1.6.3. Выбор мерительного инструмента
В процессе изготовления и перед сборкой осуществляется измерение и контроль деталей с целью определения их соответствия указанным на чертеже требованиям.
При выборе типа и конструкции измерительного инструмента учитывались следующие основные факторы:
Точность требуемого измерения, которая влияет на выбор точности измерительного инструмента.
Характер производства:
В единичном и серийном производстве для контроля различных по форме и размерам деталей применяются универсальные (шкальные) инструменты, у которых измеряемый размер непосредственно отсчитывается или устанавливается на шкале инструмента.
В серийном производстве контроль деталей производят универсальными (шкальными) инструментами, а так же специальными (бесшкальными), которые не дают числового значения измеряемой величины и предназначены только для контроля отклонений размеров формы и взаимного расположения поверхностей и частей детали (калибры, предельные шаблоны)
В крупносерийном и особенно массовом производстве используются специальные (бесшкальные) инструменты, а так же высокопроизводительные специализированные измерительные средства, обеспечивающие контроль отдельных параметров детали или измерение определенного типа деталей (приборы активного контроля)
Конструктивные особенности контролируемой детали:
конструктивные формы,
число контролируемых параметров,
габаритные размеры и масса детали влияют на выбор средств измерения.

контролируемый размер должен соответствовать пределам измерения на приборе;
тяжелые детали больших размеров контролируют переносными измерительными средствами;

Качество измеряемой поверхности влияет на выбор типа и конструкцию измерительного инструмента
Таблица 2.7 Выбор измерительного инструмента
№ и наименование операции | Измерительный инструмент | ||||
Контролируемый размер (с допуском) | Наименование | Диапазон измерения | Точность измерения | Обозначение ГОСТ | |
1 | 2 | 3 | 4 | 5 | 6 |
010 Контрольная | Штангенциркуль | 0-250 | 0,1 | штангенциркуль ШЦ-2-250-0,1 ГОСТ 166-80. | |
Образцы шероховатости | – | 0,05 | ГОСТ 9378 | ||
015 Токарная | Ø32Н11 | Штангенциркуль | 0-250 | 0,1 | штангенциркуль ШЦ-2-250-0,1 ГОСТ 166-80. |
Ø80h24 | |||||
020 Токарная с ЧПУ | Ø124h24 | Штангенциркуль | 0-150 | 0,05 | ШЦ-II-150-0,05 ГОСТ166-89 |
Ø64H9 | |||||
___ | 0,05 | ГОСТ 9378-93 | |||
030 Фрезерно-сверлильная ЧПУ | Ø12 | Штангенциркуль | 0-150 | ШЦ-II-150-0,05 ГОСТ166-89 | |
М12-7Н | Резьбовой калибр-пробка сборочный | М12-7H | – | ГОСТ 14810-69 | |
75±0,1 | Штангенциркуль | 0-150 | 0,05 | ШЦ-II-150-0,05 ГОСТ166-89 | |

измерительный инструмент и приборы в Беларуси.
 Mahr
MahrООО “Первая Инструментальная Компания” на протяжении 13 лет поставляет измерительный инструмент и измерительные приборы в Республику Беларусь. Мы являемся одним из основных поставщиков средств измерений в Республике Беларусь. Наши средства измерений успешно работают в области автомобилестроения, тракторостроения, тяжелого машиностроения, станкостроения, металлообработки, нефтеперерабатывающей и других отраслях белорусской промышленности.
Имея огромный опыт поставок измерительных приборов и измерительного инструмента, наша компания является официальным представителем основных российских и европейских производителей измерительного инструмента в Беларуси , в том числе: MAHR (Германия), HELIOS-PREISSER (Германия), ЗАО ТД «Челябинский инструментальный завод» (ЧИЗ), ОАО “Ставропольский инструментальный завод” ( СТИЗ). Также мы предлагаем инструмент ЗАО “Кировский завод Красный Инструментальщик” (ЗАО “КРИН”), ОАО «Калибр», Mitutoyo, Tesa, Kroeplin, Kaffer, Voge», Renishaw и др.
Приспособление для настройки нутромера
подробнее
Штангенциркули ABSOLUTE IP67
- производитель: Mitutoyo
Данные прочные штангенциркули предназначены для надежных измерений и решения широкого круга измерительных задач. Штангенциркули ABSOLUTE Digimatic IP67 обладают следующими преимуществами: – Превосходная водо- и пылезащищенность (степень защиты IP67) …
подробнее
Нутромеры индикаторные для глухих отверстий (серия 511)
- производитель: MAHR
Эти нутромеры для глухих отверстий имеют следующие особенности: – Возможность измерять внутренние диаметры вблизи нижней части глухих отверстий. – Измерительные наконечники изготавливаются из твердого сплава, что повышает долговечность и …
подробнее
Нутромеры индикаторные короткого типа (серия 511)
- производитель: Mitutoyo
Эти компактные и легкие нутромеры имеют короткую ручку. Особенности: – Большой ход пятки обеспечивает высокую точность измерений. – Измерительные наконечники изготавливаются из твердого сплава, что увеличивает долговеч‐ ность и износостойкость. – …
– Измерительные наконечники изготавливаются из твердого сплава, что увеличивает долговеч‐ ность и износостойкость. – …
подробнее
Нутромеры индикаторные с микрометрическими головками (серия 511)
- производитель: Mitutoyo
Эти нутромеры оснащаются микрометрическими головками, что позволяет производить измере‐ ния без сменных пяток. Особенности: – Большой ход микрометрических головок. – Измерительные наконечник — из твердого сплава, что гарантирует длительный срок …
подробнее
Комплект индикаторных нутромеров серия 511
- производитель: Mitutoyo
Погрешность: 2 МКМ Повторяемость: 0.5 …
подробнее
Индикаторные нутромеры серия 511
- производитель: Mitutoyo
Серия 511 Эти индикаторные нутромеры имеют возможность самоцентрирования благодаря центрирующему мостику. Основные особенности: – Простые в использовании нутромеры решают основные задачи по измерению внутренних диаметров (6-400 мм). – Большой ход …
– Большой ход …
подробнее
Индикаторные нутромеры для малых отверстий
- производитель: Mitutoyo
Серия 511 Эти индикаторные нутромеры имеют возможность самоцентрирования благодаря центрирующему мостику. Основные особенности: – Простые в использовании нутромеры решают основные задачи по измерению внутренних диаметров (6-400 мм). – Большой ход …
подробнее
Измерительная скоба с отсчетным устройством
- производитель: Mitutoyo
Скобы позволяют производить быстрые и точные измерения. Преимущества: – Идеальны для быстрых измерений деталей, особенно цилиндрических, в условиях серийного и массового производства. – Встроенный индикатор часового типа с указателями поля допусков …
подробнее
Штангенциркуль INSIZE ШЦ 0-150 (0-200: 0-300)
- производитель: INSIZE
Штангенциркуль ШЦ 0-150 Характеристики: Цена деления шкалы: 0.01 мм Батарейка CR2032 Создан для использования левой рукой Модель Диапазон Погрешность .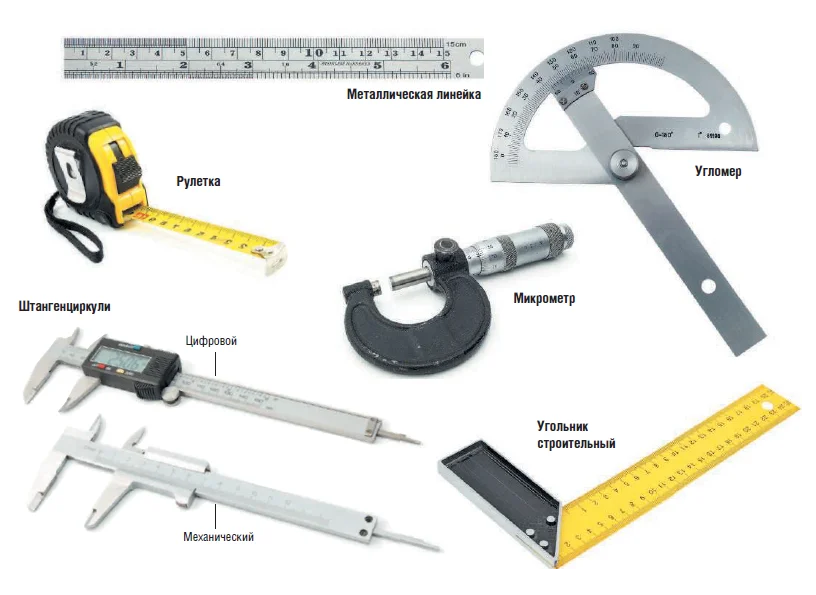 ..
..
подробнее
Штангенциркуль INSIZE ШЦ 0-150 (0-200: 0-300)
- производитель: INSIZE
Штангенциркуль ШЦ 0-150 Характеристики: Класс защиты IP67 Цена деления шкалы: 0.01 мм Батарейка …
подробнее
Штангенциркуль INSIZE ШЦ 0-300
- производитель: INSIZE
Штангенциркуль INSIZE ШЦ 0-300 Характеристики: Цена деления шкалы: 0.01 мм Батарейка CR2032 Сталь DIN862 Модель Диапазон Точность Ролик 1196-300W 0-300мм/0-12 ± 0.03 – 1196-300 0-300мм/0-12 ± 0.03 …
подробнее
Механические измерения: определение, применимое к измерениям
Механические измерения:Механические измерения
Наука об измерениях известна как метрология. Измерение проводится, чтобы узнать, соответствует ли изготовленный компонент требованиям или нет. Измерениями будут в основном длина, масса, время, угол, температура, прямоугольность, округлость, шероховатость, параллельность и т. д. Для измерения любой величины должна быть какая-то единица измерения и выражения.
д. Для измерения любой величины должна быть какая-то единица измерения и выражения.
Измерение определяется как процесс или акт измерения. Он состоит в получении количественного сравнения между заранее определенным стандартом и измеряемой величиной или неизвестной величиной.
Определения и термины, применимые к механическим измерениям:
- Читаемость
- Наименьшее количество
- Диапазон
- Чувствительность
- Повторяемость
- Гистерезис
- Точность
- Точность
- Разрешение
- Порог
- Воспроизводимость
- Калибровка
- Прослеживаемость
- Время отклика
- Смещение
- Погрешность
Этот термин указывает на точность, с которой можно считывать шкалу прибора.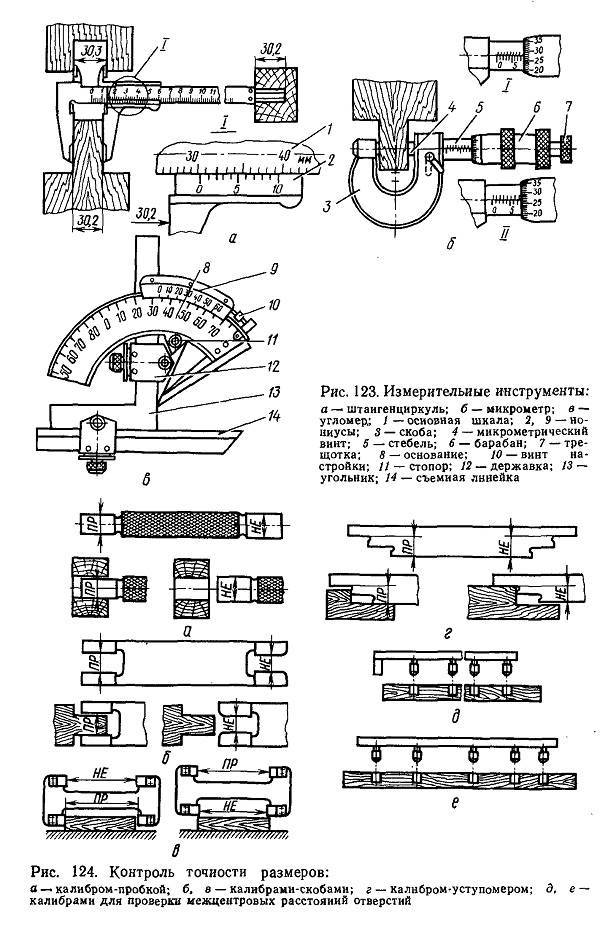 Например, прибор со шкалой 30 см будет иметь более высокую читаемость, чем прибор со шкалой 15 см.
Например, прибор со шкалой 30 см будет иметь более высокую читаемость, чем прибор со шкалой 15 см.
Это наименьшая разница между двумя показаниями, которую можно обнаружить на шкале прибора . или, другими словами, это наименьшее значение, которое можно измерить с помощью этого конкретного устройства.
Наименьшее число штангенциркуля:
Диапазон:Представляет наименьшее и наибольшее значение, которое можно измерить с помощью этого инструмента.
Чувствительность:Определяется как отношение линейного перемещения указателя на приборе к изменению измеряемой величины, вызывающему это движение.
Чувствительность прибора должна быть высокой, а диапазон прибора не должен сильно превышать измеряемое значение. Однако следует оставить некоторый зазор для случайных перегрузок.
Повторяемость: Повторяемость – это способность измерительного прибора . повторение одних и тех же результатов во время акта измерений для одной и той же величины называется повторяемостью.
повторение одних и тех же результатов во время акта измерений для одной и той же величины называется повторяемостью.
Другими словами.
Если прибор используется для измерения одних и тех же или идентичных входных данных много раз в разные промежутки времени, выходные данные не совпадают, а отображаются с разбросом. Этот разброс или отклонение от представлений о статических характеристиках в абсолютных единицах или долях полной шкалы называется ошибкой повторяемости, как показано на рисунке ниже.
Гистерезис:Это разница между показаниями измерительного прибора, когда одно и то же значение измеряемой величины достигается путем увеличения или уменьшения этой величины.
Явление гистерезиса обусловлено наличием сухого трения, а также свойствами упругих элементов. Это приводит к тому, что кривые нагрузки и разгрузки прибора разделяются разницей , называемой ошибкой гистерезиса. Это также приводит к тому, что указатель не возвращается полностью к нулю при снятии нагрузки.
Гистерезис особенно заметен в инструментах с упругими элементами. Явление гистерезиса в материалах обусловлено главным образом наличием внутренних напряжений. Его можно значительно уменьшить путем надлежащей термической обработки.
Точность:Точность прибора отклонение показания от известного входного значения. или, другими словами, точность — это близость показаний прибора к истинным значениям измеряемых величин.
Выражается в процентах на основе либо фактического показания шкалы, либо полного показания шкалы, как показано ниже:
Точность:Точность прибора указывает на его способность воспроизводить определенное показание с заданной точностью. или, другими словами, это степень совпадения повторяющихся результатов.
Точность относится к повторяемости процесса измерения, т. е. близость, с которой согласуется измерение одной и той же физической величины, является другой.
Рассмотрим пример, чтобы отличить точность от точности.
Дать известное напряжение 101 вольт с помощью определенного счетчика, затем снять пять показаний, которые показали 105, 104, 106, 104 и 106 вольт. Исходя из этих значений, точность прибора составляет
. В то время как точность составляет ± 1%, поскольку максимальное отклонение (106) от среднего показания (105) составляет всего 1 вольт. Таким образом, прибор можно откалибровать таким образом, чтобы его можно было использовать для надежного измерения напряжения в пределах ±1 VOH. Из чего ясно, что точность можно повысить, но не выше точности прибора путем калибровки.
Разрешение:Разрешение также называют дискриминацией. и определяется как наименьшее приращение входного сигнала, которое измерительная система способна отображать.
Порог: Если вход прибора очень постепенно увеличивается от нуля, будет некоторое минимальное значение, ниже которого изменение выходного сигнала не может быть обнаружено. Это минимальное значение определяет порог прибора. Основное различие между порогом и разрешением:
Это минимальное значение определяет порог прибора. Основное различие между порогом и разрешением:
- Таким образом, разрешение определяет наименьшее измеримое изменение ввода. Хотя порог определяет наименьший измеримый вход.
- Порог измеряется при изменении входного сигнала от нуля, а разрешение измеряется при изменении входного сигнала от любого произвольного отличного от нуля значения.
Везде, где требуется точное качество контроля, это основное требование к приборам. Определяется как степень близости, с которой одно и то же значение переменной может быть измерено в разное время.
На воспроизводимость влияют несколько факторов, таких как дрейф калибровки термопары при высокой температуре из-за загрязнения. Периодическая проверка и техническое обслуживание приборов обычно выполняются для обеспечения воспроизводимости. Идеальная воспроизводимость означает, что прибор не имеет дрейфа.
Любая система измерения должна быть доказуемой, т. е. она должна доказать свою способность надежно измерять. Процедура, принятая для этого, называется «калибровкой».
Когда система готова к измерению величин, известные значения входных величин воспринимаются системой и измеряются соответствующие выходные данные. Строится график, связывающий выход с входом, который называется «Калибровочный график».
Процедура включает сравнение конкретного прибора либо с:
- первичным эталоном
- вторичным эталоном с более высокой точностью, чем калибруемый прибор
- Известным источником ввода.
Это концепция установления действительной калибровки измерительного прибора. или стандарта измерения путем пошагового сравнения с лучшими стандартами до принятого или установленного стандарта.
Время отклика: Это время, которое проходит после внезапного изменения измеряемой величины до тех пор, пока показания прибора не будут отличаться от истинного значения на величину, меньшую заданной допустимой погрешности.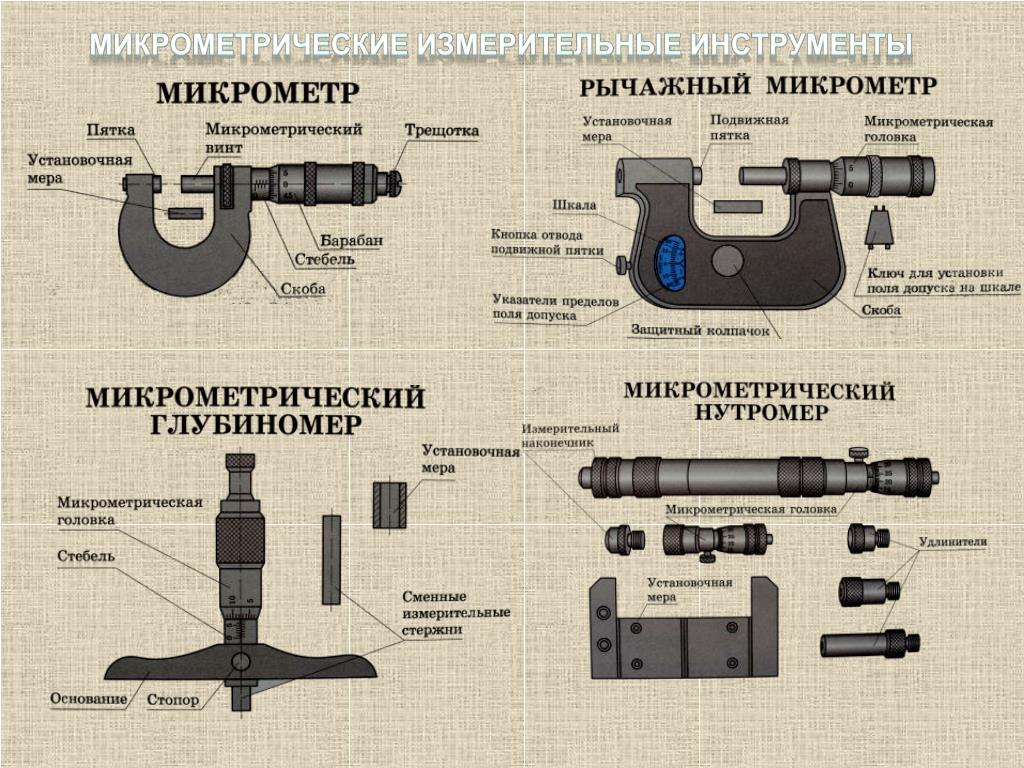
Характеристика измерительного прибора – давать показания значения измеренной величины, среднее значение которой отличается от истинного значения этой величины.
Ошибки смещения возникают из-за алгебраического суммирования всех систематических ошибок, влияющих на показания прибора. Основными источниками погрешностей являются неправильная настройка прибора, постоянная установка, ошибки нелинейности, ошибки материальных измерений, таких как измерения емкости, заблокированный манометр и т. д.
Погрешность:Это полная погрешность измерения или измерительного прибора при определенных условиях использования, включая погрешности смещения и повторяемости.
Неточность определяется двумя предельными значениями, полученными путем прибавления и вычитания к ошибкам смещения предельного значения ошибок воспроизводимости.
Если известные систематические ошибки исправлены, то оставшаяся неточность обусловлена случайными ошибками и остаточной систематической ошибкой, которые также имеют случайный характер. Эта неточность называется неопределенностью измерения.
Эта неточность называется неопределенностью измерения.
Прежде всего, это важные термины, которые используются в механических измерениях.
Привет, если тебе понравилась статья о механических измерениях , поделись с друзьями. Если у вас есть какие-либо вопросы, оставьте комментарий.
Читайте также:
- Микрометрический винт и типы микрометров [Полное руководство]
- Штангенциркуль [Полное руководство] Типы штангенциркуля, детали, ошибки, преимущества и многое другое.
Читать о машинах:
- Что такое строгальный станок и 4 основных типа строгальных станков
- 22 Различные виды операций на токарных станках
Измерение и контрольно-измерительные приборы | MIT Department of Machine Engineering
закрыть меню••• Lorem ipsum dolor sit amet. Lorem ipsum.Close Alert
MIT MechEРесурсы MechE Covid-19
Прокрутите, чтобы изучить
АнализСвязьЭкспериментальнаяПрактика
Осень, Весна | Бакалавриат | 12 единиц | Требования: Физика II (GIR), 2. 001, 2.003 и 2.086
001, 2.003 и 2.086
Экспериментальные методы наблюдения и измерения физических переменных, таких как сила, деформация, температура, скорость потока и ускорение. Особое внимание уделяется принципам преобразования, измерительным схемам, датчикам MEMS, преобразованиям Фурье, подбору линейных и нелинейных функций, анализу неопределенности, функциям и статистике плотности вероятности, идентификации системы, анализу электрического сопротивления и передаточных функций, компьютерным экспериментам и технической отчетности. Типичные лабораторные эксперименты включают осциллографы, электронные схемы, включая операционные усилители, термопары, тензодатчики, цифровые записывающие устройства, лазеры и т. д. На лекциях разрабатываются основные материалы и задачи лаборатории. Предусмотрено обучение и практика устного и письменного общения. Запись ограничена.
Веб-сайт курса
Барбара Хьюи (осень, весна)
Старший преподаватель
Области интересов
- Экспериментальные методы, особенно в физических науках и технике
- Анализ данных и эффективная передача результатов и выводов 9 0024
- Повышение гендерного равенства в инженерии и наука.
