Инструменты 📌 и приспособления для гибки металла: виды, описание, характеристики
Специальные инструменты для гибки металла позволяют создавать высококачественные детали, не повреждая материал в процессе обработки. При деформации заготовка принимает требуемую форму — она может быть изогнута под углом, с необходимым радиусом, в виде скобы, петли, угольника и т. д.
Тонкие детали изгибают холодным методом, а для заготовок толщиной от 4 мм применяют технологию горячей гибки. При выборе оборудования для этой процедуры необходимо рассчитать объем выпускаемой продукции и определить свойства материалов, которые будут обрабатываться. В небольших цехах можно использовать ручные станки, которые легко перемещать с места на место. Для массового и серийного производства рекомендованы более производительные инструменты, подходящие для обработки разных типов материалов.
Станки, используемые на предприятиях, осуществляющих гибку металла:
- Гидравлические — применяются для обработки заготовок из прочного материала, не поддающегося изгибанию ручными инструментами.

Изображение №1: гидравлический станок
- Электромеханические — подходящие для обработки деталей толщиной до 2,5 мм и длиной до 3 м. Такие инструменты используются для создания изделий нестандартных размеров и для серийного производства.
Изображение №2: электромеханический станок
Приемы и инструменты, используемые для гибки деталей из металлической полосы
Выбирая ручной инструмент для гибки металла из полосы, необходимо учитывать его свойства и толщину, а также размеры заготовки. При этом соблюдаются следующие рекомендации:
- Если толщина заготовки менее 0,2 мм, целесообразно использовать деревянные или металлические подкладки, чтобы при ударах молотком на них не оставалось следов.
- При толщине заготовки от 0,2 до 0,5 мм используются легкие молотки.
- Для предварительного сгибания металлических листов толщиной от 3 мм применяют тяжелые молотки, а от 8 мм — кувалды.
- Вес тисков подбирается исходя из усилий, прилагаемых для гибки.
- При фиксации заготовок в тисках применяют подкладки из мягкой стали, цветного металла и пр.

Для создания контура профиля изделия с учетом радиусов и углов наклона используются плоскогубцы. Гибка производится по заранее намеченным линиям. Угол наклона проверяют с помощью шаблона.
Изображение №3: плоскогубцы для гибки металла
Также для обработки листового материала применяются ручные листогибочные машины и аппараты с механическим приводом. Они имеют оснастки для изгибания различных профилей. Принцип работы заключается в действии поворотной траверсы, при движении сгибающей заготовку под требуемым углом.
Изображение №4: ручная листогибочная машина
Приемы и инструменты, используемые для гибки деталей из труб
Для изгибания заготовок из труб используют ручной и механизированный способы. Для исключения появления складок и сплющивания стенок применяются наполнители. Допустимые радиусы гибки указаны в таблице.
Допустимые радиусы гибки указаны в таблице.
Изображение №5: допустимые радиусы гибки труб
Приспособления, применяемые для сгибания медных трубок разных диаметров:
- многоручьевой трубогиб;
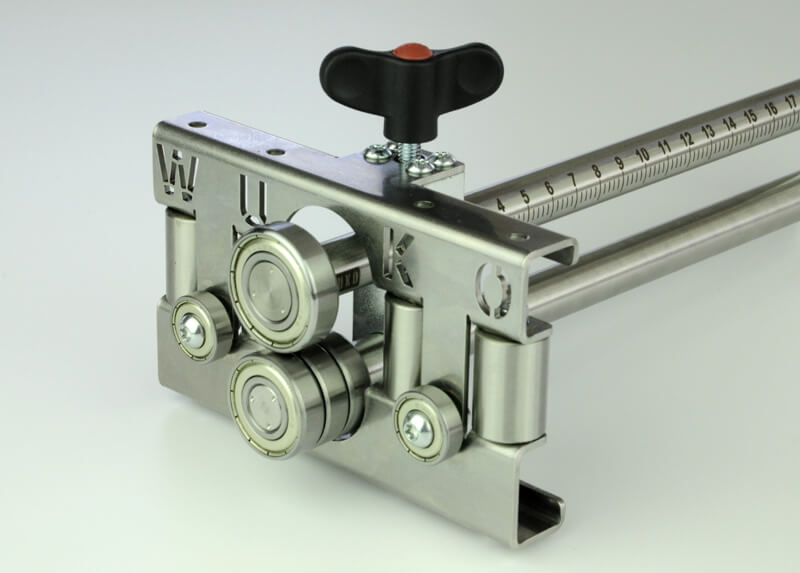
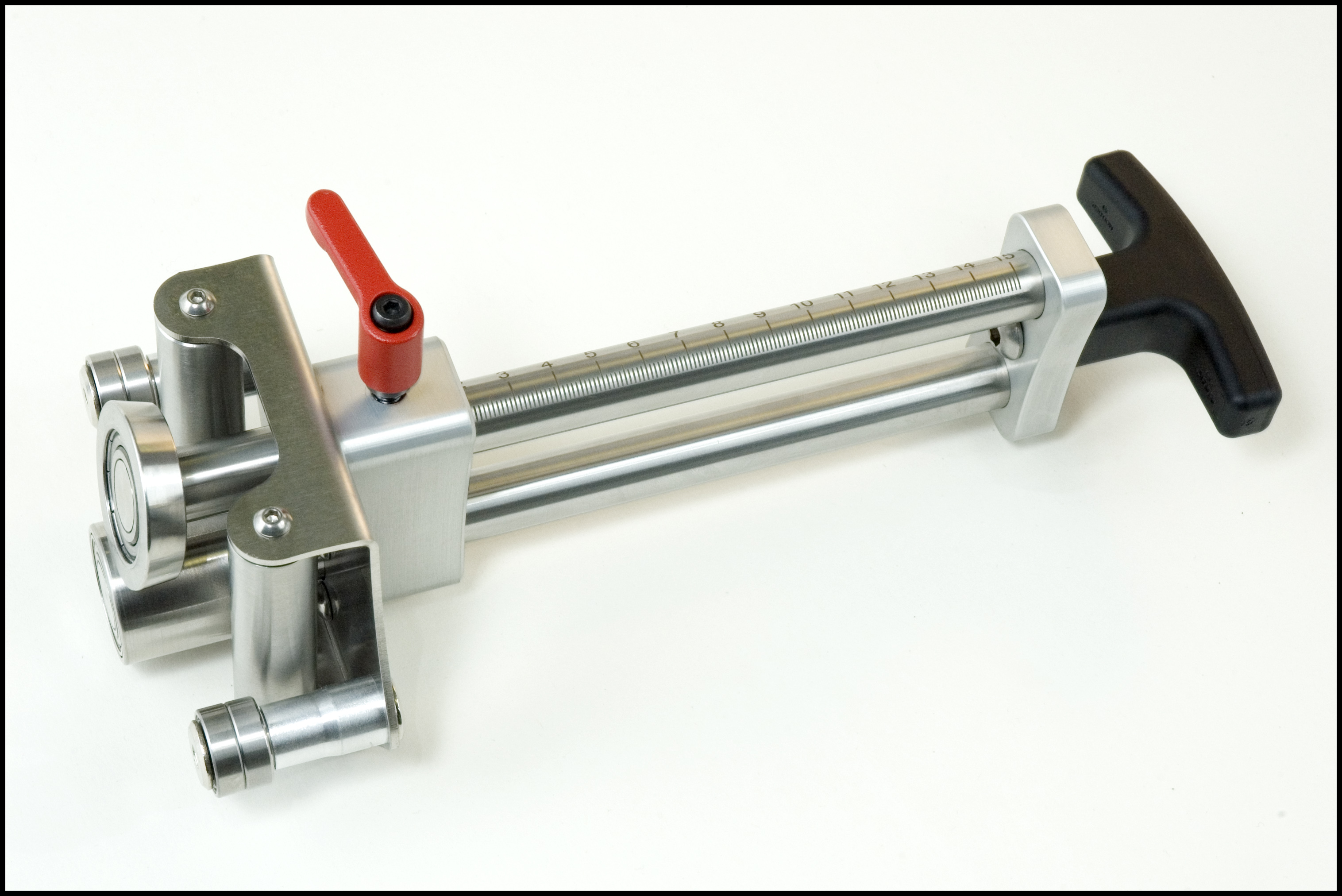
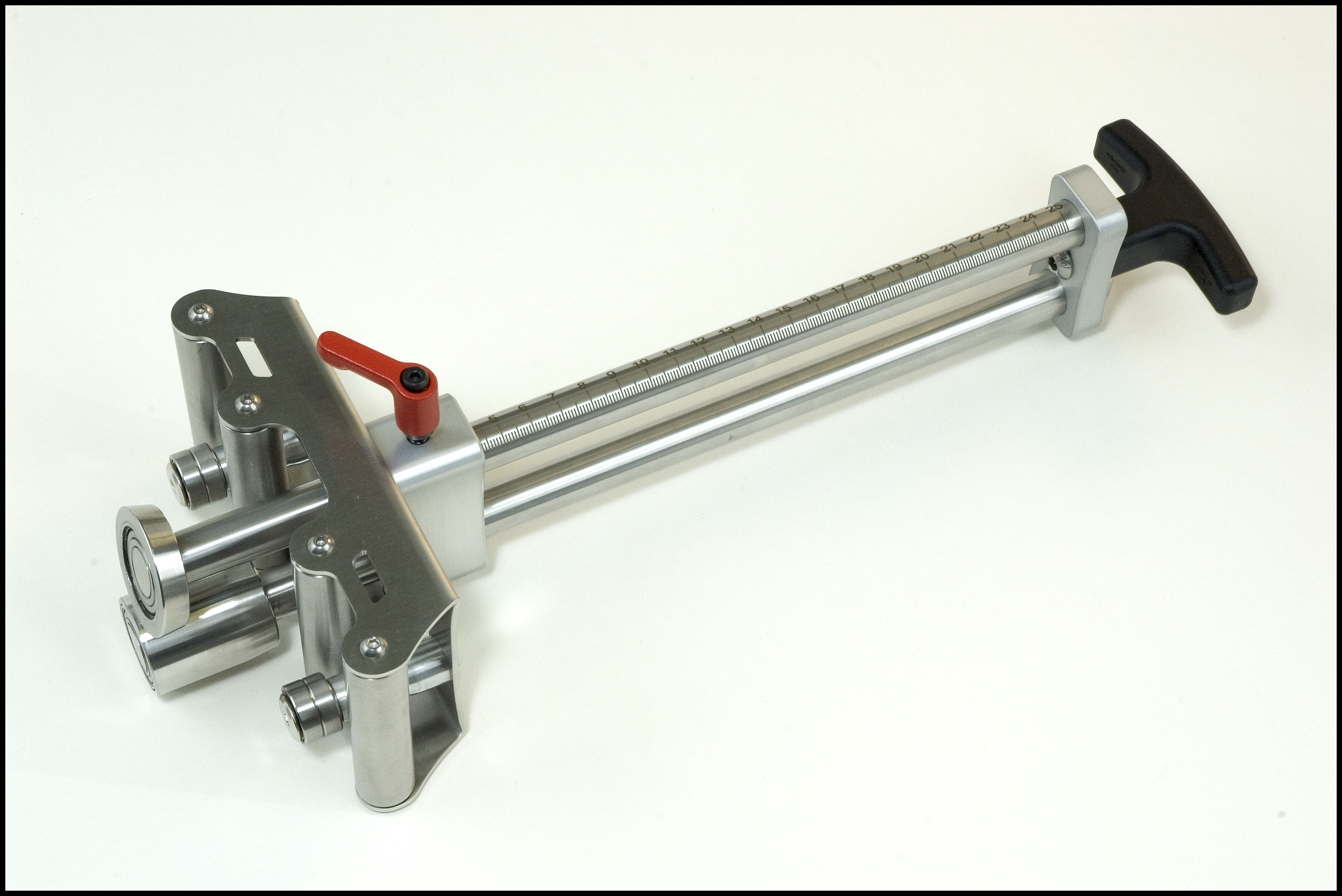
- ручной рычажный трубогиб — подходит для изгибания газовых стальных холодных труб диаметром 1/2 , 3/4 и 1 дюйм без наполнителя;
- специальная головка с ручным приводом — применяется для придания нужной формы холодным стальным трубам диаметром не более 50 мм на угол 180° без наполнителя.
Технология изготовления и оборудование, требуемое для создания цилиндрических пружин
Для навивки пружин применяются универсальные токарные станки.
Изображение №6: навивка пружины на токарном станке
Механизм действий следующий:
- держатель для проволоки устанавливается на резцедержателе 1 станка;
- оправка 3 устанавливается в патрон 2 станка;
- суппорт располагается так, чтобы держатель заготовки находился рядом с кулачками патрона;
- производится настройка частоты вращения шпинделя (до 60 оборотов в минуту) и подача, соответствующая диаметру заготовки или шагу пружины;
- после включения станка считается количество оборотов — когда оно сравняется с числом витков пружины, инструмент останавливается;
- суппорт устанавливается так, чтобы держатель располагался рядом с кулачками патрона;
- заготовка протягивается через держатель и закрепляется на оправе;
- первый виток выполняется ручным вращением патрона, далее включается станок.

Плоскогубцы для гибки листового металла, инструмент для обжима, ручная швейная машина, широкие челюсти, прямые 75 мм/локоть 75 мм/прямые 150 мм, ручной инструмент, Мультитул, нож|Плоскогубцы|
Особенности:
* 100% новый бренд и высокого качества.
* Изготовлен из высококачественной хромово-ванадиевой легированной стали, прочный и прочный для тяжелых работ.
* Создание точных и чистых сгибов в вашем металлическом листе, специально разработан для конструкции стального каркаса дверей и окон, светильник.
* Конструкция с закрытым переключателем обеспечивает более удобный и долгий срок службы.
* Двухслойные прорезиненные ручки для удобного нескользящего захвата и использования.
* Три размера плоскогубцев для растушевки для вашего выбора.
Технические характеристики:
* Цвет: черный, серебристый (Как показано на фотографиях)
* Материал: хром-ванадиевая легированная сталь
*ОпциональноТипы: Прямые волосы75 мм,Локоть 75 мм, прямой 150 мм (Как показано на фотографиях)
* Размеры:
[Прямой, 75 мм]
Ширина челюсти: прибл. 80 мм/3,15 дюйма
80 мм/3,15 дюйма
Челюсти: материал подошвы: полиуретан толщина Approx.35mm/1,38 дюймов
Общая длина: прибл. 220 мм/8,66 дюйма
Длина захвата: прибл. 110 мм/4,33 дюймов
[Локоть 75 мм]
Ширина челюсти: прибл. 80 мм/3,15 дюйма
Глубина челюсти: прибл. 32 мм/1,26 дюйма
Общая длина: прибл. 195 мм/7,68 дюйма
Длина захвата: прибл. 110 мм/4,33 дюймов
[Прямой 150 мм]
Ширина челюсти: прибл. 150 мм/5,91 дюймов
Челюсти: материал подошвы: полиуретан толщина Approx.35mm/1,38 дюймов
Общая длина: прибл. 225 мм/8,86 дюйма
Длина захвата: прибл. 110 мм/4,33 дюймов
Посылка в комплект входит:
1 * плоскогубцы для смешивания листового металла
Примечание:Настоящий цвет товара может незначительно отличаться от изображений на веб-сайте из-за таких факторов, как яркость монитора, яркость освещения и т. д.
Гибка металла: использование, технологии, оборудование
Различные формы и виды металлопроката используются часто и в разных сферах. Однако сам процесс обработки металлических сплавов и придания последним конкретной формы для большинства остается загадкой. В качестве главного способа обработки металла используется гибка, а особенности этого процесса будут раскрытыСуть процесса гибки
Гибка металла – это промышленный процесс, при котором листовому металлу придают определенную форму. В результате такой технологичной обработки из плоской металлической заготовки (то есть листа) производят объемный элемент или деталь. Предмет, изготовленный данным методом, – объемное изделие без швов или каких-либо иных типов соединения.Сам процесс изменения конфигурации металлического листа происходит за счет:
- механического воздействия на структуру металла;
- воздействия высокой температуры.

Где используется?
Сегодня точная гибка металла используется достаточно широко. Такой метод зарекомендовал себя как более эффективный, чем штамповка. В основном такой способ обработки применяется в условиях производства большого количества продукции – например, труб и фитингов, различной профильной продукции. Также эта технология применяется при строительных (для металла и листового проката) и разного рода монтажных работах (частично гнутый металл). Еще многие мастера кустарных изделий (например, декоративной ковки) используют такой вид обработки для своих работ.Основные преимущества
Главным преимуществом этого метода обработки листового металла является высокая точность линейных замеров готового изделия. Не менее важно и то, что изделия, выполненные этим методом формовки металла, получаются бесшовными.
Гибка металла: инструменты и их применение
Стоит выделить два типа оборудования:- Промышленное, то есть оборудование, которое используется на производстве.
- Ручное, то есть такое, что возможно использовать в небольших мастерских, чаще всего домашнего типа.

Как специализированные аппараты, так и ручные станки позволяют эффективно работать с листовым металлом разной толщины. Есть только одно отличие – степень оказания усилий во время процесса. Но при работе с любым из видов оборудования есть свои особенности:
- При работе с ручным станком для обработки и сгибания листового металла основное требование – это точность, аккуратность и сила. Необходимо собственными усилиями обеспечить производство изделия с определенными параметрами.
- Работая на автоматизированном листогибочном аппарате, нужно учитывать особенности работы со специальным программным обеспечением.
 Необходимо собственными усилиями обеспечить производство изделия с определенными параметрами.
Необходимо собственными усилиями обеспечить производство изделия с определенными параметрами.Технологические особенности процесса
Кроме того, что для проведения этих работ (например, гибки труб, технология изготовления которых предусматривает использование гидравлического пресса) необходимы специальные штампы. Благодаря этим штампам размещенный в прессе лист приобретает необходимую форму за счет воздействия на заготовку высокого давления.Для того чтобы структура заготовки стала достаточно прочной и более плотной, заготовки предварительно нагревают до конкретной температуры. Технология проведения – проста, но это позволяет делать прочные изделия приемлемого качества, эффективно используя время.
Готовые гнутые изделия из металла имеют возможность стать подходящей альтернативой другим видам металлопроката.
 Относительно характеристик и конкретных параметров (например, устойчивости к воздействию коррозии) гнутые изделия намного лучше аналогов. Поэтому такая металлопродукция составляет разумную конкуренцию сварным изделиям, которые не гарантируют прочности и устойчивости создаваемой конструкции.
Относительно характеристик и конкретных параметров (например, устойчивости к воздействию коррозии) гнутые изделия намного лучше аналогов. Поэтому такая металлопродукция составляет разумную конкуренцию сварным изделиям, которые не гарантируют прочности и устойчивости создаваемой конструкции. Особенных отличий в использовании автоматического или ручного листогибочного оборудования нет. Принцип работы обоих типов станков одинаковый, отличаются только усилия и скорость изготовления конкретных деталей.
Особенности гибки металла в условиях домашней мастерской
При проведении ремонта или строительства, и если нужно использовать металл или изделия из него, часто возникает необходимость деталь согнуть. Гибка металла в домашних условиях – это процесс достаточно трудоемкий, но мастеру вполне подвластный.Без использования специального ручного листогибочного станка в этом случае все равно не обойтись. Часто такое нехитрое оборудование делают из подручных средств и инструментов.
 В список обязательных составляющих такого ручного гибочного станка входят такие детали:
В список обязательных составляющих такого ручного гибочного станка входят такие детали:- Струбцина.
- Основание и щечки.
- Кронштейн.
- Сварной прижим.
- Оси.
- Угол Пуансона.
Непосредственно сам процесс обработки металла нельзя представить без использования киянки, плоскогубцев, молотка и подобного ручного инструмента. Но такое нехитрое оборудование поможет справиться только с листами сравнительно небольшой толщины.
 При работе с более толстыми листами стоит приобрести специальные гидравлические вальцы или ручные роликовые прессы.
При работе с более толстыми листами стоит приобрести специальные гидравлические вальцы или ручные роликовые прессы. В домашних условиях не получится сделать работы высокой сложности. Также проблематично будет обработать достаточно толстые металлические листы. Но изготовить уголки, комплектующие для водоотвода и даже трубы технически возможно. Однако такая операция займет много времени, что существенно растянет сами ремонтные или строительные работы.
Выход из положения есть!
Но всегда можно найти выход из положения – заказать изготовление необходимого гнутого металлопроката в специальной мастерской. Если вам нужны трубы для домашнего водоотвода или карнизы, а также другие формы металлических гнутых изделий, то выгоднее, быстрее и надежнее заказать их у профессионалов.Сотрудничество со специалистами гарантирует:
- высокую скорость выполнения каждого отдельного заказа;
- точность и отличное качество готовой продукции;
- использование при гибке металла современного высокоточного оборудования;
- выгодную стоимость услуги.
Ручная и механическая правка и гибка металла
Ручная и механическая правка и гибка металла
Назвать инструмент и приспособления для правки фасонного, листового и полосового металла.
Для правки фасонного, листового и полосового металла используют разного рода молотки, плиты, наковальни, валки (для правки жести), ручные винтовые прессы, гидравлические прессы, валковые приспособления и вороты.
Назвать инструмент и приспособления для гибки фасонного, листового и полосового металла.
Гибка металла в зависимости от его толщины, конфигурации или диаметра выполняется с использованием слесарных щипцов или кузнечных клещей с помощью молотка, на плите для правки, в тисках или в формах и на наковальне. Можно также гнуть металл в разного рода гибочных приспособлениях, гибочных машинах, в штампах на гибочных прессах и на другом оборудовании.
Что такое молоток, из каких частей он состоит и для чего служит?
Молоток — это ударный инструмент, состоящий из металлической головки, рукоятки и клина (рис. 13).
Металлическая часть состоит из следующих элементов: клиновидной части, слегка закругленного обуха (часть, которой бьют) и отверстия. Рукоятку для молотка делают из твердого дерева с сечением и длиной, зависящими от величины отверстия в молотке и от его веса. После насадки молотка на рукоятку в нее вбивается деревянный или металлический клин, который предохраняет молоток от спадания с рукоятки.
Молотки бывают с круглым и с квадратным бойком. Молоток широко используется при выполнении разных операций, а в слесарном деле — это основной инструмент при выполнении слесарных работ.
Назвать вес слесарных молотков и сорт стали, из которой они изготовляются.
Слесарные молотки изготовляются из инструментальной углеродистой стали У7 или У8 (табл. 1). Рабочая часть молотков подвергается закалке до твердости HRC 49—50.
Что такое правка металла?
Правкой называют операцию возвращения кривым или погнутым металлическим изделиям первоначальной прямолинейной или другой формы.
Слесарный молоток
Назвать способы правки металлов.
Правку можно проводить горячим или холодным способом вручную, а также с использованием приспособлений или машин.
Формовочные инструменты (Часть первая)
Формование листового металла восходит к временам кузнеца, который использовал молоток и горячую печь для придания металлу желаемой формы. Сегодняшние авиастроители полагаются на широкий спектр механических и ручных инструментов для точной гибки и складывания листового металла для достижения идеальной формы. Формовочные инструменты включают в себя прямолинейные машины, такие как фальцевальный станок и листогибочный пресс, а также роторные машины, такие как формирователь скользящих валков. Формовка листового металла требует разнообразных инструментов и оборудования (как с ручным, так и с ручным приводом), таких как формирователь пикколо, инструменты для усадки и растяжения, формовочные блоки и специальные молотки и молотки. [Рисунок 4-55] Рисунок 4-55. Формовка молотка и молотка.
[Рисунок 4-55] Рисунок 4-55. Формовка молотка и молотка.
Закаленная листовая заготовка используется при формовании, когда это возможно, при обычном ремонте. Формование, выполняемое в закаленном состоянии, обычно при комнатной температуре, называется холодной штамповкой. Холодная штамповка исключает термическую обработку и операции правки и проверки, необходимые для удаления деформации и скручивания, вызванных процессом термообработки. Листовой металл, подвергнутый холодной штамповке, испытывает явление, известное как возвратная пружина, при котором обрабатываемая деталь слегка отжимается при снятии деформирующего усилия.Если при холодной штамповке на малых радиусах на материале появляются признаки растрескивания, его следует формовать в отожженном состоянии.
Отжиг, процесс закалки стали путем постепенного нагрева и охлаждения, удаляет состояние металла, делая его более мягким и легким в формовании. Детали с малым радиусом или сложной кривизной должны формироваться в отожженном состоянии. После формования деталь подвергается термообработке до состояния отпуска перед использованием в самолете.
После формования деталь подвергается термообработке до состояния отпуска перед использованием в самолете.
Создание взаимозаменяемых конструктивных и неструктурных деталей достигается за счет формирования плоского листового материала для изготовления элементов швеллерного, углового, зи и шляпного сечения. Перед формированием детали из листового металла создается развертка, чтобы показать, сколько материала требуется в областях сгиба, в какой точке лист должен быть вставлен в формовочный инструмент или где расположены линии сгиба. Определение линий изгиба и допусков на изгиб более подробно обсуждается в разделе, посвященном компоновке и формовке.
Фальцевальная машина для стержней
Папка для стержней предназначена для использования при выполнении изгибов или складок по краям листов. [Рис. 4-56] Эта машина лучше всего подходит для загиба небольших кромок, фланцев, швов и кромок, подлежащих соединению проволокой. Большинство папок с прутками вмещают металл толщиной до 22 калибра и длиной 42 дюйма. Перед использованием линейной папки необходимо выполнить несколько настроек толщины материала, ширины сгиба, резкости сгиба и угла сгиба. Регулировка толщины материала выполняется регулировкой винтов на каждом конце папки.По завершении регулировки поместите кусок металла нужной толщины в папку и поднимите ручку управления, пока маленький ролик не коснется кулачка. Удерживая складывающееся лезвие в этом положении, отрегулируйте установочные винты, пока металл не будет зажат надежно и равномерно по всей длине складывающего лезвия. После того, как папка была отрегулирована, протестируйте каждый конец машины по отдельности с помощью небольшого металлического предмета, фактически сложив его.
Перед использованием линейной папки необходимо выполнить несколько настроек толщины материала, ширины сгиба, резкости сгиба и угла сгиба. Регулировка толщины материала выполняется регулировкой винтов на каждом конце папки.По завершении регулировки поместите кусок металла нужной толщины в папку и поднимите ручку управления, пока маленький ролик не коснется кулачка. Удерживая складывающееся лезвие в этом положении, отрегулируйте установочные винты, пока металл не будет зажат надежно и равномерно по всей длине складывающего лезвия. После того, как папка была отрегулирована, протестируйте каждый конец машины по отдельности с помощью небольшого металлического предмета, фактически сложив его.
На фальцовке есть два положительных упора: один для сгиба или сгиба под 45 °, а другой для сгиба или сгиба на 90 °.Предусмотрено кольцо, которое можно отрегулировать до любой степени изгиба в пределах возможностей машины.
При углах формования 45 ° или 90 ° соответствующий упор перемещается на место. Это позволяет перемещать ручку вперед под правильным углом. Для формирования других углов используется регулируемый воротник. Это достигается ослаблением установочного винта и установкой упора под желаемым углом. После установки упора затяните установочный винт и завершите изгиб. Чтобы сделать складку, отрегулируйте машину правильно, а затем вставьте металл.Металл проходит между складным ножом и челюстью. Плотно прижмите металл к манометру и потяните ручку управления к телу. Когда ручка выдвигается вперед, губка автоматически поднимается и удерживает металл до тех пор, пока не будет сделана желаемая складка. Когда рукоятка возвращается в исходное положение, челюсть и лезвие возвращаются в исходное положение и освобождают металл.
Это позволяет перемещать ручку вперед под правильным углом. Для формирования других углов используется регулируемый воротник. Это достигается ослаблением установочного винта и установкой упора под желаемым углом. После установки упора затяните установочный винт и завершите изгиб. Чтобы сделать складку, отрегулируйте машину правильно, а затем вставьте металл.Металл проходит между складным ножом и челюстью. Плотно прижмите металл к манометру и потяните ручку управления к телу. Когда ручка выдвигается вперед, губка автоматически поднимается и удерживает металл до тех пор, пока не будет сделана желаемая складка. Когда рукоятка возвращается в исходное положение, челюсть и лезвие возвращаются в исходное положение и освобождают металл.
Тормоз карниза
Тормоз похож на складной стержень, потому что он также используется для поворота или гибки краев листового металла.Карнизный тормоз более полезен, чем карниз, потому что его конструкция позволяет сгибать или формировать листовой металл так, чтобы он беспрепятственно проходил через челюсти спереди назад. [Рисунок 4-57] Напротив, папка прутка может образовывать изгиб или край шириной, равной глубине ее зажимов. Таким образом, любой изгиб, образованный на карнизе, может быть выполнен и на карнизном тормозе.
[Рисунок 4-57] Напротив, папка прутка может образовывать изгиб или край шириной, равной глубине ее зажимов. Таким образом, любой изгиб, образованный на карнизе, может быть выполнен и на карнизном тормозе.
При выполнении обычных гибов с помощью карнизного тормоза лист кладут на станину так, чтобы линия обзора (отметка, обозначающая линию изгиба) находилась непосредственно под краем прижимной планки.Затем прижимная планка опускается, чтобы прочно удерживать лист на месте. Упор с правой стороны тормоза настроен на правильный угол или величину изгиба, и гибочная пластина поднимается до упора. Если необходимо сделать другие изгибы, зажимная планка поднимается, и лист перемещается в правильное положение для изгиба.
Изгибная способность карниза определяется производителем. Стандартная грузоподъемность этой машины – листовой металл толщиной от 12 до 22, а длина гибки – от 3 до 12 футов.Изгибная способность тормоза определяется толщиной изгибаемой кромки различных изгибаемых пластин. Большинство металлов имеют тенденцию возвращаться к своей нормальной форме – характеристика, известная как возвратная пружина. Если карнизный тормоз установлен на изгиб на 90 °, изгиб металла, вероятно, образует угол от 87 ° до 88 °. Поэтому, если желателен изгиб на 90 °, установите тормоз карниза на изгиб примерно на 93 °, чтобы обеспечить возвратную пружину.
Большинство металлов имеют тенденцию возвращаться к своей нормальной форме – характеристика, известная как возвратная пружина. Если карнизный тормоз установлен на изгиб на 90 °, изгиб металла, вероятно, образует угол от 87 ° до 88 °. Поэтому, если желателен изгиб на 90 °, установите тормоз карниза на изгиб примерно на 93 °, чтобы обеспечить возвратную пружину.
Тормоз с коробкой и панорамированием (пальцевый тормоз)
Тормоз с коробкой и панорамированием, часто называемый пальцевым тормозом, потому что он оснащен серией стальных пальцев разной ширины, не имеет твердой верхней челюсти карниза. .[Рис. 4-58] Коробка и карнизный тормоз могут использоваться для всего, что может делать карнизный тормоз, а также для некоторых вещей, которые карнизный тормоз не может.
Рисунок 4-58. Коробка и панорамирование тормозов. Тормоз для коробок и сковороды используется для формования коробок, кастрюль и других предметов аналогичной формы. Если бы эти формы были сформированы на карнизном тормозе, часть изгиба на одной стороне коробки пришлось бы выпрямить, чтобы сделать последний изгиб. С помощью пальцевого тормоза просто уберите пальцы, которые мешают, и используйте только пальцы, необходимые для сгибания.Пальцы прикреплены к верхней створке винтами с накатанной головкой. Все пальцы, которые не были удалены для работы, должны быть надежно закреплены и плотно затянуты перед использованием тормоза. Радиус выступа на зажимных пальцах обычно довольно мал, и часто требуется изготовление прокладок для радиуса при вершине по индивидуальному заказу по всей длине изгиба.
С помощью пальцевого тормоза просто уберите пальцы, которые мешают, и используйте только пальцы, необходимые для сгибания.Пальцы прикреплены к верхней створке винтами с накатанной головкой. Все пальцы, которые не были удалены для работы, должны быть надежно закреплены и плотно затянуты перед использованием тормоза. Радиус выступа на зажимных пальцах обычно довольно мал, и часто требуется изготовление прокладок для радиуса при вершине по индивидуальному заказу по всей длине изгиба.
Листогибочный пресс
Поскольку большинство карнизных тормозов, коробчатых и горизонтальных тормозов ограничены максимальной производительностью формования приблизительно 0.Отожженный алюминий 090 дюймов, 7075T6 0,063 дюйма или нержавеющая сталь 0,063 дюйма, операции, которые требуют формовки более толстых и более сложных деталей, используют листогибочный пресс. [Рис. 4-59] Листогибочный пресс является наиболее распространенным станком, используемым для гибки листового металла, и прикладывает усилие с помощью механических и / или гидравлических компонентов для придания формы листу между пуансоном и штампом. Узкие U-образные каналы (особенно с длинными ножками) и стрингеры с каналом шляпки могут быть сформированы на листогибочном прессе с помощью специальных штампов с гусиной шеей или со смещением.Для формирования каналов и стрингеров используются специальные уретановые нижние штампы. Листогибочные прессы с механическим приводом могут быть оснащены задними упорами (некоторые из них управляются компьютером) для крупносерийного производства. Листогибочные прессы обычно выполняются вручную и требуют навыков и знаний безопасного использования.
Узкие U-образные каналы (особенно с длинными ножками) и стрингеры с каналом шляпки могут быть сформированы на листогибочном прессе с помощью специальных штампов с гусиной шеей или со смещением.Для формирования каналов и стрингеров используются специальные уретановые нижние штампы. Листогибочные прессы с механическим приводом могут быть оснащены задними упорами (некоторые из них управляются компьютером) для крупносерийного производства. Листогибочные прессы обычно выполняются вручную и требуют навыков и знаний безопасного использования.
Бортовой механик рекомендует
Гибка металла на месте | Новости металлического строительства
Автор: Марк Робинс Старший редактор Опубликовано: 01 сентября, 2020 Основным преимуществом переносного металлического тормоза является то, что он позволяет подрядчикам формировать индивидуальные металлические детали прямо на стройплощадке. (Фото любезно предоставлено Van Mark Products Corp.)
(Фото любезно предоставлено Van Mark Products Corp.)
Тормоз – это металлообрабатывающий станок, который сгибает листовой металл в точные углы и формы. Он формирует эти заданные изгибы, зажимая металл между верхним перфоратором и нижним штампом с клиновидным пазом, а затем прикладывая к нему вертикальное усилие. Профиль пуансона определяет радиус изгиба, а глубина хода определяет угол изгиба.
Листогибочные прессы имеют множество опций и могут быть отрегулированы для создания различных изгибов и углов.Тормоза могут быть небольшими ручными портативными устройствами для работы на стройплощадках или компьютеризированными гидравлическими машинами, подходящими для больших стальных листов, изготовленных в процессе производства. Эта статья посвящена переносным ручным тормозам для гибки металла на стройплощадках.
В металлической конструкции тормоза изгибают металлические детали, которые плотно прилегают к несущей конструкции. Переносной тормоз может работать практически в любом месте на стройплощадке – даже на задней двери грузовика – для выполнения множества производственных задач, от больших переходов системы отопления, вентиляции и кондиционирования воздуха до узкой кровли и материала размером до 4 дюймов. Другие области применения включают в себя отливы, отделку, водостоки, колпачки, панели перекрытия и J-образные каналы.
Другие области применения включают в себя отливы, отделку, водостоки, колпачки, панели перекрытия и J-образные каналы.
Преимущество на месте
Основным преимуществом переносного металлического тормоза является то, что он позволяет подрядчикам формировать индивидуальные металлические детали прямо на стройплощадке. «Во многих случаях фактический размер необходимой металлической формы и то, что указано на чертеже чертежа, различаются, – говорит Гэри Вайнерт, директор по продажам и маркетингу Van Mark Products Corp., Фармингтон-Хиллз, Мичиган. – Портативный тормоз позволяет подрядчик изготовит на заказ точные размеры, необходимые на месте, когда они необходимы.Если предварительно согнутый кусок металла не соответствует требуемой площади, необходимо заказать дополнительную предварительно согнутую деталь, которую необходимо забрать или доставить. Заказ предварительно согнутых деталей обычно стоит дороже, но это также может немного снизить трудозатраты. Это решения, которые в конечном итоге должны быть приняты мастером или владельцем компании, выполняющей установку, исходя из того, что лучше всего соответствует их потребностям ».
Вайнерт утверждает, что многие из его клиентов начинали с заводского тормоза и предварительно гнули всю свою обрезку перед тем, как отправиться на стройплощадку, или купили предварительно гнутые детали у поставщика металла.Многие из них ошибочно думали, что это их единственный выход, и у них оставалась большая вероятность ошибки. Хотя листогибочный пресс на месте не может полностью заменить заводской тормоз или поставщика предварительно изогнутых форм, он позволяет подрядчикам настраивать необходимые детали на месте.
«С денежной точки зрения стоимость [переносного] тормоза следует сравнивать с потенциальными потерями времени и трудозатрат при попытке бегать туда и обратно в магазин или к поставщику, чтобы изготовить детали правильного размера для завершения работа.Подрядчики обычно обнаруживают, что относительно небольшие вложения в тормоз по сравнению с потраченными деньгами на оплату труда, потерянным временем и невозможностью изготовить нестандартные детали отделки, как правило, делают [портативный] тормоз разумным вложением ».
MAX-I-MUM II Brake обеспечивает гибку металла на объекте в коммерческих целях и весит всего 133 фунта, что позволяет легко транспортировать его одним человеком. (Фото любезно предоставлено Tapco Tools)
Подготовка к гибке
Собирайте тормоз только в соответствии с инструкциями производителя; неправильная сборка может создать опасность.Из-за веса тормоза и стойки иногда требуется два человека для помощи при сборке и установке. Безопасно используйте переносной металлический тормоз только в чистой и хорошо освещенной рабочей зоне, где нет препятствий. Листовой металл бывает больших размеров, он острый и требует места для маневра. Переместите все, что находится на пути, чтобы рабочие не споткнулись об этом.
Проверяйте общее состояние тормоза перед каждым использованием. Проверьте надежность крепления, перекос или заедание движущихся частей, наличие трещин или поломок, а также любые другие условия, которые могут повлиять на его безопасную работу.
Установите тормоз на устойчивой поверхности, которая не опрокинется, например на верстак, заднюю дверь пикапа или опоры для ног, если они есть. Эта плоская устойчивая поверхность должна выдерживать вес металлического тормоза, изгибаемый металл и изгибающее усилие. Грузоподъемность тормоза и другие возможности продукта применяются только после того, как он будет правильно и полностью собран. Не касайтесь пальцами рамы и верхней прижимной пластины. Тормоз может быстро раздавить или ампутировать пальцы, руки или части тела.Всегда снимайте фаску и снимайте заусенцы с острых кромок листового металла перед гибкой, так как острые кромки на листовом металле могут привести к серьезным порезам.
Операция гибки
После того, как тормоз будет готов и станет доступным плоский приклад или рулон металла, сделайте точные разметки, основанные на измерениях участков, которые необходимо изгибать в первую очередь. Это сводит к минимуму необходимость слишком много манипулировать листовым металлом, вставляя и вынимая его из тормоза. Маркер для сухого стирания не оставит нежелательных следов, которые вы не сможете стереть с металла.Чтобы проверить точность маркировки, сделайте пробный изгиб детали из металлолома, чтобы не испортить хороший металлический лист. Как только разметка будет завершена и точна, сделайте все необходимые надрезы в листе металла. После того как изгибы сделаны – в большинстве случаев – сделать эти пропилы без повреждения металла практически невозможно.
Маркер для сухого стирания не оставит нежелательных следов, которые вы не сможете стереть с металла.Чтобы проверить точность маркировки, сделайте пробный изгиб детали из металлолома, чтобы не испортить хороший металлический лист. Как только разметка будет завершена и точна, сделайте все необходимые надрезы в листе металла. После того как изгибы сделаны – в большинстве случаев – сделать эти пропилы без повреждения металла практически невозможно.
Эти металлические панели были согнуты на месте, чтобы учесть стены, впадины и другие смещения. Над мансардными окнами были сделаны все меньшие и большие панели для размещения конструкции.(Фото любезно предоставлено Albert’s Specialty Roofing)
Затем, используя размеры необходимых деталей, согните их из плоского или рулонного полотна. «Чтобы согнуть тормоз Van Mark, вы просто открываете тормоз, помещаете металл в зажимы тормоза, закрываете тормоз и изгибаетесь под нужным углом», – говорит Вайнерт. «Для нескольких углов просто повторяйте шаги, пока не получите металлические детали, изготовленные по индивидуальному заказу».
Может возникнуть необходимость отрегулировать положение верхней плиты пресса для размещения более толстого или более тонкого куска листового металла.Не затягивайте зажим, который удерживает металл слишком сильно, иначе металл может поцарапаться или повредиться. Установите ручку зажима с таким усилием, чтобы металл нельзя было сдвинуть вручную. Кроме того, зажимы могут изнашиваться и, возможно, потребуется их замена. Их следует периодически снимать винтами и проверять. Если есть признаки износа, такие как царапины, сколы или просто общие изношенные участки, их следует заменить. Новые зажимы можно снова прикрепить к раме с помощью отвертки или небольшой ручной дрели.
После использования листогибочного пресса на месте протрите его зажимные пальцы, зажимное основание, изгибаемые блоки и другие внешние поверхности чистой тканью, чтобы удалить металлический мусор.Периодически смазывайте все движущиеся части и поверхность легким маслом. Закройте металлический тормоз, когда он не используется.
Ограничения на изгиб
Знайте ограничения вашего портативного тормоза на рабочем месте: длину и глубину горловины. Не превышайте максимальную ширину изгиба металлической ложи тормоза. «Тормоза Van Mark доступны в различных размерах от 2 футов в длину до 14 футов в длину и 6 дюймов в длину, при этом наиболее распространенный размер составляет 10 футов 6 дюймов в длину», – говорит Вайнерт. «Тормоза Van Mark доступны как с глубиной горловины 14 дюймов, так и с глубиной горловины 20 дюймов, чтобы удовлетворить потребности конечных пользователей.
Калибр и прочность на разрыв, а также металлическое покрытие, безусловно, влияют на изгибную способность тормоза ». Также не превышайте указанную грузоподъемность портативного тормоза и помните о динамической нагрузке. Внезапное движение груза может на короткое время вызвать перегрузку, что приведет к выходу продукта из строя.
Говоря об ошибках, Вайнерт говорит, что самые большие ошибки, которые он видит при гибке металла, – это когда используется металл, который не выдерживает нагрузки тормоза. «Как правило, это не приводит к повреждению тормоза – если не игнорировать предупреждающие признаки повреждения – но приводит к тому, что металл не изгибается на один и тот же угол на протяжении всего изгиба.Мы всегда рекомендуем подрядчикам и нашим дистрибьюторам присылать нам спецификации производителя на металл, и мы можем сообщить, способны ли наши инструменты сгибать и резать эти материалы. У нас есть технические специалисты, которые помогут посоветовать, какой из наших инструментов лучше всего соответствует потребностям этого человека. Вторая наиболее частая ошибка – это отсутствие двойной проверки измерений перед сгибанием. Здесь применима старая поговорка «дважды отмерь, один раз согнись».
«Как правило, это не приводит к повреждению тормоза – если не игнорировать предупреждающие признаки повреждения – но приводит к тому, что металл не изгибается на один и тот же угол на протяжении всего изгиба.Мы всегда рекомендуем подрядчикам и нашим дистрибьюторам присылать нам спецификации производителя на металл, и мы можем сообщить, способны ли наши инструменты сгибать и резать эти материалы. У нас есть технические специалисты, которые помогут посоветовать, какой из наших инструментов лучше всего соответствует потребностям этого человека. Вторая наиболее частая ошибка – это отсутствие двойной проверки измерений перед сгибанием. Здесь применима старая поговорка «дважды отмерь, один раз согнись».
(Фото любезно предоставлено Van Mark Products Corp.)
Сравнение автоматической гибки и гибки с ручным прессом
Гибка занимает второе место в списке «Четыре основных этапа от листового металла до готовой продукции », а гибочные машины в основном ручные. Однако ситуация меняется, поскольку автоматическая гибка становится более надежной и доступной. Поскольку мы всегда ищем более быстрые и лучшие способы изготовления металлических изделий, мы рассмотрели, что может предложить автоматизация.
Однако ситуация меняется, поскольку автоматическая гибка становится более надежной и доступной. Поскольку мы всегда ищем более быстрые и лучшие способы изготовления металлических изделий, мы рассмотрели, что может предложить автоматизация.
Как гнуть листовой металл
При производстве металла большинство изгибов выполняется гибочным прессом.Сердце листогибочного пресса – его верхний и нижний инструменты. Нижний инструмент имеет V-образное сечение, а верхний – ответный клин или угловой профиль. Поместите лист между ними, и клин прижимает его к V, создавая изгиб. (Более подробная информация приведена в разделе «« Сгибание вашего металлического изделия в форму ».»)
Оператор листогибочного пресса поднимает вырезанную заготовку из штабеля, ориентирует ее, вставляет между инструментами до упора и опускает верхний инструмент. Добавление дополнительных изгибов означает извлечение и изменение ориентации листа, иногда переворачивание его для изгибов, идущих в другом направлении.
Это тяжелая работа, особенно с большими заготовками, для обработки которых иногда требуется два человека. Легко ошибиться, если ручной листогибочный лист окажется не в том месте, повернут под неправильным углом или полностью упущен.
Именно здесь на помощь приходит автоматическая гибка листогибочным прессом.
Автоматика листогибочного пресса
Если быть точным, это автоматическая обработка заготовки. Хотя действительно большие объемы операций могут оправдать использование специализированных систем гибки с большим количеством жесткого инструмента, для производственных цехов, таких как наша, наиболее целесообразным является гибка с использованием роботов.
В роботизированной системе гибки листогибочного пресса робот заменяет оператора. Роботу предоставляется стопка заготовок, и он снимает одну из них сверху.
Для обеспечения точного захвата заготовки робот обычно помещает ее в этап ориентации. Это просто склон с двумя приподнятыми краями. Заготовка сползает вниз и останавливается по бокам. Здесь робот снова поднимает его и переносит на листогибочный пресс.
Заготовка сползает вниз и останавливается по бокам. Здесь робот снова поднимает его и переносит на листогибочный пресс.
Когда заготовка установлена на место, листогибочный пресс выполняет цикл и выполняется изгиб.Если требуются дополнительные изгибы, робот при необходимости перемещает заготовку. Затем, когда деталь закончена, робот либо складывает ее, либо кладет на желоб или конвейер.
Преимущества
Люди, которые работают здесь, в Wiley, быстрые и точные, но они всего лишь люди. Они устают, и иногда случаются ошибки. Все эти изгибы и скручивания тоже тяжело сказываются на их спине.
Гибочный листогиб с роботом выполняется быстрее и стабильнее, чем у человека. Роботу не нужны перерывы, поэтому он фактически работает больше часов в день и не ошибается.Все это означает больше возможностей и более высокое качество.
И недостатки
Автоматическая ячейка для гибки листогибочного пресса, подобная той, которую мы описали, стоит недешево.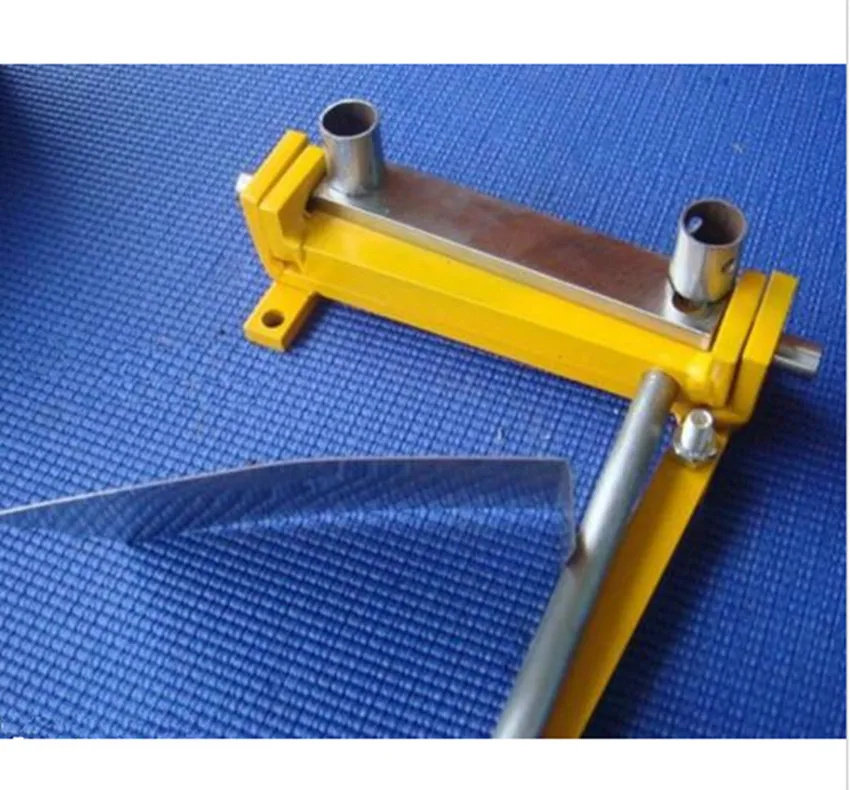 Кроме того, ему нужна инженерная поддержка для программирования новых рабочих мест. Автономное программирование возможно, но программы роботов обычно требуют доработки на машине. Это останавливает производство и может потреблять много металлических заготовок, в то время как скорости и позиции «набираются».
Кроме того, ему нужна инженерная поддержка для программирования новых рабочих мест. Автономное программирование возможно, но программы роботов обычно требуют доработки на машине. Это останавливает производство и может потреблять много металлических заготовок, в то время как скорости и позиции «набираются».
Время переключения – другая проблема. Несмотря на то, что загрузка программы занимает всего несколько секунд, необходимо также установить инструменты для гибочного пресса, захваты, системы штабелирования, конвейеры и т. Д.
Когда автоматизация имеет смысл
Если вы столкнетесь с ручным листогибочным прессом и автоматизированной системой, легко увидеть, как ручной станок будет изготавливать детали за некоторое время до того, как робот действительно начнет работать. При достаточно длительном запуске автоматизированная система выйдет вперед, но при меньших количествах побеждает ручная. И это особенно верно в среде «мастерской», где каждая работа отличается и требует новой программы для роботов.
Автоматическая гибка обеспечивает скорость, качество и защиту от травм, но имеет и недостатки.Это дорого, требует инженерной поддержки и времени на установку. Для более коротких производств предпочтительнее ручная гибка.
Как выбирать, резать и гнуть листовой металл
Слева направо: оцинкованная сталь, латунь, сталь, медь, алюминий
Думаете о корпусе для вашего последнего проекта? Или, может быть, вы работаете над гигантским роботом, чтобы терроризировать окрестности? Скорее всего, листовой металл сыграет свою роль. Листовой металл бывает самых разных видов и размеров.Вот несколько советов и приемов, которые помогут вам придать этой блестящей простыне желаемую форму.
Толщина
Одно из самых важных решений при работе с листовым металлом – это решить, какая толщина вам понадобится. Как и в случае с проволокой, толщина листового металла измеряется в калибрах, причем большее число указывает на более тонкий лист. Чтобы измерить толщину, вы можете использовать толщину листового металла, которая покажет вам толщину как в количестве, так и в тысячных долях дюйма. Однако одно важное замечание: черные и цветные листы одного калибра имеют разную толщину, поэтому вам понадобится один калибр для черных металлов и один для цветных.
Однако одно важное замечание: черные и цветные листы одного калибра имеют разную толщину, поэтому вам понадобится один калибр для черных металлов и один для цветных.
СОВЕТ: Для небольших кусков металла вы можете имитировать незавершенный процесс, зажимая металл между деревянными брусками в тисках, а затем забивая их молотком.
Гибка
Гибка листового металла может быть сложной задачей, но с подходящим инструментом это легко. Те, кто работает с ним регулярно, вероятно, имеют в своей мастерской гибочный пресс для листового металла, но этот инструмент может быть немного дорогим для любителя. К счастью, есть несколько удобных для кошельков вариантов, которые могут помочь вам выполнить работу.
Используя край вашего верстака, кусок дерева, два зажима и молоток, вы можете сделать элементарный гибочный тормоз. Отметьте линию изгиба и положите металлический лист на край скамейки. Затем поместите древесину параллельно и немного позади линии сгиба. Прикрепите деревянную поверхность поверх металла к верстаку. Наконец, вручную согните лист вверх под желаемым углом. Если вам нужен резкий изгиб на 90 °, постучите по складке молотком.
Прикрепите деревянную поверхность поверх металла к верстаку. Наконец, вручную согните лист вверх под желаемым углом. Если вам нужен резкий изгиб на 90 °, постучите по складке молотком.
Резка
Листовой металл режут множеством различных инструментов, и у каждого из них есть свои сильные и слабые стороны.Вот некоторые из наиболее распространенных инструментов, но они представляют собой лишь небольшое количество вариантов.
Ножницы
Эти ножничные инструменты, обычно известные как «авиационные ножницы» или «консервные ножницы», отлично подходят для резки мягких листовых металлов, таких как олово, алюминий, латунь и тонкостенная (24 калибра и более тонкая) сталь. В зависимости от формы разреза вы будете использовать левые, правые или прямые ножницы, обычно обозначенные цветом ручки: красный для левого, зеленый для правого и желтый для прямого.Убедитесь, что металл полностью вставлен в горловину ножниц для оптимальной резки.
Ножовка по металлу
Ножовка по металлу может резать листовой металл, но ее форма ограничивает радиус поворота и глубину пропила.
 Чтобы продлить срок службы лезвия, протрите воск по длине лезвия. Чтобы разрез был более чистым, приклейте полоску малярной ленты сверху и снизу листа, чтобы сколы не поцарапали материал.
Чтобы продлить срок службы лезвия, протрите воск по длине лезвия. Чтобы разрез был более чистым, приклейте полоску малярной ленты сверху и снизу листа, чтобы сколы не поцарапали материал.Нубблер
Высечные ножницы – это инструмент, который предлагает большой контроль над резом, но за счет ширины реза.Каждый разрез вырезает крошечный кусок листового металла, и процесс повторяется. Показанный здесь высечные ножницы имеют ручное управление, хотя также распространены электрические и пневматические версии с дрелью.
Лобзик
Качественный лобзик и правильное лезвие для резки металла быстро справятся с резкой листового металла. Если вам нужен прямой пропил, прижмите к листу линейку, чтобы она служила направляющей для подножки лобзика.
Ленточная пила
С соответствующим полотном резка листового металла на ленточной пиле довольно проста.Для резки металла требуется меньшая скорость полотна, чем для резки дерева, но многие ленточные пилы имеют многоступенчатые шкивы для изменения скорости полотна.

Резка алюминия с помощью настольной пилы
Это может показаться безумным, но листы алюминия можно резать на настольной пиле. Обязательно используйте лезвие с твердосплавными наконечниками с 60 зубьями (или более) и нанесите воск на лезвие, чтобы обеспечить хорошее смазывание среза. Действуйте медленно, будьте предельно осторожны и надевайте средства защиты органов слуха!
Удаление заусенцев
После резки металла часто остается острая кромка.Обязательно удалите! Вы можете купить необычный инструмент для удаления заусенцев, если часто работаете с листовым металлом, но быстрый осмотр файла не менее эффективен. Ваши пальцы будут вам благодарны!
Как выбрать лучшую фальцевальную машину для листового металла
Фальцовка листового металла – это лишь один из процессов, происходящих в процессе изготовления металла для более тонких материалов (см. Что такое изготовление металла). Раньше большая часть гибки и складывания листового металла выполнялась с помощью простых инструментов, которые требовали только ручной поддержки. Однако благодаря прогрессу в технологиях, а также появлению более толстых и твердых металлов сегодня вы найдете множество передовых инструментов для изготовления листового металла, некоторые из которых являются автоматическими и требуют очень небольшого участия человека.
Однако благодаря прогрессу в технологиях, а также появлению более толстых и твердых металлов сегодня вы найдете множество передовых инструментов для изготовления листового металла, некоторые из которых являются автоматическими и требуют очень небольшого участия человека.
Для любой мастерской, занимающейся листовым металлом, фальцевальный станок – незаменимый инструмент. Однако, учитывая широкие категории и типы инструментов для изготовления листового металла, представленные на рынке, иногда бывает сложно определить, какой тип станка выбрать для конкретного проекта (также см. Папки или листогибочные прессы? Как выбрать).В этой статье будет содержательное руководство о том, как выбрать лучший станок для гибки металла, но перед этим давайте разберемся, что влечет за собой складывание металла.
Что такое фальцовка листового металла?
Сгибание листового металла – это этап изготовления металла, который включает сгибание, гибку и прессование листового металла с получением желаемой геометрии. Это процесс, который используется при создании таких продуктов, как коробки, панели, водостоки, ограждения и многое другое. Фальцевальная машина для металла используется для точного складывания металла в заданную форму.Этот процесс обычно выполняется с помощью листогибочного пресса с ручным управлением или фальцевальных машин. Но изменения в технологии привели к появлению более совершенного оборудования, которое позволяет автоматизировать работу с помощью компьютерных программ и САПР (Computer Aided Designs).
Это процесс, который используется при создании таких продуктов, как коробки, панели, водостоки, ограждения и многое другое. Фальцевальная машина для металла используется для точного складывания металла в заданную форму.Этот процесс обычно выполняется с помощью листогибочного пресса с ручным управлением или фальцевальных машин. Но изменения в технологии привели к появлению более совершенного оборудования, которое позволяет автоматизировать работу с помощью компьютерных программ и САПР (Computer Aided Designs).
Типы папок из листового металла
Как правило, гибочные станки для листового металла делятся на две категории: формовочные машины для коробок и горизонтальные тормоза.
- Формование ящиков: Оборудование для производства ящиков имеет набор инструментов, который позволяет оператору выбирать заданную длину этого инструмента, чтобы дотянуться до «коробчатой» рамы (детали с формованными боковыми фланцами).Путем смешивания и подбора подходящих инструментов верхние балки могут быть настроены таким образом, чтобы обеспечить наилучшее покрытие и укладку.
- Панельный тормоз: Панельный тормоз, который иногда называют «листовым тормозом», представляет собой простую систему складывания, которая сгибает материал по всей длине. Используется для кровли, желобов и подобных длинных фасонных деталей без боковых фланцев.

Однако они еще классифицируются в зависимости от того, как они работают.
Ручные станки для складывания листового металла
Это самые маленькие металлические папки, которые очень популярны, поскольку их легко транспортировать.Они идеально подходят для тонких листов металла (калибр 18 и тоньше) в зависимости от используемого материала. Они настраиваются и управляются вручную и часто могут быть доставлены прямо на строительную площадку.
Гидравлические металлические папки
Некоторые машины этой категории управляются вручную, но наличие гидравлики дает им дополнительную мощность для сгибания более толстых материалов. Их часто можно найти в производственных цехах, и они могут складывать материалы толщиной до дюйма и более (хотя 1/4 дюйма (6 мм) – это примерно теоретический предел).
Листогибочные машины с компьютерным управлением
Фальцовка листового металла с ЧПУ – это новая технология, в которой фальцовка выполняется автоматически с помощью компьютерной программы. Этот вид фальцовки металла обеспечивает превосходную точность, эффективность и точность, а также позволяет выполнять сложные операции гибки. Они могут изгибать металл в несколько раз и складывать металл под разными углами.
Выбор подходящей фальцевальной машины для металла
Выбор подходящей фальцевальной машины зависит от уникальных требований различных производственных цехов.Для тех, кто производит изделия из тонких материалов, длинных, широких и с короткими фланцами, лучше всего подходят фальцевальные машины. Это потому, что они позволяют материалу лежать на подставке для папок, что упрощает работу с ним. Фальцевальные машины также по своей сути более точны, поскольку они «складывают» любые погрешности размеров листа в первый изгиб, обеспечивая большую точность общих размеров деталей.
С другой стороны, листогибочные прессы могут быть более универсальными с изгибами «вверх» и «вниз», а также с деталями с боковыми фланцами.Они идеально подходят для гибки изделий любой толщины и материала. Они также имеют более низкую начальную стоимость.
Когда дело доходит до эксплуатации, тип будет зависеть от размера и толщины обрабатываемого материала. Это также зависит от того, производите ли вы оптом или нет, и есть ли у вас навыки, необходимые для работы с металлическими папками. Папки с ручным управлением идеально подходят для небольших магазинов, которые решают простые задачи. Для массового производства лучше всего подходят гидравлические системы и ЧПУ.
В Southern Fabricating Machinery Sales, Inc мы являемся экспертами в области гибки и гибки металла и можем помочь вам выбрать правильный тип машины для вашего применения и бюджета.В нашем распоряжении есть отличные ресурсы, такие как контрольный список для проверки фальцевальных машин, ссылка на который приведена ниже. Посетите наш сайт www.s Southernfabsales.com или позвоните нам по телефону 1-813-444-4555, чтобы обсудить ваши потребности в складывании металла прямо сейчас.
Формовочные инструменты – Ремонт металлических конструкций самолетов
Формование листового металла восходит к временам кузнеца, который использовал молоток и горячую печь, чтобы придать металлу желаемую форму. Сегодняшние авиастроители полагаются на широкий спектр механических и ручных инструментов для точной гибки и складывания листового металла для достижения идеальной формы.Формовочные инструменты включают в себя прямолинейные машины, такие как фальцевальный станок и листогибочный пресс, а также роторные машины, такие как формирователь скользящих валков. Формовка листового металла требует разнообразных инструментов и оборудования (как с ручным, так и с ручным приводом), таких как формирователь пикколо, инструменты для усадки и растяжения, формовочные блоки и специальные молотки и молотки.
Закаленный листовой материал используется при формовании, когда это возможно при типичном ремонте. Формование, выполняемое в закаленном состоянии, обычно при комнатной температуре, называется холодной штамповкой.Холодная штамповка исключает термическую обработку и операции правки и проверки, необходимые для удаления деформации и скручивания, вызванных процессом термообработки. Листовой металл, подвергнутый холодной деформации, испытывает явление, известное как возвратная пружина, при котором обрабатываемая деталь слегка отжимается при снятии деформирующего усилия. Если при холодной штамповке на малых радиусах на материале появляются признаки растрескивания, его следует формовать в отожженном состоянии.
Формование, выполняемое в закаленном состоянии, обычно при комнатной температуре, называется холодной штамповкой.Холодная штамповка исключает термическую обработку и операции правки и проверки, необходимые для удаления деформации и скручивания, вызванных процессом термообработки. Листовой металл, подвергнутый холодной деформации, испытывает явление, известное как возвратная пружина, при котором обрабатываемая деталь слегка отжимается при снятии деформирующего усилия. Если при холодной штамповке на малых радиусах на материале появляются признаки растрескивания, его следует формовать в отожженном состоянии.
Отжиг, процесс упрочнения стали путем постепенного нагрева и охлаждения, удаляет состояние металла, делая его более мягким и легким в формовании.Детали с малым радиусом или сложной кривизной должны формироваться в отожженном состоянии. После формования деталь подвергается термообработке до состояния отпуска перед использованием в самолете.
Создание взаимозаменяемых конструктивных и неструктурных деталей достигается за счет формирования плоской листовой заготовки для изготовления элементов швеллера, уголка, зи и шляпки. Перед формированием детали из листового металла создается развертка, чтобы показать, сколько материала требуется в областях сгиба, в какой точке лист должен быть вставлен в формовочный инструмент или где расположены линии сгиба.Определение линий изгиба и допусков на изгиб более подробно обсуждается в разделе, посвященном компоновке и формовке.
Перед формированием детали из листового металла создается развертка, чтобы показать, сколько материала требуется в областях сгиба, в какой точке лист должен быть вставлен в формовочный инструмент или где расположены линии сгиба.Определение линий изгиба и допусков на изгиб более подробно обсуждается в разделе, посвященном компоновке и формовке.Машина для складывания прутков
Папка-пруток предназначена для загибов и загибов по краям листов. [Рис. 1] Эта машина лучше всего подходит для загибания небольших кромок, фланцев, швов и кромок, подлежащих соединению проволокой. Большинство папок с прутками вмещают металл толщиной до 22 калибра и длиной 42 дюйма. Перед использованием линейной папки необходимо выполнить несколько настроек толщины материала, ширины сгиба, резкости сгиба и угла сгиба.Регулировка толщины материала выполняется регулировкой винтов на каждом конце папки. По завершении регулировки поместите кусок металла нужной толщины в папку и поднимите ручку управления, пока маленький ролик не коснется кулачка. Удерживая складывающееся лезвие в этом положении, отрегулируйте установочные винты, пока металл не будет зажат надежно и равномерно по всей длине складывающего лезвия. После того, как папка была отрегулирована, протестируйте каждый конец машины по отдельности с помощью небольшого металлического предмета, фактически сложив его.
Удерживая складывающееся лезвие в этом положении, отрегулируйте установочные винты, пока металл не будет зажат надежно и равномерно по всей длине складывающего лезвия. После того, как папка была отрегулирована, протестируйте каждый конец машины по отдельности с помощью небольшого металлического предмета, фактически сложив его.
Рисунок 1. Папка для стержней |
Папка оснащена двумя положительными ограничителями: один для сгибов или сгибов под 45 °, а другой для сгибов или сгибов на 90 °. Предусмотрено кольцо, которое можно отрегулировать до любой степени изгиба в пределах возможностей машины.
Для формования под углом 45 ° или 90 ° соответствующий упор перемещается на место. Это позволяет перемещать ручку вперед под правильным углом.Для формирования других углов используется регулируемый воротник. Это достигается ослаблением установочного винта и установкой упора под желаемым углом. После установки упора затяните установочный винт и завершите изгиб. Чтобы сделать складку, отрегулируйте машину правильно, а затем вставьте металл. Металл проходит между складным ножом и челюстью. Плотно прижмите металл к манометру и потяните ручку управления к телу. Когда ручка выдвигается вперед, губка автоматически поднимается и удерживает металл до тех пор, пока не будет сделана желаемая складка.Когда рукоятка возвращается в исходное положение, челюсть и лезвие возвращаются в исходное положение и освобождают металл.
После установки упора затяните установочный винт и завершите изгиб. Чтобы сделать складку, отрегулируйте машину правильно, а затем вставьте металл. Металл проходит между складным ножом и челюстью. Плотно прижмите металл к манометру и потяните ручку управления к телу. Когда ручка выдвигается вперед, губка автоматически поднимается и удерживает металл до тех пор, пока не будет сделана желаемая складка.Когда рукоятка возвращается в исходное положение, челюсть и лезвие возвращаются в исходное положение и освобождают металл.
Карниз Тормоз
Тормоз похож на пруток, потому что он также используется для поворота или гибки краев листового металла. Карнизный тормоз более полезен, чем карниз, потому что его конструкция позволяет сгибать или формировать листовой металл так, чтобы он беспрепятственно проходил через челюсти спереди назад. [Рис. 2] Напротив, папка прутка может образовывать изгиб или край шириной, равной глубине ее зажимов.Таким образом, любой изгиб, образованный на карнизе, может быть выполнен и на карнизном тормозе.
| Рис. 2. Тормоз карниза |
При выполнении обычных изгибов с помощью карнизного тормоза лист укладывают на станину так, чтобы линия обзора (отметка, обозначающая линию изгиба) находилась непосредственно под краем прижимной планки. Затем прижимная планка опускается, чтобы прочно удерживать лист на месте. Упор с правой стороны тормоза настроен на правильный угол или величину изгиба, и гибочная пластина поднимается до упора.Если необходимо сделать другие изгибы, зажимная планка поднимается, и лист перемещается в правильное положение для изгиба.
Изгибная способность карниза определяется производителем. Стандартная грузоподъемность этой машины – листовой металл толщиной от 12 до 22, а длина гибки – от 3 до 12 футов. Изгибная способность тормоза определяется толщиной изгибаемой кромки различных изгибаемых пластин.
Большинство металлов имеют тенденцию возвращаться к своей нормальной форме – характеристика, известная как возвратная пружина. Если карнизный тормоз установлен на изгиб на 90 °, изгиб металла, вероятно, образует угол от 87 ° до 88 °. Поэтому, если желателен изгиб на 90 °, установите тормоз карниза на изгиб примерно на 93 °, чтобы обеспечить возвратную пружину.
Если карнизный тормоз установлен на изгиб на 90 °, изгиб металла, вероятно, образует угол от 87 ° до 88 °. Поэтому, если желателен изгиб на 90 °, установите тормоз карниза на изгиб примерно на 93 °, чтобы обеспечить возвратную пружину.
Коробка и Панельный тормоз (пальцевый тормоз)
Коробочный и поворотный тормоз, часто называемый пальцевым тормозом, потому что он оснащен серией стальных пальцев разной ширины, не имеет твердой верхней челюсти карниза. [Рис. 3] Коробка и поворотный тормоз могут использоваться для всего, что может делать карнизный тормоз, а также для некоторых вещей, которые карнизный тормоз не может.
Рисунок 3. Коробка и листовой тормоз |
Тормоз коробки и сковороды используется для формирования коробок, кастрюль и других предметов аналогичной формы. Если бы эти формы были сформированы на карнизном тормозе, часть изгиба на одной стороне коробки пришлось бы выпрямить, чтобы сделать последний изгиб. С помощью пальцевого тормоза просто уберите пальцы, которые мешают, и используйте только пальцы, необходимые для сгибания.Пальцы прикреплены к верхней створке винтами с накатанной головкой. Все пальцы, которые не были удалены для работы, должны быть надежно закреплены и плотно затянуты перед использованием тормоза. Радиус выступа на зажимных пальцах обычно довольно мал, и часто требуется изготовление прокладок для радиуса при вершине по индивидуальному заказу по всей длине изгиба.
С помощью пальцевого тормоза просто уберите пальцы, которые мешают, и используйте только пальцы, необходимые для сгибания.Пальцы прикреплены к верхней створке винтами с накатанной головкой. Все пальцы, которые не были удалены для работы, должны быть надежно закреплены и плотно затянуты перед использованием тормоза. Радиус выступа на зажимных пальцах обычно довольно мал, и часто требуется изготовление прокладок для радиуса при вершине по индивидуальному заказу по всей длине изгиба.
Листогибочный пресс
Так как большинство карнизных тормозов, коробчатых и поворотных тормозов ограничены максимальной формовочной способностью приблизительно 0.Отожженный алюминий 090 дюймов, 7075T6 0,063 дюйма или нержавеющая сталь 0,063 дюйма, операции, которые требуют формовки более толстых и более сложных деталей, используют листогибочный пресс. [Рис. 4] Листогибочный пресс является наиболее распространенным станком, используемым для гибки листового металла, и прилагает усилие с помощью механических и / или гидравлических компонентов для формирования листового металла между пуансоном и матрицей. Узкие U-образные каналы (особенно с длинными ножками) и стрингеры с каналом шляпки могут быть сформированы на листогибочном прессе с помощью специальных штампов с гусиной шеей или со смещением.Для формирования каналов и стрингеров используются специальные уретановые нижние штампы. Листогибочные прессы с механическим приводом могут быть оснащены задними упорами (некоторые из них управляются компьютером) для крупносерийного производства. Листогибочные прессы обычно выполняются вручную и требуют навыков и знаний безопасного использования.
Узкие U-образные каналы (особенно с длинными ножками) и стрингеры с каналом шляпки могут быть сформированы на листогибочном прессе с помощью специальных штампов с гусиной шеей или со смещением.Для формирования каналов и стрингеров используются специальные уретановые нижние штампы. Листогибочные прессы с механическим приводом могут быть оснащены задними упорами (некоторые из них управляются компьютером) для крупносерийного производства. Листогибочные прессы обычно выполняются вручную и требуют навыков и знаний безопасного использования.
Рисунок 4. Листогибочный пресс |
Формовочный валок
За исключением тормоза, скользящий валок, вероятно, используется больше, чем любой другой станок в цехе.[Рис. 5] Эта машина используется для формования листов в цилиндры или другие прямые изогнутые поверхности. Он состоит из правой и левой оконечных рам с тремя прочными роликами, установленными между ними. Шестерни, которые приводятся в действие рукояткой или силовым приводом, соединяют два захватных ролика. Эти валки можно отрегулировать по толщине металла с помощью двух регулировочных винтов, расположенных в нижней части каждой рамы. Двумя наиболее распространенными из этих формовочных машин являются формирователь роликов скольжения и формирователь вращающихся валков.Доступные в различных размерах и возможностях, эти машины бывают ручными или механическими.
Шестерни, которые приводятся в действие рукояткой или силовым приводом, соединяют два захватных ролика. Эти валки можно отрегулировать по толщине металла с помощью двух регулировочных винтов, расположенных в нижней части каждой рамы. Двумя наиболее распространенными из этих формовочных машин являются формирователь роликов скольжения и формирователь вращающихся валков.Доступные в различных размерах и возможностях, эти машины бывают ручными или механическими.
Рисунок 5. Формирователь скользящих валков |
Формовщик скользящих валков на Рисунке 5 управляется вручную и состоит из трех валков, двух корпусов, основания и ручки. Ручка поворачивает два передних валка через систему шестерен, заключенную в корпусе. Передние валки служат в качестве подающих или захватывающих валков.Задний валок придает правильную кривизну работе. Когда металл загружается в машину, валки захватывают металл и переносят его на задний валок, который изгибает его. Требуемый радиус изгиба достигается за счет заднего валка. Радиус изгиба детали можно проверять по мере выполнения операции формовки с помощью круглой доски или датчика радиуса. Калибры можно изготавливать, отрезая кусок материала до требуемого конечного радиуса и сравнивая его с радиусом, образованным в процессе прокатки.Для некоторых материалов операцию формования необходимо выполнять, пропуская материал через валки несколько раз с прогрессивной настройкой на формующем валке. На большинстве машин верхний валок можно освободить с одного конца, что позволяет извлекать сформированный лист из машины без деформации.
Требуемый радиус изгиба достигается за счет заднего валка. Радиус изгиба детали можно проверять по мере выполнения операции формовки с помощью круглой доски или датчика радиуса. Калибры можно изготавливать, отрезая кусок материала до требуемого конечного радиуса и сравнивая его с радиусом, образованным в процессе прокатки.Для некоторых материалов операцию формования необходимо выполнять, пропуская материал через валки несколько раз с прогрессивной настройкой на формующем валке. На большинстве машин верхний валок можно освободить с одного конца, что позволяет извлекать сформированный лист из машины без деформации.
Передний и задний валки имеют канавки, позволяющие формировать объекты с проволочными краями. Верхний валок снабжен съемником, позволяющим легко удалить металл после того, как он был сформирован.При использовании скользящего роликового формирователя нижний передний ролик необходимо поднять или опустить, прежде чем вставлять лист металла. Если объект имеет загнутый край, между рулонами должен быть достаточный зазор, чтобы не допустить расплющивания складки. Если формируется металл, требующий особого ухода (например, алюминий), валки должны быть чистыми и без дефектов.
Если формируется металл, требующий особого ухода (например, алюминий), валки должны быть чистыми и без дефектов.
Задний валок необходимо отрегулировать, чтобы придать формуемой детали правильную кривизну. Нет датчиков, которые указывают настройки для определенного диаметра; поэтому для получения желаемой кривизны необходимо использовать настройки проб и ошибок.Металл должен быть вставлен между валками спереди станка. Запустите металл между валками, повернув ручку управления по часовой стрелке. Начальная кромка образуется путем удерживания рабочей рукоятки правой рукой и подъема металла левой рукой. Изгиб стартовой кромки определяется диаметром формируемой детали. Если край детали должен быть плоским или почти плоским, начальный край не должен формироваться.
Перед началом операции формования убедитесь, что пальцы и свободная одежда не касаются валков.Поверните ручку управления до тех пор, пока металл частично не пройдет через ролики, и переместите левую руку с переднего края листа на верхний край листа. Затем прокрутите оставшуюся часть листа через машину. Если желаемая кривизна не получена, верните металл в исходное положение, повернув ручку против часовой стрелки. Поднимите или опустите задний валок и снова прокатите металл через валки. Повторяйте эту процедуру до получения желаемой кривизны, затем отпустите верхний валок и удалите металл.Если формируемая деталь имеет коническую форму, задний валок следует установить так, чтобы валки располагались ближе друг к другу на одном конце, чем на противоположном конце. Величину корректировки необходимо определять экспериментальным путем. Если формируемая работа имеет проволочный край, расстояние между верхним и нижним роликами, а также расстояние между нижним передним и задним роликами должно быть немного больше на конце с проволокой, чем на противоположном конце. [Рисунок 6]
Затем прокрутите оставшуюся часть листа через машину. Если желаемая кривизна не получена, верните металл в исходное положение, повернув ручку против часовой стрелки. Поднимите или опустите задний валок и снова прокатите металл через валки. Повторяйте эту процедуру до получения желаемой кривизны, затем отпустите верхний валок и удалите металл.Если формируемая деталь имеет коническую форму, задний валок следует установить так, чтобы валки располагались ближе друг к другу на одном конце, чем на противоположном конце. Величину корректировки необходимо определять экспериментальным путем. Если формируемая работа имеет проволочный край, расстояние между верхним и нижним роликами, а также расстояние между нижним передним и задним роликами должно быть немного больше на конце с проволокой, чем на противоположном конце. [Рисунок 6]
Рисунок 6.Скользящие валки |
Роторная машина
Роторная машина используется для обработки цилиндрических и плоских листов металла для придания формы кромке или для формирования валика вдоль кромки. [Рис. 7] Для выполнения этих операций на роторной машине могут быть установлены валки различной формы. Роторная машина лучше всего работает с более тонкими отожженными материалами.
[Рис. 7] Для выполнения этих операций на роторной машине могут быть установлены валки различной формы. Роторная машина лучше всего работает с более тонкими отожженными материалами.
Рисунок 7. Роторная машина |
Растяжка
В процессе формования с растяжением листу металла придают форму, растягивая его по сформированному блоку до предела упругости, при котором происходит постоянное схватывание с минимальной упругостью.Для растяжения металла лист жестко зажимается с двух противоположных краев в неподвижных тисках. Затем металл растягивают, перемещая плунжер, который прижимает формующий блок к листу, при этом давление плунжера заставляет материал растягиваться и наматываться по контуру формовочного блока.
Формование растяжением обычно ограничивается относительно большими деталями с большим радиусом кривизны и малой глубиной, такими как контурная кожа. Детали с однородной формой, изготовленные на более высокой скорости, дают преимущество при вытяжке по сравнению с деталями, изготовленными вручную.Кроме того, состояние материала более однородное, чем при ручной формовке.
Детали с однородной формой, изготовленные на более высокой скорости, дают преимущество при вытяжке по сравнению с деталями, изготовленными вручную.Кроме того, состояние материала более однородное, чем при ручной формовке.
Падение молотка
В процессе формовки с помощью ударного молота формируются формы путем постепенной деформации листового металла в согласованных штампах под повторяющимися ударами отбойного молотка или отбойного молотка. Конфигурации, которые обычно образуются с помощью этого процесса, включают мелкие детали с гладкой формой с двойной кривизной, детали с мелкими бороздками и детали с нерегулярными и сравнительно глубокими выемками.Также изготавливаются небольшие количества чашеобразных и коробчатых деталей, изогнутых профилей и фасонных фланцевых деталей. Формовка с ударным молотком не является прецизионным методом формовки и не может обеспечить допуски, близкие к 0,03–0,06 дюйма. Тем не менее, этот процесс часто используется для деталей из листового металла, таких как компоненты самолетов, которые претерпевают частые конструктивные изменения или для которых есть краткосрочные ожидания.
Гидропресс Формовочный
Гидропресс с резиновыми подушками может быть относительно легко использован для изготовления многих разновидностей деталей из алюминия и его сплавов.Фенол, масонит, кирксит и некоторые виды твердотвердеющих формовочных пластмасс успешно использовались в качестве формовочных блоков для прессования деталей из листового металла, таких как ребра, лонжероны, вентиляторы и т. Д. Для выполнения операции штамповки:
- Вырежьте заготовку из листового металла по размеру и удалите заусенцы с краев.
- Установите опорный блок (обычно охватываемый) на нижнюю плиту пресса.
- Установите подготовленную заготовку из листового металла (с установочными штифтами для предотвращения смещения заготовки при приложении давления).
- Опустите или закройте прессовую головку с резиновыми подушечками над формным блоком и резиновым конвертом.
- Блок формы заставляет заготовку соответствовать ее контуру.

Формовка с помощью гидропресса обычно ограничивается относительно плоскими деталями с фланцами, буртиками и отверстиями для облегчения. Однако некоторые типы деталей с большим радиусом контура могут быть сформированы путем сочетания операций ручного формования и прессования.
Прядение
При штамповке плоский круг из металла вращается с очень высокой скоростью, чтобы сформировать бесшовную полую деталь, используя объединенные силы вращения и давления.Например, плоская круглая заготовка, такая как алюминиевый диск, монтируется на токарном станке вместе с опалубкой (обычно из твердой древесины). Когда авиастроитель вращает диск и формирует блок вместе на высоких скоростях, диск формуют в формующий блок путем приложения давления с помощью вращающейся палки или инструмента. Он представляет собой экономичную альтернативу штамповке, литью и многим другим процессам обработки металлов давлением. Пропеллерные блесны иногда изготавливаются с использованием этой технологии.
В качестве смазки можно использовать алюминиевое, твердое или обычное мыло.Лучше всего подходят для прядения более мягкие алюминиевые сплавы, но можно использовать и другие сплавы, если прядение не является слишком глубоким или если прядение выполняется поэтапно с использованием промежуточного отжига для устранения эффекта деформационного упрочнения, возникающего в результате прядение. Горячее формование используется в некоторых случаях при формовании более толстых и твердых сплавов. [Рисунок 8]
Рис. 8. Формовка |
Формование с помощью английского колеса
Английское колесо, популярный тип инструмента для обработки металла, который используется для создания двойных кривых на металле, имеет два стальных колеса, между которыми формируется металл.[Рис. 9] Имейте в виду, что английское колесо – это прежде всего машина для растяжения, поэтому оно растягивает и утончает металл, прежде чем придать ему желаемую форму. Таким образом, оператор должен быть осторожен, чтобы не растянуть металл слишком сильно.
Таким образом, оператор должен быть осторожен, чтобы не растянуть металл слишком сильно. Рисунок 9. Английское колесо |
Английское колесо используется для формирования низких коронок на больших панелях и полировки или строгания (для сглаживания поверхности металла путем прокатки или обработки молотком) деталей, которые были сформированы с помощью механических молотов или молотка и мешка для дроби.
Пикколо Бывший
Формовочная машина Piccolo используется для холодной штамповки и прокатки листового металла и других профилей (экструзии). [Рис. 10] Положение гидроцилиндра регулируется по высоте с помощью маховика или ножной педали, что позволяет контролировать рабочее давление. Обязательно используйте регулировочное кольцо, расположенное в головке машины, для контроля максимального рабочего давления. Формовочные инструменты расположены в подвижном цилиндре и нижнем держателе инструмента.В зависимости от разнообразия прилагаемых формующих инструментов оператор может выполнять такие процедуры, как формирование кромок, изгиб профилей, удаление складок, точечная усадка для удаления изгибов и вмятин или расширение листового металла купола. Инструменты доступны в исполнении из стекловолокна (для предотвращения повреждения поверхности) или стали (для работы с более твердыми материалами) и являются быстро заменяемыми инструментами. Рис. |
 10. Формовщик Piccolo
10. Формовщик Piccolo Инструменты для усадки и растяжения
Термоусадочные инструменты
Усадочные матрицы многократно зажимают металл, а затем смещаются внутрь.Это сжимает материал между матрицами, что фактически немного увеличивает толщину металла. Во время этого процесса происходит деформационное упрочнение, поэтому лучше всего установить достаточно высокое рабочее давление, чтобы закончить форму довольно быстро (восемь проходов можно считать чрезмерными). ВНИМАНИЕ: Избегайте ударов штампа по радиусу при формировании изогнутого фланца. Это повреждает металл по радиусу и уменьшает угол изгиба.Инструменты для растяжки
Растягивающие плашки многократно зажимают поверхность, а затем смещаются наружу.Это растягивает металл между штампами, что уменьшает толщину растянутой области. Слишком много ударов по одной и той же точке ослабляет и в конечном итоге приводит к растрескиванию детали. Целесообразно удалить заусенцы или даже отполировать края фланца, который должен подвергаться даже умеренному растяжению, чтобы избежать образования трещин. Формование фланцев с существующими отверстиями вызывает деформацию отверстий и, возможно, растрескивание или значительное ослабление фланца.
Формование фланцев с существующими отверстиями вызывает деформацию отверстий и, возможно, растрескивание или значительное ослабление фланца. Ручная термоусадочная машина для листового металла с лапкой
Ручной термоусадочный станок для листового металла с ножным приводом работает так же, как и формирователь Piccolo, но выполняет только две основные функции: сжатие и растяжение.Доступны только штампы со стальным покрытием, поэтому они имеют тенденцию к повреждению поверхности металла. При использовании на алюминии необходимо аккуратно растушевать неровности поверхности (в первую очередь на облицовке), затем обработать и покрасить деталь.Поскольку это ручная машина, она полагается на силу ног, поскольку оператор постоянно нажимает на ножную педаль. Чем больше силы приложено, тем больше напряжений сосредоточено в этой единственной точке. Он дает лучшую деталь с серией меньших растяжек (или усадок), чем с несколькими интенсивными.Сдавливание штампов по радиусу приводит к повреждению металла и выравниванию части изгиба.
 Может оказаться полезным приклеить к противоположной ножке толстый кусок пластика или микарты, чтобы уменьшить радиус угла от зоны зажима штампов.
Может оказаться полезным приклеить к противоположной ножке толстый кусок пластика или микарты, чтобы уменьшить радиус угла от зоны зажима штампов.ПРИМЕЧАНИЕ. Наблюдайте за изменением формы детали при медленном нажатии. Несколько маленьких растяжек работают эффективнее, чем одна большая. При слишком сильном давлении металл имеет тенденцию к короблению.
Ручной термоусадочный и растяжитель
Ручная усадочная машина и конструкция аналогичны ручному ножному устройству, за исключением того, что ручка используется для приложения силы к усадочным и растягивающим блокам.Матрицы полностью металлические и оставляют на алюминии следы, которые необходимо растушевать после операции сжатия или растяжения. [Рисунок 11]Рис. 11. Ручной термоусадочный и растяжной агрегат |
Доллары и ставки
Листовой металл часто формуют или обрабатывают (строгают) на наковальнях, доступных в различных формах и размерах, называемых тележками и кольями. Они используются для формования небольших деталей неправильной формы или для выполнения последних штрихов, для которых большая машина может не подходить.Подставки предназначены для того, чтобы их можно было держать в руке, тогда как колья предназначены для поддержки на плоской чугунной плите, прикрепленной к верстаку. Большинство кольев имеют обработанные полированные поверхности с закалкой. Использование кольев для подпорки материала при долблении или при использовании любого подобного режущего инструмента искажает поверхность столбов и делает их бесполезными для отделочных работ.
Они используются для формования небольших деталей неправильной формы или для выполнения последних штрихов, для которых большая машина может не подходить.Подставки предназначены для того, чтобы их можно было держать в руке, тогда как колья предназначены для поддержки на плоской чугунной плите, прикрепленной к верстаку. Большинство кольев имеют обработанные полированные поверхности с закалкой. Использование кольев для подпорки материала при долблении или при использовании любого подобного режущего инструмента искажает поверхность столбов и делает их бесполезными для отделочных работ. Блоки опалубки из твердой древесины
Блоки из твердой древесины могут быть изготовлены таким образом, чтобы дублировать практически любую конструктивную или неструктурную часть самолета.Деревянный брусок или форма придают форму точным размерам и контуру формируемой детали.V-образные блоки
V-образные блоки из твердой древесины широко используются в металлоконструкциях планера для усадки и растяжения металла, особенно уголков и фланцев. Размер блока зависит от выполняемой работы и от личных предпочтений. Хотя подходит любой тип твердой древесины, для достижения наилучших результатов при работе с алюминиевыми сплавами рекомендуется использовать клен и ясень.
Размер блока зависит от выполняемой работы и от личных предпочтений. Хотя подходит любой тип твердой древесины, для достижения наилучших результатов при работе с алюминиевыми сплавами рекомендуется использовать клен и ясень. Блоки усадки
Усадочный блок состоит из двух металлических блоков и некоторого устройства для их зажима.Один блок образует основание, а другой вырезается, чтобы оставить место, где гофрированный материал может быть забит молотком. Ножки верхней челюсти прижимают материал к базовому блоку с каждой стороны обжима, чтобы предотвратить расползание материала, но остаются неподвижными, пока обжимной элемент прижимается к плоскости (усаживается). Этот тип обжимного блока предназначен для использования в настольных тисках.Термоусадочные блоки могут быть изготовлены в соответствии с любыми конкретными потребностями. Основная форма и принцип остаются неизменными, хотя блоки могут значительно различаться по размеру и форме.
Мешки с песком
Мешок с песком обычно используется в качестве опоры во время столкновения. Исправный мешок можно сделать, сшив тяжелый холст или мягкую кожу, чтобы сформировать мешок желаемого размера, и заполнить его песком, просеянным через сито с мелкими ячейками.
Исправный мешок можно сделать, сшив тяжелый холст или мягкую кожу, чтобы сформировать мешок желаемого размера, и заполнить его песком, просеянным через сито с мелкими ячейками.Перед заполнением брезентовых мешков песком с помощью кисти смажьте внутреннюю часть мешка размягченным парафином или пчелиным воском, который образует герметизирующий слой и предотвращает прохождение песка через поры холста.Мешки также можно наполнить дробью вместо песка.
Молотки и киянки для листового металла
Молоток для листового металла и киянка – это ручные инструменты для изготовления металлических листов, используемые для гибки и формовки листового металла без повреждения металла или вмятин. Головка молотка обычно изготавливается из высокоуглеродистой термообработанной стали, а головка молотка, которая обычно больше, чем у молотка, изготавливается из резины, пластика, дерева или кожи. В сочетании с мешком с песком, V-образными блоками и матрицами молотки и молотки из листового металла используются для формования отожженного металла.
СВЯЗАННЫЕ ЗАПИСИ
Режущий инструмент
Магазинный инструмент
Ручной режущий инструмент
Разметка и формовка
10 лучших моделей тормозов из листового металла в 2021 году
Последнее обновление Январь 2021 г.
Вы хотите купить тормоз для листового металла, чтобы гнуть металл для домашнего или промышленного использования? Если вы хотите выполнить некоторые работы по кровле, воздуховоду или сайдингу для ремонта дома или хотите согнуть тяжелые металлы для коммерческих целей, наличие правильного тормоза для листового металла может дать вам столь необходимое механическое преимущество.
Но, как и в случае с другими изделиями для сварки или металла, поиск лучшего изделия, соответствующего вашим конкретным потребностям, может оказаться сложной задачей. В связи с этим мы составили обзор из десяти лучших тормозов для листового металла на рынке, которые гарантированно окупят ваши деньги и помогут вам в проектах по гибке металла.
- Возможность работы со сталью 20 калибра, а также с алюминием 16 калибра
- Может выдерживать угол изгиба 90 градусов
- Тормоз для листового металла 3 в 1, так как он служит в качестве комбинированного тормоза, скольжения и сдвига
Но, как и в случае с другими изделиями для сварки или металла, поиск лучшего изделия, соответствующего вашим конкретным потребностям, может оказаться сложной задачей.В связи с этим мы составили обзор десяти лучших тормозов для листового металла на рынке, которые гарантированно окупят ваши деньги и помогут вам в ваших проектах по гибке металла, работая со сталью 20-го и 16-го калибра. алюминиевый до 12 дюймов в ширину, что делает его идеальным для небольших проектов DIY.
Он также может похвастаться регулируемыми пальцами, расположенными на верхней балке, и может управлять углом изгиба 90 градусов. Его задний упор обеспечивает повторяемость при гибке металлических листов.
Еще одна замечательная особенность, повышающая долговечность Baileigh SBR-1220, – полированные и закаленные валы.
Плюсы
- Имеет три канавки для проволоки, которые помогают идеально формировать проволоку
- Поставляется с подпружиненным прижимом для ускорения процесса гибки
- Обладает превосходной емкостью по металлу 20 калибра
- Ручные операции позволяют повысить точность во время использования
- Максимальный угол изгиба 90 градусов делает его идеальным для легкого изгиба.
- Имеет впечатляющую ширину кровати 12 дюймов, что делает его идеальным для использования на широких простынях
- Валы отполированы, а также закалены для повышения прочности
Минусы
- Для новичков может быть немного сложно использовать
Kaka Industrial PBB-4012, 40-дюймовый зажим для стопы с поддоном и коробкой
- Простота регулировки зазоров между лезвиями с помощью ручек
- Идеально для гибки тяжелых металлических листов
- Зажим для ног позволяет использовать руки в других целях
Kaka Industrial PBB-4012 разработан для гибки металлов в тяжелых условиях и оснащен встроенной пружиной, которая облегчит ваш проект по гибке металла. Он может похвастаться функцией ограничителя угла, которая позволяет вам повторять изгиб и с легкостью выполнять работу, особенно с коробкой и поддоном.
Приобретая Kaka Industrial PBB-4012, вы получаете первоклассную конструкцию, которая требует минимального обслуживания благодаря использованию качественных материалов при производстве. Industrial PBB-4012 – один из самых мощных и универсальных тормозов для листового металла на рынке, который идеально подходит для простых и безболезненных операций.
Плюсы
- Коробка и зажим для опоры чаши имеют толстые анкерные стержни и тяжелые скобы, которые обеспечивают большую прочность и долговечность тормоза.
- Этот тормоз для листового металла отличается высокой точностью, так как он может резать низкоуглеродистую сталь до 12 дюймов, а также другие толстые материалы.
- Обладает обширным и очень разнообразным ассортиментом пальцев, что обеспечивает большую универсальность во время работы
- Функция ножного управления освобождает вашу спину и руки во время работы
- Имеет ограничитель угла для повторной гибки
- Элемент регулировки радиуса
Минусы
- Дорогой и не идеальный вариант для новичков
Van Mark Metal Master 20 Скользящие тормоза-60 серии
- Изготовлен из высококачественной продукции, что делает его прочным и прочным
- Поставляется с алюминиевым литьем военного класса
- Можно сделать тончайшие изгибы из-за его высокого качества бар блокировки питания
Серия Van Mark Metal Master 20 Sliding Brakes-60 – это бытовая модель, предназначенная для тяжелых работ. Функция быстрого отсоединения делает его легко транспортируемым, а планка с механической блокировкой помогает делать аккуратные изгибы без деформации.
Функция быстрого отсоединения делает его легко транспортируемым, а планка с механической блокировкой помогает делать аккуратные изгибы без деформации.
Этот тормоз из листового металла рассчитан на длительный срок службы, так как он имеет два алюминиевых литья: военный и 5 C. его система кулачкового замка является высококачественной и состоит из полиэтилена и алюминия.
Плюсы
- Имеет ручку с замком, которая снабжена функцией быстрого освобождения, что упрощает транспортировку.
- Имеет 5 C и относительно легко справляется с прочными металлическими листами
- Поставляется с годовой гарантией
- С-образные отливки легкие и прочные, поэтому тормоз не требует регулировки и точной настройки.
- Может создавать изгибы ендовы в стиле W, а также кровельные покрытия и перекрытия.
- Имеет прочные силовые опоры, обеспечивающие дополнительный фундамент.
- Идеально для металлических деталей 8 футов +
Grizzly Industrial T10726-12 «Мини-тормоз»
- Поставляется с отдельными лезвиями (четыре)
- Легкий и удобный для переноски
- Упрощенный, удобный дизайн, обеспечивающий простоту использования
Этот тормоз для листового металла шириной 12 дюймов – удобный инструмент для обслуживания в домашней мастерской. Grizzly Industrial легкий и компактный, что делает его идеальным для небольших гаражей.
Grizzly Industrial легкий и компактный, что делает его идеальным для небольших гаражей.
Лучшая особенность Grizzly Industrial T10726-12 – это упрощенный интерфейс, который упрощает работу, особенно для начинающих пользователей. Если вы выполняете обрезку и вспышку с помощью молотка, вам следует подумать о приобретении этого превосходного инструмента.
Плюсы
- Не слишком дорого
- Идеально для домашнего гаража
- Изготовлен из прочной стали, обеспечивающей необходимую прочность, чтобы прослужить достаточно долго
Минусы
- Ручка временами может мешать вам
Бейли BB-4816M
- Высокое качество и надежность
- 48 дюймов впечатляющая длина изгиба
- Имеет угол изгиба 0-180 градусов
Когда дело доходит до серьезной гибки, не так много тормозов для листового металла можно сравнить с Bailey BB-4816M. Этот высокопроизводительный инструмент делает четкие складки без излишнего смазывания. Bailey BB-4816 идеально подходит для использования в коммерческих целях, о чем свидетельствует его высокая стоимость.
Этот высокопроизводительный инструмент делает четкие складки без излишнего смазывания. Bailey BB-4816 идеально подходит для использования в коммерческих целях, о чем свидетельствует его высокая стоимость.
Bailey BB-4816M может сгибать любые сковороды или ящики на желаемую глубину, так как он не полагается на стандартную глубину пальцев. Он оснащен сверхмощным магнитом, расположенным в его гибочной платформе, который можно задействовать с помощью кнопки или педального управления.
Его металлический тормоз, сделанный из магнитного листа, может сгибать закрытые коробки, чередовать изгибы, треугольники и круглые предметы среди множества других форм.Он идеально подходит для гибки листового металла, алюминия , материалов с покрытием, нержавеющей стали, мягкой стали и нагретого пластика .
Плюсы
- Поставляется с регулируемыми задними упорами для дополнительной поддержки
- Идеально подходит для промышленных цехов, цехов ОВК и цехов по производству металлоконструкций
- Управляет производством низкоуглеродистой стали 16 калибра
- Обладает магнитным зажимом для превосходных характеристик
Минусы
- Не хватает инструкций по подключению
- Слишком тяжелый и большой, чтобы поместиться в маленькой мастерской
Swag Off Road 20-тонный листогибочный пресс для тяжелых условий эксплуатации DIY Builder Kit
- Доступный, несмотря на превосходную мощность
- Поставляется с технологически усовершенствованными функциями
- Можно разобрать при перемещении с одного места на другое
Swag Off Road на 100% изготовлен в Америке и может похвастаться регулируемым упором, обеспечивающим повторяемость и повышенную точность. Эта машина может сгибать до 3/16 полной ширины или до 6 дюймов ½ стали.
Эта машина может сгибать до 3/16 полной ширины или до 6 дюймов ½ стали.
Относительно легко сгибает нестандартные кронштейны. Он оснащен цифровым уровнемером, который повышает точность при наклоне или отклонении машины на определенный угол.
Однако, покупая этот тормоз для листового металла, вы должны быть готовы собрать его самостоятельно. В нем используется гидравлическая мощность, что дает вам механическое преимущество при гибке металла.
Плюсы
- Вы можете приобрести аксессуары для расширения его функциональности
- Сделано в Америке, а это значит, что вы можете легко получить запчасти
- Подходит для гибки тяжелых металлов
- Поставляется с регулируемым упором, обеспечивающим повторяемость и повышающим точность.
Минусы
- Вы должны собрать устройство, которое может быть громоздким для новичков
Кака БДС-8
- Крепкие магнитные тиски
- Простые инструменты для гибки листового металла
- Размеры упаковки: 4. 1 ″ x 6,5 ″ x 2,2 ″
 1 ″ x 6,5 ″ x 2,2 ″
1 ″ x 6,5 ″ x 2,2 ″BDS-8 – это высококачественный тормоз из листового металла, аналогичный другим выпускам Kaka. Он поставляется с установленными магнитными тисками, достаточно прочными, чтобы допускать изгиб металла. Еще одна замечательная особенность – съемные сегментные пальцы, которые позволяют сгибать небольшие коробки.
Что нам нравится в BDS-8, так это его размер, достаточно компактный, чтобы поместиться в ограниченном пространстве гаража. Вы можете наклонять тиски до 90 градусов, чтобы улучшить рабочую зону и работать с более толстым прикладом.
Плюсы
- Поставляется с крепежными магнитами высокой прочности
- Управляет листами шириной до 8 дюймов
- Портативный и легкий для удобства перемещения и хранения
- Прочный, поскольку сделан из качественного материала
Минусы
- Невозможно сделать изгибы
Tapco Windy Special Siding Тормоз
- Гибочная кромка из нержавеющей стали. Встроенные точные глубиномеры
- Возможность поворота на 130 градусов
- Глубина горла: 14 дюймов. Открытие рта: 3/4 дюйма. Количество отливок C: 5. Вес: 104 фунта.
 Встроенные точные глубиномеры
Встроенные точные глубиномерыТормоз для сайдинга Tapco Windy Special – идеальный тормоз для начинающих, желающих гнуть листовой металл. Он очень портативен и может выполнять различные операции по гибке до 130 градусов.
Этот высокопроизводительный тормоз для листового металла может работать с гальванизированной сталью толщиной до 29 и 0.03 из мягкого алюминия, что делает его идеальным для упаковки облицовки, потолка, оконной рамы и облицовки порогов. Ручка для сгибания также снимается, чтобы упростить транспортировку этого продукта.
Плюсы
- Поставляется с уникальным механизмом системы блокировки, который позволяет увеличить зажимное усилие во время использования
- Глубиномеры точны и долговечны, так как изготовлены из нержавеющей стали
- Может выдерживать изгибы до 130 градусов
- Глубина горловины 14 дюймов с отверстием для горловины ¾ дюйма
- Может фиксироваться в широком диапазоне толщины материала без необходимости регулярной регулировки
Мини листогибочный пресс Kaka 18 дюймов
- Режущая способность – ширина реза 18 дюймов для низкоуглеродистой стали 18 и алюминия 16 мм
- Предварительно просверленные рекламные отверстия упрощают процесс гибки
- Угол изгиба до 90 градусов
18-дюймовый миниатюрный листогибочный пресс является третьим продуктом Kaka в нашем списке, что свидетельствует о высоком качестве продукции, производимой Kaka Industrial. Этот высокопроизводительный станок для гибки листового металла идеально подходит для небольших рабочих мест и может похвастаться режущей способностью 18 дюймов для мягкой стали и 16 дюймов для алюминия.
Этот высокопроизводительный станок для гибки листового металла идеально подходит для небольших рабочих мест и может похвастаться режущей способностью 18 дюймов для мягкой стали и 16 дюймов для алюминия.
Он также поставляется с предварительно просверленными рекламными отверстиями для облегчения изгиба.
Листы можно сгибать под углом до 90 градусов. Еще одна впечатляющая особенность этого гибочного пресса – его долговечность, поскольку он изготовлен из материала верхней полки. Он также поставляется с двумя ручками для регулировки, что позволяет относительно легко гнуть металл.
Плюсы
- Можно сгибать листы под углом до 90 градусов
- Легкий вес для универсального использования в рабочей зоне
- Поставляется с годовой гарантией, гарантируя, что вы получите соотношение цены и качества.
- Достаточно компактный, чтобы поместиться в небольшом рабочем пространстве
- Карманные цены
- Поставляется с просверленными монтажными отверстиями для легкого изгиба
Минусы
- Не подходит для гибки толстого металла
Kaka 915Z Промышленный ящик из листового металла и карданный тормоз
- Предварительно просверленные рекламные отверстия упрощают процесс гибки
- Угол гибки: до 90 градусов
- Прочная конструкция выдержит долгие годы интенсивной эксплуатации
К настоящему времени ни для кого не секрет, что Kaka является лидером отрасли в производстве качественных тормозов из листового металла. Промышленный ящик из листового металла Kaka 915Z спроектирован так, чтобы служить долго, поскольку он может похвастаться прочным чугунным корпусом, который легко поддерживает проекты, предпринятые с этим плохим мальчиком.
Промышленный ящик из листового металла Kaka 915Z спроектирован так, чтобы служить долго, поскольку он может похвастаться прочным чугунным корпусом, который легко поддерживает проекты, предпринятые с этим плохим мальчиком.
Он поставляется с регулируемыми и съемными пальцами, в то время как ручной тормоз достаточно универсален для установки в различных положениях, например, он подходит для металлов различной ширины. Вы можете легко добиться крутых изгибов, используя Kaka 915Z Box и Pan Brake.
Гибочный станок для листового металла легко регулируется, что гарантирует точность и большую функциональность.Он также может сгибать низкоуглеродистую сталь 16-го калибра и шириной 36 дюймов, при этом легко регулируя угол 0-135 градусов. Вы можете сгибать или изготавливать косынки, приспособления, коробки и сложные кронштейны с помощью промышленного ящика для листового металла Kaka 915Z.
Плюсы
- Поставляется с ручным тормозом, который можно устанавливать в различных положениях, чтобы можно было сваривать разные металлы
- Может сгибать листовой металл под углом до 135 градусов, что делает его идеальным для промышленного использования
- Пальцы легко регулируются, что увеличивает универсальность машины
- Может работать с металлом 16 калибра и шириной 36 дюймов
- Вы можете использовать прижимной рычаг, чтобы разжать и зажать лист
- Идеально для профессиональных и тяжелых гибочных работ
- Долговечность благодаря металлическому корпусу, предотвращающему образование вмятин во время использования
Минусы
- Тяжелый и громоздкий, что означает, что вам потребуется достаточно места для установки этого аппарата
назад в меню ↑
Теперь, когда мы пролили свет на некоторые из лучших изломов листового металла на рынке, позвольте нам переключить наше внимание на основные типы изломов листового металла, чтобы вы знали, какой тип лучше всего подходит вам.
Тормоз из листового металла с коробкой и поддоном
Тормоза из листового металла с коробкой и поддоном характеризуются зажимной штангой со съемными блоками, которые позволяют регулировать размер штанги. То есть вы можете переставлять, удалять или добавлять блоки к размеру стержня, чтобы обеспечить возможность изгиба в определенных областях или пространствах, образованных удалением блоков в заготовке. Пространство позволит вам вдавить сковороду или коробку на заготовку.
Карниз из листового металла Break
Этот тип лома листового металла поставляется с прижимной планкой по всей длине и ширине.Длина стержня полностью покрывает габаритную ширину гибочного пресса, что позволяет создавать прямые изгибы на заготовке.
Листогибочный пресс
Из всех тормозов для листового металла листогибочный пресс отличается самой сложной компоновкой и конструкцией. Эта превосходная машина используется для создания сложных конструкций, поскольку металл можно стратегически зажать между пуансоном и матрицей для создания уникальных форм. Однако две формы матрицы и пуансона должны совпадать для правильного формирования металлического листа.Листогибочные прессы часто бывают дорогостоящими и идеально подходят для промышленных задач, требующих сложной конструкции для коммерческих целей.
Однако две формы матрицы и пуансона должны совпадать для правильного формирования металлического листа.Листогибочные прессы часто бывают дорогостоящими и идеально подходят для промышленных задач, требующих сложной конструкции для коммерческих целей.
Тормоз из листового металла для папок стержня
Тормоза из листового металла с прутковой папкой имеют простую конструкцию и используют одну ручку для зажима и формирования изгиба одним движением. Он имеет относительно небольшую глубину и довольно маленький размер по сравнению с другими типами тормозов из листового металла. Но обычно он поставляется с регулируемым задним упором, позволяющим двигаться вперед и назад.
Амазонка
Защитное снаряжение можно купить в нескольких местах. За политикой беспроблемного возврата, прозрачностью качества продукции и обслуживания клиентов, а также быстрой доставкой обращайтесь в Amazon.
Когда вы просматриваете Amazon, вы можете увидеть, что предыдущие покупатели думали о продукте, который они купили, и все о качестве материала, защитных характеристиках, весовых размерах и дизайне, прежде чем добавлять что-либо в свою корзину. Вам не нужно выходить, чтобы сравнивать цены или характеристики.
Вам не нужно выходить, чтобы сравнивать цены или характеристики.
Если у вас возникнут какие-либо проблемы с тормозами из листового металла, вы также можете быстро и легко вернуть их без проблем.
В этом обзоре тормозов из листового металла мы проанализировали десять ведущих продуктов как для домашнего, так и для промышленного использования. Промышленные тормоза из листового металла, как и ожидалось, будут стоить намного дороже из-за их сложных характеристик и универсальности.
Они также тяжелее и больше, и для них потребуется достаточно места для хранения. Вам придется собрать некоторые из этих машин, поскольку они обычно слишком велики, чтобы их можно было собрать как единое целое.
Тормоза из листового металла, предназначенные для домашнего использования, напротив, легче и компактнее. Хотя они не могут выполнять сложные задачи по гибке, они идеально подходят для домашних работ и могут выполнять похвальную работу, особенно если вы привыкнете к их работе.
Не забывайте всегда уделять первостепенное внимание безопасности, используя соответствующее оборудование, повышающее безопасность, при работе с этими машинами. Важным фактором, который следует учитывать, является способность изгиба, а также общий размер, чтобы вы могли идеально вписаться в свое рабочее пространство.
Рекомендуемая литература:
Раскрытие информации: Мы получаем небольшую комиссию с Amazon всякий раз, когда вы покупаете продукты по нашим ссылкам (без дополнительных затрат для вас). Это никогда не повлияет на нашу оценку продуктов. Вы можете найти наше полное раскрытие здесь. .
