Виды токарных резцов | Профлазермет
Токарные резцы по металлу применяются при точении и резке металла для придания изделию нужной формы. Процесс осуществляется путем срезания рабочей частью резца слоев материала изделия в форме стружки. Резцы для токарного станка различаются по характеру обработки поверхности, по конструкции, тому, как направляется движение подачи и прочим параметрам. Каждый из этих инструментов нужен для резки деталей определенного профиля, сечения, формы, поэтому имеет свои конструктивные и технологические особенности.
Разберем более подробно некоторые из видов металлообрабатывающего инструмента для токарных станков по металлу.
Типы режущего инструмента для токарного станка
Режущий инструмент разных видов имеет свои технические характеристики и параметры. Это обусловлено тем, что различные типы металлообрабатывающего инструмента предназначены для резки разных форм, в разных условиях, с разной интенсивностью. Если это единичное или массовое производство тоже могут подбираться оптимальные типы инструмента.
Классификация режущего инструмента регламентируется ГОСТами, нормативными и отраслевыми стандартами, включает группировку инструмента:
- по типу обработки поверхности: первичная черновая, получистовая и чистовая обработка поверхностей на станках;
- по тому, как направлено движение подачи: слева, справа;
- по конструкции токарного резца: с заменяемой твердосплавной пластиной, механически закрепленной на рабочей головке путем припаивания или сварки; не составные цельные режущие, имеющие кромку из быстрорежущего материала;
- по форме резца: прямые, отогнутые, изогнутой формы и пр.
В зависимости от предстоящей работы мастер подбирает оптимальный вид режущего инструмента, учитывая следующие параметры: объем работы, необходимые процедуры, глубину обработки детали, угол, под которым придется работать и прочие параметры. При создании деталей в массовом порядке режущий инструмент может проектироваться для каждой конкретной детали.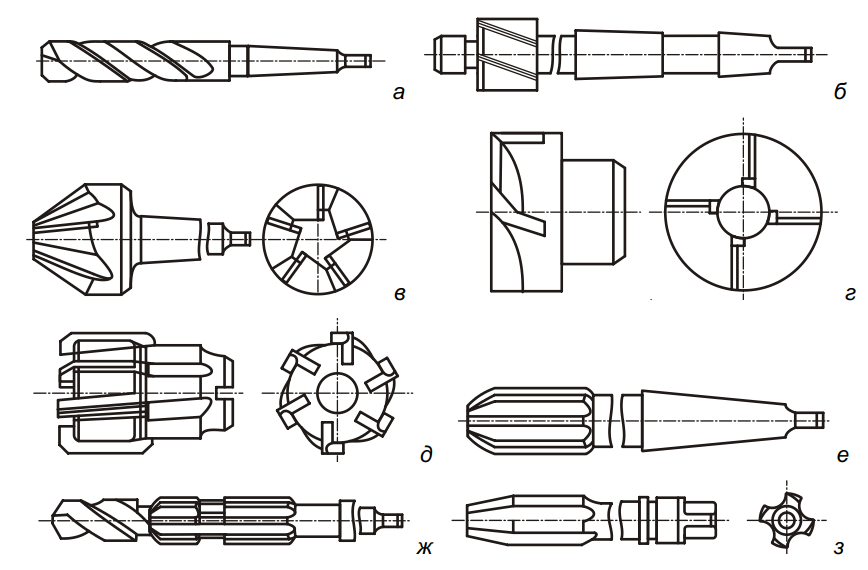
Как выглядит токарный резец
Любой режущий инструмент для токарных станков по металлу, независимо от его назначения, имеет две составные части: державки для фиксации резца в резцезажимном агрегате на станке и рабочая часть инструмента – головка, при помощи которой осуществляется резка. Рабочая головка резца имеет несколько граней-поверхностей и несколько режущих кромок. Державка может иметь поперечное сечение в форме квадрата или прямоугольника.
По форме выделяются следующие разновидности режущего инструмента:
- Прямые режущие инструменты, у которых тело инструмента и его рабочая часть как бы находятся соосно, либо на параллельных друг другу осях.
- Резец с изогнутой осевой линией. Металлообрабатывающий инструмент может быть изогнут вниз или вверх. Примерный угол загиба и форма инструмента показаны на рисунке ниже.
- Инструмент с отгибом рабочей головки или отогнутый резец. Осевые линии режущей части и тела инструмента при этом могут совпадать, а все тело режущего инструмента изгибается влево или вправо.

- Режущий инструмент «оттянутого» типа. Такой резец отличается тем, что ширина режущего края меньше ширины тела инструмента, режущая головка получается будто оттянута от державки. Осевые левые линии режущего края и тела инструмента при этом могут совпадать, либо может быть смещение оси головки относительно оси державки влево или вправо, как это обозначено на рисунке.
Виды токарных резцов по их назначению
Еще один важный критерий классификации режущего оборудования – по области применения. По назначению выделяют следующие виды резцов: для проходки или обточки, для растачивания имеющихся отверстий, для резки под прямым углом части заготовки, для нарезки резьб, фасонные, для прорезей, для фигурной резки.
Рассмотрим подробнее эти разновидности:
- Проходные режущие инструменты необходимы при обточке цилиндрических валиков и конических поверхностей. Существуют прямые и отогнутые проходные режущие инструменты. Отогнутые разновидности характеризуются большей жесткостью по сравнению с прямыми проходными режущими инструментами. Также отогнутый резец позволяет производить обработку металла в участках, где прямыми токарными резцами работать невозможно. Отогнутый резец допускает работу продольной и поперечной подачей, позволяет обтачивать деталь сверху, подрезать торцы и снимать фаски. Проходные режущие инструменты могут обеспечивать черновую и чистовую обработку металла. Чистовой инструмент позволяет получить ровную гладкую поверхность.
- Расточные режущие инструменты могут быть проходными и упорными. Они применяются при расширении до нужного диаметра отверстий сквозного и глухого типа, предварительно проделанных путем сверления, штамповки или при отливке заготовки. То есть расточный резец доводит диаметр и форму отверстия до требуемой, заданной проектным планом.
 Также отогнутый резец позволяет производить обработку металла в участках, где прямыми токарными резцами работать невозможно. Отогнутый резец допускает работу продольной и поперечной подачей, позволяет обтачивать деталь сверху, подрезать торцы и снимать фаски. Проходные режущие инструменты могут обеспечивать черновую и чистовую обработку металла. Чистовой инструмент позволяет получить ровную гладкую поверхность.
Также отогнутый резец позволяет производить обработку металла в участках, где прямыми токарными резцами работать невозможно. Отогнутый резец допускает работу продольной и поперечной подачей, позволяет обтачивать деталь сверху, подрезать торцы и снимать фаски. Проходные режущие инструменты могут обеспечивать черновую и чистовую обработку металла. Чистовой инструмент позволяет получить ровную гладкую поверхность.Режущий токарный инструмент для растачивания может быть правым и левым по направлению подачи. По форме они могут быть любые: прямые, отогнутые, изогнутые, с оттянутой головкой. Сечение державки может быть любой формы: прямоугольное, квадратное. По конструкции расточный режущий инструмент бывает двух видов: цельные и с припаянной или механически прикрепленной режущей пластиной из углеродистой или быстрорежущей стали. Стоит отметить, что форма головки резца для обработки сквозного и глухого отверстий отличается, они имеют разный угол φ (фи) в плане. Это связано с тем, что сквозной инструмент неизбежно погружается при прорезке на большую глубину, чем инструмент для глухих отверстий;
По конструкции расточный режущий инструмент бывает двух видов: цельные и с припаянной или механически прикрепленной режущей пластиной из углеродистой или быстрорежущей стали. Стоит отметить, что форма головки резца для обработки сквозного и глухого отверстий отличается, они имеют разный угол φ (фи) в плане. Это связано с тем, что сквозной инструмент неизбежно погружается при прорезке на большую глубину, чем инструмент для глухих отверстий;
- Отрезные режущие инструменты необходимы для отрезания под прямым углом. Этот инструмент представляет собой твердосплавную пластину, напаянную на тонкую ножку тела резца. Встречаются следующие виды отрезных резцов – левые и правые. Отрезные режущие инструменты позволяют также проходить узкие небольшие канавки.
- Резьбовые режущие инструменты позволяют нарезать резьбу с максимальной точностью и высокими показателями соосности с прочими поверхностями. Резьбовой токарный инструмент может быть изготовлен из быстрорежущей стали или же с твердосплавной пластинкой, припаянной или механически закрепленной.
- Фасонные режущие инструменты позволяют обрабатывать детали сложной формы. Применение данного типа резца гарантирует точность размеров и формы детали, ее полную идентичность заданному плану. Фасонные режущие инструменты обладают высокой производительностью, т.к. все грани фасонного профиля проходятся резцом одновременно. Фасонные инструменты могут быть следующих разновидностей: стержневые – для обработки коротких участков, они имеют небольшую высоту рабочей головки; призматические – для длинных фасонных деталей, этот вид инструмента не пригоден для обработки внутренних поверхностей; круглые фасонные режущие инструменты – для наружных и внутренних фасонных участков.

Режущий инструмент этого вида проектируется для каждой конкретной детали, поэтому профиль резца повторяет профиль обрабатываемой поверхности. Такие инструменты чаще востребованы на станках для массового производства.
- Прорезной режущий инструмент предназначен для прохождения узких канавок. Форма режущей кромки полностью повторяет профиль прорезаемого углубления. Инструмент имеет прямую форму. Режущая кромка на таких токарных резцах обычно узкая, т.к. канавки, прорезаемые токарным инструментом, имеют небольшие размеры. Головка инструмента сужается по направлению к стержню, это необходимо для предотвращения излишнего трения инструмента о боковые стенки канавки. Часто для этой же цели головка инструмента может быть расположена под небольшим углом или иметь радиусную заточку.
- Галтельные режущие инструменты предназначены для обработки на станке криволинейных поверхностей. Также этот тип инструмента применяется, для того, чтобы обточить по радиусу переходные участки между ступенями.
 Форма режущей кромки полностью повторяет профиль прорезаемого углубления. Инструмент имеет прямую форму. Режущая кромка на таких токарных резцах обычно узкая, т.к. канавки, прорезаемые токарным инструментом, имеют небольшие размеры. Головка инструмента сужается по направлению к стержню, это необходимо для предотвращения излишнего трения инструмента о боковые стенки канавки. Часто для этой же цели головка инструмента может быть расположена под небольшим углом или иметь радиусную заточку.
Форма режущей кромки полностью повторяет профиль прорезаемого углубления. Инструмент имеет прямую форму. Режущая кромка на таких токарных резцах обычно узкая, т.к. канавки, прорезаемые токарным инструментом, имеют небольшие размеры. Головка инструмента сужается по направлению к стержню, это необходимо для предотвращения излишнего трения инструмента о боковые стенки канавки. Часто для этой же цели головка инструмента может быть расположена под небольшим углом или иметь радиусную заточку.По всем вопросам относительно резки металла с применением современных станков и режущего инструмента всегда можно обратиться к специалистам ООО «Профлазермет» по контактным телефонам +7(495) 928-96-58 или 8 (800) 775-32-83. Компания работает на рынке обработки металлопроката более 7 лет, что позволило накопить богатый опыт в решении задач по резке различной сложности и объема. У нас так же производится гибка металла и лазерная резка металла
У нас так же производится гибка металла и лазерная резка металла
Режущий инструмент и оснастка для токарных станков с ЧПУ
При выполнении токарной обработки в основном используется резец с одной или двумя режущими кромками. Обработанной поверхностью называется поверхность, полученная после снятия стружки с заготовки. Таким образом в результате обработки заготовки получается деталь с комплексными поверхностями различных форм.
Рабочий процесс состоит из нескольких этапов – продольное точение, работа с торцами, а также обработка профильной части заготовки. На производстве важно достигать хороших показателей эффективности труда. Поэтому рациональный подбор режимов резания и инструментального оснащения для оборудования является задачей, возлагаемой на плечи токаря.
Резец
Основным рабочим инструментом является резец. Резец состоит из головки, т.е. рабочей части резца, и тела или стержня, служащего для закрепления резца в резцовой головке суппорта или державке.
Направление подачи проходного инструмента делит его на правые и левые резцы. Инструменты первого вида начинают работать в случае, когда подача идет от задней бабки к передней. Левые резцы выполняют рабочие мероприятия при соблюдении обратной подачи (слева направо).
Основные типы токарных резцов
Широкий спектр операций выполняется на токарных станках. Чаще всего применяются резцы:
- Проходной отогнутый;
- Проходной упорный
- отрезной;
- расточной;
- прорезной;
- фасонный;
- резьбовой.
Специалисту могут потребоваться инструменты специального назначения.
Категории резцов и виды обработки поверхности:
- Проходной упорный резец предназначен для обработки в том числе торцевых поверхностей. Для выполнения операции торцевания заготовки можно использовать проходной отогнутый резец.
- Черновые резцы используются для предварительной обточки и подрезания деталей, при которых снимается наибольшего количества материала. Также они выполняют подрезание деталей при условии срезания большей части припуска. Геометрическая форма резца позволяет достигать максимальных показателей производительности оборудования. Параметры шероховатости поверхности детали не требуют соблюдения на данном этапе обработки.
- Для формирования наружной или внутренней канавки применяется специальный резец для обработки канавок или отрезной резец. Если ширина канавки меньше её глубины, то предпочтительно применять точение в несколько осевых врезаний. Если обрабатываемая заготовка тонкостенная и нежесткая, рекомендуется плавное врезание под углом.
- Когда выполняется растачивание вращающимся инструментом различных отверстий, полученных посредством всевозможных технологических операций, используются расточные резцы. Инструменты позволяют обрабатывать отверстия, выемки, а также прочие элементы. Параметры поперечного сечения и длины режущего приспособления должны соответствовать размерам обрабатываемого фрагмента детали.
- Чтобы качественно нарезать резьбу, токарю нужны соответствующие резьбовые резцы. Инструмент подбирается на основании нюансов конструкции и материала заготовки. При этом учитывают параметры профиля, а также шага точения. Технологии и инструмент открывают дополнительные преимущества.
 Также они выполняют подрезание деталей при условии срезания большей части припуска. Геометрическая форма резца позволяет достигать максимальных показателей производительности оборудования. Параметры шероховатости поверхности детали не требуют соблюдения на данном этапе обработки.
Также они выполняют подрезание деталей при условии срезания большей части припуска. Геометрическая форма резца позволяет достигать максимальных показателей производительности оборудования. Параметры шероховатости поверхности детали не требуют соблюдения на данном этапе обработки.
Материалы, применяемые для изготовления токарных резцов.
Материалы, применяемые для изготовления рабочей части резцов, должны обладать следующими основными свойствами:
- Твердостью, которая должна быть больше твердости любого металла, обрабатываемого данным резцом.
- Теплостойкостью, т.е. способностью сохранять твердость, присущую данному материалу резца при нагреве его в процессе резания.
- Прочностью, обеспечивающей необходимую сопротивляемость головки резца разрушению под давлением стружки, а его режущей кромки выкрашиванию.
- Износостойкостью от трения стружки о переднюю поверхность резца и задней поверхности его о поверхность резания обрабатываемой детали.
- Теплопроводностью способностью отводить тепло, образующееся в процессе резания и поступающее в резец, от места его образования.
- Шлифуемостью возможностью получения (при заточке или доводке) необходимой чистоты поверхностей головки резца, а также острых режущих кромок.

Выбор токарного инструмента.
- Параметры выбора.Конструкция детали и требования к ней. Размер детали, требуемая форма, перепад диаметров, размерные допуски, шероховатость поверхности.
- Необходимые операции. Наружная или внутренняя обработка, черновая, получистовая, чистовая, оптимальное число проходов, необходимое число установов, обработка осевым инструментом.
- Материал детали. Твердость, состояние поставки, пруток, отливка или поковка, предварительно обработанная или нет, обработка с охлаждением или нет.
- Экономичность обработки. Сокращение цикла обработки, повышение стойкости инструмента, минимизация межоперационных заделов, затраты на деталь, сокращение простоев.

Рекомендуемая последовательность выбора токарного инструмента.
- Державка.
- Сменная пластина
- Форма
- Размер
- Радиус при вершине
- Геометрия
- Сплав
- Режимы резания
Остальные режущие приспособления
Устройства, позволяющие произвести формирование отверстий или резьбы:
Метчик – инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. Может использоваться на токарных и сверлильных станках и обрабатывающих центрах (машинные метчики), а также для нарезания резьб вручную.
Метчик закрепляется на станке в специальном патроне (патрон с осевой компенсацией) либо обычном цанговом патроне с цангой для метчиков.
Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущая часть плашки делается в виде внутреннего конуса. Плашки делают из легированных сталей.
Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущая часть плашки делается в виде внутреннего конуса. Плашки делают из легированных сталей.
Зенкер – многолезвийный (3 и более режущих кромок) режущий инструмент для обработки цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности. Зенкерование является получистовой обработкой резанием.
Сверление отверстий. Отверстия, отсутствующие в заготовках деталей, образуются на токарных станках сверлением. Наиболее часто используемый режущий инструмент для образования отверстий в сплошном материале – спиральное сверло.
Режущие инструменты для токарных станков: различные типы инструментов для токарной обработки
Режущие инструменты для токарных станков — это инструменты, устанавливаемые на токарный станок (деревянный/ручной/с ЧПУ), применяемые при производстве токарных деталей.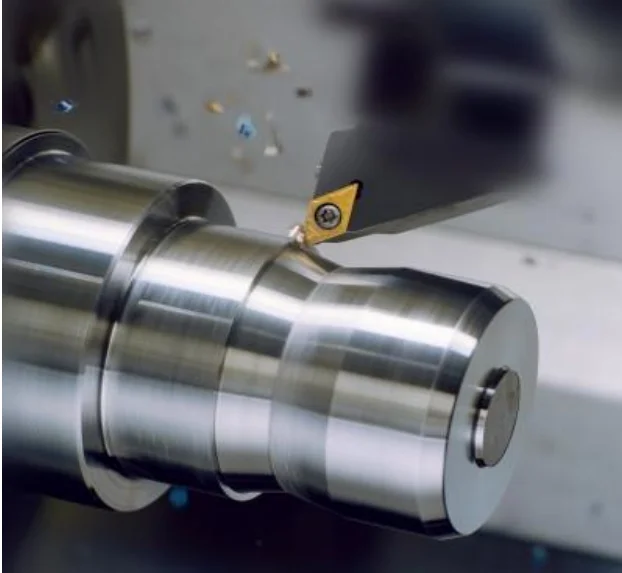 Они перемещаются вдоль оси станка, и их траектория определяет окончательную форму заготовки.
Они перемещаются вдоль оси станка, и их траектория определяет окончательную форму заготовки.
Существует несколько токарных станков без ЧПУ и с ЧПУ, каждый тип имеет уникальные характеристики и конструкции, которые определяют поддерживаемые токарные операции резки и прямого применения. В результате выбор правильного режущего инструмента требует глубокого понимания инструмента. В этой статье рассказывается об общих инструментах для токарных станков, их конструкции, функциях и применении. Давайте перейдем к делу.
Четыре категории: типы режущих инструментов токарных станков
Многие типы режущих инструментов, используемых на токарных станках или токарных станках с ЧПУ, можно разделить на четыре основные категории: материалы, операции, структура и направление подачи. Ниже приведены различные режущие инструменты для токарных станков, которые подпадают под каждую категорию.
Категория 1: Режущие инструменты для токарных станков на основе материала
Многие материалы подходят для изготовления инструментов, используемых на токарных станках, каждый из которых имеет уникальные характеристики. В результате каждый режущий инструмент токарного станка имеет свойства, основанные на присущих материалу механических свойствах. Ниже приведены общие режущие инструменты для токарных станков в зависимости от используемого материала.
В результате каждый режущий инструмент токарного станка имеет свойства, основанные на присущих материалу механических свойствах. Ниже приведены общие режущие инструменты для токарных станков в зависимости от используемого материала.
Быстрорежущая сталь (HSS)
Быстрорежущая сталь содержит такие элементы, как вольфрам, углерод, ванадий и хром. Режущие инструменты, изготовленные из этого материала, известны своей исключительной твердостью, прочностью и износостойкостью/термостойкостью. Кроме того, они имеют высокую скорость, подходящую для черновой и получистовой обработки.
Карбид
Твердосплавные режущие инструменты для токарных станков твердые и хрупкие. Поэтому они совместимы практически со всеми материалами. Однако они дороги, что ограничивает их использование в частичном производстве.
Алмаз
Режущие инструменты для токарных станков из алмазов очень твердые. Благодаря этому они подходят для работы со всеми материалами.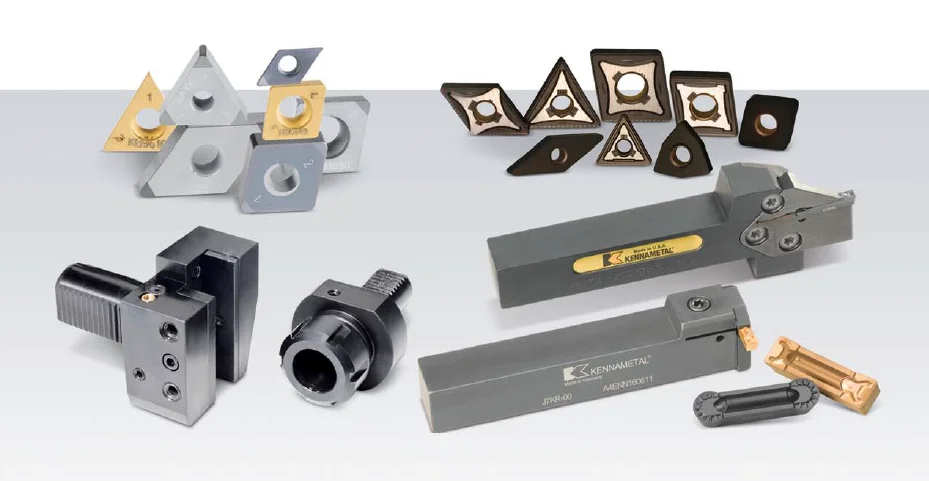 Тем не менее, как и твердосплавные инструменты, они дороги, что ограничивает их промышленное применение.
Тем не менее, как и твердосплавные инструменты, они дороги, что ограничивает их промышленное применение.
Кубический нитрид бора
Кубический нитрид бора является следующим по твердости. Они долговечны, устойчивы к истиранию и подходят для черновой и прерывистой обработки, особенно для обработки чугуна.
Категория 2: Режущие инструменты для токарных станков на основе операций
Режущие инструменты для токарных станков также классифицируются на основе операций обработки. Ниже приведены общие инструменты, используемые в каждой операции токарной обработки.
Токарные инструменты
Токарные инструменты применяются для удаления материалов по длине заготовки. Следовательно, это приводит к уменьшению диаметра заготовки. Существует два типа:
– Инструменты для чернового точения : Инструменты для чернового точения используются для удаления большого количества материала с заготовки за один проход. Поэтому их обычно используют для создания грубых форм или для подготовки поверхностей к последующим чистовым операциям.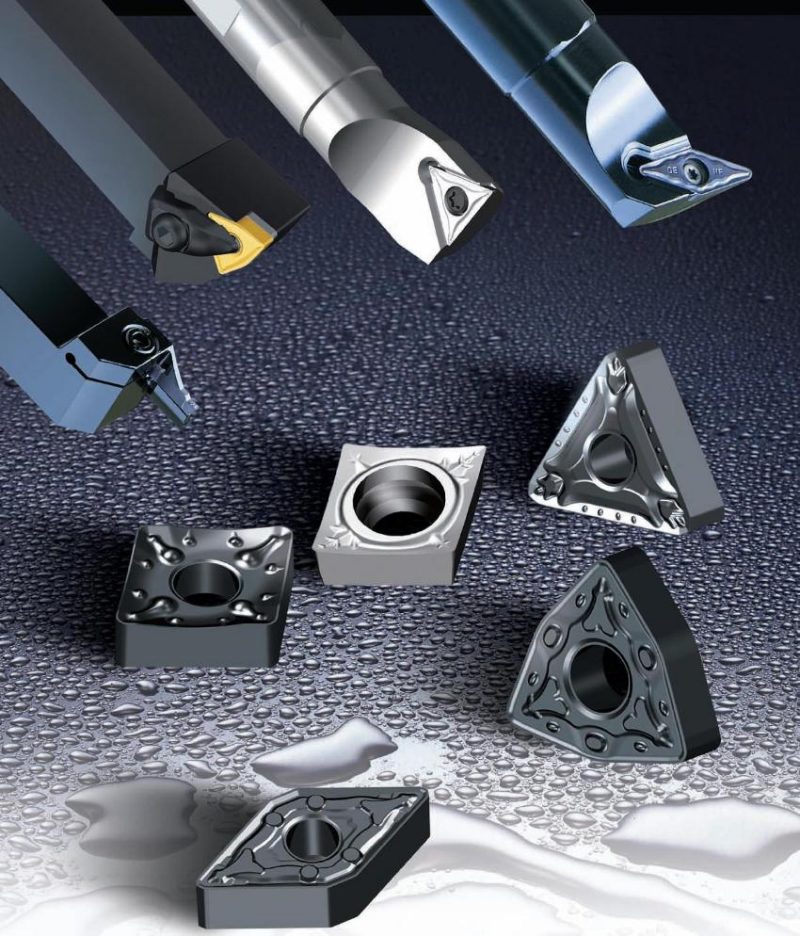
– Инструмент для чистовой токарной обработки : Инструмент для чистовой токарной обработки используется для удаления небольшого количества материала с заготовки с целью получения гладкой обработанной поверхности.
Инструменты для снятия фасок
Режущие инструменты этих токарных станков подходят для снятия фасок, т. е. для получения косой кромки. Токарные инструменты также подходят для снятия фаски. Однако они должны быть установлены под прямым углом к заготовке. Более того, они устаревают при большом угле наклона.
Резьбонарезные инструменты
Резьбонарезные инструменты подходят для нарезания спиральной резьбы на цилиндрических деталях. Как правило, они имеют угол при вершине, который зависит от предполагаемого угла резьбы. Кроме того, поперечное сечение инструмента влияет на шаг резьбы.
Инструменты для торцевания
Инструменты для торцевания используют боковую режущую кромку для удаления тонкого слоя материала и получения гладкой поверхности.
Формовочные инструменты
Формовочный инструмент сочетает в себе инструмент для токарной обработки и обработки канавок, применимый для изготовления сложных форм на ходу. В то время как токарный инструмент выполняет ту же работу, формовочный инструмент идеален, поскольку он повышает точность и сокращает время цикла.
Инструменты для обработки канавок
Эти инструменты применяются для создания канавок на заготовках с цилиндрическими поверхностями. Существует несколько форм канавок, определяемых формой инструмента токарного станка. Обычными являются V-образные и квадратные режущие инструменты.
Расточные инструменты
Расточный инструмент представляет собой режущий инструмент, характеризующийся расточной оправкой с режущим инструментом на конце. Таким образом, он применим для обработки и увеличения диаметра отверстия.
Накатные инструменты
Накатные инструменты имеют два или более металлических ролика с рельефным рисунком. Обычно они применяются для создания углублений на заготовке для увеличения ее захвата.
Обычно они применяются для создания углублений на заготовке для увеличения ее захвата.
Категория 3: Режущие инструменты для токарных станков на основе конструкции
Существует три основных типа режущих инструментов токарных станков в зависимости от их конструкции. Это:
Однокорпусные инструменты
Они изготавливаются из цельного куска материала и имеют определенную форму, размер и геометрию. В результате они являются наиболее распространенными токарными станками из-за их скорости и прочности.
Режущие инструменты для сварочных станков
Эти инструменты имеют головку и стержень, изготовленные из различных материалов, соединенных сваркой. Как правило, боковая сторона изготавливается из таких материалов, как карбид, известный своей прочностью и долговечностью, а корпус может быть изготовлен из различных металлов. Из-за разницы в материалах они обеспечивают меньшую силу резания, чем однокорпусные инструменты.
Режущие инструменты для токарных станков с зажимом
Эти режущие инструменты по составу материала аналогичны сварочным инструментам.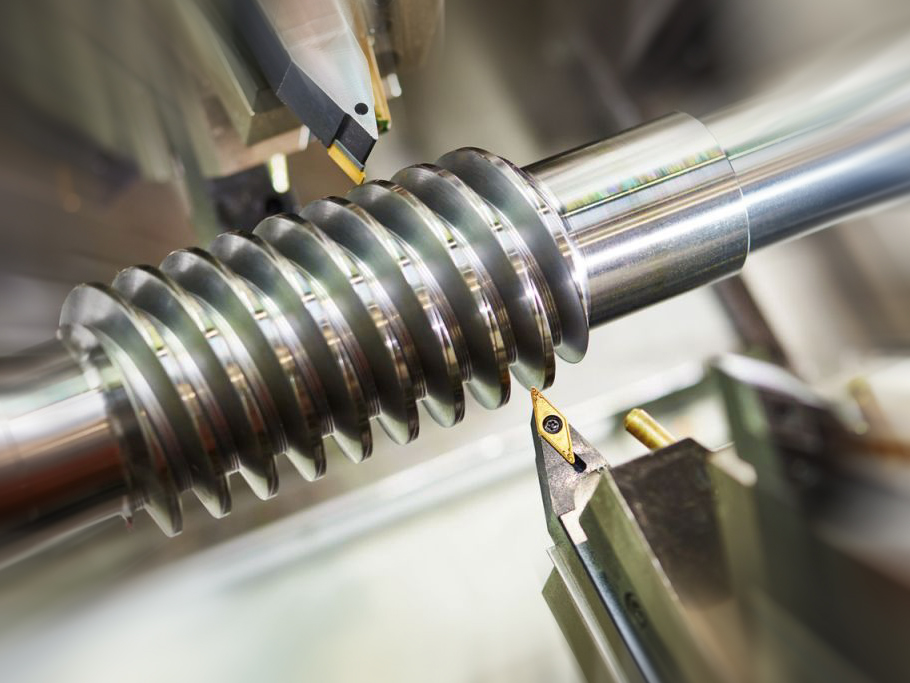 Однако вместо сварочного инструмента токарно-винторезный станок формируется путем размещения вставки (т. е. режущего инструмента) на рукоятке. Как правило, режущие инструменты зажимного токарного станка ловки и заменяемы. Поэтому их свойства, такие как прочность и долговечность, зависят от типа вставок.
Однако вместо сварочного инструмента токарно-винторезный станок формируется путем размещения вставки (т. е. режущего инструмента) на рукоятке. Как правило, режущие инструменты зажимного токарного станка ловки и заменяемы. Поэтому их свойства, такие как прочность и долговечность, зависят от типа вставок.
Категория 4: Режущие инструменты для токарных станков в зависимости от направления подачи
Существует три основных типа режущих инструментов токарных станков в зависимости от направления подачи. Это:
Режущие инструменты для правого токарного станка
Эти инструменты удаляют материалы при транспортировке их справа налево. Они имеют конструкцию, похожую на человеческую руку. Это связано с тем, что большой палец правой руки указывает направление подачи, а основная режущая кромка находится с левой стороны инструмента.
Левосторонние режущие инструменты для токарных станков
Эти инструменты удаляют материалы при транспортировке их слева направо. В соответствии с конструкцией человеческой руки большой палец левой руки указывает направление подачи, а основная режущая кромка находится с правой стороны инструмента.
В соответствии с конструкцией человеческой руки большой палец левой руки указывает направление подачи, а основная режущая кромка находится с правой стороны инструмента.
Режущие инструменты для токарных станков с круглым носом
Эти инструменты могут перемещаться слева направо или справа налево, поскольку они не имеют боковых передних и задних передних углов. Они подходят для операций механической обработки, требующих гладкой поверхности.
Обратите внимание, : Существуют и другие режущие инструменты для токарных станков с различным применением. Вам следует убедиться, что вы поговорили с профессиональным оператором станка с ЧПУ или связались с WayKen, чтобы подобрать идеальный вариант.
Как правильно выбрать режущий инструмент для токарного станка?
Все мы знаем, что для идеальной работы нужны правильные инструменты. Выбор правильного режущего инструмента для токарного станка очень важен для получения точных результатов обработки заготовки.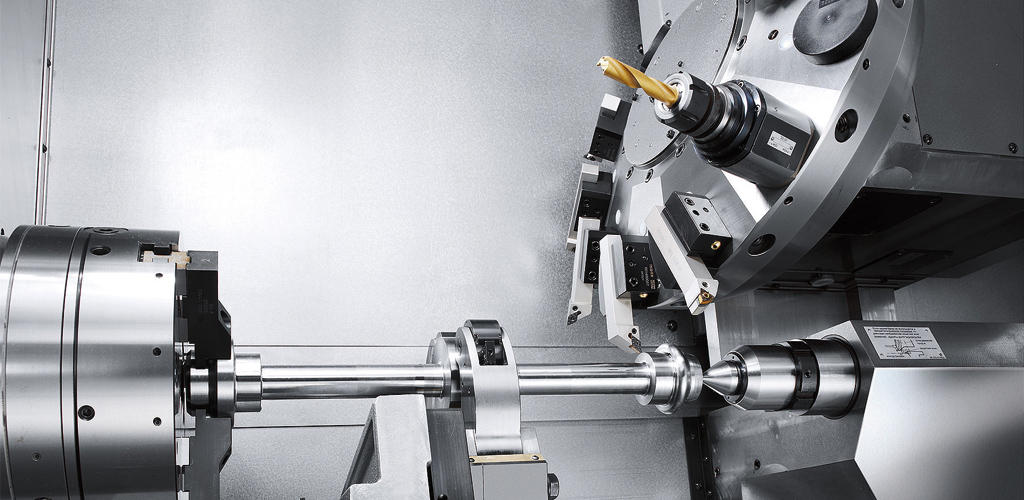 Ниже приведен список способов выбора подходящего режущего инструмента для токарных станков:
Ниже приведен список способов выбора подходящего режущего инструмента для токарных станков:
Покрытие инструментов для токарных станков
Покрытия — это материалы, наносимые на внешние части режущего инструмента для улучшения его механических свойств и эстетики. Кроме того, они важны, поскольку режущие инструменты токарных станков с покрытием служат дольше, чем инструменты без покрытия. Как и ожидалось, существует несколько покрытий, включая нитрид титана (TiN), карбид титана (TiC) и оксид алюминия, каждое из которых обладает присущими ему свойствами.
Материал заготовки
Механические свойства заготовки играют огромную роль при выборе правильного режущего инструмента для токарной обработки. Самый простой процесс выбора зависит от твердости, так как твердые материалы следует обтачивать только инструментами с твердым или непокрытым покрытием. Это предотвратит выкрашивание инструментов во время операции обработки. Например, режущие инструменты из алмаза и кубического нитрида бора известны своей прочностью и пригодностью для работы с твердыми материалами.
Требуемые типы токарных операций
Каждая токарная операция требует определенного набора навыков и инструментов. В результате вы должны убедиться, что выбрали правильный инструмент в зависимости от операции. Например, токарные инструменты применимы для удаления материалов по длине заготовки. Однако они не подходят для формирования операций. Другое соображение включает направление резки.
Требуемая форма детали
Кроме того, при выборе режущего инструмента для токарного станка учитывайте инструмент и форму детали. Например, во время операций с облицовкой, когда вы хотите создать форму куба на материале, вы можете использовать прямоугольный инструмент для облицовки.
Компоненты режущего инструмента токарного станка
Хотя токарные станки имеют различную конструкцию в зависимости от их функций и областей применения, все они имеют определенные общие детали. Ниже приведены общие детали для каждого типа режущего инструмента токарного станка.
Хвостовик
Это часть, соединенная с токарным станком. Это самая толстая часть инструмента, в основном прямоугольного сечения.
Торец
Это часть режущего инструмента токарного станка, по которой стекает стружка во время токарных операций.
Фланг
Это часть, которая противостоит заготовке и взаимодействует с ней. Он может быть большим или малым и вместе с гранью режущего инструмента образует режущую кромку.
Режущая кромка
Эта часть отвечает за режущее действие инструмента. Режущая кромка зависит от инструмента. Например, одноточечный инструмент будет иметь две режущие кромки и может резаться с использованием двух поверхностей.
Носик инструмента
Это пересечение основной и вспомогательной режущей кромки. Он имеет кривизну, которая увеличивает его прочность, долговечность и способность делать более гладкий срез.
Боковой передний угол
Образуется торцом инструмента и линией, перпендикулярной корпусу.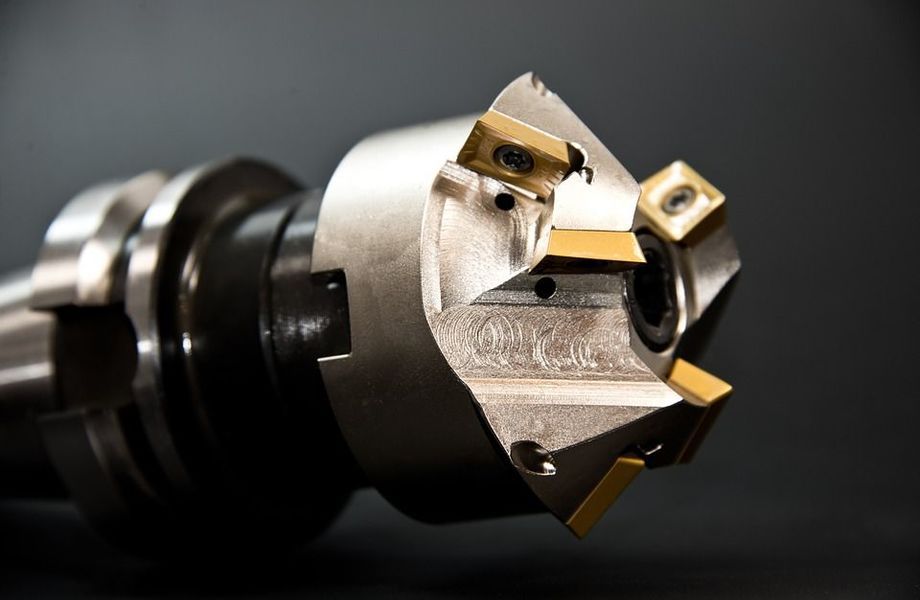 Он определяет направление потока стружки.
Он определяет направление потока стружки.
Боковой задний угол
Если смотреть спереди, боковой задний угол представляет собой угол, образованный главной боковой поверхностью с поверхностью хвостовика, перпендикулярной основанию режущего инструмента. Это предотвращает трение главной стороны о заготовку.
Задний задний угол
Если смотреть сбоку, это угол передней кромки боковой поверхности, образуемый линией, перпендикулярной основанию инструмента. Это предотвращает трение второстепенной стороны о заготовку.
Задний передний угол
Это угол между поверхностью и плоскостью, параллельной основанию. Большой передний угол увеличит остроту, но уменьшит прочность и наоборот.
Угол концевой режущей кромки
Это угол между концевой режущей кромкой и линией, перпендикулярной корпусу инструмента и касательной к его вершине. Он предотвращает касание инструментом обрабатываемой поверхности заготовки.
Угол боковой режущей кромки
Угол, образуемый боковой режущей кромкой с линией, параллельной корпусу инструмента. Поэтому он играет важную роль в силе резания и толщине стружки при токарных операциях.
Поэтому он играет важную роль в силе резания и толщине стружки при токарных операциях.
Доступные операции с режущим инструментом для токарного станка
Токарный станок может выполнять различные операции. Ниже приведены наиболее распространенные операции с режущим инструментом, которые можно выполнять с заготовкой.
Операции с токарным инструментом
Токарная обработка является наиболее распространенной операцией с режущим инструментом при механической обработке. Он включает в себя создание цилиндрической детали точной геометрии путем удаления из заготовки лишнего материала. Как правило, это может быть автоматизировано при токарной обработке с ЧПУ или вручную, как и в других токарных операциях.
Операция торцевания
Эта операция резки включает в себя уменьшение длины заготовки для формирования желаемых деталей. Он включает в себя использование режущего инструмента для перпендикулярного отрезания детали.
Операция снятия фаски
Включает создание наклонной поверхности на кромке цилиндрической заготовки. Применяется для уменьшения повреждений острых кромок.
Применяется для уменьшения повреждений острых кромок.
Накатка
Накатка включает использование двух или более металлических роликов для создания рельефных узоров на цилиндрической заготовке. Следовательно, он применим для увеличения захвата продукта.
WayKen удовлетворит ваши различные потребности в обработке
Вам не нужно беспокоиться о выборе правильных режущих инструментов для токарных станков, когда вы можете просто вызвать команду экспертов, которая сделает это за вас. WayKen — это ваш универсальный магазин для всех ваших потребностей в механической обработке. Мы предлагаем различные услуги по токарной обработке с ЧПУ, включая торцевание, снятие фасок, накатку и т. д. Если вам нужен прототип или мелкосерийная обработка деталей, вы можете быть уверены, что получите высококачественные серийные детали. Просто загрузите свои файлы САПР сегодня, и вы получите мгновенное предложение и бесплатную DFM.
Фрезы для токарных станков являются важными инструментами в обработке с ЧПУ. Они бывают разных типов, что определяет их работу и функции. В результате правильный выбор инструмента имеет важное значение для успешной операции обработки.
Они бывают разных типов, что определяет их работу и функции. В результате правильный выбор инструмента имеет важное значение для успешной операции обработки.
Каковы функции режущих инструментов токарных станков?
Режущие инструменты токарного станка используются в режущей части заготовки для придания необходимой формы. Резка деталей может выполняться с помощью нескольких операций, таких как снятие фаски и токарная обработка.
Какие свойства следует учитывать при выборе материала режущего инструмента для токарных станков?
При выборе материала режущего инструмента токарного станка необходимо проверить его твердость, ударную вязкость и термостойкость.
Какой из материалов режущего инструмента имеет самое высокое качество?
Из-за своей твердости и скорости резания алмазные режущие инструменты для токарных станков являются лучшими. Однако они дороги, что ограничивает их промышленное использование.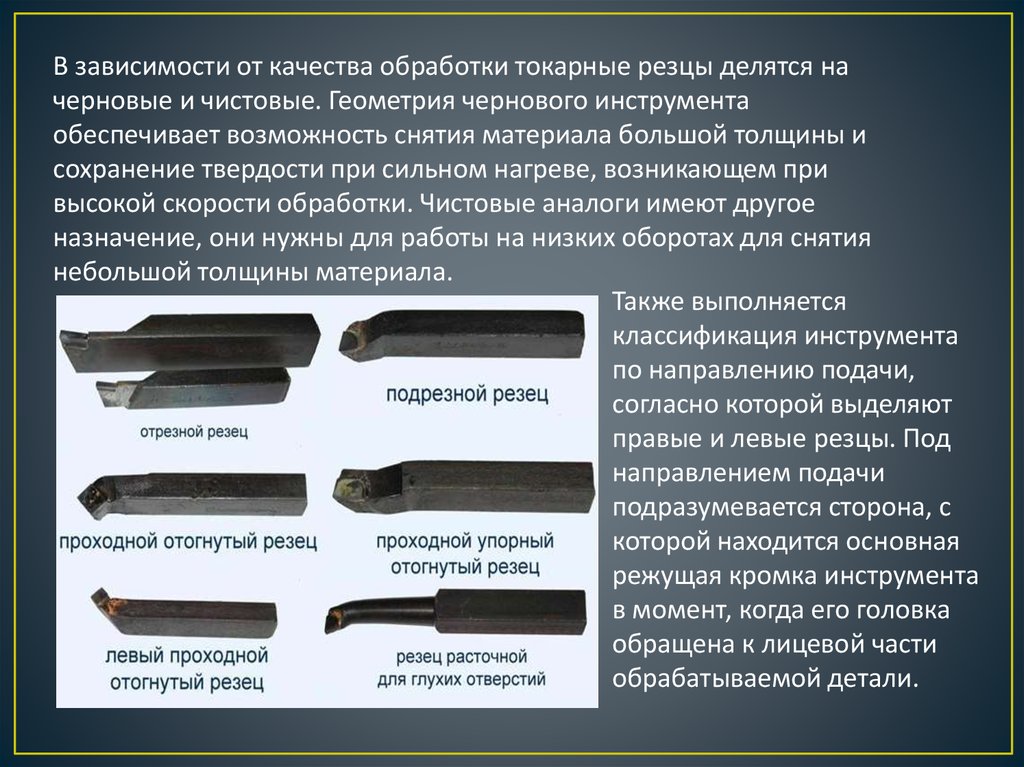
Режущие инструменты для токарных станков: графическое руководство
Токарные станки — это универсальные машины, которые можно использовать для выполнения различных операций механической обработки.
Для выполнения операций на токарном станке требуются специальные режущие инструменты, специально разработанные для каждой операции.
Независимо от мощности вашего станка конечные результаты ваших операций обработки зависят от выбора правильного инструмента для операции.
Но что отличает эти инструменты и как выбрать правильный инструмент для вашего приложения?
Каждый инструмент имеет определенную геометрию, что делает его идеальным для конкретной операции обработки.
В этой статье я подробно рассказал о режущих инструментах для токарных станков и классифицировал их на основе принципа действия, конструкции, материала и направления подачи.
Что в этой статье?
- Что такое режущий инструмент для токарных станков?
- Различные типы режущих инструментов для токарных станков
- Часто задаваемые вопросы (FAQ)
Что такое режущий инструмент для токарных станков?
Как правило, режущие инструменты токарных станков состоят из острой кромки, которая прижимается к поверхности вращающейся заготовки для удаления материала на желаемой глубине.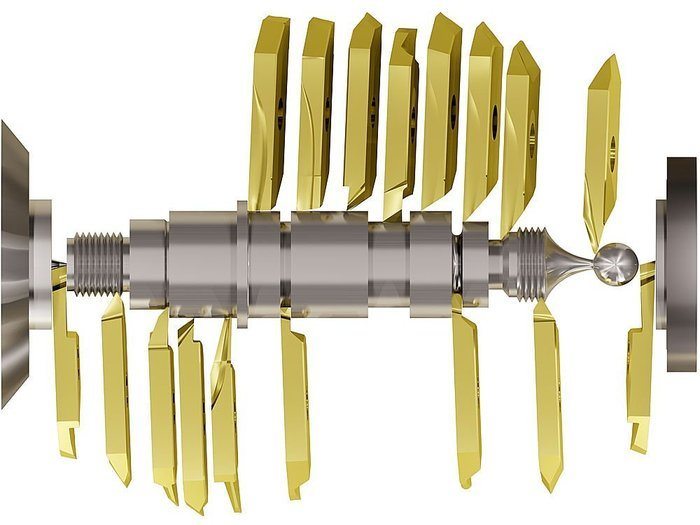 Режущий инструмент устанавливается либо на стойке (токарные станки по металлу), либо на подручнике (токарные станки по дереву).
Режущий инструмент устанавливается либо на стойке (токарные станки по металлу), либо на подручнике (токарные станки по дереву).
Режущий инструмент на токарном станке можно перемещать вручную (токарные станки по дереву), с помощью маховиков (токарные станки по металлу) или автоматически с помощью числового программного управления (токарные станки с ЧПУ).
Эти инструменты можно перемещать вокруг системы осей токарного станка, а траектория движения режущего инструмента по поверхности заготовки определяет ее окончательную форму.
В отличие от других операций механической обработки, токарные станки состоят из вращающейся заготовки, установленной на патроне, обычно 3-х или 4-х кулачковом патроне, и стационарного режущего инструмента, известного как режущий инструмент токарного станка.
В результате режущие инструменты, используемые в токарных станках, значительно отличаются от инструментов, используемых в других станках, таких как фрезеры, фрезы, сверла и т. д. могут быть классифицированы как токарные станки, токарные станки с револьверной головкой, токарные станки с токарным станком, швейцарские токарные станки, настольные токарные станки, многошпиндельные токарные станки, токарные станки и т. д.
д. могут быть классифицированы как токарные станки, токарные станки с револьверной головкой, токарные станки с токарным станком, швейцарские токарные станки, настольные токарные станки, многошпиндельные токарные станки, токарные станки и т. д.
Кроме того, в зависимости от управления движением режущего инструмента, токарные станки могут быть либо ручными или автоматические станки с ЧПУ.
Однако инструменты, используемые на всех этих токарных станках, имеют схожую номенклатуру и геометрию.
Геометрия одноточечного режущего инструмента
Одноточечный режущий инструментХвостовик
Хвостовик режущего инструмента — это часть, которая зажимается в держателе инструмента/резцедержателе.
Это самая толстая часть режущего инструмента, обычно имеющая прямоугольное сечение.
Боковая поверхность
Боковая поверхность – это сторона режущего инструмента, которая вместе с торцом образует режущую кромку.
Однолезвийный режущий инструмент обычно состоит из двух боковых сторон: большой и вспомогательной.
Торец
Торец — это поверхность, по которой скользит стружка при выполнении операции резания.
Режущая кромка
Режущая кромка лежит на поверхности режущего инструмента. Это край, который выполняет действие удаления материала, когда инструмент скользит по заготовке.
Как правило, одноточечный режущий инструмент имеет две режущие кромки: боковую режущую кромку и концевую режущую кромку.
В результате режущий инструмент выполняет режущее действие на двух поверхностях, расположенных под прямым углом друг к другу.
Носик
Носик — это угол режущего инструмента, где сходятся две режущие кромки (боковая режущая кромка и концевая режущая кромка).
Слегка изогнутый, чтобы обеспечить большую прочность, увеличить срок службы инструмента и обеспечить более гладкий срез.
Боковой передний угол
Это угол между торцом инструмента и линией, перпендикулярной корпусу инструмента.
Боковой передний угол определяет направление схода стружки, а увеличение бокового переднего угла токарного инструмента уменьшает толщину стружки.
Боковой задний угол
При взгляде спереди боковой задний угол представляет собой угол, образуемый главной боковой поверхностью с поверхностью хвостовика, перпендикулярной основанию режущего инструмента.
Обеспечивает зазор для предотвращения трения основной стороны о заготовку при продольной подаче.
Задний задний угол
Вид сбоку на одноточечный режущий инструментПри взгляде на инструмент сбоку задний задний угол представляет собой угол, образованный передней кромкой боковой поверхности с линией, перпендикулярной основанию инструмент.
Этот угол обеспечивает зазор для предотвращения истирания вспомогательной боковой поверхности заготовки.
Передний угол
Передний угол определяет угол наклона передней поверхности режущего инструмента.
Это угол, образуемый гранью с плоскостью, параллельной основанию, проходящей через вершину грани.
Режущие инструменты с положительным, отрицательным и нулевым передним угломКак правило, положительный передний угол увеличивает остроту инструмента, но снижает его прочность, и поэтому используется для резки мягких материалов.
В то время как отрицательный передний угол повышает прочность и облегчает сход стружки, что делает его идеальным для обработки твердых материалов.
Однако при этом увеличивается сила резания, что делает процесс подверженным вибрациям и сильному выделению тепла из-за трения.
С другой стороны, режущие инструменты с нулевым передним углом обладают нейтральной режущей способностью, имеют простую конструкцию и более просты в изготовлении.
Угол концевой режущей кромки
Вид сверху одноточечного режущего инструмента Это угол, образованный концевой режущей кромкой с линией, идущей перпендикулярно корпусу и касательной к носу.
Подобно затылочным уголкам, концевая режущая кромка предотвращает контакт инструмента с обрабатываемой поверхностью заготовки.
Угол боковой режущей кромки
Это угол, образованный боковой режущей кромкой с линией, идущей параллельно корпусу режущего инструмента.
Этот угол влияет на силы резания и толщину стружки, улучшая производительность инструмента за счет снижения ударной нагрузки.
Радиус при вершине
Радиус при вершине — это радиус кривизны кончика инструмента.
Улучшает качество поверхности и увеличивает срок службы инструмента, предотвращая внезапную поломку при ударной нагрузке.
Различные типы режущих инструментов для токарных станков
Режущие инструменты для токарных станков можно классифицировать не только в ручном исполнении или на держателе, но и в зависимости от их действия, конструкции, материала и направления подачи.
Принцип действия
Токарный инструмент
Токарный инструмент Токарный инструмент используется для удаления материала по длине заготовки.
Этот инструмент уменьшает диаметр заготовки для получения желаемой формы и размера. Процесс известен как токарная обработка.
Эти инструменты можно разделить на два типа: черновое точение и чистовое точение.
Операции, выполняемые токарным инструментомИнструменты для чернового точения имеют идеальную геометрию для удаления максимального объема материала с минимальным временем цикла.
В то время как чистовые токарные инструменты имеют сравнительно меньшую режущую кромку и используются для получения гладкой поверхности с точными размерами.
Эти инструменты могут использоваться для выполнения различных операций, таких как ступенчатая токарная обработка, конусная токарная обработка, формовка и т. д. под углом к вертикальной оси.
Как правило, для снятия фаски используется токарный инструмент, режущая кромка которого расположена под углом к поверхности заготовки.
Однако, если угол наклона большой или требуется большое количество снятия фаски, используется специально разработанный инструмент для снятия фаски со скошенной режущей кромкой.
Резьбонарезной инструмент
Резьбонарезной инструментРезьбонарезной инструмент используется для нарезания спиральной резьбы на цилиндрической заготовке.
Эти инструменты имеют специальную режущую кромку, заточенную в соответствии с шириной и формой желаемой резьбы.
Как правило, угол наклона резьбонарезного инструмента зависит от угла нарезаемой резьбы. Он составляет около 60° для метрической резьбы и 55° для резьбы B.S.W.
Нарезание резьбы на токарном станкеАналогичным образом сечение режущей кромки инструмента влияет на шаг резьбы.
Как правило, при проектировании резьбонарезного инструмента рекомендуется формировать его таким образом, чтобы его ширина составляла примерно половину значения шага резьбы.
Ширина режущей кромки должна быть равна половине шага резьбы.
Помимо шага и размера, выбор инструмента для нарезания резьбы также зависит от формы резьбы.
Квадратную резьбу можно нарезать с помощью специального инструмента, подходящего для вашего применения.
При настройке инструмента для нарезания квадратной резьбы следует помнить, что передний боковой задний угол инструмента должен быть на 5° больше, чем угол наклона спирали требуемой квадратной резьбы.
Принимая во внимание, что задний угол на заднем конце боковой поверхности должен быть на 5° меньше, чем угол винтовой линии квадратной резьбы.
Поэтому важно выбрать инструмент для нарезания резьбы в зависимости от формы, размера и шага, необходимых для нарезания резьбы.
Инструмент для нарезания внутренней резьбы
Инструмент для нарезания внутренней резьбы подобен расточной штанге с кромкой для нарезания резьбы на конце.
Этот инструмент используется для нарезания внутренней резьбы на таких деталях, как гайки, колпачки и т. д.
Торцовочный инструмент
Торцовочный инструмент В отличие от других процессов, в которых используются обе режущие кромки инструмента, при торцевании используется только боковая режущая кромка. инструмента для удаления материала.
инструмента для удаления материала.
Облицовка обычно выполняется для удаления тонкого слоя материала и получения гладкой поверхности.
Операция торцевания на токарном станкеТаким образом, торцовочный инструмент аналогичен чистовому токарному инструменту, используемому на торцевой поверхности заготовки.
Инструмент для нарезки канавок
Инструмент для нарезки канавокИнструмент для нарезки канавок, как следует из названия, используется для создания канавок на цилиндрической поверхности заготовки.
Форма паза определяется формой режущего инструмента. Эти инструменты могут иметь V-образную, квадратную или любую другую форму, необходимую для применения.
Нарезание канавок на токарном станке Инструмент для нарезки квадратных канавок также можно использовать в качестве отрезного инструмента, когда инструмент постепенно вдавливается в толщину заготовки до тех пор, пока деталь не отрежется и не упадет на станину токарного станка.
Формовочный инструмент
Формовочный инструментФормовочный инструмент представляет собой комбинацию токарного инструмента и инструмента для обработки канавок. Эти инструменты используются для изготовления относительно сложных форм за один раз.
Токарный инструмент также можно использовать для выполнения операций формовки, но точно спроектированный формовочный инструмент сокращает время цикла и повышает точность.
Расточной инструмент
Расточный инструментРасточный инструмент используется для обработки внутренней поверхности отверстия и увеличения его диаметра.
Как правило, расточный инструмент состоит из расточной оправки с режущим инструментом, установленным на ее конце под прямым углом к длине оправки.
Растачивание на токарном станкеБрусок состоит из пазов для зажима режущего инструмента и затягивания его шестигранным ключом.
Окончательный диаметр отверстия определяется длиной режущего инструмента от центра борштанги.
Расточная оправка может удерживать несколько инструментов разной длины для выполнения отверстий разного диаметра.
В зависимости от типа используемого расточной инструмента он может быть установлен на задней бабке (для длинных заготовок) или на резцедержателе (для очень малой глубины растачивания).
Отрезной инструмент
Отрезной инструментОтрезной инструмент аналогичен инструменту для нарезания канавок, но имеет узкую ширину (3 мм – 12 мм), чтобы свести к минимуму съем материала при резке заготовки.
Эти инструменты обычно кованые и имеют длину, превышающую радиус заготовки.
Отрезной инструмент — это концевой режущий инструмент, в котором только одна кромка выполняет действие по удалению материала.
У этих инструментов нет бокового переднего угла, но небольшой задний передний угол облегчает удаление стружки.
Кроме того, отрезные инструменты должны иметь зазоры со всех сторон, чтобы предотвратить легкое удаление материала со сторон режущей кромки.
Инструмент для накатки
Накатка на токарном станкеНакатка – это процесс создания рисунков вмятин на поверхности заготовки для улучшения ее захвата.
Обычно выполняется при завинчивании объектов, которые требуют крепкого захвата для приложения силы во время завинчивания и отвинчивания.
Накатной инструмент состоит из двух или более металлических накатных колес с тиснением на них желаемого рисунка.
Накатной инструментЭтот инструмент зажимается в стойке инструмента и прижимается к вращающейся заготовке для удаления материала и создания желаемого рисунка по окружности заготовки.
На основе конструкции
Режущие инструменты также можно разделить на категории на основе их конструкции, которая влияет на их способность создавать большую силу резания.
Однокорпусные инструменты
Однокорпусные инструменты Однокорпусные инструменты являются одним из наиболее часто используемых инструментов в промышленности.
Эти инструменты выкованы из цельного куска металла и отшлифованы, чтобы иметь острую режущую кромку желаемой формы, размера и геометрии.
Благодаря тому, что они выкованы из цельного куска металла, они обеспечивают высокую силу резания без риска поломки.
Как правило, эти инструменты изготавливаются из высокоскоростных инструментов и имеют небольшую длину.
Сварные инструменты
Сварные инструменты изготавливаются путем соединения корпуса/хвостовика и головки/боковой поверхности инструмента с помощью сварного соединения.
Как правило, этот тип инструмента состоит из боковой поверхности, изготовленной из специального металла, такого как карбид, и корпуса, изготовленного из сравнительно более дешевого металла.
Твердосплавные головки отличаются прочностью и обеспечивают долгий срок службы инструмента при отличном съеме материала.
Однако, по сравнению с цельным твердосплавным инструментом, сварной твердосплавный инструмент может обеспечивать меньшую силу резания и поэтому идеально подходит для обработки с малой глубиной резания.
Зажимные инструменты
Зажимные инструменты для токарных станковЗажимные инструменты состоят из длинной рукоятки или стержня с прорезями для зажима режущего инструмента.
Эти инструменты обычно изготавливаются из двух разных материалов и используются для сверления и отрезки, где требуются длинные инструменты.
После того, как режущий инструмент затупится, вы можете заменить режущую головку и повторно использовать рукоятку/планку.
На основе материала
Режущие инструменты также можно классифицировать на основе их материала, и в зависимости от обрабатываемой детали выбор соответствующего материала инструмента может помочь вам достичь оптимальных результатов.
Инструменты из быстрорежущей стали (HSS)
Токарные инструменты из быстрорежущей стали Инструменты из быстрорежущей стали — одни из наиболее часто используемых токарных инструментов, которые сравнительно дешевле и дают отличные результаты при черновой обработке.
Эти прочные инструменты могут использоваться для токарной обработки различных металлических заготовок.
Кроме того, эти режущие инструменты можно затачивать для заточки режущей кромки и повторного использования инструмента для механической обработки.
Твердосплавные инструменты
Токарные инструменты с твердосплавным наконечникомТвердый сплав — это прочный материал, идеально подходящий для обработки твердых металлов, таких как нержавеющая сталь, углеродистая сталь, быстрорежущая сталь, инструментальная сталь, камень и т. д.
Эти инструменты известны своей способностью обеспечивать высокое усилие резания и сохранять остроту в течение долгих часов обработки.
Инструменты с алмазными наконечниками
Инструменты с алмазными наконечниками обладают высокой износостойкостью и теплостойкостью, что делает их идеальными для обработки хрупких и прочных материалов, таких как графит, алюминий, пластмассы и другие цветные металлы.
В отличие от других режущих инструментов, склонных к упрочнению в условиях высоких температур, инструменты с алмазными наконечниками обеспечивают высокую теплопроводность и низкое тепловое расширение.
Это позволяет использовать инструменты с алмазными наконечниками в течение длительного времени без ущерба для остроты инструмента.
Инструменты со специальным покрытием
Инструмент с покрытием из карбида вольфрама с инструментом из чистого металлаИнструменты со специальным покрытием, как следует из названия, обычно представляют собой инструменты из быстрорежущей стали, покрытые специальными материалами, такими как керамика, кубический нитрид бора (CBN), карбид вольфрама, и т. д.
Эти материалы увеличивают срок службы инструмента за счет повышения прочности резания и облегчения удаления стружки.
Кроме того, эти покрытия также могут улучшить термический коэффициент инструмента, что благоприятно для сухой обработки.
На основе направления подачи
Геометрия инструмента играет важную роль в выборе оптимального направления подачи.
Правосторонние инструменты
Правосторонние инструментыПравосторонние инструменты идеально подходят для операций, в которых направление подачи устанавливается справа налево, т. е. от задней бабки к передней бабке.
Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки вправо, что означает, что поверхность инструмента имеет наклон вправо.
Левосторонние инструменты
Левосторонние инструментыТочно так же левосторонние инструменты используются для операций обработки, где направление подачи устанавливается слева (передняя бабка) вправо (задняя бабка).
Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки влево, что означает, что поверхность инструмента имеет наклон влево.
Инструменты с круглым концом
Инструменты с круглым концом Инструменты с круглым концом имеют особую геометрию без переднего и заднего переднего углов, что позволяет использовать их как для операций обработки слева направо, так и справа налево.
Эти инструменты идеально подходят для чистовых операций, когда требуется гладкая поверхность.
Часто задаваемые вопросы (FAQ)
Можем ли мы использовать токарный инструмент для торцевых операций?
Да, токарный инструмент можно использовать для обработки торца, при условии, что вы наклоните инструмент под соответствующим углом, чтобы поддерживать надлежащий контакт между режущей кромкой инструмента и поверхностью заготовки.
Можно ли использовать сверление на токарном станке?
Да, вы можете выполнять операции сверления на токарном станке, установив сверло на заднюю бабку и подав его к заготовке. Однако типичные 2-осевые токарные станки могут выполнять операции сверления только вдоль оси вращения заготовки.
Необходимо ли обеспечить непрерывный поток СОЖ при обработке металлов на токарном станке?
Да, необходимо обеспечить непрерывный поток охлаждающей жидкости при обработке металлов на токарном станке, поскольку это предотвращает перегрев, который в противном случае может привести к повреждению заготовки и затуплению инструмента.