Режущий инструмент для фрезерных станков с ЧПУ
В качестве режущего инструмента на фрезерных станках с ЧПУ используются фрезы. Несмотря на конструктивное разнообразие, каждая фреза имеет режущие лезвия (зубья), взаимодействующие с обрабатываемой поверхностью заготовки. Для закрепления в патроне станка служит хвостовик фрезы. Хвостовик может крепиться к зубчатой части сваркой (или другими крепёжными элементами — винтами, болтами, клиньями и пр.), или представлять единое целое с режущей частью (тогда фреза называется цельной). В скоростных автоматических станках с ЧПУ предпочтение отдаётся цельным концевым фрезам с цилиндрическим или коническим хвостовиком — для быстрого и надёжного закрепления в патроне шпинделя. Материалом для изготовления фрез служит быстрорежущая сталь, металлокерамика, а также твёрдые сплавы с алмазным напылением.
Принцип обработки
При взаимодействии инструмента с заготовкой зубья фрезы снимают стружку с обрабатываемой поверхности. Специальные канавки вдоль тела фрезы способствуют отводу стружки из области резания. Нетрудно догадаться, что взаимное расположение зубьев и их геометрия оказывают решающее влияние на качество обработки поверхности, скорость резания и стойкость к износу самой фрезы. А также на величину потерь на трение и нагрев, а, следовательно, энергетические затраты на обработку и конечную стоимость готового изделия. Поэтому для каждого типа заготовки (деревянной, металлической, пластиковой, из оргстекла или камня) используются специальные фрезы.
Виды фрез
Разнообразные типы фрез можно классифицировать по группам, взяв за базис один из следующих признаков.
По конструктивным особенностям:
- Цельные — когда хвостовик фрезы и её режущая часть изготовлены как единое целое из одного материала;
- Составные фрезы отличает прочная зубчатая часть (инструментальная сталь) приваренная к хвостовику из конструкционной стали.
 К этой же группе относят фрезы с напаянными на корпус зубьями из инструментальной стали;
К этой же группе относят фрезы с напаянными на корпус зубьями из инструментальной стали; - Сборные — как отмечалось выше, зубчатая часть таких фрез механически крепится к хвостовику.
 К этой же группе относят фрезы с напаянными на корпус зубьями из инструментальной стали;
К этой же группе относят фрезы с напаянными на корпус зубьями из инструментальной стали;По геометрии:
- Цилиндрические;
- Торцевые;
- Концевые;
- Конические;
- Гравировальные;
- Алмазные;
- Червячные и т. д.
По виду обрабатываемой заготовки — бывают специализированные фрезы по дереву, стали, пластичным металлам (медь, алюминий), оргстеклу или камню и т. д. В этом случае отличия в основном касаются материала режущей части фрезы (в зависимости от твёрдости заготовки), а также конструкции канавок для отведения стружи (исходя из характера стружки — пластичная, хрупкая, крупная или мелкая и т. д.).
Особенности инструмента для современных станков с ЧПУ
Главными достоинствами автоматизированных станочных комплексов является их высокая производительность, точность обработки и удобство в эксплуатации. Обеспечение этого невозможно без использования соответствующего инструмента, к которому также предъявляются строгие требования. Для работы на станках с ЧПУ в основном применяют цилиндрические концевые фрезы — твёрдосплавные или алмазные. Такие фрезы обладают повышенной жёсткостью и износостойкостью, противостоят вибрации при вращении и обеспечивают высокую точность и скорость резания. Конструктивные исполнения фрез довольно разнообразны. Ниже приведены самые распространённые типы с указанием особенностей и областей применения.
| Тип режущего инструмента | Конструктивные особенности | Обрабатываемый материал | Примечание |
| Концевые однозаходные | Одна режущая кромка, заточка наклонная | Твёрдые или вязкие материалы (пластик, акрил и т. п.) п.) |
Оптимизированы для высокоскоростной обработки; обеспечивают малую шероховатость обрабатываемой поверхности |
| Концевые двухзаходные | Две режущие кромки, острый зуб | Хрупкие материалы, образующие мелкую стружку (дерево, оргстекло, «композиты», некоторые сорта пластика) | |
| Спиральные однозаходные | Одна режущая грань, наклонная заточка | Пластики, ПВХ, акрил | Предназначены для высокоскоростной обработки; форма канавки специально предназначена для образования длинной стружки – с целью самомочистки фрезы и повышению её долговечности. По классу твёрдости выделяют типы N, A, AA. |
| Спиральные двухзаходные сферические | Две режущие кромки, форма зуба скруглённая («сферическая») | Применяются для нанесения гравировки (текста, рисунка) и финишной обработки сложных 3D-объектов, содержащих множество мелких деталей. | Низкая вибрация при обработке – обеспечивают гладкую поверхность обработки; При чистовой фрезеровке дерева поверхность получается полированной. |
| Конусные сферические | Иглообразная заострённая с округлым торцом | МДФ, дерево, твёрдые стали | Сочетает высокую прочность при малом диаметре рабочей поверхности |
| Гравер конический | Режущая часть плоская, под конус | Применяются для прецизионной обработки мелких элементов (обычно частей сложных трёхмерных объектов). |
По прочности различают граверы N и A, хотя оба типа чрезвычайно стойкие к износу |
| Гравер V-образный | Характерный треугольный торец | Поверхности любых материалов, в том числе твёрдых металлических | Применяется для нанесения так называемой V-гравировки |
| Подборка ссылок из каталогов инструмента для словаря по машиностроению | ||||||||
| 6 Фото инструментов режущих по металлу Модульные производительные фрезы Твердосплавные сменные пластины для точения Монолитные концевые фрезы Сверла | 4 Металлорежущий инструмент Walter для наружного и внутреннего точения фрезерования сверления Красочная иллюстрация немецкого производителя | 169 Иллюстрация сборного сверлильного инструмента Sandvik Coromant для обработки отверстий в металлах и сплавах Сверло Сандвик с механическим креплен | 282 Фото инструмента для металлообработки на станках Токарные резцы Насадные и концевые фрезы с твердосплавными режущими пластинами российского производителя | 283 Фото Инструмент токарный и фрезерный по металлу для производительного точения и фрезерования на современном промышленном станочном оборудовании | ||||
| 403 Твердосплавная фрезерная пластина Walter с износостойким покрытием Фото крупным планом металлорежущего инструмента немецкого производителя | 21 Режущая твердосплавная пластина Walter CNMG без задних углов Инструмент ромбической формы со сквозным отверстием для крепления Красочная фотография | 243 Режущий твердосплавный инструмент Walter Сменная многогранная пластина для механического крепления в корпус спирального сверла Красочная фотография | 2098 Разнообразные виды металлорежущего инструмента для точения, фрезерования и сверления на современных станках Фото из каталога немецкого производителя | 946 Режущий инструмент Sandvik в инструментальном барабане многофункционального токарно-фрезерного обрабатывающего центра с ЧПУ Твердосплавной сверло и то | ||||
| 138 Фото пластин сменных режущих для токарного инструмента по металлу СМП из керамики, кубического нитрида бора и поликристаллического алмаза | 349 Фото Твердосплавные пластины различной формы (позитивные с задними углами и негативные без задних углов) для токарной обработки металлов на станках | 784 Иллюстрация разнообразия сменных режущих пластин из твердого сплава для фрезерования заготовок деталей из металлов и сплавов Фото из каталога | ||||||
См. | ||||||||
Резцы по металлу Особенности / Metal lathe tools Features | Сверла Конструкция / Parts of a drill | |||||||
Концевые фрезы по металлу Конструкция / Parts of an end mill | Сборные фрезы с СМП / Parts of a milling cutter | |||||||
Метчики Конструкция / Thread taps for metal | Метчик для накатки резьбы / Cold forming roll taps | |||||||
Развертки по металлу и развертывание отверстий / Reaming and reamer cutting tool | ||||||||
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | ||||||||
273 Каталог KORLOY 2013 Металлорежущий инструмент и инструментальная оснастка Стр. | ||||||||
Фасонное точение на токарном металлорежущем оборудовании с числовым программным управлением (ЧПУ) Токарный профильный сборный резец Иллюстрация из каталога Фасонное точение на токарном металлорежущем оборудовании с числовым программным управлением (ЧПУ) Токарный профильный сборный резец Иллюстрация из каталога _ Карлой с твердосплавной многогранной режущей пластиной крупным планом на цветной фотографии инструментального промышленного каталога 2013 года Механическая обработка | ||||||||
| Подборка ссылок иллюстрированных из промышленных каталогов | ||||||||
| 4 Токарный режущий инструмент по металлу в действии Фото токарной наружной обработки резцом с режущей сменной пластиной из твердого сплава | 6 Общий вид токарного инструмента WALTER Резцы и сменные режущие неперетачиваемые пластины Механическое крепление повышенной жесткости для ромбической формы | 86 Наружная продольная токарная обработка закаленной стали державкой со сменной круглой пластиной из сверхтвердого режущего материала Система крепления Прижим сверху | 47 Специализированный металлорежущий инструмент Sandvik Coromant для многофункциональных токарно-фрезерных обрабатывающих центров с ЧПУ Сборный резец с к | 3 Продукция компании-изготовителя металлорежущего инструмента Pramet Общий вид токарного резца с механическим креплением сменных режущих пластин ромбической формы К | 5 Резцы Pramet с квадратным призматическим хвостовиком для наружного продольного и фасонного точения Сменные режущие пластины СРП ромбической и треугольной формы PR | |||
| 283 Резец токарный проходной правый с механическим креплением негативных сменных режущих пластин из твердого сплава треугольной формы Система повышенной жесткости СМЕ | 17 Токарный инструмент Walter для наружного точения Резец с механическим креплением сменной режущей пластины для контурной токарной обработки | 71 Токарный резец Walter со сменной твердосплавной пластиной CNMG Система крепления сверху за отверстие с двойным прижимом Фотография работы режущего инструмента | 45 Фото токарного резца по металлу из инструментального каталога Инструмент с режущей сменной пластиной из твердого сплава Показан процесс продольного точения | 61 Фотография резца со сменными режущими твердосплавными пластинами Металлорежущий инструмент для токарной обработки на станках Прижим СРП сверху за отверстие | 225 Иллюстрация современного токарного инструмента со сменными режущими пластинами для наружного профильного точения на металлорежущих станках Фото из каталога | |||
| 273 Фасонное точение на токарном металлорежущем оборудовании с числовым программным управлением (ЧПУ) Токарный профильный сборный резец Иллюстрация из каталога | 731 Фотография резца с режущей сменной пластиной из твердого сплава Процесс чернового точения на многофункциональном токарно-фрезерном центре с ЧПУ | 38 Токарный режущий сборный инструмент Kennametal с подачей СОЖ под высоким давлением Прижим сменной пластины сверху Фотография | 44 Металлорежущий инструмент Kennametal для наружного точения на металлообрабатывающем оборудовании Токарный резец со сменной многогранной пластиной | 176 Иллюстрация технологического процесса токарной обработки на многофункциональном обрабатывающем центре с ЧПУ Токарная державка Kennametal с режущей сме | 180 Стандартный токарный резец Kennametal со сменной ромбической пластиной и призматической хвостовой частью для закрепления в станке Фотография процесса | |||
| 6 Фото токарного инструмента по металлу Профильная токарная обработка сборным резцом со сменными твердосплавными пластинами Иллюстрация из каталога | 242 Токарные державки Kennametal со сменными режущими пластинами для наружного точения Тангенциальная система крепления Фото инструмента в работе | 8 Резцы (державки) с режущими сменными пластинами для наружной и внутренней токарной обработки на металлорежущих станках Фото | 6 Фото резцов токарных со сменными пластинами из твердого сплава и сверхтвердых режущих материалов Инструмент для точения, обработки канавок и отрезки на токарных станках | 255 Фото токарных резцов по металлу Наружные державки и расточные оправки со сменными режущими твердосплавными пластинами Режущий инструмент из Китая | 4 Иллюстрация инструмента по металлу для точения на металлорежущих станках Токарный резец для наружной профильной обработки со сменной режущей пластиной | |||
| 357 Фото инструмента сборного для токарной обработки металлов и сплавов на металлорежущих станках Резец с позитивной сменной режущей пластиной | ||||||||
| 4 Расточной токарный резец со сменными режущими пластинами для точения внутренних поверхностей на металлорежущих станках Красочная иллюстрация из каталога | 104 Фото расточного резца с треугольной сменной пластиной из твердого сплава Сборный режущий инструмент для внутреннего точения на металлообрабатывающем оборудовании | 42 Режущий инструмент фирмы Sandvik для внутренней токарной обработки на металлообрабатывающем оборудовании Антивибрационная расточная оправка Silent Too | 599 Высокопроизводительный металлорежущий инструмент Sandvik Расточная оправка Coromant Capto с системой внутренней подачи СОЖ Крепление винтом сменной ре | 598 Токарная антивибрационная расточная оправка Sandvik Coromant Silent Tools крупным планом на полностраничной иллюстрации инструментального каталога | 285 Резец расточной Pramet для обработки глухих отверстий Пластина режущая сменная многогранная твердосплавная ромбической формы 80 градусов при вершине Общий вид ТАБ | |||
| 2 Фото расточного токарного инструмента Иллюстрация процесса обратного растачивания модульной расточной оправкой со сменной режущей пластиной | 236 Фотографии резцов по металлу Набор расточных державок с режущими сменными пластинами из твердого сплава Иллюстрация инструментального каталога | 248 Фото резца расточного со сменной твердосплавной пластиной ромбической формы быз задних углов Инструмент для растачивания отверстий на токарных станках | ||||||
| 304 Фото обработки канавок на токарном станке инструментом с режущими сменными пластинами и обильным подводом смазочно-охлаждающей жидкости (СОЖ) | 44 Точение торцевых канавок на токарном станке Красочное фото процесса с использованием специализированного инструмента с режущими сменными пластинами | 120 Иллюстрация процесса токарной продольной обработки широкой канавки прорезным резцом с режущей сменной пластиной из твердого сплава Плунжерное точение на станке | 72 Фото токарного резца для отрезки и точения канавок на станке Сборный инструмент со сменными твердосплавными пластинами и призматическим стандартным хвостовиком | 809 Токарный инструмент Sandvik для отрезки и обработки канавок Отрезное лезвие с односторонней сменной режущей пластиной Крепление СМП за счет пружинящих | 834 Передовые инструментальные технологии от компании Sandvik Coromant Станочная наладка инструмента с внутреннем подводом СОЖ для высокопроизводительной | |||
| 137 Иллюстрация процесса механической обработки глубоких канавок на токарном металлообрабатывающем оборудовании Прорезной сборный резец Walter с двусторон | 390 Металлорежущий американский инструмент для наружной токарной обработки канавок крупным планом Канавочный сборный резец Kennametal с режущей твердоспла | 210 Сборный токарный инструмент крупным планом Прорезной резец со стандартным призматическим хвостовиком для отрезки и обработки канавок на токарных станках | 248 Токарный инструмент для точения канавок и отрезания Державки со сменными режущими пластинами Иллюстрация процесса механической обработки на токарном станке | 159 Фото современного инструмента для металлообработки на станках Точение профильной канавки на токарном станке канавочным резцом с СРП из твердого сплава | 401 Красочная иллюстрация процесса точения канавок токарным сборным резцом – лезвием Sandvik Coromant с режущей сменной твердосплавной пластиной | |||
| 433 Фото обработки глубоких торцевых канавок на токарном станке инструментом с режущими сменными пластинами и подводом СОЖ в зону резания | 152 Фото токарного резца по металлу Сборный инструмент с призматическим хвостовиком и двухлезвийной сменной режущей пластиной для точения торцевых канавок | 361 Фото специального долбежного резца с твердосплавной сменной режущей пластиной Иллюстрация сборного инструмента из каталога чешского производителя | 5 Фото токарной обработки на станке Иллюстрация процесса вытачивания неглубокой канавки резцом с четырехкромочной режущей твердосплавной пластиной | |||||
| 938 Резьбонарезной инструмент Sandvik Резьбовой резец со сменной многогранной твердосплавной пластиной для резьбонарезания на металлообрабатывающем оборуд | 280 Нарезание наружной резьбы резьбовым резцом с СРП Крепление сменной режущей твердосплавной пластины винтом Полностраничное фото технологического процесса | 107 Красочная иллюстрация процесса механической обработки Сборный резьбовой наружный резец Sandvik с многолезвийной сменной твердосплавной пластиной | 335 Точение резьбы токарным резцом с многогранной резьбовой пластиной из твердого сплава Фото из каталога процесса механической обработки на металлорежущем станке | 231 Нарезание наружной резьбы резцом на токарном станке за несколько проходов Фото режущего инструмента с многокромочной резьбонарезной пластиной | ||||
| 634 Фото сборной фрезы по металлу с тангенциальным креплением сменных режущих пластин Общий вид фрезерной обработки на вертикально-фрезерном станке с числовым управлением | 636 Фото фрезерного сборного инструмента с тангенциальным креплением сменных твердосплавных пластин Иллюстрация из инструментального каталога немецкого производителя | 761 Фото фрезы дисковой трехсторонней с креплением на оправку и креплением твердосплавных сменных режущих пластин винтом с тороидальной головкой Общий вид при фрезеровании | 762 Иллюстрация фрезерного инструмента с СРП в работе Фрезерование на горизонтально-фрезерном обрабатывающем центре с ЧПУ Фото насадной фрезы с твердосплавными пластинами | 1650 Фото процесса фрезерования на горизонтально-фрезерном станке заготовки длиннокромочными фрезами (кукуруза) со сменными твердосплавными пластинами | 474 Торцовая насадная сборная фреза Pramet с пятигранными позитивными режущими пластинами Фрезерный инструмент для высокопроизводительного фрезерования плоскос | |||
| 1419 Насадная торцевая фреза ведет механическую обработку блока цилиндров на горизонтально-фрезерном станке Фото из промышленного каталога немецкого производителя | 796 Процесс механической обработки на горизонтально-фрезерном станке крупным планом Фрезерование сборным фрезерным инструментом немецкой инструментальной | 627 Фото длиннокромочной концевой фрезы с режущими сменными пластинами Металлорежущий фрезерный инструмент для производительного фрезерования на станках с ЧПУ | 916 Торцовые насадные фрезы с режущими сменными многогранными пластинами из твердого сплава Цветная красочная иллюстрация технического источника | 1004 Специальный антивибрационный станочный инструмент Красочная иллюстрация инструментальной наладки с большим вылетом с торцевой насадной фрезой с СРП | 133 Высокопроизводительный фрезерный инструмент Sandvik Coromant с твердосплавными многогранными режущими пластинами Иллюстрация торцевой сборной фре | |||
| 1118 Красочная фотография фрезы сборной торцевой со сменными режущими шестигранными пластинами из твердого сплава и без задних углов Иллюстрация из каталога | 1690 Фото из промышленного каталога 2013 года американского производителя Длиннокромочная концевая сборная фреза Kennametal с внутренними каналами для подв | 1778 Красочная иллюстрация сборного металлорежущего инструмента Kennametal из каталога инструментальной продукции 2013 года на русском языке Прорезные диск | 1840 Торцевая насадная сборная фреза Kennametal с круглыми твердосплавными сменными пластинами с каналами для подвода СОЖ через СРП Цветная полностраничная | 458 Чешский сборный фрезерный инструмент крупным планом Насадная торцевая фреза Pramet с твердосплавными восьмигранными позитивными пластинами Иллюстрация пром | 462 Инструмент чешской компании Прамет для высокопроизводительного фрезерования глубоких уступов и пазов Длиннокромочная кукурузная фреза Pramet со сменными тв | |||
| 466 Концевые сборные фрезы Pramet для фрезерной обработки прямоугольных уступов в металлических заготовках Чешский фрезерный металлорежущий инструмент крупным | 470 Высокопроизводительный фрезерный инструмент фирмы Pramet для фрезерования прямоугольных глубоких уступов Насадная длиннокоромочная фреза Прамет с параллело | 1654 Концевые и насадные фрезы по металлу со сменными режущими твердосплавными пластинами Форма СРП восьмигранная и параллелограммная с задними углами | 1699 Торцевая фреза со сменными твердосплавными пластинами в работе Красочная иллюстрация технологического процесса на горизонтально-фрезерном станке с ЧПУ | 1708 Фрезы по металлу со сменными режущими пластинами для производительной мехобработки на фрезерных станках и обрабатывающих центрах с ЧПУ Фото инструмента | 820 Красочное фото сборных фрез с тангенциальным креплением сменных режущих пластин из твердого сплава Концевые и насадные фрезы Korlo | |||
| 1096 Фото сборной торцевой фрезы с режущими сменными многогранными пластинами из твердого сплава Фрезерный инструмент по металлу для фрезерования на станках | 1394 Иллюстрация инструментов для фрезерования заготовок из металла на станках Двусторонние и трехсторонние фрезы с режущими сменными пластинами Фото из каталога | 1448 Фото торцевой насадной фрезы с режущими сменными круглыми пластинами для фрезерования сложнопрофильных поверхностей на металлорежущих станках с ЧПУ | 283 Фото сборной торцевой фрезы во время процесса фрезерования прямоугольного уступа в стальной заготовке на вертикально-фрезерном станке с ЧПУ | 2 Фото фрезы торцевой с режущими квадратными пластинами из твердого сплава при фрезеровании на станке глубокого прямоугольного уступа без подвода СОЖ | 203 Фото фрез по металлу с режущими сменными пластинами из твердого сплава Красочная иллюстрация фрезерного сборного инструмента китайского производства | |||
| 237 Фото фрезерного инструмента по металлу со сменными режущими пластинами Китайские торцевые фрезы для фрезерования плоскостей заготовок на станках | 550 Сборная концевая фреза по металлу с параллелограммными твердосплавными пластинами и гладким цилиндрическим хвостовиком Фото из каталога инструмента | 613 Фото насадной длиннокромочной фрезы по металлу Фрезерный инструмент с наборной режущей кромкой для производительного фрезерования на станках с ЧПУ | 637 Фотография кассетной дисковой фрезы в трехстороннем исполнении Фрезерный инструмент с СМП по металлу для фрезерования на станках пазов и выемок | 648 Красочное фото фрезы торцевой с многоранными сменными режущими пластинами из твердого сплава Инструмент по металлу для фрезерования на станках | ||||
| 764 Фото фрезерного инструмента по металлу крупным планом Специальная фасочная фреза с СМП для фрезерования фасок обрабатываемых на станках заготовок | 93 Фото сборных фрез по металлу с режущими сменными пластинами из твердого сплава Иллюстрация фрезерного инструмента для разных видов фрезерования | 123 Фото фрезерной обработки на вертикально-фрезерном станке контура заготовки Применяемый инструмет – длиннокромочная фреза с наборной режущей кромкой | 129 Фото процесса фрезерования прямоугольных выступов в заготовке из металла Обработка ведется насадной сборной фрезой с режущими сменными пластинами | |||||
| 800 Твердосплавный монолитный фрезерный инструмент Иллюстрация процесса фрезерования сложнопрофильных поверхностей на вертикально-фрезерном станке с ЧПУ | 536 Фото процесса фрезерования фасонных и криволинейных поверхностей концевой фрезой из твердого сплава Общий вид фрезерной операции на обрабатывающем центре с ЧПУ | 541 Фото фрезерования фасонной поверхности концевой твердосплавной фрезой с износостойким покрытием Общий вид механической операции на вертикально-фрезерном станке с ЧПУ | 1523 Модульные концевые фрезы со сменными режущими твердосплавными головками Державка с цилиндрическим хвостовиком Фотография из каталога инструмента и оснастки | 1547 Полностраничное фото из каталога режущего инструмента для металлообработки на станках Фрезерование отверстия монолитной концевой фрезой из твердого сплава | ||||
| 790 Фото многозубой концевой фрезы во время обработки стальной заготовки на вертикально-фрезерном станке с ЧПУ Красочная иллюстрация из инструментального каталога производителя | 794 Фото фрезы концевой монолитной при фрезеровании глубокого прямоугольного уступа заготовки на горизонтально-фрезерном обрабатывающем центре с ЧПУ | 854 Фото процесса фрезерования концевой фрезой фасонной поверхности заготовки из жаропрочного сплава Иллюстрация из промышленного каталога производителя из США | 1052 Красочный вид фрезы концевой твердосплавной при фрезеровании прямоугольного выступа стальной заготовки на вертикально-фрезерном станке | 16 Фото концевых фрез для черного и чистового фрезерования, монолитные спиральные сверла Метчики для нарезания резьбы в сквозных отверстиях Иллюстрация каталога | 2 Фрезерование в полный паз монолитной твердосплавной фрезой на вертикально-фрезерном станке Фото из инструментального каталога шведского производителя | |||
| 8 Иллюстрация современного инструмента для металлообработки на станках Фото концевой фрезы во время контурного фрезерования заготовки с обильной подачей СОЖ | 348 Фото концевых фрез из твердого сплава для различных видов фрезерования заготовок деталей из металлов и сплавов на фрезерных станках и центрах с ЧПУ | 4 Фото инструмента для фрезерования заготовок из металла Концевая твердосплавная многозубая фреза при фрезерной обработке на станке прямоугольного выступа | 143 Фото твердосплавной концевой фрезы в процессе контурного фрезерования на вертикально-фрезерном станке с ЧПУ Иллюстрация из инструментального каталога | |||||
| 531 Фото современного режущего инструмента для фрезерования внутренней резьбы на фрезерных станках с ЧПУ Цельнотвердосплавная резьбовая фреза крупным планом | 1964 Полностраничная цветная иллюстрация процесса резьбофрезерования внутренней резьбы в корпусной детали на вертикально-фрезерном обрабатывающем центре с | 1253 Фото процесса фрезерования стандартной внутренней резьбы резьбофрезой на вертикально-фрезерном станке с ЧПУ Иллюстрация инструмента из каталога | ||||||
| 156 Фото победитового сверла по металлу Монолитный режущий инструмент из твердого сплава для производительного сверления отверстий в заготовках на металлорежущих станках | 313 Твердосплавное монолитное спиральное сверло Walter крупным планом Иллюстрация инструментального промышленого каталога 2007 немецкого производителя | 803 Металлорежущий инструмент фирмы Pramet для высокопроизводительной обработки отвертий в металлах и сплавах Спиральные твердосплавные монолитные сверла Праме | 344 Высокоточный сверлильный инструмент по металлу Твердосплавные цельные сверла и сверла из быстрорежущей стали Красочное фото технологической операции | 683 Красочное фото спиральных сверл по металлу для производительного сверления отверстий в заготовках из различных групп обрабатываемых материалов | ||||
| 30 Фото спирального сверла по металлу во время обработки заготовки детали на вертикально-фрезерном станке с ЧПУ Полностраничная иллюстрация из каталога | 188 Красочное фото сверла по металлу с внутренними каналами для подвода смазочно-охлаждающей жидкости (СОЖ) в зону резания под высоким давлением | 326 Фото сверла по металлу Иллюстрация процесса сверления на металлорежущем станке заготовки с многочисленными сквозными отверстиями | 47 Спиральное сверло по металлу Красочное фото монолитного твердосплавного инструмента для механической обработки отверстий на металлорежущих станках | |||||
| 323 Фото корпусного сверла с механическим креплением сменных режущих пластин Общий вид станочной сверлильной операции по обработке отверстий в наклонной плоскости заготовки | 296 Фото сверла спирального по металлу со сменной режущей головкой из твердого сплава Механическая обработка на горизонтально-фрезерном станке с ЧПУ Иллюстрация из каталога | 776 Фото сверла по металлу с твердосплавными режущими пластинами Иллюстрация процесса сверления на станке трубной доски с многочисленными отверстиями | 1228 Сверла по металлу с режущими сменными пластинами квадратной формы Инструмент для производительной обработки отверстий на станках Фото | 730 Сверлильный металлорежущий сборный инструмент со сменными неперетачиваемыми твердосплавными пластинами Иллюстрация процесса мехобработки отверстий на станке с ЧПУ | 734 Металлорежущий осевой инструмент со сменными режущими твердосплавными головками для производительной обработки отверстий в различных материалах Фото процесса | |||
| 324 Сверло с режущими сменными твердосплавными пластинами (центральная и периферийная СМП) Инструмент с внутренними каналами для подвода СОЖ в зону обработки | 18 Фото сверла по металлу с режущими сменными пластинами из твердого сплава Производительный станочный инструмент для сверления отверстий в стальных заготовках | 296 Фото сверла со сменной режущей головкой из твердого сплава Красочная иллюстрация модульного режущего инструмента для обработки отверстий на станках | 481 Фото сверла с механическим креплением сменных квадратных пластин из твердого сплава Режущий инструмент для обработки отверстий в стальных заготовках | 254 Сверло по металлу Фото сборного инструмента с режущими сменными твердосплавными пластинами для производительного сверления отверстий на станках | 119 Фото ружейного сверла установленного на специализированное станочное оборудование для механической обработки глубоких отверстий с высокой точностью в заготовках | |||
| 640 Фото метчика со спиральными стружечными канавками для нарезания резьбы в глухих отверстиях и вывода стружки наружу Иллюстрация инструментального каталога | 392 Фото спирального метчика с винтовыми стружечными канавками Иллюстрация процесса нарезания внутренней метрической резьбы в глухом отверстии заготовки детали на станке | 1213 Машинный метчик крупным планом Резьбонарезной инструмент немецкой инструментальной компании с внутренними каналами для подвода СОЖ в зону резания | 69 Фото винтового метчика при нарезании резьбы на станке с ЧПУ в глухих отверстиях заготовки из металла Инструмент закреплен в резьбонарезной патрон | |||||
| 426 Процесс развертывания отверстий на станке в стальной заготовке Используемый инструмент – многолезвийная развертка с режущей головкой из твердого сплава | 294 Фото двухлезвийного расточного инструмента Процесс растачивания цилиндрического отверстия модульной расточной системой с механическим крепленим сменных пластин | 263 Процесс высокоточного чистового растачивания отверстий в металле на горизонтально-расточном металлообрабатывающем оборудовании Однолезвийный сборный р | 326 Иллюстрация расточного сборного инструмента Механическая обработка цилиндрических высокоточных отверстий на горизонтально-фрезерном металлообрабатывающем центре с ЧПУ | 215 Многолезвийный сборный расточной инструмент с твердосплавными сменными режущими пластинами Sandvik Coromant Цветная иллюстрация процесса механиче | 547 Фото расточной головки с одним режущим лезвием Станочный инструмент для точной обработки отверстий деталей на горизонтально-расточных станках | |||
| 30 Фото инструмента для высокоточной обработки отверстий на станках Сборные головки расточные с микрометрической регулировкой режущей кромки из Китая | 55 Фото китайских расточных головок с СМП для прямого и обратного растачивания отверстий в металле на фрезерных и расточных металлорежущих станках | 98 Фото специального расточного инструмента по металлу со сменными режущими пластинами из твердого сплава Головки для конкретных технологических операций | 909 Режущий осевой инструмент из Чехии Расточной металлорежущий инструмент Pramet для чистового и чернового растачивания отверстий в стальных заготовках Иллюст | |||||
| 512 Иллюстрация процесса обработки стальной заготовки инструментом Sandvik Coromant с СРП на токарном обрабатывающем центре | 514 Многофункциональный металлорежущий сборный инструмент Sandvik Coromant со сменными режущими пластинами из твердого сплава на красочной цветной фото | 459 Фото принадлежностей, запасных частей и комплектующих для сборного металлорежущего инструмента Винты Приспособление для сборки инструментальных наладок | ||||||
| 524 Инструментальные токарные блоки Sandvik Coromant на полностраничной иллюстрации промышленного каталога 2017 года на русском языке | 683 Иллюстрация вспомогательного станочного инструмента на страницах промышленного инструментального каталога Walter 2007 Токарные резцедержатели Инструме | 609 Фото вспомогательного инструмента для металлорежущих станков Вид многофункционального соединения с полигональным хвостовиком Capto (PSC) ISO 26623-1 | 112 Фото зажимной инструментальной оснастки для металлорежущих фрезерных станков и обрабатывающих центров с ЧПУ Патроны для вращающегося инструмента | 312 Фото зажимной станочной оснастки для вращающегося режущего инструмента по металлу Цанговый патрон Силовой фрезерный патрон Сверлильный и резьбонарезной патроны | ||||
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | ||||||||
143 Каталог WALTER 2020 Станочный инструмент и технологическая оснастка Инновации Стр. | ||||||||
Фото твердосплавной концевой фрезы в процессе контурного фрезерования на вертикально-фрезерном станке с ЧПУ Иллюстрация из инструментального каталога Фото твердосплавной концевой фрезы в процессе контурного фрезерования на вертикально-фрезерном станке с ЧПУ Иллюстрация из инструментального каталога _ Walter Вальтер | ||||||||
Каталоги инструмента и оснастки для металлообработки на станках / | ||||||||
 также / See also :
также / See also : 141
141Как осуществляется автоматическая смена инструмента на станке с ЧПУ
Обновлено: 05.03.2021
Развитие числового программного управления привело к появлению многоцелевых станков и универсальных обрабатывающих центров. Системы ЧПУ позволяют производить сверление, фрезерование, расточку в любых направлениях. Многооперационная обработка в трех или четырех координатных осях на одном станке вместо нескольких значительно сократила время производства одной детали. Установка заготовки на универсальный обрабатывающий центр выполняется один раз, и на выходе мы получаем готовое изделие.
Возможности современных управляющих систем практически не ограничены в количестве одновременно выполняемых операций. В современных токарно-фрезерных станках конфигурация «шпиндель-задняя бабка» заменена на «шпиндель-противошпиндель». При этом даже такое усовершенствование оставляет большой запас вычислительных мощностей числового программного управления.
Схема использования режущего инструмента в станках с ЧПУ
Автоматическая смена инструмента на станках с ЧПУ стала следующим шагом производителей по оптимизации их работы. За счет этого удалось ускорить процесс обработки, обеспечить высокую точность позиционирования, снизить вероятность ошибки оператора и, соответственно, процент брака.
В зависимости от вида изделия частота смены инструмента составляет до 25 раз в час.
Общая схема установки и смены инструмента на станках с ЧПУ выглядит следующим образом:
- Подбор необходимых фрез, граверов, резцов в соответствии с программой обработки.
- Установка в инструментальный магазин.
- Определение вылета (размерная настройка).
- Кодирование.
- Замена изношенного или поломанного инструмента.
Последний пункт стоит рассмотреть подробнее. У любого режущего инструмента есть расчетный ресурс. Но иногда режущая кромка изнашивается раньше положенного срока, твердосплавная напайка выкрашивается или происходит поломка хвостовика.
Причинами этого могут быть и качество инструмента, и состояние заготовки (избыточная твердость, инородные включения).
Во многих станках с ЧПУ есть системы слежения за состоянием обработки. При повышении нагрузки на шпиндель или поломке фрезы происходит остановка программы, и оператору необходимо выполнить ручную замену и, при необходимости, заточить, повторно определить вылет и запустить обработку. Проблема решается увеличением количества идентичного инструмента в механизме автоматической смены, но это требует повышения емкости последнего.
Виды устройств автоматической смены инструмента
Устройства автоматической смены инструмента на ЧПУ различаются конструктивным исполнением. Каждый производитель использует собственные технические решения, механизмы, комплектующие.
В настоящее время используется 4 алгоритма:
- Изменение положения револьверной головки.
- Непосредственная передача инструмента из магазина в рабочее положение (шпиндель).
- Передача через промежуточный накопитель (поворотную головку).
- Передача и установка в шпиндель автооператором.
Рассмотрим самые распространенные виды механизмов.
Револьверная головка
Использование поворотной револьверной головки считается самым простым способом организации автоматической смены инструмента на ЧПУ. Он используется на большинстве одношпиндельных токарных станков. Резцы, сверла, центровки и другой неподвижный относительно станины инструмент устанавливается вручную. Смена инструмента осуществляется поворотом на определенное количество шагов и фиксацией револьверной головки.
Он используется на большинстве одношпиндельных токарных станков. Резцы, сверла, центровки и другой неподвижный относительно станины инструмент устанавливается вручную. Смена инструмента осуществляется поворотом на определенное количество шагов и фиксацией револьверной головки.
Существуют механизмы с вертикальной, горизонтальной и наклонной осями вращения. Номера ячеек чаще всего совпадают с номерами инструментов в управляющей программе.
Главное преимущество такого способа состоит в простоте его реализации. Но ряд существенных недостатков ограничивает его применение:
- Револьверная головка имеет ограниченное количество гнезд. Часто их оказывается недостаточно для изготовления детали за один цикл.
- Способ неприменим для фрезерных и гравировальных станков, где инструмент должен вращаться.
- Резцы и сверла находятся в непосредственной близости от шпинделя, загромождают рабочую зону.
- В процессе работы и износа револьверной головки наблюдается снижение точности позиционирования инструмента.
Некоторые производители устранили основные недостатки револьверных головок. Для повышения точности поворотные механизмы были снабжены шаговыми двигателями, добавлены асинхронные приводы вращения рабочего инструмента с частотной регулировкой. В некоторых моделях время смены инструмента было снижено до 0,2 с. Однако такие модели оказались более материалоемкими и дорогими.
Магазин инструментов типа «Зонтик»
Магазин представляет собой вращающийся диск с гнездами для фрез и сверл. При помощи таких механизмов выполняется смена режущего инструмента на фрезерных станках с ЧПУ с вертикально расположенным шпинделем. Алгоритм работы устройства выглядит следующим образом:
- По команде управляющей программы шпиндель перемещается в определенную точку, расположенную над магазином.
- Поворотный механизм подводит под шпиндель пустую ячейку.
- Цанговый патрон разжимается и освобождает инструмент.
- Поворотный механизм помещает следующую фрезу под патроном.
- Цанга зажимает хвостовик, после чего шпиндель поднимется вверх и вынимает инструмент из ячейки.
На станках с рабочими полями больших размеров используются подвижные магазины типа «Зонтик». Они перемещаются по направляющим и встречаются со шпиндельной головкой в любом месте стола. За счет этого удается сократить время на подготовку следующей операции.
Магазин инструментов типа «Рука»
Специфика применения таких механизмов состоит в том, что поворотный магазин чаще всего имеет боковую установку и используется на станках с горизонтально расположенным шпинделем. В устройстве используется двухзахватная рука — манипулятор, который извлекает фрезу из шпинделя, проворачивается на 180° и устанавливает инструмент для выполнения следующей операции. Одно из базовых преимуществ механизма — возможность смены фрез с коническим хвостовиком (Морзе, ISO). При составлении управляющей программы инструменты можно обозначить как «большие», тогда соседние с ним ячейки в магазине будут оставаться свободными. При установке «тяжелых» фрез движение «руки» замедляется.
Устройства такого типа размещаются вне рабочей зоны станка, при этом время смены остается минимальным.
Код автоматической смены инструмента
При создании управляющей программы для ЧПУ для смены инструмента используется код M06.
Команда обычно выглядит следующим образом: M06 T5. Адрес T и следующая за ним цифра обозначают, из какой ячейки вызывается инструмент. В данном случае это № 5. В большинстве современных систем порядок слов данных в кадре может быть любым: станок поймет, если вначале будет указан номер ячейки, а затем команда автоматической смены. Но в некоторых ЧПУ адрес ячейки T и команда M06 должны находиться в разных кадрах.
Сразу же после смены необходимо выполнить коррекцию длины инструмента. Если этого не сделать обработка будет проведена неправильно, а фреза или резец могут столкнуться со станиной или деталью. Для этого используется код G43, затем слово данных с соответствующим номером и точку, в которую перемещается инструмент. Часть программы будет выглядеть следующим образом:
Для этого используется код G43, затем слово данных с соответствующим номером и точку, в которую перемещается инструмент. Часть программы будет выглядеть следующим образом:
N10 T5 M06 N15 G43 H5 Z50.0
В данном случае инструмент был смещен по оси Z.
Некоторые старые системы ЧПУ требовали указывать положительную и отрицательную компенсацию длины разными кодами: G43 и G44.
После выполнения операции перед вызовом следующего инструмента компенсацию длины предыдущего нужно отменить. Несмотря на то, что большинство современных станков делают это автоматически перед исполнением кода M06, для безопасности многие наладчики и программисты возвращают шпиндель или револьверную головку в исходное положение отдельной командой.
Станки MULTICUT с автоматической сменой режущего инструмента
В линейке продукции компании MULTICUT оборудование ЧПУ со сменой инструмента представлено серией 5000. Эти портальные фрезерно-гравировальные станки с вертикальным шпинделем разработаны для серийного промышленного производства. Восемь ячеек в инструментальном магазине расположены в ряд параллельно балке портала. Благодаря такой конструкции смена фрез производится за пределами рабочего поля и занимает не более 10 секунд.
Станки выполняют следующие операции:
- фрезерование внешних и внутренних поверхностей деталей сложной конфигурации;
- раскрой фанеры, МДФ, ДСП, листов из цветных металлов и сплавов;
- гравировка;
- объемное фрезерование.
В настоящее время серия 5000 поставляется с системой MULTICUT, позволяющей управлять всеми основными и вспомогательными функциями станка, работать в 4-х координатных осях, контролировать перемещение шпинделя и поворот заготовки.
Получить консультации можно у наших сотрудников, позвонив по контактным телефонам.
Читайте также
Обновлено: 10 Июля 2019
В числе других видов декоративной обработки гравировка занимает одно из самых почетных мест. Она позволяет создавать неповторимые рисунки и орнаменты на материалах различной твердости и структуры.
Она позволяет создавать неповторимые рисунки и орнаменты на материалах различной твердости и структуры.
Обновлено: 5 Июня 2019
Огромное количество предметов бытового и промышленного назначения, которые мы используем ежедневно, изготовлено на станках с числовым программным управлением. Автоматизированное управление вывело производственное оборудование на качественно новый уровень. Оно позволяет строить сложные технологические линии на базе одного универсального станка или нескольких единиц оборудования.
Обновлено: 5 Июня 2019
Чтобы управляющая программа станка отработала корректно, нужно выполнить следующий этап наладки — привязку инструмента, которая заключается в определении вылетов фрезы, сверла или резца по осям и занесении полученных значений в УП. Для понимания важности операции предлагаем рассмотреть её подробнее.
Обновлено: 29 Мая 2019
Статья освещает исключительно правильный, на наш взгляд, подход к производству станков — её обязательно стоит прочитать накануне приобретения фрезерно-гравировального оборудования.
Обновлено: 13 Мая 2019
Диагностика станков с ЧПУ представляет собой комплекс мероприятий, направленных на выявление причин отказов и сбоев. Конечная цель диагностики – поиск оптимального пути устранения проблем, составление технологической карты ремонта, коррекция управляющих программ.
Высокоскоростное фрезерование – особенности обработки различных материалов на станках с ЧПУ
При выборе режима резания на станке с ЧПУ нужно учитывать ряд требований, которые часто противоречат друг другу. Например, невозможно увеличить производительность станка (объем снимаемого материала в единицу времени) и одновременно повысить качество поверхности. Но, отказавшись от больших подач при увеличении скорости режущего инструмента, можно выйти на такой режим, когда скорость съема материала остается высокой, поверхность становится значительно чище и наблюдается снижение энергозатрат.
Например, невозможно увеличить производительность станка (объем снимаемого материала в единицу времени) и одновременно повысить качество поверхности. Но, отказавшись от больших подач при увеличении скорости режущего инструмента, можно выйти на такой режим, когда скорость съема материала остается высокой, поверхность становится значительно чище и наблюдается снижение энергозатрат.
Появление шпинделей с частотой вращения 20, 40 и даже 60 тыс. об/мин дало возможность разработать стратегии высокоскоростной обработки (ВСО). Практическая польза их внедрения — повышение эффективности использования станочного оборудования.
Что такое ВСО?
Исследования в области высокоскоростной обработки были начаты на заводах Круппа (Германия) в 30-х годах XX века. Одним из инженеров компании, Карлом Соломоном, была установлена зависимость силы от скорости резания для разных материалов. Результаты его исследований были положены в основу современной высокоскоростной ЧПУ обработки. На графиках зависимости (кривых Соломона) в некоторых областях скоростей наблюдается снижение усилий резания. Оно сопровождается перераспределением температур: нагреву подвергается только стружка, а обрабатываемая заготовка и инструмент остаются «холодными».
Изменение распределения тепла положительно сказалось на качестве обрабатываемой детали. Снизилось количество прижогов на поверхности, увеличилась стойкость режущей кромки фрез. Кроме того, появилась возможность обрабатывать детали без применения СОЖ: достаточно удалять стружку воздухом из зоны резания.
К организации ВСО сформулирован ряд технологических требований:
Как это выглядит на практике? Любая CAM-система, в которой есть алгоритм расчета машинного времени, покажет, что высокоскоростная обработка проходит в 1,5 – 3 раза быстрее обычной. При этом количество проходов и снимаемых слоев возрастает в несколько раз.
Однако основные преимущества ВСО заключаются не в сокращении машинного времени, а в повышении качества поверхности и в возможности обработки материалов с высокой твердостью, например, высокоскоростная обработка металлов, закаленных сталей.
Какие требования предъявляются к станкам?
Для реализации режимов высокоскоростной обработки станки с ЧПУ и сами системы управления должны соответствовать ряду требований.
Высокоскоростной шпиндель
Некоторые известные производители приводной механики для станков с ЧПУ классифицируют свои шпиндели как силовые, средние и скоростные. В их характеристиках можно наблюдать следующую закономерность: чем выше частота вращения, тем ниже мощность и максимальный крутящий момент.
Шпиндельный узел является главным источником тепловыделения в станке. В зависимости от обрабатываемого материала частота вращения патрона может достигать 40 и более тысяч оборотов в минуту, а скорость перемещения на рабочем ходу — от 40 до 60 м/мин. Работа с переменной продолжительностью включений вызывает температурные деформации шпинделя и несущих конструкций, что отрицательно сказывается на качестве обрабатываемых деталей. Поэтому для станка обязательно наличие эффективных систем охлаждения узла и компенсации температурных деформаций. Высокие требования предъявляются к жесткости, устойчивости и виброактивности.
Режущий инструмент и оснастка
Среди самых важных требований к режущему инструменту и оснастке можно выделить качество балансировки (динамического уравновешивания) и точность установки (отсутствие биений при вращении). Чем хуже эти показатели, тем выше будет вибрация станка и на рабочих, и на холостых перемещениях.
Производители режущего инструмента для повышения производительности станков предлагают специализированные фрезы для ВСО с рекомендациями по режимам резания. Их рабочие части (напайки) изготавливают преимущественно из твердых сплавов на основе карбида вольфрама. Часто режущий инструмент делают монолитным. За последние два десятилетия технологии производства твердых сплавов изменились. Современные материалы состоят из мелкодисперсных карбидов и отличаются от предшественников лучшей устойчивостью к образованию трещин и сколов.
Для обработки закаленных сталей, в том числе легированных используют режущий инструмент из эльбора (нитрида бора кубического). По твердости этот материал практически не уступает алмазу и значительно превосходит его по устойчивости к высоким температурам. Для повышения износостойкости и термостабильности на режущий инструмент наносят антифрикционные покрытия (нитрид, карбид или цианид титана).
Условия охлаждения зоны резания
Благодаря тому, что при высокоскоростной обработке скорость резания превышает скорость передачи тепла, большая его часть сконцентрирована в стружке, и чтобы предотвратить перегрев инструмента, нужно организовать ее быстрое отведение. Это можно сделать потоком СОЖ (смазочно-охлаждающей жидкости) или сжатым воздухом. Как показывает практика, второй способ оказывается более эффективным и щадящим по отношению к режущей кромке. При жидкостном охлаждении на поверхности фрезы наблюдаются циклические перепады температур, что приводит к образованию сколов.
Особенности управляющей программы
Программирование высокоскоростной обработки имеет свои особенности. При выборе стратегии нужно пользоваться тремя правилами:
- Малое сечение среза и высокие подачи. Разницу между традиционной и высокоскоростной обработкой лучше всего можно представить на примере фрезерования шпоночного паза. Классический вариант предполагал проход фрезой с диаметром, равным ширине паза. При задании траектории движения на ВСО нужно увеличить число проходов и снизить шаг. Для этого нужно взять фрезу меньшего диаметра и задать ей трохоидальную траекторию движения. Еще один способ увеличения стойкости инструмента заключается в фрезеровании по спирали вместо сверления. Врезка в обоих случаях должна выполняться по той же траектории, что и последующая обработка. При фрезеровании более сложных форм фреза совершает сложные квазитрохоидальные движения.
- Плавные траектории. При составлении программы обработки нужно стараться избегать резких изменений направления движения. Для снижения динамических нагрузок на крутых поворотах фрезу приходится притормаживать, при этом происходит ее врезание в поверхность, от чего на ней остаются характерные неровности.
- Равномерная нагрузка на инструмент. Для повышения стойкости режущего инструмента при высоких скоростях вращения шпинделя следует избегать строчной обработки — последовательных врезаний и выходов фрезы. Необходимо найти такую стратегию, чтобы фреза врезалась один раз и вышла по окончании обработки. Для равномерной нагрузки необходимо сохранять постоянное пятно контакта между инструментом и заготовкой. С этой целью для обработки внутренних скруглений следует применять фрезы с меньшими диаметрами. Еще оно следствие из этого правила — управляющая программа должна обеспечить равномерный припуск перед чистовыми проходами.
 Для снижения динамических нагрузок на крутых поворотах фрезу приходится притормаживать, при этом происходит ее врезание в поверхность, от чего на ней остаются характерные неровности.
Для снижения динамических нагрузок на крутых поворотах фрезу приходится притормаживать, при этом происходит ее врезание в поверхность, от чего на ней остаются характерные неровности.При соблюдении всех вышеперечисленных правил текст управляющей программы для ВСО окажется в десятки или сотни раз больше, чем для традиционной обработки. Это выдвигает ряд требований к CAM-системе и стойке станка высокоскоростной обработки с ЧПУ. CAM-система должна автоматически назначать врезку по дуге, рассчитывать траектории перемещения. В противном случае затраты времени на написание управляющей программы вручную сведет на нет прирост производительности станка.
Объем оперативной памяти у стойки ЧПУ также должен соответствовать размеру программы. Повышаются требования и к другим аппаратным возможностям. Стойка должна «заглядывать» в программу на 100-200 шагов вперед, чтобы вовремя притормозить инструмент перед изменением траектории, а затем вновь разогнать его.
Технологи абсолютного большинства предприятий, освоивших высокоскоростную обработку, дают положительную оценку технологии, отмечают рост производительности и повышение качества продукции. Высокоскоростная обработка позволила многим из них отказаться от финишных ручных операций.
Сборка, настройка и балансировка инструмента.
 (1 из 9). – Станки с ЧПУ
(1 из 9). – Станки с ЧПУСовременный режущий инструмент, в основном, не требует специального обслуживания. При своевременном повороте и смене режущих пластин токарный, фрезерный и сверлильный инструмент надежно работает долгое время. Переточка инструмента и размерная настройка требуются все меньше. Стойкость инструмента предсказуема и контролируема в большинстве операций, орлее того, меньшим количеством инструмента возможно выполнить большее количество задач, чем прежде. Систематизация оснастки позволяет переналаживать инструмент и настраивать его вне станка, снижая таким образом простои.
Выработано несколько главных требований к обслуживанию инструмента. Они направлены на то, чтобы процесс обработки был безопасным, инструмент служил дольше и обеспечивал требуемое качество обработки. Выполнение этих требований повышает надежность работы инструмента. Это обеспечивает высокий уровень производительности и низкую себестоимость обработки.
Чтобы режущая пластина была закреплена надежно, гнездо и опорная пластина не должны иметь загрязнений. Твердые частицы, грязь и стружка удаляются из гнезда любым доступным способом. Когда режущие пластины установлены, проверяют отсутствие зазоров между ними и опорными поверхностями гнезда. При закреплении винтом, рычагом или прижимом удерживают режущую пластину в правильном положении в гнезде. Винты, прижимы и рычаги закрепляют с требуемым усилием и с использованием соответствующих ключей или отверток. Превышение усилия зажима приводит к чрезмерным растягивающим нагрузкам на винты, а недостаточное усилие может вызвать выход из строя режущей пластины.
Перед сборкой на крепежные винты наносят специальную смазку, которая предупреждает заклинивание и позволяет достигать требуемого усилия закрепления. Смазка наносится на резьбу и на головку винта.
Винты, которые закрепляют режущие пластины, подвергаются высоким механическим и температурным нагрузкам. От этого небольшого, но важного элемента зависит очень много. Поэтому для закрепления пластин используют винты без повреждений. Если винт имеет какие-либо видимые повреждения, он должен быть заменен. Винт с повреждениями или растянутый винт не сможет надежно закрепить пластину, что приведет к вибрациям и выкрашиванию режущей кромки.
Поэтому для закрепления пластин используют винты без повреждений. Если винт имеет какие-либо видимые повреждения, он должен быть заменен. Винт с повреждениями или растянутый винт не сможет надежно закрепить пластину, что приведет к вибрациям и выкрашиванию режущей кромки.
Обычно ключи поставляются вместе с инструментом. Эти ключи полностью соответствуют требованиям к сборке данного инструмента. Некоторые отвертки и ключи имеют особые ручки, которые не позволяют превысить требуемый крутящий момент.
На складе должны присутствовать только те инструменты, которые часто используются в производстве и действительно необходимы. Каталоги должны содержать полную программу инструмента, которая используется при обработке различных деталей.
Весь инструмент, поступающий со станков, центрального инструментального склада и из заточного отделения учитывается, контролируется и складируется в определенном порядке. Для складирования инструмента используются шкафы или стеллажи, оснащенные ложементами под определенный размер хвостовика. Использование ложементов обязывает оператора после разборки инструмента производить ег сортировку по размерам и складировать в строго определенных местах.
Емкость инструментального склада рассчитывается из сложившегося заполнения инструментальных магазинов станков и должна иметь 3-кратный запас (1 комплект в работе на станках, 1 комплект разобран, находится в переточке и контролируется, 1 комплект настраивается на размер и готовится к работе).
Транспортировка собранного и настроенного на размер инструмента к станкам, а также инструмента от станков на участок производится специальными тележками, оснащенными аналогичными ложементами, исключающими соприкосновение инструментов между собой.
Эти меры позволяют избежать случайных ударов и сколов режущих кромок инструментов. Сборку инструмента производят на верстаке, столешница которого изготовлена из дерева и покрыта резиновым ковриком.
История компании Mazak — Халтек
Режущий инструмент и оснастка
Компания “ХАЛТЕК” является крупнейшим официальным дилером оборудования MAZAK. Продукция данной компании соответствует высочайшим стандартам точности и надежности, и именно в этой компании получили наилучшее развитие автоматизированные линии и кибертехнологии.
Продукция данной компании соответствует высочайшим стандартам точности и надежности, и именно в этой компании получили наилучшее развитие автоматизированные линии и кибертехнологии.
Корпорация Yamazaki Mazak Corporation (Япония, 1919) – это всемирно известный производитель высокотехнологичного металлообрабатывающего оборудования – многоцелевых станков, токарных центров с ЧПУ, вертикальных и горизонтальных обрабатывающих центров, станков лазерной резки, а также гибких производственных систем и программного обеспечения. В 2019 году Yamazaki Mazak Corporation отметила свое 100-летие.
К приоритетным направлениям работы Yamazaki Mazak относится не только изготовление станков с ЧПУ с самым высоким уровнем производительности, но и постоянное улучшение эргономичного дизайна, обеспечивающего непревзойденную легкость эксплуатации.
Одной из ключевых ценностей является постоянное внедрение передовых технологий на протяжении всего производственного цикла, что впоследствии помогает сэкономить затраты клиентов. При этом обработка на станках с ЧПУ становится более экономичной и эффективной. Кроме этого, передовые технологии применяются и в наших собственных производственных мощностях, доказывая тот факт, что конкурентоспособное производство возможно организовать в любой точке мира.
Интеллектуальные системы ЧПУ станков делают работу оператора исключительно простой и обеспечивают оптимально высокую мощность оборудования. Например, функция «Голосовой помощник MAZAK» обеспечивает голосовое сопровождение при выборе того или иного переключателя, а также предупреждает об опасности во время работы в режиме ручного управления. Данная функция способствует сокращению неполадок станка, связанных с ошибками оператора, и обеспечивает ЧПУ станок по металлу еще большей безопасностью в процессе производства.
10 заводов на территории Японии, США, Европы, Сингапура и Китая, 83 Технологических и Технических центра по всему миру – все это помогает Yamazaki Mazak быть ближе к клиенту, решать задачи, стоящие перед заказчиками, и, как следствие, быть более конкурентоспособными на рынке.
Работа с компанией
MazakНаписание управляющих программ
Основной этап механической обработки на станках с ЧПУ. Наши специалисты имеют опыт написания программ в современных САПР таких как: MAZATROL, Unigraphics, Tebis, для обработки деталей любой сложности, с применением современных средств и методов механической обработки. Написанные нашей компанией УП совместно с грамотно разработанным технологическим процессом позволяют максимально сократить время изготовления детали.
Проверка управляющих программ на симуляторе станка с ЧПУ
Одним из главных условий корректной работы станка с ЧПУ является программное обеспечение, позволяющее осуществить контроль УП на симуляторе станка. Специалистами нашей фирмы используется программное обеспечение VERICUT, которое моделирует обработку на станках с ЧПУ с целью выявления ошибок кодов управляющей программы, возможных столкновений между компонентами станка и оснастки, выявить неэффективные участки в управляющей программе. Таким образом, мы устраняем ошибки до передачи программы на станок и избегаем необходимость ручной проверки на станке с ЧПУ.
Внедрение управляющих программ на станках
Процесс внедрения проводится нашими специалистами на территории заказчика либо на оборудовании, имеющимся в наличии у нашей фирмы. При этом осуществляется контроль правильности выполнения всех технологических операций связанных с наладкой станка на изготовление детали, а так же оказывается помощь проведения замеров внедряемой детали. По результатам внедрения управляющая программа и технология может быть скорректирована, исходя из конструктивных пожеланий заказчика. При серийном запуске детали в производство, по необходимости, будет оказана технологическая поддержка
VirtualMachine — программный продукт для обучения устройству и программированию станков с ЧПУ
В. В. Михрютин, А.В. Михрютина
В. Михрютин, А.В. Михрютина
В современной промышленности широкое распространение получают изделия, имеющие поверхности сложной формы. Это самые различные детали — от планера и воздушно-реактивных двигателей самолетов, двигателей внутреннего сгорания до пресс-форм для изготовления изделий из пластмассы: различной фурнитуры, коробок, флаконов. Для их изготовления в настоящее время в основном используются металлорежущие станки и обрабатывающие центры с ЧПУ.
Главная задача, решаемая при обработке детали, — изготовить изделие требуемого качества, израсходовав минимальные ресурсы. При этом станок должен обеспечить движение инструмента относительно заготовки вдоль заданной траектории с определенной точностью. Ошибки взаимного положения инструмента и заготовки влияют на окончательную точность изделия и строго лимитируются. Для обеспечения точности отработки траектории происходит постоянное совершенствование всех элементов станков.
Развитие станкостроения в первую очередь идет по пути совершенствования технологии изготовления отдельных станочных компонентов. В результате современный станок с ЧПУ представляет собой сложную мехатронную систему, объединяющую в себе электронную систему управления, построенную на основе компьютера, электропривод и механическую часть высокой точности.
Для изготовления детали необходимо правильно подобрать режущие инструменты, скорости движения подвижных элементов, составить программу обработки, установить инструменты и заготовку, настроить станок. Поддержание станка в работоспособном состоянии и устранение неисправностей постоянно требует квалифицированного технического обслуживания. Эти работы выполняются различными специалистами, каждый из которых должен обладать достаточными знаниями в своей области, причем даже в качестве оператора станка охотно берут специалистов с высшим образованием. Работа на станках с современными системами ЧПУ считается престижной и сравнительно высоко оплачивается.
Подготовка специалистов в данной области производится высшими учебными заведениями, в том числе Рыбинской государственной авиационной технологической академией имени П. А. Соловьева (РГАТА) на кафедре «Резание материалов, станки и инструмент». В процессе обучения студенты знакомятся с устройством современных станков с ЧПУ, системами 3D-моделирования и разработки управляющих программ. Обучение непосредственно на станках очень важно и обязательно, но является весьма дорогим, малопроизводительным и небезопасным как для обучаемого, так и станка.
А. Соловьева (РГАТА) на кафедре «Резание материалов, станки и инструмент». В процессе обучения студенты знакомятся с устройством современных станков с ЧПУ, системами 3D-моделирования и разработки управляющих программ. Обучение непосредственно на станках очень важно и обязательно, но является весьма дорогим, малопроизводительным и небезопасным как для обучаемого, так и станка.
Высокие требования к специалистам обусловливают сложность учебных курсов. При этом основная сложность состоит в следующем: во-первых, нужно изложить информацию просто и доступно для восприятия; во-вторых, необходима подача большого объема информации, требующей осмысления слушателями. Поэтому учебный курс должен быть изложен без лишнего наукообразия, строгим и лаконичным языком с показом достаточного объема графической информации, поясняющей работу изучаемых устройств. В процессе обучения важно показывать студентам и сами современные станки, но, к сожалению, не все учебные заведения ими располагают. Но даже если такое оборудование и есть — на виду только наружные кожухи и ограждения, поскольку все детали, узлы станка и сама зона обработки надежно изолированы от пыли, грязи и стружки.
Важную роль в процессе обучения играют хорошо разработанные и наглядные средства технического обучения, позволяющие просто и понятно объяснить сложные устройства и принципы работы с ними. С этой точки зрения интерес представляет программный продукт VirtualMachine, выпущенный фирмой Siemens для первого ознакомления с современными станками с ЧПУ. VirtualMachine знакомит с устройством, основами работы и программирования токарного и фрезерного станков, оснащенных системами управления Sinumerik 802CS и Sinumerik 840D. Данные системы управления производятся фирмой Siemens. Вначале программа вышла на английском, немецком и китайском языках и распространялась бесплатно. В настоящее время фирмой Siemens с привлечением специалистов РГАТА произведена русификация VirtualMachine. Готовится коммерческая версия, в которую добавлены еще несколько языков. Пояснительные тексты написаны общепринятым техническим языком. В ряде случаев русский перевод более подробно описывает конструкции различных устройств станка и принцип их работы, чем оригинальные тексты на немецком и английском языках.
Пояснительные тексты написаны общепринятым техническим языком. В ряде случаев русский перевод более подробно описывает конструкции различных устройств станка и принцип их работы, чем оригинальные тексты на немецком и английском языках.
Программа функционирует в трех режимах: «Устройство станка», «Наладка станка» и «Учебник». Для переключения между этими режимами служит меню в верхней строке. При выборе одного из режимов в левом окне открывается список подрежимов (рис. 1).
Рис. 1
При запуске программы и выборе вида станка включается режим «Устройство станка», в котором дается описание конструкции. Описание состоит из нескольких разделов, знакомящих как с конструкцией в целом, так и с основными узлами. В данном режиме VirtualMachine предлагает пользователю ознакомиться с трехмерным геометрическим образом станка. При помощи общепринятых клавиш управления изображение можно перемещать по горизонтали и вертикали, вращать, а также приближать и отодвигать. Подробная инструкция по пользованию клавиатурой приведена в подсказке по системе. В целом построение и элементы управления напоминают игровую программу. При указании мышью на составные элементы можно их скрывать и отображать. Станок можно разбирать, снимая кожухи и отдельные узлы. При указании мышью на элемент станка отображается его название. Там, где возле курсора отображается символ «i», нажатие левой кнопки мыши позволяет открыть описание данного устройства. Описание чаще всего сопровождается анимацией, наглядно демонстрирующей работу устройства. Всего разработано два варианта программы — для станков с системами управления Sinumerik 802 и Sinumerik 840D. Поскольку Sinumerik 840D является более сложной системой, описание станков с ней является более полным.
Рис. 2
Рассмотрим работу с программой на примере описания токарного станка, внешний вид которого показан на рис. 1.
1.
Снаружи станок полностью закрыт кожухом, называемым кабинетом. Кабинет в первую очередь необходим для защиты от разлетающейся стружки и брызг смазочно-охлаждающей жидкости (СОЖ). Современные станки могут снабжаться специальными кондиционерами, удаляющими образующийся при обработке туман и пары СОЖ и предотвращающими их выброс в атмосферу. Щелчок левой кнопкой мыши позволяет снять кабинет. Таким же образом можно разбирать станок дальше, снимая кожухи с различных узлов. Изображения снятых кожухов помещаются внизу графической зоны. Щелчком на этом изображении мышью кожухи можно установить обратно. Внутри кабинета расположены основная базовая деталь станка — станина, на которой установлены передняя, задняя бабки и суппорт (рис. 2). Продольный суппорт приводится в действие передачей винт — гайка качения (ВГК). При наведении указателя мыши на винт — гайку появляется символ «i», при нажатии левой кнопки — анимированное изображение, демонстрирующее работу передачи (рис. 3). С помощью анимации показано, что передача ВГК состоит из двух полугаек, одна из которых жестко закреплена на подвижном столе, и винта. В приводах станков чаще всего используются передачи с вращающимся винтом. В отличие от широко известных передач винт — гайка скольжения, в ВГК винт контактирует с гайкой не напрямую, а через перекатывающиеся внутри гайки шарики. Шарики перекатываются вдоль витка гайки, затем движутся обратно к началу витка по специальному каналу возврата, выполненному внутри полугайки. Для наглядности два шарика из обеих полугаек помечены синим и красным цветом. Наблюдая за ними, можно проследить весь их путь по винтовым виткам и каналу возврата. Между полугайками установлены распорные полукольца, толщина которых подбирается так, чтобы раздвинуть полугайки для устранения зазора и даже для создания натяга между ними, телами качения и винтом. Зазор в передаче недопустим, поскольку создает неопределенность положения узла. Предварительный натяг повышает жесткость передачи, которая характеризует деформации детали и узлов под действием внешних сил, возникающих при обработке заготовки. Для точной обработки детали необходимо использовать станки высокой жесткости.
Для точной обработки детали необходимо использовать станки высокой жесткости.
Рис. 3
В настоящее время вместо передачи винт — гайка все чаще применяют линейные двигатели, состоящие из первичной и вторичной частей (рис. 4). Конструкция такого двигателя аналогична синхронному двигателю переменного тока, ротор и статор которого «распрямлены». Первичная часть имеет обмотки, по которым пропускают переменный электрический ток. Вторичная (магнитная дорога) состоит из постоянных магнитов. Первичная часть обычно устанавливается на подвижной детали, а вторичная — в неподвижной. Изменение скорости движения линейного двигателя производится изменением частоты питающего тока. По сравнению с передачей винт — гайка конструкция такого привода проста, не содержит лишних деталей, вносящих свой вклад в ошибку положения, а быстродействие выше, что и демонстрирует встроенная анимация. По оценкам специалистов, к 2012 году 40% выпускаемых станков будут оснащены линейными двигателями.
Рис. 4
При работе на станках необходимо внимательно следить за надежностью закрепления заготовки. В станках с ЧПУ работа может производиться без участия человека, поэтому станок должен «понимать», когда заготовка закреплена достаточно надежно, а когда нет. VirtualMachine позволяет ознакомиться с устройством системы закрепления детали токарного станка, контролирующим надежность закрепления (рис. 5). При этом можно нажимать на педали управления зажимом патрона, устанавливать детали разного диаметра. На примере зажима в патроне тонкостенной трубы показаны проблемы, возникающие при закреплении нежестких деталей. При сжатии кулачков труба деформируется вплоть до окончания хода кулачков и не позволяет приложить требуемое усилие закрепления. Затем в программе показан один из возможных путей решения данной проблемы за счет использования специального патрона, позволяющего более равномерно распределить усилия закрепления от кулачков на поверхности трубы.
Рис. 5
Фрезерный станок (рис. 6) хотя и отличается по конструкции от токарного, но имеет много однотипных деталей и узлов. Это, например, передачи винт — гайка качения, датчики обратной связи, установленные на станине.
Рис. 6
В отличие от токарного, во фрезерном станке движение резания придается не детали, а инструменту. Инструмент во фрезерном станке и деталь в токарном станке устанавливаются в специальные, изготовленные с высокой точностью валы, называемые шпинделями. Шпиндель устанавливается в жестком корпусе в подшипниках, и всё вместе это называется шпиндельным узлом. В настоящее время на одном станке стремятся выполнить как можно больше операций. Поэтому шпиндельный узел фрезерного станка (рис. 7) должен уметь автоматически освобождать и закреплять инструмент при его смене. Различные инструменты имеют разные формы и размеры, поэтому их сначала закрепляют в специальных инструментальных оправках, имеющих хвостовик одинакового размера. Кроме режущих, в станках могут использоваться измерительные инструменты. Наиболее совершенные из них имеют электронную измерительную часть, связанную с системой управления станка инфракрасным сигналом. Измерительные инструменты устанавливают также в инструментальных оправках. При изучении работы механизма зажима инструмента часто бывает сложно объяснить, как происходят перемещения его отдельных деталей и инструментальной оправки. Анимированное изображение (см. рис. 7) позволяет проследить всю работу механизма при закреплении и извлечении инструмента.
Рис. 7
Кроме механических узлов, VirtualMachine знакомит и с электронными устройствами, расположенными в электрошкафу (рис. 8). По щелчку мыши открываются дверцы электрошкафа, после чего можно перейти к изучению его содержимого. Для питания электроники системы ЧПУ требуется постоянный ток. Для преобразования переменного тока в постоянный служит блок питания. Схема блока питания знакомит с его основными элементами (рис. 9). После каждого элемента расположена точка измерения, при наведении на которую курсора мыши на показанном внизу осциллографе отображается форма электрического напряжения в этой точке.
Для преобразования переменного тока в постоянный служит блок питания. Схема блока питания знакомит с его основными элементами (рис. 9). После каждого элемента расположена точка измерения, при наведении на которую курсора мыши на показанном внизу осциллографе отображается форма электрического напряжения в этой точке.
Рис. 8
Наряду с перечисленными устройствами описаны фотоэлектрические датчики положения, устройство следящего привода, блокировки перемещений узлов, осуществляемые программируемыми логическими контроллерами, работа пневматической схемы и др.
Рис. 9
После ознакомления с основными устройствами в VisualMachine в разделе «Наладка станка» показано, как включается и настраивается станок, корректируется размер инструмента, определяется смещение нулевой точки, даны основы программирования. Эти действия зависят не только от вида станка, но и от типа системы ЧПУ. В качестве примера рассмотрим процедуру включения токарного станка и ознакомимся с тем, как управлять перемещением узлов.
Для включения виртуального станка нужно развернуть его так, чтобы стала видна задняя стенка электрошкафа с выключателем питания, который нужно повернуть (рис. 10). Затем программа имитирует процесс включения системы ЧПУ. После включения системы управления нужно снять сигнал ошибки и произвести привязку механизмов к системе отсчета. Подсказка по всем выполняемым действиям выдается в расположенном снизу окне при наведении указателя мыши на символ «i».
Рис. 10
Пройденные задания отмечаются в меню галочкой, позволяя преподавателю при необходимости контролировать успешность обучения.
В процессе знакомства с работой на станке в ручном режиме VirtualMachine научит переключать режимы работы СЧПУ, поворачивать револьверную головку с инструментами, набирать со станочного пульта кадры управляющей программы и перемещать суппорт с поперечными салазками (рис. 11). В процессе работы виртуальный станок отрабатывает все команды, но перемещать узлы нужно, как и на настоящем станке, с большой аккуратностью. Для этого надо максимально приблизить зону работы. Неосторожные действия могут привести к поломке станка. Если авария все-таки происходит, VirtualMachine в назидание предлагает примеры объяснительных, описывающих реально произошедшие случаи. Например, показан случай, произошедший при ошибочном вводе величины подачи (рис. 12). Их описание убедительно доказывает необходимость применения для начального обучения не настоящего, а виртуального оборудования.
11). В процессе работы виртуальный станок отрабатывает все команды, но перемещать узлы нужно, как и на настоящем станке, с большой аккуратностью. Для этого надо максимально приблизить зону работы. Неосторожные действия могут привести к поломке станка. Если авария все-таки происходит, VirtualMachine в назидание предлагает примеры объяснительных, описывающих реально произошедшие случаи. Например, показан случай, произошедший при ошибочном вводе величины подачи (рис. 12). Их описание убедительно доказывает необходимость применения для начального обучения не настоящего, а виртуального оборудования.
Рис. 11
Рис. 12
При задании нулевой точки детали VirtualMachine потребует коснуться резцом торца заготовки, причем в момент самого касания вокруг резца появляется облачко пыли от снятой с заготовки ржавчины (рис. 13).
Рис. 13
Процедуры включения и настройки фрезерного станка во многом похожи, но в них используются несколько разные подходы. Например, настройка нулевой точки детали производится при помощи трехмерного индикатора часового типа, закрепленного в шпинделе. В процессе настройки станка выполняется процедура смены инструмента, показывающая поворот инструментального магазина, открытие шторки ограждения, подвод шпиндельной бабки и захват инструмента.
В разделе «Учебник» представлен электронный учебник, знакомящий с основными геометрическими понятиями, которые используются при программировании станков с ЧПУ, кодированием управляющих программ и основами теории резания.
Для понимания основ программирования необходимо иметь представление о системах координат станков с ЧПУ, которые подразделяются на абсолютные и относительные, прямоугольные и полярные, а также о траектории движения инструмента, задаваемой опорными точками. Упражнения по заданию координат опорных точек траектории требуют самостоятельного анализа чертежа обрабатываемой детали. В задачах требуется последовательно задать ряд опорных точек траектории инструмента при обработке детали (рис. 14). При неправильном вводе координат пользователь имеет возможность получить подсказку — правильный ответ.
В задачах требуется последовательно задать ряд опорных точек траектории инструмента при обработке детали (рис. 14). При неправильном вводе координат пользователь имеет возможность получить подсказку — правильный ответ.
Рис. 14
Для изготовления качественной детали недостаточно только знать устройство станка и уметь задать его работу по программе. Необходимо также уметь правильно выбирать режимы обработки. Качество детали в простейшем (и самом распространенном) случае определяют такими параметрами, как соответствие заданным размерам (точность) и усредненная величина микронеровностей — следы, остающиеся от режущего инструмента (шероховатость). Часто вместо шероховатость поверхности говорят «чистота поверхности», но этот термин считается устаревшим и не соответствует действующему ГОСТу.
Точность обработки во многом зависит от величины снимаемого припуска. Для чистовой обработки оставляют небольшой припуск величиной в несколько десятых миллиметра.
Шероховатость зависит от режимов обработки, которые задаются скоростью резания и подачей. Скорость резания — скорость движения режущей кромки инструмента относительно поверхности заготовки. Если выбрать малую скорость резания, нагрузка на инструмент будет велика и режущая кромка может сколоться. При слишком высоких скоростях инструмент будет сильно нагреваться и быстро изнашиваться. Подача характеризует взаимные перемещения инструмента и детали. Электронный учебник очень удачно поясняет эти понятия. Так, влияние подачи на шероховатость иллюстрируется примером, приведенным на рис. 15. При его выполнении обучаемому предлагается самостоятельно поэкспериментировать с величиной подачи в процессе виртуальной обработки. Анимированное изображение слева показывает процесс точения. Ниже расположены регуляторы величин скорости подачи. При перемещении регулятора подачи изменяется скорость перемещения резца вдоль оси детали. На изображении справа показан участок обработанной поверхности с большим увеличением. С ростом подачи видно, как увеличиваются размеры рисок шероховатости на обработанной поверхности.
С ростом подачи видно, как увеличиваются размеры рисок шероховатости на обработанной поверхности.
Рис. 15
Учебник содержит базовый набор знаний, необходимый для овладения основами программирования станков с ЧПУ. Учебный материал основан на положениях стандартов ISO и DIN. Каждый раздел содержит упражнение, помогающее усвоить изученный материал, снабженный анимированными изображениями, которые значительно упрощают и облегчают процесс восприятия информации. Например, в программе должна быть правильно задана коррекция радиуса округления вершины режущего инструмента. Как правильно назначить размеры инструмента, задаваемые в память СЧПУ, показано на рис. 16.
Рис. 16
Далее в учебнике представлены циклы обработки. В примерах приведены данные, которые заносятся в процессе диалога в программу обработки, хранящуюся в СЧПУ станка, а также анимацию самого процесса обработки. Анимация цикла сверления показывает известный технологический прием: для того чтобы стружечные канавки не забились стружкой и не произошло заклинивание инструмента в отверстии, при работе сверло периодически отводится назад.
Усвоение пройденного теоретического материала можно проконтролировать при помощи встроенного в систему теста. Тест разбит на несколько заданий, которые можно выполнять отдельно. Время тестирования ограничено.
Использование VirtualMachine в учебном процессе РГАТА показало, что студенты с интересом воспринимают эту программу, достаточно быстро усваивают ее и овладевают необходимыми знаниями. Программа применяется в различных курсах, начиная от курса «Введение в специальность» для общего ознакомления с компоновкой токарного и фрезерного станков и общими понятиями теории резания. Далее — в специальных курсах для первоначального обучения устройству отдельных систем, узлов и основ программирования. Это дает возможность рекомендовать данный программный продукт при изучении предметов, связанных с устройством и программированием современных станков с ЧПУ.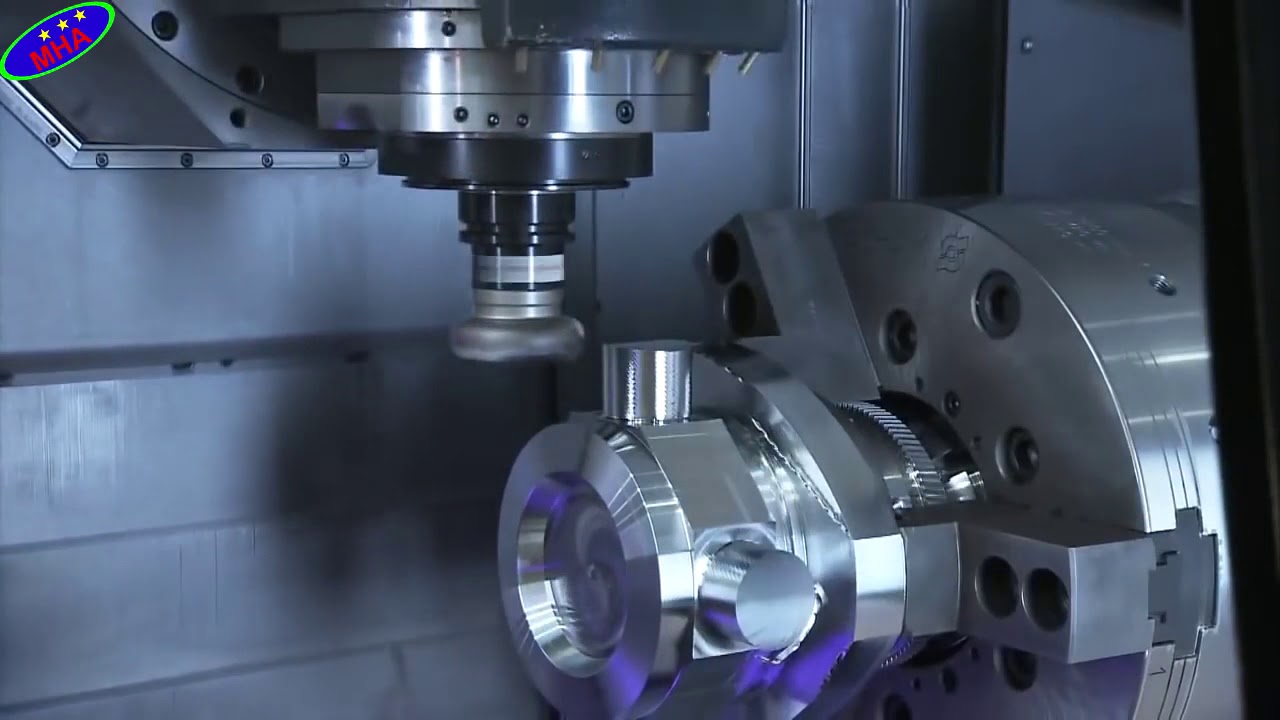 Поскольку программа имеет несколько языковых версий, целесообразно ее использование при изучении иностранных языков студентами машиностроительных специальностей. Возможность свободного распространения программы позволяет применять ее для индивидуального обучения в домашних условиях.
Поскольку программа имеет несколько языковых версий, целесообразно ее использование при изучении иностранных языков студентами машиностроительных специальностей. Возможность свободного распространения программы позволяет применять ее для индивидуального обучения в домашних условиях.
САПР и графика 9`2009
Современные инструменты, используемые в производстве и процессе изготовления металла
Процессы изготовления металла часто являются эффективным способом создания определенного продукта, однако необходимы дополнительные современные инструменты для достижения высокого уровня специфичности и единообразия. Для этого можно использовать обрабатывающие инструменты для выборочного удаления или отделки металлической детали или изделий на металлической основе. Современные станки традиционно работают от электричества; Дополнительная автоматизация процесса обработки может быть достигнута с помощью станка с ЧПУ, управляемого компьютерным программированием.Основным преимуществом современных обрабатывающих инструментов является исключительная однородность, которую они обеспечивают при производстве большого количества изделий с идентичными параметрами и требованиями. Многие современные обрабатывающие инструменты – это просто усовершенствования ручных обрабатывающих инструментов, которые использовались веками. Другие относительно новые конструкции возможны благодаря последним достижениям в технологии.
ПодписьИзображение предоставлено: Shutterstock / Довжиков Андрей
Современные инструменты, используемые в производстве
Сегодня наиболее распространенные типы инструментов для механической обработки и изготовления металлов можно отнести к следующим категориям:
- Станки токарные
- Станки сверлильные
- Станки фрезерные
- Зубофрезерные станки
- Хонинговальные станки
- Шестерня
- Строгальные станки
- Станки шлифовальные
- Станки протяжные
Современные обрабатывающие инструменты
Токарный станок состоит из вращающейся детали, на которую помещается обрабатываемый объект (в данном случае металл) – в результате получается симметричная и специфическая форма изделия. По мере вращения изделия используются различные инструменты для резки, накатки, сверления или иного изменения металла. Трение, вызываемое вращением, обеспечивает простой механизм для обеспечения равномерного эффекта по всей окружности объекта, что делает токарные станки хорошим выбором для изделий, симметричных относительно оси вращения. Токарные станки различаются по размеру, самые маленькие из них – ручные, используемые для изготовления ювелирных изделий и часов.
По мере вращения изделия используются различные инструменты для резки, накатки, сверления или иного изменения металла. Трение, вызываемое вращением, обеспечивает простой механизм для обеспечения равномерного эффекта по всей окружности объекта, что делает токарные станки хорошим выбором для изделий, симметричных относительно оси вращения. Токарные станки различаются по размеру, самые маленькие из них – ручные, используемые для изготовления ювелирных изделий и часов.
Сверлильные станки , также называемые сверлильными прессами, состоят из неподвижного сверла, которое крепится или прикручивается к стойке или верстаку.Сверлильные станки используются во многом так же, как ручные и электрические дрели, однако стационарный характер сверлильных станков требует меньших усилий для достижения правильного сверления и намного более стабилен. Такие факторы, как угол сверлильного шпинделя, можно фиксировать и поддерживать, чтобы обеспечить повторное и последовательное сверление. Современные типы буровых станков включают сверла на пьедестале, настольные сверла и сверла на столбах.
Подобно сверлильным станкам, фрезерные станки используют стабилизированную вращающуюся фрезу для обработки куска металла, но обеспечивают большую универсальность за счет дополнительного выполнения боковых разрезов.Некоторые современные фрезерные станки имеют передвижную фрезу, в то время как другие имеют передвижной стол, который перемещается вокруг стационарной фрезы для достижения желаемого чистового эффекта. Общие типы фрезерных станков включают ручные фрезерные станки, плоские фрезерные станки, универсальные фрезерные станки и универсальные фрезерные станки. Все типы фрезерных станков доступны в вертикальном и горизонтальном исполнении.
Зубофрезерный станок похож на фрезерный станок в том, что режущее действие выполняет вращающаяся фреза, однако они позволяют одновременно перемещать фрезу и обрабатываемый продукт.Эта уникальная возможность делает зубофрезерование идеальным для трехмерной обработки, требующей однородных профилей зубьев. Зуборезание – одно из самых распространенных применений современных зубофрезерных станков.
Зуборезание – одно из самых распространенных применений современных зубофрезерных станков.
Хонинговальные станки , также известные как хонинговальные станки, состоят в основном из одного или нескольких вращающихся наконечников, которые при металлообработке увеличивают отверстия до точного диаметра и улучшают качество поверхности. Типы хонинговальных станков бывают ручные, ручные и автоматические. Продукция, производимая с помощью хонингования, включает цилиндры двигателя и шпиндели пневмоподшипников.
В то время как зубофрезерный станок обрезает внешние зубья шестерни, современные зубчатые формирователи изготавливают внутренние зубья шестерни. Это достигается с помощью возвратно-поступательного резака, который имеет тот же шаг, что и режущая шестерня. Современные зубчатые формирователи позволяют повысить точность за счет включения прямого хода и отключения обратного хода.
Рубанки – это крупногабаритные формовочные машины, которые перемещают собственно металлическое изделие, а не режущий механизм.Результат такой же, как у фрезерного станка, что делает строгальные станки идеальными для обработки плоских или длинных поверхностей. Современные фрезерные станки в большинстве случаев превосходят строгальные станки; тем не менее, строгальные станки по-прежнему полезны, когда требуется скругление очень больших металлических деталей.
Шлифовальные станки – это современные обрабатывающие инструменты, в которых используется абразивный круг для получения тонкой отделки или нечетких резов. В зависимости от конкретной шлифовальной машины абразивный круг или продукт перемещается из стороны в сторону для достижения желаемой отделки.Типы шлифовальных машин включают ленточно-шлифовальные, настольные, цилиндрические, плоскошлифовальные и координатно-шлифовальные.
Протяжной станок , или протяжной станок, использует высокие острия долота для применения линейных движений резки и соскабливания к заданному материалу. Протяжки часто используются для создания некруглых форм из отверстий, которые ранее были пробиты в металле. Они также нарезают шлицы и шпоночные пазы на шестернях и шкивах. Роторные протяжки – это уникальная часть протяжных станков, которые используются вместе с токарным станком для создания одновременных горизонтальных и вертикальных движений резания.
Протяжки часто используются для создания некруглых форм из отверстий, которые ранее были пробиты в металле. Они также нарезают шлицы и шпоночные пазы на шестернях и шкивах. Роторные протяжки – это уникальная часть протяжных станков, которые используются вместе с токарным станком для создания одновременных горизонтальных и вертикальных движений резания.
Прочие изделия для обработки
Больше от Custom Manufacturing & Fabricating
Металлорежущий инструмент, режущие пластины и держатели инструмента
Токарный инструмент
Для любого применения наши токарные инструменты контролируют стружку, стойкость инструмента и вибрацию. Это гарантирует, что вы сохраняете контроль, максимизируете время обработки и опережаете конкурентов.
Перейти на страницу токарных инструментовИзносостойкость и стойкость инструмента
Inveio® – это последний прорыв в технологии сплавов пластин. Он заставляет все кристаллы в слое покрытия из оксида алюминия смотреть в одном направлении, обеспечивая вставкам новый уровень износостойкости и стойкости инструмента.
Inveio® – однонаправленная ориентация кристаллаИнструменты для отрезки и обработки канавок
С нашими режущими инструментами для отрезки и обработки канавок вы получаете высокую производительность и длительный срок службы, помогая доставить большое количество компонентов прямо из мастерской.
Перейти на страницу инструментов для отрезки и обработки канавокНовое измерение в отрезке
Задача: обычные отрезные ножи испытывают высокие вибрационные нагрузки в самых слабых участках. Решение: переосмысление конструкции инструмента смещает результирующую нагрузку на самую сильную часть и значительно снижает прогиб и шум.
Решение: переосмысление конструкции инструмента смещает результирующую нагрузку на самую сильную часть и значительно снижает прогиб и шум.
Инструмент для нарезания резьбы
Наш обширный ассортимент резьбонарезных инструментов поможет вам с легкостью создавать сложные компоненты.Мы предлагаем различные инструменты, подходящие для различных компонентов, профилей резьбы и шага резьбы как для внешней, так и для внутренней резьбы. Для продуктивной и высококачественной нарезки резьбы вы обратились по адресу.
Перейти на страницу инструментов для нарезания резьбыЛучшая практика: обработка оправки
При обработке внутренней резьбы на оправке снижение вибрации является основной задачей. Жесткий CoroThread® 266 в сочетании с Silent Tools решает эту задачу.Результат? Качественные нитки.
Посмотреть полное решениеФрезерный инструмент
Если вы фрезеруете плоские поверхности, уступы, пазы, шестерни или сложные трехмерные формы, здесь вы найдете фрезу, которая вам нужна. Наши эффективные фрезерные инструменты дадут вам конкурентное преимущество и помогут вам оставаться продуктивными.
Перейти на страницу фрезерных инструментовПроизводительность: Фрезерование пазов в стали
Производительность субподрядчика была ограничена его концевой фрезой, поскольку фреза с двумя режущими пластинами могла работать только с глубиной резания 2 мм (0,079 дюйма). При переходе на фрезу CoroMill® 390 с тремя пластинами размера 07 глубина резания может быть увеличена до 3 мм (0,118 дюйма).
При переходе на фрезу CoroMill® 390 с тремя пластинами размера 07 глубина резания может быть увеличена до 3 мм (0,118 дюйма).
Буровой инструмент
Сверление – критическая операция, выполняемая в конце производственного цикла, когда стоимость компонента уже высока.Следовательно, это может повлиять на вашу производительность и прибыльность. Инвестиции в бурение – это простой способ улучшить вашу прибыль. Здесь вы можете найти инструменты и решения для сверления, которые помогут вам добиться отличных результатов обработки отверстий для различных условий обработки, материалов и типов применения.
Перейти на страницу буровых инструментовПовышенная производительность с CoroDrill 870
Когда шведская компания Gunnebo Industries начала использовать CoroDrill® 870, это повысило безопасность оператора и повысило производительность на 45%.
Посмотреть всю историю здесьИнструменты для растачивания и развёртывания
Растачивание – это процесс обработки для увеличения или чистовой обработки существующего отверстия. При чистовом растачивании главной целью является достижение превосходной обработки поверхности и строгих допусков. Развёртывание – это чистовая операция, выполняемая многогранным инструментом, позволяющая получать высокоточные отверстия с отличной обработкой поверхности, превосходным качеством отверстий и небольшими допусками по размерам.
Перейти на страницу инструментов для растачивания и рассверливанияСпироГрувинг
SpiroGrooving ™ – уникальное решение для безопасной и производительной обработки канавок под уплотнительные кольца на невращающихся компонентах. Полный пакет включает инструменты и генератор NC-кода.
Полный пакет включает инструменты и генератор NC-кода.
Инструментальные системы
Если вы ищете модульную инструментальную систему мирового класса, которая обеспечивает эффективность и гибкость, вы найдете здесь то, что вам нужно.Наши ведущие интерфейсы Coromant Capto®, CoroTurn® SL и Coromant® EH помогут вам выполнить работу правильно. Наши возможности быстрой замены также повысят коэффициент использования вашей машины.
Перейти на страницу инструментальных системБыстросменные зажимные устройства
Быстросменные зажимные устройства сокращают время, затрачиваемое на измерения, настройку и смену инструмента, что позволяет повысить эффективность использования станка. Программа быстрой смены Coromant Capto® включает адаптированные к станку зажимные устройства для различных интерфейсов револьверной головки и марок станков.
Найдите зажимное приспособление для вашей машиныПластины и сплавы
Независимо от размера компонента, материала или конструкции, сплав пластин, который вы используете, может существенно повлиять на производительность вашего производства. Выбор правильного сплава пластин для конкретной операции обработки поможет вам опередить конкурентов.
Перейти на страницу вставок и оценокКак делается вставка
Мир резки металла не был бы прежним без пластин. Сами вставки изготовлены из
самых твердых материалов в мире. Итак, мы пошли на производственный объект в Гимо, Швеция, по адресу
Итак, мы пошли на производственный объект в Гимо, Швеция, по адресу
, чтобы посмотреть, как изготавливаются пластины.
Цифровая обработка
В уже оптимизированных процессах может быть сложно найти место для дальнейшего улучшения.Решение можно найти в передовом программном обеспечении и инструментах, которые поддерживают ваше цифровое производство, от планирования и проектирования до обработки и анализа обработки.
Перейти на страницу цифровой обработкиCoroPlus®
Портфель CoroPlus® содержит несколько подключенных решений, подготовленных для Индустрии 4.0.
Посетите страницу CoroPlus®Цельнокруглый инструмент
Ассортимент цельных круглых инструментов охватывает все типы применений в области твердосплавного сверления, фрезерования, нарезания резьбы из быстрорежущей стали, развертывания и нарезания резьбы.Каждый цельный круглый инструмент разработан с учетом требований высокого качества, точности и максимальной производительности, чтобы вы могли получить максимальную отдачу от процесса обработки.
Перейти на страницу твердых круглых инструментовКаталог цельнокруглого инструмента
Загрузите и поделитесь своей цифровой версией каталога Solid Round Tools.
Посетить публикациюОсновы обработки с ЧПУ
Обработка с ЧПУ – это очень сложная технология обработки, обычно используемая как для создания прототипов, так и для производства.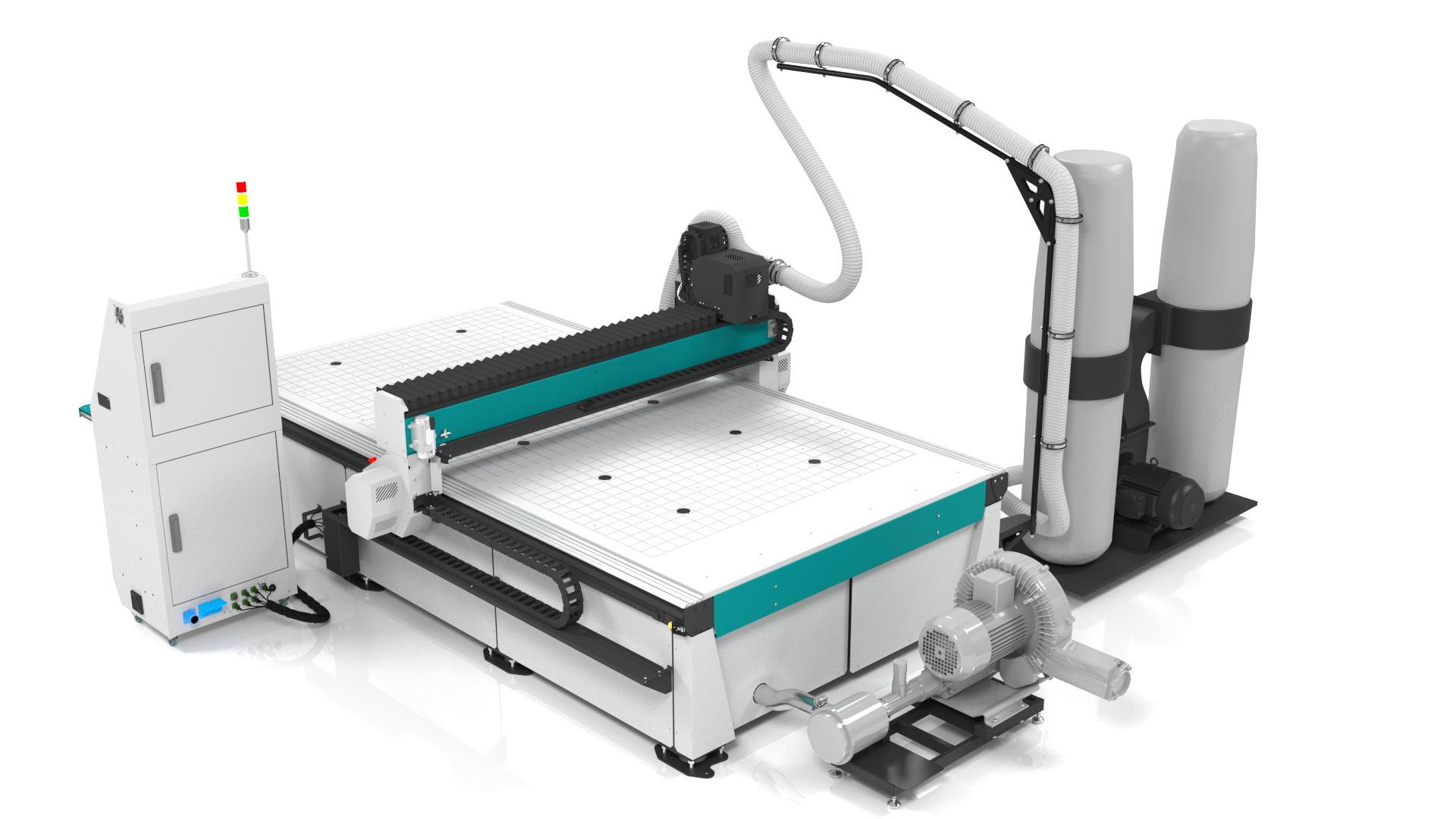 Эта техника используется для изготовления многих вещей, от функциональных деталей в автомобилях и других транспортных средствах до интересных произведений искусства и ювелирных изделий. Хотя понимание тонкостей обработки с ЧПУ важно, также важно хорошее понимание основ этой техники.
Эта техника используется для изготовления многих вещей, от функциональных деталей в автомобилях и других транспортных средствах до интересных произведений искусства и ювелирных изделий. Хотя понимание тонкостей обработки с ЧПУ важно, также важно хорошее понимание основ этой техники.
Продолжайте читать, чтобы узнать об основах обработки с ЧПУ, в том числе о том, как это работает, для чего используется и чем отличается от других методов обработки, таких как 3D-печать.
Что такое обработка с ЧПУ?
ЧПУ означает «компьютерное числовое управление», а обработка с ЧПУ относится к процессу обработки, при котором инструменты управляются специальными инструкциями через компьютерную программу.Инструментами можно манипулировать по 3-5 осям, и они используются для удаления материала из заготовки для формирования продукта или детали. Обработка с ЧПУ более эффективна по сравнению с традиционной обработкой, потому что она быстрее и имеет гораздо меньшую погрешность для каждой детали.
Обработка с ЧПУ впервые началась в 1940-х годах с «перфоленты». Перфолента или бумага были способом хранения данных, при котором отверстия пробивались в карточке, которая подавалась в систему, где отверстия переводились в учебные данные.Возможности перфоленты были чрезвычайно ограничены по сравнению с современными компьютерами и возможностями программирования, которые сделали обработку с ЧПУ эффективным современным методом обработки с бесконечными конфигурациями деталей.
Как работает обработка с ЧПУ?
Обработка с ЧПУ – это субтрактивная форма обработки, означающая, что материал со склада удаляется с использованием сверлильных и режущих инструментов для формирования детали. Язык кодирования, называемый G-кодом, используется для определения инструкций для компьютера, которые должны быть частью.Раньше машинистам приходилось писать G-код самостоятельно, но современные программы автоматизированного производства (CAM) и компьютерного проектирования (CAD) могут генерировать G-код из 3D-модели.
Инструменты для обработки с ЧПУ
Для обработки с ЧПУ используются три основных инструмента: сверла, токарные станки и фрезерные станки. Поскольку детали часто требуют нескольких инструментов, машинисты часто создают библиотеки цифровых инструментов, которые позволяют станку с ЧПУ автоматически переключать инструменты по мере необходимости.
Сверла – это инструменты, которые контактируют с заготовкой и закручивают сверло в материал, а токарные станки – это инструменты, которые вращают материал и удерживают его напротив неподвижного сверла или фрезы. Современные токарные станки позволяют с помощью этой техники создавать квадратные и другие некруглые отверстия.
Фрезерные станки используют вращающиеся режущие инструменты для удаления материала с заготовки. Роторные ножи представляют собой дисковые ножи, похожие на нож для пиццы, и они режут и сбривают материал по мере необходимости.
При обработке с ЧПУ могут использоваться другие технологии резки и формовки, такие как электроэрозионная обработка (EDM) и водоструйные резаки. EDM использует электрические искры для формования деталей. Электрический ток пропускается через два электрода для удаления материала с заготовки. С другой стороны, водоструйные резаки представляют собой потоки воды под чрезвычайно высоким давлением, используемые для резки твердых материалов, таких как металл и камень. Водоструйные резаки используются для сложных разрезов или материалов, которые не выдерживают высокой температуры, поскольку в их режущих способностях отсутствует тепло и исключается риск деформации или разрушения материала.
Программируемая ось при обработке с ЧПУ
Станки с ЧПУ имеют разные оси, на вращение или перемещение которых можно запрограммировать инструменты. Базовые станки с ЧПУ являются 2,5- или 3-осевыми, а более сложные станки – 5-осевыми. 2,5-осевые станки имеют оси X, Y и Z, но они могут перемещать только две оси вместе. 3-осевые станки могут двигаться по всем трем вместе, а 5-осевые станки могут вращаться вокруг двух осей. Чем больше углов движения может обрабатывать станок с ЧПУ, тем более сложные детали он может изготавливать.
3-осевые станки могут двигаться по всем трем вместе, а 5-осевые станки могут вращаться вокруг двух осей. Чем больше углов движения может обрабатывать станок с ЧПУ, тем более сложные детали он может изготавливать.
Для чего используется обработка с ЧПУ?
Обработка с ЧПУ позволяет формировать детали и прототипы практически из любого материала, такого как пенопласт, пластик, стекловолокно, дерево, камень и различные металлы. Если у станка есть инструменты для резки и вырезания определенного материала, можно использовать обработку с ЧПУ, чтобы сделать из него деталь.
Обработка с ЧПУиспользуется для быстрого прототипирования из-за того, насколько быстро процесс позволяет создать прототип с чрезвычайно низкой погрешностью, обычно между ± 0.005 дюйма – ± 0,00005 дюйма. При традиционной механической обработке создание прототипов требует больших усилий вручную с гораздо большим пропуском ошибок. Использование станков с ЧПУ для создания прототипов позволяет получить исключительный прототип быстрее, чем при традиционной обработке, что позволяет выпускать качественную деталь за меньшее время.
Обычный станок с ЧПУ чаще всего используется для прототипирования, но для производства используются более специализированные станки с ЧПУ. Специализированные машины будут производить детали с нижним пределом погрешности, что означает, что они способны производить наиболее идентичные детали, что приводит к меньшим сложностям и отходам.Специализированная обработка с ЧПУ используется для изготовления деталей в автомобильной и авиакосмической промышленности, где точность является ключом к производительности, и в ракетах SpaceX даже есть детали, обработанные с помощью ЧПУ.
Чем обработка с ЧПУ отличается от 3D-печати?
Обработка с ЧПУ – полная противоположность 3D-печати. Обработка с ЧПУ – это субтрактивная техника, а 3D-печать – аддитивная. Это означает, что при использовании обработки с ЧПУ материал отбирается для производства продукта, а при 3D-печати материал добавляется и накапливается слоями для производства продукта.
Каждый метод имеет ограничения, и то, что лучше всего подходит для ваших нужд, будет зависеть от детали и материала. Подходящий станок с ЧПУ, например, может изготавливать детали из прочных металлов, которые в 3D-принтере может не быть нити для изготовления из этого металла. С другой стороны, 3D-печать производит целую деталь, в то время как обработка с ЧПУ может потребовать сваривания нескольких частей, чтобы создать единое целое.
Обработка с ЧПУ прошла долгий путь от перфоленты. Этот метод является ценным методом для создания прототипов и производства специализированных деталей из-за большого количества материалов и инструментов, которые он может использовать.В PCMI мы используем 5-осевую систему обработки с ЧПУ для создания прототипов и производства средних объемов для различных отраслей промышленности. Щелкните ссылку ниже, чтобы узнать больше о нашей современной обработке с ЧПУ и узнать, как мы можем помочь вам сэкономить 20% на единицу продукции по сравнению с нашими конкурентами.
Нарезание резьбы на станках. Современные резьбонарезные инструменты для станков с ЧПУ Фотография, картинки, изображения и сток-фотография без роялти. Изображение 118486246.
Станок для нарезания резьбы. Современные резьбонарезные инструменты для станков с ЧПУ Фотография, картинки, изображения и сток-фотография без роялти.Изображение 118486246.Нарезание резьбы на станках. Современный резьбонарезной инструмент для станков с ЧПУ. Сборник фрезерных инструментов для нарезания резьбы. Станок с ЧПУ, метчик и резьба. Современный высокоточный инструмент для станкостроения. Процесс резки и полировки.Режущий инструмент с ЧПУ для нарезания резьбы. Современные инструменты промышленной техники. Промышленный резьбонарезной станок для резки и сварки. Промышленная промышленность с высокоточным сверлом по утюгу.
S M L XLТаблица размеров
| Размер изображения | Идеально подходит для |
| S | Интернет и блоги, социальные сети и мобильные приложения. |
| П | Брошюры и каталоги, журналы и открытки. |
| л | Плакаты и баннеры для дома и улицы. |
| XL | Фоны, рекламные щиты и цифровые экраны. |
Используете это изображение на предмете перепродажи или шаблоне?
Распечатать Электронный Всесторонний
2120 x 3180 пикселей | 18.0 см x 26,9 см | 300 точек на дюйм | JPG
Масштабирование до любого размера • EPS
2120 x 3180 пикселей | 18,0 см x 26,9 см | 300 точек на дюйм | JPG
Скачать
Купить одно изображение
6 кредит
Самая низкая цена
с планом подписки
- Попробовать 1 месяц на 2209 pyб
- Загрузите 10 фотографий или векторов.
- Нет дневного лимита загрузок, неиспользованные загрузки переносятся на следующий месяц
221 ру
за изображение любой размер
Цена денег
Ключевые слова
Похожие изображения
Нужна помощь? Свяжитесь со своим персональным менеджером по работе с клиентами
@ +7 499 938-68-54
Мы используем файлы cookie, чтобы вам было удобнее работать.Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookie
.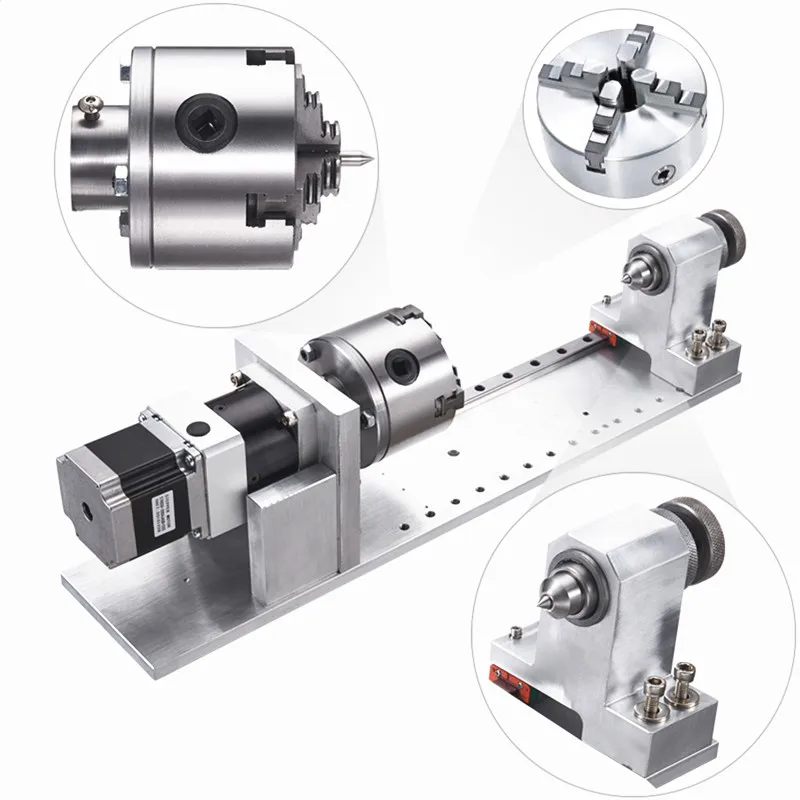 Принимать
Принимать4 способа использования станков с ЧПУ в современном производстве – TheSelfEmployed.com
Станкис ЧПУ (числовым программным управлением) используются почти во всех отраслях промышленности по всему миру. Первые станки с ЧПУ появились в 1950-х годах в США, а к 1969 году станки с ЧПУ были популярны в большинстве отраслей.Одним из преимуществ станков с ЧПУ остается их способность непрерывно выполнять несколько операций без каких-либо модификаций, что затрудняет возникновение ошибок. Станки с ЧПУ обеспечивают повышенную безопасность в отличие от дисковых пил, фрезерных станков и других станков, в которых во всем производственном процессе участвует человек. Современные станки с ЧПУ работают, считывая огромное количество кода в своей программной памяти.
В последнее время все больше производителей используют станки с ЧПУ, при этом мировая рыночная стоимость станков с ЧПУ к 2018 году составит 70 миллиардов долларов, а в 2026 году прогнозируется, что она достигнет 111 миллиардов долларов, что составит 6.8% рост менее чем за десять лет.
Станки с ЧПУ оказывают большое влияние на обрабатывающую промышленность, например:
1. Максимизация эффективности и операционных затрат
Растущее использование CAD (автоматизированное проектирование) и CAM (автоматизированное производство) в производственном проектировании, а также при создании прототипов улучшает способность производителей эффективно поставлять детали высочайшей точности. Станки с ЧПУ повышают эффективность массового производства деталей и сокращают эксплуатационные расходы, тем самым увеличивая прибыль.Станки с ЧПУ обеспечивают производителю точную детализацию и работают с различными материалами.
Станки с ЧПУ не требуют выключения, если вам не нужно проводить стандартное обслуживание. Это означает, что производство может продолжаться без перерывов, как это делают люди. Когда человек-оператор делает перерыв, производство должно быть остановлено, но машины с компьютерным управлением не нуждаются в отдыхе, и производственный процесс оптимизируется.
Когда человек-оператор делает перерыв, производство должно быть остановлено, но машины с компьютерным управлением не нуждаются в отдыхе, и производственный процесс оптимизируется.
2. Обеспечение качества и внедрение автоматизации
Станкис ЧПУ известны своей превосходной степенью точности при создании сложных форм, таких как диагональные вырезы или кривые, что повышает спрос на оборудование, особенно с технологическими достижениями, такими как CAM, CAD и различное программное обеспечение для ЧПУ.Интернет вещей (IoT) – это последнее технологическое достижение, которое оказывает большое влияние на услуги обработки с ЧПУ, повышая безопасность, инновационность продукции и производительность. Ремонт оборудования на станках с ЧПУ обходится дорого, производители используют технологии прогнозирования и аналитику, поскольку это помогает им сократить простои, вызванные ремонтом.
3. Повышение безопасности
Обработка с ЧПУ значительно повышает безопасность рабочих в обрабатывающей промышленности. На станках с ЧПУ операторам не нужно приближаться к режущим инструментам, что повышает безопасность.Станкам с ЧПУ нужно только запрограммировать свои задачи в их память, и тогда им не нужен оператор. Это делает машины безопасными для выполнения процессов, которые могут включать высокие температуры, коррозионные вещества или любые очень опасные процессы.
Больше точностиСтанки с ЧПУ обеспечивают большую точность для производителей. ЧПУ программируется с деталями производственного процесса, и тем самым; идентичные компоненты могут быть созданы с высочайшей точностью.Программирование конструкций и спецификаций продукта в машине гарантирует отсутствие права на ошибку.
Уменьшение или устранение ошибок в производственном процессе гарантирует отсутствие потерь материала. Станок с ЧПУ может производить детали, которые конкурентам сложно воспроизвести. Станок с ЧПУ позволяет производить продукцию, которую нельзя производить вручную, потому что человеческие работники имеют ограниченные возможности и могут только очень многое.
Обрабатывающая промышленность росла семимильными шагами с момента появления первого станка с ЧПУ.С помощью этих станков теперь возможно массовое производство идентичных деталей станков с ЧПУ, которые облегчают работу людей. После того, как машина была запрограммирована с использованием дизайна данных продукта, нет места для ошибок, поскольку машина работает без вмешательства человека.
Когда производственные работы связаны с опасными процессами, такими как очень высокие температуры или токсичные материалы, люди-операторы защищены от повреждений, поскольку им не нужно приближаться к опасным зонам. Ожидается, что в ближайшие годы станки с ЧПУ станут более интеллектуальными за счет использования искусственного интеллекта (AI) и Интернета вещей (IoT).Через десять лет технологический прогресс будет на световые годы впереди того, где мы сейчас находимся.
| Ось A | Ось вращения, описывающая движение вокруг оси X. Это движение может быть как по часовой стрелке, так и против часовой стрелки. |
| Сервопривод переменного тока | Сервомеханизм, работающий от переменного тока.Сервоприводы переменного тока потребляют меньше энергии для большей надежности и производительности, чем сервоприводы постоянного тока. |
| переменный ток | AC. Ток, который течет в противоположных направлениях в разное время. Переменный ток можно использовать для питания сервомеханизма. |
| Американский стандартный код обмена информацией | ASCII.Стандарт обмена информацией между компьютерами.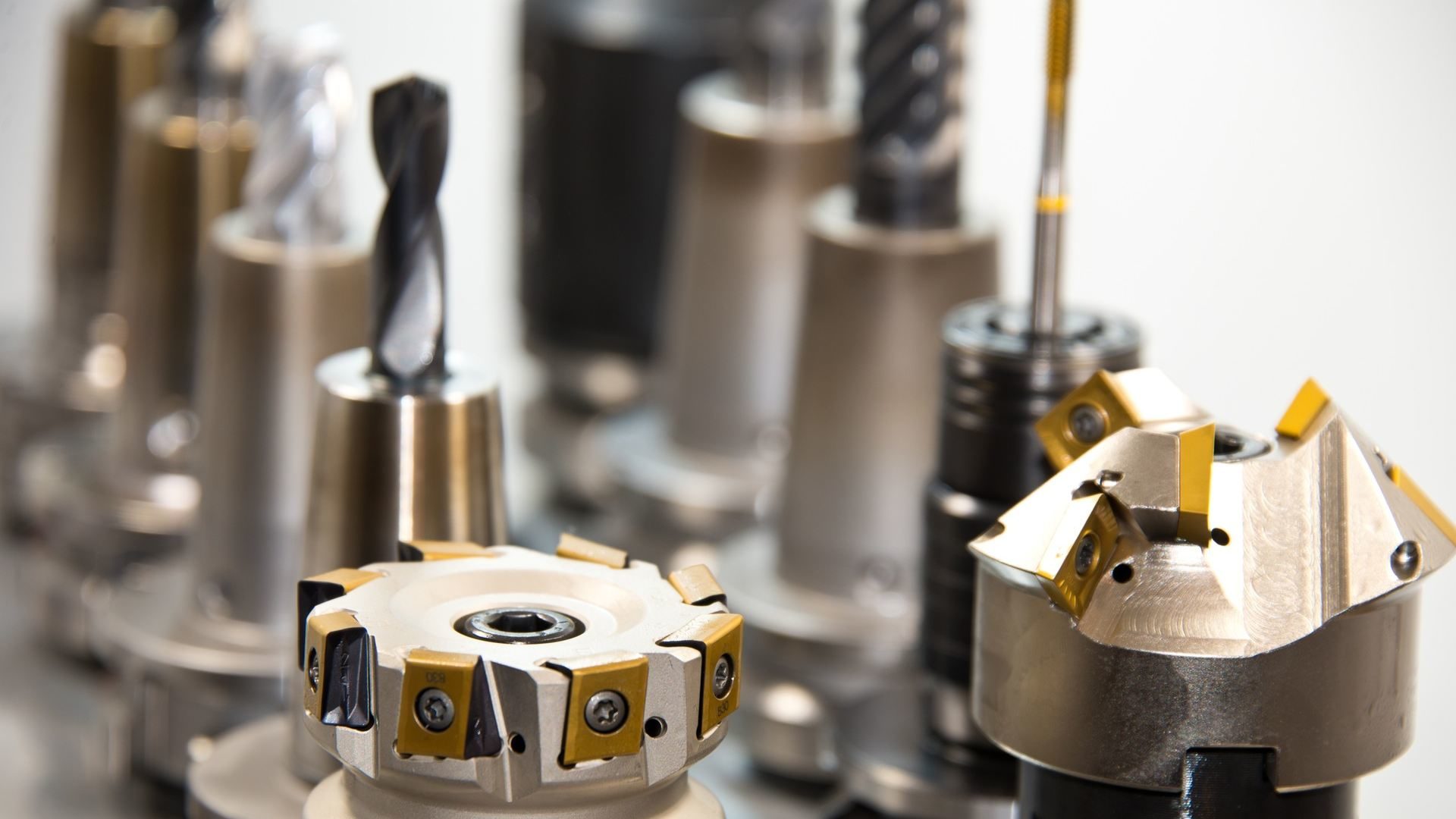 Текст ASCII используется для передачи кода в программе обработки детали. Текст ASCII используется для передачи кода в программе обработки детали. |
| испытательные автоматы | Технология, использующая программное обеспечение для проведения тестов без участия человека. Автоматические испытательные машины определяют, правильно ли работает машина. |
| ось | Воображаемая прямая линия или круг, используемый для описания местоположения или движения объекта в трехмерном пространстве.Линейные оси декартовой системы координат – это оси X, Y и Z, а оси вращения – это оси A, B и C. |
| Ось B | Ось вращения, описывающая движение вокруг оси Y. Это движение может быть как по часовой стрелке, так и против часовой стрелки. |
| ШВП | Длинное резьбовое устройство, которое вращается для перемещения рабочего стола или режущего инструмента станка с ЧПУ.Шарико-винтовые передачи приводятся в действие двигателем. |
| Ось C | Ось вращения, описывающая движение вокруг оси Z. Это движение может быть как по часовой стрелке, так и против часовой стрелки. |
| постоянные циклы | Заранее определенная последовательность обработки, используемая для упрощения программирования.Постоянные циклы можно использовать для обычных операций, таких как сверление отверстий. |
| Декартова система координат | Система счисления, которая описывает местоположение объекта, выражая его расстояние от фиксированного положения по трем линейным осям. Декартова система координат используется для программирования позиций обработки на станке с ЧПУ. Декартова система координат используется для программирования позиций обработки на станке с ЧПУ. |
| переключение | Процесс переключения станка с одной детали на другую.Станки с ЧПУ требуют очень небольшого переналадки. |
| замкнутый контур | Тип системы управления, которая автоматически изменяет выходной сигнал в зависимости от разницы между сигналом обратной связи и входным сигналом. Это позволяет системам с обратной связью исправлять ошибки положения. |
| ЧПУ | Компьютерное числовое программное управление.Автономная система компьютеров и прецизионных двигателей, которая выполняет программные инструкции для управления компонентами станков и производства деталей. Станки с ЧПУ могут быть как системами с открытым, так и с обратной связью. |
| Токарный станок с ЧПУ | Станок, использующий числовые данные компьютера для управления операциями резания цилиндрических деталей. На токарном станке с ЧПУ режущий инструмент движется напротив вращающейся детали. |
| Станок с ЧПУ | Станок, использующий числовые данные компьютера для управления операциями резания плоских, квадратных или прямоугольных заготовок. На фрезерном станке с ЧПУ режущий инструмент вращается относительно заготовки, закрепленной на рабочем столе. |
| компакт-диски | CD.Формат хранения данных, который считывает и записывает оптические данные. Станки с ЧПУ иногда используют компакт-диски для хранения программ обработки деталей. Станки с ЧПУ иногда используют компакт-диски для хранения программ обработки деталей. |
| ЧПУ | ЧПУ. Автономная система компьютеров и прецизионных двигателей, которая выполняет программные инструкции для управления компонентами станков и производства деталей. Станки с ЧПУ могут быть как системами с открытым, так и с обратной связью. |
| непрерывный путь | Тип системы управления ЧПУ, в которой резка может происходить, когда инструмент перемещается из одного положения в другое.Системы с непрерывным трактом обычно являются замкнутыми. |
| контурная | Инструмент перемещается по двум или более осям одновременно, образуя изогнутую или наклонную поверхность. Контурирование возможно только в системе непрерывного пути. |
| система управления | Метод перемещения инструмента и детали при обработке с ЧПУ.Двухточечное позиционирование и непрерывный путь – два основных типа систем управления. |
| крестовина | Узел крепления токарного станка, позволяющий инструментам приближаться к заготовке. Поперечный суппорт движется по двум осям. |
| режущий инструмент | Устройство для удаления материала заготовки в виде стружки.Режущие инструменты доступны во многих формах и размерах. |
| Сервопривод постоянного тока | Сервомеханизм, работающий от постоянного тока. Сервопривод постоянного тока менее дорогостоящий, чем сервопривод переменного тока. Сервопривод постоянного тока менее дорогостоящий, чем сервопривод переменного тока. |
| глубина резания | Глубина, на которой режущий инструмент проникает в поверхность заготовки.Глубину реза можно контролировать с помощью числового программного управления. |
| постоянный ток | DC. Ток, который течет в одном направлении. Постоянный ток может использоваться для питания сервомеханизма. |
| вытяжные системы | Технология, использующая компьютер для разработки продукта.Программное обеспечение для автоматизированного проектирования – это разновидность чертежной системы. |
| сверла | Инструмент для резки металла, используемый для проникновения в поверхность заготовки и выполнения круглого отверстия, равного диаметру сверла. Автоматические дрели обычно используют систему управления PTP. |
| пробный ход | Предварительная операция для проверки правильности обработки деталей программой обработки детали.Сухие прогоны выполняются без каких-либо деталей и смазочно-охлаждающей жидкости. |
| электрическая логическая схема | Замкнутый путь, обычно состоящий из различных устройств и проводов, по которому проходит электрический ток. Электрические схемы управляли станками с ЧПУ до того, как персональные компьютеры стали обычным явлением. |
| электронные сборочные системы | Technoloy, использующая автоматизированные машины для сборки изделий. Электронные сборочные системы часто соединяют детали с помощью крепежа. Электронные сборочные системы часто соединяют детали с помощью крепежа. |
| Ethernet | Форма компьютерной сети, используемая современными станками с ЧПУ для ввода программ обработки деталей с центрального сервера в блок управления станком. Сети Ethernet соединяют компьютеры с помощью специальных кабелей, стандартизированных EIA. |
| корма | Скорость, с которой режущий инструмент и заготовка перемещаются относительно друг друга.Подача – это обычно линейное движение. |
| обратная связь | Ответный сигнал, подтверждающий положение режущего инструмента или рабочего стола. Обратная связь предоставляет информацию, которая позволяет системе управления сравнивать фактическое положение с запланированным положением и сигнализировать двигателю о перемещении, если положения не совпадают. |
| устройство обратной связи | Устройство, которое отправляет информацию обратно контроллеру в системе с обратной связью.Устройство обратной связи позволяет вносить небольшие коррективы в положение при обнаружении ошибок. |
| чистовая | Окончательный процесс резки металла, который подчеркивает жесткие допуски и гладкую поверхность. Шлифовка – это отделочная техника. |
| дисководы гибких дисков | Периферийное устройство компьютера, которое считывает и записывает магнитные данные на дискету и с нее.Старые станки с ЧПУ иногда используют дисководы для гибких дисков для хранения программ обработки деталей. |
| шлифовальные машины | Станок, использующий абразив для истирания поверхности детали. Шлифовальные машины могут использовать числовые данные компьютера для управления работой станка. |
| оборудование | Любой физический или механический компонент.Оборудование ЧПУ включает в себя блок управления станком, ленточные устройства чтения и дисководы, в зависимости от выпуска станка. |
| гидравлический сервопривод | Сервомеханизм, приводимый в движение жидкостями, передающими мощность на двигатель. Сервопривод этого типа не работает от электричества. |
| гидравлика | Система, использующая силу текущих жидкостей для передачи энергии.Гидравлика может использоваться для привода сервомеханизма. |
| лазерная резка | Процесс обработки, в котором для резки материалов используется интенсивный сфокусированный луч света. Лазерная резка – это, как правило, процесс ЧПУ. |
| линейные оси | Каждая из трех воображаемых перпендикулярных линий, описывающих движение по прямой.Линейные оси служат опорными точками в декартовой системе координат. |
| линейная шкала | Тип устройства обратной связи, который полагается на величину электрического тока для передачи положения или расстояния на станке с ЧПУ. Линейная шкала – одно из самых точных устройств обратной связи. |
| лот | Количество деталей, изготовленных с использованием определенного набора инструментов.Лот состоит из идентичных или похожих частей или материалов. |
| блок управления машиной | MCU. Небольшой мощный компьютер, который управляет станком с ЧПУ. MCU также известен как контроллер и интерпретирует числовые данные в программе обработки детали для управления движением станка. |
| обрабатывающий центр | Сложный фрезерный станок с ЧПУ, который может выполнять несколько операций обработки, включая фрезерование и выполнение различных операций по сверлению, в одной установке с использованием различных инструментов.Обрабатывающие центры обычно используют систему непрерывного управления траекторией. |
| MCU | Блок управления станком. Небольшой мощный компьютер, который управляет станком с ЧПУ. MCU интерпретирует числовые данные в программе обработки детали для управления движением станка. |
| майларовая лента | Тонкая, но прочная полиэфирная пленка, которая использовалась для передачи программ на машины с числовым программным управлением.Программы, выполненные на майларовой ленте, приходилось перематывать после каждого использования. |
| числовое программное управление | NC. Система, которая направляет компоненты станка и производит детали с использованием электрических логических схем для выполнения программных инструкций, перфорированных на бумаге или майларовой ленте. NC был предшественником CNC. NC был предшественником CNC. |
| разомкнутый контур | Тип системы управления, которая использует только входной сигнал для активации выхода.Автоматическая обратная связь для настройки процесса отсутствует, поэтому настройки должны выполняться оператором вручную. |
| оптический энкодер | Тип устройства обратной связи, которое регистрирует световые отражения в процессе обработки. Затем оптический кодировщик преобразует эти отражения в сигналы обратной связи. |
| оптические датчики | Тип датчика, который определяет присутствие объекта с помощью луча света.Оптические датчики используются оптическими энкодерами. |
| происхождение | Фиксированная центральная точка в системе координат. Начало координат имеет нулевое числовое значение. |
| бумажная лента | Способ передачи программ на машины с числовым программным управлением. Программу, записанную на бумажной ленте, приходилось перематывать после каждого использования. |
| программа детали | Серия буквенно-цифровых команд, используемых станком с ЧПУ для выполнения необходимой последовательности операций для обработки конкретной заготовки. В ЧПУ можно одновременно сохранить несколько программ обработки деталей. |
| двухточечное позиционирование | PTP. Тип системы управления ЧПУ, при котором резка не происходит во время перемещения инструмента из одного положения в другое. Системы PTP обычно разомкнутые. Тип системы управления ЧПУ, при котором резка не происходит во время перемещения инструмента из одного положения в другое. Системы PTP обычно разомкнутые. |
| пробивные прессы | Станок с неподвижным основанием и верхним рычагом, который перемещается вдоль вертикальной оси для резки, гибки или формования листового металла. Пробивные прессы часто используют компьютерные числовые данные для управления движениями машины. |
| пробивка | Операция резки, при которой в листовом металле образуется открытое отверстие путем отделения внутренней части. Пробивку можно производить с помощью пробивного пресса. |
| линейка правая | Краткий справочник, в котором рука показывает расположение декартовых осей.Правило правой руки вытягивает большой и указательный пальцы в форме буквы «L» и средний палец вверх, чтобы обозначить три оси. |
| роботы | Автоматизированные технологии для помощи или замены людей. Роботы могут использоваться в производственных средах, которые являются опасными или недоступными для рабочих. |
| поворотный резольвер | Тип устройства обратной связи, регистрирующего вращение ШВП станка с ЧПУ.Затем поворотный резольвер отправляет электронные сигналы обратно в ЧПУ, чтобы указать положение или скорость. |
| оси вращения | Каждая из трех воображаемых окружностей, описывающих вращение вокруг линейной оси.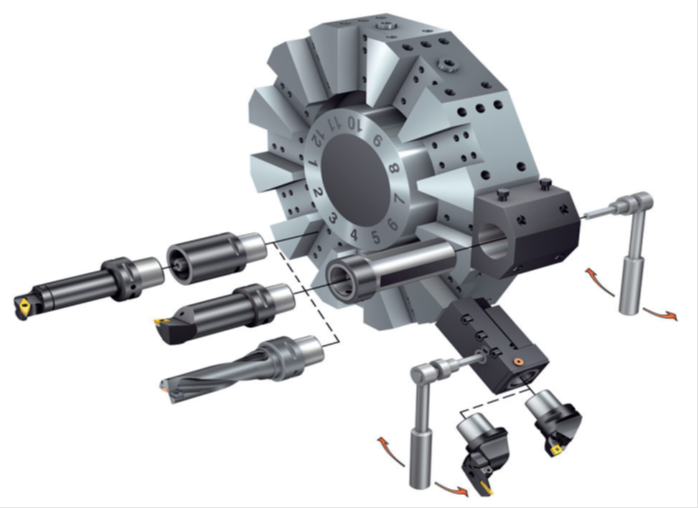 Ось A вращается вокруг оси X, ось B вращается вокруг оси Y, а ось C вращается вокруг оси Z. Ось A вращается вокруг оси X, ось B вращается вокруг оси Y, а ось C вращается вокруг оси Z. |
| RS232 | Стандартный последовательный двоичный кабель, используемый для передачи данных между двумя или более жесткими дисками.Система ЧПУ может отправлять и получать программы обработки деталей с помощью стандартных соединительных кабелей RS232. |
| сервер | Физический компьютер, который обменивается информацией с другими компьютерами в своей сети. Сервер для сети станков с ЧПУ будет совместно использовать программы обработки деталей. |
| сервомеханизм | Сервопривод.Специальный серводвигатель, используемый в станках с ЧПУ с обратной связью, который регулирует положение обработки на основе обратной связи. Сервоприводы работают от электричества или гидравлики. |
| серводвигатель | Двигатель в станке с ЧПУ, приводящий в движение движение станка. Серводвигатель вращает ШВП, заставляя перемещаться стол фрезы или салазки токарного станка. |
| сигнал | Сообщение, отправленное в электронном виде.Система с обратной связью сигнализирует двигателю о перемещении, а система с обратной связью сигнализирует двигателю о запуске и корректировке своего положения на основе сигнала обратной связи. |
| программное | Машинные программы и инструкции, управляющие функциями и операциями компьютерного оборудования. Программное обеспечение ЧПУ включает программу обработки детали или постоянный цикл. |
| скорость | Скорость вращения шпинделя станка.Скорость шпинделя влияет на то, как быстро режущий инструмент или заготовка перемещается в точке контакта. |
| штамповка | Процесс металлообработки, включающий формование или разделение листового металла на части с помощью штампов и пуансонов. Штамповка может производиться на пробивном прессе. |
| шаговый двигатель | Серводвигатель, который генерирует шаги из электронных импульсов, которые перемещают инструмент и рабочий стол.Шаговые двигатели используются в системах без обратной связи. |
| траектория | Серия программных кадров, описывающих движение отдельного режущего инструмента. Траектории постоянных циклов оцениваются с использованием пробных прогонов. |
| токарный центр | Сложный токарный станок с ЧПУ, который также может выполнять множество операций сверления и фрезерования в одном месте.Токарные центры обычно используют систему непрерывного управления траекторией. |
| турель | Деталь токарного станка, вмещающая несколько режущих инструментов. Револьверы вращаются, чтобы поместить инструменты в положение резания. |
| пресс револьверный пробивной | Пробивной пресс с ЧПУ с открытой рамой и револьверной головкой, содержащей несколько пуансонов. Револьверный пресс используется для выполнения различных операций штамповки и резки. Револьверный пресс используется для выполнения различных операций штамповки и резки. |
| Универсальная последовательная шина | USB. Маленькая портативная карта памяти, на которой можно хранить данные. Станки с ЧПУ могут использовать USB-накопители для хранения программ обработки деталей. |
| слов | Пара адреса и числового значения.ЧПУ использует слова для управления движением станка. |
| заготовка | Деталь, которая находится в процессе производства. Заготовка может быть законченным продуктом сама по себе или одним компонентом продукта, состоящего из многих частей. |
| рабочий стол | Компонент фрезерного станка с ЧПУ, который поддерживает заготовку и любые зажимные приспособления во время обработки.Рабочий стол может оставаться неподвижным или перемещаться. |
| Ось X | Линейная ось, представляющая положения координат вдоль линии, параллельной самому длинному краю рабочего стола. Ось X обычно проходит слева направо. |
| Ось Y | Линейная ось, представляющая позиции координат вдоль линии, параллельной самому короткому краю рабочего стола.Ось Y обычно проходит вперед и назад. |
| Ось Z | Линейная ось, представляющая положения координат вдоль линии, параллельной шпинделю и перпендикулярной рабочему столу. Ось Z обычно проходит вверх и вниз. |
Инструмент для 3D-печати для обработки с ЧПУ: The Cool Parts Show S3E1
Является ли аддитивное производство (AM) дополнением к обработке с числовым программным управлением (ЧПУ), используемой для «субтрактивного» производства, или оно является конкурентом? Ответ: И то и другое, как демонстрирует режущий инструмент от Guhring.Инструмент представляет собой концевую фрезу для точной резки металла. Подобные инструменты, которые используются для механической обработки, обычно также производятся с по . Однако для изготовления этой концевой фрезы использовалась 3D-печать металлом, потому что такой выбор делает обработку лучше. С помощью 3D-печати контурные внутренние каналы могут быть встроены в прочный инструмент для более эффективной подачи охлаждающей жидкости.
В этом выпуске The Cool Parts Show мы исследуем совпадение аддитивного производства и механической обработки.Мы также покидаем студию, чтобы посетить механический цех, где мы тестируем этот 3D-печатный инструмент. | Сезон 3 шоу Cool Parts Show, представленный вам компанией Carpenter Additive.
The Cool Parts Show – это серия видео от компании Additive Manufacturing Media, в которой рассказывается, что, как и почему необычные детали, напечатанные на 3D-принтере. Смотрите больше здесь.
Есть крутая деталь, которой можно поделиться? Напишите нам.
Связанные ресурсы
Выписка
Питер Зелински, Аддитивное производство
Аддитивное производство, субтрактивное производство: они идут вместе? Они соревнуются? Мы собираемся поговорить о механической обработке в этом эпизоде The Cool Parts Show .
Стефани Хендриксон, Аддитивное производство
Сезон 3 из The Cool Parts Show представляет вам компания Carpenter Additive. Центр новых технологий компании в Афинах, штат Алабама, представляет собой комплексное производственное предприятие по аддитивному производству, которое под одной крышей предлагает все, от разработки материалов до постобработки, и готово помочь вам с вашей следующей работой по 3D-печати металла. Проверьте их на CarpenterAdditive.com А теперь вернемся к шоу.
Петер Зелински
Я Пит Зелински.
Стефани Хендриксон
Я Стефани Хендриксон.
Петер Зелински
Мы с AdditiveManufacturing.media.
Стефани Хендриксон
А это The Cool Parts Show , наша выставка, посвященная крутым, уникальным и странным деталям, напечатанным на 3D-принтере.
Петер Зелински
Это 3 сезон сериала The Cool Parts Show .Мы начинаем новый сезон. Стефани, мне кажется, чтобы добраться сюда, потребовалось много времени.
Стефани Хендриксон
Знаете, вроде как, как будто прошло много времени с тех пор, как у нас был регулярный чемпионат. Но тем временем мы снимали много эпизодов, посвященных вещам, связанным с пандемией коронавируса, проверяя прошлые темы шоу. Но теперь мы как бы возвращаемся к тому моменту, когда мы чувствуем себя обычным делом.
Петер Зелински
Ага, вернемся к крутым деталям.
Стефани Хендриксон
Хорошо, Пит. Я просто сказал, что это наша выставка о деталях, напечатанных на 3D-принтере. Но мне кажется, что вы принесли нам что-то из мира субтрактивного производства и другой своей работы, потому что мне это кажется каким-то режущим инструментом для механической обработки. Итак, для нашей аудитории, которая может не знать, помимо того, что я провел The Cool Parts Show и был главным редактором Additive Manufacturing , мой соведущий Пит также является главным редактором Modern Machine Shop , который является родственное издание, посвященное металлообработке и обработке с ЧПУ.
Петер Зелински
Современный механический цех , все о механообработке. На самом деле именно так я впервые встретил Стефани, которая начинала стажером в Modern Machine Shop . Так что да, сегодня мы поговорим о механической обработке.
Стефани Хендриксон
Хорошо, прежде чем мы зайдем слишком далеко в этот эпизод, может быть, просто кратко излагаем, что такое обработка?
Петер Зелински
Ага.Механическая обработка в некотором роде противоположна 3D-печати. В 3D-печати вы создаете деталь с нуля, создавая форму слоями. При механической обработке вы начинаете с большей формы и изготавливаете деталь путем точного выреза до нужной формы. Традиционно он предлагал наиболее эффективный способ получить небольшую партию деталей из небольшого количества точных деталей. 3D-печать теперь иногда предлагает более быстрый способ получить небольшое количество деталей.
Стефани Хендриксон
Итак, вы описываете два принципиально разных способа получения детали или получения небольшого количества деталей, создания или удаления материала.Считаете ли вы, что 3D-печать и машинная обработка конкурируют друг с другом? Они дополняют друг друга? Какие у них отношения?
Петер Зелински
Итак, на оба эти вопроса ответ положительный, и это то, что показывает эта часть. Об этом мы и поговорим сегодня. Это инструмент для резки при механической обработке, это концевая фреза. Таким образом, этот резак будет быстро вращаться внутри обрабатывающего центра и использоваться для очень быстрого выполнения множества точных резов от металлической заготовки.Это было сделано с помощью 3D-печати, не обычным способом, как это было сделано, а тем, как это было сделано. В частности, корпус инструмента был изготовлен методом 3D-печати, он сделан из инструментальной стали h23. Режущие кромки что-то другое, это поликристаллический алмаз, PCD, они были добавлены позже. Но ценность 3D-печати этого инструмента, по крайней мере, его часть – это каналы охлаждения. Через этот инструмент проходят каналы для СОЖ. А свобода управления внутренней геометрией за счет аддитивного производства позволяет формировать эти каналы и располагать их именно там, где производитель режущего инструмента хочет их видеть.Так что это более эффективная концевая фреза. Это концевая фреза с лучшими характеристиками для фрезерования алюминия, для которой она была разработана. В этом смысле 3D-печать дополняет механическую обработку, но в другом смысле 3D-печать конкурирует с механической обработкой, потому что обработка – это способ изготовления этого инструмента в прошлом. Теперь это было сделано аддитивно.
Но ценность 3D-печати этого инструмента, по крайней мере, его часть – это каналы охлаждения. Через этот инструмент проходят каналы для СОЖ. А свобода управления внутренней геометрией за счет аддитивного производства позволяет формировать эти каналы и располагать их именно там, где производитель режущего инструмента хочет их видеть.Так что это более эффективная концевая фреза. Это концевая фреза с лучшими характеристиками для фрезерования алюминия, для которой она была разработана. В этом смысле 3D-печать дополняет механическую обработку, но в другом смысле 3D-печать конкурирует с механической обработкой, потому что обработка – это способ изготовления этого инструмента в прошлом. Теперь это было сделано аддитивно.
Стефани Хендриксон
Хорошо, так что здесь есть над чем покопаться. Но одна вещь, которую вы сказали, было интересной: это концевая фреза, но это не просто концевая фреза, через которую проходят каналы охлаждения.Можете ли вы рассказать, зачем вам проделывать отверстия в режущем инструменте?
Петер Зелински
Конечно, конечно. Таким образом, при обработке часто используется смазочно-охлаждающая жидкость, смазочно-охлаждающая жидкость, подаваемая под высоким давлением, и она служит множеству целей. Это называется охлаждающей жидкостью, и в большинстве случаев она охлаждает режущую кромку, предотвращая нагрев режущей кромки для лучшего качества резки, но, кроме того, охлаждающая жидкость, охлаждающая жидкость, также удаляет стружку.Металлическая стружка, удаляемая фрезерованием, может помешать фрезерованию, если она прилипнет к инструменту или останется в разрезе. Таким образом, охлаждающая жидкость, подаваемая под высоким давлением, может их смыть. Часто охлаждающая жидкость и смазочно-охлаждающая жидкость подается через сопло, которое находится вне процесса и направлено на инструмент. Но если этот инструмент закопан в металл, возможно, эта жидкость не достигает его эффективно. Таким образом, альтернативой является шпиндель, который так быстро вращается внутри станка. Возможно, этот шпиндель устроен так, что через него проходит канал для смазочно-охлаждающей жидкости. А затем продолжайте движение прямо через этот инструмент, у которого есть собственный порт в корпусе инструмента, чтобы подавать эту смазочно-охлаждающую жидкость не извне, а через инструмент, и поэтому она выстреливает прямо возле режущей кромки. Охлаждает и сдувает металлическую стружку. Проблема, однако, в том, как это сделать через канал охлаждающей жидкости для инструмента? Ну сверлишь. Вы просверливаете прямую линию таким образом, вы просверливаете прямую линию со стороны, которую вы надеетесь, что они встретятся.Вы можете получить очень мало контроля над каналом смазочно-охлаждающей жидкости. 3D-печать, конечно же, вы можете иметь любую форму, какую хотите, в любом положении. Установите эти каналы для жидкости именно там, где вы хотите, чтобы они доставляли жидкость именно так, как вы хотите.
Возможно, этот шпиндель устроен так, что через него проходит канал для смазочно-охлаждающей жидкости. А затем продолжайте движение прямо через этот инструмент, у которого есть собственный порт в корпусе инструмента, чтобы подавать эту смазочно-охлаждающую жидкость не извне, а через инструмент, и поэтому она выстреливает прямо возле режущей кромки. Охлаждает и сдувает металлическую стружку. Проблема, однако, в том, как это сделать через канал охлаждающей жидкости для инструмента? Ну сверлишь. Вы просверливаете прямую линию таким образом, вы просверливаете прямую линию со стороны, которую вы надеетесь, что они встретятся.Вы можете получить очень мало контроля над каналом смазочно-охлаждающей жидкости. 3D-печать, конечно же, вы можете иметь любую форму, какую хотите, в любом положении. Установите эти каналы для жидкости именно там, где вы хотите, чтобы они доставляли жидкость именно так, как вы хотите.
Стефани Хендриксон
Хорошо, хватит разговоров о механической обработке, а пока перейдем к 3D-печати. Кто сделал этот инструмент?
Петер Зелински
Guhring, производитель режущего инструмента со штаб-квартирой в Германии, но у них есть представительства по всему миру.Этот инструмент на самом деле создал Guhring из Великобритании.
Стефани Хендриксон
А какой был процесс печати?
Петер Зелински
Разновидность разновидности FDM или изготовления плавленых волокон, FFF. Это было сделано на машине Markforged Metal X, которая представляет собой металлический 3D-принтер, который использует полимерную нить, несущую металлический порошок как способ создания формы детали. В процессе производства получается увеличенная версия детали, а затем в процессе спекания полимерный материал расплавляется.И форма сжимается до точной твердой металлической формы, которую производит этот процесс.
Стефани Хендриксон
Хорошо, но ранее вы сказали, что у этого инструмента есть режущие пластины PCD. Значит, процесс – это нечто большее, чем просто 3D-печать, верно?
Значит, процесс – это нечто большее, чем просто 3D-печать, верно?
Петер Зелински
Так что верно. Так что да, чтобы поговорить о процессе в целом, я позволю Герингу взять его на себя. Итак, вот Алан Пирс, супервайзер PCD.
Алан Пирс, Геринг
После того, как инструмент напечатан на Metal X, это называется зеленой частью.Следующим шагом будет удаление первичного переплета или воска с материала. Это делается с помощью процесса стирки и сушки. После того, как деталь высохнет, она называется коричневой. На данном этапе это очень деликатно. Затем помещаем деталь в агломерат. В настоящее время эта часть увеличена на 20%. Этот процесс превращает партию в плотный металл и правильного размера за счет усадки, готовую к заключительным операциям. Когда у нас есть корпус инструмента, мы можем теперь закрепить сегменты в гнездах, отшлифовать наш хвостовик до допуска h6 и, наконец, соединить сегменты PCD с требуемым диаметром резания.
Петер Зелински
Так Алан описал усадку деталей во время спекания. И у меня прямо здесь есть предварительно спеченная зеленая форма, вы можете видеть, насколько она больше.
Стефани Хендриксон
Это довольно круто. Это довольно большая разница.
Петер Зелински
Это так, и это показывает, насколько контролируема и предсказуема усадка. Настолько предсказуемо, что они знают, что в итоге получат именно эту твердую металлическую деталь.
Стефани Хендриксон
Хорошо, мы поговорили о том, что делает этот инструмент. Мы говорили о том, как это было сделано, но я думаю, что сейчас мой главный вопрос: почему? Вы знаете, что Guhring – это инструментальная компания, у них есть другие способы изготовления инструментов. Почему 3D-печать?
Петер Зелински
Таким образом, компания Guhring долгое время успешно изготавливала такие режущие инструменты без 3D-печати. Почему 3D-печать? Причин много. Один из них – время выполнения заказа. Итак, с 3D-печатью нужно меньше шагов.Форма корпуса инструмента по существу сделана, очень близка к форме, полученной после процесса 3D-печати. Таким образом, можно быстрее доставить инструменты клиенту. Способ делать небольшие количества. Верно? Итак, этот инструмент, алмазная режущая кромка, режет алюминий, он прослужит долго, и пользователь может не заказывать так много. Таким образом, 3D-печать предлагает рентабельный способ делать небольшие партии, особенно если это небольшие партии инструментов необычной конструкции, от которых они могут не получить еще один заказ. Кроме того, есть описанные нами каналы охлаждения.Возможность управлять внутренней геометрией до такой степени, что эти каналы, по которым подается смазочно-охлаждающая жидкость, имеют именно такую, только правильную форму, как раз в нужном месте по отношению к режущим кромкам. Но, вы знаете, мы изначально говорили о том, чем аддитив отличается, и о способности начинать с нуля, и вы знаете, выстраивать форму изнутри. Здесь происходит нечто большее, чем просто каналы охлаждения. Благодаря возможности изготовить деталь таким образом, этот инструмент на самом деле легче, чем был бы, если бы он был изготовлен традиционным способом, благодаря 3D-печати.И снова Алан Пирс, который еще немного расскажет, почему это так.
Почему 3D-печать? Причин много. Один из них – время выполнения заказа. Итак, с 3D-печатью нужно меньше шагов.Форма корпуса инструмента по существу сделана, очень близка к форме, полученной после процесса 3D-печати. Таким образом, можно быстрее доставить инструменты клиенту. Способ делать небольшие количества. Верно? Итак, этот инструмент, алмазная режущая кромка, режет алюминий, он прослужит долго, и пользователь может не заказывать так много. Таким образом, 3D-печать предлагает рентабельный способ делать небольшие партии, особенно если это небольшие партии инструментов необычной конструкции, от которых они могут не получить еще один заказ. Кроме того, есть описанные нами каналы охлаждения.Возможность управлять внутренней геометрией до такой степени, что эти каналы, по которым подается смазочно-охлаждающая жидкость, имеют именно такую, только правильную форму, как раз в нужном месте по отношению к режущим кромкам. Но, вы знаете, мы изначально говорили о том, чем аддитив отличается, и о способности начинать с нуля, и вы знаете, выстраивать форму изнутри. Здесь происходит нечто большее, чем просто каналы охлаждения. Благодаря возможности изготовить деталь таким образом, этот инструмент на самом деле легче, чем был бы, если бы он был изготовлен традиционным способом, благодаря 3D-печати.И снова Алан Пирс, который еще немного расскажет, почему это так.
Алан Пирс
При сравнении инструментов, созданных с помощью 3D-печати, с обычными инструментами, мы обнаружили, что они работали одинаково, когда мы запускали их друг за другом для испытаний. Основным преимуществом 3D-печатного инструмента был вес. Наш печатный инструмент в держателе был на 30% легче из-за треугольной структуры заполнения, полученной при печати. Легкий вес инструмента является большим преимуществом при использовании на станке для смены инструмента.Когда он напечатан, мы можем изменить фактический внешний слой. У вас может быть что угодно от полмиллиона до двух милов. Таким образом, мы даем внешнему слою максимум двух мил, но тогда заполнение будет треугольным, сотами, треугольными сотами, и именно здесь вы получите легкость.
Таким образом, мы даем внешнему слою максимум двух мил, но тогда заполнение будет треугольным, сотами, треугольными сотами, и именно здесь вы получите легкость.
Стефани Хендриксон
Хорошо, так что я должен передать вам это оказалось довольно крутой деталью, даже если она вышла из мира механической обработки. И я думаю, что у меня почти есть этот, но еще один вопрос.Будет ли это мельница?
Петер Зелински
Хороший вопрос. Знаешь что, я знаю одного парня.
Петер Зелински
Мы находимся в мастерской Dan’s Custom Machining по механической обработке в Вильямсбурге, штат Огайо. Дэн. Стефани.
Стефани Хендриксон
Приятно познакомиться.
Дэн Донаворт, Dan’s Custom Machining
Приятно познакомиться.
Петер Зелински
Так вы фрезеровали этим инструментом?
Дэн Донаворт
Ага.
Петер Зелински
Как это сделали?
Дэн Донаворт
Отлично.
Петер Зелински
Итак, можем ли мы сейчас увидеть немного механической обработки?
Дэн Донаворт
Ага, пошли.
Петер Зелински
Итак, Дэн, мы фрезеруем на вертикальном обрабатывающем центре. Что это за машина?
Дэн Донаворт
Это Hurco VMX42i.
Петер Зелински
Каковы параметры резки?
Дэн Донаворт
Мы режем этот инструмент со скоростью 1640 футов на поверхность в минуту, что дает 10 610 об / мин, а скорость подачи составляет 6 тысячных долей на зуб-фут, что составляет 188 дюймов в минуту.
Петер Зелински
Это алюминий, правда?
Дэн Донаворт
Это алюминий 6061, глубина пропила 590 тысячных, ширина – 59 тысячных.
Петер Зелински
Спасибо. Так знали бы вы, что это напечатано на 3D-принтере?
Дэн Донаворт
Нет, я бы никогда не смог сказать.
Стефани Хендриксон
Чем резка этим инструментом по сравнению с резкой обычным инструментом со сквозной подачей СОЖ?
Дэн Донаворт
Производительность и скорость, которых нам удалось достичь, почти идентичны, если не те же, что и у цельного твердосплавного инструмента.
Петер Зелински
Спасибо, Дэн.
Дэн Донаворт
Нет проблем. Спасибо.
Стефани Хендриксон
Итак, подтверждено, что режущий инструмент для 3D-печати будет резать алюминий. Так что я думаю, что готов резюмировать это.
Петер Зелински
Хорошо.
Стефани Хендриксон
Это концевая фреза, напечатанная на 3D-принтере, со вставками из PCD.3D напечатанный Guhring в Великобритании с использованием процесса Metal X от Markforged. Этот конкретный режущий инструмент имеет проходные каналы для охлаждающей жидкости, которые помогают охлаждать и удалять стружку при резке. Кроме того, он имеет наполнитель, который делает его на 30% легче, чем аналогичный инструмент. И да, это мельницы.
Петер Зелински
Хорошо, думаю, хватит. Это обертка. Спасибо за просмотр шоу Cool Parts. Спасибо, что присоединились к нам в начале третьего сезона. Режущие инструменты, напечатанные на 3D-принтере, это вещь.Если вы хотите узнать больше о других примерах подобных инструментов, см. Ссылку в наших примечаниях к выставке. См. Примечания к выставке, чтобы узнать больше о взаимодействии между аддитивным производством и механической обработкой, а третий сезон только начинается. У нас есть еще много интересных моментов, о которых мы хотим с вами поговорить.