Привязка Детали На Фрезерном Станке С Чпу
Главная / Фрезерный станок с ЧПУ / Привязка Детали На Фрезерном Станке С Чпу
Привязка детали на станке с чпу – это согласование системы координат станка с системой координат заготовки. Этот этап наладки станка с ЧПУ является наиболее ответственным. Такое согласование систем координат еще называется размерная привязка. Размерную привязку начинают с выбора системы координат заготовки. При выборе осей координат для деталей, имеющих оси симметрии, их рекомендуется принимать и за оси координат, что целесообразно для упрощения расчета координат опорных точек.
За координаты фрезерного станка с ЧПУ, в несимметричных деталях, принимаются базовые линии чертежа, от которых задается большинство размеров деталей. В качестве нулевой точки (начало координат) заготовки можно принять пересечение взаимно перпендикулярных поверхностей (рис. 1, а), центр обработанного отверстия (рис. 1, б), центр симметрии (рис. 1, в
1, в
Рис. 1. Выбор осей координат детали для привязки: а – точка пересечения взаимно перпендикулярных плоскостей; б – центр обрабатываемого отверстия; в – центр симметрии; г – центр установочного штыря
Важное значение для точности обработки имеет ориентация зажимного приспособления относительно стола станка. Столы фрезерных станков, как правило, имеют три Т-образных паза. Средний паз стола выполнен точно и служит для базирования приспособления в продольном направлении (координата Х). Два крайних паза стола используются для закрепления приспособления. В середине среднего паза имеется посадочное отверстие для установки центрирующего пальца. Принципиальные схемы ориентации зажимного приспособления относительно стола показаны на рис.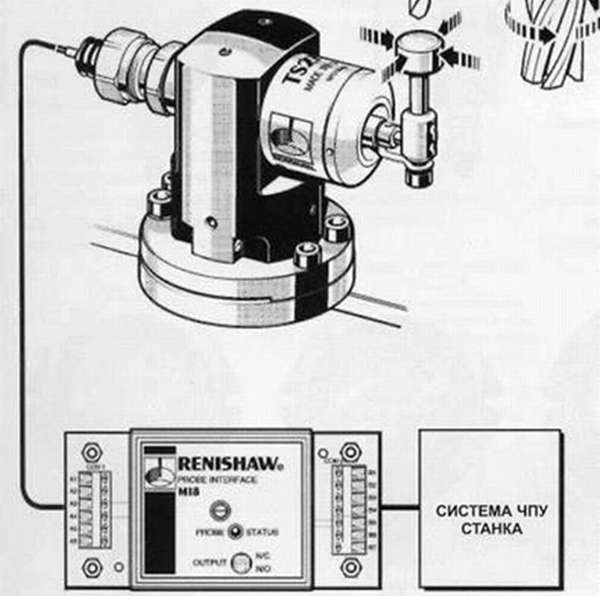 2. На рис. 2, а показана схема ориентации приспособления с помощью двух сухарей и центрального паза стола.
2. На рис. 2, а показана схема ориентации приспособления с помощью двух сухарей и центрального паза стола.
Установочный штырь приспособления предназначен для базирования деталей. На рис. 2, б показана схема ориентации приспособления относительно оси симметрии стола.
Рис. 2. Схема ориентации зажимного приспособления на столе станка: а – по продольному пазу и упору, б – по продольному пазу и центральному отверстию
Для выполнения размерной привязки детали на станке с чпу обычно используются индикаторные центроискатели, рычажного (рис. 3, а) или часового (рис. 3, б) типа.
При необходимости совмещения оси шпинделя 5 с вертикальной осью стола 1 в его отверстие устанавливают штырь-эталон 2, а в шпиндель – коническую оправку 4 центроискателя. В наладочном режиме работы станка путем продольного и поперечного перемещения стола добиваются соосного расположения шпинделя и штыря с последующим контролем этого положения «методом обката» измерительного наконечника–индикатора 3 относительно штыря.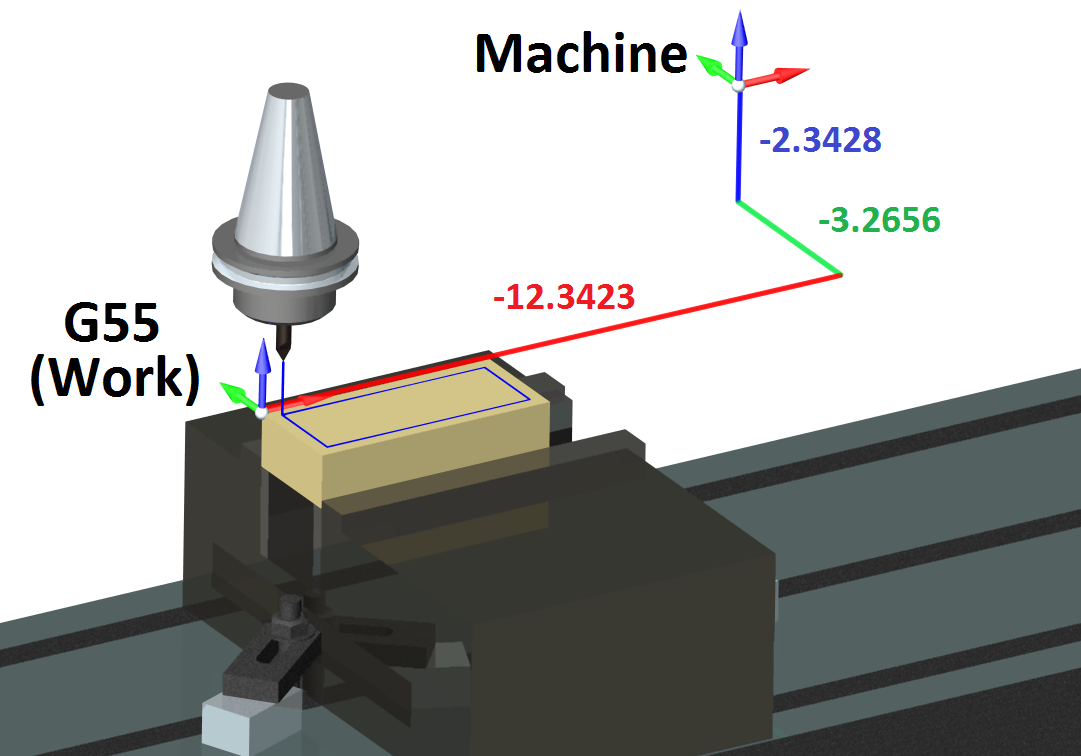
Аналогичным методом можно выполнить привязку произвольно установленной на столе детали к системе координат станка. Для этого в детали предварительно растачивается отверстие, в которое затем устанавливают штырь-эталон. После совмещения оси штыря с осью шпинделя нажимом кнопок коррекции 0X, 0Y на пульте оператора включают индикацию координат X и Y. Считанные с монитора значения координат затем набирают на корректорах 0X и 0Y и вводят в память УЧПУ с противоположным знаком. Таким образом, в память УЧПУ вводят координаты оси расточенного отверстия относительно нуля станка. При этом на экране монитора значения координат X и Y обнуляются и ось отверстия можно принять за начало отсчета координат X и Y – ноль программы.
Рис. 3. Типовые схемы размерной привязки детали к станку: а – с помощью центроискателя, б – с помощью эталонной оправки, закрепленной в шпинделе станка, в – с помощью эталонной оправки и набора плоских эталонных мер
Если в качестве ”0” программы принята ось или линия пересечения двух взаимно перпендикулярных плоскостей, то эту ось можно определить с помощью оптического центроискателя (рис.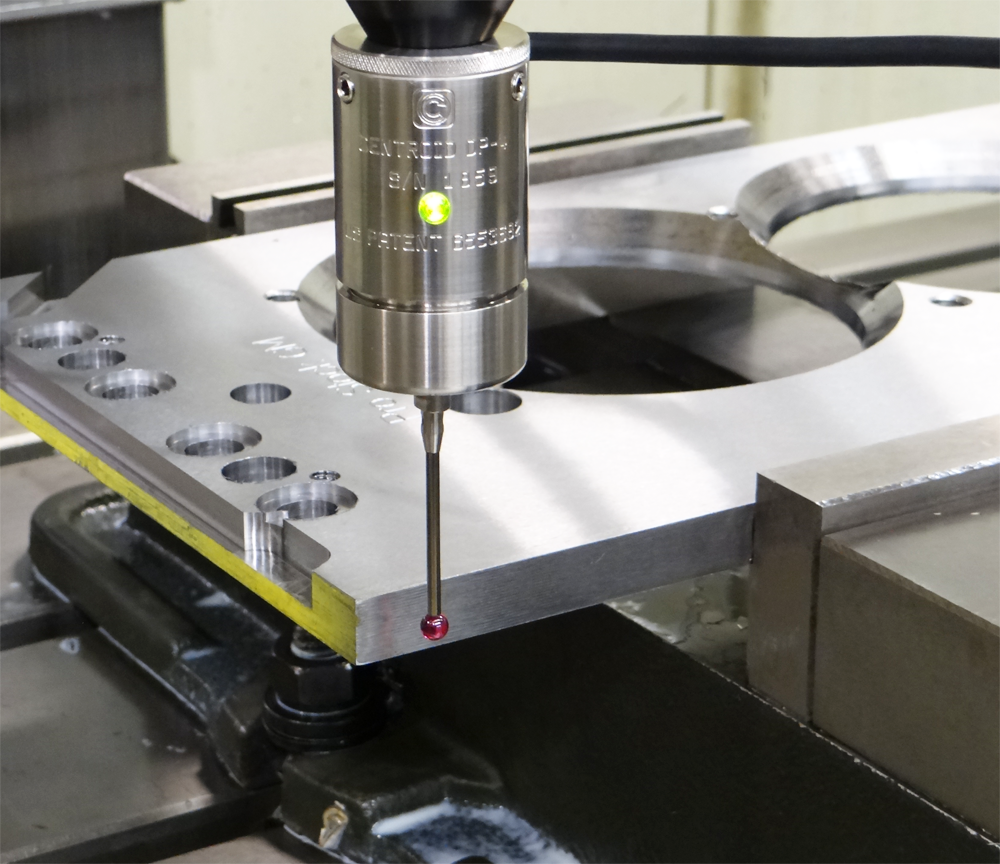 3, б) совместив его перекрестия с плоскостями проекций. Обычно в качестве таких плоскостей или поверхностей выбирают две предварительно обработанные технологические базы детали.
3, б) совместив его перекрестия с плоскостями проекций. Обычно в качестве таких плоскостей или поверхностей выбирают две предварительно обработанные технологические базы детали.
Совмещение оси шпинделя с центром установочного штыря может производиться также при помощи оптического центроискателя.
На торце штыря нанесены пересекающиеся взаимно-перпендикулярные риски-диаметры. Штырь подводят под объектив центроискателя и контролируют по окуляру совпадение контрольных рисок окуляра с рисками на штыре.
После совмещения центра штыря с осью шпинделя нажимом кнопок «0Х» и «0Y» на пульте включают индикацию положения оси шпинделя относительно нуля станка. Прочитанное значение индикации набирают на корректорах 0Х и 0Y (расположение на технологическом пульте) с противоположным знаком. Таким образом, в “память” УЧПУ вводятся расстояния от нуля станка до оси шпинделя X0 и Y0, которые автоматически будут суммироваться с координатами опорных точек эквидистанты при прохождении программы.
Привязка координат детали на станке с чпу к системе координат самого станка может быть выполнена с помощью эталонной оправки, закрепленной в шпинделе станка и набора плоских эталонных плиток. Схема такой привязки показана на рис. 3, в.
В операционных станках с ЧПУ, с горизонтальной компоновкой шпиндельного узла и поворотным столом, необходимо выполнить согласование трех систем координат:
- шпиндельного узла (Xи, Yи, Zи),
- обрабатываемой детали (Xд, Yд, Zд),
- поворотного стола (X, Y, Z).
Принципиальная схема для организации связей различных систем координат показана на рис. 4. Такое согласование производится изложенным выше методом привязки.
Перед началом работы станка по управляющей программе оператор выводит стол с заготовкой и вершину каждого инструмента в исходную точку “0”, от которой программируются все перемещения инструментов. Затем он считывает необходимые координатные перемещения с экрана дисплея и выводит их в соответствующий массив памяти УЧПУ.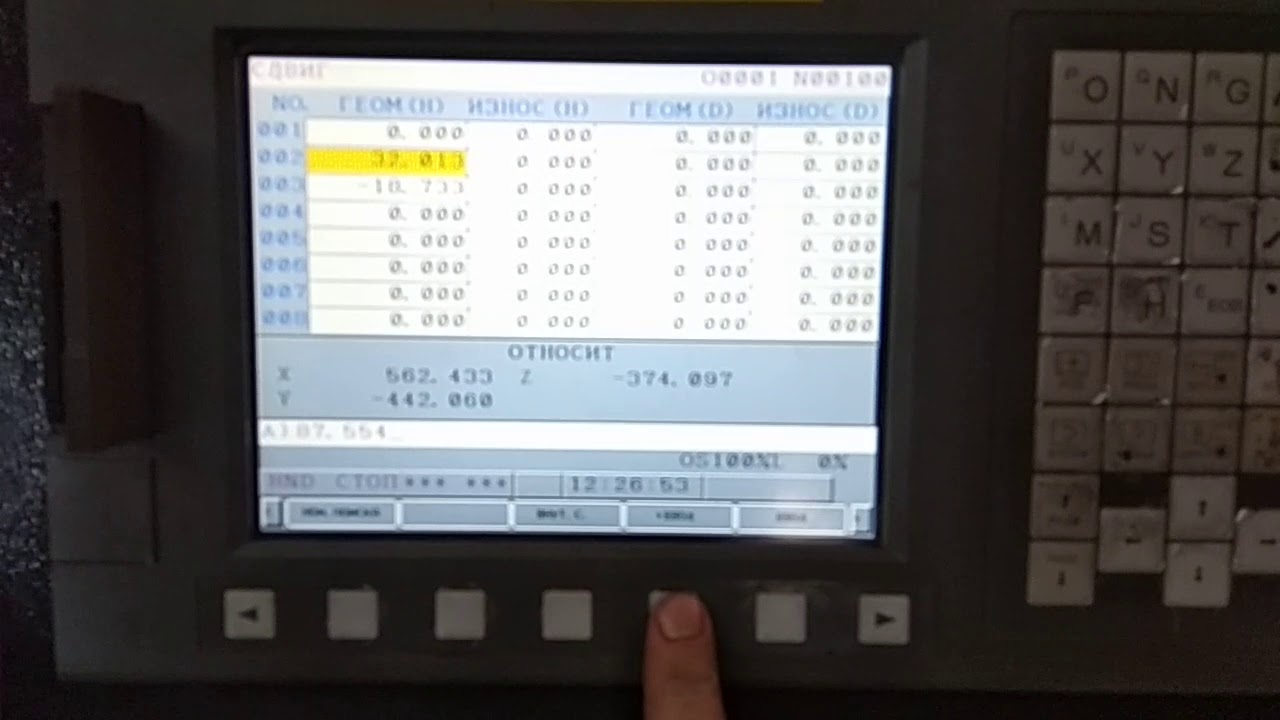
Рис. 4. Система координат многооперационного станка
Приспособления для базирования детали как часть процесса привязки
Приспособления, используемые для закрепления заготовок, обрабатываемых на станках с ЧПУ, должны отличаться высокой точностью, жесткостью и виброустойчивостью. Конструкция приспособления должна позволять быстро сориентировать его по отношению к системе координат станка, а также быстро переналадить его для обработки другой заготовки. Приспособление должно обеспечивать минимальное время установки и снятия детали. Детали приспособления не должны препятствовать подходу режущего инструмента к поверхностям детали.
Указанным требованиям в значительной степени отвечают приспособления сборно-разборные (СРП) и универсально–сборные (УСП). При обработке деталей на станках с ЧПУ очень важно правильно ориентировать контур обрабатываемой детали относительно нулевой точки станка и его координатных осей. Это важно знать для качественного выполнения привязки детали на фрезерном станке с чпу.![]()
Следующая статья
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Привязка инструмента на станках с ЧПУ: когда нужно, варианты, опыт
Вам интересно как сделать привязку инструмента на станке с ЧПУ? Попробуем разобрать этот вопрос подробно и разложить все по полочкам.
На токарном станке и на фрезерном станке после закрепления обрабатываемой заготовки необходимо выставить ноль.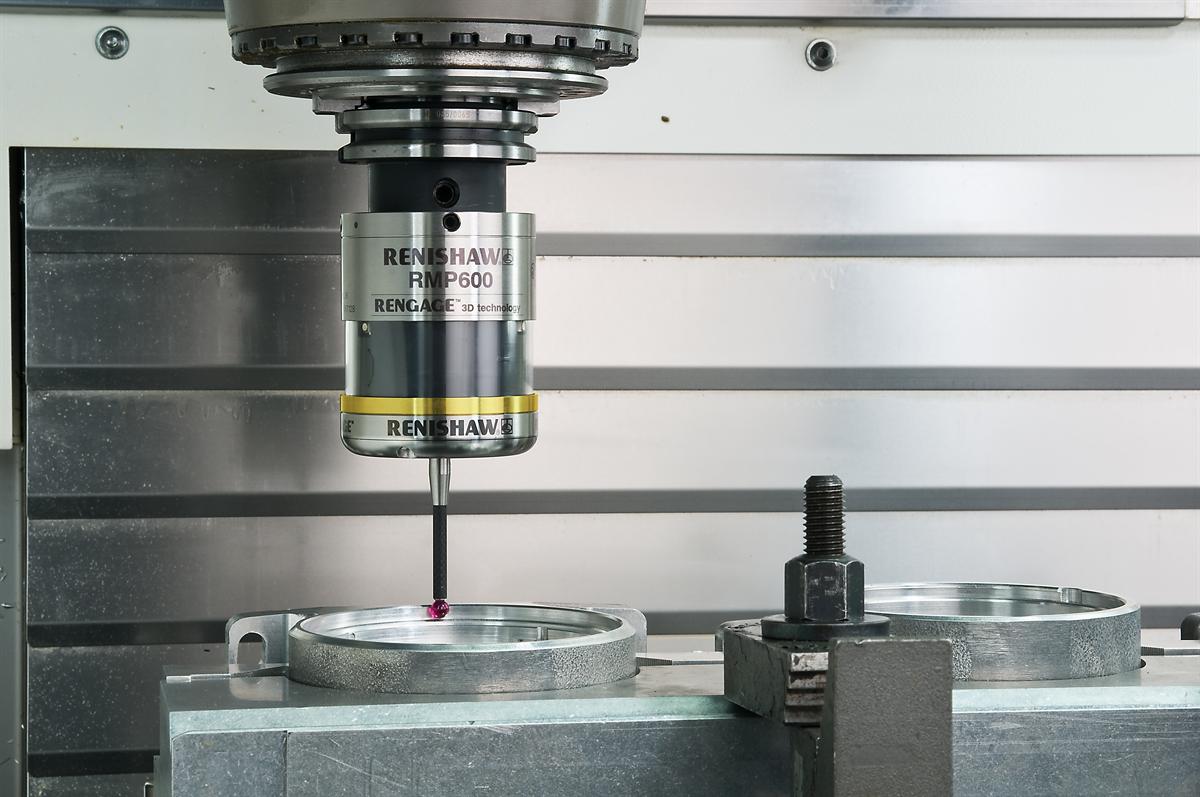 И неважно, с числовым программным управлением он или нет.
И неважно, с числовым программным управлением он или нет.
Привязка — ответственная операция. При ошибочном, неаккуратном выполнении процесса возможны серьезные повреждения оборудования. Что уж говорить о поломанных фрезах и не соответствующих размерам деталях.
Когда это надо
Понятие о привязке содержит в себе две части. Первая связана с системой координат детали. Вторая с системой координат станка.
Если у вас простой ЧПУ, в котором смена оснастки происходит вручную, а оправка только одна, то выставлять ноль придется каждый раз при смене фрезы или сверла.
Но когда у вас несколько оправок или даже есть возможность автоматической смены инструмента, то удобнее будет перед обработкой ввести все данные о коррекции.
Так фрезерная обработка не будет прерываться. Информацию о размерах инструмента и его вылете надо установить один раз. После этого надо будет связывать положение новых заготовок только с одним из инструментов.
После этого надо будет связывать положение новых заготовок только с одним из инструментов.
Различные варианты
1. Торцевание
Здесь все просто. Выставляем ноль заведомо глубже самой детали на небольшом расстоянии. И снимаем материал. Получившаяся плоскость соответствует нулевому положению.
Недостатки: не каждая деталь подходит, иногда необходимо торцевую грань оставить не тронутой.
2. Касание
Переводим подачу в ручной режим, для подведения инструментов близко к детали. Переключаем подачу на минимум и медленно приближаемся. Услышав шорканье или увидев, что фреза начинает снимать стружку — останавливаемся и обнуляемся. Инструмент на станке привязан.
Это из быстрых, но не идеальных способов. Подходит только для заготовок, в которых эту грань необходимо будет стачивать.
3. Контактный способ
Если обрабатываемый материал токопроводящий, то можно установить систему управления, которая при коротком замыкании, вызванным касанием фрезы детали, выставляет ноль.
Любые контактные способы не подойдут при обработке дерева, камня и пластика.
4. Концевые меры
Оставляем некоторое расстояние между фрезой и деталью. Такое, чтобы концевая мера не проходила между ними. Постепенно увеличивая расстояние, пробуем вставить меру. Когда это получилось — обнуляем, добавив в коррекцию величину концевой меры.
Так выставлять ноль удобно. Не портятся грани заготовки. Но тратится много времени.
5. Датчики типа Renishaw
Современные токарные и фрезерные станки поставляются с таким датчиком в комплекте. Он может работать как автоматически, так и в ручном режиме. В первом случае необходимо подвести фрезу поближе к датчику наладки и программные функции за вас все сделают. А затем можно будет выставить ноль заготовки специальным датчиком для установки детали. Самый быстрый и удобный способ.
6. Индикатор часового типа
Очень похоже на предыдущий способ, только никакой автоматики.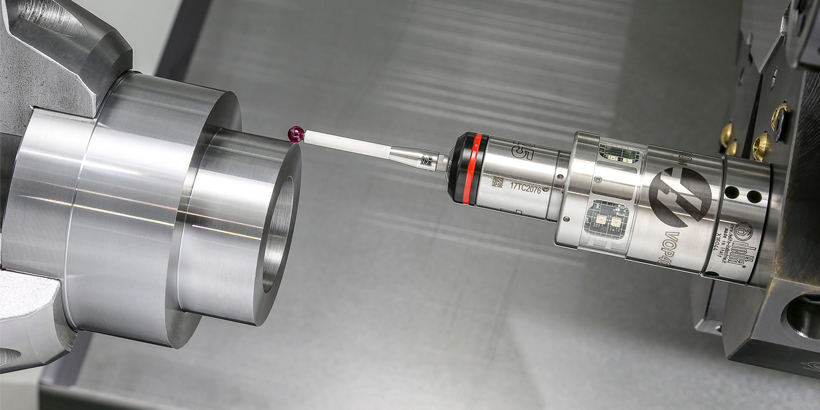 Зажали индикатор, подвели инструмент. Потом проделали то же с заготовкой. Так привязывал еще мой дед.
Зажали индикатор, подвели инструмент. Потом проделали то же с заготовкой. Так привязывал еще мой дед.
7. Штангенрейсмус
Если стоит система автоматической смены инструментов, привязать все лучше заранее. Для этого используется штангенрейсмус. Вставляем фрезу в оправку и измеряем. Значения вводим в настройки коррекции на инструмент. Это не простой метод, но если осилить такую привязку, то дело пойдет быстрее.
8. Лист А4
Вы никогда не слышали о фануке (fanuc)? У вас простой фрезерный станок для обработки дерева? Тогда можно использовать неточный, но не требующий дополнительной возни и затрат способ. Постепенно опускаем фрезу к материалу, просунув между ними обычный лист бумаги. В процессе передвигаем листок из стороны в сторону. Как только его зажало — выставляем ноль. Это относится не только к фрезерному станку, в простых токарных — по той же системе.
9. На глаз
Для некоторых операций, таких как сверление или контурная обработка, высокая точность привязки инструмента вообще не нужна. Достаточно придвинуть инструмент к заготовке как можно ближе, оставив видимый глазу просвет.
Достаточно придвинуть инструмент к заготовке как можно ближе, оставив видимый глазу просвет.
Опыт
Самым тревожным является первый запуск токарного станка. То же касается и фрезерных станков. Даже страшно нажимать кнопку Cycle Start. Оборудование, у которого числовое программное управление, стоит немалых денег. С опытом это проходит. Но не стоит забывать, что большинство аварий происходит именно из-за ошибок, связанных с привязкой. Берегите свои станки.
Инструменты для снятия заусенцев со станков с ЧПУ┃gravostar®
Nur Kontakt ENМы с нетерпением ждем вашего запроса 0005 Anrede
ПриветствиеMr.Ms.
Vorname
Nachname
Телефон
Адрес
ШвейцарияАфганистанАландские островаАлбанияАлжирАмериканское СамоаАндорраАнголаАнгильяАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрубаАвстралияАвстрияАвстрия АзербайджанБагамские островаБахрейнБангладешБарбадосБеларусьБеларусьБельгияБелизБенинБермудские островаБутанБоливияБонэйр, Сент-Эстатиус и СабаБосния и ГерцеговинаБотсванаОстров БувеБразилияБританская территория в Индийском океанеБританские Виргинские островаБрунейБолгарияБуркина-ФасоБурундиКамбоджаКамерунКанадаКабо-ВердеКаймановы островаЦентральноафриканская РеспубликаЧад ЧилиКитайОстров РождестваКокосовые (Килинг) островаКолумбияКоморские островаКонго (Браззавиль)Конго (Киншаса)Кук островаКоста-РикаХорватияКубаКюрасаоКипрЧехияДанияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияGr ИнландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-БисауГайанаГаити Остров Херд и острова МакдональдГондурасГонконгВенгрияИсландияИндияИндонезияИранИракИрландияОстров МэнИзраильИталияКот-д’ИвуарЯмайкаЯпонияДжерсиИорданияКазахстанКенияКирибатиКосовоКувейтКыргызстанЛаос ЛатвияЛиванЛесотоЛиберияЛивияЛихтенштейнЛитваЛюксембургМакао САР, КитайМакедонияМадагаскарМалавиМалайзияМальдивыМалиМальтаМаршалловы ОстроваМартиникаМавританияМаврикийМайоттаМексикаМикронезияМолдоваМонакоМонголияЧерногорияМонтсерратМароккоМозамбикМьянмаНамибияНауруN epalНидерландыНовая КаледонияНовая ЗеландияНикарагуаНигерияНиуэ Остров НорфолкСеверная КореяСеверные Марианские островаНорвегияОманПакистанПалестинская территорияПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссияРуандаСан-Томе и ПринсипиСен-Барт élemyСент-ХеленаСент-Китс и НевисСент-ЛюсияСент-Мартин (голландская часть) Сен-Мартен (французская часть)Сен-Пьер и МикелонСент-Винсент и ГренадиныСамоаСан-МариноСаудовская АравияСенегалСербияСейшелыСьерра-ЛеонеСингапурСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Джорджия/Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТай wanТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыСоединенное Королевство (Великобритания)Соединенные Штаты (США)Соединенные Штаты ( США) Малые отдаленные острова Виргинские острова США (США) УругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Ваше сообщение
Информационный бюллетень Mailchimp или
Я хотел бы подписаться на информационный бюллетень Gravostar
Я согласен с тем, что предоставленная мной информация будет сохранена, чтобы можно было ответить на мой запрос. Я прочитал политику конфиденциальности.
Я прочитал политику конфиденциальности.
Аксиома Точность | Малогабаритные фрезерные станки с ЧПУ и аксессуары
- Изображение 01
- Изображение 02
- Изображение 03
- Изображение 04
- Изображение 05
- Изображение 06
{ЛУЧШИЙ МАЛЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ}
Добро пожаловать в мир Axiom Precision. Мы рады, что вы нашли нас.
АЛЮМИНИЕВЫЙ СТОЛ С БЛОКИРОВКОЙ
Самая жесткая, плоская и устойчивая поверхность.
Это серьезно сильная таблица. Массивный стол из экструдированного алюминия толщиной 30 мм обеспечивает прочную плоскую поверхность для поддержки вашего материала. Встроенные Т-образные пазы позволяют размещать прижимные зажимы в любом месте, а жертвенная плита из МДФ гарантирует, что ваш стол всегда будет оставаться плоским и не будет поврежден.
Встроенные Т-образные пазы позволяют размещать прижимные зажимы в любом месте, а жертвенная плита из МДФ гарантирует, что ваш стол всегда будет оставаться плоским и не будет поврежден.
КОНСТРУКЦИОННАЯ СТАЛЬНАЯ РАМА
Каждая машина построена на этой массивной конструкции.
Вы не стали бы строить дом на скомпрометированном фундаменте… И вы не должны строить на нем фрезерный станок с ЧПУ. Наша сварная рама из конструкционной стали тяжелая, жесткая и точная. Он легко выдерживает вес вашей машины Axiom. Он также предлагает монтажные фланцы в каждом углу для крепления вашей машины к дополнительной стойке Axiom или рабочей поверхности.
ЛИТЫЕ ПОРТАЛЬНЫЕ ОПОРЫ
Сложные гравитационные отливки практически исключают изгиб.
Тяжелые компоненты, движущиеся с высокой скоростью, создают большие силы инерции. Основная часть этой силы приходится на горизонтальную опору портала (расположенную под столом) и вертикальные опоры портала. Каждый компонент из литого под действием силы тяжести алюминиевого сплава имеет порошковое покрытие и спроектирован таким образом, чтобы полностью соответствовать своей работе.
ДАТЧИКИ ПРИБЛИЖЕНИЯ
Эти магнитные датчики действуют как глаза ЧПУ.
Эти магнитные датчики действуют как глаза ЧПУ. Они позволяют вам «поместить» вашу машину в исходное положение, чтобы она знала, где находится шпиндель по отношению к рабочей зоне. Заметно отсутствующие во многих машинах наших конкурентов, эти датчики предотвращают столкновение гентри с упорами, когда вы запускаете его до упора.
ШАРИКОВЫЕ ВИНТЫ
Можно найти на каждой оси каждого станка Axiom Precision.
Движение по каждой оси каждого станка Axiom контролируется высокоточными шарико-винтовыми парами. В этих шарико-винтовых передачах используются шарикоподшипники с рециркуляцией, что обеспечивает малый допуск и непревзойденную точность. Их способность создавать низкое внутреннее трение, выдерживая высокие осевые нагрузки при высоких скоростях, имеет первостепенное значение для точности каждого станка с ЧПУ Axiom.
БОРТОВАЯ СИСТЕМА ОХЛАЖДЕНИЯ
Без ведер, без шлангов, без аквариумных насосов.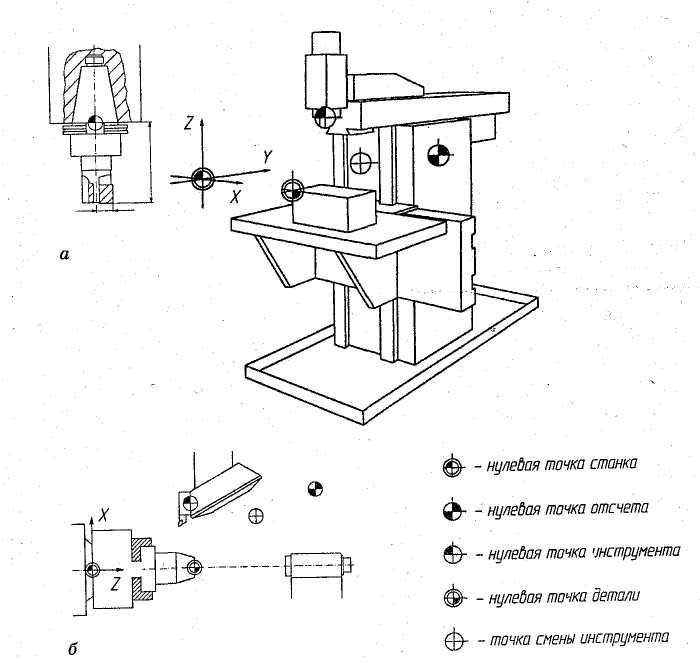 Без драмы.
Без драмы.
Каждый станок серий Axiom Pro и Elite оснащен электрошпинделем с жидкостным охлаждением. Наша инновационная система воспроизводит автомобильную систему охлаждения, в которой насос большого объема прокачивает охлаждающую жидкость (или антифриз) через электрошпиндель и отводит тепло с помощью радиатора и вентилятора. Ни ведер, ни шлангов, ни аквариумных насосов. Без драмы.
ЛИНЕЙНЫЕ НАПРАВЛЯЮЩИЕ
Минимальное трение. Максимальная точность.
В наших линейных направляющих используются циркулирующие подшипники между призматическим рельсом и подшипниковым блоком. Коэффициент трения наших линейных направляющих составляет лишь небольшую часть того, что создается традиционными круглыми направляющими, и они способны воспринимать нагрузки во всех направлениях. Благодаря этим характеристикам наши станки с ЧПУ достигают высокой точности и значительно повышают точность перемещения.
ПРОМЫШЛЕННЫЙ КОНТРОЛЛЕР DSP
Не требуется сложное программное обеспечение. Наш ручной контроллер мощный, но очень простой в использовании.
Наш ручной контроллер мощный, но очень простой в использовании.
Задача управления обрабатывающим центром с ЧПУ не должна возлагаться на ПК и часть программного обеспечения. Вместо этого мы интегрировали промышленный контроллер DSP с ручным подвесным устройством. Это решение для управления является мощным, стабильным и ужасно простым в эксплуатации. Он также полностью обновляется, поэтому вы можете установить последнюю версию прошивки по мере необходимости.
ЦЕПЬ ДЛЯ КАБЕЛЬНЫХ НАПРАВЛЕНИЙ
Перемещение шлангов и кабелей без напряжения.
Незакрепленный пучок проводов почти всегда приводит к истиранию, напряжению и обрыву проводов. Наши силовые кабели и кабели передачи данных, а также шланги охлаждения заключены в легкие и гибкие нейлоновые гусеничные цепи, чтобы гарантировать, что передача данных никогда не будет прервана из-за обрыва провода.
Шаговые двигатели и сервоприводы с высоким крутящим моментом
Быстрое повторяемое позиционирование всех осей.
В зависимости от того, какой станок вы выберете, каждая ось управляется 57-мм высокомоментным шаговым двигателем, эквивалентным NEMA 23, или высокоточным серводвигателем. Каждое быстродействующее устройство рассчитано на высокие рабочие циклы и обеспечит тысячи часов бесперебойной работы с точностью.
Устройство касания инструмента
Быстро и точно измерьте длину долота.
Каждый раз, когда вы устанавливаете фрезу на свой станок с ЧПУ Axiom, вам необходимо точно определить длину новой оснастки. Просто вставьте устройство касания инструмента под долото, инициируйте команду «измерение» на вашем ручном контроллере, и длина долота будет автоматически определена и сохранена в DSP.
Промышленные разъемы для передачи данных
Слабые звенья здесь не обнаружены.
Производительность вашей машины зависит от точной передачи данных шаговым двигателям. Каждый проводной разъем, используемый в станке Axiom, имеет самое высокое качество. Там, где это возможно, мы используем компоненты аэрокосмического качества с металлическим корпусом, медными клеммами и стопорными кольцами с резьбой.
//
//
Беспокоитесь о том, что у вас есть машина, и вы не знаете достаточно, чтобы полностью раскрыть ее потенциал?
Будь то программный или технический вопрос, или просто сложное приложение, мы здесь, чтобы помочь. Независимо от того, как долго вы владеете станком с ЧПУ Axiom, мы всегда готовы протянуть руку помощи. Никаких счетов, никаких сроков годности, никакой драмы.
На каждый станок Axiom Precision распространяется справедливая, честная и надлежащая гарантия.
Мы спроектировали, изготовили и испытали вашу машину, поэтому мы обладаем уникальной квалификацией для быстрого запуска и запуска в случае возникновения проблем.
//
Axiom Precision предлагает широкий спектр станков практически для любых приложений с ЧПУ. Каждая машина была продуманно спроектирована, тщательно протестирована и предлагает полный набор аксессуаров, чтобы у вас было все необходимое для начала работы.
- • Рама из экструдированного алюминия высокой жесткости
- • Блокируемый алюминиевый стол
- • Встроенный спойлер из МДФ
- • Контактная пластина автоматического инструмента
- • Призматические направляющие по всем осям
- • Прецизионные шарико-винтовые пары
- • Электрошпиндель мощностью 1 л.
 с. (800 Вт)
с. (800 Вт) - • Промышленный 3-осевой контроллер ЧПУ RichAuto B11
 с. (800 Вт)
с. (800 Вт)Начиная с:
4999 долларов США
Сборка сейчас
Самый точный
начального уровня C Станок с ЧПУ
на рынке.
Лучшее соотношение цены и качества
- • Электрошпиндель 3HP
- • Встроенная система жидкостного охлаждения
- • Промышленный 4-осевой контроллер ЧПУ Axiom
- • Блокируемый алюминиевый стол
- • Прецизионные шарико-винтовые пары
- • Призматические направляющие на всех осях
- • Контактная пластина автоматического инструмента
- • Доступны дополнительные подставка и ящик для инструментов
Серия Pro V5
Начиная с:7 499 долларов США
Build Now
Производительность электрошпинделя плюс
4-осевой контроллер.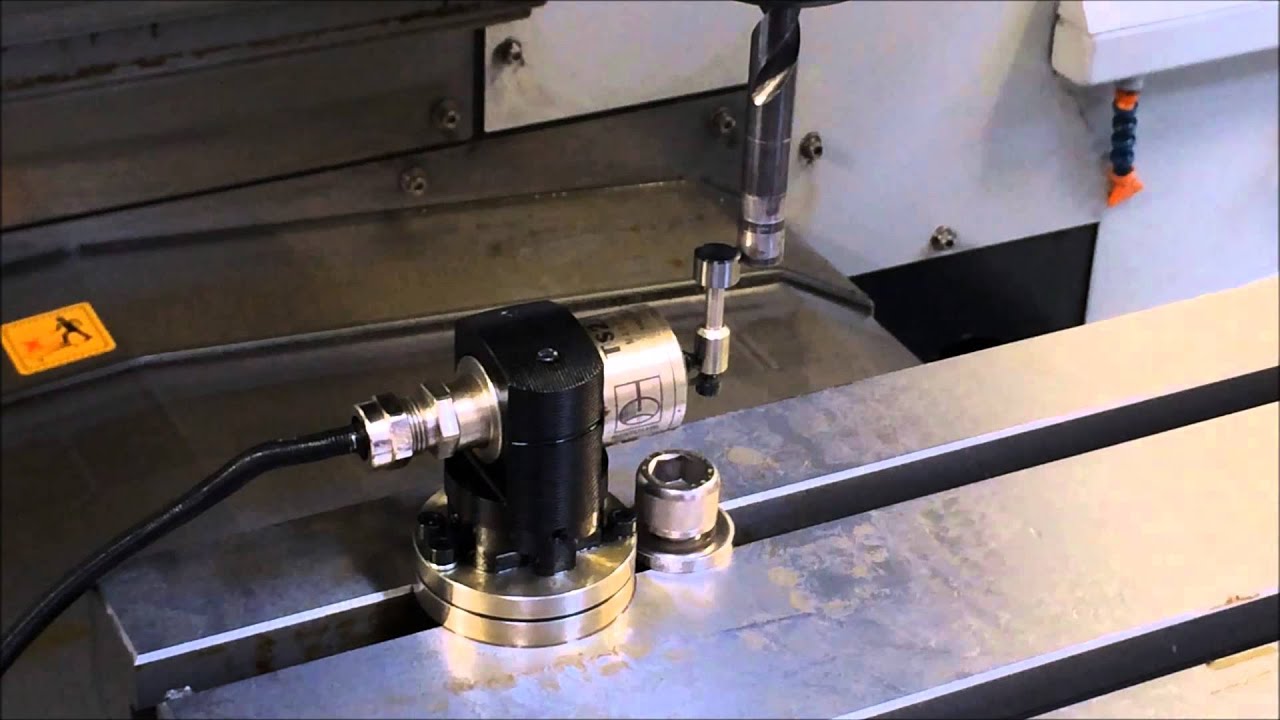
Самые популярные
- • Производительность с сервоприводом
- • Непревзойденная скорость и точность
- • Электрошпиндель 3HP ER-20
- • Бортовая система жидкостного охлаждения
- • Прецизионные шарико-винтовые пары
- • Призматические направляющие на всех осях
- • Промышленный 4-осевой контроллер ЧПУ
- • Подставка и место для хранения инструментов в комплекте
Элитная серия
Начиная с:11 999 долларов США
Build Now
Сервопривод для скорости, точности и воспроизводимости.
Сервопривод
//
Для качественного выполнения работы требуется нечто большее, чем просто отличный фрезерный станок с ЧПУ. Axiom предлагает полную линейку аксессуаров для ЧПУ, включая биты, пылесборники, зажимы, ящики для инструментов, стойки, лазерную насадку, программное обеспечение, осветительные приборы и поворотные комплекты для 4-х осей.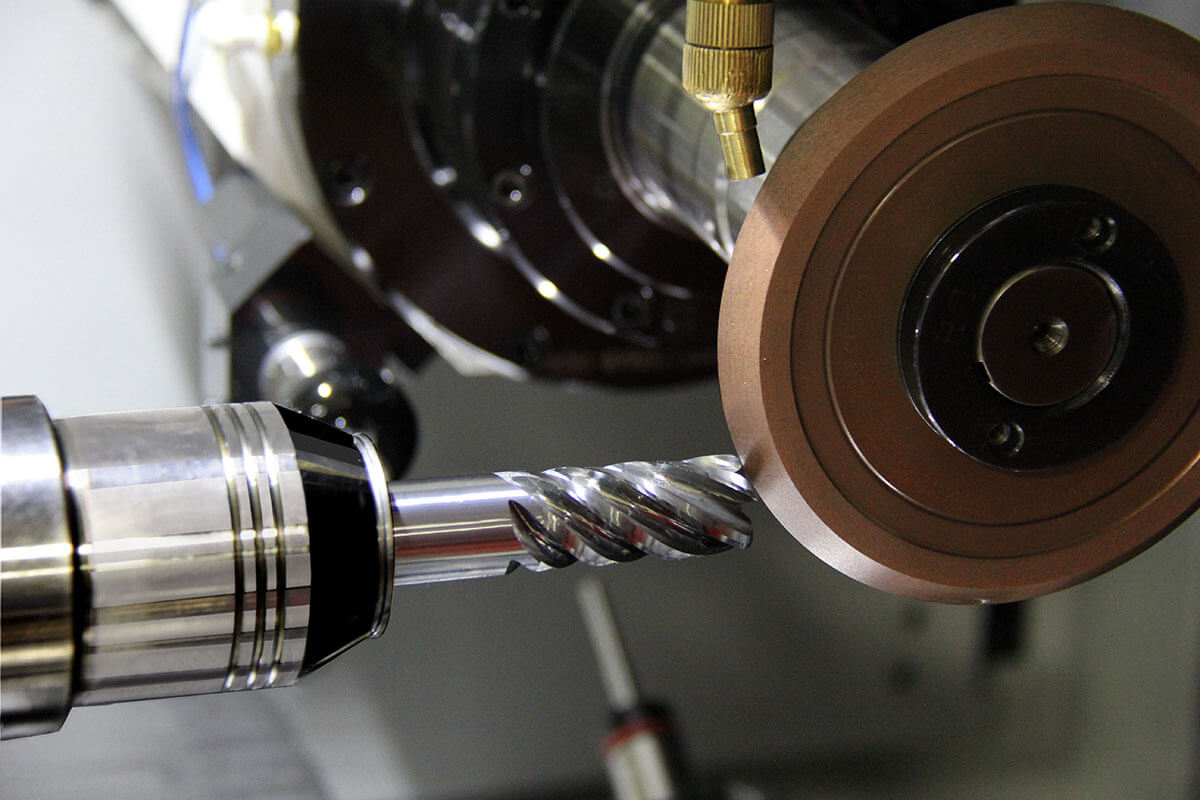
Каждый аксессуар, который мы продаем, прошел такой же строгий процесс разработки и тестирования, как и наши фрезерные станки с ЧПУ, чтобы гарантировать, что у вас будет все необходимое для начала работы.
Нажмите на изображения отдельных категорий ниже или нажмите здесь, чтобы увидеть все наши аксессуары.
Наборы фрез
Все, что вам нужно, чтобы начать резать детали.
Сбор пыли
Чистая среда — это безопасная среда.
Прижимные зажимы
Наш самый популярный аксессуар. Возьмите несколько.
Ящики для инструментов
Надежное организованное хранилище для принадлежностей ЧПУ.
Стойки для машин
Перестроен. Как нам нравится. Ролики и выравниватели в комплекте.
Лазерные наборы от JTech
Эти лазеры дают потрясающие результаты!
Программное обеспечение
Проектируйте и траектории любой детали, которую вы можете себе представить.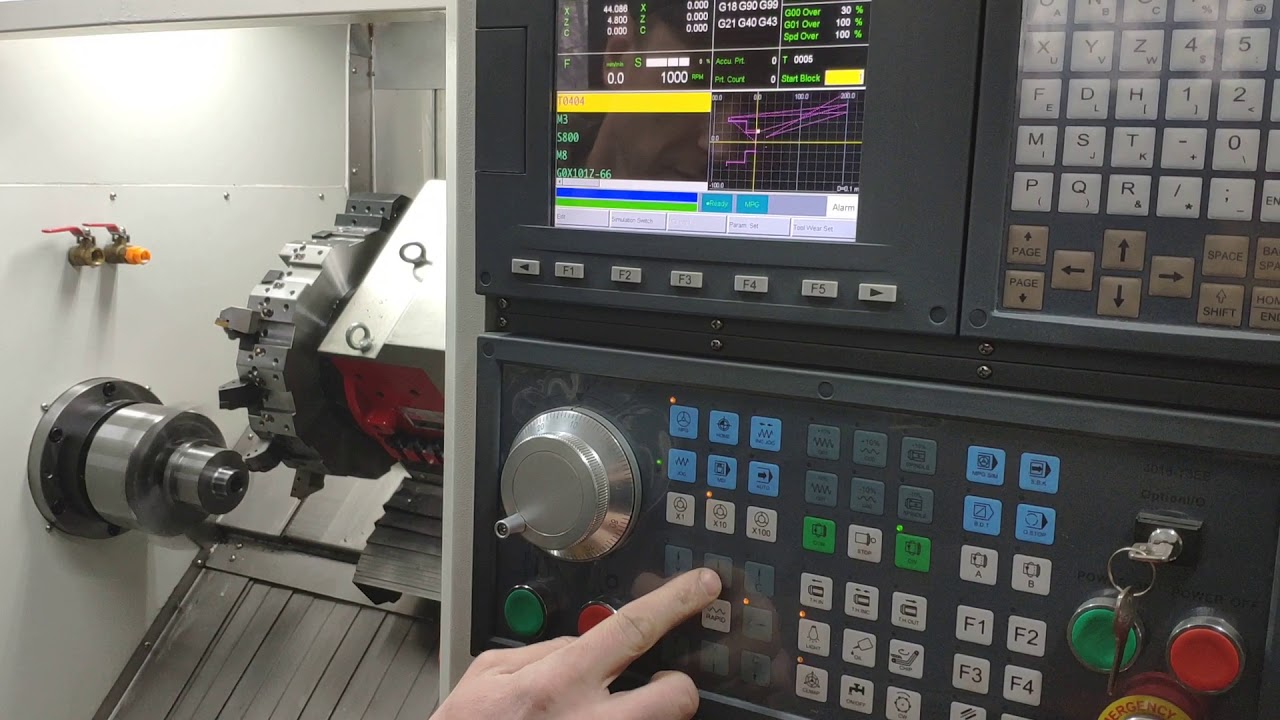
Комплекты светодиодных ламп
Этот комплект осветительных приборов устанавливается за считанные минуты и является прекрасным дополнением к вашему станку с ЧПУ Axiom.
4-осевой поворотный комплект
Этот токарный аксессуар можно заказать с любым станком серии Pro+ или Elite
Техническое обслуживание
Поддерживайте ЧПУ Axiom в идеальном состоянии.
Цанги и гайки
Цанги и гайки для ЧПУ Axiom
Аксессуары для подвески
Аксессуары для подвески
Внутреннее обучение Онлайн-обучение
//
Студенты процветают благодаря технологиям и практическому опыту. Axiom Tool Group может предоставить готовое решение ЧПУ, позволяющее школьным администраторам и преподавателям без особых усилий внедрять технологию ЧПУ в своих классах. Этот инновационный образовательный пакет идеально подходит для любой школы или университета, поскольку включает в себя полностью собранную машину, обучение персонала, расширенное лицензирование программного обеспечения и расширенную гарантию.
Станьте партнером Axiom, чтобы подготовить своих студентов к будущему в области автоматизированного производства.
Узнать больше//
Хотите увидеть машину в действии? Мы сотрудничаем с лучшими в стране розничными торговцами деревообрабатывающей продукцией, которые стремятся продемонстрировать все ключевые функции ЧПУ Axiom Precision.
Нажмите на ссылку ниже и найдите ближайшего к вам дилера.
//
Фрезерные станки с ЧПУ Axiom используются одними из самых инновационных компаний мира. Не ограничиваясь деревообработкой, передовые производственные приложения включают аэрокосмическую, автомобильную и образовательную отрасли. Производство развивается благодаря ЧПУ Axiom Precision.
//
Наши клиенты полагаются на точность, воспроизводимость и скорость фрезерных станков с ЧПУ Axiom для повышения качества и рентабельности своей продукции. |
|---|
 Наши системы ЧПУ оказывают огромное положительное влияние на них, как и на вас. Раскройте свой творческий потенциал и продуктивность с помощью фрезерного станка с ЧПУ Axiom Precision.
Наши системы ЧПУ оказывают огромное положительное влияние на них, как и на вас. Раскройте свой творческий потенциал и продуктивность с помощью фрезерного станка с ЧПУ Axiom Precision.JORDAN KLEIN – SASS & SAWDUST
Роли, Северная Каролина
VAN FLOWERS – PHAT GUITARS
Глен Аллен, Вирджиния
J.R. BEALL – THE BEALL TOOL COMPANY
Ньюарк, Огайо
ЛИНН ХАРВИ – ПЛАРНИЦА ГРИФОН
Колумбус, Огайо
МАЙКЛ БРЭНСОН – SAW CREATIONS
Оклахома-Сити, Оклахома
РЭЙ ТЕЙЛОР – ХОББИСТ СТОЛЯРНИК
Литтлтон, Колорадо
Аксиома Отзывы
“Мне очень понравилось знакомство с этой машиной, она была потрясающей. Стол, поставляемый вместе с машиной, невероятен и является одним из самых прочных, которые я когда-либо покупал.”
«ЧПУ Axiom точно вырезает каждую деталь. Я очень доволен результатами. Поскольку я делаю так много мелких деталей для игрушек, для меня очень важно, чтобы устройство вырезало точно.
 Ваша машина действительно делает это».
Ваша машина действительно делает это».“Я очень доволен своим Pro 6. Самое лучшее в владении Axiom cnc – это обслуживание клиентов. Станок очень прочный, а резы точные.”
«Я впечатлен этим станком и уже сделал два основания для своей системы сбора пыли в мастерской, где мне пришлось выполнить круговую интерполяцию вокруг центра. Это было легко сделать с помощью функции вырезания круга в VCarve. Я только что закончил вырезать пластину. для моей внучки».
“Машина оправдала все ожидания до сих пор, и я не вижу причин сомневаться меньше. Техническая поддержка была превосходной в то время, когда я в ней нуждался. Мой запрос был немедленно встречен Чадом, который работал со мной. через возникшие проблемы, и он был терпелив к моему незнанию оборудования и программного обеспечения».
//
Команда Axiom — наш главный ресурс. Мы молодая, стройная, очень опытная группа успешных людей, увлеченных технологиями ЧПУ.