Осевой инструмент – Основы технологии судового машиностроения
СвёрлаСверлом называется режущий инструмент, предназначенный для изготовления отверстий в сплошном материале при двух совместных относительных движениях:
Выбор сверлаПри выборе сверла следует учитывать следующие основные факторы:
Длина отверстия также оказывает влияние на выбор длины сверла. При работе спиральными сверлами длина обрабатываемого отверстия ограничивается длиной рабочей части сверла. При работе свёрлами других конструкций длина обрабатываемого
отверстия ограничивается суммарной длиной сверла и хвостовика, причем следует
учитывать длину закрепления сверла, размер направляющей втулки (если сверло
направляется через втулку) и другие условия работы. Длинная серия
Укороченная серия Точность обрабатываемого отверстия и способ его окончательной обработки влияют на выбор диаметра сверла, так как необходимо учитывать припуск на последующую обработку отверстия. Способ закрепления сверла влияет на выбор его конструкции причем следует учитывать конструкцию хвостовика, длину обрабатываемого отверстия и другие факторы. ЗенкерыЗенкером называется многолезвийный режущий инструмент, предназначенный для обработки предварительно просверленных или отлитых отверстий, или обработки их торцовых поверхностей при двух совместных относительных движениях: а) поступательном – вдоль оси инструмента; Выбор зенкераЗенкер, в отличие от сверла, имеет большее количество режущих элементов (зубьев): 3 – 4, а в зависимости от конструкции – и больше. За счёт этого он имеет более толстую сердцевину и, следовательно, большую жёсткость конструкции. По способу закрепления и установки на станок зенкеры подразделяют на:
При выборе зенкера следует учитывать основные факторы, перечисленные ниже. Тип зенкера выбирается в зависимости от характера обработки,
расположения обрабатываемого отверстия, материала обрабатываемой детали и
серийности производства. Размер зенкера выбирается в зависимости от размеров
(диаметра и глубины) обрабатываемого отверстия, обрабатываемого материала и
требуемой точности обработки. Диаметр зенкера или расточной пластины выбирается
в зависимости от характера последующей обработки отверстия с учетом припуска на
обработку. Длина обрабатываемого отверстия также имеет значение при выборе
длины зенкера, или длины оправки для насадного зенкера. Способ закрепления зенкера влияет на выбор его конструкции и длины, причем следует учитывать конструкцию хвостовика, длину обрабатываемого отверстия, а также тип станка, на котором производится обработка. В тех случаях, когда для расточных работ применяются пластины с целью уменьшения количества борштанг, следует максимально унифицировать гнезда и способы закрепления. Материал зенкера выбирается в зависимости от материала обрабатываемой детали, режима обработки и других факторов. ЗенковкиЗенко́вка — многолезвийный режущий инструмент для обработки отверстий в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Тип зенковки выбирается в зависимости от характера
обработки, расположения обрабатываемого отверстия, размера обрабатываемой
поверхности и размера, чистоты и точности отверстия, по которому осуществляется
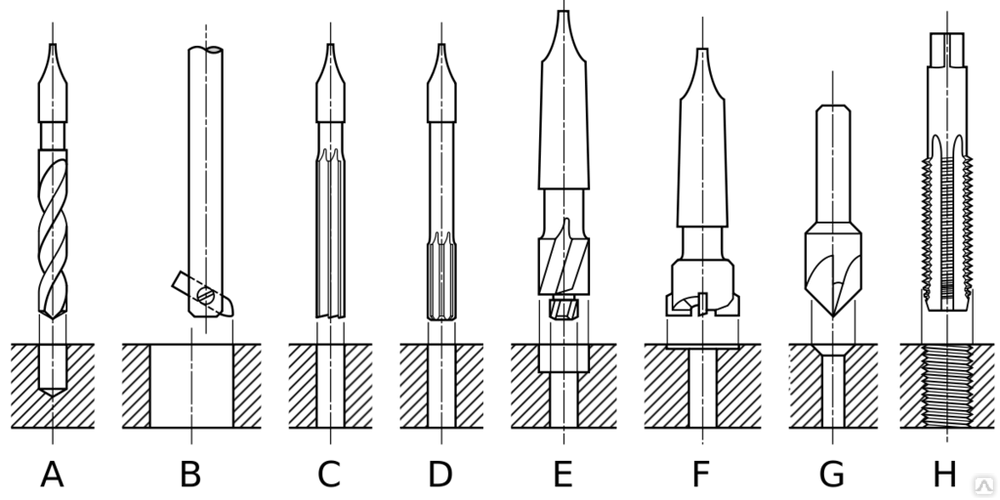
направление. Размер зенковки выбирается в зависимости от размера (диаметра и глубины) обрабатываемого отверстия и в зависимости от диаметра обрабатываемой бобышки. При обработке бобышек диаметр режущей части зенковки должен быть несколько больше диаметра бобышки, чтобы перекрывать обрабатываемую поверхность. Материал зенковки выбирается в зависимости от материала обрабатываемой детали, наличия корки, режима обработки и других факторов. РазвёрткиРазверткой называется режущий инструмент, применяемый как для окончательной, так и для предварительной обработки ранее обработанных отверстий в целях придания наиболее точных размеров и чистой поверхности при двух совместных относительных движениях:
При выборе развертки следует учитывать следующие основные факторы. Тип развертки выбирается в зависимости от характера обработки, характера отверстия (сквозное, глухое, прерывистое и т. д.), расположения обрабатываемого отверстия, материала обрабатываемой детали, серийности производства и прочих факторов. Так, для развертывания отверстий вручную выбираются развертки, имеющие на хвостовике квадрат для закрепления воротка; для развертывания прерывистых отверстий, имеющих шпоночный паз, употребляются развертки с винтовыми канавками (для обработки таких отверстий развертки с прямыми канавками и плавающие развертки не применяются). При развертывании отверстий в тех случаях, когда длины рабочей части стандартной развертки недостаточно и применение удлиненной переходной втулки также не решает вопроса, применяют удлиненную либо насадную развертку на удлиненной оправке. Серийность производства влияет на выбор развертки с экономической точки зрения. Размер развертки выбирается в зависимости от размеров (диаметра и глубины) обрабатываемого отверстия и требуемой точности обработки. Способ закрепления развертки влияет на выбор ее конструкции и длины, причем следует учитывать конструкцию хвостовика (или оправки для насадных разверток), длину обрабатываемого отверстия, а также тип и состояние станка, на котором производится развертывание. Материал развертки выбирается в основном в зависимости от, материала обрабатываемой детали. Для обработки очень твердых, а иногда и закаленных металлов применяют развертки, оснащенные пластинками из твердого сплава. |


 Так, для зенкерования отверстий в тех случаях, когда
длины рабочей части стандартного зенкера недостаточно и применение удлиненней
переходной втулки также не решает вопроса, применяют удлиненный зенкер для
обработки отверстий небольшого диаметра, либо насадной зенкер на удлиненной
оправке. Серийность производства влияет на выбор зенкера с экономической точки
зрения. Так, при массовом производстве может быть целесообразно применение
специальных или ступенчатых зенкеров, обрабатывающих ступенчатое отверстие за
один проход. В то же время в серийном или индивидуальном производстве следует
стремиться к применению универсальных зенкеров — регулируемых или в виде
пластин.
Так, для зенкерования отверстий в тех случаях, когда
длины рабочей части стандартного зенкера недостаточно и применение удлиненней
переходной втулки также не решает вопроса, применяют удлиненный зенкер для
обработки отверстий небольшого диаметра, либо насадной зенкер на удлиненной
оправке. Серийность производства влияет на выбор зенкера с экономической точки
зрения. Так, при массовом производстве может быть целесообразно применение
специальных или ступенчатых зенкеров, обрабатывающих ступенчатое отверстие за
один проход. В то же время в серийном или индивидуальном производстве следует
стремиться к применению универсальных зенкеров — регулируемых или в виде
пластин.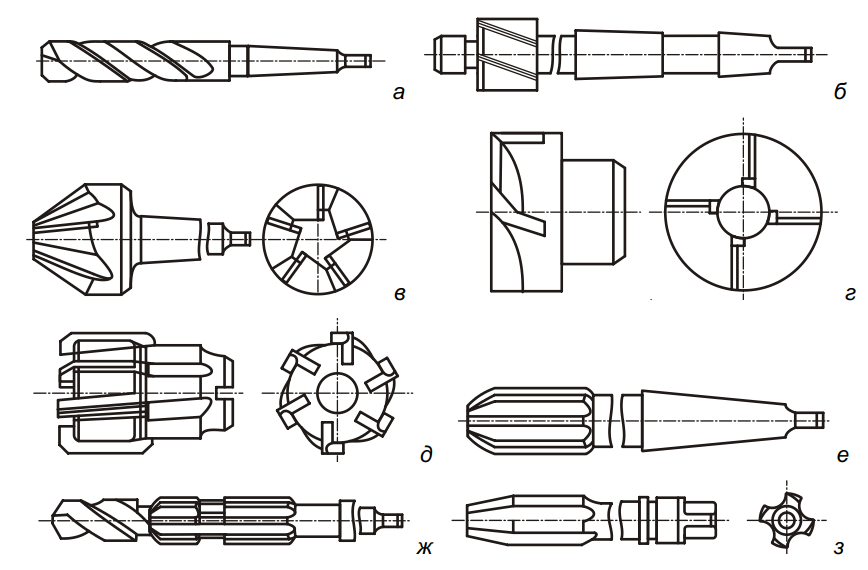 При определении длины
зенкера или длины оправки следует учитывать длину закрепления зенкера, размер
направляющей втулки (если работа, производится с направлением) и другие условия
работы.
При определении длины
зенкера или длины оправки следует учитывать длину закрепления зенкера, размер
направляющей втулки (если работа, производится с направлением) и другие условия
работы. Так, для обработки отверстий под конические головки болтов
применяют
Так, для обработки отверстий под конические головки болтов
применяют 
 Так, при массовом производстве может быть целесообразно применение жестких разверток или даже специальных типов разверток. В то же время в серийном производстве следует стремиться к применению регулируемых разверток, разверток со вставными ножами и прочих универсальных конструкций.
Так, при массовом производстве может быть целесообразно применение жестких разверток или даже специальных типов разверток. В то же время в серийном производстве следует стремиться к применению регулируемых разверток, разверток со вставными ножами и прочих универсальных конструкций.Осевой режущий инструмент
Свёрла, зенкеры, зенковки, развёртки и метчики из быстрорежущих сталей отечественного и импортного производства.

- Свёрла спиральные, ступенчатые, со скрытым зубом
- Свёрла пушечные c коронкой из твердого сплава
- Свёрла центровочные быстрорежущие
- Свёрла цельные с цилиндрическим или коническим хвостовиком
Свёрла центровочные быстрорежущие
| Наименование инструмента | Габариты |
|---|---|
| Свёрла центровочные | Диаметр от 0,7 до 15 мм |
| Свёрла центровочные со скрытым зубом | Диаметр от 10 до 25 мм |
Свёрла спиральные, зенкеры, зенковки, развёртки быстрорежущие
Изготавливаются из быстрорежущих сталей, типа: -Р6М5, -Р6М5К5, -Р6М5Ф3, -Р18 или их импортных аналогов. Инструмент диаметром более 12 мм, в целях экономии быстрорежущей стали, изготавливается сварным.
| Наименование инструмента | Габариты |
|---|---|
| Свёрла спиральные с цилиндрическим хвостовиком | Диаметр от 3 до 50 мм |
| Свёрла спиральные с коническим хвостовиком | Диаметр от 5 до 50 мм |
| Свёрла спиральные ступенчатые со скрытым зубом, |
Диаметр от 6 до 35 мм |
| Цековки и зенковки с цилиндрическим и коническим хвостовиком | Диаметр от 5 до 50 мм |
| Зенкеры спиральные с цилиндрическим хвостовиком | Диаметр от 15 до 60 мм |
| Зенкеры спиральные с коническим хвостовиком | Диаметр от 5 до 50 мм |
| Зенкеры спиральные ступенчатые со скрытым зубом, с цилиндрическим хвостовиком |
Диаметр от 5 до 60 мм |
| Развёртки машинные и ручные | Диаметр от 3 до 40 мм |
Винтовая канавка вышлифовывается. По требованию заказчика может осуществляться:
По требованию заказчика может осуществляться:
- карбонитрирование
- хромирование
- покрытие PVD
Зенкеры, зенковки, развёртки, оснащённые напайными пластинами из твёрдого сплава
Изготавливаются из легированной конструкционной стали 40ХГНМ, HRС 45. Пластины из твёрдого сплава| напаиваются низко-температурным серебросодежащим припоем.
| Наименование инструмента | Габариты |
|---|---|
| Зенкеры, оснащённые напайными пластинами твёрдого сплава |
Диаметр от 5 до 60 мм |
| Зенкеры ступенчатые, зенковки, цековки, оснащённые напайными пластинами твёрдого сплава | Диаметр от 8 до 100 мм |
| Развёртки машинные и ручные, оснащённые напайными пластинами твёрдого сплава | Диаметр от 5 до 40 мм |
| Развёртки ступенчатые, оснащённые напайными пластинами твёрдого сплава |
Диаметр от 8 до 40 мм |
Метчики
Диаметры от 2,5 мм.
одно и многозаходные
с прямой и спиральной канавкой
Global Режущие инструменты | Концевые фрезы, режущие инструменты, металлообработка, терминология. .
ЗАЗОР (ВТОРИЧНАЯ РАЗГРУЗКА) – Дополнительное пространство, предусмотренное за освобожденной площадкой, исключает контакт между фрезой и заготовкой.
ДИАМЕТР СЕРДЕЧНИКА – Диаметр, измеренный по касательной от дна всех канавок, определяет прочность вашей концевой фрезы.
ДИАМЕТР РЕЗАНИЯ – измеряется от края до края на режущем конце инструмента. Даже количество канавок может быть измерено на 180º друг от друга.
РЕЖУЩАЯ КРОМКА – Передняя кромка режущего зуба.
УГОЛ БЛЮДА – Угол перпендикулярен осевой линии инструмента и обеспечивает надлежащие характеристики торцевой резки, что снижает контакт по всему диаметру.
ФЛЕЙТА – Количество режущих кромок и расстояние между стружкой между задней частью одного зуба и поверхностью следующего зуба. Количество канавок определяет скорость подачи.
Количество канавок определяет скорость подачи.
ДЛИНА ГОЛОВКИ – Длина канавки или канавки. Часто путают с длиной резки.
WASH WASH – Площадь нережущей канавки после длины реза.
УГОЛ РАЗРЕЗА – Угол, под которым формируется рельеф разреза, обеспечивающий пространство для стружки.
РУЧНАЯ РЕЗКА – Правосторонняя (правая): Для резки требуется вращение концевой фрезы против часовой стрелки. Большинство концевых фрез правосторонние. Левая рука (LH): Для резки требуется вращение фрезы по часовой стрелке.
ПЯТКА – Задний край рельефного участка.
УГОЛ ХЕЛИКСА – Угол, образованный линией, касательной к углу заточки канавки и параллельной центральной линии инструмента. Угол режущей кромки, который спиральная режущая кромка образует с плоскостью, содержащей ось цилиндрической фрезы.
ЗЕМЛЯ — определяет ширину указанной поверхности.
ДЛИНА НИЖЕ ХВОСТОВИКА (фунты) – Длина измеряется от передней части инструмента до хвостовика, что позволяет делать глубокие карманы.
ДЛИНА РЕЗАНИЯ (LOC) – Фактическая глубина резания инструмента в осевом направлении. Осевая длина периферийной режущей кромки, освобожденной для резания.
НАБОРНАЯ ДЛИНА (OAL) – Измерение от конца до конца.
ШАГ – Угловое измерение от канавки к канавке. Переменный шаг имеет неравный интервал.
ОСНОВНОЙ ЗАДЕРЖКА – Затылка, измеренная в осевом направлении между плоскостью, перпендикулярной оси на режущей кромке, и зачищенной поверхностью.
РАДИАЛЬНАЯ ПЕРЕГЛУШКА – Угол передней поверхности измеряется от центра инструмента. Угол между поверхностью зуба и радиальной линией, проходящей через режущую кромку в плоскости, перпендикулярной оси резания. Приводит к удалению материала инструмента позади или рядом с режущей кромкой, что обеспечивает зазор.
РАДИАЛЬНАЯ ЗАДЕРЖКА – Зона, где передняя поверхность затупляется за режущей кромкой, чтобы избежать трения.
Цилиндрический – Первичные и вторичные задние углы, эффективные для цветных сплавов.
Эксцентрик – Первичный затыльник, измеренный радиально вдоль его кромки, идеально подходит для черных и прочных материалов. Стандарт
— обеспечивает высокую степень первичного и вторичного радиального рельефа.
ПЕРЕГЛУШКА – Угловое соотношение между поверхностью зуба или касательной к поверхности зуба.
ЗАДНИЙ УГОЛ – Угол, образованный затылованной поверхностью и заданной плоскостью, касательной к оси на режущей кромке.
ХВОСТОВИК – Выдвижная часть фрезы, которая приводит фрезу в движение от шпинделя станка.
ЗУБ – Режущая кромка.
ПОВЕРХНОСТЬ ЗУБА – Поверхность зуба, на которую вторгается стружка.
ХВОСТОВИК WELDON – Хвостовик с запирающим приводом плоский.
— Mastercut Tool Corp
Угловая кромка – Режущая кромка, представляющая собой прямую линию, образующую угол с осью фрезы. Срез, который производит инструмент с угловой кромкой, не будет таким плоским, как спиральная режущая кромка.
Осевое биение – Разница между самым высоким и самым низким показаниями индикатора, снятого на торце фрезы вблизи наружного диаметра.
Задний конус – Небольшой конус, в результате чего конец хвостовика режущего диаметра меньше, чем режущий конец. Это условие помогает не только в условиях погружения или сверления, но также имеет тенденцию компенсировать отклонение.
Фаска – Короткая заниженная плоская поверхность, устанавливаемая в месте соединения периферии и торца фрезы. Он используется для укрепления слабого угла.
Стружколомы – Специальная геометрия передней поверхности, благодаря которой стружка туго скручивается и ломается.
Стружкоотделители – насечки по окружности фрезы типа «кукурузный початок», в результате чего образуется узкая стружка. Подходит для черновой обработки.
Зазор – Пространство, создаваемое удалением дополнительного инструментального материала из-за заднего угла.
Задний угол – Угол, образованный очищенной поверхностью и линией, касательной к режущей кромке.
- Зазор: Первичный (первый угол 5 – 9 градусов) – Рельеф рядом с режущей кромкой.
- Зазор: Вторичный (2-й угол 14 – 17 градусов) – Рельеф рядом с режущей кромкой.
- Зазор: Третичный (3-й) – Дополнительный задний зазор предусмотрен рядом со второстепенным углом.
Подбарабанье – Небольшое углубление требуется на торце концевой фрезы. Эта функция достигается за счет угла наклона тарелки на фрезе.
Выпуклая – Радиус выступа наружу на торце шаровой мельницы.
Диаметр сердечника – Диаметр цилиндра (или конуса с коническими концевыми фрезами), касательного к канавкам в самой глубокой точке.
Зенковка – Выемка в неконцевом режущем инструменте для облегчения заточки.
Зачистка фрезы (биение) – Инструментальный материал удаляется фрезой (или шлифовальным кругом) на конце канавки.
Режущая кромка – Передняя кромка режущего зуба. Пересечение двух тонко обработанных поверхностей, как правило, с прилежащим углом менее 90 градусов.
Угол режущей кромки – Угол между режущей кромкой и осью инструмента.
Фрезы с дифференциальным шагом – Специально разработанное изменение радиального расстояния между зубьями фрезы. Это обеспечивает изменение расстояния между зубьями и может способствовать уменьшению вибрации. Эта концепция основана на уменьшении гармонического эффекта инструмента, контактирующего с деталью в точный момент вибрации.
Угол тарелки – Угол, образованный концевой режущей кромкой и плоскостью, перпендикулярной оси фрезы. Тарелка гарантирует, что резак создаст плоскую поверхность.
Входной угол – Угол, образованный линией, проходящей через центр фрезы под углом 90° к направлению подачи, и радиальной линией, проходящей через начальную точку контакта. Когда этот угол приближается к 90 градусам, ударная нагрузка увеличивается.
Угол входа: рампа в — значение угла или радиуса входа фрезы в поверхность детали.
Скругление – Радиус в нижней части канавки, по которому определяется диаметр сердцевины.
Канавка – Пространство между режущими зубьями, обеспечивающее пространство для стружки и возможность переточки. Количество режущих кромок. Иногда его называют «зубами» или «пищеводом». Число на концевой фрезе будет определять скорость подачи.
Длина канавки – Длина канавки или канавки. Часто используется неправильно для обозначения длины резки.
Часто используется неправильно для обозначения длины резки.
Вырез (выемка) — Вторичные резы на инструменте для обеспечения пространства для стружки на углах и концах. Пространство, образующее торцевую режущую кромку, которая используется при осевой подаче.
Угол разреза – Задний угол элемента разреза.
Ширина прорези – Ширина прорези. Пространство между режущими кромками, обеспечивающее пространство для стружки и возможность повторной заточки. Иногда называют флейтой.
Пятка – Задний край рельефного участка. Это поверхность зуба за режущей кромкой.
Спиральный – Режущая кромка или канавка, которая равномерно проходит вокруг цилиндрической поверхности в осевом направлении. Нормальное направление спирали – это спираль правильного направления.
Угол спирали – Угол, образованный линией, касательной к спирали и плоскостью, проходящей через ось фрезы, или углом режущей кромки, который спиральная режущая кромка образует с плоскостью, содержащей ось цилиндрической фрезы.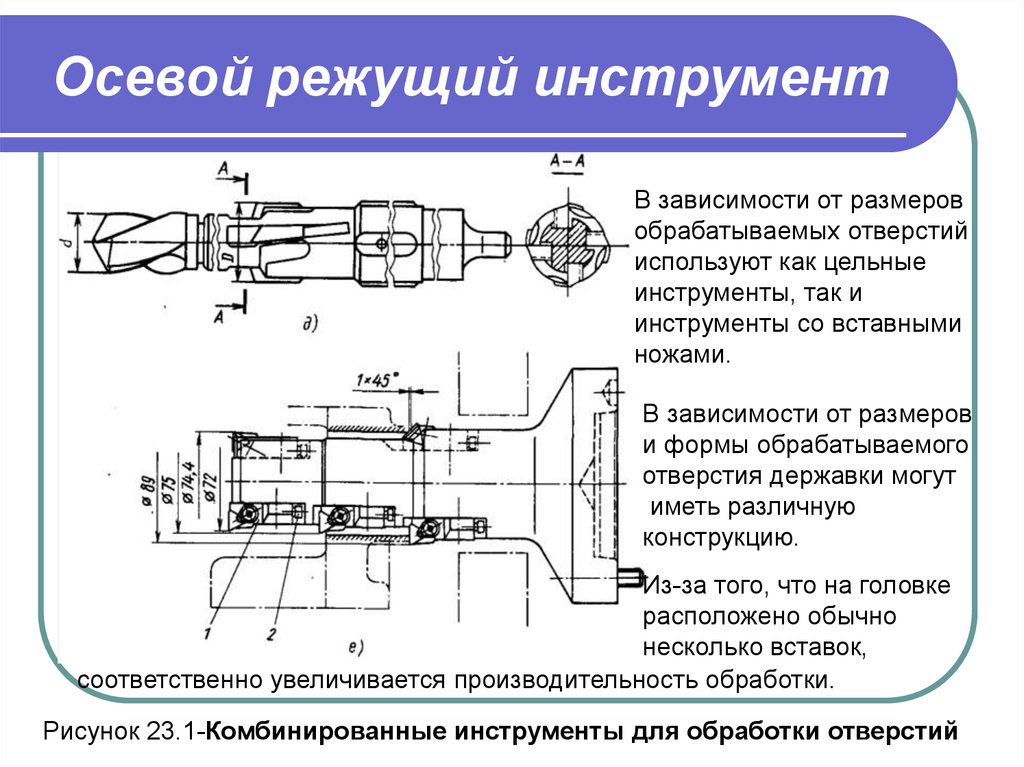
Крючок – Термин, используемый для обозначения вогнутости поверхности зуба. Этот термин подразумевает изогнутую поверхность, а не прямую поверхность. Крючок необходимо измерять по режущей кромке, что затрудняет измерение.
Лента – Узкая поверхность профильного заточенного зуба фрезы сразу за режущей кромкой,
(А) Цилиндрическая – узкая часть периферийной фаски, примыкающая к режущей кромке, не имеющая радиального рельефа .
(B) Рельеф – Часть земли, примыкающая к режущей кромке, которая обеспечивает рельеф.
Ход – Осевое продвижение винтовой режущей кромки за один оборот.
Шаг = (диаметр фрезы x Pi) / угол наклона спирали
Длина резания (длина канавки) – Эффективная осевая длина периферийной режущей кромки, которая была разгружена для резания.
Радиальный передний угол – Угол между передней поверхностью и радиусом, измеренным в плоскости, перпендикулярной оси.
Передний угол – Угловое соотношение между поверхностью зуба или касательной к поверхности зуба в данной точке и базовой плоскостью или линией. Угловой элемент, притертый к поверхности концевой фрезы.
- Осевой передний угол – Угол, образованный плоскостью, проходящей через ось, и линией, совпадающей с поверхностью зуба или касающейся ее.
- Эффективный передний угол – Передний угол больше всего влияет на образование стружки. Эффективный передний угол сильно зависит от радиального и осевого переднего угла только тогда, когда задействованы угловые углы.
- Спиральная гребенка – В большинстве случаев термины «винтовая гребенка» и «аксиальная гребенка» взаимозаменяемы. Это наклон поверхности зуба относительно плоскости, проходящей через ось фрезы.
- Отрицательный передний угол – Возникает, когда начальный контакт между инструментом и заготовкой происходит в точке или на линии зуба, отличной от режущей кромки.
 Передняя поверхность опережает режущую кромку.
Передняя поверхность опережает режущую кромку. - Положительный передний угол – Возникает, когда начальный контакт между фрезой и заготовкой происходит на режущей кромке. Режущая кромка опережает переднюю поверхность.
 Передняя поверхность опережает режущую кромку.
Передняя поверхность опережает режущую кромку.Relief-Space – Обеспечивается удалением материала сразу за режущей кромкой. Сделано, чтобы исключить возможность крена или натирания.
- Осевой угол затылования – Угол, образованный линией, касательной к затылованной поверхности на конце режущей кромки и плоскостью, перпендикулярной оси.
- Осевой затыльник – Затылок, измеренный в осевом направлении между плоскостью, перпендикулярной оси режущей кромки, и зачищенной поверхностью. Помогает предотвратить трение по мере износа угла.
- Вогнутая поверхность – Заниженная поверхность за режущей кромкой, имеющая вогнутую форму. Производится шлифовальным кругом, установленным на 90 градусов к оси фрезы.
- Эксцентриковый затыльник – Заточенная поверхность за режущей кромкой, имеющая выпуклую форму. Изготавливается кругом типа I, расположенным под углом к оси фрезы.
- Концевой затыльник – Затыльник на конце концевой фрезы. Необходим только для погружных фрез и для уменьшения трения в результате износа углов.
- Плоская затылочная поверхность – Задняя поверхность за режущей кромкой, имеющая плоскую поверхность, образованную поверхностью чашечного круга.
- Радиальный затыльник – Затылок в радиальном направлении, измеренный в плоскости вращения. Его можно измерить по величине падения индикатора на заданном радиусе при заданном угловом вращении.

Тангенциальный передний угол – Угол, образованный линией, касательной к крючкообразному зубу на режущей кромке, и радиусом, проходящим через ту же точку в плоскости, перпендикулярной оси.