Терминология сварочная, все о сварке
Сварочный аппарат представляет собой производственное или бытовое электрооборудование для создания соединений из металлов. Современные бытовые сварочные аппараты отличаются небольшим весом, компактными габаритами и могут быть подключены к стационарной сети с напряжением в 220 В, имеющейся практически в любом помещении. Производственные сварочные агрегаты имеют большие габариты и мощность, они предназначены для промышленной сварки и ежедневной работы.
В то же время бытовой сварочный аппарат не предназначен для постоянной и непрерывной работы – это приведет к его выходу из строя. Именно поэтому важно контролировать длительность использования такого оборудования. При этом не менее важно время от времени запускать сварочный аппарат – это позволит избежать снижения работоспособности отдельных элементов. Эту процедуру достаточно проводить раз в три месяца.
Сегодня на рынке сварочное оборудование представлено в широком ассортименте. Большой популярностью пользуются сварочные инверторы, которые имеют небольшой вес и габариты, включаются в общую электросеть, имеют заземление на корпус. Такие аппараты вырабатывают постоянный ток, который не зависит от качества электродуги, но при этом они более чувствительны к падению напряжения в сети, нежели обычное сварочное оборудование.
Большой популярностью пользуются сварочные инверторы, которые имеют небольшой вес и габариты, включаются в общую электросеть, имеют заземление на корпус. Такие аппараты вырабатывают постоянный ток, который не зависит от качества электродуги, но при этом они более чувствительны к падению напряжения в сети, нежели обычное сварочное оборудование.
Сварочное оборудование, машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой сварочного оборудования для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок — линией.
Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки. К сварочному оборудованию относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика сварочного оборудования определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка). Подробнее здесь…
Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика сварочного оборудования определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка). Подробнее здесь…
Сварочный пост — участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки. Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты.
п. организуют передвижные посты.
Сварочные аппараты и машины. В сварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги в процессе сварки. Для выполнения сварки применяют источники питания, которые имеют удобную, плавную или ступенчатую регулировку и удовлетворяют общим требованиям для электрических машин и аппаратов. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке — газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа).
Сварочный трансформатор – это аппарат, преобразующий переменное напряжение сети в переменное напряжение для сварки (как правило, понижает переменное напряжение до значения менее 141 В). При дуговой сварке применяют механические и электрические способы регулирования напряжения. При механическом регулировании изменяют, например, расстояние между первичными и вторичными обмотками. Электрическое регулирование осуществляют изменением токов управления в дополнительных обмотках, расположенных на верхнем и среднем ярме трансформатора. При этом вторичная обмотка разделена на две части (a и b), одна из которых (b) расположена в верхнем окне трансформатора. При одном и том же коэффициенте трансформации такой трансформатор может иметь различные значения напряжения холостого хода, что необходимо при настройке режима сварки. Для контактной электросварки применяют сварочные трансформаторы с минимальным сопротивлением короткого замыкания. Их вторичная обмотка имеет обычно 1 или 2 витка. Изменение вторичного напряжения достигается переключением части витков первичной обмотки.
При дуговой сварке применяют механические и электрические способы регулирования напряжения. При механическом регулировании изменяют, например, расстояние между первичными и вторичными обмотками. Электрическое регулирование осуществляют изменением токов управления в дополнительных обмотках, расположенных на верхнем и среднем ярме трансформатора. При этом вторичная обмотка разделена на две части (a и b), одна из которых (b) расположена в верхнем окне трансформатора. При одном и том же коэффициенте трансформации такой трансформатор может иметь различные значения напряжения холостого хода, что необходимо при настройке режима сварки. Для контактной электросварки применяют сварочные трансформаторы с минимальным сопротивлением короткого замыкания. Их вторичная обмотка имеет обычно 1 или 2 витка. Изменение вторичного напряжения достигается переключением части витков первичной обмотки.
Сварочный выпрямитель — преобразователь переменного напряжения питающей сети в постоянное, имеющий падающую, жёсткую или регулируемую внешнюю характеристику. Выпрямитель состоит из трансформатора, блока, полупроводниковых вентилей, системы автоматического управления, дросселя электрического, коммутационной аппаратуры. Регулирование преобразователей осуществляется трансформаторами или управляемыми вентилями.
Сварочный автомат для дуговой сварки — комплекс механизмов и приборов , с помощью которых осуществляется механизация процесса выполнения сварного соединения: подача электродной проволоки, зажигание сварочной дуги, поддержание заданного режима сварки и прекращение процесса. В таких установках используют головки с независимой скоростью подачи проволоки, в которых поддержание дугового процесса основано на саморегулировании дуги, и с автоматическим регулированием скорости подачи проволоки в зависимости от напряжения дуги.
Сварочный полуавтомат, или шланговый полуавтомат — аппарат для дуговой сварки, в котором механизирована подача электродной проволоки, а перемещение горелки вдоль свариваемых кромок осуществляется вручную. Имеются полуавтоматы для сварки неплавящимся электродом с механизированной подачей присадочной проволоки, которая проталкивается через гибкий направляющий шланг или подаётся с катушки механизмом, встроенным в горелку. Сварочными полуавтоматами осуществляют сварку в защитных газах, сварку открытой дугой и сварку под флюсом. Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по которому в зону горения дуги подаётся электродная проволока и подводятся сварочный ток, флюс и защитный газ. Часть сварочного аппарата (автомата, полуавтомата), обеспечивающая подвод электрического тока к электроду и газа в зону дуги, или устройство, применяемое при газовой сварке для регулирования сварочного пламени, называется сварочной горелкой.
Имеются полуавтоматы для сварки неплавящимся электродом с механизированной подачей присадочной проволоки, которая проталкивается через гибкий направляющий шланг или подаётся с катушки механизмом, встроенным в горелку. Сварочными полуавтоматами осуществляют сварку в защитных газах, сварку открытой дугой и сварку под флюсом. Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по которому в зону горения дуги подаётся электродная проволока и подводятся сварочный ток, флюс и защитный газ. Часть сварочного аппарата (автомата, полуавтомата), обеспечивающая подвод электрического тока к электроду и газа в зону дуги, или устройство, применяемое при газовой сварке для регулирования сварочного пламени, называется сварочной горелкой.
Инструмент сварщика: электродержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щётки, шлифовальные машины и др. ), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.).
), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.).
необходимое оборудование, устройство и организация
В технической литературе или производственной документации можно встретить выражение «сварочный пост». Это специально оборудованное место сварщика, которое имеет все необходимое для безопасного и правильного выполнения сварочных работ. К сварочным постам предъявляются требования по электро- и пожаробезопасности, есть перечень необходимого оборудования и нормы по габаритам. Рассмотрим, как должен комплектоваться сварочный пост, какие виды постов бывают, какие технические регламенты на них распространяются.
- Что такое сварочный пост
- Комплектация сварочного поста
- Варианты обустройства рабочего места
- Виды сварочных постов
- Рабочий стол сварщика
- Оборудование сварочного поста
- Требования к сварочному посту
Что такое сварочный пост
Под сварочным постом подразумевается своего рода «кабинет сварщика».
Окружающие материалы должны выдерживать температуру электрической дуги 5500 градусов, не поддаваться воздействию искр, раскаленного шлака, ультрафиолетового излучения. Сам сварщик и окружающие должны быть защищены от поражения электрическим током, ярким светом, воздействия отравляющих газов и повышенной температуры.
На сварочном посту должен быть необходимый инструмент, обеспечивающий быстрое и правильное выполнение работы. Сюда включается подготовка деталей к сварке, наложение шва, последующая зачистка или шлифовка. Организация сварочного поста на производстве, заводе или в полевых условиях значительно повышает производительность и уровень безопасности. Это гораздо эффективнее, чем когда сварщик варит просто на полу или земле.
Оборудование сварочного поста
В основную комплектацию сварочного поста входят:- Источник сварочного тока для электродуговой сварки металлов.
 Это может быть инвертор MMA, полуавтомат MIG/MAG, выпрямитель или трансформатор.
Это может быть инвертор MMA, полуавтомат MIG/MAG, выпрямитель или трансформатор. - Сетевой провод, проложенный в защитном коробе для предотвращения повреждения изоляции.
- Сварочные кабели, передающие плюс и минус от аппарата к изделию и горелке/электрододержателю.
- Газовые резаки и горелки для газопламенной резки и сварки.
- Сварочный стол, на котором располагаются изделия и к которому подключается масса.
- Инструменты и приспособления, необходимые для выполнения конкретной работы. К ним относятся: молоток, шлакоотделитель, шлифовальная машина, струбцины, щетка по металлу, рулетка. Могут быть различные подставки с роликами для беспрерывной сварки цилиндрических изделий, фланцев и пр.
- Средства индивидуальной защиты. Обязательно наличие сварочной маски, рукавиц, головного убора, термоустойчивого костюма, обуви.
- Печка для просушки электродов, где бы восстанавливались защитные свойства обмазки.
- Вытяжка с принудительным отсосом выходящего во время сварки дыма.
 Это может быть инвертор MMA, полуавтомат MIG/MAG, выпрямитель или трансформатор.
Это может быть инвертор MMA, полуавтомат MIG/MAG, выпрямитель или трансформатор.
Сварочный пост должен быть хорошо освещен. Желательно, чтобы натуральное освещение дополнялось искусственным. Тогда в дневное время получится экономить электроэнергию, а в вечернее время сварщику будет хорошо видно детали. Обязательно нужно позаботиться о заземлении, чтобы в случае пробоя, ток ушел в землю, и не произошло поражения человека. В качестве дополнительной защитной меры предусматривают резиновый коврик под ноги сварщику. Только вид резины должен быть устойчив к повышенным температурам.
Если сварочный пост устанавливается на улице, потребуется навес для защиты сварщика и оборудования от дождя. Зато вытяжку в таком случае можно не устанавливать, поскольку выделяющиеся газы будут удаляться естественным путем, поднимаясь вверх.
Варианты обустройства рабочего места
В зависимости от финансовых возможностей и условий на конкретном производстве, а также исходя из специфики работы сварочный пост можно оборудовать по-разному. Например, ограждающие стенки могут быть выполнены из оцинкованного металла, несгораемого шифера или быть мягкими – из брезента с дополнительной пропиткой. Главная цель перегородок – защищать окружающих от искр, яркого света и ультрафиолета, и при этом не возгораться.
Например, ограждающие стенки могут быть выполнены из оцинкованного металла, несгораемого шифера или быть мягкими – из брезента с дополнительной пропиткой. Главная цель перегородок – защищать окружающих от искр, яркого света и ультрафиолета, и при этом не возгораться.
Инструмент и приспособления можно расположить на стеллаже, установленном рядом со сварочным столом. Или небольшой настенный стеллаж можно предусмотреть над самим столом, чтобы сварщику было удобно быстро брать и класть предметы. Альтернативный вариант – сделать полочку под столешницей. Если часто приходится варить крупные предметы, сварщику лучше работать стоя, чтобы быстро перемещаться по посту. Для сварки мелочевки удобнее сидеть – сохраняется упор на руки, что повышает точность движений во время наложения шва. Тогда на рабочем месте предусматривают металлический стул с несгораемой накладкой.
Вид вытяжки вредных газов тоже может быть разным. Над небольшим столом практично установить «грибок», который будет всасывать любой дым, поднимающийся над всей поверхностью столешницы. Если сварочный стол большой, лучше использовать вытяжку со сгибающимися коленами. Тогда сварщик сможет настраивать ее на любое место сварки для эффективного отвода дыма.
Если сварочный стол большой, лучше использовать вытяжку со сгибающимися коленами. Тогда сварщик сможет настраивать ее на любое место сварки для эффективного отвода дыма.
Когда сварочный пост большой и длины кабеля не хватает, чтобы выполнить сварку крупного изделия, предусматривают тележку для перевозки сварочного аппарата по месту. Оборудование всегда располагается на ней, чтобы перестановка инвертора занимала считанные секунды.
Если часто задействуется аргоновая сварка вольфрамовыми электродами, потребуется приспособление для заточки. Удаленное расположение такого приспособления будет отнимать дополнительное время у сварщика. При сварке покрытыми электродами нужен «колчан» для новых электродов и банка для сбора огарков. Иначе они неизбежно окажутся вплавленными в подошву ботинок. Не лишним будет наличие в сварочном посте тисков, чтобы зажимать детали в нужном пространственном положении для удобства сварки. Когда часто варят крупные изделия с нескольких сторон, пригождается сварочный кондуктор, обеспечивающий закрепление и переворот деталей.
Допускается совмещение двух сварочных постов, где будут одновременно трудиться два сварщика. Они располагаются спиной друг ко другу, чтобы не слепить светом дуги. Между ними натягивается несгораемая штора. У каждого свой сварочный аппарат, стол и вытяжка, а набор инструментов может быть общим (устанавливается посередине между столами для легкого доступа обоих сотрудников).
Виды сварочных постов
Существует несколько видов сварочных постов. Они бывают стационарными и передвижными, а также газовыми. Вот основные отличия таких разновидностей.
Стационарный пост
Оборудуется на предприятии, заводе или в других условиях, где есть потребность в регулярных сварочных работах. В таких случаях навес не нужен, поскольку почти всегда пост находится внутри здания. Обычно площадь стационарного сварочного поста составляет не меньше 3 м², а максимальный размер ничем не ограничен. Это определяют потребности производства и размеры свариваемых конструкций.
Передвижной пост
Необходим в полевых условиях для ремонта сельскохозяйственной техники, строительства, сварки крупногабаритных изделий, которые не помещаются в помещении (например, фермы кровли). Для защиты окружающих от вспышек света устанавливаются щиты. Если идет дождь, потребуется сооружение временного навеса. Если сварка ведется полуавтоматом, то сварочную ванну нужно закрыть от ветра, иначе последний будет сдувать газ, возникнут поры в шве. Для преграждения пути ветру применяются дополнительные щиты без щелей между полом и вертикальной плоскостью.
Сварочные аппараты при этом могут быть компактными, чтобы их было легко переносить. Инструменты и приспособления перевозятся в небольшом ящике. Другой вариант мобильного поста – использование оборудования типа САК. В нем двигатель внутреннего сгорания приводит в движение ротор генератора, который вырабатывает постоянный ток для сварки. Такое оборудование имеет дополнительные отсеки для хранения расходных материалов и инструмента. Альтернатива – сварочный генератор, который весит меньше САКа и компактнее. Возможно изготовление стенда с закрепленным на нем инструменте, чтобы быстро развернуть сварочный пост на новом месте.
Такое оборудование имеет дополнительные отсеки для хранения расходных материалов и инструмента. Альтернатива – сварочный генератор, который весит меньше САКа и компактнее. Возможно изготовление стенда с закрепленным на нем инструменте, чтобы быстро развернуть сварочный пост на новом месте.
Газосварочный пост
При резке или сварке с использованием горючих газов (ацетилена или пропана) организуется газосварочный пост. В нем предусматриваются баллоны с газом и кислородом, поддерживающим горение. Но устанавливать их нужно на расстоянии минимум 10 метров от сварочного стола, чтобы не долетали брызги расплавленного металла. Сварщику необходимо постоянно следить за расположением газовых шланг, иначе они легко продырявятся, соприкоснувшись с раскаленными окалинами. Между самими баллонами допускается расстояние 5 м, а при мобильном газосварочном посте их нередко используют вместе на одной тележке. После работы баллоны устанавливаются в запираемый металлический шкаф.
Рабочий стол сварщика
Габариты рабочего стола на сварочном посту зависят от потребностей производства. Например, для сварки мелких деталей (кронштейны для кондиционеров, мангалы, сейфы), достаточно столешницы 1,2х0,6 м. Изготовление входных металлических дверей и ворот нуждается в больших столах – 2х1,2 м и более. Если предстоит производить большие емкости, возможно пригодится два стола, чтобы раздвигать их под размер бака, а на столешницы устанавливать ролики для легкого вращения конструкции.
Например, для сварки мелких деталей (кронштейны для кондиционеров, мангалы, сейфы), достаточно столешницы 1,2х0,6 м. Изготовление входных металлических дверей и ворот нуждается в больших столах – 2х1,2 м и более. Если предстоит производить большие емкости, возможно пригодится два стола, чтобы раздвигать их под размер бака, а на столешницы устанавливать ролики для легкого вращения конструкции.
Столешница может быть из стали толщиной 2 см или чугуна. Такое сечение необходимо, чтобы плоскость не повело от регулярного нагрева и воздействия тяжелых деталей. В столешнице сварочного стола нужны отверстия для установки прижимающих элементов и струбцин, фиксирующих заготовки. Стол подключается к массе сварочного аппарата. Для инструмента можно предусмотреть выдвижные ящики. Высота стола создается исходя из будущего способа работы сварщиком – сидя или стоя. Под ногами всегда должен быть резиновый коврик. Сварочные столы изготавливаются самостоятельно или продаются готовыми.
Оборудование сварочного поста
Для сварочного поста можно выбрать один или несколько аппаратов в зависимости от выполняемых задач на производстве:
Ручная дуговая сварка MMA
Это могут быть инверторы, выпрямители или трансформаторы. Варят переменным и постоянным током. Используются покрытые плавящиеся электроды. Стержень образует присадочный металл, а обмазка защищает сварочную ванну от воздействия окружающих газов. Самый бюджетный тип оборудования для неответственных процессов. Сварка ведется медленно, каждый шов требуется очищать от шлака.
Полуавтоматическая сварка MIG/MAG
Выполняется при помощи полуавтоматов. В них проволока подается с катушки непрерывно, а сварочная ванна защищается газом (активным или инертным). Аппараты подходят для продолжительной сварки с повышенной производительностью. Позволяют накладывать длинные, непрерывные швы, актуальные для сварки труб большого диаметра, баков, емкостей.
Аргонодуговая сварка TIG
Для этого вида сварки задействуются аргоновые аппараты. Чаще всего сварка ведется на постоянном токе, но есть версии, способные переключаться на переменный ток для сварки алюминия. Дуга горит между неплавящимся вольфрамовым электродом и изделием. Присадочный металл подается второй рукой. Ванна защищается газом из горелки. Оборудование хорошо зарекомендовало себя для аккуратной сварки тонких сталей ответственных изделий.
Чаще всего сварка ведется на постоянном токе, но есть версии, способные переключаться на переменный ток для сварки алюминия. Дуга горит между неплавящимся вольфрамовым электродом и изделием. Присадочный металл подается второй рукой. Ванна защищается газом из горелки. Оборудование хорошо зарекомендовало себя для аккуратной сварки тонких сталей ответственных изделий.
Существуют еще модели 3 в 1, объединяющие возможности вышеописанных аппаратов. Тогда значительно экономится место внутри сварочного поста, а переход на другой способ сварки требует только смены горелки и открытия вентиля на газовом баллоне. Хороший вариант сварочного аппарата 3 в 1 – БАРСВЕЛД Profi MIG-200 DP.
Требования к сварочному посту
Общие требования к сварочным постам сформированы на основании техники безопасности. Они включают в себя следующие моменты:
- Высота стенок кабины должна быть 1,8-2 м, чтобы полноценно закрывать место сварки от ярких вспышек.
- Если сварка ведется не на улице, необходим зазор между полом и стенкой 20-25 см для прохода воздуха.
- Над столом размещается вытяжная система вентиляции.
- Оборудование обязательно заземляется.
- Силовые провода прокладываются в закрытых лотках, чтобы исключить случайное механическое повреждение изоляции.
- Стенки сварочной кабины должны быть окрашены в темный матовый цвет. Он поглощает яркие вспышки и не бликует.
- Пол сварочного поста желательно выполнить из бетона, чтобы он выдерживал нагрузку всего оборудования, металлоконструкций, сварщика.
- Под ногами сварщика необходим резиновый коврик.
- Яркость освещения должна быть минимум 80 люмен, но можно и выше.

Весь сварочный участок должен отключаться одним рубильником. Это необходимо для быстрого обесточивания в аварийных ситуациях.
Индивидуальные требования
Индивидуальные требования формируются на основании особенностей производства и личных предпочтений сварщика. При задействовании газовых баллонов должно быть предусмотрено место для их безопасного хранения, чтобы никто случайно не толкнул их (падение приводит к отбиванию вентиля). Чередование газовой сварки и резки требует наличия ключей для смены резака на горелку. Потребуется большая металлическая урна для сбора обрезков, которые потом пойдут на металлолом. Регулярный розжиг покрытого электрода производится на черновой заготовке, закрепляемой на сварочном столе. Когда кончик прогрет, сварку можно начинать на самом изделии. Такую черновую деталь можно сделать из обрезков толщиной 4-5 мм и размером 10х10 см.
При задействовании газовых баллонов должно быть предусмотрено место для их безопасного хранения, чтобы никто случайно не толкнул их (падение приводит к отбиванию вентиля). Чередование газовой сварки и резки требует наличия ключей для смены резака на горелку. Потребуется большая металлическая урна для сбора обрезков, которые потом пойдут на металлолом. Регулярный розжиг покрытого электрода производится на черновой заготовке, закрепляемой на сварочном столе. Когда кончик прогрет, сварку можно начинать на самом изделии. Такую черновую деталь можно сделать из обрезков толщиной 4-5 мм и размером 10х10 см.
Чтобы сварщик мог быстро освободить руки, некоторые предусматривают ложемент для горелки или электрододержателя. Его размещают на краю стола, чуть ниже рабочей плоскости. Регулярная сварка фланцев и патрубков происходит быстрее при помощи различных горизонтальных и вертикальных вращателей. Работа с полуавтоматом нуждается в частом откусывании кончика проволоки с наплавленным шариком, поэтому сварщики находят рядом место для бокорезов и спрея, препятствующего налипанию брызг на горелку. Для сварки в сложных условиях пригодится ножное управление и регулировка тока пультом д/у. Если сварщик работает с чертежами, потребуется место для хранения бумаг, чтобы они были в легком доступе, но не загорелись.
Для сварки в сложных условиях пригодится ножное управление и регулировка тока пультом д/у. Если сварщик работает с чертежами, потребуется место для хранения бумаг, чтобы они были в легком доступе, но не загорелись.
Удобнее варить на вращающемся стуле со спинкой. Вы не упадете, если закружится голова или потеряетесь в пространстве в темной маске, и легко сможете развернуться. Но сиденье и спинка должны быть из несгораемых материалов.
Какой аппарат лучше всего подойдет для сварочного поста? СкрытьПодробнееЛучше использовать сварочные аппараты 3 в 1. Они занимают меньше места и многофункциональны. Например, БАРСВЕЛД Profi MIG-200 DP.
Какая высота сварочного стола лучше? СкрытьПодробнее
Это зависит от особенностей работы. Крупные детали удобнее закидывать на невысокие столы 40-50 см, а работу вести сидя на стуле. С мелочевкой удобнее всего работать за столом обычной высоты 70-80 см. Для сварки стоя выбирают столы высотой 1 м.
Крупные детали удобнее закидывать на невысокие столы 40-50 см, а работу вести сидя на стуле. С мелочевкой удобнее всего работать за столом обычной высоты 70-80 см. Для сварки стоя выбирают столы высотой 1 м.
Да. Минимальная высота зазора составляет 20 см. Он нужен для прохода воздуха и поднятия оседаемых газов, образующихся при сварке. Если сварка ведется на улице полуавтоматом, потребуются дополнительные щиты для закрывания зоны работы от ветра, но они монтируются только с одной-двух сторон (откуда дует ветер).
Из чего сделать несгораемую штору между двумя постами сварки? СкрытьПодробнееШтору, защищающую других от ярких вспышек электрической дуги, можно выполнить из брезента. Плотность материала должна быть от 550 г/м², что соответствует ГОСТ 15530-93.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрСтол сварщика МАРС-2 160 260 рубСобственный импорт
Быстрый просмотрСварочный инвертор БАРСВЕЛД Profi ARC-407 D (380 В), НАКС 39 900 рубСобственный импорт
Быстрый просмотрМаска сварщика БАРСВЕЛД МС 307 ПРЕМИУМ (FULL COLOR) 8 100 руб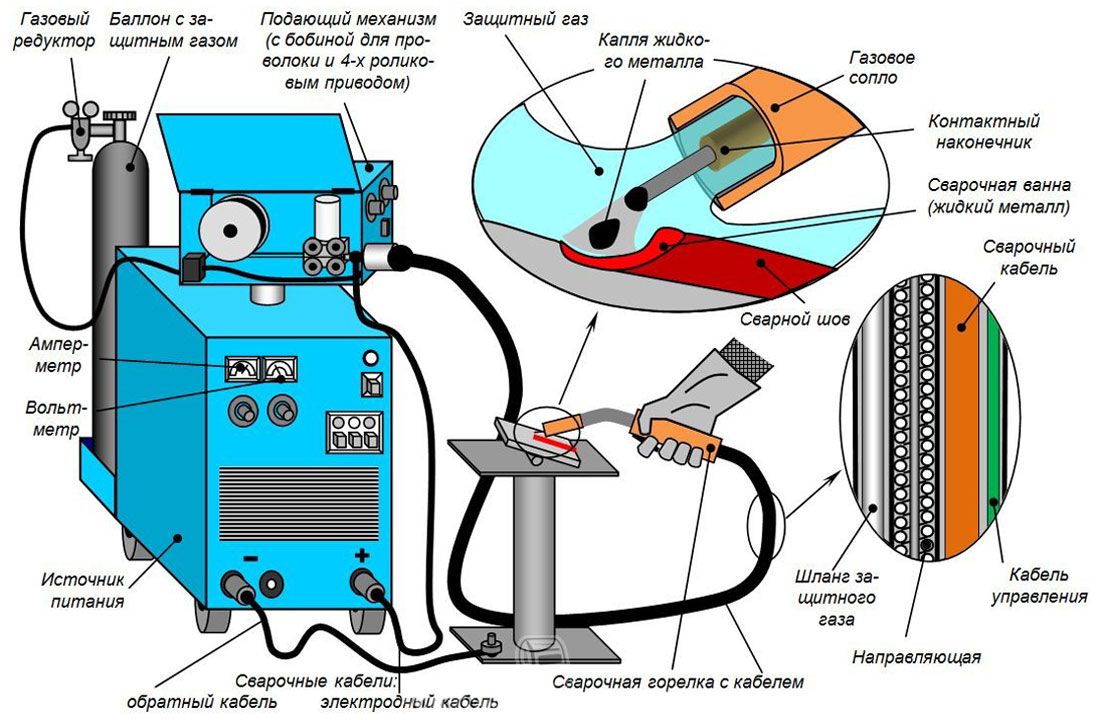 97 руб / ком
97 руб / комСобственный импорт
хит продаж
Быстрый просмотрКраги пятипалые спилковые БАРСВЕЛД с подкладкой (нить Kevlar®, спилок КРС) 535 руб / парСобственный импорт
Быстрый просмотрУгольник магнитный БАРСВЕЛД MF-50 LBS 365 рубСобственный импорт
Быстрый просмотрЗеркало сварщика БАРСВЕЛД с подвижным соединением 1 524. 74 руб
74 рубКакое важное сварочное оборудование и инструменты?
Что такое сварка?Используя тепло при высоких температурах, технология сварки позволяет сварщику соединять такие материалы, как металлы. В то время как пайка и пайка не позволяют основному металлу плавиться, сварка использует высокие температуры для соединения компонентов. Когда основной и присадочный металл остынут, их соединяют.
При поиске способа придания железу полезных форм был открыт процесс сварки. В первые годы сварки первым продуктом были сварные лезвия, потому что твердая сталь, которая была слишком хрупкой для использования, образовывалась при науглероживании железа. Позже ковка в молотке и переплетение жесткого и мягкого железа с высокоуглеродистым материалом позволили получить прочное и упругое лезвие.
Позже ковка в молотке и переплетение жесткого и мягкого железа с высокоуглеродистым материалом позволили получить прочное и упругое лезвие.
Присадочный материал используется в процессе сварки. Пул расплавленных веществ, который помогает создать прочную связь между основным металлом, известен как наполнитель. После сварки металлов процедура экранирования предотвращает окисление компонентов основы и наполнителя. При сварке используется различная энергия, в том числе трение, электронные лучи, электрические дуги, лазеры и газовое пламя. Сварка считается работой, требующей мер предосторожности. В процессе используются различные инструменты и приспособления.
Что такое основные сварочные инструменты и оборудование?Различные сварочные инструменты и оборудование включают:
Сварочный шлем с автоматическим затемнением: Сварочный шлем является основным продуктом профессии и необходим для обеспечения безопасности. Это самый простой и узнаваемый сварочный инструмент.
Основной задачей любого сварочного шлема является предотвращение образования на лице искр и пламени ожогов во время работы сварщика, а также защита кожи и глаз от теплового повреждения. Дополнительным преимуществом самозатемняющихся касок является то, что они защищают глаза от яркого света, создаваемого другими сварочными инструментами и нагретым металлом. Можно видеть, не причиняя вреда глазам, потому что стекло над глазами затенено, чтобы пропускать за раз только определенное количество света.
Сварочные перчатки: Перчатки говорят сами за себя. Сварочные перчатки изготовлены из нескольких слоев прочных материалов и изоляции, чтобы защитить пользователей от тепла и летящих искр. Сварочные перчатки легко купить в любом месте, где продаются перчатки, но они необходимы для любой сварки, которую можно предпринять. Как правило, существует два типа перчаток для сварки MIG:
- Перчатки для сварки MIG: При стабилизации доминирующей руки во время сварки перчатки для сварки MIG защищают отдыхающую руку, поскольку они толще и амортизируют тыльную сторону кисти. Более свободная форма позволяет легко снять перчатку, если она станет слишком горячей.
- Перчатки для сварки TIG мягче и тоньше и используются там, где важна точность. При сварке TIG необходимы навыки, и перчатки будут более плотно прилегать, чтобы обеспечить точное движение, удерживая стержень и пламя. Крайне важно убедиться, что вы носите подходящие перчатки для выполнения этой задачи.
 Более свободная форма позволяет легко снять перчатку, если она станет слишком горячей.
Более свободная форма позволяет легко снять перчатку, если она станет слишком горячей.Плоскогубцы для сварки MIG: Плоскогубцы MIG легко доступны в Интернете и в большинстве хозяйственных магазинов. Они не являются специализированными изделиями и имеют разумную цену, учитывая все, что может сделать с ними любой сварщик.
Их можно использовать для нескольких целей, например:
- Имеют круглые зажимы, которые идеально подходят для извлечения сопел из горелок MIG.
- Необходимо будет часто ослаблять и подтягивать контактный наконечник по мере его износа.
- Экономьте время, отрезая 1/4 дюйма выступа вместо использования других кусачек.

Сварочные брызги: Наконечники плоскогубцев облегчают очистку внутренней части сопла брызг.
Магниты для сварки: Магнит для сварки — один из многих ценных предметов в наборе инструментов. Из-за этого они очень полезны во время сварки. Металлические компоненты можно легко закрепить на месте без зажимов с помощью сварочного магнита. Они также позволяют пользователю прикреплять металлические детали и сваривать их друг с другом под углом. По сути, они позволяют сваривать листовой металл способами, недоступными струбцинам. У них будет больше применений, когда сварщики будут использовать их чаще.
Отбойный молоток: Конденсация шлака во время плавления металла и образования сварного шва является одним из аспектов сварки MIG или сварки электродом. В определенные моменты необходимо отколоть этот шлак. Для этого используется отбойный молоток. Для разных видов шлака отбойные молотки имеют плоскую и заостренную стороны. Хотя их можно использовать нечасто, они значительно улучшают чистоту и управляемость процесса сварки.
Хотя их можно использовать нечасто, они значительно улучшают чистоту и управляемость процесса сварки.
Приспособление для сварки рамы: Потребность в приспособлении для сварки рамы не так велика, как для многих других предметов в нашем списке, но все же полезно. Инструмент для сварки на 9Углы 0 градусов – это то, что предлагает сварочный шаблон. В то время как для этого можно использовать сварочный магнит, приспособление для рамы обеспечивает значительно более высокий уровень поддержки во время сварки и позволяет использовать более крупные металлические детали. В отличие от магнитов, он также позволяет выполнять одновременную прихваточную сварку множества слоев или деталей под точным углом 90 градусов.
Скоростной угольник: Из всех инструментов, перечисленных в списке инструментов, скоростной угольник может быть тем, что чаще всего используют сварщики. Используя квадрат скорости, пользователь может измерить любой кусок перпендикулярно другому за 9Срез под 0 градусов или под любым другим углом. Скоростной угольник — это угловой измерительный инструмент правильной треугольной формы, который позволяет производить многократные измерения под разными углами. Это сварочный инструмент, который каждый будет использовать чаще всего из всех доступных. Если человек не может измерить, он не может сделать многого.
Скоростной угольник — это угловой измерительный инструмент правильной треугольной формы, который позволяет производить многократные измерения под разными углами. Это сварочный инструмент, который каждый будет использовать чаще всего из всех доступных. Если человек не может измерить, он не может сделать многого.
Металлическая щетка: Металлическая щетка — это еще один инструмент, который часто используется во время сварки, но обычно о нем не думают, например, об отбойном молотке. Верх остывших сварных швов зачищают металлической щеткой для удаления шлака и обугливания, придавая всему изделию свежий вид. Хотя не все процедуры сварки приводят к образованию шлака, те, которые все же требуют помощи как отбойных молотков, так и металлических щеток для выполнения задачи.
Угловая шлифовальная машина: Важно отметить, что она может резать металл. Там будет некоторый запас металла, который нужно срубить. Пользователь может резать все, от листового металла до прутка, с помощью отрезного круга с удивительной простотой. Угловые шлифовальные машины пригодятся для зачистки металла перед сваркой. Тот, кто его использует, должен очистить основной металл, чтобы предотвратить такие дефекты, как пористость и растрескивание. Это можно сделать с помощью проволочной щетки, но угловая шлифовальная машина сэкономит время. И последнее, но не менее важное: отличным инструментом для полировки и завершения сварных швов является сварочная угловая шлифовальная машина. Угловая шлифовальная машина — один из эффективных способов очистки многих оставшихся шлаков. Металл, с которым имеет дело, станет более полированным.
Угловые шлифовальные машины пригодятся для зачистки металла перед сваркой. Тот, кто его использует, должен очистить основной металл, чтобы предотвратить такие дефекты, как пористость и растрескивание. Это можно сделать с помощью проволочной щетки, но угловая шлифовальная машина сэкономит время. И последнее, но не менее важное: отличным инструментом для полировки и завершения сварных швов является сварочная угловая шлифовальная машина. Угловая шлифовальная машина — один из эффективных способов очистки многих оставшихся шлаков. Металл, с которым имеет дело, станет более полированным.
Калибр листового металла: Пользователь, как правило, знает, какая толщина металла необходима для эффективной сварки. Стальной металлический калибр представляет собой колесо с зубьями, расположенными с интервалами, соответствующими различной стандартной ширине листового металла. Измеритель листового металла является жизненно важным оборудованием для сварщиков всех уровней квалификации. Многочисленные дополнительные аспекты проекта могут быть определены, зная толщину сварщика листового металла. У большинства опытных сварщиков есть таблица, в которой указаны настройки, используемые для листового металла различной толщины. Кроме того, может быть сложно отличить один лист металла от другого, взглянув на них. Поэтому датчик будет использоваться часто.
Многочисленные дополнительные аспекты проекта могут быть определены, зная толщину сварщика листового металла. У большинства опытных сварщиков есть таблица, в которой указаны настройки, используемые для листового металла различной толщины. Кроме того, может быть сложно отличить один лист металла от другого, взглянув на них. Поэтому датчик будет использоваться часто.
Мыльный камень: Хотя мыльный камень состоит не из мыла, его инструмент для маркировки состоит из него. Один использует мыльный камень в качестве инструмента для маркировки, который можно быстро удалить после использования. Считайте, что это кусок мела, предназначенный специально для письма на металле. По сравнению с графитом мыльный камень лучше выдерживает сильное тепло и пламя, создаваемое горелками и другим сварочным оборудованием. Наряду с надписью непосредственно на металле можно также рисовать замысловатые кривые, изогнутые линии и другие мотивы.
Напильник по металлу: Основная функция металлической пленки – удаление заусенцев и неровных краев с обрабатываемого металла, подобно угловой шлифовальной машине. Любой сварщик должен был когда-то использовать металлические напильники; они также часто используются для различных других проектов по металлообработке. Напильники предназначены для финишной обработки и придания изделию приятного внешнего вида, тогда как угловые шлифовальные машины идеально подходят для более жесткого процесса удаления.
Любой сварщик должен был когда-то использовать металлические напильники; они также часто используются для различных других проектов по металлообработке. Напильники предназначены для финишной обработки и придания изделию приятного внешнего вида, тогда как угловые шлифовальные машины идеально подходят для более жесткого процесса удаления.
C-образный зажим: Имеют С-образную форму. Они широко используются для различных аппаратных работ, в том числе сварочных, и могут одновременно оказывать давление сверху и снизу. Зажимы C обеспечивают гораздо более надежный захват объекта, который необходимо зажать, потому что они могут выдерживать большее давление, чем зажимные зажимы или даже некоторые сварочные зажимы.
Сварочные сапоги: Травма стопы является одним из наиболее частых и малообсуждаемых несчастных случаев на рабочем месте. По оценкам, травмы стопы, полученные на работе, составляют 25% всех заявлений об инвалидности. Зная это, нужно принять меры предосторожности, чтобы защитить ноги от горячего металла и громоздких сварочных инструментов. Любой комплект сварочных ботинок должен быть максимально прочным. Прочная кожа и пальцы, усиленные сталью, необходимы. Идея состоит в том, чтобы защитить ноги от падения расплавленного металла.
Любой комплект сварочных ботинок должен быть максимально прочным. Прочная кожа и пальцы, усиленные сталью, необходимы. Идея состоит в том, чтобы защитить ноги от падения расплавленного металла.
Тележка для сварки: Тележка для сварки больше служит инструментом для перевозки, чем самим инструментом. Баллоны для воздуха тяжелые. Вентиляторы большие. Газовые баллоны тяжелые. Все это можно быстрее и эффективнее перемещать с помощью сварочной тележки. Все остальное из этого списка можно хранить в одном из ящиков для инструментов, прикрепленных к некоторым сварочным тележкам.
Сварочные рукава: Поскольку они важны для безопасности при сварке, но часто не обсуждаются, сварочные рукава относятся к той же категории, что и сварочные сапоги. Съемные сварочные рукава защищают одежду и кожу от повреждений и обычно изготавливаются из кожи или прочной негорючей ткани.
Большинство рукавов для сварки либо прикрепляются к фартуку, либо снабжены подтяжками, удерживающими их на месте во время сварки. Другие похожи на женский укороченный топ с воротником и частичной грудью, соединенными с рукавами для комфорта и дополнительной защиты. Большее покрытие всегда предпочтительнее, потому что последнее, что кто-либо хочет, когда летят металлические искры, — это воспламенение предмета одежды.
Другие похожи на женский укороченный топ с воротником и частичной грудью, соединенными с рукавами для комфорта и дополнительной защиты. Большее покрытие всегда предпочтительнее, потому что последнее, что кто-либо хочет, когда летят металлические искры, — это воспламенение предмета одежды.
Защитные очки: Сварочная маска не всегда необходима; иногда это излишне. Надежная пара защитных очков идеальна в подобных ситуациях. Защитные очки изготовлены из прочного пластика и предотвращают попадание искр в глаза от таких предметов, как угловая шлифовальная машина.
Гель для сварочных насадок: Гель для насадок является важным элементом для сварки, но им часто пренебрегают. Металлическое сопло сварочной горелки не будет прилипать к металлу, если используется гель для форсунок. Несмотря на то, что может показаться простым предотвратить это, всегда лучше быть осторожным, чем сожалеть. Близость сварочного пистолета с более тонким наконечником к металлу, который он сваривает, также может свидетельствовать о необходимости такого устройства. Гель для насадки можно легко нанести на сопло горелки или сварочного пистолета в виде воскообразного вещества. Во время работы он нагревается и превращается в более жидкое покрытие, сохраняя барьер и предотвращая сцепление между двумя металлическими поверхностями.
Гель для насадки можно легко нанести на сопло горелки или сварочного пистолета в виде воскообразного вещества. Во время работы он нагревается и превращается в более жидкое покрытие, сохраняя барьер и предотвращая сцепление между двумя металлическими поверхностями.
Гаечный ключ: Обычно гаечные ключи используются для затягивания или ослабления различных крепежных деталей. Они изготавливаются из углеродистой стали или штампованной стали. Однако для сжатия и развинчивания гаек на сварочном аппарате и задаче используется двусторонний гаечный ключ.
Долото: Долото обычно используются для резки тяжелых металлических листов и плоского, круглого или углового железа. Разрезание на мелкие кусочки также используется для удаления лишнего металла с рабочей поверхности. Тем не менее, он используется при сварке для резки деталей и удаления лишнего металла, шлака и брызг после сварки.
Щипцы: Кузнецы используют щипцы, которые представляют собой ручной инструмент, чтобы поднимать и удерживать горячие металлические детали во время сварки. Они превосходят плоскогубцы или тиски и обычно изготавливаются из стали или кованого железа. Они бывают различных размеров и форм и поддерживают работу во время сварки.
Они превосходят плоскогубцы или тиски и обычно изготавливаются из стали или кованого железа. Они бывают различных размеров и форм и поддерживают работу во время сварки.
Ключ для цилиндра отпирает и затягивает шпиндельный клапан газового баллона.
Проволочная щетка: Используется для очистки поверхности сварки до и после сварки. Он изготовлен из нержавеющей стали и состоит из стальных проволок. Во время сварки всегда используйте отбойный молоток из нержавеющей стали и щетку со щетиной из нержавеющей стали.
Искровая зажигалка: Состоит из куска камня с острыми краями, который искрит, когда проходит им по чугунному колесу. Он применяется для воспламенения газа, выделяемого сварочной горелкой.
Примерный квадрат: Это измерительное устройство L-образной формы. Его лезвие часто имеет сантиметровую градуировку, и это также используется для измерения рабочих мест. Он также используется для проверки правильности углов прямоугольной работы.
Очиститель наконечника: В сопле имеется небольшое отверстие. Во время использования отверстие может засориться или даже закрыться. Починку очищают с помощью очистителя кромок сопла, как показано на рисунке. После завершения сварки шлак от операции можно удалить очисткой наконечника.
Центровочный пуансон: Инструменты для кернения часто используются в качестве калибровочных меток для линий сгиба, резки и точечной сварки или для маркировки отверстий, которые необходимо просверлить в последующих операциях. Перед разрезанием заготовки на правильную форму используется для удержания заготовки.
Шкала и калибр для сварки: Размер работы измеряется с помощью шкалы, а глубина сварного шва рассчитывается с помощью калибра для сварки.
Стальная лента: Стальная лента используется для измерения длинных предметов. Он заключен в стальной или пластиковый контейнер и промаркирован в дюймах и сантиметрах. Как видно на изображении, пружина для сборки способствует быстрому и автоматическому сбору ленты.
Как видно на изображении, пружина для сборки способствует быстрому и автоматическому сбору ленты.
Газовый баллон: Из-за огромного давления газа, которое они должны выдерживать, газовые баллоны для сварки изготавливаются из толстых стальных листов. Пользователи получают газовые баллоны от производителей. Для газовой сварки обычно используются баллоны с ацетиленом и кислородом. Для подачи двух газов используются отдельные баллоны.
Баллон с кислородом: В баллоне кислород может храниться очень долго. Давление газа поддерживается на уровне около 2200 фунтов на квадратный дюйм, а температура цилиндра поддерживается на уровне 70 градусов по Фаренгейту. Клапан на кислородном баллоне имеет правую резьбу и черного цвета. Эти две характеристики необходимы для идентификации кислородных баллонов.
Баллон с ацетиленом: Этот баллон состоит из газообразного ацетилена в виде жидкости. Давление газа поддерживается на уровне около 250 фунтов на квадратный дюйм, а температура цилиндра остается на уровне 70 градусов по Фаренгейту. Баллон содержит ацетон, какое-то сухое пористое вещество (уголь) и газ. Теперь цилиндр заполняется газообразным ацетиленом под давлением примерно 250 фунтов на квадратный дюйм, а затем некоторое время вращается. Клапан ацетиленового баллона имеет левую резьбу и окрашен в темно-красный оттенок. Эти две характеристики помогают идентифицировать баллоны с ацетиленом. Дополнительно к основанию цилиндра прикреплены два предохранительных клапана. Защитные колпачки есть на обоих цилиндрах. Использование баллонов с ацетиленом в положении лежа не рекомендуется.
Баллон содержит ацетон, какое-то сухое пористое вещество (уголь) и газ. Теперь цилиндр заполняется газообразным ацетиленом под давлением примерно 250 фунтов на квадратный дюйм, а затем некоторое время вращается. Клапан ацетиленового баллона имеет левую резьбу и окрашен в темно-красный оттенок. Эти две характеристики помогают идентифицировать баллоны с ацетиленом. Дополнительно к основанию цилиндра прикреплены два предохранительных клапана. Защитные колпачки есть на обоих цилиндрах. Использование баллонов с ацетиленом в положении лежа не рекомендуется.
Газовый регулятор: Газовые регуляторы позволяют ацетилену и кислороду попасть в сварочное пламя для использования в процессе сварки. Два основных назначения газового регулятора заключаются в следующем: Продолжать поддерживать необходимое давление газа во время сварки. Для подачи газа низкого давления к сварочной горелке. Корпус регулятора часто изготавливается из латуни. Существует два типа газовых регуляторов:
- Одноступенчатый регулятор – Мембрана, пружина, регулирующий клапан, корпус, манометр и винт регулировки давления составляют большую часть.
Этот тип регулятора имеет два порта: I вход, через который поступает газ высокого давления из баллона, и (ii) выход, через который газ низкого давления подается к сварочной горелке по шлангу.
Газ поступает в регулятор под высоким давлением через впускное отверстие, оказывая давление на диафрагму. Пружина, поддерживающая диафрагму, благодаря винту также служит инструментом регулировки давления. Регулирующий клапан и диафрагма снижают давление газа и подают его по шлангу от выхода к сварочной горелке. - Двухступенчатый регулятор – В этом типе регулятора давление газа снижается в две ступени от высокого к низкому. Аппарат состоит из двух газовых камер, основной камеры и вспомогательной камеры. Устройство состоит из двух пружин и двух диафрагм.
Когда газ поступает в основную камеру, его давление несколько снижается. Сила газа уменьшается, когда он выходит из основного помещения и входит во вспомогательную камеру. Здесь давление газа еще больше снижается, и такое же рабочее давление подается к сварочной горелке через шланг.


Шланг-трубка: Газ подается от регулятора к сварочной горелке по шлангу. Газообразный ацетилен и кислород транспортируются по отдельным шлангам. Они изготовлены из высококачественной резины, а для их крепления используются хомуты в соответствующих регуляторах и сварочных горелках. Красная трубка обычно используется для газообразного ацетилена, тогда как черная, синяя или фиолетовая трубка обычно используется для газообразного кислорода.
Наковальня: Прочный металл (часто кованая или даже литая сталь) с уплощенной верхней поверхностью служит наковальней. По мере необходимости на наковальне забивается горячая работа. Он изготовлен из стали, чтобы иметь соответствующий уровень прочности. В большинстве случаев наковальня используется как инструмент для ковки.
Фартук: Отличным средством защиты одежды сварщика от искр и горячих предметов является кожаный фартук. Обычно он крепится в области груди.
Сварочная горелка: Ее также называют паяльной трубкой. Устройство используется для создания кислородно-ацетиленового пламени. В комплекте две ручки для регулировки газа. Две ручки можно отрегулировать для создания желаемого типа пламени. Два входа прибора защищены двумя шлангами.
Устройство используется для создания кислородно-ацетиленового пламени. В комплекте две ручки для регулировки газа. Две ручки можно отрегулировать для создания желаемого типа пламени. Два входа прибора защищены двумя шлангами.
В сопле или наконечнике сварочной горелки выходит смесь газов, смешанных в смесительных камерах и превратившихся в пламя с помощью зажигалки. Информация или сопло рассчитаны на высокие температуры. Размер насадки зависит от размера отверстия и может быть изменен.
Сварочная горелка низкого давления: Давление газообразного ацетилена поддерживается на уровне от 1 до 2 фунтов на квадратный дюйм в этом типе горелки, а давление газообразного кислорода поддерживается на уровне от 10 до 40 фунтов на квадратный дюйм. Только шейка и наконечник этой конкретной горелки могут быть заменены.
Сварочная горелка среднего давления: В этой горелке давление ацетилена поддерживается на уровне от 1 до 15 фунтов на квадратный дюйм, а давление кислорода поддерживается на уровне от 1 до 24 фунтов на квадратный дюйм. Наконечник этой сварочной горелки можно заменить без смены шейки.
Наконечник этой сварочной горелки можно заменить без смены шейки.
Piping Mart
Pipingmart – это портал B2B, специализирующийся на промышленных, металлических и трубопроводных изделиях. Кроме того, делитесь последней информацией и новостями, касающимися продуктов, материалов и различных типов марок, чтобы помочь бизнесу в этой отрасли.
Список пяти основных инструментов и оборудования для дуговой сварки, которые вам нужны
При сварке люди объединяют два типа металлов или сплавов, сплавляя эти металлы вместе или используя присадочный материал, который выходит из электрода или проволоки. . Сварка впервые стала популярной в 19 -м -м веке и стала хитом в автомобилестроении, сталелитейной и судостроительной промышленности.
Какие инструменты и оборудование вам потребуются, чтобы начать дуговую сварку? Если вы хотите начать дуговую сварку, вам необходимо приобрести различные инструменты, в том числе:
№. | Список инструментов и оборудования |
| 1 | Аппарат для дуговой сварки |
| 2 | Источник питания 9023 9 |
| 3 | Кислородно-ацетиленовая установка |
| 4 | Электрод держатель и кабели |
| 5 | Электроды |
Поскольку сегодня в Интернете не так много информации о том, какие инструменты необходимо приобрести, чтобы начать дуговую сварку, мы создали эту статью, чтобы помочь вам.
Ниже мы приводим основной список продуктов, которые вам необходимо приобрести, чтобы начать дуговую сварку.
Прочитав наше руководство, вы узнаете, что вам нужно купить, чтобы начать свое путешествие в удивительный мир сварки.
Содержание
Основы сварки
Чтобы понять, какие продукты вам необходимо приобрести, чтобы начать сварку, мы сначала объясним вам несколько основ сварки, чтобы у вас было более четкое понимание того, как эти инструменты работают вместе.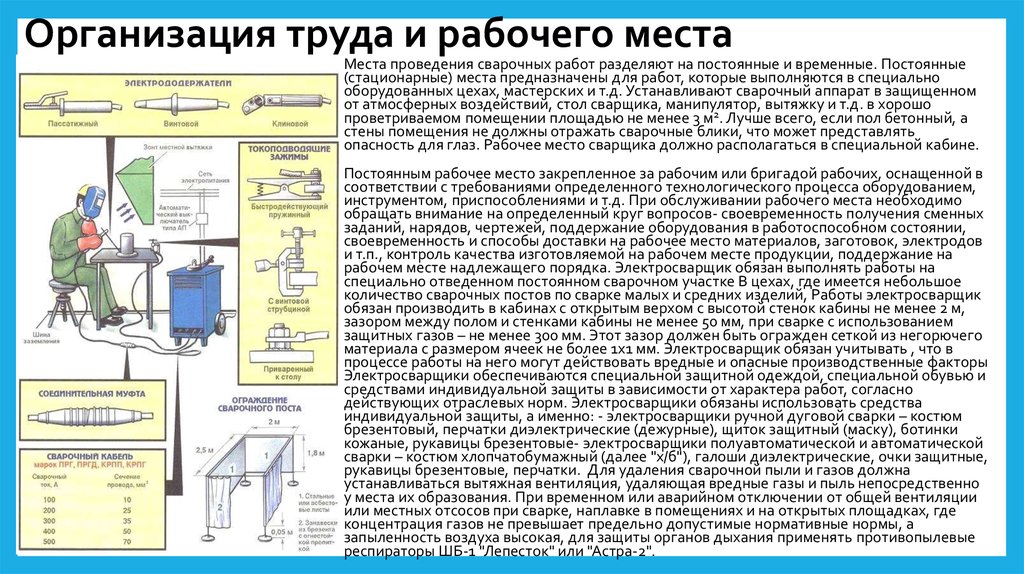
Большинство сварщиков завершают свою работу созданием дуги (отсюда и название дуговой сварки) между электродом и основным металлом. Электрод создает тепло и помогает либо соединять металлы сами по себе, либо с помощью наполнителя.
Если вы хотите сделать наиболее точные, полезные и надежные сварные швы, вам потребуется соответствующее оборудование, чтобы конкурировать в отрасли. При наличии подходящего оборудования вы сможете создавать высококачественные сварочные изделия в кратчайшие сроки.
В отрасли все всегда стараются улучшить свои методы сварки, поэтому вам также потребуется потратить много времени на практику, даже после того, как вы научитесь правильно сваривать.
Однако, во-первых, у вас должно быть правильное оборудование, с которым мы познакомимся ниже.
Список инструментов и оборудования для дуговой сварки
Итак, какие инструменты вам потребуются для начала дуговой сварки? Вам потребуется приобрести следующие инструменты, о которых мы расскажем подробнее:
- Аппарат для дуговой сварки
- Источник питания
- Установка кислородно-ацетиленовой сварки 90 029 Электрододержатель и кабели
- Электроды
#1: Аппарат для дуговой сварки
Важным продуктом, который вам необходимо приобрести, является аппарат для дуговой сварки, который также, вероятно, станет предметом, на который вы потратите больше всего деньги.
Сварочный аппарат, также иногда называемый сварочным аппаратом, работает для создания электрического тока, необходимого вам во время сварки. Большинство сварочных аппаратов делятся на две категории:
- CC, или сварочные аппараты постоянного тока
- CV, или сварочные аппараты постоянного напряжения
Итак, в чем разница между этими вариантами? Машина CV изменяет, сколько выходного тока она создает, чтобы поддерживать постоянное напряжение. С другой стороны, машина CC будет изменять свое выходное напряжение и поддерживать постоянный поток.
При выборе сварочного аппарата необходимо внимательно изучить следующие его характеристики:
- Рабочий цикл
- Мощность напряжения
- Настройки переменного/постоянного тока 90 032
Вам нужно чтобы внимательно изучить эти функции, потому что вам нужно знать, сколько энергии вам понадобится для машины.
Вам также необходимо убедиться, что у вас достаточно времени, чтобы использовать свое устройство для выполнения сварных швов, поэтому знание рабочего цикла машины так важно.
Welding Brands
Если вы новичок в сварочной отрасли, вам, вероятно, интересно, какие бренды самые лучшие, когда вы инвестируете несколько сотен долларов в сварочный аппарат.
Несмотря на то, что на рынке существует множество доступных сварочных аппаратов, самые надежные сварочные аппараты обычно стоят от трехсот до шестисот долларов. Кроме того, ведущими брендами в сварочной отрасли являются:
- Miller
- Lincoln
- Hobart
3 основных типа сварки: TIG, MIG или сварочные аппараты
Помимо марки сварочного аппарата, который вы хотите приобрести, вам также необходимо подумать о типе сварки, которую вы собираетесь выполнять. выступать.
При покупке аппарата для художественной сварки у вас будет возможность выбрать один из трех видов сварки. К этим трем типам сварки относятся:
К этим трем типам сварки относятся:
- сварка ВИГ
- сварка МИГ
- Сварка стержнем
Каждый тип сварки требует определенного набора навыков. Однако выбор типа сварки во многом зависит от стоимости и портативности . Конечно, ваш бюджет также будет играть ключевую роль, когда дело доходит до выбора типа сварочного аппарата.
Итак, что такое сварка TIG? Используя сварку TIG, , вы можете создавать качественные и чистые сварные швы. Однако научиться искусству сварки TIG непросто. Сварка ВИГ — один из самых сложных видов сварки.
С другой стороны, сварка MIG намного проще в освоении и использовании. Однако это не так экономично, и у вас также не будет портативности при сварке MIG, как если бы вы использовали простую палку.
Что такое сварка TIG? (GTAW) >> Посмотрите видео ниже
 youtube.com/embed/uO5pVLOAmD4?start=3&feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/uO5pVLOAmD4?start=3&feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Сварщики MIG обычно используют для сварки подающую проволоку, а не прутки. При сварке MIG проволока поступает из механизма подачи, а затем в горелку с наконечником.
Кабели обычно металлические, поэтому при использовании инертного газа вам необходимо экранировать эти металлические провода. Если вы этого не сделаете, вы ничего не сделаете для защиты сварного шва от избыточного воздуха или влаги, что приведет к некачественному сварному шву.
Что такое сварка MIG? (GMAW) >> Посмотрите видео ниже
Аппараты MIG широко распространены, поскольку они просты в использовании и обладают многими преимуществами.
Например, аппарат для сварки MIG можно использовать гораздо дольше, чем аппарат для сварки TIG или дуговой сварки. Однако, если вас интересует доступность и мобильность, вы можете рассмотреть возможность сварки TIG и дуговой сварки.
Источник питания №2
Следующий элемент, который вам нужно приобрести, — это источник сварочного тока. Источники сварочного тока помогают обеспечить достаточную мощность сварочного аппарата или сварочной палки, чтобы можно было сплавить металлические детали.
Этот источник питания также должен обеспечивать плавление электрода при сварке металлических деталей . Это означает, что ваш источник питания также должен иметь возможность работы с высоким напряжением, чтобы он мог поддерживать горение дуги.
Если вы используете электрод для ММА (подробнее об электродах мы поговорим позже), вам необходимо использовать этот электрод с комбинацией источников питания переменного (AC) и постоянного (DC) тока.
Электроды переменного тока можно использовать с источником питания постоянного тока. Однако вы не можете использовать все электроды постоянного тока на источнике переменного тока. Таким образом, независимо от того, вам нужно иметь оба источника питания для правильной сварки.
Электроды и высокие токи
Для работы электродов MMA требуются сильные токи, но низкое напряжение. Таким образом, если вы используете источник более высокого напряжения, вам нужно будет снять это напряжение с помощью трансформатора.
Если вы также собираетесь создать источник питания постоянного тока, вам необходимо убедиться, что у вас есть этот выход и что его также можно использовать с трансформатором.
Большинство блоков питания спроектированы таким образом, чтобы снизить риск поражения электрическим током во время работы. Из-за этого большинство источников питания должны хорошо работать при максимальном напряжении холостого хода.
Это означает, что дуга не может быть создана, если внешняя цепь разомкнута, а провода питания подключены к источнику питания.
Узнайте больше о сварочных электродах — Здесь вы можете найти статью с нашего веб-сайта: Какие существуют типы сварочных электродов и их использование
Итак, ваш источник питания должен иметь устройство для снижения опасности, внутренний или внешний. Это устройство поможет снизить напряжение холостого хода и предотвратит поражение электрическим током.
Вам нужно будет создать первичный сварочный ток, как только ваш электрод начнет касаться куска металла. Если вы свариваете в небольших помещениях, использование постоянного или переменного тока с защитным устройством низкого напряжения обеспечит вашу безопасность во время работы со сварными швами.
Существует четыре типа источников питания, которые необходимо использовать при сварке:
- Генератор постоянного тока
- Выпрямитель постоянного тока
- Трансформатор переменного тока 9003 2
- Трансформатор переменного/постоянного тока
#3 Установка кислородно-ацетиленовой сварки
Перед началом сварки вам также необходимо убедиться, что у вас есть кислородно-ацетиленовая установка. Кислород-ацетилен используется во многих сварочных процессах, в том числе:
Кислород-ацетилен используется во многих сварочных процессах, в том числе:
- Формовка
- Резка
- Гибка
- Закалка
- Отпуск
- Предварительный нагрев
- Последующий нагрев
- Сварка пайкой
- Пайка
Использование кислородно-ацетиленовой установки даст вам необходимый контроль над подводимым теплом, пока вы строите ванну. Вы также сможете лучше контролировать размер и форму бусин, которые вы используете для соединения металлических деталей.
Кислород-ацетилен дает сварщикам возможность выполнять точные сварные швы благодаря большому количеству контроля, которое эта установка предоставляет сварщику .
Использование кислородно-ацетиленового подвода тепла позволяет сварщику точно использовать это высокотемпературное пламя. Кроме того, это оборудование очень доступно по цене и обеспечивает мобильность во время сварки.
Кроме того, это оборудование очень доступно по цене и обеспечивает мобильность во время сварки.
Сварщики используют окси-ацетилен по многим причинам. К ним относятся:
- низкая стоимость оборудования кислородно-ацетиленовой установки
- простота использования данного сварочного оборудования и
- портативность данного сварочного оборудования
Люди использовали кислородно-ацетиленовые установки для многочисленных годы. Вы никогда не увидите, чтобы сварочный цех работал без кислородно-ацетиленовой горелки из-за важности наличия этого оборудования во время сварки.
Например, если вам нужно вырезать идеальные круги из куска металла, это довольно легко сделать с помощью вашей кислородно-ацетиленовой установки. Точность, которую вы получите с этим оборудованием, просто замечательна.
Пока вы соблюдаете меры предосторожности при сварке, все будет в порядке. Однако одним из недостатков кислородно-ацетиленовой установки является то, что это, как правило, самая опасная часть сварочных инструментов, с которыми работает большинство сварщиков.
Однако одним из недостатков кислородно-ацетиленовой установки является то, что это, как правило, самая опасная часть сварочных инструментов, с которыми работает большинство сварщиков.
С кислородно-ацетиленовой установкой вы сможете резать сталь. Однако кислородно-ацетилен не может разрезать следующие металлы:
- Нержавеющая сталь
- Алюминий
Несмотря на то, что кислородно-ацетиленовая установка может быть опасной, при правильном ее использовании все будет в порядке. Кроме того, это фундаментальный инструмент, который вам понадобится, потому что вы можете делать практически все, что вам нужно, с металлом, используя кислородно-ацетиленовую установку.
С помощью кислородно-ацетиленовой установки можно легко резать, сгибать и сваривать различные предметы.
Вы можете приобрести доступную кислородно-ацетиленовую установку примерно за двести долларов. Мало что производит больше тепла, чем кислородно-ацетиленовое пламя.
Единственными существующими предметами, создающими более высокие температуры, чем кислородно-ацетиленовое пламя, являются:
- Солнце
- Ядерные взрывы
- Плазма сварочной дуги 9 0032
Электроды №4
Если вы Если вы собираетесь серьезно заняться сваркой, вам также необходимо приобрести сварочный электрод. Электроды — это наконечники, которые вставляются в один конец сварочного инструмента. Затем от источника питания поступает электрический ток, который перемещается в материал.
В зависимости от того, какой тип сварки вы выполняете или что вы делаете, вам могут понадобиться разные электроды для разных операций.
В настоящее время вы найдете различные электроды, которые можно использовать для каждого из традиционных процессов сварки.
Например, если вы выполняете сварку SMAW или электродуговую сварку защищенным металлом, вам понадобится плавящийся электрод, который вы расплавите, чтобы создать сварное соединение. Некоторые популярные модели этих электродов включают в себя:
Некоторые популярные модели этих электродов включают в себя:
- E6010
- E6011
- E6013
- E7018 90 004
Каждый из приведенных выше типов электродов является одним из самых популярных, используемых для различных процессов дуговой сварки. .
Сварка MIG
При сварке MIG (металл в среде инертного газа) вам понадобится расходуемая электродная проволока. Эта проволока обычно подается с помощью сварочной горелки. Вам необходимо приобрести проволоку определенной толщины.
Наиболее популярные размеры электродов для сварки MIG:
- .023
- .030
- .035 900 32
- .045
Однако, если вы работаете с толстыми, большими кусками металла, вам может понадобиться более толстая проволока, чем та, что мы перечислили выше.
Сварка ВИГ
ВИГ (вольфрамовая сварка в среде инертного газа) также выполняется с использованием неплавящегося электрода. Однако при сварке TIG наиболее популярными типами электродов являются:
Однако при сварке TIG наиболее популярными типами электродов являются:
- Электроды с церием
- Электроды с лантановым покрытием
Мы рекомендуем избегать использования электродов типа TIG, известных как торированные электроды.
К сожалению, несмотря на то, что при сварке TIG используются торированные электроды, во время работы они также выделяют излучение, что создает множество проблем со здоровьем. Поэтому избегайте их и выберите другой тип электрода.
Узнайте больше о сварочных электродах — Здесь вы можете найти статью с нашего веб-сайта: Какие существуют типы сварочных электродов и их применение
В отличие от электродов, используемых при сварке MIG или SWAW, электроды, используемые при сварке TIG, изготавливаются из неплавящегося вольфрама.
Таким образом, в отличие от электродов для сварки SWAW и MIG, вам не нужно часто заменять электроды для сварки TIG. Это связано с тем, что электроды для сварки TIG служат намного дольше, чем электроды для сварки SWAW и MIG.
Выбор подходящего стержневого электрода >> Посмотрите видео ниже
Расходуемые электроды
Расходуемые электроды традиционно состоят из таких металлов, как:
- Никелированная сталь
- Мягкая сталь
Хотя кажется, что электрод исчезнет во время сварки, если он является расходуемым , расходуемый электрод все еще обычно не используется вверх в течение всего процесса сварки.
Это потому, что расходуемые электроды не плавятся.
Электроды – недорогой товар. Обычно они стоят около двадцати долларов.
#5 Держатель электродов и кабели
Поскольку вы будете работать с электродами, вам также потребуются держатели электродов и кабели. Держатель электрода поможет зажать конец электрода медью, встроенной в головку держателя.
Держатель электрода поможет зажать конец электрода медью, встроенной в головку держателя.
Обувь, расположенная в области головы, затем скрепляется с помощью подпружиненной системы или поворотного захвата. Зажимной инструмент, удерживающий электрод, быстро отпускает заглушку.
Электрод должен оставаться зажатым в держателе, чтобы весь процесс был эффективным. Если вы не закрепите электрод в держателе, вы получите некачественный электрический ток, что может сделать вашу дугу нестабильной и вызвать колебания дуги.
Обе эти проблемы могут привести к некачественному сварному шву.
Вам также потребуется взять сварочные кабели и подключить их к держателю электрода, а также к источнику питания. Эти кабели обычно обжимаются механически или припаиваются, чтобы выдерживать протекающие по ним токи.
Для обеспечения надлежащей сварки вам необходимо обеспечить постоянное соединение между следующими элементами:
- Держатель
- Электрод
- Ваш кабель
Если не обращать внимания на соединения, то получите плохой контакт. Плохие соединения создают проблемы с резистивным нагревом.
Плохие соединения создают проблемы с резистивным нагревом.
Кроме того, плохое соединение может также привести к небольшому искрению внутри самой горелки, что может привести к неисправности самого держателя и его перегреву.
Чтобы избежать всех этих проблем, просто убедитесь, что ваши соединения надежны и безопасны. Мы опишем, как это сделать, чтобы помочь вам.
- Подключите два кабеля к выходу источника питания.
- Затем поместите сварочный провод в электрододержатель.
- После этого зажать возврат тока в заготовку.
(Многие люди называют токовые клещи «проводом заземления»). В любом случае вам понадобится дополнительный и отдельный провод заземления, если вы хотите защитить себя от любых проблем с источником питания.
Итак, если вы покупаете заземляющий кабель, вам необходимо убедиться, что этот провод выдерживает максимальную мощность, которую может создать ваш источник питания. Если вы этого не сделаете, вы можете получить некачественный сварной шов или расплавленный заземляющий кабель, в зависимости от качества заземляющего кабеля.
Если вы этого не сделаете, вы можете получить некачественный сварной шов или расплавленный заземляющий кабель, в зависимости от качества заземляющего кабеля.
Большинство заземляющих кабелей имеют специальное покрытие, представляющее собой защитную прорезиненную оболочку. Эта оболочка гибкая и гладкая и помогает защитить кабель от электричества, проходящего через него.
Кроме того, это покрытие устойчиво к маслам и воде и помогает изолировать питание при напряжении менее 100 В постоянного тока. Размер кабеля зависит от уровня сварки, который вы используете.
Если ваш рабочий цикл и сила тока выше, вам понадобится заземляющий кабель большего диаметра. Больший диаметр необходим для того, чтобы провод не перегревался во время использования.
Вам также может понадобиться проволока большего диаметра, если вы свариваете далеко от источника питания.
Теперь у вас должно быть лучшее представление о списке инструментов и оборудования, которые вам потребуются, чтобы начать дуговую сварку.