|
Инструменты для пайки Категория: Пайка Инструменты для пайки Паяльники применяют для пайки изделий легкоплавкими (мягкими) припоями. По способу нагрева паяльники делятся на две группы: без постоянного нагрева и с непрерывным (электрическим, газом или жидким топливом) нагревом. Рис. 1. Паяльники без постоянного нагрева: Существуют также специальные паяльники: ультразвуковые, абразивные и др. Паяльники без постоянного нагрева подразделяются на паяльники молотковые и торцовые. Наибольшее применение имеют паяльники молоткового типа. Торцовые паяльники используют обычно для пайки в труднодоступных местах. Паяльник без постоянного нагрева представляет собой клинообразный стержень из меди прямоугольного или круглого сечения, прочно прикрепленный к металлической державке с деревянной ручкой. Электрические паяльники (электропаяльники) широко применяют при монтажных работах в приборостроении, радио- и электротехнике. Они являются одним из основных инструментов паяльщиков. Рис. 2. Электрические паяльники Электрические паяльники имеют непрерывный нагрев. Наибольшее распространение из них получили торцовые и молотковые. Электропаяльник состоит из стальной трубки, рукоятки, нагревательного элемента, медного стержня круглого сечения, двух накладных щечек, скрепленных вместе двумя хомутиками. Нагревательный элемент электропаяльника представляет собой нихромовую проволоку, намотанную на часть трубки, изолированную слюдой и асбестом. Согласно ГОСТ 7219—54 электропаяльники применяются мощностью 35, 50, 65, 90, 120 вт. Однако на ряде заводов изготавливаются электропаяльники мощностью менее 35 и более 200 вт. Для пайки мелких деталей и тонких проводников применяют электропаяльники мощностью до 65 вт, для крупных деталей — мощностью 90 вт и более. Рис. 3. Электрические паяльники со сменным керамическим нагревательным элементом: В производственных условиях питание электропаяльников осуществляется от сети напряжением 36 в. По правилам техники безопасности, во избежание несчастного случая, категорически запрещается пользоваться на производстве электропаяльниками, питающимися от сети напряжением выше 36 в. Рис. 4. Электрический паяльник с внутренним нагревателем Кроме описанной конструкции электропаяльников, широко применяют также электропаяльник со сменным керамическим нагревательным элементом (конструкции автора данной книги). Он состоит из стального штампованного кожуха рукоятки, колпачка, медного стержня и керамического нагревательного элемента. Нагревательный элемент представляет собой керамическую втулку с четырьмя отверстиями для размещения нихромовой спирали. В центре керамической втулки имеется отверстие, в которое вставляется медный стержень. Концы спирали изолированы асбестовой прокладкой и соединены со шнуром с помощью винтовых зажимов, расположенных в керамической колодочке нагревательного элемента. Промежуточный медный провод помещен в электроизоляционной трубке на стекловолокне. Нагревательный элемент перед установкой в металлический кожух обматывают слоем листового асбеста. Электропаяльник работает от сети напряжением 36 в, мощность его 60 и 80 вт. Электропаяльник с внутренним нагревателем разработан и внедрен новаторами одного из ленинградских заводов И. Н. Помазановым и П. Л. Тихомировым. Применение таких паяльников позволяет уменьшить расход электроэнергии в 2—4 раза. Срок службы нагревателей и медного стержня значительно больше, а габариты и вес меньше, чем у паяльников других конструкций. Электропаяльники с внутренним нагревателем могут быть изготовлены на напряжение, 94 36, 127 и 220 и мощностью 4, 20, 30 и 100 вт. На рис. 27 показана конструкция этого электропаяльника. Он состоит из медного стержня, нагревателя, кольца, стальных спиц, крепящего кольца, рукоятки. Нагреватель расположен в отверстии медного стержня и представляет собой фарфоровую трубку длиной 40 мм, наружным диаметром 3,4 мм, внутренним диаметром 1,2 мм. На эту трубку наматывается нихромовая проволока, плотно виток к витку. Электропаяльники новаторов И. Н. Помазанова и П. Л. Тихомирова успешно применяют для радиомонтажных работ, при пайке микропроводов, миниатюрных деталей, но их можно использовать и для пайки крупных изделий. Малогабаритный комбинированный электропаяльник конструкции новатора ленинградского завода «Вибратор» А. И. Баранова имеет большое преимущество перед другими паяльниками. В нем отсутствует нихромовая обмотка с асбестовой, фарфоровой и другими видами изоляции. Нихромовая обмотка заменена нагревательным нихромовым элементом в виде петли, что делает работу паяльника надежной. Благодаря большому сечению нихромового элемента он практически не выходит из строя. Потребляемая мощность паяльника в 4—5 раз, а продолжительность нагрева в 15 раз меньше, чем у обычных электрических паяльников. Электропаяльник состоит из медного наконечника, который крепится при помощи латунной втулки к нихромовой проволоке, изогнутой в виде петли. Концы нихромовой проволоки вставлены в отверстия токопроводящих алюминиевых пластин и закреплены винтами. Между токопроводящими пластинами, закрепленными в деревянную рукоятку винтами, уложена гетинаксовая или текстолитовая прокладка. К токопроводящим пластинам винтами присоединены провода, которые через понижающий трансформатор подключаются к сети. Потребляемая мощность электропаяльника 10 вт. Время нагрева его составляет 15—20 сек. Рис. 5. Электрический малогабаритный паяльник с петлеобразным нагревательным элементом Паяльники с непрерывным нагревом газом или жидким топливом. Для паяльных работ часто используют паяльники с непрерывным бензиновым или газовым нагревом. Рис. 6. Бензиновыи паяльник Бензиновый паяльник представляет собой бензиновую горелку, к которой прикреплен на стержне с помощью хомута обычный паяльник из меди. Бензиновый паяльник имеет резервуар и горелку. Воздух, проходя через кран в резервуар, создает в нем повышенное давление. Бензин подается через кран, распыляется струей сжатого воздуха и через форсунку выходит из горелки, где поджигается и образует пламя, необходимое для нагрева рабочей части паяльника. Расход бензина при работе бензиновым паяльником составляет 0,16— 0,2 л/ч. Газовый паяльник по конструкции похож на бензиновый. В газовом паяльнике вместо бензиновой горелки применена ацетилено-кислородная, к которой прикреплен паяльник. В горелку поступает ацетилено-кислородная смесь, которую на выходе зажигают, и образовавшимся при этом пламенем нагревают рабочую часть паяльника, температуру которой оегулируют расходом газа. Ультразвуковой паяльник с нагревателем отличается от электрического паяльника наличием магнитострикционного излучателя ультразвуковых колебаний, прикрепленного к головке паяльника. Рис. 7. Газовый паяльник Рис. 8. Устройства ультразвуковых паяльников: Применяют также ультразвуковые паяльники без нагревателя. Рабочая часть паяльника получает тепло от внешних источников — газовой горелки, электронагревателя и т. д. Вибратором паяльника является круглый никелевый стержень, расположенный на кронштейне внутри корпуса. Абразивный паяльник состоит из медной втулки с отверстием для абразивного карандаша. На медную втулку намотана нихромовая проволока, образующая с асбестовым изолятором нагреватель паяльника. Нагреватель вставлен в металлический кожух, к которому прикреплена металлическая трубка с деревянной рукояткой. Рис. 9. Абразивный паяльник (разрез) Абразивный карандаш по весу состоит из 90% припоя и 10% асбеста. Для изготовления такого карандаша стружку припоя и асбеста спрессовывают в холодном состоянии в пресс-форме под давлением 100—150 ат. Паяльные лампы применяют для нагревания подвергаемых пайке деталей и расплавления припоя. В качестве горючего используют керосин и бензин. Лампы изготавливаются с резервуарами емкостью 0,5; 1; 1,5; 2; 3 и 4 л. Для разжигания лампы служит чашечка, куда заливают горючее. Резервуар заполняют топливом через горловину, в которой имеется возвратный клапан для регулирования дав ления воздуха. Горючая жидкость под давлением воздуха поднимается по трубке и через запорный кран поступает в змеевик горелки, в котором нагревается пламенем сгорающего в чашечке горючего и превращается в пар. Рис. 10. Паяльная лампа (разрез) Паяльные лампы, ширЬко применявшиеся ранее для паяльных работ, вытесняются газопламенными горелками. Газопламенные горелки применяют для пайки твердыми припоями. В качестве горючего используют в них газообразное топливо. Для производства паяльных работ наиболее широкое применение получили следующие смеси: природный газ с воздухом, природный газ с кислородом, водород с кислородом, ацетилен с кислородом. Тип горелок и состав газовых смесей для паяльных работ выбирают в зависимости от температуры плавления припоя, характеристики паяемого материала, размеров изделия и т. д. Газо-воздушная горелка, работающая на смеси природного газа с воздухом, состоит из двух трубок, скрепленных между собой хомутом и патрубками смесительной камеры. Смесительная камера заканчивается мундштуком. Каждая из трубок имеет пробковые краны для регулирования пламени количеством подаваемого газа и воздуха. Рис. 11. Горелка, работающая на смеси природного газа с воздухом Рис. 12. Инжекторная горелка «Москва» (разрез) Ацетилено-кислородная горелка инжекторного типа, получившая наиболее широкое распространение, используется не только для сварки черных и цветных металлов, но и для пайки. Отечественной промышленностью выпускались горелки типа ГС-53, ГСМ-53, ГС-57. Теперь они заменены горелками «Москва» и «Малютка». Конструкция горелки «Москва» изображена на рис. 12. В горелку по каналу через сопло поступает кислород под давлением 4 ат. При выходе кислорода из сопла с большой скоростью создается разрежение в канале, через который засасывается ацетилен в инжектор смесительной камеры, где оба газа, смешиваясь, образуют горючую смесь. Последняя, пройдя по трубке наконечника горелки, создает на выходе из мундштука пламя, необходимое для паяльных работ. Рис. 13. Керосино кислородная горелка ГКУ-55 Керосино – кислород, ная горелка, работающая на жидком горючем в смеси с кисло-родом, предназначена для нагрева при пайке изделий твердыми припоями. Широко применяют для пайки два типа керосино-кислородных горелок ГКУ-55 и ГКР-57. На рис. 36 изображена сварочная универсальная горелка ГКУ-55-Кислород из баллона поступает в горелку по шлангу к ниппелю, затем по трубкам и (последняя расположена внутри испарителя) через инжектор в смесительную камеру. Керосин по шлангу поступает из бачка к ниппелю, затем по трубке проходит по асбестовой оплетке, намотанной на испаритель, где испаряется под действием пламени подогревающего сопла. Пары керосина смешиваются с кислородом, который поступает с большой скоростью из инжектора в смесительную камеру. Образующаяся горючая смесь проходит через мундштук и выходит в атмосферу. Часть смеси направляется в сопло для подогрева испарителя. Количество поступающего горючего регулируют маховичком, при вращении которого трубка для кислорода перемещается вдоль оси, изменяя при этом величину зазора между торцом инжектора и краем смесительной камеры. В комплект горелку ГКУ-55 входит шесть мундштуков (четыре однодырчатых и два сетчатых). Керосин подается в горелку воздушным насосом из бачка емкостью 5 л. Максимальная температура пламени керосино-кислородной горелки 2300 °С. Применение сетчатых, мундштуков обеспечивает равномерный и интенсивный нагрев деталей при пайке. Бензино-воздушная горелка применяется при пайке изделий из металлов и сплавов, которые имеют низкую температуру плавления (свинец, алюминий, магний и т. д.), а также при пайке легкоплавкими припоями. На рис. 13 приведена конструкция бензино-воздушной горелки ВНИИАвтогена. Она может работать и как газовый паяльник. Горелка комплектуется Двумя мундштуками, а для использования как паяльника снабжается четырьмя паяльными призмами. Воздух от компрессора по штуцеру поступает в смесительную камеру, где смешивается с бензино-воздушной смесью, поступающей туда из бензинового бачка. Разбавленная таким образом смесь поступает в корпус и разветвляется на два потока. Рис. 14. Вспомогательные инструменты для пайки: При эксплуатации бензино-воздушной горелки необходимо соблюдать правило: при зажигании горелки нужно открыть на 1/2 оборота вентиль бензино-воздушной смеси, после чего поджечь смесь и воздушным вентилем отрегулировать пламя. Вспомогательные инструменты. При паяльных работах, кроме инструмента, служащего для нагрева, применяют шаберы, напильники, зажимной инструмент, металлические щетки, волосяные кисти. Шаберы применяются для удаления с поверхности спаиваемых изделий припоя, окислов и т. п. Напильники служат для зачистки спаиваемых мест до и после пайки. Зажимной инструмент применяют для закрепления спаиваемых изделий. Щетки металлические служат для очистки изделий от грязи и ржавчины, а также для удаления излишков припоя после пайки. Круглые металлические щетки приводятся во вращение зачистными пневматическими или электрическими машинами. Кисти волосяные применяют для смазывания флюсом поверхностей спаиваемых деталей. Реклама:Читать далее:Приспособления, применяемые при пайке
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |

 Паяльник соединяется с источником питания шнуром марки ШПРО 2X0,5 мм, длиной 1,5 м, снабженным штепсельной вилкой. Мощность паяльника зависит от количества витков и диаметра нихромовой проволоки нагревательного элемента. Она выбирается в зависимости or температуры плавления припоя и размеров паяемых деталей изделия.
Паяльник соединяется с источником питания шнуром марки ШПРО 2X0,5 мм, длиной 1,5 м, снабженным штепсельной вилкой. Мощность паяльника зависит от количества витков и диаметра нихромовой проволоки нагревательного элемента. Она выбирается в зависимости or температуры плавления припоя и размеров паяемых деталей изделия.
 По сравнению с другими паяльниками он прост в изготовлении, долговечен, удобен при ремонте, экономичен в работе и имеет малый вес.
По сравнению с другими паяльниками он прост в изготовлении, долговечен, удобен при ремонте, экономичен в работе и имеет малый вес.


 Излучатель паяльника набран из никелевых пластин, на нем имеется обмотка. Питает обмотку генератор ультразвуковой частоты. Рабочая часть паяльника получает тепло от нагревательного элемента мощностью около 100 вт через обмотку, питаемую переменным током напряжением 10 в, и ультразвуковые колебания частотой 20—30 кгц, возникающие в магнитострикторе при включенном генераторе. При этом в результате ультразвуковых колебаний в расплавленном припое возникают кавитационные пузырьки, располагающиеся между припоем и твердым металлом. Происходит разрушение окисной пленки, а очищенный металл смачивается расплавленным припоем, прочно соединяясь с ним.
Излучатель паяльника набран из никелевых пластин, на нем имеется обмотка. Питает обмотку генератор ультразвуковой частоты. Рабочая часть паяльника получает тепло от нагревательного элемента мощностью около 100 вт через обмотку, питаемую переменным током напряжением 10 в, и ультразвуковые колебания частотой 20—30 кгц, возникающие в магнитострикторе при включенном генераторе. При этом в результате ультразвуковых колебаний в расплавленном припое возникают кавитационные пузырьки, располагающиеся между припоем и твердым металлом. Происходит разрушение окисной пленки, а очищенный металл смачивается расплавленным припоем, прочно соединяясь с ним. На корпусе имеется обмотка возбуждения, включенная в генератор и создающая ультразвуковые колебания. Корпус вибратора имеет ребра охлаждения. Вибратор размещается в корпусе и имеет рукоятку. Частота колебаний стержня 20— 30 кгц.
На корпусе имеется обмотка возбуждения, включенная в генератор и создающая ультразвуковые колебания. Корпус вибратора имеет ребра охлаждения. Вибратор размещается в корпусе и имеет рукоятку. Частота колебаний стержня 20— 30 кгц. Конструкция паяльной лампы показана на рис. 10. В резервуаре, изготовленном из латуни или луженой жести, расположен насос, имеющий рукоятку для накачивания воздуха в резервуар. Вертикальный отросток тройника ввинчен в гайку корпуса резервуара, а горизонтальный левый с помощью ниппеля соединен с трубкой змеевика. В правый горизонтальный отросток ввернута на резьбе игла запорного крана, которой регулируют расход горючего и осуществляют подачу его в горелку лампы. Горелка служит для сжигания горючего и состоит из змеевика и форсунки для распыления топлива. Стальной кожух, охватывающий горелку, имеет прорези для подачи воздуха.
Конструкция паяльной лампы показана на рис. 10. В резервуаре, изготовленном из латуни или луженой жести, расположен насос, имеющий рукоятку для накачивания воздуха в резервуар. Вертикальный отросток тройника ввинчен в гайку корпуса резервуара, а горизонтальный левый с помощью ниппеля соединен с трубкой змеевика. В правый горизонтальный отросток ввернута на резьбе игла запорного крана, которой регулируют расход горючего и осуществляют подачу его в горелку лампы. Горелка служит для сжигания горючего и состоит из змеевика и форсунки для распыления топлива. Стальной кожух, охватывающий горелку, имеет прорези для подачи воздуха. Выходящие из форсунки пары поджигают, образуется пламя, которое превращается в плотный факел с помощью диафрагмы.
Выходящие из форсунки пары поджигают, образуется пламя, которое превращается в плотный факел с помощью диафрагмы. По одной из трубок подается газ, по другой сжатый воздух. Трубки с помощью резиновых шлангов соединяются с газо-и воздухопроводами.
По одной из трубок подается газ, по другой сжатый воздух. Трубки с помощью резиновых шлангов соединяются с газо-и воздухопроводами.
 Вентилем 6 прекращают подачу керосина в испаритель при перерыве в работе.
Вентилем 6 прекращают подачу керосина в испаритель при перерыве в работе. Часть смеси через вентиль, трубку и сетку мундштука выходит в атмосферу и сгорает, образуя факел пламени. Другая часть смеси по трубке поступает в центральное отверстие мундштука, выходит в атмосферу и, сгорая, создает ядро пламени.
Часть смеси через вентиль, трубку и сетку мундштука выходит в атмосферу и сгорает, образуя факел пламени. Другая часть смеси по трубке поступает в центральное отверстие мундштука, выходит в атмосферу и, сгорая, создает ядро пламени.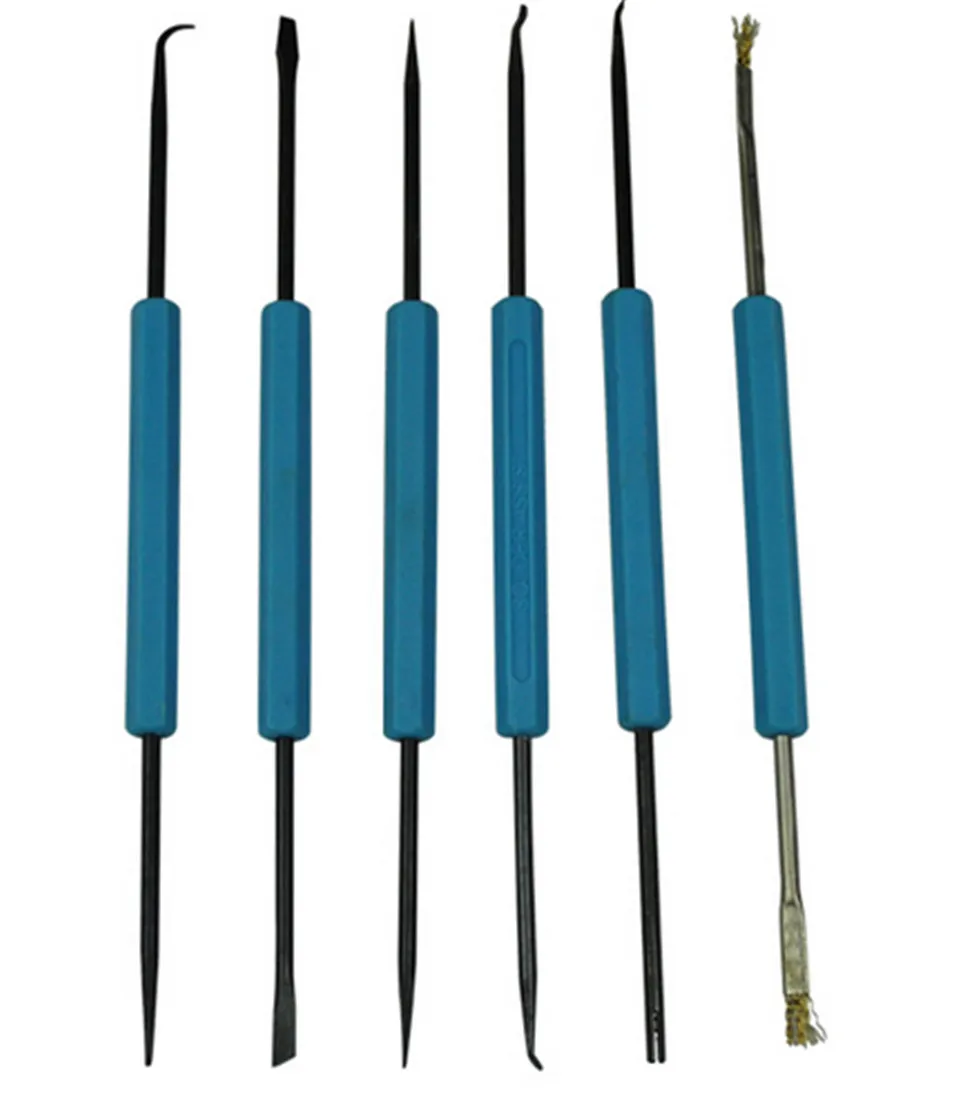 К нему относятся плоскогубцы обыкновенные и комбинированные, пассатижи, струбцины, паяльные клещи и т. п.
К нему относятся плоскогубцы обыкновенные и комбинированные, пассатижи, струбцины, паяльные клещи и т. п.цена за штуку, характеристики, фото
Покажем товар по видеосвязи, камеру включать не нужно
Предназначен для монтажных и ремонтных работ с радиоэлементами на платах, в корпусах аппаратуры, в часовых механизмах и т. п. Используется в электронике, моделировании и ювелирном деле. Ручки из качественной пластмассы не растворяются в отмывочных жидкостях.
п. Используется в электронике, моделировании и ювелирном деле. Ручки из качественной пластмассы не растворяются в отмывочных жидкостях.
Комплектация набора
- Прижим — служит для удержания или прижимания различных элементов (резисторов, конденсаторов, микросхем и т.п.).
- Вилка — служит для удаления радиоэлементов с платы, вывод выдергивается при нагреве его паяльником. Другим концом можно закручивать кольца, захватывать пазом конец вывода.
- Крючок — предназначен для укладки тонких проводников и правильного расположения их на плате при монтаже.
- Шабер — нож предназначен для зачистки поверхностей от окислов и остатков припоя и флюса, а также для подрезки и зачистки проводов, дорожек на плате, удаления защитного покрытия.
- Шило — с одного конца цилиндрическое, с другого — 4-гранное, служит для прочистки и расширения отверстий в платах.
- Кисточка — для удаления остатков припоя, флюса, очистки поверхностей от окислов (бронзовая и из нержавеющей стали).


Детали
Гарантия
12 мес.
Характеристики
Артикул
12-6031
Тип товара
Инструмент монтажный
Бренд
Rexant
Длина, м
0,137
Габариты, мм
137х53х199
Страна-производитель
Китай
Вес, кг
0,1
Станьте первым, кто оставил отзыв об этом товаре
Вопросы и ответыСтаньте первым, кто задал вопрос об этом товаре
- Паяльники и аксессуары
- Защита лица, глаз, головы
- Плоскогубцы, бокорезы, клещи
- Защита рук
- Демисезонная спецодежда
- Чистящие и дезинфицирующие средства
688909
Доставим
Сегодня
Привезем в строительные центры
Смотреть на картеПодставка под паяльник Rexant (12-0306) с губкой
Цена за шт
В корзину
688917
Доставим
Сегодня
Очиститель Rexant Dust off (85-0001) 400 мл аэрозоль
Цена за шт
В корзину
688919
Смотреть на картеДержатель Rexant Третья рука (12-0250) с LED подсветкой и лупой х2. 5
5
Цена за шт
1 044 ₽
1 075 ₽
В корзину
688908
Доставим
Сегодня
Привезем в строительные центры
Смотреть на картеКанифоль сосновая для пайки Rexant (09-3710) марка А 20 г
Цена за шт
В корзину
727422
Доставим
Сегодня
167 шт
Припой Rexant ПОС-61 (09-3101) d1 Sn61 Pb39 Flux 2.2% с канифолью 10 г
Цена за шт
В корзину
727423
Доставим
Сегодня
121 шт
Припой Rexant (09-3103) d1, Sn60 Pb40 Flux 2.2% с канифолью 20 г
Цена за шт
В корзину
688906
Доставим
Сегодня
128 шт
Привезем в строительные центры
Смотреть на картеПрипой Rexant (09-3203) d1 мм Sn60 Pb40 Flux 2. 2 % с канифолью 100 г
2 % с канифолью 100 г
Цена за шт
В корзину
Инструмент монтажный для пайки Rexant (12-6031) в наборе 6 предметов в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить инструмент монтажный для пайки Rexant (12-6031) в наборе 6 предметов в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар инструмент монтажный для пайки Rexant (12-6031) в наборе 6 предметов действительны в Санкт-Петербурге.
Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и обработку персональных данных в целях функционирования сайта, проведения ретаргетинга, статистических исследований, улучшения сервиса и предоставления релевантной рекламной информации на основе ваших предпочтений и интересов.
Инструменты и материалы для пайки | BLICK Art Materials
КатегорииСортировка: РекомендуемоеНазвание: A-ZНазвание: Z-A
19 продуктов
Отображает товары в виде сетки
Отображает товары в подробном виде
Категория: 90 013
Изготовление бисера и ювелирных изделий
- Бусины для ювелирных изделий
- Фурнитура для ювелирных изделий
- Шнур и нить для ювелирных изделий
- Изготовление ювелирных изделий из металла
- Проволока для ювелирных изделий и скульптур
- Ювелирные изделия из смолы
Инструменты и материалы для пайки
- Инструменты для ювелирных изделий и проволоки
- Изготовление ювелирных изделий из кожи
- Книги по изготовлению текстиля и ювелирных изделий
- Термоусадочная пленка
- Витрины для ювелирных изделий
- Клей и клеи для ювелирных изделий
Результаты фильтрации:
По типу:
Избранное среди клиентов Инструменты и материалы для пайки (6)Инструменты для пайки (11)Материалы для пайки (2)
По брендам:
Поиск брендов
ArtResin (3)Walnut Hollow (2)Linzer (1)Studio Pro (2)Master (1)Wall Lenk (5)Bella Tavola (2)Другие способы покупки:
Доступен купон (4)
Инструмент Creative Versa с полым орехом
Артикул №: 60469
4. 4 из 5 звезд(16)
31,37 $
Инструмент Versa-Tool универсальный горячий инструмент, который идеально подходит для художников, мастеров и любителей. Он включает в себя 11 сменных наконечников, припой, подставку и …
31,37 $
Инструмент Creative Versa с отверстиями под орех
Артикул №: 60469
 4 из 5 звезд
4 из 5 звезд 4 из 5 звезд
4 из 5 звезд(16)
31,37 $
Versa-Tool — это универсальный горячий инструмент, который идеально подходит для художников, ремесленников и любителей. Он включает в себя 11 сменных наконечников, припой, подставку и …
31,37 $
Bella Tavola Mini Torch Combo Packs
Артикул №: 34349
5 из 5 звездочки(2)
29,00 $
Bella Tavola Mini Torch Combo Packs включает 5-дюймовый бытовой фонарь и 1,5-унциевая банка профессионального бутана С системой мгновенного. ..
..
29,00 $
Bella Tavola Mini Torch Combo Packs
Артикул №: 34349 90 003
5 из 5 звезд(2)
9017 8 29,00 $Bella Tavola Mini Torch Combo Packs включает в себя 5-дюймовый бытовой фонарь и 1,5-унциевую банку профессионального
Выберите опции29,00 $
ArtResin Artist’s Studio Torch
Артикул №: 03477
(6)
39,00 $
ArtResin Artist’s Studio Torch легко приспосабливается к различным задачам, включая удаление пузырьков с поверхности эпоксидной смолы. ..
..
39,00 $
ArtResin Artist’s Studio Torch
Артикул: 03477
5 из 5 звезд(6)
39,00 $
Фонарик ArtResin Artist’s Studio, работающий на бутане, легко настраивается для выполнения различных работ, в том числе для удаления пузырей из эпоксидной смолы. ..
..
39,00 $
Паяльник Studio Line Hobby 100
Артикул №: 61707
5 из 5 звезд 900 03(4)
22,49 $
Экономичный выбор для производства, использования в студии и классе. Этот легкий паяльник мощностью 100 Вт нагревается до 1000° F. 1/4-дюймовое железное долото…
Этот легкий паяльник мощностью 100 Вт нагревается до 1000° F. 1/4-дюймовое железное долото…
22,49 $
Паяльник Studio Line Hobby 100
Артикул №: 61707
5 из 5 звезд(4)
22,49 $
Экономичный выбор для производства, студии и использования в классе. Этот легкий паяльник мощностью 100 Вт нагревается до 1000° F. 1/4-дюймовое железное долото…
Этот легкий паяльник мощностью 100 Вт нагревается до 1000° F. 1/4-дюймовое железное долото…
22,49 $
Медная фольга Studio Pro
Артикул №: 60514
4,7 из 5 звезд(7)
9,40–12,99 $
Эта самоклеящаяся медная фольга сразу и надежно прикрепляется к края и углы стекла, независимо от его формы. Исключительная стойкость …
Исключительная стойкость …
9,40–12,99 $
Медная фольга Studio Pro
Артикул №: 60514
4,7 из 5 звезд(7) 90 003
9,40–12,99 $
Эта самоклеящаяся медная фольга сразу и прочно прикрепляется к краям и углам стекла. , независимо от его формы. Исключительная стойкость …
, независимо от его формы. Исключительная стойкость …
9,40–12,99 $
Креативный набор инструментов «5 в 1»
Артикул №: 60603
4 из 5 звезд(5)
36,21 $
9000 4 Этот универсальный инструмент включает в себя все наконечники и точки, необходимые для выжигания по дереву, пайки, обработки кожи, трафаретной печати и пенополистирола. резка. Требуется…
резка. Требуется…36,21 $
Creative 5-In-1 Tool Kit
Артикул №: 60603
4 из 5 звезд(5)
36,21 $
Этот универсальный инструмент содержит все насадки и наконечники, необходимые для выжигания по дереву, пайки, обработки кожи, трафаретной печати и резки пенопласта. Требуется…
Требуется…
36,21 $
Бутановые горелки Wall Lenk Pro-Torch
Артикул №: 60681
29,56 $ – 52,10 $
Wall Lenk auto- Зажгите беспроводные бутановые горелки с регулируемым пламенем высокой мощности. Они имеют прочный, но легкий полимерный корпус и эргономичную форму…
Они имеют прочный, но легкий полимерный корпус и эргономичную форму…
29,56–52,10 $
Паяльная паста Rubyfluid Flux
Артикул №: 62960
5,49 $
9000 4 Флюс способствует плавному течению припоя, образуя привлекательный валик. Этот пастообразный флюс с хлоридом цинка прост в использовании и лучше всего подходит для работы с медью для…
Этот пастообразный флюс с хлоридом цинка прост в использовании и лучше всего подходит для работы с медью для…Кислотные щетки
Артикул №: 06963
(1)
2,59 $
Эти щетки из конского волоса с полыми жестяными ручками идеально подходят для одноразового нанесения клея, пасты, припоя или кислоты.
Припой Wall Lenk 100 Вт
Артикул №: 60684
(2)
107,53 $
Для тяжелых условий эксплуатации Паяльник профессионального уровня потребляет 100 Вт при максимальной температуре жала 1035°F (557°C). Он имеет долотообразный наконечник шириной 3/8 дюйма и…
Он имеет долотообразный наконечник шириной 3/8 дюйма и…
107,53 $
Бутановые горелки Master Microtorch
Артикул №: 35102
(4)
29,40 $
Professional- качественные бутановые горелки. Обе модели оснащены встроенным перезаправляемым баком и включают в себя автоматический выключатель, отвечающий требованиям…
Обе модели оснащены встроенным перезаправляемым баком и включают в себя автоматический выключатель, отвечающий требованиям…
29,40 $
Насадка для пропановой горелки ArtResin Artist
Артикул №: 03477
49,00 $
Удалите пузырьки с поверхности эпоксидной смолы с помощью насадки для пропановой горелки ArtResin Artist. Просто прикрепите головку горелки к переносному баллону с пропаном, чтобы …
Просто прикрепите головку горелки к переносному баллону с пропаном, чтобы …
49,00 $
Бутановое топливо Wall Lenk Professional
Артикул №: 60681
7,07 $
Это устройство с двойной очисткой и тройной фильтрацией. бутановое топливо имеет универсальное засорение заправочного наконечника, который можно использовать с большинством многоразовых бутановых горелок и…
бутановое топливо имеет универсальное засорение заправочного наконечника, который можно использовать с большинством многоразовых бутановых горелок и…
Паяльники и утюги Инструменты и расходные материалы
Результаты 1–25 из 101
…Загружается
Ориентировочная дата отгрузки в США: 13 июня 2023 г. Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 13 июня 2023 г. Расчетная дата международной отправки: 14 июня 2023 г.
Расчетная дата международной отправки: 14 июня 2023 г.
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 13 июня 2023 г. Расчетная дата международной отправки: 14 июня 2023 г. если заказать сегодня
Расчетная дата международной отправки: 14 июня 2023 г. если заказать сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: 12 июня 2023 г.
Расчетная дата международной отправки: 12 июня 2023 г.
…Загружается
Ориентировочная дата отгрузки в США: 14 июня 2023 г. Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 8 июня 2023 г. Расчетная дата международной отправки: 9 июня 2023 г. если заказать сегодня
…Загружается
Ориентировочная дата отгрузки в США: Вторник, 06. 06.2023 Расчетная дата международной отправки: Сегодня
06.2023 Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: 12 июня 2023 г. если заказать сегодня
Расчетная дата международной отправки: 12 июня 2023 г. если заказать сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г. Расчетная дата международной отправки: Сегодня
…Загружается
Ориентировочная дата отгрузки в США: 12 июня 2023 г.