кондиционера, одноклассников и интернета. Но он обладает достаточно широким спектром знаний, начиная с того: из какого материала изготовить заготовку, допуски, припуски, посадки, температурные расширения, как установить на станке деталь, как её обработать, выбрать правильный режим резания. Именно этому всему надо учиться, любить профессию, иметь определённые стремления в профессиональном росте, только тогда вы сможете полностью реализоваться в профессии и не важно какой. Все работы хороши выбирай на вкус!
В следующей статье рассмотрим рабочее место токаря. Возможно кому то из ребят, желающих получить профессию, но не определившихся с выбором, этот цикл обзоров поможет сделать свой выбор.
Измерительный инструмент токаря
Приведены описания и чертежи прогрессивных приспособлений и инструментов к универсальным токарным станкам, применение которых способствует повышению производительности труда и качества обрабатываемых деталей, облегчению труда токаря, обеспечению условий для выполнения требований техники безопасности. Обобщен опыт новаторов, показано много различных конструкций приспособлений и инструментов, что дает возможность подобрать для конкретных условий работы наиболее рациональные из них. Предназначена для токарей. Может быть полезна мастерам, технологам по металлообработке, конструкторам по проектированию технологической оснастки и режущего инструмента, учащимся и преподавателям системы профтехобразования.
Обобщен опыт новаторов, показано много различных конструкций приспособлений и инструментов, что дает возможность подобрать для конкретных условий работы наиболее рациональные из них. Предназначена для токарей. Может быть полезна мастерам, технологам по металлообработке, конструкторам по проектированию технологической оснастки и режущего инструмента, учащимся и преподавателям системы профтехобразования.
Оглавление:
Приспособления для закрепления деталей на токарных станках.
Трехкулачковый реечный пневматический патрон.
Трехкулачковый пневматический патрон.
Самоцентрирующий пневматический патрон.
Цанговый патрон с пневматическим зажимом.
Центробежный цанговый патрон.
Инерционный шариковый патрон.
Рычажный цанговый патрон для станков типа ТВ-320.
Цанговый патрон для станка типа 1Е61М.
Самозажимной цанговый патрон.
Быстрозажимной цанговый патрон для деталей диаметром от 5 до 20 мм.
Быстрозажимной цанговый патрон для деталей диаметром до 40 мм.
Быстрозажимной цанговый патрон для обработки деталей типа шайб.
Цанга с твердосплавными вставками.
Патрон для обточки и расточки эксцентриков.
Регулируемые кулачки к самоцентрирующим патронам.
Трехкулачковый патрон с «сырыми» насадками.
Хомут для расточки кулачков самоцентрирующих патронов.
Безопасный ключ к самоцентрирующим патронам.
Универсальный ключ к патрону и резцедержателю.
Ключ для самоцентрирующего патрона со сменными вставками.
Беззазорная оправка.
Оправка для обработки втулок без остановки станка.
Многоступенчатая оправка для обработки деталей типа колец и втулок.
Оправка для обработки пальцев.
Оправка для одновременной подрезки двух торцов.
Оправка для обработки деталей без остановки станка.
Поводковый патрон.
Самозажимной поводковый патрон.
Самозажимной патрон для крепления валиков при нарезании резьбы в центрах.
Торцевой патрон для получистовой и чистовой обработки.
Вращающийся центр.
Шариковый упорный центр.
Универсальный корпус для съемных вращающихся центров.
Вращающийся центр-сверло.
Люнет с вращающимся самоцентрирующим патроном.
Вращающийся люнет для тонких заготовок.
Люнет для отрезки тонких Заготовок от прутка.
Упоры.
Барабанный упор.
Регулируемый внутришпиндельный упор.
Внутришпиндельный шариковый упор.
Внутришпиндельный пружинный упор.
Внутрицанговый упор.
Шариковый упор для отрезки заготовок.
Индикаторный упор для обработки ступенчатых деталей.
Приспособления и инструменты для центровки и сверления деталей.
Трехстороннее центровочное сверло.
Комбинированное центровочное сверло.
Насадка с центровочным сверлом на вращающемся центре.
Центровочное приспособление, закрепляемое на сверле.
Приспособление для центровки.
Эксцентриковое центровочное приспособление для обработки деталей небольших диаметров.
Приспособление для сверления глубоких отверстий на токарно-винторезном станке.
Реечное приспособление для глубокого сверления.
Приспособление для сверления отверстий малого диаметра.
Быстродействующее приспособление для сверления глубоких отверстий.
Револьверная головка к задней бабке токарного станка.
Револьверная 4-позиционная головка к задней бабке.
Качающаяся шарнирная оправка для крепления разверток.
Приспособления для обработки фасонных поверхностей.
Приспособления для полуавтоматической обточки ступенчатых валов.
Специальный вращающийся центр для обточки конусов.
Механизированное приспособление для обточки и расточки пологих конусов.
Приспособление для обточки конусов.
Приспособление с синусной линейкой для обточки конусов.
Копировальное приспособление для обточки фасонных поверхностей.
Приспособление для обточки фасонных поверхностей.
Приспособление для обточки сфер.
Приспособление с вращающимся столом для обточки сфер.
Приспособление для чистовой обточки сфер вращающимся резцом.
Приспособление с ручной подачей для расточки сфер.
Приспособление для расточки сфер диаметром от 10 до 60 мм.
Приспособление для расточки сфер диаметром от 50 до 100 мм.
Приспособление для обработки внутренних шестигранников.
Приспособления для нарезания резьб, навивки пружин и накатки.
Резцовая головка для быстрого отвода резьбового резца.
Приспособление для скоростного нарезания резьб с плавным выводом резца.
Приспособление для скоростного нарезания наружных и внутренних резьб в упор.
Приспособление для нарезания внутренних резьб с автоматическим выводом резца.
Универсальное переналаживаемое приспособление для нарезания наружных и внутренних резьб в упор с автоматическим отводом резца.
Устройство для установки глубины резания при нарезании трапецеидальной резьбы с использованием прямого и обратного хода суппорта.
Приспособление для двухстороннего нарезания резьб.
Нарезание точных внутренних резьб блоком резцов.
Нарезание резьб дисковыми резцами.
Головка для калибрования резьб накатными роликами.
Делительное приспособление для нарезания многозаходных резьб.
Центр-шаблон для установки резца при нарезании резьбы.
Плашкодержатель с автоматическим выключением в зависимости от длины нарезаемой резьбы.
Оправка для нарезания резьбы.
Подпружиненный плашкодержатель.
Плашкодержатель с винтовым пазом для резьбонарезного инструмента.
Головка с плашкодержателем, закрепленным на вращающемся центре.
Откидное устройство для нарезания резьбы плашками.
Компенсирующий патрон для нарезания резьбы метчиками.
Патрон для нарезания резьбы метчиками.
Предохранительный патрон для нарезания резьбы метчиками.
Самоцентрирующий патрон для крепления метчиков.
Наборная оправка для навивки пружин на токарном станке.
Оправка для навивки длинных и тонких пружин.
Приспособление для навивки длинных и тонких пружин.
Универсальное приспособление для навивки пружин.
Универсальная головка для накатки.
Трехроликовая головка для накатки.
Накатные кулачки.
Приспособления для крепления инструмента на токарных станках.
Дополнительный резцедержатель к станку ТВ-320.
Дополнительная съемная бабка.
Многоинструментальный резцедержатель-планка.
Центрирующая головка к резцедержателю токарного станка.
Устройство для установки резцов.
Универсальный резцедержатель.
Резцедержатель с механическим креплением инструментальных блоков.
Опора для отрезных резцов.
Предохранительная прокладка.
Борштанга для расточки люнетов на токарном станке.
Модернизированная пружинная державка для резьбовых резцов с круглым сечением.
Шарнирно-подпружиненная державка.
Державка с дисковым резцом.
Державка с многолезвийным отрезным резцом.
Клиновая державка для отрезного пластинчатого резца.
Комбинированная державка для резцов.
Державка для пластинчатых резьбовых резцов.
Державка для диагонального крепления резцов с квадратным сечением.
Державка для крепления пластин из твердого сплава при расточке и нарезании внутренней резьбы.
Резцы цельные и с напайными пластинками.
Отрезной резец.
Сборный отрезной резец.
Сборный двусторонний отрезной резец.
Двусторонний отрезной резец.
Резец для обработки ручьев шкивов для клиноременной передачи.
Двухлезвийный расточной резец.
Специальный резец для растачивания канавок.
Стружколомающая накладная пластинка для токарных резцов.
Резцы с механическим креплением твердосплавных пластинок.
Резец с эксцентриковым креплением пластинки.
Резец с механическим креплением фасонной пластинки.
Резец с клиновым креплением пластинки.
Резец с механическим креплением многогранной пластинки.
Подпружиненный резец с механическим креплением пластинки.
Резец с механическим креплением круглой пластинки.
Резьбовой резец с механическим креплением пластинки.
Приспособления и инструменты для токарно-лекальной обработки.
Притир для доводки валиков.
Притир для доводки гладких колец.
Притир для доводки глухих отверстий больших диаметров.
Приспособление для установки деталей при доводке.
Разные приспособления и инструменты.
«Ловушка» для стружки.
Приспособление для ремонта вращающихся центров.
Шаблон для затачивания сверл.
Устройство для снятия фасок при отрезке заготовок.
Конусное сверло-развертка.
Сверло с эксцентрично расположенным выступом хвостовика.
Приспособление для вырезания отверстий в шестернях.
Расточная головка.
Штангенциркуль для измерения диаметра трехперых разверток и зенкеров.
Индикаторное приспособление для точной установки оправок.
Индикаторное приспособление для измерения отклонений цилиндрических поверхностей от заданного эталона.
Индикаторное приспособление для настройки резцов относительно горизонтальной оси станка.
Приспособление для настройки инструмента на заданный размер.
Индикаторное приспособление для размерной настройки резьбовых резцов.
Индикаторное приспособление для выверки деталей на токарном станке.
Токарь-расточник
Книга название: Токарь-расточник
Издание: –
Автор: Вячеслав Константинович Смирнов
Год печати: 1966
Кол-во страниц: 224
Формат: Djvu
На основе технического прогресса, совершенствования организации и улучшения условий труда, усиления экономического стимулирования производства и материального поощрения трудящихся производительность труда в промышленности возрастет за это время на 30-34%. В связи с ростом общественного производства и повышением его технического уровня огромное значение приобретает подготовка квалифицированных рабочих кадров для всех отраслей народного хозяйства. За десятую пятилетку намечается подготовить примерно 11 млн. квалифицированных рабочих. Необходима планомерная подготовка рабочих, высвобождающихся в результате механизации и автоматизации, и обучение молодежи, пришедшей на производство и в профессионально-технические училища после окончания школ. В настоящее время возрастает значение профессионально-технических училищ по подготовке квалифицированных рабочих со средним специальным образованием. Учащиеся этих училищ приобретают не только практические навыки работы на современном оборудовании, но и необходимую теоретическую подготовку, которая является необходимой предпосылкой творческого труда, совершенствования мастерства и повышения квалификации. Отечественные машиностроительные предприятия оснащены металлорежущими станками, среди которых большое место занимают универсальные и специальные расточные станки. Правильное использование этого оборудования возможно лишь при условии овладения учащимися профессионально-технических училищ определенным комплексом технических знаний и навыков.
квалифицированных рабочих. Необходима планомерная подготовка рабочих, высвобождающихся в результате механизации и автоматизации, и обучение молодежи, пришедшей на производство и в профессионально-технические училища после окончания школ. В настоящее время возрастает значение профессионально-технических училищ по подготовке квалифицированных рабочих со средним специальным образованием. Учащиеся этих училищ приобретают не только практические навыки работы на современном оборудовании, но и необходимую теоретическую подготовку, которая является необходимой предпосылкой творческого труда, совершенствования мастерства и повышения квалификации. Отечественные машиностроительные предприятия оснащены металлорежущими станками, среди которых большое место занимают универсальные и специальные расточные станки. Правильное использование этого оборудования возможно лишь при условии овладения учащимися профессионально-технических училищ определенным комплексом технических знаний и навыков.
Рабочий-расточник должен знать конструкцию современных расточных станков, методы их наладки, разнообразную универсальную и специальную технологическую оснастку и передовые методы организации труда. Расточные и другие работы, выполняемые на расточных станках, занимают особенно большое место в условиях индивидуальной и мелкосерийной обработки корпусных деталей. Заготовки корпусных деталей, обрабатываемые на расточных станках, обычно имеют литую или сварную конструкцию и стоят очень дорого из-за сложности формы, трудности механической об-работки, значительной массы и габаритов. Брак этих деталей по вине расточника приносит большие убытки предприятию и может привести к срыву сроков выпуска изделий. Отверстия корпусных деталей в большинстве случаев располагаются в нескольких плоскостях, выполняются по 2-му или даже по 1-му классу точности и имеют допуск на концентричность, межцентровые расстояния и размеры от базовых поверхностей в пределах от 0,01 до 0,05 мм. На расточных станках выполняется большое количество операций механической обработки с применением режущих, измерительных и вспомогательных инструментов, принадлежностей и приспособлений. Этими обстоятельствами определяются высокие требования, предъявляемые к рабочему-расточнику в отношении его теоретической подготовки и производственных навыков.
Расточные и другие работы, выполняемые на расточных станках, занимают особенно большое место в условиях индивидуальной и мелкосерийной обработки корпусных деталей. Заготовки корпусных деталей, обрабатываемые на расточных станках, обычно имеют литую или сварную конструкцию и стоят очень дорого из-за сложности формы, трудности механической об-работки, значительной массы и габаритов. Брак этих деталей по вине расточника приносит большие убытки предприятию и может привести к срыву сроков выпуска изделий. Отверстия корпусных деталей в большинстве случаев располагаются в нескольких плоскостях, выполняются по 2-му или даже по 1-му классу точности и имеют допуск на концентричность, межцентровые расстояния и размеры от базовых поверхностей в пределах от 0,01 до 0,05 мм. На расточных станках выполняется большое количество операций механической обработки с применением режущих, измерительных и вспомогательных инструментов, принадлежностей и приспособлений. Этими обстоятельствами определяются высокие требования, предъявляемые к рабочему-расточнику в отношении его теоретической подготовки и производственных навыков. Молодым расточникам необходимо постоянно повышать свою производственную квалификацию, изучать опыт новаторов производства для освоения операций, выполняемых на горизонтально и координатно-расточных станках.
Молодым расточникам необходимо постоянно повышать свою производственную квалификацию, изучать опыт новаторов производства для освоения операций, выполняемых на горизонтально и координатно-расточных станках.
Рабочее место расточника – это участок производственной площади, на котором размещены станок, приспособления, принадлежности, обрабатываемые детали и вспомогательные устройства: инструментальный шкаф, комплектовочный стол, стеллажи для деталей, борштанг и оправок, набор принадлежностей к станку и подножная решетка. Рациональная организация рабочего места обеспечивается наличием технологической оснастки, наиболее удобной планировкой оборудования и вспомогательных устройств, созданием санитарно-гигиенических и безопасных условий работы. Рабочее место должно занимать возможно меньшую площадь, все предметы должны располагаться в наиболее удобном для работы порядке. Чтобы не было потервремени на поиски нужных предметов, должен быть составлен их перечень, в котором следует указать количество и постоянное место. Схема типовой планировки рабочего места токаря-расточника представлена на рис. Набор инструмента и принадлежностей зависит от характера работ, производимых на станке. Примерный перечень инструмента и принадлежностей, хранящихся в инструментальном шкафу на рабочем месте расточника, обычно содержит: режущий инструмент- сверла, зенкеры, развертки и резцы наиболее ходовых размеров, измерительный инструмент – масштабную линейку, штангенциркуль, индикаторы, штангенвысотомер, циркуль, установочные щупы, принадлежности – установочные и расточные оправки, призмы, параллели, установочные сухари, расточные, свер-лильные и фрезерные патроны, переходные втулки, домкраты, подставки, прихваты, болты, резьбовые шпильки и сухари, масленку, щетку для уборки стружки, набор ключей.
Схема типовой планировки рабочего места токаря-расточника представлена на рис. Набор инструмента и принадлежностей зависит от характера работ, производимых на станке. Примерный перечень инструмента и принадлежностей, хранящихся в инструментальном шкафу на рабочем месте расточника, обычно содержит: режущий инструмент- сверла, зенкеры, развертки и резцы наиболее ходовых размеров, измерительный инструмент – масштабную линейку, штангенциркуль, индикаторы, штангенвысотомер, циркуль, установочные щупы, принадлежности – установочные и расточные оправки, призмы, параллели, установочные сухари, расточные, свер-лильные и фрезерные патроны, переходные втулки, домкраты, подставки, прихваты, болты, резьбовые шпильки и сухари, масленку, щетку для уборки стружки, набор ключей.
Весь измерительный инструмент после окончания работы должен сдаваться рабочим в инструментально-раздаточную кладовую для своевременной проверки на контрольном пункте ОТК. За каждым рабочим местом закрепляются необходимая технологическая документация и справочные материалы: карты наладки, таблицы скоростей и подач для различных материалов, таблицы углов заточки инструмента и диаметров сверл под резьбу и др. В шкафу, предназначенном для хранения инструмента, должен полностью размещаться необходимый для работы инструмент, подлежащий постоянному хранению на рабочем месте. Расположение инструмента и приспособлений должно быть наиболее удобным. Сверла и развертки с коническим хвостовиком хранят в вертикальном положении. Для этого в выдвижных деревянных полках шкафа делают гнезда по возрастающим размерам инструментов. Крепежные болты в сборе с прихватами, шайбами и гайками помещают в вырезах металлической планки.
В шкафу, предназначенном для хранения инструмента, должен полностью размещаться необходимый для работы инструмент, подлежащий постоянному хранению на рабочем месте. Расположение инструмента и приспособлений должно быть наиболее удобным. Сверла и развертки с коническим хвостовиком хранят в вертикальном положении. Для этого в выдвижных деревянных полках шкафа делают гнезда по возрастающим размерам инструментов. Крепежные болты в сборе с прихватами, шайбами и гайками помещают в вырезах металлической планки.
Страница не найдена – orgstanki.ru
Металлообрабатывающее оборудование 211 просмотров
Использование правильного механического и гидравлического инструмента является одним из основных условий качественного прессования алюминиевых
Деревообрабатывающие станки 873 просмотров
Характеристики ленточного полотна, устанавливаемого на пилорамы и аналогичные деревообрабатывающие станки на лесопилках, оказывают прямое
Деревообрабатывающие станки 630 просмотров
У домашних мастеров потребность в шлифовке габаритных изделий возникает достаточно редко. По этой причине
По этой причине
Металлообрабатывающее оборудование 218 просмотров
Оборудование для затачивания металлических инструментов всегда пользовалось спросом. Развитие промышленности привело к появлению специализированных
Металлообрабатывающее оборудование 757 просмотров
Одношпиндельный вертикально-сверлильный станок модели 2Н135 считается одним из наиболее распространённых типоразмеров металлорежущего оборудования, предназначенного
Деревообрабатывающие станки 194 просмотров
Выбирая оборудование для фрезерных работ в домашних условиях важно учитывать его вес и функциональные
Страница не найдена – orgstanki.
 ru
ru
Деревообрабатывающие станки 200 просмотров
Заниматься фрезерованием сегодня доступно не только профессионалам, работающим на заводах, но и частным мастерам.
Металлообрабатывающее оборудование 1 016 просмотров
Токарный станок позволяет быстро изготавливать любые детали в форме тел вращения: конусов, цилиндров, шаров,
Металлообрабатывающее оборудование 265 просмотров
Иметь компактное настольное электроточило необходимо не только домашнему мастеру, постоянно занимающемуся заточкой ножей и
Металлообрабатывающее оборудование 548 просмотров
Из всех видов дополнительных приспособлений, используемых с целью расширения функциональных возможностей станков по сверлению
Металлообрабатывающее оборудование 370 просмотров
Токарно-винторезный станок ТВ-6 стал выпускаться в серийном производстве только с 1980 года ростовским станкостроительным
Металлообрабатывающее оборудование 347 просмотров
Модель 6Р82 принадлежит классу горизонтально-фрезерных станков с горизонтальным размещением шпиндельной части. Производителем является Горьковский
Производителем является Горьковский
Приспособления и оборудование для токарных станков
В данной рубрике представлены приспособления и оборудование для токарного станка. Применение вспомогательных устройств необходимо для правильного налаживания рабочего процесса и помогает расширить возможности конкретной модели техники.
Оборудование для организации рабочего места
Для установки токарного станка нужна устойчивая подставка. Как правило, это массивная станина со столом, на который ставится агрегат. Конструкция должна выдерживать вес станка и вибрации во время работы, поэтому изготавливается из прочного металла.
В качестве дополнительного оснащения токарного станка может понадобиться следующее оборудование: удлинение станины (необходимо для обработки длинных заготовок), поддон для стружки (обеспечивает чистоту рабочего места), устройство подачи охлаждающей жидкости (предотвращает перегрев рабочих узлов), полка (служит для хранения инструмента и оснастки).
Насадки и приспособления
- Втулки – предназначены для крепления на шпонке станка и передачи вращательного движения на режущий инструмент.
- Суппорт – служит для фиксации в нем рабочей оснастки. От типа суппорта зависит характер работ – токарная обработка или шлифовка заготовок.
- Упоры – такие токарные приспособления служат в качестве опоры для стамески, которую перемещают вручную вдоль заготовки при черновой обточке. Это исключает ее вылет при воздействии крутящего момента.
- Планшайбы – используются для обработки заготовок сложной формы.
- Прихваты – необходимы для установки на планшайбе заготовки нестандартной формы и размеров. Как правило, поставляются в комплектах, чтобы можно было подобрать подходящие прихваты под конкретную деталь.
- Люнеты – токарные приспособления, которые предназначены для поддержки длинных заготовок во время обработки на станке.
 Могут быть подвижными и неподвижными.
Могут быть подвижными и неподвижными. - Механизм автоподачи – служит для автоматического перемещения суппорта с рабочей оснасткой, что ускоряет токарную обработку заготовки.
 Могут быть подвижными и неподвижными.
Могут быть подвижными и неподвижными.В нашем интернет-магазине вы можете купить оборудование и вспомогательные приспособления для токарных станков. В каталоге представлена фирменная продукция таких известных производителей, как JET, PROMA, Optimum, Энкор. Выбирайте все, что нужно для вашей работы, и делайте заказ. Для оформления воспользуйтесь электронной формой на сайте или позвоните менеджеру по телефону 8-800-333-83-28.
Мы предлагаем приспособления и оборудование для токарных станков по всей России: Москва, Санкт-Петербург, Екатеринбург, Челябинск, Нижний Новгород и многие другие города с доставкой и гарантией, звоните! Узнать подробную информацию об условиях и стоимости доставки Вы можете у наших менеджеров.
Основной инструмент токаря, 5 букв
Примеры употребления слова резец в литературе.

Заговорили — о том о сем, о наждаке, о скоростях вращения абразивного камня, о заточке резцов, еще о чем-то.
При свете раннего солнца город был похож на огромный ящик с сокровищами, обитый черным и серым бархатом пепелищ и наполненный миллионами сверкающих драгоценных камней: осколками аккумуляторов, амперметров, анализаторов, батарей, библиотечных автоматов, бутылок, банкнотов, бобин, вентиляторов, генераторов, громкоговорителей, динамо-машин, динамометров, детекторов, калориметров, конденсаторов, копилок, консервных автоматов, вакуумных установок, изоляторов, ламп, магнето, массспектрометров, масштабных линеек, машин по учету личного состава, моек для посуды, мотогенераторов, моторов, механических уборщиков, осциллографов, очистителей, записывающих устройств, напильников, колосников, обогревателей, панелей управления, понижающих трансформаторов, прерывателей, преобразователей, приводных ремней, потенциометров, пылеулавливателей, резцов, распылителей, регуляторов частоты, радиоприемников, реакторов, реле, реостатов, рентгеновских установок, сварочных аппаратов, счетных машин, счетчиков Гейгера, светофоров, сопротив
Резцы из быстрорежущей стали отличаются большей стойкостью режущей кромки, то есть высоким сопротивлением воздействию механических и термических нагрузок.
О да, у Марраста премного заслуг, думал Марраст, потягивая шестую рюмку можжевеловой, которую ему принесли не без колебаний, хотя подлинной заслугой было бы послать все к черту и посвятить себя исключительно глыбе антрацита, заполнить до конца проклятую дыру, швырнув в нее глыбу антрацита, которую м-р Уитлоу ищет в шахтах Нортумберленда, кинуться на нее с молотком и резцом, как Гамлет кинулся в дыру по имени Офелия, высечь фигуру Верцингеторига в самой толще прежней дыры, отрицая ее и уничтожая ударами молотка, и трудом, и обильным потом, и красным вином, открыть, черт возьми, период, исключительно заполненный антрацитом и древними героями, без красных домов, без любезно подаренных головоломок, без сохнущих на столе гномов.
Так, бизец, Давленья перепад: от быта к чуду, Витийственный, как Фидия резец.
Источник: библиотека Максима Мошкова
Оборудование рабочего места токаря – Металайн Групп
2021-01-20 2021-01-20 Металайн Металайн Металайн https://artameb. ru
ruМесто, где работает токарь, должно быть эргономичным и комфортным для трудовых процессов. Стоит помнить, что от грамотного расположения рабочих инструментов и материалов зависит скорость работы специалиста. Для обеспечения быстрой работы токарю требуется верстак – рабочее место, специальные инструменты типа тисков или сверлильных станков, шкаф или тележка для хранения инструментов, а также металлический шкафчик для переодевания. В нём токарь хранит чистую одежду, когда переменяет одежду на рабочую.
Особенности верстаков
Металлические верстаки максимально удобны для работы токаря. Они достаточно вместительны, при этом все рабочие инструменты и материалы содержатся в порядке благодаря тумбам с ящиками или полками и многочисленным полкам и держателям. Материал изготовления верстака – металл – устойчив к искрам, поэтому опасность пожара в случае использования металлического верстака минимальна. Наиболее популярны одноместные металлические верстаки, однако существуют и двухместные варианты комплектации. В зависимости от площади помещения вы всегда можете выбрать себе верстак под свои потребности и бюджет.
В зависимости от площади помещения вы всегда можете выбрать себе верстак под свои потребности и бюджет.
Характеристики верстака ВП-4
Металлический слесарный верстак отлично подойдёт в качестве рабочего места токарю. Он имеет металлическую столешницу, с которой удобно сметать металлические стружки. Также верстак ВП-4 оснащён двумя тумбами – первая тумба с пятью металлическими ящиками, вторая с полками и дверцей. Нагрузка на каждый ящик может достигать 30 кг. Каждая тумба закрывается на свой ключевой замок, таким образом, никто не возьмёт без разрешения детали и инструменты токаря и не украдёт.
Особенности инструментальных шкафов
Металлические инструментальные шкафы идеальны для хранения множества разных рабочих инструментов. Шкаф для инструментов – это как конструктор, который можно собрать по своему желанию. Его можно укомплектовать большими и малыми ящиками, большими и малыми полками, разнообразными держателями. Инструментальный шкаф должен располагаться недалеко от рабочего места токаря, чтобы ему не приходилось каждый раз долго идти.
Инструментальный шкаф должен располагаться недалеко от рабочего места токаря, чтобы ему не приходилось каждый раз долго идти.
Характеристики инструментального шкафа ТС 1095 021020
Металлический шкаф для инструментов ТС 1095 021020 имеет небольшие размеры – 100*95*50 см. Максимальная нагрузка на такой шкаф может доходить до 200 кг. Одна полка такого шкафа выдерживает 80 кг. Это значит, что полки и ящики инструментального шкафа ТС 1095 021020 способны выдержать много инструментов. Два перфорированных экрана с прикреплёнными к ним держателями способствуют грамотному распределению небольших инструментов. Шкаф окрашен в серый цвет, двери синие.
Особенности инструментальных тележек
Металлические тележки помогают хранить рабочие инструменты в порядке. Большое преимущество этих тележек в их мобильности. Благодаря колёсам инструментальные тележки можно перемещать на любое место в помещении. Тележки сделаны из металла, этот материал устойчив к огню, а поэтому изделия отвечают требованиям пожарной безопасности.
Характеристика инструментальной тележки WDS 6
Инструментальная металлическая тележка с шестью ящиками WDS 6 позволяет хранить в порядке все инструменты. Её размеры – 87*82*45 см, весит она 49 кг. Нагрузка на малый ящик может доходить до 15 кг, нагрузка на большой ящик может достигать 30 кг. Максимальная нагрузка на крышку тележки может доходить до 40 кг. Она выдержит много тяжёлых инструментов. Тележка запирается на общий ключевой замок.
Вам нравится статья?
Интересно
Не уверен
Скучно
Цитаты известного Американского токаря по дереву Расса Фэрфилда.
Предлагаем Вашему вниманию полезные советы от бывалого токаря. Надеюсь кому то из Вас они помогут в совершенствовании своего токарного мастерства.
Материал взят из журнала “Токарная работа” за 2010 год.
1. Существует только три способа стать хорошим токарем по дереву, и имя им практика, практика и еще раз практика.
2. Точение дерева – это одновременно искусство и ремесло. Ремесло заключается в том, как резать дерево, какие инструменты мы используем, и как именно. Форма законченного изделия – это искусство.
3. Никогда не упускайте из виду фигуру заказчика (пользователя). Все, что предназначено служить людям, должно быть пригодно для использования.
4. Вы не можете резать дерево тупым инструментом. Как следствие, чем острее инструмент, тем лучше он режет.
5. Профиль режущего инструмента не так важен, как его постоянство. Иначе каждый раз после подхода к заточному станку мы будем пользоваться фактически другим инструментом.
6. Настоящие токари пользуются циклями. Цикля является режущим инструментом, она может удалять дерево.
7. Вы можете выточить чашу или любое другое изделие, изнутри и снаружи, пользуясь одной только циклей. Это просто займет больше времени, и нет причин, по которым поверхность отличалась бы от полученной после полукруглого резца.
8. Дерево иногда трескается, что бы вы с ним не делали. Ни мыло, ни пакеты, ни волшебное зелье или молитвы не спасут его. Вы никогда не узнаете об этом до того как это случиться.
Ни мыло, ни пакеты, ни волшебное зелье или молитвы не спасут его. Вы никогда не узнаете об этом до того как это случиться.
9. Не важно, на какой высоте установлен подручник. Скольжение задней грани резца по поверхности дерева – вот что важно. Подручник может быть установлен на любой высоте, которая делает это возможным, если рукоятка резца при этом удерживается в удобном для работы положении.
10. Изучение приемов работы скошенным резцом учит нас пониманию того, как режется дерево, что облегчает работу другими токарными инструментами.
11. Шлифование важно. Ни одно покрытие не может быть лучше, чем та поверхность, на которую оно нанесено.
12. Отделка подчеркнет ваши ошибки и вырванные волокна древесины, а не скроет их.
13. Шлифование и отделка занимают, по по меньшей мере, столько же времени, что и точение, а часто и больше. Если это не так, то вы либо очень хороши и не нуждаетесь в чтении этих советов, либо ваши стандарты слишком низкие.
14. Дерево нельзя сделать таким, каковым оно не является: водонепроницаемым. Если вам нужна водонепроницаемость, рассмотрите возможность изготовления сосуда из стекла или фарфора.
Если вам нужна водонепроницаемость, рассмотрите возможность изготовления сосуда из стекла или фарфора.
15. Если донышко изделия не отделано, изделие не закончено.
16. Не подписанное изделие не закончено. Если вы не подумаете об этом, чтобы поставить на нем свою подпись, никто другой тем более не подумает об этом.
17. Всегда надевайте защиту лица и глаз, даже при шлифовании. Вам не дано знать, когда дерево разлетится на куски, а нагрева от шлифования может оказаться достаточным для этого.
Расс Фэрфилд (Russ Fairfield) Айдахо, США
Turner Tool and Joint Rebuilders, 256 N.L.R.B. 595
ОБРАБОТКИ ТОКАРНЫХ И СОЕДИНЕНИЙ 595
Turner Tool и Joint Rebuilders Corporation и
Гилберт Вильярреал. Кейс 23-CA-7910
16 июня 1981 г.
РЕШЕНИЕ И ПОРЯДОК
28 ноября 1980 г., Административный закон.
Судья Ричард Дж. Линтон вынес прилагаемое Решение
в этом разбирательстве. После этого ответчик
поданы исключения.
Правление рассмотрело запись и
принятое решение с учетом исключений и
решил подтвердить постановления, выводы 2 и сделать вывод:
судьи по административным делам и
принять рекомендованный им Порядок. ПОРЯДОК
В соответствии с разделом 10 (c) Национального закона о труде
Закон о взаимоотношениях с поправками, внесенными в Национальный трудовой ре-
Правление принимает в качестве своего приказа рекомендуемые
Приказ судьи по административным делам и
настоящим приказывает ответчику, Turner Tool
Joint and Rebuilders Corporation, Корпус-Кристи,
Техас, его офицеры, агенты, преемники и назначенные,
предпримет действия, изложенные в указанной рекомендации
Починил Заказ.
I Ответчик утверждает, что ему было отказано в надлежащей правовой процедуре, поскольку
“обвинение и жалоба главного юрисконсульта не позволили ответчику
справедливое уведомление об основании обвинения путем несоблюдения в полной мере
требование, чтобы основание обвинения “было конкретным в отношении фактов, имен.адреса, растения, даты, места и т. д. “Мы не видим в этом
раздор. Запись показывает, что заряд полностью соответствует пере-
требования гл. 102.12 Правил и положений, что
жалоба в достаточной мере уточняет утверждения, и что ответчик
полностью ознакомлен с утверждениями главного юрисконсульта на слушании.
ПОРЯДОК
В соответствии с разделом 10 (c) Национального закона о труде
Закон о взаимоотношениях с поправками, внесенными в Национальный трудовой ре-
Правление принимает в качестве своего приказа рекомендуемые
Приказ судьи по административным делам и
настоящим приказывает ответчику, Turner Tool
Joint and Rebuilders Corporation, Корпус-Кристи,
Техас, его офицеры, агенты, преемники и назначенные,
предпримет действия, изложенные в указанной рекомендации
Починил Заказ.
I Ответчик утверждает, что ему было отказано в надлежащей правовой процедуре, поскольку
“обвинение и жалоба главного юрисконсульта не позволили ответчику
справедливое уведомление об основании обвинения путем несоблюдения в полной мере
требование, чтобы основание обвинения “было конкретным в отношении фактов, имен.адреса, растения, даты, места и т. д. “Мы не видим в этом
раздор. Запись показывает, что заряд полностью соответствует пере-
требования гл. 102.12 Правил и положений, что
жалоба в достаточной мере уточняет утверждения, и что ответчик
полностью ознакомлен с утверждениями главного юрисконсульта на слушании. Ллойд
A. Fry Roofing Company, 109 NLRB 1314 (1954). Также разд. 102.15 из
Правила и положения Совета.
2 Поскольку заявленная законная причина увольнения Гилберта Виль-
Ларреал был явно предлогом, то есть надуманным и сфабрикованным, поскольку
Судья министерского права найден, член Совета Дженкинс рассматривает его дальнейшее
полагаясь на Wright Line, подразделение Wright Line, Inc., 251 НЛРБ 146
(1980), не требуется. Если защита оказывается предлогом, она
ipso facto отвергается как фикция, и бремя доказательства и достаточности
Опровергающий анализ Лайна Райта ничего не может добавить.
РЕШЕНИЕ
ЗАЯВЛЕНИЕ ПО ДЕЛУ
РИЧАРД ДЖ. ЛИНТОН, судья по административным делам: Это
дело слушалось до меня в Корпус-Кристи, штат Техас, на
7 октября 1980 г. по жалобе от июня
11 ноября 1980 г., Генеральный советник Национальной ассоциации труда
Совет по отношениям через исполняющего обязанности регионального директора
для региона 23.Жалоба основана на предъявленном обвинении.
28 апреля 1980 г., Гилбертом Вильярреалом, «физическим лицом,
против Turner Tool и Joint Rebuilders Corporation,
Ответчик здесь.
Ллойд
A. Fry Roofing Company, 109 NLRB 1314 (1954). Также разд. 102.15 из
Правила и положения Совета.
2 Поскольку заявленная законная причина увольнения Гилберта Виль-
Ларреал был явно предлогом, то есть надуманным и сфабрикованным, поскольку
Судья министерского права найден, член Совета Дженкинс рассматривает его дальнейшее
полагаясь на Wright Line, подразделение Wright Line, Inc., 251 НЛРБ 146
(1980), не требуется. Если защита оказывается предлогом, она
ipso facto отвергается как фикция, и бремя доказательства и достаточности
Опровергающий анализ Лайна Райта ничего не может добавить.
РЕШЕНИЕ
ЗАЯВЛЕНИЕ ПО ДЕЛУ
РИЧАРД ДЖ. ЛИНТОН, судья по административным делам: Это
дело слушалось до меня в Корпус-Кристи, штат Техас, на
7 октября 1980 г. по жалобе от июня
11 ноября 1980 г., Генеральный советник Национальной ассоциации труда
Совет по отношениям через исполняющего обязанности регионального директора
для региона 23.Жалоба основана на предъявленном обвинении.
28 апреля 1980 г., Гилбертом Вильярреалом, «физическим лицом,
против Turner Tool и Joint Rebuilders Corporation,
Ответчик здесь. В своей жалобе главный юрисконсульт утверждает, что Re-
спонсор нарушил Раздел 8 (а) (1) Национального
Закон о трудовых отношениях с внесенными в него поправками путем угроз и запугивания.
«Правописание имени Вильярреала исправлено.
256 НЛРБ № 101
допрос сотрудника, а также раздел 8 (а) (3) Закона
увольняя Вильярреал 23 апреля 1980 года.В своем ответе с поправками Ответчик допускает определенные
обвинений, но отрицает, что нарушил Закон в каких-либо
манера. Утвердительно он утверждает, что, хотя и опровергает
предъявил обвинение Вильярреалу за явное пренебрежение работой
правила и предупреждения о том, чтобы не нарушать их, после этого на
19 мая 1980 г. ему предложили восстановление на работе, которое он отменил.
клин.
По всей записи, включая мои наблюдения за
поведение свидетелей и после должного рассмотрения
Краткое содержание записок, поданных главным юрисконсультом и ре-
spondent, делаю следующее:
ВЫВОДЫ ФАКТОВ
Я.ЮРИСДИКЦИЯ
Ответчик, Техасская корпорация со своим главным
офис и коммерческое предприятие в Корпус-Кристи, Техас, повторно
ремонтирует буровой инструмент и трубы для нефтяных месторождений.
В своей жалобе главный юрисконсульт утверждает, что Re-
спонсор нарушил Раздел 8 (а) (1) Национального
Закон о трудовых отношениях с внесенными в него поправками путем угроз и запугивания.
«Правописание имени Вильярреала исправлено.
256 НЛРБ № 101
допрос сотрудника, а также раздел 8 (а) (3) Закона
увольняя Вильярреал 23 апреля 1980 года.В своем ответе с поправками Ответчик допускает определенные
обвинений, но отрицает, что нарушил Закон в каких-либо
манера. Утвердительно он утверждает, что, хотя и опровергает
предъявил обвинение Вильярреалу за явное пренебрежение работой
правила и предупреждения о том, чтобы не нарушать их, после этого на
19 мая 1980 г. ему предложили восстановление на работе, которое он отменил.
клин.
По всей записи, включая мои наблюдения за
поведение свидетелей и после должного рассмотрения
Краткое содержание записок, поданных главным юрисконсультом и ре-
spondent, делаю следующее:
ВЫВОДЫ ФАКТОВ
Я.ЮРИСДИКЦИЯ
Ответчик, Техасская корпорация со своим главным
офис и коммерческое предприятие в Корпус-Кристи, Техас, повторно
ремонтирует буровой инструмент и трубы для нефтяных месторождений. В прошлом
12 месяцев, Респондент оказал услуги на сумму
свыше 50 000 долларов США для клиентов, находящихся за пределами США
штат Техас. Респондент признает, и я считаю, что это
является работодателем в значении Раздела 2 (2), (6),
и (7) Закона.
11. УЧАСТВОВАННАЯ ОРГАНИЗАЦИЯ ТРУДА
Ответчик признает, что для целей данного разбирательства,
и я обнаружил, что Международный союз трудящихся Севера
Америка, местный союз 1179, AFL-CIO, Союз
здесь, сейчас и всегда был существенным здесь,
трудовая организация в значении Раздела 2 (5)
Закона.li. ПРЕДПОЛАГАЕМЫЕ Несправедливые методы работы
А. Хронология
1. История
Зарядная вечеринка Гилберт Вильярреал, повторно нанятый Re-
стал сварщиком в конце октября 1979 г. и уволился.
обвинен 23 апреля 1980 г. 3 показал, что в марте
сотрудники были недовольны своей низкой заработной платой. 4 Regu-
общие ведомственные собрания, проводимые каждые 2 недели по
Дни зарплаты по средам, проводятся руководителями
относительно безопасности и производства. На таких встречах в
В марте руководитель завода Чарльз Райт сообщил
сварщиков, что машинистам повысили зарплату
и сварщики тоже, если увеличат
производительность и сокращение количества повторов.
В прошлом
12 месяцев, Респондент оказал услуги на сумму
свыше 50 000 долларов США для клиентов, находящихся за пределами США
штат Техас. Респондент признает, и я считаю, что это
является работодателем в значении Раздела 2 (2), (6),
и (7) Закона.
11. УЧАСТВОВАННАЯ ОРГАНИЗАЦИЯ ТРУДА
Ответчик признает, что для целей данного разбирательства,
и я обнаружил, что Международный союз трудящихся Севера
Америка, местный союз 1179, AFL-CIO, Союз
здесь, сейчас и всегда был существенным здесь,
трудовая организация в значении Раздела 2 (5)
Закона.li. ПРЕДПОЛАГАЕМЫЕ Несправедливые методы работы
А. Хронология
1. История
Зарядная вечеринка Гилберт Вильярреал, повторно нанятый Re-
стал сварщиком в конце октября 1979 г. и уволился.
обвинен 23 апреля 1980 г. 3 показал, что в марте
сотрудники были недовольны своей низкой заработной платой. 4 Regu-
общие ведомственные собрания, проводимые каждые 2 недели по
Дни зарплаты по средам, проводятся руководителями
относительно безопасности и производства. На таких встречах в
В марте руководитель завода Чарльз Райт сообщил
сварщиков, что машинистам повысили зарплату
и сварщики тоже, если увеличат
производительность и сокращение количества повторов. 2 Ранее он работал на Ответчика около 3 месяцев в 1916 г.
3 Все даты здесь относятся к 1980 году, если не указано иное или не указано иное.
текст показывает иначе
4. Вильярреал произвел на меня хорошее впечатление своей откровенностью и откровенностью.
способ свидетельствования и, частично основанный на его поведении, я доверяю его показаниям.
mony во всех существенных отношениях.
596 РЕШЕНИЙ НАЦИОНАЛЬНОГО СОВЕТА ПО ТРУДОВЫМ ОТНОШЕНИЯМ
2. События 22 апреля.
Когда сварщики не получили повышения заработной платы на
22,5 апреля Вильярреал тем утром начал циркулировать.
среди сварщиков, а также слесарей смежных
здание, спрашивая, поддержат ли они
Союза.Около 90 процентов из 12 сварщиков он
связались ответил утвердительно. 6 Около 13:00.
22 апреля Вильярреал позвонил в Юнион и сказал
Гилберту Риосу (предположительно, чтобы сообщить о результатах его
опрос).
Когда Вильярреал во время опроса 7 говорил с Джорджем
(фамилия не установлена), слесарь в цехе 11И рядом,
Машинист-супервайзер Тим Лейн8 громко прервал Вил-
Ларреал, говоря, что профсоюз разрушит компанию, и
чтобы Вильярреал покинул свою рабочую зону.
2 Ранее он работал на Ответчика около 3 месяцев в 1916 г.
3 Все даты здесь относятся к 1980 году, если не указано иное или не указано иное.
текст показывает иначе
4. Вильярреал произвел на меня хорошее впечатление своей откровенностью и откровенностью.
способ свидетельствования и, частично основанный на его поведении, я доверяю его показаниям.
mony во всех существенных отношениях.
596 РЕШЕНИЙ НАЦИОНАЛЬНОГО СОВЕТА ПО ТРУДОВЫМ ОТНОШЕНИЯМ
2. События 22 апреля.
Когда сварщики не получили повышения заработной платы на
22,5 апреля Вильярреал тем утром начал циркулировать.
среди сварщиков, а также слесарей смежных
здание, спрашивая, поддержат ли они
Союза.Около 90 процентов из 12 сварщиков он
связались ответил утвердительно. 6 Около 13:00.
22 апреля Вильярреал позвонил в Юнион и сказал
Гилберту Риосу (предположительно, чтобы сообщить о результатах его
опрос).
Когда Вильярреал во время опроса 7 говорил с Джорджем
(фамилия не установлена), слесарь в цехе 11И рядом,
Машинист-супервайзер Тим Лейн8 громко прервал Вил-
Ларреал, говоря, что профсоюз разрушит компанию, и
чтобы Вильярреал покинул свою рабочую зону. Вер-
Ситуация практически такая же, как у Вильярреала, с добавлением: «Он
обсуждал союз.Я сказал ему, что сейчас не время
ни места, чтобы поговорить об этом “. Нет никаких утверждений, что
Замечания Лейна нарушают Закон.
Позже, 22 апреля, около 16:00, завод Су-
Первооткрыватель Райт позвонил Вильярреалу помимо его сварки
и громко и взволнованно сказал ему: «Гилберт,
вы портите разговоры о профсоюзе в рабочее время. Это
очень простой способ быть уволенным “. Райт также сказал Вильярреалу
что Союз и Компания “не получат
это “, что они однажды пытались организовать это, и это
не получится, так что просто «про союз забудьте».«9
Свидетельство Райта не было совершенно иным. “Я спросил
ему, что, черт возьми, он думал, что делает здесь
говорить о профсоюзе в рабочее время, когда его обслуживают.
представил себя работающим на своей станции. Это было опробовано
здесь раньше, и это не сработает. “(выделение sup-
Последнее заявление Райта Вильярреалу заключалось в том, что он
не заботился о том, что Вильярреал сказал или сделал сам
time L o “Когда он был у ворот.
Вер-
Ситуация практически такая же, как у Вильярреала, с добавлением: «Он
обсуждал союз.Я сказал ему, что сейчас не время
ни места, чтобы поговорить об этом “. Нет никаких утверждений, что
Замечания Лейна нарушают Закон.
Позже, 22 апреля, около 16:00, завод Су-
Первооткрыватель Райт позвонил Вильярреалу помимо его сварки
и громко и взволнованно сказал ему: «Гилберт,
вы портите разговоры о профсоюзе в рабочее время. Это
очень простой способ быть уволенным “. Райт также сказал Вильярреалу
что Союз и Компания “не получат
это “, что они однажды пытались организовать это, и это
не получится, так что просто «про союз забудьте».«9
Свидетельство Райта не было совершенно иным. “Я спросил
ему, что, черт возьми, он думал, что делает здесь
говорить о профсоюзе в рабочее время, когда его обслуживают.
представил себя работающим на своей станции. Это было опробовано
здесь раньше, и это не сработает. “(выделение sup-
Последнее заявление Райта Вильярреалу заключалось в том, что он
не заботился о том, что Вильярреал сказал или сделал сам
time L o “Когда он был у ворот. ” (Подчеркнутый
плиссированный.)
Как отмечалось ранее, я доверяю общие показания Вильярреала.
союзник, и я поступаю так в отношении этого разговора.Тем не мение,
Собственная версия Райта указывает, что это был профсоюзный разговор,
и особенно в помещениях компании, из-за чего он
быть расстроенным. Нет никаких доказательств того, что ответчик
действующее правило запрета на вымогательство или запрещает сотрудникам отстранять
ругает спорт, политику, хобби или любой другой предмет
в рабочее время. Что касается разговоров сотрудников, я верю
Показания Вильярреала, которые Ответчик никогда не рассказывал им-
сотрудники на собраниях суть размещенного Правила 5
в котором говорится: “Не сидите сложа руки и не навещайте вас
напарник по сварке – всегда есть чем заняться.” В
Начальник завода Райт засвидетельствовал, что сварщикам платили разную
Ставки: базовая почасовая оплата, плюс комиссия за сварку труб, плюс
Посещаемость 125 долларов в месяц. Я не считаю это свидетельство непоследовательным.
Энт с Вильярреалом по делу.
” (Подчеркнутый
плиссированный.)
Как отмечалось ранее, я доверяю общие показания Вильярреала.
союзник, и я поступаю так в отношении этого разговора.Тем не мение,
Собственная версия Райта указывает, что это был профсоюзный разговор,
и особенно в помещениях компании, из-за чего он
быть расстроенным. Нет никаких доказательств того, что ответчик
действующее правило запрета на вымогательство или запрещает сотрудникам отстранять
ругает спорт, политику, хобби или любой другой предмет
в рабочее время. Что касается разговоров сотрудников, я верю
Показания Вильярреала, которые Ответчик никогда не рассказывал им-
сотрудники на собраниях суть размещенного Правила 5
в котором говорится: “Не сидите сложа руки и не навещайте вас
напарник по сварке – всегда есть чем заняться.” В
Начальник завода Райт засвидетельствовал, что сварщикам платили разную
Ставки: базовая почасовая оплата, плюс комиссия за сварку труб, плюс
Посещаемость 125 долларов в месяц. Я не считаю это свидетельство непоследовательным.
Энт с Вильярреалом по делу. s Райт показал, что на заводе работало от 12 до 16 сварщиков.
Апреля. половина из которых работает в дневную смену, а половина – в вечернюю. Порок
Президент Дэнни Тернер сообщил, что на заводе работает от 65 до 70 человек.
рабочие.
Он признает, что опрос длился до полутора часов с тех пор, как он
приходилось два или три раза возвращаться на работу
s Стороны оговорили, что Лейн был законным надзирателем на всех
временами.D Жалоба пп. 8 (а), (б) и (в).
И.Д. В судебном заседании Райт показал, что завод работает два 10-часовых
смены без официальных перерывов. Сварщики работают бригадами из двух человек и
устанавливают собственное время для остановки на работе, чтобы пообедать.
в любом случае, Райт фактически признает, как будет отмечено,
что правила, запрещающие роуминг и посещение, соблюдались
больше в нарушении, чем в соблюдении.
Еще позже тем же вечером на запланированном контроле
встречи, Райт по общему признанию сказал своим начальникам, что он
устал от того, что все делали то, что хотели, когда
они хотели, и если бригадир по сварке Марвин
Дэвис или мастер верфи Уильям Джонсон “поймал Вильяр-
вдали от своего рабочего места они снова должны были стрелять
ему.
s Райт показал, что на заводе работало от 12 до 16 сварщиков.
Апреля. половина из которых работает в дневную смену, а половина – в вечернюю. Порок
Президент Дэнни Тернер сообщил, что на заводе работает от 65 до 70 человек.
рабочие.
Он признает, что опрос длился до полутора часов с тех пор, как он
приходилось два или три раза возвращаться на работу
s Стороны оговорили, что Лейн был законным надзирателем на всех
временами.D Жалоба пп. 8 (а), (б) и (в).
И.Д. В судебном заседании Райт показал, что завод работает два 10-часовых
смены без официальных перерывов. Сварщики работают бригадами из двух человек и
устанавливают собственное время для остановки на работе, чтобы пообедать.
в любом случае, Райт фактически признает, как будет отмечено,
что правила, запрещающие роуминг и посещение, соблюдались
больше в нарушении, чем в соблюдении.
Еще позже тем же вечером на запланированном контроле
встречи, Райт по общему признанию сказал своим начальникам, что он
устал от того, что все делали то, что хотели, когда
они хотели, и если бригадир по сварке Марвин
Дэвис или мастер верфи Уильям Джонсон “поймал Вильяр-
вдали от своего рабочего места они снова должны были стрелять
ему. ”
Форман Дэвис, которого вызвал главный юрисконсульт
Федеральные правила доказывания 611 (c) напомнили, что это было
упомянул на встрече, что Вильярреал был пойман
вдали от своей станции, говоря о “профсоюзной политике”, и если
его снова поймали со станции, чтобы «уволить».
Дэвис напомнил, что не только Райт говорил о суб-
ject, но также машинист-супервайзер Тим Лейн и Ярд
Бригадир Билл Джонсон, но ничего не мог вспомнить.
О сделанных замечаниях.
3. События 23 апреля.
На следующий день Дэвис сказал Вильярреалу:
23 апреля оставаться на рабочем месте и работать », потому что
если бы мы его поймали – если бы его поймали, он был бы
пропущенный.”
Вильярреал показал, что около 7:15 того утра
Дэвис пришел и сказал ему, что на собрании руководителей
прошлой ночью было упомянуто имя Вильярреала
за “проталкивание” Союза и что, если кто-либо из надзирающих
Сорс поймал Вильярреала за пределами рабочего места и уволил его. ”
Затем Дэвис предложил Вильярреалу остаться в своей работе.
области, потому что: “Если вы хотите уйти с работы
области, вас могут уволить.
”
Форман Дэвис, которого вызвал главный юрисконсульт
Федеральные правила доказывания 611 (c) напомнили, что это было
упомянул на встрече, что Вильярреал был пойман
вдали от своей станции, говоря о “профсоюзной политике”, и если
его снова поймали со станции, чтобы «уволить».
Дэвис напомнил, что не только Райт говорил о суб-
ject, но также машинист-супервайзер Тим Лейн и Ярд
Бригадир Билл Джонсон, но ничего не мог вспомнить.
О сделанных замечаниях.
3. События 23 апреля.
На следующий день Дэвис сказал Вильярреалу:
23 апреля оставаться на рабочем месте и работать », потому что
если бы мы его поймали – если бы его поймали, он был бы
пропущенный.”
Вильярреал показал, что около 7:15 того утра
Дэвис пришел и сказал ему, что на собрании руководителей
прошлой ночью было упомянуто имя Вильярреала
за “проталкивание” Союза и что, если кто-либо из надзирающих
Сорс поймал Вильярреала за пределами рабочего места и уволил его. ”
Затем Дэвис предложил Вильярреалу остаться в своей работе.
области, потому что: “Если вы хотите уйти с работы
области, вас могут уволить. Они хотят тебя достать ». 2 (Эм-
фаза прилагается.)
Когда респондент отозвал его и спросил, сказал ли он
Вильярреал: «Они хотят тебя достать, – засвидетельствовал Дэвис. – Я
не думаю, что я это сказал.”Однако он признает, что
использовал “некоторые строгие термины”, говоря Вильярреалу, что он
быть уволенным, если его поймают за пределами его станции.
Я без колебаний доверяю положительным показаниям
Вильярреал из-за неуверенных показаний Дэвиса. В самом деле,
Дэвис признал большую часть версии Вильярреала.
Примерно 2 часа спустя Дэвис сказал Вильярреалу последнее.
получил телефонный звонок от Руди Завала (
бывший сотрудник) и что Вильярреал может вернуть
позвоните, когда он закончит свой текущий проект. Почти час
позже, завершив этот этап своей работы, Вильярреал
направился в полевой офис и позвонил Завале.Как он
прервал разговор, вошел начальник двора Джонсон. Вил-
Ларреал спросил Джонсона, знает ли он, что у Завалы
Боксерский матч запланирован в Батон-Руж. Игнорирование
вопрос, – спросил Джонсон.
Они хотят тебя достать ». 2 (Эм-
фаза прилагается.)
Когда респондент отозвал его и спросил, сказал ли он
Вильярреал: «Они хотят тебя достать, – засвидетельствовал Дэвис. – Я
не думаю, что я это сказал.”Однако он признает, что
использовал “некоторые строгие термины”, говоря Вильярреалу, что он
быть уволенным, если его поймают за пределами его станции.
Я без колебаний доверяю положительным показаниям
Вильярреал из-за неуверенных показаний Дэвиса. В самом деле,
Дэвис признал большую часть версии Вильярреала.
Примерно 2 часа спустя Дэвис сказал Вильярреалу последнее.
получил телефонный звонок от Руди Завала (
бывший сотрудник) и что Вильярреал может вернуть
позвоните, когда он закончит свой текущий проект. Почти час
позже, завершив этот этап своей работы, Вильярреал
направился в полевой офис и позвонил Завале.Как он
прервал разговор, вошел начальник двора Джонсон. Вил-
Ларреал спросил Джонсона, знает ли он, что у Завалы
Боксерский матч запланирован в Батон-Руж. Игнорирование
вопрос, – спросил Джонсон. – Вы говорили о профсоюзе вчера?
день по времени компании? »3« Вильярреал »ответил в аф-
твердо, на что Джонсон ответил: «Вы уволены». Вил-
Ларреал возразил, что ищет только лучшей заработной платы
и условия труда для всех, но Джонсон пер-
настаивал: “Нет, Гилберт, пытаясь уговорить союз
время компании не получится.Вы уволены. “Джон-
Жалоба п. 9 (а).
z Жалоба пп. 9 (б) и (в)
I3 Жалоба п. 10.
ТОКАРНЫЙ ИНСТРУМЕНТ И РЕСТОРАНЫ СОЕДИНЕНИЙ 597
сын заявил, что выбьет Вильярреал, и что
завершил разговор. Вильярреал засвидетельствовал, что
Джонсон не спросил его, чем он занимается вдали от
свою станцию, и ничего не сказал о том, что он использует теле-
Телефон.
Версия Джонсона существенно отличается. Он заявляет
что он лично предупреждал Вильярреал о дюжине
раз, чтобы держаться подальше от магазина OD и оставаться в его
рабочая станция.t 4 Утром 23 апреля “в процессе
раундов “, Джонсон заметил, что Вильярреал пропустил
его станция. Когда он вошел в офис, он обнаружил
Вильярреал по телефону. Когда Вильярреал завершит-
После его звонка Джонсон спросил его, сколько раз он
напомнил ему, чтобы он оставался на своем рабочем месте.
– Вы говорили о профсоюзе вчера?
день по времени компании? »3« Вильярреал »ответил в аф-
твердо, на что Джонсон ответил: «Вы уволены». Вил-
Ларреал возразил, что ищет только лучшей заработной платы
и условия труда для всех, но Джонсон пер-
настаивал: “Нет, Гилберт, пытаясь уговорить союз
время компании не получится.Вы уволены. “Джон-
Жалоба п. 9 (а).
z Жалоба пп. 9 (б) и (в)
I3 Жалоба п. 10.
ТОКАРНЫЙ ИНСТРУМЕНТ И РЕСТОРАНЫ СОЕДИНЕНИЙ 597
сын заявил, что выбьет Вильярреал, и что
завершил разговор. Вильярреал засвидетельствовал, что
Джонсон не спросил его, чем он занимается вдали от
свою станцию, и ничего не сказал о том, что он использует теле-
Телефон.
Версия Джонсона существенно отличается. Он заявляет
что он лично предупреждал Вильярреал о дюжине
раз, чтобы держаться подальше от магазина OD и оставаться в его
рабочая станция.t 4 Утром 23 апреля “в процессе
раундов “, Джонсон заметил, что Вильярреал пропустил
его станция. Когда он вошел в офис, он обнаружил
Вильярреал по телефону. Когда Вильярреал завершит-
После его звонка Джонсон спросил его, сколько раз он
напомнил ему, чтобы он оставался на своем рабочем месте. “Я не пере-
член, ответил он или нет, но я не думаю
он сделал, если да, это было что-то вроде «без комментариев» или
«Хорошо» или что-то в этом роде. Я не уверен.
Но я сказал ему, что его уволили.”
Джонсон спросил на слушании, сделал ли Вильярреал какие-либо
ответ на сообщение о том, что его уволили, дал показания: “Я не
думаю, что он это сделал ». Далее он заявил, что Вильярреал ничего не сказал-
о том, что бригадир сварки Дэвис дал ему
разрешение находиться там по телефону.
Примерно через 20-30 минут после разгрузки Вильярреала,
Джонсон рассказал бригадиру по сварке Дэвису о разряде.
Дэвис ответил, что дал разрешение Вильярреалу.
использовать телефон, на что Джонсон ответил, что он
не знал об этом факте, а Вильярреал не
упомянул об этом.Затем Джонсон сообщил об этих событиях в Plant Supervi-
Сор Райт. Он не мог вспомнить, что сказал Райт другой
чем он думал, они просто обсуждали то, что произошло
curred. С этим связано свидетельство Райта о том, что
он подтвердил с Дэвисом телефонное разрешение.
“Я не пере-
член, ответил он или нет, но я не думаю
он сделал, если да, это было что-то вроде «без комментариев» или
«Хорошо» или что-то в этом роде. Я не уверен.
Но я сказал ему, что его уволили.”
Джонсон спросил на слушании, сделал ли Вильярреал какие-либо
ответ на сообщение о том, что его уволили, дал показания: “Я не
думаю, что он это сделал ». Далее он заявил, что Вильярреал ничего не сказал-
о том, что бригадир сварки Дэвис дал ему
разрешение находиться там по телефону.
Примерно через 20-30 минут после разгрузки Вильярреала,
Джонсон рассказал бригадиру по сварке Дэвису о разряде.
Дэвис ответил, что дал разрешение Вильярреалу.
использовать телефон, на что Джонсон ответил, что он
не знал об этом факте, а Вильярреал не
упомянул об этом.Затем Джонсон сообщил об этих событиях в Plant Supervi-
Сор Райт. Он не мог вспомнить, что сказал Райт другой
чем он думал, они просто обсуждали то, что произошло
curred. С этим связано свидетельство Райта о том, что
он подтвердил с Дэвисом телефонное разрешение. Райт выразил Дэвису мысль, что если Вильярреал
“больше не заботился о работе, которую он не мог
спорить в своей самообороне, ну, черт возьми, с ним ».
Джонсон также показал, что ранее он уволил одного
Джорджа Рейеса за поведение, подобное поведению Вильярреала, то есть
нарушение Правила 1 сварочного цеха.Это опубликованное правило гласит:
“Оставайтесь на рабочем месте, кроме как в туалет,
коксовую машину, или получить сварочные материалы ».
Однако страна сообщила, что Рейес был уволен за увольнение.
на территории завода – не просто потому, что
площадь.
Райт также показал, что другие были уволены за
такое же поведение, как у Вильярреала, и он назвал Джорджа
Рейес (которого опознал Джонсон), Тони Санчес,
Руди Сильва, Гилберт Триго и Руди Завала. Под
перекрестный допрос, однако, Райт признал, что
Завала, хотя он продемонстрировал историю
бродить по заводу “и звонить по телефону, просто
как и большинство из них “был уволен Джонсоном и
14 Джонсон заявил, что это была проблема с другими сотрудниками
в прошлом, и он также предупреждал других сотрудников.
Райт выразил Дэвису мысль, что если Вильярреал
“больше не заботился о работе, которую он не мог
спорить в своей самообороне, ну, черт возьми, с ним ».
Джонсон также показал, что ранее он уволил одного
Джорджа Рейеса за поведение, подобное поведению Вильярреала, то есть
нарушение Правила 1 сварочного цеха.Это опубликованное правило гласит:
“Оставайтесь на рабочем месте, кроме как в туалет,
коксовую машину, или получить сварочные материалы ».
Однако страна сообщила, что Рейес был уволен за увольнение.
на территории завода – не просто потому, что
площадь.
Райт также показал, что другие были уволены за
такое же поведение, как у Вильярреала, и он назвал Джорджа
Рейес (которого опознал Джонсон), Тони Санчес,
Руди Сильва, Гилберт Триго и Руди Завала. Под
перекрестный допрос, однако, Райт признал, что
Завала, хотя он продемонстрировал историю
бродить по заводу “и звонить по телефону, просто
как и большинство из них “был уволен Джонсоном и
14 Джонсон заявил, что это была проблема с другими сотрудниками
в прошлом, и он также предупреждал других сотрудников. t Райт признался на слушании, что «я мог бы
более вычурные термины “. Я понимаю, что по какой-то причине
он добавил в свой комментарий некоторую ненормативную лексику.
t ‘Доказательство состоит в том, что это правило, вместе с семью другими, было опубликовано для
Как минимум 2 или 3 года. Хотя Вильярреал показал, что никогда его не видел, он
подтвердил, что сварщики были проинструктированы в устной форме о том же
касательно рассматриваемых здесь правил (но не всех правил, появляющихся на
Респ. Exh. 3).
то только тогда, когда он отсутствовал на заводе 2
дней без звонка.В. Это было не Правило № 1? Это было потому, что он был
отсутствовал и не звонил?
А. Думаю, да.
Дальнейший перекрестный допрос показал, что, хотя
Триго был уволен за нарушение Правила 1, увольнение
произошло «как минимум год назад», и только после того, как Триго пер-
в результате получил три или четыре предупреждения от Райта.
Райт объяснил, что на заводе пришлось проявить снисходительность
в надежде, что работники роуминга узнают
их ответственность делать свою работу.
t Райт признался на слушании, что «я мог бы
более вычурные термины “. Я понимаю, что по какой-то причине
он добавил в свой комментарий некоторую ненормативную лексику.
t ‘Доказательство состоит в том, что это правило, вместе с семью другими, было опубликовано для
Как минимум 2 или 3 года. Хотя Вильярреал показал, что никогда его не видел, он
подтвердил, что сварщики были проинструктированы в устной форме о том же
касательно рассматриваемых здесь правил (но не всех правил, появляющихся на
Респ. Exh. 3).
то только тогда, когда он отсутствовал на заводе 2
дней без звонка.В. Это было не Правило № 1? Это было потому, что он был
отсутствовал и не звонил?
А. Думаю, да.
Дальнейший перекрестный допрос показал, что, хотя
Триго был уволен за нарушение Правила 1, увольнение
произошло «как минимум год назад», и только после того, как Триго пер-
в результате получил три или четыре предупреждения от Райта.
Райт объяснил, что на заводе пришлось проявить снисходительность
в надежде, что работники роуминга узнают
их ответственность делать свою работу. Вильярреал признал, что в начале марта Райт на
наблюдая за ним за пределами рабочего места, сказал ему, что если он
если бы его снова поймали, его бы уволили.Конечно,
22 апреля Райт снова предупредил Вильярреал.
показал, что забыл о предупреждении о раннем
Марш, но признает, что знал, что нарушал правила магазина
правил, когда он выходил из своего рабочего места на
22 апреля. Он показал, однако, что это было неплохо.
пн для сотрудников.
Вильярреал показал, что работа, которую он выполнял,
день позволил ему какое-то время бездельничать, и что он
не может не выполнять свои обязанности. Хотя это кажется не-
оспаривал, что у сварщиков есть много времени, чтобы
не сваривать, также ясно, что ответчик ожидает
чтобы они оставались на своей территории не только для общего производства.
причин, но и для запаса прочности
партнер по команде в случае аварии, как
получилось.Таким образом, я не придаю значения состоянию Вильярреала –
что он не упустил (в этом общем смысле)
формируют его обязанности. Его работодатель, ответчик здесь, а не
сотрудник Вильярреал, устанавливает и определяет, какие работы
пошлины ожидаются.
Вильярреал признал, что в начале марта Райт на
наблюдая за ним за пределами рабочего места, сказал ему, что если он
если бы его снова поймали, его бы уволили.Конечно,
22 апреля Райт снова предупредил Вильярреал.
показал, что забыл о предупреждении о раннем
Марш, но признает, что знал, что нарушал правила магазина
правил, когда он выходил из своего рабочего места на
22 апреля. Он показал, однако, что это было неплохо.
пн для сотрудников.
Вильярреал показал, что работа, которую он выполнял,
день позволил ему какое-то время бездельничать, и что он
не может не выполнять свои обязанности. Хотя это кажется не-
оспаривал, что у сварщиков есть много времени, чтобы
не сваривать, также ясно, что ответчик ожидает
чтобы они оставались на своей территории не только для общего производства.
причин, но и для запаса прочности
партнер по команде в случае аварии, как
получилось.Таким образом, я не придаю значения состоянию Вильярреала –
что он не упустил (в этом общем смысле)
формируют его обязанности. Его работодатель, ответчик здесь, а не
сотрудник Вильярреал, устанавливает и определяет, какие работы
пошлины ожидаются. Но, сказав это, это одинаково
Понятно, что такое заявление не решает проблему на
рука.
Б. Анализ и заключительные выводы
Свое свидетельство Райта устанавливает, что роуминг
вокруг было слишком обычным делом на заводе. Ключевые вопросы –
почему он дал указание своим начальникам вечером
22 апреля, чтобы ужесточить Вильярреал (и, очевидно,
просто Вильярреал).Очевидно, это произошло потому, что Вильярреал был
вызвав новую профсоюзную кампанию, и Райт выпустил
“Получить Вильярреал” приказ. Причем это должно было быть сделано на
предлог – в следующий раз его не будет на месте.
Хотя я доверяю версию Вильярреала о его увольнении
Джонсон, я понимаю, что это немного странно, что Джонсон
будет полагаться на профсоюзные разговоры Вильярреала накануне
когда сам Райт не решил уволить Вильярреал
тогда. Я могу только сделать вывод, что Райт был более ограниченным.
Spectrum 22 апреля, чем у Джонсона 23 апреля.Таким образом,
Джонсон был тем, кто «поймал» Вильярреал после игры Райта.
“достать его” вчерашний приказ.
Но, сказав это, это одинаково
Понятно, что такое заявление не решает проблему на
рука.
Б. Анализ и заключительные выводы
Свое свидетельство Райта устанавливает, что роуминг
вокруг было слишком обычным делом на заводе. Ключевые вопросы –
почему он дал указание своим начальникам вечером
22 апреля, чтобы ужесточить Вильярреал (и, очевидно,
просто Вильярреал).Очевидно, это произошло потому, что Вильярреал был
вызвав новую профсоюзную кампанию, и Райт выпустил
“Получить Вильярреал” приказ. Причем это должно было быть сделано на
предлог – в следующий раз его не будет на месте.
Хотя я доверяю версию Вильярреала о его увольнении
Джонсон, я понимаю, что это немного странно, что Джонсон
будет полагаться на профсоюзные разговоры Вильярреала накануне
когда сам Райт не решил уволить Вильярреал
тогда. Я могу только сделать вывод, что Райт был более ограниченным.
Spectrum 22 апреля, чем у Джонсона 23 апреля.Таким образом,
Джонсон был тем, кто «поймал» Вильярреал после игры Райта.
“достать его” вчерашний приказ. При этом Джон-
сын невольно сослался на настоящую причину, а не на
заранее подготовленный предлог для увольнения Вильярреала.
Более того, мне кажется невероятным, что Вильярреал
ничего не сказали о разрешении по телефону
Дэвис вел беседу, как предложил Джон-
сын. Организационное поведение Вильярреала на шоу 22 апреля
598 РЕШЕНИЯ НАЦИОНАЛЬНОГО СОВЕТА ПО ТРУДОВЫМ ОТНОШЕНИЯМ
что он действительно интересовался своей работой (вопреки
Предполагаемые замечания Райта о предполагаемой неудаче Вильярреала –
Выступать в защиту своей работы).Наконец, я нахожу Джона-
поведение сына, чтобы быть подозреваемым. Само его свидетельство отражает
это в его неуверенности в том, что Вильярреал должен был сказать в
офис, или то, что он и Райт сказали позже. Согласно-
я считаю, что главный юрисконсульт сделал сильную прима
фактическое дело, показывающее, что защищенное поведение Вильярреала
ходатайство о создании Союза 22 апреля 1980 г. было мотивом.
Определяющий фактор при увольнении Ответчика из Вильярреала
23 апреля 1980 г.
При этом Джон-
сын невольно сослался на настоящую причину, а не на
заранее подготовленный предлог для увольнения Вильярреала.
Более того, мне кажется невероятным, что Вильярреал
ничего не сказали о разрешении по телефону
Дэвис вел беседу, как предложил Джон-
сын. Организационное поведение Вильярреала на шоу 22 апреля
598 РЕШЕНИЯ НАЦИОНАЛЬНОГО СОВЕТА ПО ТРУДОВЫМ ОТНОШЕНИЯМ
что он действительно интересовался своей работой (вопреки
Предполагаемые замечания Райта о предполагаемой неудаче Вильярреала –
Выступать в защиту своей работы).Наконец, я нахожу Джона-
поведение сына, чтобы быть подозреваемым. Само его свидетельство отражает
это в его неуверенности в том, что Вильярреал должен был сказать в
офис, или то, что он и Райт сказали позже. Согласно-
я считаю, что главный юрисконсульт сделал сильную прима
фактическое дело, показывающее, что защищенное поведение Вильярреала
ходатайство о создании Союза 22 апреля 1980 г. было мотивом.
Определяющий фактор при увольнении Ответчика из Вильярреала
23 апреля 1980 г. Under Wright Line, подразделение Wright Line, Inc., 251
NLRB 146 (1980), после того, как главный юрисконсульт учредил
в своем случае prima facie, Ответчик нес бремя показа
что Вильярреал был бы уволен за то, что
вдали от своего рабочего места, независимо от его защищенного доступа
Активность 22 апреля.Ответчик не выполнил это бремя,
потому что я нашел причину, по которой Правило I было предварительным
текст и недобросовестно. Это так на двоих
Причины: (I) Джонсон прямо основал свои увольнения на Вил-
говорящий союз Ларреала во время труппы 22 апреля;
и (2) даже если версия Джонсона была принята,
приведенные факты свидетельствуют о том, что указанная причина того, что Виллар-
Реал был далеко от своего рабочего места, был не чем иным, как
предлог, подготовленный Райтом вечером 22 апреля в
чтобы (а) охладить профсоюз,
на все блуждание, и (б) избавиться от одного
который пробуждал интерес сотрудников к Союзу.Ответчик, по сути, утверждает, что после выписки
просить Вильярреал вернуться к работе демон-
утверждает, что у него не было неподобающих мотивов для выполнения
Зарядная сторона.
Under Wright Line, подразделение Wright Line, Inc., 251
NLRB 146 (1980), после того, как главный юрисконсульт учредил
в своем случае prima facie, Ответчик нес бремя показа
что Вильярреал был бы уволен за то, что
вдали от своего рабочего места, независимо от его защищенного доступа
Активность 22 апреля.Ответчик не выполнил это бремя,
потому что я нашел причину, по которой Правило I было предварительным
текст и недобросовестно. Это так на двоих
Причины: (I) Джонсон прямо основал свои увольнения на Вил-
говорящий союз Ларреала во время труппы 22 апреля;
и (2) даже если версия Джонсона была принята,
приведенные факты свидетельствуют о том, что указанная причина того, что Виллар-
Реал был далеко от своего рабочего места, был не чем иным, как
предлог, подготовленный Райтом вечером 22 апреля в
чтобы (а) охладить профсоюз,
на все блуждание, и (б) избавиться от одного
который пробуждал интерес сотрудников к Союзу.Ответчик, по сути, утверждает, что после выписки
просить Вильярреал вернуться к работе демон-
утверждает, что у него не было неподобающих мотивов для выполнения
Зарядная сторона. Таким образом, вице-президент Дэнни Тернер,
который, по всей видимости, отсутствовал в городе 22 и 23, 17 апреля.
показал, что, получив отчеты о выписке,
Ответчик подготовил предложение о возвращении письма и
человек Джонсон доставил это. Райт, несмотря на ведущие вопросы –
Он показал, что мало что может вспомнить о дискуссии.
это письмо было основано на
обстоятельства выписки.Эти обстоятельства, на языке письма
(Resp. Exh. 1) 8 от Дэнни Тернера до Вильярреала, как
следует:
После вашего увольнения с должности сотрудника Turner
Tool Joint Rebuilders Corporation, мы узнали, что
между вами были сбои в общении
и два супервайзера, а также между двумя су-
инспекторам относительно обстоятельств вашего тер-
минация. Сожалеем о сбоях в общении
между двумя руководителями и между вами и
два руководителя. Ваше прекращение могло иметь
избегали, если бы вы просто сообщили, что вы
имел разрешение уйти от ваших рабочих обязанностей
использовать телефон в личных целях во время
ваше прекращение.Мы ожидаем улучшения
общение между нашими руководителями и с
вы и что вы улучшите свое общение-
отношения с нами.
Таким образом, вице-президент Дэнни Тернер,
который, по всей видимости, отсутствовал в городе 22 и 23, 17 апреля.
показал, что, получив отчеты о выписке,
Ответчик подготовил предложение о возвращении письма и
человек Джонсон доставил это. Райт, несмотря на ведущие вопросы –
Он показал, что мало что может вспомнить о дискуссии.
это письмо было основано на
обстоятельства выписки.Эти обстоятельства, на языке письма
(Resp. Exh. 1) 8 от Дэнни Тернера до Вильярреала, как
следует:
После вашего увольнения с должности сотрудника Turner
Tool Joint Rebuilders Corporation, мы узнали, что
между вами были сбои в общении
и два супервайзера, а также между двумя су-
инспекторам относительно обстоятельств вашего тер-
минация. Сожалеем о сбоях в общении
между двумя руководителями и между вами и
два руководителя. Ваше прекращение могло иметь
избегали, если бы вы просто сообщили, что вы
имел разрешение уйти от ваших рабочих обязанностей
использовать телефон в личных целях во время
ваше прекращение.Мы ожидаем улучшения
общение между нашими руководителями и с
вы и что вы улучшите свое общение-
отношения с нами. Ввиду досадных неудач в
т; Тернер показал, что он был неуверен; Райт заявил, что Тернер
был в отпуске.
Письмо датировано и, по всей видимости, доставлено 19 мая.
Обвинение по данному делу было предъявлено 28 апреля.
общение, мы просим вас вернуться к работе
немедленно, и мы с нетерпением ждем улучшения
коммуникации и отношения в непрерывном
о вашей работе у нас.Объяснение ответчиком 19 мая причины
Разряд Вильярреала, т. Е. Четырехсторонний отказ в общественном транспорте.
объяснения, излагает правдоподобное, невинное основание для отрицания
обвинять. Проблема этой теории постзарядки в том, что
Я считаю, что важные факты не подтверждают это. Несмотря на то что
Свидетели ответчика показали, что союз Вильярреала
деятельность не имела ничего общего с его увольнением, и никакие
были даны инструкции уволить его за такую деятельность.
связи, я убежден, и я считаю иначе.В соответствии с вышеизложенным, я считаю, что Ответить-
Энт, как утверждается, незаконно запугивал и допросил
Гилберта Вильярреала 22 и 23 апреля 1980 г.
Ввиду досадных неудач в
т; Тернер показал, что он был неуверен; Райт заявил, что Тернер
был в отпуске.
Письмо датировано и, по всей видимости, доставлено 19 мая.
Обвинение по данному делу было предъявлено 28 апреля.
общение, мы просим вас вернуться к работе
немедленно, и мы с нетерпением ждем улучшения
коммуникации и отношения в непрерывном
о вашей работе у нас.Объяснение ответчиком 19 мая причины
Разряд Вильярреала, т. Е. Четырехсторонний отказ в общественном транспорте.
объяснения, излагает правдоподобное, невинное основание для отрицания
обвинять. Проблема этой теории постзарядки в том, что
Я считаю, что важные факты не подтверждают это. Несмотря на то что
Свидетели ответчика показали, что союз Вильярреала
деятельность не имела ничего общего с его увольнением, и никакие
были даны инструкции уволить его за такую деятельность.
связи, я убежден, и я считаю иначе.В соответствии с вышеизложенным, я считаю, что Ответить-
Энт, как утверждается, незаконно запугивал и допросил
Гилберта Вильярреала 22 и 23 апреля 1980 г. предъявил ему обвинение 23 апреля 1980 г. в нарушение п.
8 (а) (1) и (3) Закона ». 9
ВЫВОДЫ ЗАКОНА
I. Ответчик – работодатель, занимающийся коммерцией
в значении Раздела 2 (2), (6) и (7)
Действовать.
2. Профсоюз является в среднем профсоюзной организацией.
п. 5 ст. 2 Закона.
3. Ответчик нарушил статью 8 (а) (1) Закона.
незаконным допросом сотрудников об их профсоюзе
деятельности, и незаконно угрожая им дез-
обвинение из-за деятельности от имени Союза.4. Ответчик нарушил Раздел 8 (а) (3) и (1)
Закон о увольнении Гилберта Вильярреала 23 апреля,
1980 г.
5. Вышеупомянутая несправедливая трудовая практика влияет на
merce в значении Раздела 2 (6) и (7)
Действовать.
СРЕДСТВО
Установив, что Ответчик участвовал в
нечестная трудовая практика, изложенная выше, я рекомендую
чтобы было приказано прекратить и воздерживаться от этого, принять
позитивные действия, направленные на осуществление политики
Акта, а также вывешивать подписанные и датированные копии подтверждения
предварительное уведомление сотрудников.
предъявил ему обвинение 23 апреля 1980 г. в нарушение п.
8 (а) (1) и (3) Закона ». 9
ВЫВОДЫ ЗАКОНА
I. Ответчик – работодатель, занимающийся коммерцией
в значении Раздела 2 (2), (6) и (7)
Действовать.
2. Профсоюз является в среднем профсоюзной организацией.
п. 5 ст. 2 Закона.
3. Ответчик нарушил статью 8 (а) (1) Закона.
незаконным допросом сотрудников об их профсоюзе
деятельности, и незаконно угрожая им дез-
обвинение из-за деятельности от имени Союза.4. Ответчик нарушил Раздел 8 (а) (3) и (1)
Закон о увольнении Гилберта Вильярреала 23 апреля,
1980 г.
5. Вышеупомянутая несправедливая трудовая практика влияет на
merce в значении Раздела 2 (6) и (7)
Действовать.
СРЕДСТВО
Установив, что Ответчик участвовал в
нечестная трудовая практика, изложенная выше, я рекомендую
чтобы было приказано прекратить и воздерживаться от этого, принять
позитивные действия, направленные на осуществление политики
Акта, а также вывешивать подписанные и датированные копии подтверждения
предварительное уведомление сотрудников. Главный юрисконсульт не добивается приказа, требующего
Ответчик предлагает восстановление на работе, поскольку, как указано в
слушания, он считает, что письмо от 19 мая 1980 г.
было действительным предложением о восстановлении на работе. В связи с этим на
на слушании адвокат ответчика после консультации с
Вице-президент Тернер заявил, что Вильярреал
восстановлен на той же должности с той же оплатой
рейтинг и с такими же льготами и стажем, которыми пользовался
перед выпиской. Соответственно, главный юрисконсульт
в целях исправления запрашивает только уведомление плюс возврат с апреля
С 23 по 19 мая 1980 г.Единственная проблема в том, чтобы рассматривать письмо от 19 мая как
Действительное предложение о восстановлении состоит в том, что в нем излагается запрет
19 Это не означает, что ответчик не может обеспечить соблюдение своих правил (предполагается, что
что ни один из них не является незаконно широким). Однако он не может выборочно вводить
заставить их. как и здесь, по незаконным соображениям.
Главный юрисконсульт не добивается приказа, требующего
Ответчик предлагает восстановление на работе, поскольку, как указано в
слушания, он считает, что письмо от 19 мая 1980 г.
было действительным предложением о восстановлении на работе. В связи с этим на
на слушании адвокат ответчика после консультации с
Вице-президент Тернер заявил, что Вильярреал
восстановлен на той же должности с той же оплатой
рейтинг и с такими же льготами и стажем, которыми пользовался
перед выпиской. Соответственно, главный юрисконсульт
в целях исправления запрашивает только уведомление плюс возврат с апреля
С 23 по 19 мая 1980 г.Единственная проблема в том, чтобы рассматривать письмо от 19 мая как
Действительное предложение о восстановлении состоит в том, что в нем излагается запрет
19 Это не означает, что ответчик не может обеспечить соблюдение своих правил (предполагается, что
что ни один из них не является незаконно широким). Однако он не может выборочно вводить
заставить их. как и здесь, по незаконным соображениям. —
ТОКАРНЫЙ ИНСТРУМЕНТ И РЕСТОРАНЫ СОЕДИНЕНИЙ 599
версия обвинения, которая, как я обнаружил, не соответствует действительности. 2 0 Это
можно было бы утверждать, что письмо от 19 мая является условным (be-
потому что в нем изложена неверная фактическая версия), и
не должно рассматриваться как действительное предложение о восстановлении в соответствии с
акт.Тем не менее, главный юрисконсульт, похоже,
исправить в своей позиции. Таким образом, в Anderson Plumbing и
Тепловая компания, 203 NLRB 18 (1973), Правление пере-
оспорил вывод судьи по административным правонарушениям о том, что
Предложение о восстановлении сотрудника было неоднозначным и однозначным.
так как работодатель также осведомился о том,
рабочие «собирались вести себя как мужчины или мальчики». 2 ‘Сделать вывод
кольцо, что это означает, что сотрудники должны будут вернуться
на (незаконных) условиях работодателя, административное право
Судья посчитал предложение неоднозначным и условным.Комиссия обнаружила, что расплывчатое упоминание о действиях “как
мужчин “не ставили предварительных условий, и поэтому предложение было
действительный.
—
ТОКАРНЫЙ ИНСТРУМЕНТ И РЕСТОРАНЫ СОЕДИНЕНИЙ 599
версия обвинения, которая, как я обнаружил, не соответствует действительности. 2 0 Это
можно было бы утверждать, что письмо от 19 мая является условным (be-
потому что в нем изложена неверная фактическая версия), и
не должно рассматриваться как действительное предложение о восстановлении в соответствии с
акт.Тем не менее, главный юрисконсульт, похоже,
исправить в своей позиции. Таким образом, в Anderson Plumbing и
Тепловая компания, 203 NLRB 18 (1973), Правление пере-
оспорил вывод судьи по административным правонарушениям о том, что
Предложение о восстановлении сотрудника было неоднозначным и однозначным.
так как работодатель также осведомился о том,
рабочие «собирались вести себя как мужчины или мальчики». 2 ‘Сделать вывод
кольцо, что это означает, что сотрудники должны будут вернуться
на (незаконных) условиях работодателя, административное право
Судья посчитал предложение неоднозначным и условным.Комиссия обнаружила, что расплывчатое упоминание о действиях “как
мужчин “не ставили предварительных условий, и поэтому предложение было
действительный. 2 2
Ввиду вышеизложенного я не рекомендую
Ответчику приказано немедленно предложить Гилберту Вильярреалу.
срок и полное восстановление на прежней работе. Backpay
рассчитывается в порядке, установленном
Правление в компании F. W. Woolworth, 90 NLRB 289
(1950), с процентами, начисленными в установленном порядке
в Florida Steel Corporation, 231 NLRB 651 (1977). Видеть,
как правило, Isis Plumbing & Heating Co., 138 НЛРБ 716
(1962). Период обратной выплаты начинается 23 апреля 1980 г.
закрывается 19 мая 1980 г., поскольку дата закрытия указана в
Fredeman’s Calcasieu Locks Shipyard Inc., 208 NLRB 839
(1974).
На основании вышеизложенных фактов выводы
закона и всей записи, и в соответствии с Разделом 10 (c)
Закона, настоящим я рекомендую следующее:
ЗАКАЗ 2 3
Ответчик, Turner Tool и Joint Rebuilders
Корпорация, Корпус-Кристи, Техас, ее сотрудники, агенты,
правопреемники и правопреемники:
1.Прекратить и воздержаться от:
(а) Незаконные угрозы сотрудникам увольнением, если
они обсуждают Союз или любую другую профсоюзную организацию,
в рабочее время.
2 2
Ввиду вышеизложенного я не рекомендую
Ответчику приказано немедленно предложить Гилберту Вильярреалу.
срок и полное восстановление на прежней работе. Backpay
рассчитывается в порядке, установленном
Правление в компании F. W. Woolworth, 90 NLRB 289
(1950), с процентами, начисленными в установленном порядке
в Florida Steel Corporation, 231 NLRB 651 (1977). Видеть,
как правило, Isis Plumbing & Heating Co., 138 НЛРБ 716
(1962). Период обратной выплаты начинается 23 апреля 1980 г.
закрывается 19 мая 1980 г., поскольку дата закрытия указана в
Fredeman’s Calcasieu Locks Shipyard Inc., 208 NLRB 839
(1974).
На основании вышеизложенных фактов выводы
закона и всей записи, и в соответствии с Разделом 10 (c)
Закона, настоящим я рекомендую следующее:
ЗАКАЗ 2 3
Ответчик, Turner Tool и Joint Rebuilders
Корпорация, Корпус-Кристи, Техас, ее сотрудники, агенты,
правопреемники и правопреемники:
1.Прекратить и воздержаться от:
(а) Незаконные угрозы сотрудникам увольнением, если
они обсуждают Союз или любую другую профсоюзную организацию,
в рабочее время. 20 Хотя Форман Джонсон, несомненно, не знал, что Форман Дэвис
разрешил Вильярреалу пользоваться телефоном, и этот акт общения
В соответствии с обнаруженными мной фактами связь не является решающим вопросом. Джонсон, as
Я нашел, ухватился за то, что, по его мнению, было возможностью “получить”
Вильярреал.
21 Хорошо известно, что «предложение работодателя о восстановлении на работе должно быть
недвусмысленно, конкретно и безоговорочно, чтобы исправить положение работодателей
недобросовестная трудовая практика.”Trn-State Truck Service, Inc., 241 NLRB 225
(1979), исполнение отклонено без достижения средства правовой защиты 616 F.2d 65 (3d Cir.
1980).
22 Но ср. ABCO Engineering Corp., 201 NLRB 686 (1973), enfd. 505
F.2d 735 (8-й округ 1974 г.). Более того, нет никаких свидетельств того, что Re-
спонсор никогда не объяснял безусловный характер своего предложения (без потери
преимущества и др.) в Вильярреал. На слушании, как указано выше, Ответчик
Адвокат сделал так, что предложение было безусловным.
20 Хотя Форман Джонсон, несомненно, не знал, что Форман Дэвис
разрешил Вильярреалу пользоваться телефоном, и этот акт общения
В соответствии с обнаруженными мной фактами связь не является решающим вопросом. Джонсон, as
Я нашел, ухватился за то, что, по его мнению, было возможностью “получить”
Вильярреал.
21 Хорошо известно, что «предложение работодателя о восстановлении на работе должно быть
недвусмысленно, конкретно и безоговорочно, чтобы исправить положение работодателей
недобросовестная трудовая практика.”Trn-State Truck Service, Inc., 241 NLRB 225
(1979), исполнение отклонено без достижения средства правовой защиты 616 F.2d 65 (3d Cir.
1980).
22 Но ср. ABCO Engineering Corp., 201 NLRB 686 (1973), enfd. 505
F.2d 735 (8-й округ 1974 г.). Более того, нет никаких свидетельств того, что Re-
спонсор никогда не объяснял безусловный характер своего предложения (без потери
преимущества и др.) в Вильярреал. На слушании, как указано выше, Ответчик
Адвокат сделал так, что предложение было безусловным. Кроме того,
нет никаких доказательств того, что Вильярреал действительно отклонил предложение, хотя я
сделать вывод, что он не принял на основании представленных вопросов.53 В случае отсутствия исключений, предусмотренных гл. 102,46 из
Правилами и положениями Национального совета по трудовым отношениям,
выводы, заключения и рекомендуемый порядок в настоящем документе должны, как предусмотрено
в гл. 102.48 Правил, должны быть приняты Правлением и
стать его выводы, заключения и приказ, а также все возражения против них
считается отмененным для всех целей.
(b) Информирование сотрудников о том, что ответчик не будет
создать Союз или любую другую профсоюзную организацию в
растение.(c) Подразумеваемые угрозы сотрудникам увольнением, если
они не забывают про Союз, ни про какой другой труд
организация.
(г) Незаконные угрозы сотрудникам увольнением
сообщив им, что руководство решило прекратить
их, если он улавливает их из рабочей зоны, потому что
они толкали Союз или любую другую рабочую или-
ганизация.
Кроме того,
нет никаких доказательств того, что Вильярреал действительно отклонил предложение, хотя я
сделать вывод, что он не принял на основании представленных вопросов.53 В случае отсутствия исключений, предусмотренных гл. 102,46 из
Правилами и положениями Национального совета по трудовым отношениям,
выводы, заключения и рекомендуемый порядок в настоящем документе должны, как предусмотрено
в гл. 102.48 Правил, должны быть приняты Правлением и
стать его выводы, заключения и приказ, а также все возражения против них
считается отмененным для всех целей.
(b) Информирование сотрудников о том, что ответчик не будет
создать Союз или любую другую профсоюзную организацию в
растение.(c) Подразумеваемые угрозы сотрудникам увольнением, если
они не забывают про Союз, ни про какой другой труд
организация.
(г) Незаконные угрозы сотрудникам увольнением
сообщив им, что руководство решило прекратить
их, если он улавливает их из рабочей зоны, потому что
они толкали Союз или любую другую рабочую или-
ганизация. (e) Незаконные угрозы сотрудникам увольнением, если
они пойманы вне их рабочей зоны.
(f) Незаконный допрос сотрудников относительно
обсуждают ли они Союз,
Международный союз рабочих Северной Америки, местный
Union 1179, AFL-CIO или любая другая профсоюзная организация,
в рабочее время.(g) Противодействие членству в Интернационале трудящихся –
Аль Союз Северной Америки, Местный Союз 1179, AFL-
Директор по информационным технологиям или любая другая профсоюзная организация путем незаконного запрета
обвинение любого из своих сотрудников или дискриминация
их любым другим способом в отношении их найма или
срок службы в нарушение Раздела 8 (а) (3)
акт.
(h) любым подобным или связанным образом вмешиваться, повторно
напряжение или принуждение своих сотрудников к выполнению
их права на самоорганизацию, создание, присоединение или помощь
Международный союз рабочих Северной Америки, местный
Union 1179, AFL-CIO или любая другая профсоюзная организация,
вести коллективные переговоры через представителей своих
собственный выбор, действовать вместе с целью сбора
переговоров или иной взаимопомощи или защиты, или
воздерживаться от любых или всех подобных действий.
(e) Незаконные угрозы сотрудникам увольнением, если
они пойманы вне их рабочей зоны.
(f) Незаконный допрос сотрудников относительно
обсуждают ли они Союз,
Международный союз рабочих Северной Америки, местный
Union 1179, AFL-CIO или любая другая профсоюзная организация,
в рабочее время.(g) Противодействие членству в Интернационале трудящихся –
Аль Союз Северной Америки, Местный Союз 1179, AFL-
Директор по информационным технологиям или любая другая профсоюзная организация путем незаконного запрета
обвинение любого из своих сотрудников или дискриминация
их любым другим способом в отношении их найма или
срок службы в нарушение Раздела 8 (а) (3)
акт.
(h) любым подобным или связанным образом вмешиваться, повторно
напряжение или принуждение своих сотрудников к выполнению
их права на самоорганизацию, создание, присоединение или помощь
Международный союз рабочих Северной Америки, местный
Union 1179, AFL-CIO или любая другая профсоюзная организация,
вести коллективные переговоры через представителей своих
собственный выбор, действовать вместе с целью сбора
переговоров или иной взаимопомощи или защиты, или
воздерживаться от любых или всех подобных действий. 2. Примите следующие позитивные меры, которые помогут
изменять цели Закона:
(а) Полностью возместить Гилберта Вильярреала за любую потерю зарплаты
что он мог пострадать из-за не-
его законное увольнение в соответствии с рекомендациями
исправления, указанные в разделе настоящего Решения.
назвал “Средство”.
(b) Сохранять и, по запросу, предоставлять
Совет или его агенты, для проверки и копирования, все
ведомости заработной платы, ведомости выплат социального обеспечения, время-
карты, кадровые записи и отчеты, а также все другие
шнуры, необходимые для анализа суммы задолженности
согласно условиям настоящего Приказа.(c) Сообщение на заводе в Корпус-Кристи, штат Техас, подписано.
копии прилагаемого уведомления с пометкой «Приложение». 24
Копии указанного уведомления ответчику региональным отделением
ректора 23-го Региона, после надлежащей подписи
представитель ответчика, отправляется Ответчиком
сразу после его получения и поддерживаться
после этого в течение 60 дней подряд на заметных
места, в том числе все места, где уведомления сотрудникам
обычно размещаются.
2. Примите следующие позитивные меры, которые помогут
изменять цели Закона:
(а) Полностью возместить Гилберта Вильярреала за любую потерю зарплаты
что он мог пострадать из-за не-
его законное увольнение в соответствии с рекомендациями
исправления, указанные в разделе настоящего Решения.
назвал “Средство”.
(b) Сохранять и, по запросу, предоставлять
Совет или его агенты, для проверки и копирования, все
ведомости заработной платы, ведомости выплат социального обеспечения, время-
карты, кадровые записи и отчеты, а также все другие
шнуры, необходимые для анализа суммы задолженности
согласно условиям настоящего Приказа.(c) Сообщение на заводе в Корпус-Кристи, штат Техас, подписано.
копии прилагаемого уведомления с пометкой «Приложение». 24
Копии указанного уведомления ответчику региональным отделением
ректора 23-го Региона, после надлежащей подписи
представитель ответчика, отправляется Ответчиком
сразу после его получения и поддерживаться
после этого в течение 60 дней подряд на заметных
места, в том числе все места, где уведомления сотрудникам
обычно размещаются. Разумные шаги должны быть предприняты
24 В случае, если этот Приказ приводится в исполнение Решением Объединенного
Апелляционный суд штата, слова в уведомлении гласят: “Автор:
Приказ Национального совета по трудовым отношениям “должен гласить” Размещено во исполнение.
и постановлению Апелляционного суда Соединенных Штатов о принудительном исполнении
Приказ Национального совета по трудовым отношениям ”
600 РЕШЕНИЙ НАЦИОНАЛЬНОГО СОВЕТА ПО ТРУДОВЫМ ОТНОШЕНИЯМ
Ответчиком, чтобы убедиться, что указанные уведомления не были изменены,
испорчены или покрыты любым другим материалом.(d) уведомить Регионального директора по региону 23 в
письменно в течение 20 дней с даты настоящего Приказа, какие
шаги, предпринятые Ответчиком для соблюдения настоящих Условий.
ПРИЛОЖЕНИЕ
УВЕДОМЛЕНИЕ СОТРУДНИКАМ
РАЗМЕЩЕНА ПО ЗАКАЗУ
НАЦИОНАЛЬНЫЙ СОВЕТ ПО ТРУДОВЫМ ОТНОШЕНИЯМ
Агентство правительства США
После слушания, на котором все стороны имели возможность
представить свои доказательства и допросить свидетелей,
Национальный совет по трудовым отношениям обнаружил, что мы нарушили
опубликовал Закон о национальных трудовых отношениях, а Совет
приказал нам опубликовать это уведомление и соблюдать его
положения.
Разумные шаги должны быть предприняты
24 В случае, если этот Приказ приводится в исполнение Решением Объединенного
Апелляционный суд штата, слова в уведомлении гласят: “Автор:
Приказ Национального совета по трудовым отношениям “должен гласить” Размещено во исполнение.
и постановлению Апелляционного суда Соединенных Штатов о принудительном исполнении
Приказ Национального совета по трудовым отношениям ”
600 РЕШЕНИЙ НАЦИОНАЛЬНОГО СОВЕТА ПО ТРУДОВЫМ ОТНОШЕНИЯМ
Ответчиком, чтобы убедиться, что указанные уведомления не были изменены,
испорчены или покрыты любым другим материалом.(d) уведомить Регионального директора по региону 23 в
письменно в течение 20 дней с даты настоящего Приказа, какие
шаги, предпринятые Ответчиком для соблюдения настоящих Условий.
ПРИЛОЖЕНИЕ
УВЕДОМЛЕНИЕ СОТРУДНИКАМ
РАЗМЕЩЕНА ПО ЗАКАЗУ
НАЦИОНАЛЬНЫЙ СОВЕТ ПО ТРУДОВЫМ ОТНОШЕНИЯМ
Агентство правительства США
После слушания, на котором все стороны имели возможность
представить свои доказательства и допросить свидетелей,
Национальный совет по трудовым отношениям обнаружил, что мы нарушили
опубликовал Закон о национальных трудовых отношениях, а Совет
приказал нам опубликовать это уведомление и соблюдать его
положения. Мы намерены соблюдать следующее:
Закон о национальных трудовых отношениях дает вам, как
сотрудники, право:
Заниматься самоорганизацией
Создавать, присоединяться или помогать любому союзу
Вести коллективные переговоры через представителей
tives по вашему выбору
Чтобы вместе заниматься деятельностью ради цели
поза коллективных переговоров или другой взаимопомощи
или защита
Воздерживаться от выполнения любых или всех таких
виды деятельности.
Соответственно, мы даем вам следующие заверения:
МЫ НЕ БУДЕМ незаконно угрожать вам дез-
плата за обсуждение Международного союза рабочих
Северной Америки, местный союз 1179, AFL-CIO,
или любой другой трудовой организации в рабочее время.Мы будем. НЕ говорить вам, что мы не потерпим
Международный союз рабочих Северной Америки,
Local Union 1179, AFL-CIO или любой другой сотрудник
организация, на заводе.
МЫ НЕ БУДЕМ подразумевать, что выпишут
вы, если не забываете о Интернационале трудящихся
Национальный союз Северной Америки, местный союз 1179,
AFL-CIO или любая другая профсоюзная организация.
Мы намерены соблюдать следующее:
Закон о национальных трудовых отношениях дает вам, как
сотрудники, право:
Заниматься самоорганизацией
Создавать, присоединяться или помогать любому союзу
Вести коллективные переговоры через представителей
tives по вашему выбору
Чтобы вместе заниматься деятельностью ради цели
поза коллективных переговоров или другой взаимопомощи
или защита
Воздерживаться от выполнения любых или всех таких
виды деятельности.
Соответственно, мы даем вам следующие заверения:
МЫ НЕ БУДЕМ незаконно угрожать вам дез-
плата за обсуждение Международного союза рабочих
Северной Америки, местный союз 1179, AFL-CIO,
или любой другой трудовой организации в рабочее время.Мы будем. НЕ говорить вам, что мы не потерпим
Международный союз рабочих Северной Америки,
Local Union 1179, AFL-CIO или любой другой сотрудник
организация, на заводе.
МЫ НЕ БУДЕМ подразумевать, что выпишут
вы, если не забываете о Интернационале трудящихся
Национальный союз Северной Америки, местный союз 1179,
AFL-CIO или любая другая профсоюзная организация. МЫ НЕ БУДЕМ незаконно угрожать вам дез-
обвинения, сообщив вам, что мы решили тер-
миновать вас, если мы поймаем вас за пределами вашего рабочего места
потому что вы «настаивали» на в-
международный союз Северной Америки, местный союз
1179, AFL-CIO или любая другая профсоюзная организация.МЫ НЕ БУДЕМ незаконно угрожать увольнением
вы, если вас поймают за пределами рабочего места.
МЫ НЕ БУДЕМ незаконно подвергать сомнению вашу озабоченность
обсуждая, обсуждаете ли вы Ла-
Международный союз бурильщиков Северной Америки,
Local Union 1179, AFL-CIO или любой другой сотрудник
организация, в рабочее время.
МЫ НЕ БУДЕМ отговаривать вас от присоединения или
поддержка Международного союза рабочих Севера
Америка, Local Union 1179, AFL-CIO или любой другой
другая трудовая организация, незаконно уволив
любой из вас или иным образом дискриминирующий вас
в отношении вашего найма или пребывания на работе.МЫ НЕ БУДЕМ каким-либо подобным или связанным образом в-
мешать, сдерживать или принуждать вас к выполнению упражнений
прав, гарантированных вам в соответствии с разделом 7
Закон о национальных трудовых отношениях.
МЫ НЕ БУДЕМ незаконно угрожать вам дез-
обвинения, сообщив вам, что мы решили тер-
миновать вас, если мы поймаем вас за пределами вашего рабочего места
потому что вы «настаивали» на в-
международный союз Северной Америки, местный союз
1179, AFL-CIO или любая другая профсоюзная организация.МЫ НЕ БУДЕМ незаконно угрожать увольнением
вы, если вас поймают за пределами рабочего места.
МЫ НЕ БУДЕМ незаконно подвергать сомнению вашу озабоченность
обсуждая, обсуждаете ли вы Ла-
Международный союз бурильщиков Северной Америки,
Local Union 1179, AFL-CIO или любой другой сотрудник
организация, в рабочее время.
МЫ НЕ БУДЕМ отговаривать вас от присоединения или
поддержка Международного союза рабочих Севера
Америка, Local Union 1179, AFL-CIO или любой другой
другая трудовая организация, незаконно уволив
любой из вас или иным образом дискриминирующий вас
в отношении вашего найма или пребывания на работе.МЫ НЕ БУДЕМ каким-либо подобным или связанным образом в-
мешать, сдерживать или принуждать вас к выполнению упражнений
прав, гарантированных вам в соответствии с разделом 7
Закон о национальных трудовых отношениях. МЫ ПРЕДЛАГАЛИ Гилберту Вильярреалу немедленно
и полное восстановление на прежней работе с полной
ничтожество и все другие права и льготы.
МЫ БУДЕМ. заплатить Гилберту Вильярреалу любую задолженность,
с процентами, которые он потерял, потому что мы его уволили
23 апреля 1980 г.
ТОКАРНЫЕ ИНСТРУМЕНТЫ И СОСТАВНЫЕ СТАНКИ
КОРПОРАЦИЯ
МЫ ПРЕДЛАГАЛИ Гилберту Вильярреалу немедленно
и полное восстановление на прежней работе с полной
ничтожество и все другие права и льготы.
МЫ БУДЕМ. заплатить Гилберту Вильярреалу любую задолженность,
с процентами, которые он потерял, потому что мы его уволили
23 апреля 1980 г.
ТОКАРНЫЕ ИНСТРУМЕНТЫ И СОСТАВНЫЕ СТАНКИ
КОРПОРАЦИЯ
Лучшие шпатели | Обзоры Wirecutter
Наши испытания подтвердили, что металлические лопатки для рыбы являются лучшими универсальными лопатками для решения множества кулинарных задач. Шпатели – это рабочие лошадки на кухне. Они должны иметь возможность поднимать и поддерживать тяжелые предметы, перемещая нежные продукты в ограниченном пространстве. Трейси Симан, директор тестовой кухни журнала Every Day с Rachael Ray Magazine, сказала, что поварам следует подумать, «какую посуду вы используете и что собираетесь использовать в качестве инструмента». Хотя тонкие острые края лопатки для рыбы идеально подходят для чугуна или нержавеющей стали, они могут повредить покрытие на сковороде с антипригарным покрытием. Однако некоторые пластиковые шпатели, которые хорошо работают с антипригарным покрытием, недостаточно тонкие, чтобы легко скользить под печенье.И ни один из них не сможет очистить стенки кастрюли от загустевшего кондитерского крема.
Однако некоторые пластиковые шпатели, которые хорошо работают с антипригарным покрытием, недостаточно тонкие, чтобы легко скользить под печенье.И ни один из них не сможет очистить стенки кастрюли от загустевшего кондитерского крема.
 Он сказал нам: «Шпатель не знает, что он предназначен для рыбы. Для меня и для многих других шеф-поваров это своего рода универсальная легкая лопатка.Я использую его для всего ». Металлические шпатели могут поцарапать покрытие на посуде с антипригарным покрытием, поэтому мы также протестировали пластиковые шпатели, которые помогут сохранить ваши сковороды в целости и сохранности.
Он сказал нам: «Шпатель не знает, что он предназначен для рыбы. Для меня и для многих других шеф-поваров это своего рода универсальная легкая лопатка.Я использую его для всего ». Металлические шпатели могут поцарапать покрытие на посуде с антипригарным покрытием, поэтому мы также протестировали пластиковые шпатели, которые помогут сохранить ваши сковороды в целости и сохранности. Помимо металлических лопаток для рыбы, мы также рассмотрели пластиковые лопатки для посуды с антипригарным покрытием. При приготовлении пищи на сковороде с антипригарным покрытием важно использовать только пластиковую, деревянную или силиконовую посуду, чтобы не поцарапать покрытие на сковороде. Как и у металлических шпателей, у лучших пластиковых шпателей есть тонкий край, который может скользить под продуктами. Они также сохраняют гибкость при маневрировании и силу при подъеме.Многие пластиковые шпатели выходят из строя, потому что они слишком толстые, чтобы скользить под нежные продукты, не сломав их. Мы искали пластиковые шпатели с заостренными краями и тонкими лезвиями.
Все наши специалисты согласились в одном – если у вас есть одна лопатка, сделайте ее лопаткой для рыбы.
Мы также искали пластиковые шпатели, которые были термостойкими. Вы можете возразить, что пластиковые шпатели не должны выдерживать высокую температуру, поскольку их обычно используют для изготовления сковородок с антипригарным покрытием, которые также портятся от высоких температур.Но термостойкость – это всегда приятная особенность, которая не ограничивает вас приготовлением при низкой температуре.
Силиконовые или резиновые лопатки отлично подходят для протирания мисок глазури и заварного крема. Мы также протестировали силиконовые лопатки, иногда называемые «резиновыми шпателями», которые лучше всего подходят для очистки мисок и предотвращения прилипания заварного крема к дну кастрюли. Силикон стал предпочтительным материалом, потому что он безопасен для пищевых продуктов и может выдерживать гораздо более высокие температуры, чем его предшественник из резины, а это означает, что он отлично подходит для приготовления яиц, а также для приготовления кондитерских изделий и основ мороженого.
Отличный силиконовый шпатель может соскрести обе прямые стороны сотейника и попасть в закругленное дно миски. Оно должно быть достаточно жестким и толстым, чтобы тесто сжималось, но достаточно гибким, чтобы с легкостью протереть миску. Он также должен быть достаточно широким и тонким, чтобы можно было складывать ингредиенты вместе. Эксперты, с которыми мы говорили, предположили, что цельные силиконовые цельные шпатели легче содержать в чистоте, чем шпатели с трещинами.
Лучший инструмент для гриля или сковороды – металлический токарный станок, который крупнее рыбной лопатки и не имеет такой же прорезанной поверхности. В то время как легкая и элегантная лопатка для рыбы отлично справляется практически с любой ситуацией, когда вы работаете с металлической сковородой или на гриле, иногда более мощный токарный станок по металлу является лучшим инструментом для этой работы. Металлический токарный станок превосходит лопатку для рыбы в своей способности разрезать острые ровные линии через печенье и легко поднимать тяжелые куски пищи.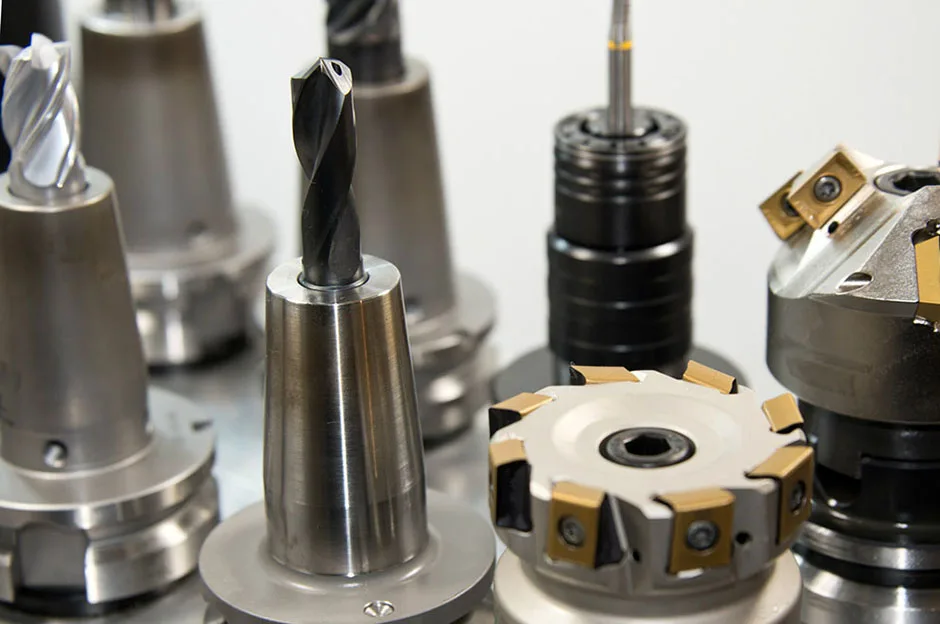
Поскольку металлические токарные станки являются дополнением к лопатке для рыбы, мы выбрали те, которые предлагали различные желаемые характеристики – смещение для удобного подъема и рычага, удобную жесткость для прочности, плоское лезвие без прорезей для равномерного разбивания гамбургеров или нажатия на гриль. сырные бутерброды плоские.Мы также обнаружили, что более короткая ручка обеспечивает отличный контроль при переворачивании, подъеме и переноске.
Не всем нужен деревянный шпатель, но он отлично подходит для соскабливания жира со дна сковороды и не поцарапает эмаль голландской печи. Мы также рассмотрели деревянные «шпатели», или токарные станки, у которых есть скошенный плоский край для удаления помадки со дна сковороды. Деревянные шпатели также являются лучшим инструментом для голландской печи, потому что они не поцарапают эмаль, как металл. У некоторых есть закругленные углы для использования на сковороде с уклоном.На своем веб-сайте Майкл Рулман осудил традиционную круглую деревянную ложку за ее неспособность покрыть широкую поверхность на дне кастрюли. Рулман говорит: «Если бы у вас была деревянная ложка с плоским краем, вы соскребали все со сковороды, перемешивали и попадали в углы». Поскольку бамбуковая посуда имеет тенденцию слегка трескаться при длительном использовании, мы искали другие деревянные шпатели, сделанные из бука и оливкового дерева.
Рулман говорит: «Если бы у вас была деревянная ложка с плоским краем, вы соскребали все со сковороды, перемешивали и попадали в углы». Поскольку бамбуковая посуда имеет тенденцию слегка трескаться при длительном использовании, мы искали другие деревянные шпатели, сделанные из бука и оливкового дерева.
Наконец, еще один многозадачный шпатель, который стоит добавить в ваш арсенал, – это офсетный шпатель. Эти тонкие и узкие офсетные мастихины предназначены для пекарей, которые хотят придать блеск тортам и намазать густым тестом по углам форм, но люди часто используют их для выполнения любых деликатных задач. Эмма Кристенсен из Kitchn называет его любимым кухонным инструментом: «Когда нам нужно бережно обращаться с горячими блюдами, эта лопатка становится продолжением наших рук и пальцев».
Эбигейл Джонсон Додж из Fine Cooking говорит о своем маленьком узком лопатке со смещением: «Поскольку лезвие смещено от ручки, я могу равномерно разложить стороны и красиво закрутить верх, не мешая рукой.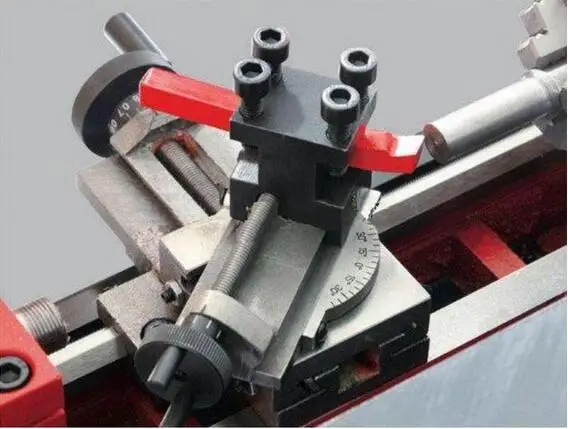 Он также отлично подходит для намазывания горчицы или майонеза на бутерброды ».
Он также отлично подходит для намазывания горчицы или майонеза на бутерброды ».
В 2016 году мы также рассмотрели офсетные шпатели. К ним относятся мини-шпатели с лезвиями длиной около 4½ дюймов, которые отлично подходят для детальной работы, такой как глазирование печенья или кексов; и более длинные лопатки со смещением и лезвиями длиной около 9 дюймов, которые покрывают большую площадь поверхности и необходимы для быстрого и равномерного замораживания торта.
Turner’s Gate / Аннулирование класса | Элия Биззарри
Я предпочитаю калибровать шипы носилок с помощью Turner’s Gate (Сорби называет это инструментом для калибровки).Его главное преимущество перед пластинами для дюбелей и фрезами для шипов заключается в том, что выступ шипа можно легко удалить с помощью перекоса, а шипы всегда расположены на одной линии.
Токарный затвор надевается на отрезной инструмент или нож и может быть отрегулирован методом проб и ошибок для резки шипа любого необходимого размера. Или, если вы хотите пофантазировать, Тим Мэнни придумал способ добавить микронастройку. Если шип можно вкрутить на 1/3 или 1/2 пути в паз, не повредив руку, то шип подойдет.Вы вбиваете шип только один раз, потому что никогда не вытащите его, не сломав носилки.
Или, если вы хотите пофантазировать, Тим Мэнни придумал способ добавить микронастройку. Если шип можно вкрутить на 1/3 или 1/2 пути в паз, не повредив руку, то шип подойдет.Вы вбиваете шип только один раз, потому что никогда не вытащите его, не сломав носилки.
Большинство моих шипов для носилок имеют диаметр 5/8 ″, за исключением шипов из орехового дерева (11/16 ″) и детских стульев (9/16 ″). Я все время оставляю свои ворота на 5/8 ″ и затачиваю бедан, не снимая ворота.
Основы использования отрезного инструмента или ножницы, оснащенной воротником токарного станка, аналогичны использованию любого инструмента без ворот токарного станка. Поскольку эти методы описаны во многих хороших книгах по токарной обработке шпинделей (я рекомендую Turning Wood with Richard Raffan ), я сосредоточусь на методах, специфичных для использования токарных ворот:
Для большинства шипов требуется несколько надрезов внахлест (у меня ширина бедана 3/8 дюйма, поэтому я делаю три надреза, чтобы получился шип длиной 1 дюйм). Если на вашем шипе появляется ступенчатая поверхность, есть три возможных причины: инструмент не перпендикулярен оси токарной обработки, инструмент не стоит на опоре для инструмента или конец ножки не расположен. земельный участок. Убедитесь, что вы не поворачиваете ручку вправо или влево, когда поднимаете ее во время резки. При резании оттянитесь к воротам (на самом деле это скребущее действие). В противном случае ворота бесполезны.
Если на вашем шипе появляется ступенчатая поверхность, есть три возможных причины: инструмент не перпендикулярен оси токарной обработки, инструмент не стоит на опоре для инструмента или конец ножки не расположен. земельный участок. Убедитесь, что вы не поворачиваете ручку вправо или влево, когда поднимаете ее во время резки. При резании оттянитесь к воротам (на самом деле это скребущее действие). В противном случае ворота бесполезны.
Поскольку при включении ворот токарного станка край инструмента попадает в царапину, вибрация является серьезной проблемой.Некоторые антивибрационные советы:
Удалите большую часть древесины с помощью ножницы, затем опустите инструмент (поднимите ручку инструмента), чтобы зафиксировать заслонку.
Поверните токарный станок до максимальной скорости (4000 об / мин в моем случае). Как правило, вибрация уменьшается с увеличением скорости токарного станка при использовании зачищающего действия резания. Вибрация увеличивается с увеличением скорости токарного станка при использовании режущего действия.
Чем ближе место резания к центрам головки / хвоста токарного станка, тем меньше вибрации вы получите.Если он больше пары дюймов, я урезаю носилки короче.
Непрерывная резка может усугубить вибрацию, поэтому я часто делаю рез на секунду, делаю паузу, делаю рез, делаю паузу, пока шип не станет нужного размера.
Нетерпеливо приступить к изготовлению стульев? Вам повезло! У меня было несколько отмен, в том числе одно в моем классе у Роя Андерхилла на следующей неделе. Вот мои текущие вакансии в классе:
Continuous Arm Rocker в школе Вудрайта в Питтсборо, Северная Каролина, с 16 по 22 октября 2017 года.
В моем магазине:
LOOP BACK ROCKER, 22–27 января 2018 г. – 1200 долларов США – Осталось одно место
COMB BACK ROCKER, 14–19 мая 2018 г. – 1400 долларов США – Осталось одно место (только вернувшиеся студенты)
КРЕСЛО CONTINUOUS ARM 11-16 июня 2018 – 1200 долларов Открыто два места
Я добавлю больше классов позже в 2018 году.
Токарь для воротника | GoldStar Tool
Токарь для воротника | Инструмент GoldStar https://www.goldstartool.com/ДОСТАВКА ТОЛЬКО 99 ¢ В США НА ВСЕ НАШИ ИНВЕНТАРИИ
Резиновый молоток
Наша цена:
9 долларов. 99
99
Продано
Эта комбинация опций недоступна.
Пожалуйста, попробуйте другой.
Стойка для ниток The Arranger 60+
Наша цена: 29 долларов. 99
Рыночная цена: $ 39.95
99
Рыночная цена: $ 39.95Экономия: 9,96 $ за единицу
Продано
Эта комбинация опций недоступна.
Пожалуйста, попробуйте другой.
Войти в аккаунт Восстановить пароль Закрывать
Деревообрабатывающие инструменты для нового токаря
Токарные инструменты для начинающего токаря
Фото Аллана Касворта
Существует два основных вида токарной обработки древесины. Первый – это токарная обработка шпинделя, когда кусок дерева устанавливается между приводным центром передней бабки и подвижным центром задней бабки. Второй – поворот чаши или лицевой панели, когда кусок дерева крепится к лицевой пластине винтами, а задняя бабка используется только для поддержки дерева там, где это возможно. Предлагаемые здесь инструменты также можно использовать, когда кусок дерева удерживается в четырехкулачковом патроне, что является еще одним распространенным способом установки токарной заготовки.
Первый – это токарная обработка шпинделя, когда кусок дерева устанавливается между приводным центром передней бабки и подвижным центром задней бабки. Второй – поворот чаши или лицевой панели, когда кусок дерева крепится к лицевой пластине винтами, а задняя бабка используется только для поддержки дерева там, где это возможно. Предлагаемые здесь инструменты также можно использовать, когда кусок дерева удерживается в четырехкулачковом патроне, что является еще одним распространенным способом установки токарной заготовки.
Выбор инструментов для покупки при первом запуске токарной обработки должен зависеть от того, какой из этих типов токарной обработки вы хотите выполнить.Как правило, детали, повернутые между центрами на токарном станке, требуют иных инструментов, чем детали, повернутые на планшайбе. Некоторые, но не все инструменты можно использовать для обоих. Тем не менее, я предлагаю начинающему токарю начать с поворота между центрами, потому что эти методы являются основой для всех пропилов, используемых при токарной обработке древесины. Переход между центрами также может быть немного менее пугающим для новичка. В этой статье предлагаются инструменты для запуска обоих этих типов токарной обработки, описаны основные функции и даны некоторые идеи по использованию каждого инструмента.
Переход между центрами также может быть немного менее пугающим для новичка. В этой статье предлагаются инструменты для запуска обоих этих типов токарной обработки, описаны основные функции и даны некоторые идеи по использованию каждого инструмента.
На мой взгляд, очень важно покупать лучшие инструменты, которые вы можете себе позволить. Я пошел по пути покупки дешевых инструментов, и большинство из них теперь отправлено куда-то на полку. Дешевые инструменты обычно изготавливаются из стали более низкого качества, которая не держит острый край очень долго, что может отпугнуть. Они часто плохо сбалансированы, что затрудняет получение чистых срезов. Как и в любом другом ремесле, инструменты хорошего качества проще в использовании; они обеспечивают хорошее качество резки и хорошие результаты.
Большинство инструментов не являются острыми, когда они поступают из магазина, и их необходимо заточить перед использованием. Кроме того, режущие кромки некоторых инструментов потребуют изменения формы для создания более удобного профиля наконечника. Я не буду обсуждать заточку инструмента, углы скоса и конфигурации наконечников инструмента, поскольку это выходит за рамки данной статьи. По этим темам доступно много опубликованной информации.
Я не буду обсуждать заточку инструмента, углы скоса и конфигурации наконечников инструмента, поскольку это выходит за рамки данной статьи. По этим темам доступно много опубликованной информации.
Я также рекомендую новичкам не поддаваться искушению купить набор инструментов для новичков. Большинство из этих наборов содержат инструменты, которые, вероятно, никогда не будут использоваться.Я считаю, что гораздо лучше потратить столько же денег и получить меньше инструментов лучшего качества. Дополнительные инструменты можно будет купить позже, когда будут выработаны навыки и будет определен тип деталей, которые нужно изготовить.
Безопасность прежде всего
Первый инструмент, который должен купить новый токарь, – это маска, закрывающая все лицо. Когда вы начинаете учиться поворачивать, все может случиться очень быстро; защита лица обязательна. Я предпочитаю использовать маску для лица, а не набор очков, потому что я хочу защитить все лицо, а не только глаза. Кроме того, неплохо было бы обзавестись респираторами или респиратором, которые следует надевать, по крайней мере, при шлифовании.
Кроме того, неплохо было бы обзавестись респираторами или респиратором, которые следует надевать, по крайней мере, при шлифовании.
Стартовый набор инструментов для токарной обработки шпинделя
Я предлагаю этот стартовый набор из пяти инструментов для токарной обработки шпинделя:
(a) Черновая канавка шпинделя – ширина 1 ¼ “(32 мм)
(b) Строжка шпинделя – ½” размер стержня (13 мм)
(c) Ромбовидный отрезной инструмент – “(19 мм) шириной и 3/16” (5 мм) толщиной на конце.
(d) Узкий отрезной инструмент – ширина 1 ¼ “(32 мм) на толщину 1/16” (2 мм)
(e) Наклон – ¾ “(19 мм) шириной на” (6 мм) толщиной
Там Есть много других токарных инструментов, которые можно добавить в набор инструментов позже.Многие производители инструментов производят и продают специальные инструменты для определенных целей. Однако я рекомендую новым токарям сосредоточиться на том, чтобы научиться хорошо пользоваться несколькими инструментами, а не покупать множество других инструментов, пока не будет определена конкретная потребность.
Черновая канавка шпинделя (SRG)
Черновая канавка шпинделя используется для черновой обработки заготовки, которая удерживается между приводным центром передней бабки и подвижным центром задней бабки, от первоначальной квадратной формы до закругленного цилиндра.Его также можно использовать для прорезания неглубоких борозд на поверхности шпинделя. Боковая режущая кромка острого SRG, на которой эти части инструмента отшлифованы, можно использовать почти как перекос для создания гладкой поверхности цилиндра.
Канавка для шпинделя
Канавка для шпинделя, иногда называемая мелкой канавкой, используется для вырезания таких деталей, как вогнутые кривые или углубления, выпуклые кривые или бортики, а также варианты этих разрезов. Выемки шпинделя обычно шлифуют до формы, напоминающей «женский ноготь», где стороны кончика отшлифованы.Это делает инструмент более универсальным. На них часто шлифуют под разными углами скоса, но я предлагаю для начала использовать угол 35 °.

Строжка деталей – это разновидность канавки шпинделя, основные отличия которой заключаются в более мелкой канавке с более длинной стружкой ногтя с углом скоса 30 ° или меньше, что делает инструмент более универсальным для резки четких деталей. Канавка имеет более тяжелое поперечное сечение, что позволяет удлинить опору для инструмента во время резки. Многие токари считают, что эти два долота взаимозаменяемы.
Ромбовидный отрезной инструмент
Ромбовидный отрезной инструмент используется для отрезания древесных отходов и разделения частей токарной обработки. Он также используется с наружными суппортами для определения диаметров шпинделя. Его можно использовать для стрижки небольших плоских участков. Узкая сторона инструмента помещается на опору для инструмента, а режущая кромка выступает над средней линией детали и поднимается вверх, чтобы начать рез.
Имеет ромбовидное поперечное сечение, что снижает склонность инструмента к заеданию при резке. Обычно он составляет около дюйма (19 мм) в ширину и от дюйма (3 мм) до 3/16 дюйма (5 мм) в толщину.
Обычно он составляет около дюйма (19 мм) в ширину и от дюйма (3 мм) до 3/16 дюйма (5 мм) в толщину.
Инструмент для узкой отрезки
Узкий инструмент для отрезки очень полезен для резки частей при попытке сопоставить зерно коробку с перевернутыми деталями, так как линии будут ближе к их исходной конфигурации. Он ограничен отрезкой небольших точений из-за короткой длины лезвия. Этот инструмент обычно имеет толщину 1/16 дюйма (2 мм) и 1 ¼ “(32 мм) в ширину и имеет форму под углом 45 °. Следует соблюдать осторожность, чтобы не допустить заедания по бокам при выполнении разреза.
Наклон
Поверхность цилиндра будет более гладкой, если для выполнения пропилов используется перекос, а не канавка шпинделя. Однако существуют определенные методы резки, которым необходимо научиться, чтобы успешно использовать перекос. Наклон имеет два скоса и доступен в различных конфигурациях. Я предпочитаю перекос шириной ¾ “(19 мм) и толщиной” (6 мм) со слегка изогнутой режущей кромкой.
 Я считаю, что этот тип перекоса менее агрессивен и немного легче прорезает мелкие бухты на шпинделях.При желании доступны косы с прямой режущей кромкой. Я считаю, что будет хорошей идеей либо купить скос с закругленными боковыми кромками, либо отшлифовать острые углы, чтобы уменьшить склонность инструмента к заеданию на поверхности опоры для инструмента. Некоторые перекосы имеют овальное поперечное сечение, что может быть полезно для резки кривых, но может вызвать трудности при попытке получить ровную поверхность на цилиндре. Режущая кромка обычно шлифуется под углом 45 ° к боковой стороне инструмента.
Я считаю, что этот тип перекоса менее агрессивен и немного легче прорезает мелкие бухты на шпинделях.При желании доступны косы с прямой режущей кромкой. Я считаю, что будет хорошей идеей либо купить скос с закругленными боковыми кромками, либо отшлифовать острые углы, чтобы уменьшить склонность инструмента к заеданию на поверхности опоры для инструмента. Некоторые перекосы имеют овальное поперечное сечение, что может быть полезно для резки кривых, но может вызвать трудности при попытке получить ровную поверхность на цилиндре. Режущая кромка обычно шлифуется под углом 45 ° к боковой стороне инструмента. Стартовый набор инструментов для точения чаши / планшайбы
Черновая канавка шпинделя никогда не должна использоваться для токарной обработки планшайбы.Использование SRG для черновой обработки заготовки чаши может привести к серьезному зацепу, который может привести к поломке рукоятки инструмента, когда квадратные углы режущей кромки выемки зацепятся за заготовку.
 В результате токарь может получить серьезную травму. Он также может сломать большие осколки дерева, которые могут стать опасными копьями, когда они улетят от вращающейся заготовки.
В результате токарь может получить серьезную травму. Он также может сломать большие осколки дерева, которые могут стать опасными копьями, когда они улетят от вращающейся заготовки.В основном есть четыре инструмента, которые могут быть добавлены в стартовый набор для нового токаря, который планирует выполнять токарную обработку дежи / планшайбы, а также шпинделя.
К этим инструментам относятся:
(a) Стойка чаши – размер вала ½ дюйма (13 мм)
(b) Скребок с круглым концом – ширина дюйма (19 мм), толщина дюйма (6 мм)
(c) Квадрат -конечный скребок – шириной “(19 мм) и толщиной” (6 мм)
(d) Скребок с боковым радиусом – 1 дюйм (25 мм) шириной и толщиной “(10 мм)
Скребки
At Во-первых, новому токарю будет сложно предотвратить оставление следов инструментов и колец на поверхности чаши. Обычно для удаления этих следов инструментов используются скребки.
Я заточил угол скоса на моих скребках примерно до 60 °.Поскольку все скребки имеют заусенцы, которые образуются на режущей кромке при заточке, они должны оставаться острыми. Заусенец служит очень недолго. Скребки подносятся к деревянной поверхности чуть ниже средней линии заготовки, при этом ручка держится выше, чем острие инструмента. Это создает «обратные грабли», которые производят скребковое действие, а не режущее. Если удерживать режущую кромку под углом примерно 30 ° к поверхности упора для инструмента, вместо пыли образуется стружка в виде ломтиков.В результате получается очень гладкий срез. Чтобы отточить эту технику, потребуется немного практики, но она того стоит.
Заусенец служит очень недолго. Скребки подносятся к деревянной поверхности чуть ниже средней линии заготовки, при этом ручка держится выше, чем острие инструмента. Это создает «обратные грабли», которые производят скребковое действие, а не режущее. Если удерживать режущую кромку под углом примерно 30 ° к поверхности упора для инструмента, вместо пыли образуется стружка в виде ломтиков.В результате получается очень гладкий срез. Чтобы отточить эту технику, потребуется немного практики, но она того стоит.
Скребки должны быть достаточно прочными, поскольку при использовании они будут выступать за опору для инструмента. Я предлагаю, чтобы они были шириной не менее “(19 мм) и толщиной” (6 мм). Наконечник должен иметь угол скоса около 60 °.
Желоб для чаши
Канавка для чаши обычно используется для формирования как внутренней, так и внешней поверхностей чаши или тарелки. Его можно использовать для резки более глубоких бухт при повороте шпинделей.Нижняя сторона заготовки чаши крепится к лицевой панели винтами, а поверхности чаши имеют форму с выемкой. Важно оставить у основания достаточную толщину, чтобы можно было удалить древесину там, где были проделаны отверстия для шурупов. После того, как внутренняя часть чаши завершена и закончена, ее снимают с лицевой панели и устанавливают кусок дерева, чтобы сделать зажимной патрон, на который чаша устанавливается в обратном направлении с плотной посадкой. Затем долбленка чаши используется для завершения дна и улучшения основы.
Важно оставить у основания достаточную толщину, чтобы можно было удалить древесину там, где были проделаны отверстия для шурупов. После того, как внутренняя часть чаши завершена и закончена, ее снимают с лицевой панели и устанавливают кусок дерева, чтобы сделать зажимной патрон, на который чаша устанавливается в обратном направлении с плотной посадкой. Затем долбленка чаши используется для завершения дна и улучшения основы.
Для этой работы я предлагаю долото для чаши ½ дюйма (13 мм). У нее достаточно жесткий стержень, который снижает вибрацию, когда он достигает дна чаши через подставку для инструмента. Я предпочитаю стачку «ногтем» на моем канавка чаши с углом скоса около 60 °. Если носовая часть канавки зашлифована намного мельче, будет трудно придать форму дну чаши без защелки. У многих токарных станков есть вторая долота чаши с кончик отшлифован немного ровнее с более крутым помолом, чтобы облегчить доступ для поворота дна чаши.Решение о покупке второй чаши долота может быть принято позже.
Долоторез, вероятно, наиболее часто используемый инструмент в наборе токарных инструментов. Это также инструмент, который имеет наибольшее количество вариаций формы и конфигурации заточки среди всех токарных инструментов по дереву.
Скребок с круглым концом
Скребок с круглым концом используется для удаления следов инструментов на внутренней поверхности дежи. Этот скребок также можно использовать для удаления небольшого бугорка, который часто появляется прямо в центре внутренней части чаши.
Скребок с боковым радиусом
Одним из наиболее полезных инструментов в наборе инструментов для токарной обработки дежи / планшайбы является скребок с боковым радиусом. Это может быть очень полезно для создания плавной плавной кривой на внутренней поверхности чаши от центра дна до внутреннего края обода. Этот инструмент должен быть очень надежным; Я предлагаю, чтобы он был шириной не менее 1 дюйма (25 мм) и толщиной дюйма (10 мм).
 Этот скребок имеет закругленный наконечник, который выступает назад вдоль одной стороны, чтобы обеспечить более длинную режущую поверхность, которая обеспечивает более ровный и непрерывный скребковый срез от центра к краю на внутренней стороне чаши.
Этот скребок имеет закругленный наконечник, который выступает назад вдоль одной стороны, чтобы обеспечить более длинную режущую поверхность, которая обеспечивает более ровный и непрерывный скребковый срез от центра к краю на внутренней стороне чаши.Скребок с квадратным концом
Скребок с квадратным концом используется для удаления следов инструмента с внешней поверхности дежи с помощью техники обратного гребня и соскабливания древесины непосредственно под углом 90 °. Ручку скребка придется постоянно двигать, иначе на поверхности появится ровное пятно.
Новый токарь может запутаться в выборе стартового набора инструментов. Новый токарь, который начинает с основного шпинделя и токарных инструментов для чаши / планшайбы, будет на пути к тому, чтобы иметь инструменты, чтобы стать опытным токарщиком по дереву.
Ценный ресурс, который поможет начинающему токарю научиться правильным методам использования любого из упомянутых мною инструментов, – это увидеть, как кто-то использует его лично или на видео. На YouTube есть бесчисленное количество видеороликов, которые помогут начинающему токарю. Кроме того, Американская ассоциация токарных станков имеет множество гильдий токарных станков по всей Северной Америке, члены которых более чем охотно объясняют различные методы токарной обработки древесины. Быстрый поиск в Интернете позволит найти местное отделение.
На YouTube есть бесчисленное количество видеороликов, которые помогут начинающему токарю. Кроме того, Американская ассоциация токарных станков имеет множество гильдий токарных станков по всей Северной Америке, члены которых более чем охотно объясняют различные методы токарной обработки древесины. Быстрый поиск в Интернете позволит найти местное отделение.
По мере повышения навыков токарной обработки результаты от использования этих инструментов будут более удовлетворительными, и новый токарь будет лучше понимать, какие другие специальные инструменты следует покупать.
АЛЛАН КЮСВОРТСтатьи по теме
Turner Designs Cyclops / C-FLUOR Explorer PC Interface Tool
Доставка, доставка, обработка заказов и наличие продукта
Fondriest пользуется услугами лучших перевозчиков, чтобы заказы приходили к вам вовремя. Узнайте больше о сроках доставки, способах, стоимости и перевозчиках.
Срок поставки
Мы держим вас в курсе. Вскоре после того, как вы разместите свой заказ, вы получите электронное письмо с подтверждением заказа, чтобы подтвердить детали вашего заказа, включая доставку и оценку доставки.Как только ваш заказ будет подготовлен к отправке и будет отправлен, вы получите электронное письмо с уведомлением о доставке с информацией о перевозчике и отслеживании.
Вскоре после того, как вы разместите свой заказ, вы получите электронное письмо с подтверждением заказа, чтобы подтвердить детали вашего заказа, включая доставку и оценку доставки.Как только ваш заказ будет подготовлен к отправке и будет отправлен, вы получите электронное письмо с уведомлением о доставке с информацией о перевозчике и отслеживании.
Стоимость отгрузки и доставки
Срок отправки – это примерное время доставки товара с нашего склада. Все товары будут отправлены за один раз, если вы специально не запросите частичную доставку. В этом случае товары из вашего заказа будут отправлены по мере их поступления. Сроки доставки – это примерное время, когда товар будет доставлен на ваш адрес доставки после отправки.Расчетное время доставки зависит от способа доставки, который вы выбираете при оформлении заказа. Все оценки основаны на рабочих днях.
Варианты доставки
Fondriest предлагает несколько удобных вариантов доставки.
| Стандартная доставка: | Товары, отправленные стандартным сервисом, обычно доставляются в течение пяти рабочих дней после отправки. |
| Доставка в течение 2 дней: | За дополнительную плату Fondriest предлагает этот вариант ускоренной доставки для большинства продуктов.Товары отправляются через двухдневный сервис до 16:00. EST обычно доставляется до 16:30. по местному времени через два рабочих дня после отгрузки. |
| Ночная доставка: | За дополнительную плату Fondriest предлагает этот вариант ускоренной доставки для большинства товаров. Товары отправлены до 16:00. EST через ночную службу обычно доставляется до 16:00. по местному времени через один рабочий день после отгрузки. Свяжитесь с Fondriest, чтобы узнать о вариантах доставки в более ранний срок. |
| Ваш аккаунт: | Fondriest предлагает бесплатную доставку на ваш счет наиболее популярным перевозчикам. |
Помните, что эти оценки относятся только к времени в пути и не применяются до тех пор, пока товар не покинет склад Fondriest. Поскольку доставка вашего заказа находится вне контроля Fondriest после того, как ваш заказ покинет склад Fondriest, мы не можем нести ответственность за просрочку доставки, независимо от указанного вами способа доставки.
Подпись требуется для большинства доставок
Большая часть посылок Фондриеста содержит ценное оборудование. Если вы не будете по адресу доставки, чтобы принять доставку вашего продукта, подумайте о том, чтобы отправить товар по адресу, где кто-то, кому вы доверяете, будет доступен, чтобы подписать вашу посылку, или примите вашу посылку, если подпись не требуется для доставки. После того, как ваш заказ подготовлен к отправке или отправлен, мы не сможем изменить адрес доставки. Право собственности и риск потери всех продуктов переходят к вам при доставке.Если вы готовы взять на себя риск доставки вашего заказа без подписи, вы можете уполномочить Fondriest организовать доставку, которая не требует присутствия кого-либо по адресу доставки.
Недоставленных пакетов
Иногда посылки возвращаются в Fondriest как недоставленные. Когда перевозчик возвращает в Fondriest посылку, которую невозможно доставить, свяжитесь с нами, чтобы договориться о пересылке.
Неудачные попытки доставки
Большинство перевозчиков Fondriest делают три попытки доставить посылку.После трех попыток доставки курьер вернет посылку в Fondriest.
Обработка заказов
Предполагаемая дата отгрузки вашего заказа зависит от наличия продукта, времени обработки платежа и времени обработки на складе и не включает время доставки. Мы не начинаем обработку платежей до тех пор, пока Fondriest не получит всю необходимую информацию, а также полную оплату или полную авторизацию в случае кредитной карты или заказов на аренду.
Fondriest начнет обработку заказов, размещенных в выходные или праздничные дни, на следующий рабочий день.Рабочие дни с понедельника по пятницу, кроме государственных праздников.
Ваш заказ на товары, имеющиеся в наличии, которые могут быть отправлены в тот же день, должен быть получен до 14:00 по вашему местному времени в ожидании обработки платежа, чтобы в течение дня оставалось достаточно времени для отправки вашего заказа.
Наличие товара
Fondriest прилагает все усилия, чтобы доставить ваш продукт в соответствии с расчетными сроками доставки. Ориентировочное время выполнения заказа указано в рабочих днях (с понедельника по пятницу, кроме государственных праздников).
Хотя Fondriest прилагает все усилия для доставки вашего заказа в соответствии с указанным сроком поставки, даты доставки могут измениться в связи с изменениями в поставках. Если время выполнения заказа изменится, Fondriest свяжется с вами по электронной почте и предоставит пересмотренную смету доставки.
Fondriest прилагает все усилия для поставки заказанных вами продуктов, но могут быть случаи, когда Fondriest подтверждает заказы, а позже узнает, что не может поставить продукты ни вообще, ни в заказанном количестве. Эти редкие случаи могут включать случаи, когда Fondriest узнает, что продукты больше не производятся или становятся недоступными по иным причинам, когда Fondriest не может получить компоненты для заказанной вами конфигурации или когда в интернет-магазине Fondriest произошла ошибка ценообразования.
В таких обстоятельствах Fondriest проинформирует вас и, если вы заинтересованы, Fondriest может предложить альтернативные продукты, которые могут удовлетворить ваши потребности. Если вы не хотите заказывать альтернативные продукты, Fondriest отменит ваш заказ на товары, которые не могут быть поставлены, и на любые другие товары, которые вы больше не хотите заказывать в результате, и вернет вам стоимость покупки.
Как пользоваться токарным станком из бамбука | Блог Колетт
Привет и спасибо, что прочитали блог Colette!
Этот сайт больше не обновляется, поэтому зайдите на Seamwork, чтобы получить все последние выкройки, учебные пособия, видеокурсы и многое другое.
Перейти к шитьюКогда-нибудь испытывали трудности с получением очков?
Похоже, закругленные углы слишком распространены в домашнем шитье. Это можно изменить с помощью токарного станка. Этот удобный и недорогой инструмент можно найти в местном швейном магазине или в Интернете по цене менее 2 долларов.
Токарный станок изготавливается из пластика и бамбука. Оба они мягкие, поэтому не повредят ткань, но имейте в виду, что пластик может плавиться при контакте с утюгом.
Есть несколько различных форм, но самое главное, инструмент имеет острый конец и плоскую сторону без изгибов. Костяные папки используются в букмекерских конторах и очень похожи по форме на точечные токарные станки, но их не следует использовать в качестве замены, поскольку они не имеют острого острия с плоской стороной.
Следуйте этому руководству, чтобы сделать углы резкими и профессиональными. Как и в случае с любой новой техникой, попробуйте попрактиковаться в ней несколько раз, прежде чем опробовать ее на своей последней одежде.Здесь мы использовали токарный станок из бамбука. Этот конкретный тип может использоваться в качестве прессового инструмента и даже помогает выдавливать изогнутые швы из-за противоположного изогнутого конца.
Необходимых инструментов:
- Токарный станок
- Ножницы
- Уголок ткани
1) Отрежьте припуск на шов до 1/4 дюйма.
Для толстых тканей необходимо начинать сортировку на расстоянии не менее 2 дюймов от угла
2) Обрезайте, в данном случае вы выравниваете шов близко к углу.Ни в коем случае не обрезайте нить!
3) Держите ткань в руке. На этом рисунке показано, где будет ваш большой палец, когда он будет внутри ткани.
Поворачивайте острие как указательный палец
4) Прижмите большим пальцем ткань к углу. Возьмите токарь в руку. Думайте об этом как о новом указательном пальце. Прижмите плоский край токаря к шву так, чтобы он соприкасался с острием ткани. Ткань плотно удерживается между стороной поворотного устройства и пальцем.
5) Крепко держите палец и токарный станок, натягивая ткань на токарный станок.
Тыкать нельзя!
6) Если угол не такой острый, как вам хотелось бы, поместите токарный станок внутрь ткани. Осторожно нажмите на шов, как показано на фото выше (за исключением того, что токарь будет внутри).