Таблица углов заточки режущего инструмента
Правильные углы заточки ножей
Угол заточки ножей – величина между осью симметрии ножа и его острием. Этот параметр определяет степень остроты режущего инструмента.Чем он меньше – тем острее лезвие, но ниже его прочность. Данный показатель применяется во время точения острия режущего инструмента.
Основные правила заточки
Главным условием заточки режущих инструментов является соблюдение техники безопасности. В противном случае человек может повредить внешние участки кожи и кровеносные сосуды, что представляет опасность для здоровья. При отсутствии опыта рекомендуется первоначально затачивать недорогие ножи, чтобы приобрести требуемые навыки. При заточке очень необходимо следовать следующим правилам:
- во время точения важно не давить на острие ножа, чтобы не нарушить целостность режущей кромки;
- в начале заточки следует применять крупнозернистые бруски, в конце – мелкозернистые бруски;
- для облегчения скольжения и снижения количества металлической пыли, образующейся во время точения клинка, нужно смачивать точильные камни водой или мыльными растворами;
- керамические инструменты затачиваются только при помощи точильных камней из алмазов;
- при заточке клинков из булатных или дамасских сталей нельзя использовать алмазные бруски;
- периодически важно осматривать заточенную поверхность лезвия, чтобы не срезать лишнее количество стали;
- ножи с волнообразной кромкой можно затачивать только на специальном станке, при этом после двукратного повторения процедуры его лезвие станет прямым.

Для заточки необходимо использовать только исправные инструменты. Точильные приспособления с дефектами могут деформировать лезвие и нанести вред здоровью человека.
После завершения процедуры точения лезвия необходимо произвести его полную шлифовку при помощи мелкозернистого оселка и шлифовальной пасты ГОИ, изготовленный на основе оксида хрома. Финишная обработка острия производится на специальном ремне или кожаной поверхности.
Определение угла заточки
Угол заточки определяется в зависимости от назначения режущего предмета. Но в бытовых нуждах можно использовать усредненные значения для затачивания столярных инструментов, составляющие 30 – 45°. Но при использовании универсальных параметров снижается износоустойчивость ножа.
Поэтому необходимо знать, как определить угол заточки ножа в бытовых условиях:
- При помощи ножниц. Этот метод не требует применения специализированного оборудования и отличается простотой измерения. Затачиваемый предмет закрепляется между 2 полотнами ножниц. Угол измеряется посредством транспортира, прикладываемого к полотнам. Дополнительно перед проведением замеров важно плотно закрутить болт, соединяющий 2 лезвия ножниц.
- При помощи линейки-угольника. Этот способ выполняется в несколько этапов. Изначально стоит также закрепить затачиваемый предмет в ножницах. После этого нужно приложить полотна к чистому листу бумаги и обвести их карандашом. Угол измеряется посредством угольника, прикладываемого к линиям полученного рисунка.
- При помощи парафина и доски. В этом методе понадобится дополнительно приобрести масло. Необходимо на плотную поверхность положить доску и смазать ее маслом. На ребро доски наносится парафин в расплавленном состоянии. В полученную поверхность втыкается лезвие. Спустя некоторое время субстанция затвердевает. Нож вынимается из поверхности, и делается фотография. На снимке будет виден угол заточки, измеряемый при помощи расширения фото и применения транспортира.
 Затачиваемый предмет закрепляется между 2 полотнами ножниц. Угол измеряется посредством транспортира, прикладываемого к полотнам. Дополнительно перед проведением замеров важно плотно закрутить болт, соединяющий 2 лезвия ножниц.
Затачиваемый предмет закрепляется между 2 полотнами ножниц. Угол измеряется посредством транспортира, прикладываемого к полотнам. Дополнительно перед проведением замеров важно плотно закрутить болт, соединяющий 2 лезвия ножниц.
Узнать этот параметр возможно без проведения дополнительных измерений, используя таблицу углов заточки ножей:
| Разновидность режущего инструмента | Величина угла, ° |
| Кухонный универсальный | 30-35 |
| Для нарезки мясных продуктов | 25-30 |
| Столовый для нарезания овощей | 65-70 |
| Разделочный | 25-30 |
| Филейный | 10-15 |
| Для разделки замороженных продуктов | 35-45 |
| Для очистки корнеплодов | 20-25 |
| Для нарезки хлебобулочных изделий | 15-22 |
| Перочинный | 20-30 |
| Складной охотничий | 15-45 |
| Сапожный рабочий | 30-40 |
| Универсальный для тяжелой работы | 40-45 |
| Ножницы бытовые | 45-65 |
Диапазон табличных значений также зависит от толщины, разновидности стали и качества применяемого точильного оборудования.
Кухонные ножи
Кухонный нож – инструмент, использующийся в бытовых условиях и поварском деле. Чаще всего его лезвия тупится из-за следующих причин:
- несоблюдение условий хранения предмета: тесный контакт с твердыми предметами;
- использования режущего инструмента не по назначению в течение длительного времени;
- большое количество песка и иных видов загрязнений на лезвии;
- применение разделочных досок с твердой поверхностью, деформирующей рабочую кромку инструмента.
Оптимальный угол заточки кухонных ножей составляет 30 – 35°. Параметры отличаются в зависимости от области применения. Углы затачивания для всех разновидностей кухонных ножей также являются табличными величинами.
Заточка кухонных режущих инструментов производится следующими методами:
- Правка: используется для восстановления деформированной кромки лезвия.
- Заточка изношенного клинка: снятие слоев стали посредством абразивных металлов.
- Восстановление сломанного ножа: удаление сколов и изгибов при помощи стачивания лезвия по всей его длине.

Точение кухонных ножей необходимо производить с применением точил, изготовленных из камней. Не рекомендуется использовать точилки из пластмассы. Эти приспособления обладают низкой эффективностью.
Охотничьи ножи
Охотничьи ножи используются как для разделывания предметов, так и для обороны от животных на охоте. Вследствие неправильной эксплуатации на них могут появиться небольшие трещины, что может привести к деформации острия и поломке рукоятки. Определение угла заточки ножа зависит от разновидности работ, выполняемых инструментом. Для аккуратного ошкуривания и создания тонких подрезов необходимо затачивать охотничий нож до 15°, для универсальных целей – до 25°, для проведения грубого разделывания – до 45°.
Заточка охотничьих ножей производится при помощи механических карманных точилок. Они обладают малым весом и не требуют условий хранения. Эти приспособления выполнены в форме круглых стержней.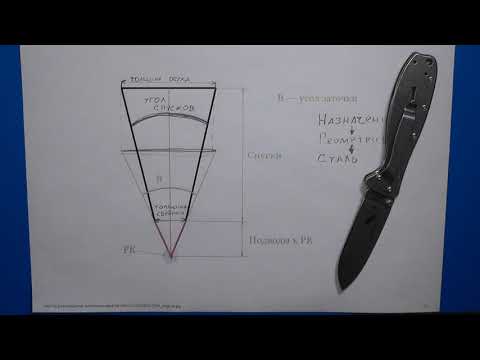 Их длина составляет 15 см, диаметр равняется 2– 3 см. Механические точилки продаются в пластиковых упаковках и имеют крепежные механизмы, что позволит охотнику повесить нож на пояс.
Их длина составляет 15 см, диаметр равняется 2– 3 см. Механические точилки продаются в пластиковых упаковках и имеют крепежные механизмы, что позволит охотнику повесить нож на пояс.
Приспособления и инструмент
Для заточки режущих инструментов используют следующие приспособления:
- Точильный брусок: позволяет осуществить заточку высокого класса при помощи крупнозернистого оселка. Он обладает небольшим размером и позволяет сохранять угол наклона ножа во время затачивания. Точение инструмента производится с 2 сторон.
- Мусат: приспособление в форме круглого напильника. Применяется преимущественно при точении ножей с малыми деформациями. Затачиваемый предмет прикладывается к мусату. Для заточки необходимо провести лезвием по инструменту от 4 до 6 раз.
- Шлифовальный станок: состоит из электромотора и вращающихся кругов, выполненных из абразивных металлов. Он активно применяется в профессиональных сферах и требует от человека знания навыков точения. В противном случае может произойти сильный нагрев стали, что окажет негативное влияние на прочность лезвия.

Для заточки также применяются подручные средства: каменные точила, стекло, кожаные ремни. С помощью этих точильных приспособлений можно не только восстановить остроту режущего предмета, но и придать ему дополнительный блеск.
Для точения ножей под разными углами используется электрическая заточка. Она состоит из абразивных дисков и электрического привода. Вращение точильных конструкций осуществляется в автономном режиме, что облегчает процесс работы.
Как проверить уровень заточки ножа
Оценить остроту заточенного предмета можно следующими способами:
- Необходимо попробовать разрезать ножом бумажный лист или помидор. Затупленное острие не сможет разрезать эти предметы.
- Поднести лезвие на свет. Если кромка продолжает отбрасывать блики, то острие необходимо заново наточить.
- Японский метод. Он заключается в скручивании газеты в рулон. Полученная конструкция по краям обматывается скотчем и ставится вертикально на столь. Необходимо провести по рулону удар заточенным предметом. Если конструкция разрезалась на 2 части, то заточка прошла успешно.
 Необходимо провести по рулону удар заточенным предметом. Если конструкция разрезалась на 2 части, то заточка прошла успешно.
Необходимо провести по рулону удар заточенным предметом. Если конструкция разрезалась на 2 части, то заточка прошла успешно.Самым безопасным методом проверки является применение специализированных устройств – угломеров, определяющих правильный угол заточки. Они состоят из транспортира, подвижной линейки, стопора, нониуса и винта микрометрической подачи. Для измерения необходимо приложить приспособление к поверхности лезвия и зафиксировать полученные значения. Некоторые угломеры обладают электронным дисплеем, позволяющим выводить результаты измерений на экране в электронном виде.
Не рекомендуется проверять остроту лезвия при помощи пальцев руки. При случайном надавливании на острие возможен риск пореза кожи.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: stankiexpert.ru
Углы заточки ножей в зависимости от предназначения
Долговечность ножа напрямую зависит от стали, из которой он изготовлен. Так говорят эксперты. И с этим трудно спорить. Но на срок эксплуатации лезвия влияет и правиьный угол заточки ножа в зависимости от назначения. Не раз приходилось наблюдать, как спустя неделю клинки из высших сортов стали тупились. И наоборот, «невзрачный» — долго служил своему хозяину несмотря ни на что.
Так говорят эксперты. И с этим трудно спорить. Но на срок эксплуатации лезвия влияет и правиьный угол заточки ножа в зависимости от назначения. Не раз приходилось наблюдать, как спустя неделю клинки из высших сортов стали тупились. И наоборот, «невзрачный» — долго служил своему хозяину несмотря ни на что.
Важность заточки ножей
Заточка – это восстановление изначальной формы, а точнее угла, режущей части кромки. Важность этого параметра трудно переоценить. Правильно подобранные углы увеличивают ресурс ножа, повышают его режущие свойства, способствуют более равномерному распределению давления по лезвию. Но как бы хорошо Вы не заточили нож, рано или поздно, он затупляется. Причина этого неизбежного процесса кроется в:
- Воздействие абразивного трения на режущую кромку, что приводит к ее медленному, но постоянному истиранию. Мельчайшие частицы металла откалываются, изменяя тем самым форму лезвия.
- Несимметричная нагрузка на поверхность клинка. Лезвие прогибается, способствуя неравномерному распределению давления по своей площади.
- Окисление металла. При работе в агрессивной среде – в воде, при резке продуктов повышенной кислотности – увеличивается скорость протекания коррозии. Как результат, заточка приходит в негодность раньше срока.

Разновидности углов заточек
Не существует единственно верный угол режущей кромки. Здесь все зависит от способа применения ножа.
Общий принцип таков: чем меньше угол заточки, тем острее лезвие и, соответственно, лучшими режущими свойствами оно обладает. Минусом при этом является заметное снижение толщины металла, что сильно ослабляет прочность лезвия. Особенно это сказывается на ударном сопротивлении.
И наоборот. Больший угол заточки способен заметно укрепить лезвие. К слову, если заточить режущую кромку на угол 50 градусов, то такой клинок будет способен разрубить гвоздь диаметром 5 мм. Но резка обычных продуктов питания таким ножом превратиться в сущий ад. Так какие же углы считать оптимальными для той или иной деятельности?
Этим вопросом в свое время всерьез задалась компания мирового масштаба по стандартизации «CATRA». Согласно разработанной ей классификации сущетвует таблица углов заточки ножей, исходя из их применения:
Согласно разработанной ей классификации сущетвует таблица углов заточки ножей, исходя из их применения:
Но только ли угол режущей кромки определяет эксплуатационные свойства ножа?
Формы лезвий
Как и угол заточки, форма лезвия сильно влияет на остроту ножа. Некоторые формы способствуют более плавному протеканию процесса резания: лезвие идет «как по маслу» и оставляет после себя тончайшую линию среза.
Другие наоборот, эффективны только при рубке. Главная задача таких форм – обеспечить более равномерное распределение ударного напряжения по клинку.
Форма лезвия не обязательно должна включать в себя только одну режущую кромку. И не всегда имеет в своей геометрии прямую линию. Исходя из этого, формы подразделяют:
- Клиновидная. Часто употребляется в разного рода финских ножах.
- Бритвенная. На вид напоминает обратную линзу. Обеспечивает наиболее высокие режущие свойства.
- «Рубящий китаец». В его основе равнобедренный треугольник с углом в основании не менее 30º.
- Пулевидная. Отличается утолщением лезвия непосредственно перед его режущей кромкой. Такая форма позволяет повысить прочность клинка, не уменьшая при этом его режущие свойства.

Последняя форма особенно трудоемка и требует большого опыта от точильщика.
Способы и инструменты для заточки
Как уже было сказано ранее, по истечении определенного времени лезвие имеет свойство затупляться и терять свою остроту. Для ее восстановления используют разнообразные инструменты и приспособления. Самыми распространенными из них являются:
- Точильные бруски. Позволяют получить наиболее качественную заточку. Вначале лезвие обрабатывается крупнозернистым камнем, а затем доводится более мелким зерном.
- Мусат. Обладает ребристой поверхностью и является эффективным средством для быстрого восстановления остроты ножа. Но при условии, если кромка не затупилась окончательно. Также заточка мусатом – процесс достаточно сложный и требует выработки определенных навыков.
Не рекомендуется использовать в качестве инструмента заточки напильники и его аналоги.
Дело в том, что для качественной стали твердости напильника недостаточно. Он будет лишь «гладить» лезвие, никак не влияя на его остроту.
Для более мягкой стали, напильник снимаем слишком большой слой металла за раз, утяжеляя тем самым возможность контроля толщины лезвия. Причина этому — его повышенная зернистость. Так что оптимальным решением в данном случае будет замена напильника на точильный камень.
Электроточила также следует осмотрительно применять при заточке ножа. Абразивный круг имеет достаточно высокую частоту вращения. В среднем это 3000 об/мин. При взаимодействии наждака и клинка возникают повышенные силы трения, которые приводят к повышению температуры ножа. В результате такого перегрева происходит отпускание стали – лезвие теряет свою твердость. Для уменьшения этого эффекта рекомендуется снизить скорость вращения в 10 раз. Это около 300 об/мин.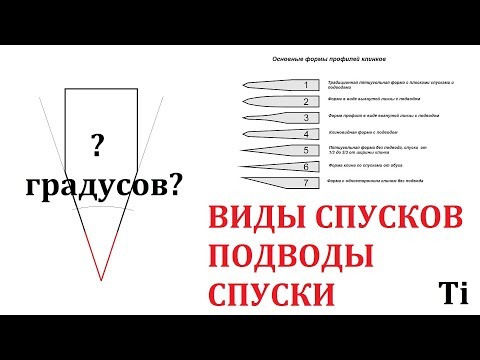 Только в этом случае технологический процесс заточки будет соблюдаться.
Только в этом случае технологический процесс заточки будет соблюдаться.
Не поддавайтесь рекомендациям бывалых мастеров и охотников, которые знают, как «правильно» заточить нож обычной галькой или даже кирпичом. Ни к чему хорошему для Вашего ножа эти советы не приведут.
При заточке наиболее трудоемкой частью является фиксация лезвия и выдержка углов. «В ручную» это сделать, конечно, можно, но для качественного результата требуется высокая квалификация и немалый опыт заточника.
Для нивелирования этого применяют специальное приспособление для выставления угла при заточке. Оно представляет собой направляющую, присоединённую с помощью шарниров к неподвижной станине. А также устройств зажимов, которые позволяют фиксировать клинок в нужном направлении. Все это позволяет с одной стороны обеспечить точность фиксации, а с другой дает жесткость конструкции для осуществления заточки полотна.
Как определить угол заточки ножа — алгоритм
Прежде чем затачивать нож, необходимо обладать представление об уже имеющейся величине износа. Проще говоря, нужно знать, как измерить угол режущей кромки. Самое простое решение — замерить угол с помощью обычных ножниц.
Проще говоря, нужно знать, как измерить угол режущей кромки. Самое простое решение — замерить угол с помощью обычных ножниц.
Прикладываем их к режущей кромке. Полученный угол замеряем транспортиром. Минус данного способа – его высокая погрешность. Поэтому для особо ответственных ножей его применять не стоит. Наиболее оптимальным решением будет использование специальных угломеров. Они точны и удобны в эксплуатации, но стоят при этом тоже не дешево.
Источник: prompriem.ru
Таблица углов заточки ножей в зависимости от их назначения
Ножи — это древнейшие инструменты, которые созданы человеком и оказавшие существенное влияние на развитие многих цивилизаций. Они и по сей день являются незаменимыми для выполнения многих бытовых и профессиональных задач. Их многообразие действительно поражает, для определенных типов работ существуют различные виды ножей. Однако все они нуждаются в заточке. Если длительное время не проводить затачивание лезвия, оно начнет затупляться и утратит все свои режущие свойства. Для обеспечения эффективности необходимо предусмотреть своевременное затачивание инструментов и выдержать правильные углы заточки ножей в зависимости от их назначения.
Для обеспечения эффективности необходимо предусмотреть своевременное затачивание инструментов и выдержать правильные углы заточки ножей в зависимости от их назначения.
Особенности заточки
В процессе изготовления, исходя из того, какие профессиональные цели и предназначение имеет инструмент, выбирают определенную форму лезвия, параметры толщины и наклона режущих кромок. Именно благодаря правильному наклону углов и положения клинка можно выполнить обработку самых неподатливых фактур, поскольку правильность реза обеспечивается только при соблюдении определенных рабочих положениях инструментов.
Оптимальные углы заточки ножей предполагают наличие максимального давления на режущие материалы в процессе работы. В случае изменения наклона, лезвия могут быть запросто испорчены. Здесь важно отметить, что каждая модель клинка нуждается в затачивании со строгим соблюдением определенных углов. Исходя из того, какие конструкционные особенности имеет нож и для какого использования он предназначен, определяются оптимальные углы заточки.
При этом, некоторые виды профессиональных или поварских инструментов (Трамонтина и Лански) нежелательно обрабатывать самостоятельно, это должен делать квалифицированный на специальном оборудовании, чтобы не испортить лезвие.
Что такое угол заточки ножа
Зачастую данное значение редко указывается в технических характеристиках к определенному инструменту при его приобретении, хотя оно является одним из важных критериев, которые влияют на режущее свойство инструмента. Отсутствие соответствующей информации может вызвать определенную сложность у владельца с пониманием под каким углом выполнять последующую заточку инструмента. Чтобы этого избежать можно воспользоваться ниже представленной таблицей углов заточки ножей. Однако, перед этим давайте разберемся, что же все-таки это значение собой представляет.
Участок, где спуск на клинке плавно переходит в края режущей кромки, называется подвод. Углы схождения подвода на двух сторонах лезвия ножа называют «углом заточки». В идеальном варианте, у клинка могут отсутствовать подводы, в таких случаях углами заточек называют углы схождения спуска. Но инструменты с такой конструкцией можно встретить достаточно редко. В основном к ним можно отнести изделия по типу профессиональных японских кухонных ножей.
В идеальном варианте, у клинка могут отсутствовать подводы, в таких случаях углами заточек называют углы схождения спуска. Но инструменты с такой конструкцией можно встретить достаточно редко. В основном к ним можно отнести изделия по типу профессиональных японских кухонных ножей.
Углы заточки отвечают непосредственно за предназначение и вид работ, для которых создан нож. Чем меньший угол затачивания, тем проще резать и нож становится более острым, однако он быстро затупляется и нуждается в повторном затачивании. Чем больший угол затачивания, тем более схожим становится клинок на топор, и дольше держит свою остроту.
Видео «Измерение угла заточки ножа»
Углы заточки столярного инструмента таблица
Заточка деревообрабатывающего инструмента
Весь секрет изготовления хорошего столярного инструмента складывается из двух факторов: правильной заточки и правильно выбранного сорта стали, которая эту заточку долго сохраняет, не мнётся и не выкрашивается от любой древесины. Если сорт стали не всегда зависит от мастера, то заточка зависит только от него. Но для её правильного выполнения надо иметь некоторые знания. Затачивание инструмента состоит из двух операций.
1. Закалка инструмента
Не каждую сталь можно подвергать термической обработке в домашних условиях. Наиболее распространенная, углеродистая, сталь, из которой изготовлены многие инструменты, в том числе напильники, поддается закалке легко.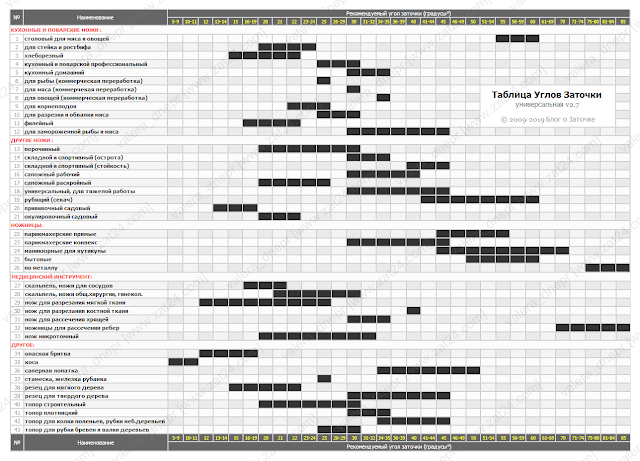 Закалка включает две операции.
Закалка включает две операции.
Во время первой операции инструмент нагревают до вишнево-красного свечения на газовой горелке или другим способом. Хорошо прочищенная кухонная газовая горелка для нагрева небольших инструментов вполне подходит. Нагретый инструмент быстро опускают в воду, сосуд с которой находится как можно ближе к горелке, и резко перемещают его, чтобы избавиться от образующейся вокруг паровой оболочки, мешающей контакту металла с водой.
Вторая операция (отпуск) заключается в смягчении закаленной до хрупкости стали. Теперь резец нагревают незначительно, контролируя цвет побежалости. Поэтому образовавшуюся на инструменте окалину при первой операции нужно снять легкой полировкой до блеска на мелкой шкурке (хотя бы фаску заточки), стараясь не испортить лезвие. На пламени нагревают участок на расстоянии 1-2 см от конца резца. Нельзя нагревать сам режущий кончик, который может быстро перегреться. Кончик должен нагреться внутренним теплом, идущим от стержня. Надо следить за цветом побежалости на полированной поверхности, уловить момент, когда режущий кончик из синего начнет превращаться в вишневый, и резко опустить его в воду (лучше со слоем масла на поверхности).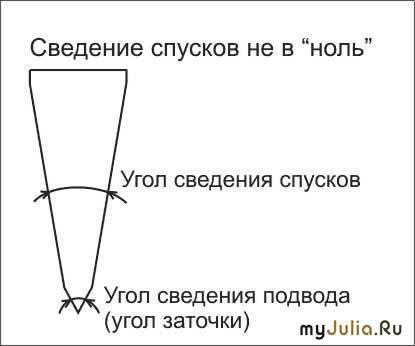
Затем инструмент, например резец, пробуют на дереве и затачивают ещё раз начисто. Если при резьбе режущая кромка выкрашивается, необходимо повысить температуру второго нагрева до соломенного цвета побежалости.
Мнущееся лезвие инструмента говорит о несоответствии режима закалки сорту стали или о неудачно проведённой операции: недостаточно высокой температуре первого нагрева, замедлении при опускании в воду, не резком охлаждении из-за слоя пара, образовавшегося в канавках и пазухах инструментов, слишком высокой температуре отпуска.
В иных случаях, когда инструмент изготовлен не из углеродистой стали, лучше обратиться за помощью к специалисту, так как в домашних условиях не удастся получить достаточно высокую температуру для закаливания высококачественных сталей.
Для столяра, имеющего возможность нагреть инструмент, например, в муфельной печи или кузнечном горне, приведём некоторые основные рекомендации.
Сорт стали можно ориентировочно определить по искре на точильном круге в затёмненном месте. Так, белый пучок искр с отдельными звездочками указывает на то, что сталь углеродистая, требует незначительного нагрева при закалке (до температуры 780°С — вишнево-красное свечение) и отпуска при переходе цвета побежалости от фиолетового (для режущего инструмента) к соломенному (для работы киянкой). Термическую обработку такой стали можно вести дома на газовой горелке.
Так, белый пучок искр с отдельными звездочками указывает на то, что сталь углеродистая, требует незначительного нагрева при закалке (до температуры 780°С — вишнево-красное свечение) и отпуска при переходе цвета побежалости от фиолетового (для режущего инструмента) к соломенному (для работы киянкой). Термическую обработку такой стали можно вести дома на газовой горелке.
Если короткий пучок тёмно-красных искр почти без звездочек, сталь быстрорежущая Р18. Она требует высокой температуры закалки — около 1270°С, что соответствует ярко-белому свечению. Добиться этого можно только в большой муфельной печи или в кузнечном горне.
Немного ниже температура закалки (около 1230°С) у быстрорежущей стали Р9. Она закаливается при светло-желтом свечении, а на точильном круге дает красновато-оранжевые искры с небольшим количеством звездочек.
Другие легированные стали (хром даёт едва различимые желтые искры, вольфрам — хорошо выраженные красные) закаливаются при светло-красном свечении (температура 820-900°С). Легированные стали лучше закаливать в масле или в подогретой до температуры 70°С воде.
Легированные стали лучше закаливать в масле или в подогретой до температуры 70°С воде.
Приблизительно такая же температура требуется и для отжига стали перед её обработкой: легированные стали нагревают до 1000°С, быстрорежущие до 1200°С. После нагрева они должны медленно остывать вместе с печью.
Следует учесть, что при высоком и длительном нагревании происходит выгорание углерода. Поэтому лучше не делать закалку инструмента с очень тонким участком, или после закалки снять на бруске или точиле с охлаждением острый обезуглероженный кончик. По этой же причине не надо бояться делать заточку инструмента, особенно первую, до образования заусенца по всей длине лезвия. Также, если первая пробная работа закаленным и заточенным инструментом не дает желаемого результата, надо повторить заточку.
2. Заточка инструмента
Весь секрет изготовления хорошего столярного инструмента складывается из двух факторов: правильной заточки и правильно выбранного сорта стали, которая эту заточку долго сохраняет, не мнётся и не выкрашивается от любой древесины. Если сорт стали не всегда зависит от мастера, то заточка зависит только от него. Но для её правильного выполнения надо иметь некоторые знания. Затачивание инструмента состоит из двух операций.
Если сорт стали не всегда зависит от мастера, то заточка зависит только от него. Но для её правильного выполнения надо иметь некоторые знания. Затачивание инструмента состоит из двух операций.
Задача первой операции — добиться ровной плоскости стачивания (она называется фаской) без заоваливания её на самой кромке и без пережога стали. При этой операции стачивают металл с одной стороны режущей части инструмента (как у стамесок) или с двух её сторон (как у ножа) с образованием требуемой для данного инструмента формы лезвия. Другая задача первой операции — поставить фаску под определенным углом по отношению ко второй плоскости (пласти или фаске) при жале лезвия, требуемым именно для данного инструмента. Этот угол, называемый углом заточки, бывает различным: 7-8° у ножа, 15-25° у стамесок, 37-42° у рубанков и 50-53° у специального рубанка — шлифтика.
Угол заточки инструмента находится в строгой зависимости от угла наклона режущей грани (плоскости) лезвия по отношению к поверхности древесины, что определяется сложной формулой. Если в таких инструментах, как нож, стамески, топоры, мы можем к углу наклона режущей грани приспособиться в процессе работы, а значит, и угол заточки при лезвии может варьироваться в зависимости от потребности (срезания древесины вручную или ударами молотком, киянкой), то в других инструментах, например рубанках, этот угол заточки должен быть выдержан строже.
Если в таких инструментах, как нож, стамески, топоры, мы можем к углу наклона режущей грани приспособиться в процессе работы, а значит, и угол заточки при лезвии может варьироваться в зависимости от потребности (срезания древесины вручную или ударами молотком, киянкой), то в других инструментах, например рубанках, этот угол заточки должен быть выдержан строже.
Задача второй операции — правки — не испортить угол заточки и добиться острого жала лезвия, что связано со снятием с него неровностей, мелких зазубрин, заусенцев, с полировкой до блеска обеих поверхностей лезвия.
Первую операцию выполняют, как правило, на механическом точиле — вращающемся абразивном круге. Заканчивают её вручную на большом плоском бруске. Доводить заточку лезвия на точиле до остроты опасно, так как в этом случае трудно контролировать перегрев стали при больших оборотах круга, когда неожиданно на тонкой кромке лезвия при точении появляется цвет побежалости — признак того, что прочность стали нарушена и заточка испорчена. Такое место придется полностью срезать на том же точиле и сделать заточку заново.
Такое место придется полностью срезать на том же точиле и сделать заточку заново.
Для того чтобы уменьшить последующую ручную работу на бруске, стараются на точиле максимально снять металл по всей фаске, кроме её кромки, что делать нетрудно на точиле цилиндрической формы: она позволяет выемкой на фаске убрать лишний металл со всей её середины.
Чтобы сталь не перегрелась, инструмент периодически макают в воду и само точило также пропитывают водой. Исчезновение капелек воды на кончике лезвия или их закипание — признак того, что пора его опустить в воду.
Начинающему точильщику целесообразно затачивать инструмент на точиле так, чтобы круг вращался не навстречу лезвию, а наоборот или под некоторым углом к нему (в разных направлениях). Так меньше опасности при неверном движении врезаться точилом в лезвие и испортить всю работу. Однако во всей литературе рекомендуется любой инструмент затачивать на точиле только при его вращении навстречу лезвию. Но это правило подходит только для специалиста или мастера, имеющего большой опыт заточки. Несомненно, что при движении поверхности круга навстречу лезвию его заострение получается лучше: меньше происходит выкрашивание частиц металла на самой кромке лезвия — они как бы прижимаются при вращении, а не отрываются от него, когда движение точила происходит от лезвия. Также при этом не получаются столь большие заусенцы, как при затачивании “по лезвию”, где больше возможностей для загиба кромки, что и дает заусенец. Кроме того, при строгом соблюдении правил заточки инструмента навстречу лезвию, если он точно зафиксирован (при помощи специального упора или тренированными руками), получается и четко поставленная грань лезвия. Таковы положительные стороны заточки методом навстречу лезвию. Но в нем есть и отрицательные стороны, весомость которых более существенна, особенно для начинающего точильщика. Главный недостаток — это то, что мы не можем доводить заточку до острого жала лезвия, так как при этом слишком велика опасность сжечь его. Доводить до нужной остроты лезвие инструмента можно только на водяном точиле, скорость вращения которого очень маленькая (при увеличении скорости вода заливает руки).
Несомненно, что при движении поверхности круга навстречу лезвию его заострение получается лучше: меньше происходит выкрашивание частиц металла на самой кромке лезвия — они как бы прижимаются при вращении, а не отрываются от него, когда движение точила происходит от лезвия. Также при этом не получаются столь большие заусенцы, как при затачивании “по лезвию”, где больше возможностей для загиба кромки, что и дает заусенец. Кроме того, при строгом соблюдении правил заточки инструмента навстречу лезвию, если он точно зафиксирован (при помощи специального упора или тренированными руками), получается и четко поставленная грань лезвия. Таковы положительные стороны заточки методом навстречу лезвию. Но в нем есть и отрицательные стороны, весомость которых более существенна, особенно для начинающего точильщика. Главный недостаток — это то, что мы не можем доводить заточку до острого жала лезвия, так как при этом слишком велика опасность сжечь его. Доводить до нужной остроты лезвие инструмента можно только на водяном точиле, скорость вращения которого очень маленькая (при увеличении скорости вода заливает руки). На всех других механических точилах заточка ведется без воды. Но и после водяного точила лезвие получается острым только за счет хорошего угла заточки и четко поставленных граней. На самом же деле оно иссечено зазубринами от песчинок абразива и представляет собой как бы пилку с очень мелкими зубчиками. Такое лезвие будет резать древесину, но след среза будет неровным, не блестящим. Лезвию потребуется основательная правка — полное снятие жала и формирование нового.
На всех других механических точилах заточка ведется без воды. Но и после водяного точила лезвие получается острым только за счет хорошего угла заточки и четко поставленных граней. На самом же деле оно иссечено зазубринами от песчинок абразива и представляет собой как бы пилку с очень мелкими зубчиками. Такое лезвие будет резать древесину, но след среза будет неровным, не блестящим. Лезвию потребуется основательная правка — полное снятие жала и формирование нового.
Для того чтобы довести до конца заточку инструмента на жестком бруске, лучше зажать брусок в тисках или закрепить на верстаке. Тогда работу можно будет вести с прижимом, двумя руками. Брусок предварительно, а затем периодически надо промывать водой с мылом с помощью щетки, так как он засаливается и забивается мелкими металлическими опилками и абразивной пылью, хорошо его пропитывать водой. В процессе работы поверхность бруска удобнее протирать мокрой тряпкой. Именно при таких условиях поверхность бруска хорошо стачивает металл.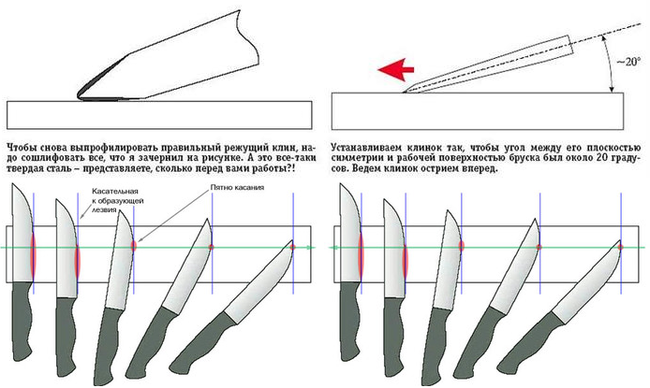
Затачивая инструмент, нужно особенно следить, чтобы фаска соприкасалась с поверхностью бруска всей плоскостью, чтобы не испортить угол заточки. Водить инструментом по бруску можно в любом направлении, но по мере заострения лезвия и появления на нем заусенца — тонкой блестящей полоски загибаемого металла на жале лезвия — с направлением движений при заточке следует поступать более осторожно. Во избежание риска врезаться в абразив лезвием инструмента лучше полностью прекратить его движение навстречу и вдоль лезвия. Предпочтительнее делать движения под углом 45° как в одну, так и в другую сторону по отношению к кромке лезвия, в направлении от него. Именно таким образом мы уменьшаем усилие, которое загибает жало лезвия в заусенец. Подобный метод заточки подтверждается практикой опытных мастеров. Известно, что парикмахеры подобным образом правят опасные бритвы.
Вторую операцию заточки — правку — выполняют сначала на мелкозернистом бруске или специальной заправочной доске, затем на оселке или на гладком, затертом при заточке месте заправочной доски, иногда на оселке или заправочной доске, обтянутой кожей, с применением специальной пасты.
Заправочная доска обклеена мелкой наждачной бумагой (лучше шкуркой на ткани). Края её приклеены встык на одной из узких сторон доски. Одну сторону заправочной доски стоит предварительно скруглить, причём с разной кривизной вдоль по кромке. На ней мы будем делать правку вогнутой пласти полукруглых стамесок.
При правке на оселке можно делать сначала и круговые движения инструментом (например, стамеской), акцентируя усилия при движении от лезвия, но на заправочной доске надо сразу же остерегаться делать движения навстречу лезвию: мягкая ткань или бумага шкурки от нажима хоть незначительно, но прогибается и лезвие “атакует” наждачную поверхность под большим углом, что приведет к заоваливанию фаски, т.е. к изменению угла заточки. Также по вышеописанным причинам лезвие может быть испорчено от задевания за неровности на поверхности затачивания. Например, при заточке на заправочной доске ножа навстречу лезвию случается даже, что он срезает часть наклеенной шкурки.
Во время правки надо периодически поворачивать инструмент с одной стороны на другую, пока обе грани лезвия не будут отполированы до блеска, а заусенец не исчезнет полностью. По мере заканчивания правки движения руки должны становиться все более частыми и легкими, также и затачиваемые грани взаимозаменяют чаще.
По мере заканчивания правки движения руки должны становиться все более частыми и легкими, также и затачиваемые грани взаимозаменяют чаще.
После правки надо сделать пробную резьбу, испытав инструмент в приемах резания вдоль и поперек древесины, особенно твёрдой. Вполне вероятно, что лезвие инструмента при этом “сядет” и не даст желаемого результата. Это не всегда является признаком плохой стали, а скорее всего это результат выгорания углерода из кромки лезвия при закалке, о чем мы говорили выше. Правда, такое случается и с инструментом, не подвергавшимся термической обработке. Во всяком случае, необходимо снова его подправить и проверить, пока режущая кромка не устоится.
Хорошо заточенный инструмент служит долго и не требует частой заправки. Его подправляют только после многочасовой работы. Для более скорого достижения результата, если инструмент уже давно используется, можно при заправке слегка усилить контакт кромки затачиваемого лезвия с бруском, учитывая, что при первоначальной заточке угол заострения его был достаточно острым. При этом угол заточки немного увеличивается и образуется вторичная фаска. Естественно, через некоторое время придется снова выправлять угол заточки лезвия на бруске, а то и на круге ручной дрели. Практика показала, что применять полировочную пасту или масляную краску “Окись хрома” для окончательной правки инструмента необязательно. В процессе работы на заправочной доске появятся места более гладкие (сработанные) и более жесткие, что позволит использовать одну и ту же шкурку на доске для последовательной заточки: от грубой к чистой.
При этом угол заточки немного увеличивается и образуется вторичная фаска. Естественно, через некоторое время придется снова выправлять угол заточки лезвия на бруске, а то и на круге ручной дрели. Практика показала, что применять полировочную пасту или масляную краску “Окись хрома” для окончательной правки инструмента необязательно. В процессе работы на заправочной доске появятся места более гладкие (сработанные) и более жесткие, что позволит использовать одну и ту же шкурку на доске для последовательной заточки: от грубой к чистой.
3. Точильный круг
Абразивный круг, приводимый во вращение механическим или электрическим приводом, принято называть точилом, шлифовальным или точильным кругом. Абразивные диски, продаваемые в хозяйственных и инструментальных магазинах, как и другие шлифовальные круги, изготовляются из искусственных минералов: электрокорунда, карбида кремния (карборунда), карбида бора и др., иногда из наждака (наждак — это природный минерал и в настоящее время используется в основном для производства шлифовальных шкурок). Лучше покупать абразивный диск из белого электрокорунда (его маркировка на круге начинается с ЭБ) или монокорунда (маркировка М). Они больше подходят по твёрдости зерен для чистовой обработки, а в нашем случае — для заточки закаленного инструмента — хорошо зарекомендовали себя в шлифовании весьма твёрдых поверхностей металла с малой глубиной стачивания.
Лучше покупать абразивный диск из белого электрокорунда (его маркировка на круге начинается с ЭБ) или монокорунда (маркировка М). Они больше подходят по твёрдости зерен для чистовой обработки, а в нашем случае — для заточки закаленного инструмента — хорошо зарекомендовали себя в шлифовании весьма твёрдых поверхностей металла с малой глубиной стачивания.
Маркировка твёрдости на абразивных кругах указывается начальными буквами слов: мягкие (М), средне-мягкие (СМ) и далее аналогично — средние, среднетвёрдые, твёрдые, весьма твёрдые, чрезвычайно твёрдые и добавлением цифр 1 и 2 (иногда 3), уточняющих степень твёрдости.
Современные шлифовальные круги сформованы на прочном связующем, обладают большой сопротивляемостью на разрыв, обеспечивающей им в два-три раза большую частоту вращения, чем та, которую сообщает электродрель. И тем не менее после покупки шлифовального диска, особенно если он без маркировки, обязательно следует проверить его на большой частоте вращения, приняв меры безопасности (не находиться в плоскости вращения диска) на случай разрыва.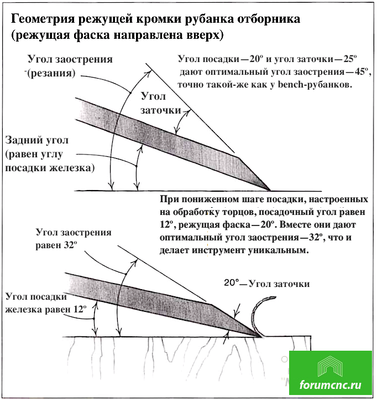 И в дальнейшем целесообразно при холостых (т.е. максимальных) оборотах круга не держать голову в плоскости его вращения. Эти меры нужны на случай брака или дефекта диска.
И в дальнейшем целесообразно при холостых (т.е. максимальных) оборотах круга не держать голову в плоскости его вращения. Эти меры нужны на случай брака или дефекта диска.
А для уверенности, что вращение нового шлифовального круга в дрели безопасно, полезно знать следующие сведения. Обычно на маркировке диска указана не частота вращения (в об/мин), а окружная скорость (в м/с). Это связано с тем, что центробежная сила (а значит, и разрывная) зависит не только от частоты вращения, а и от диаметра круга. Для примера рассчитаем окружную скорость зерен на ободе шлифовального круга диаметром в 175 мм, вставленного в электродрель, дающую 2000 об/мин. При длине окружности обода 0,175? 3,14 = 0,55 м, частота вращения составит приблизительно 33 об/с (2000:60), а окружная скорость зерен на нем 0,55? 33 = 18,15 м/с. А допустимая скорость вращения современных шлифовальных кругов колеблется от 35 до 40 м/с, что превышает нашу расчетную более чем в два раза.
Надо заметить, что целесообразнее брать для точила к электродрели круги диаметром меньше 175 мм. Это удобнее по многим причинам. Часто в процессе работы приходится затачивать инструмент, держа дрель с точилом в левой руке и включая её короткими импульсами, — так больше уверенности не испортить заточку и не сжечь сталь. В этом случае масса круга, влияющая на его инерционность, будет каждый раз мешать включению дрели. По этим же причинам нежелательна и чрезмерная окружная скорость поверхности затачивания, которая связана с диаметром круга. Понятно, что с уменьшением диаметра круга уменьшится и наша расчетная окружная скорость, т.е. повысится степень безопасности работы.
Это удобнее по многим причинам. Часто в процессе работы приходится затачивать инструмент, держа дрель с точилом в левой руке и включая её короткими импульсами, — так больше уверенности не испортить заточку и не сжечь сталь. В этом случае масса круга, влияющая на его инерционность, будет каждый раз мешать включению дрели. По этим же причинам нежелательна и чрезмерная окружная скорость поверхности затачивания, которая связана с диаметром круга. Понятно, что с уменьшением диаметра круга уменьшится и наша расчетная окружная скорость, т.е. повысится степень безопасности работы.
Как раз в этом смысле очень удобны для работы по заточке инструмента абразивные пальчики длиною 25 мм и диаметром 10 мм на металлической оси вращения, изготовляемые специально для электродрели и поступающие иногда в продажу.
Точильные круги обладают способностью самозатачиваться, т.е. снашивающиеся и затупившиеся зерна абразива постепенно отлетают, уступая место новым. Но они требуют и определенных условий эксплуатации: надо стараться так вести заточку инструмента, чтобы круг стачивался равномерно по всей поверхности, без образования канавок. Поэтому нельзя его использовать для затачивания инструмента вручную, в качестве бруска — это приведет к местному повреждению его поверхности и к эксцентриситету при вращении.
Поэтому нельзя его использовать для затачивания инструмента вручную, в качестве бруска — это приведет к местному повреждению его поверхности и к эксцентриситету при вращении.
Промышленные диски изготовлены так, что отверстие каждого из них согласовано с центром тяжести и с геометрическим центром окружности обода. Также и при насадке круга на ось вращения эти условия необходимо выдержать. Такую ось, диаметром до 9 мм, можно сделать из болта, от которого отпиливают головку. На резьбовом конце между шайбами, пластинчатыми прокладками и гайками зажимают диск. Предварительно в отверстие диска вбивают вкладыш из твёрдого дерева, точно находят его центр относительно внешней цилиндрической поверхности диска и сверлят отверстие под выбранную ось. Диаметр шайб и прокладок под них должен превышать диаметр вкладыша, а вкладыш должен быть обрезан заподлицо с диском. Затем на малых оборотах дрели нужно проверить центровку диска, касаясь кончиком карандаша или мела его цилиндрической поверхности.
Руководство по заточке инструментов
Профессионалы знают, что тупые инструменты тратят время и деньги. Ознакомьтесь с этими умными советами по заточке цепной пилы, лопаты, насадок и многого другого.
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1 / 9
Заточка зубьев цепной пилы
Использование напильника для заточки полностью закругленных зубьев цепной пилы занимает длинных времени. С комплектом для заточки цепных пил Dremel всего за несколько минут можно восстановить всю цепь до того прекрасного состояния, когда из желоба вылетают огромные стружки. Просто поместите шлифовальные камни соответствующего диаметра из комплекта в Dremel, а затем визуально совместите угловые метки на металлическом стержне с углом зубьев. В комплект входит угловой калибр и камни для наиболее распространенных размеров зубов.
Купить сейчас
2 / 9
Новые углы при заточке инструментов
Вот лучший способ надежно удерживать инструменты во время их заточки и избавиться от догадок при создании правильного угла скоса. Это короткий кусок 2×4 с угловым концом и размером 1-1/4 дюйма. отверстие для хомута. Мы сделали один для стамесок и рубанков, а еще несколько с разными углами для токарных инструментов по дереву. Крупные метки с названием инструмента говорят вам, какие блоки для каких инструментов.
Для шлифовального станка Delta с кругом диаметром 6 дюймов кусок 2×4 длиной 5-1/2 дюйма точно выравнивает инструмент по кругу. Для других кофемолок вам может потребоваться отрегулировать эту длину.
Примечание. Угол, который вы вырезаете на блоке, не совпадает с углом скоса инструмента. Чтобы определить угол блока, выключите шлифовальный станок и прижмите скос инструмента к кругу. Угол вала инструмента по отношению к верстаку — это угол, под которым выполняется резка на станке 2×4.
3 / 9
через Amazon
Суперпростая точилка для зубил
Большинство столяров полагаются на острые стамески и рубанки как на средство к существованию. Любимым устройством для заточки является система WorkSharp. Он быстро и без проблем затачивает стамески и лезвия рубанка. Самое приятное то, что вам не нужна практика, чтобы получить бритвенно-острый край. WS3000 доступен онлайн.
Купить сейчас
4 / 9
Топоры: напильник и хонингование
Не все топоры имеют одинаковый скос лезвия, поэтому при повторной заточке важно следовать линиям исходного скоса. Осмотрите лезвие топора на наличие сколов или зазубрин. Если вы найдете какие-то зазубрины, отшлифуйте их. Не забудьте заточить всю кромку, чтобы сохранить форму лезвия. Вы также должны быть осторожны, чтобы не обжечь край.
Держите под рукой ведро с водой, чтобы омывать головку после каждого прохода, затем вытирать ее и продолжать шлифовку. Если на вашем лезвии есть только небольшие зазубрины или неровности, обычно их можно спилить 10-дюймовым шлифовальным кругом.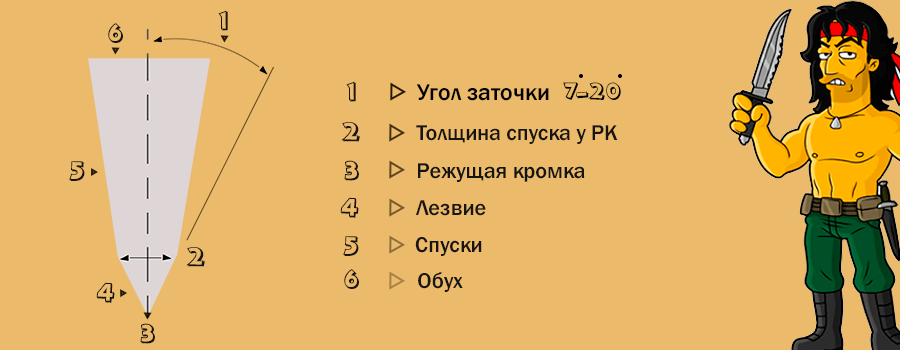 файл мельницы ублюдок. Опиловка производит очень мало тепла, поэтому вам не нужно беспокоиться о том, чтобы испортить закалку лезвия.
файл мельницы ублюдок. Опиловка производит очень мало тепла, поэтому вам не нужно беспокоиться о том, чтобы испортить закалку лезвия.
Купить сейчас
5 / 9
Заточка лопаты напильником
Заточка лопаты — одна из тех вещей, о которых большинство людей не задумываются. Но как только ваша лопата станет острой, задача копания станет почти веселой. Наряду с тем, что он легко скользит по почве, он прорезает упрямые корни и дерн. В большинстве случаев вам понадобится только напильник для заточки лопаты, но если на кромке есть сколы или глубокие зазубрины, сначала используйте шлифовальную машину, чтобы изменить форму кромки.
Далее напилите по лезвию лопаты с каждой стороны к центру. Перемещайте файл одним непрерывным движением, чтобы края были ровными. Угол должен быть около 45 градусов. Для хорошей кромки потребуется до 20 ударов с каждой стороны. Используйте стержневой зажим, чтобы надежно закрепить лопату на верстаке. Как только лопата станет острой, не беспокойтесь о заусенцах, которые вы создали на обратной стороне; они исчезнут, как только вы начнете копать.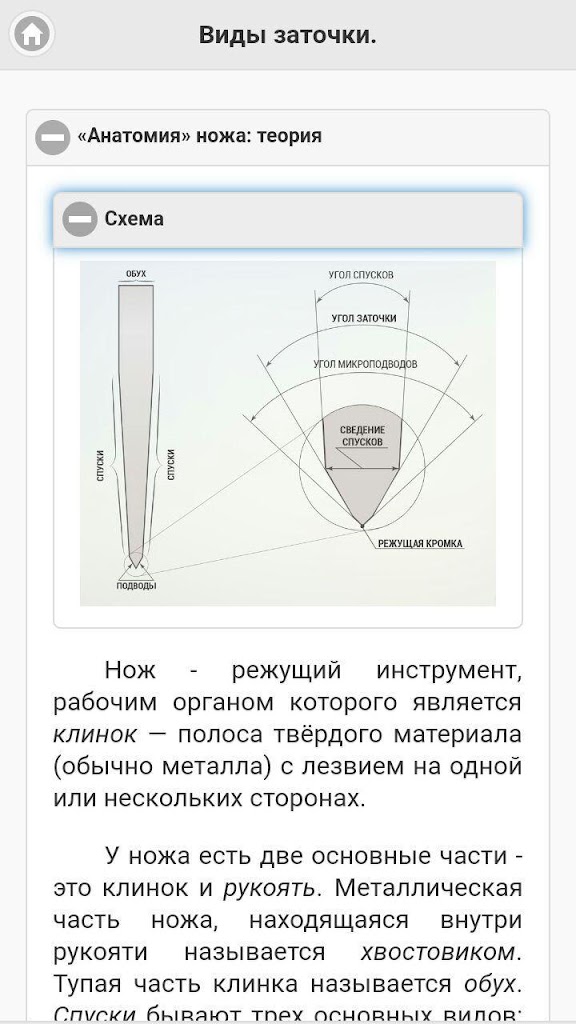
6 / 9
Карусельная заточка
Вот быстрый, безопасный и простой способ грубой заточки небольших магазинных инструментов, таких как скребки для краски и клея. Во-первых, купите комплект шлифовальных кругов для дрели. В комплект входит резиновый диск и несколько шлифовальных дисков различной зернистости. Аккуратно зажмите сверло в тисках, не сгибая и не деформируя корпус сверла, затем вращайте диск на малой скорости. Держите лезвие так, чтобы диск вращался от лезвия, а не в него, чтобы он не врезался в диск. Перемещайте лезвие из стороны в сторону, работая у внешнего края диска для максимального контроля. Используйте более грубую зернистость для восстановления зазубренных краев и более мелкую зернистость для подкраски заточки.
Купить сейчас
7 / 9
Ленточная шлифовальная машина для заточки инструментов?
Более крупные инструменты, такие как топоры, лопаты и другие садовые инструменты, легко затачивать на ленточно-шлифовальном станке. Чтобы ленточная шлифовальная машина оставалась неподвижной, когда вы прижимаете инструмент к ленте, зажмите шлифовальную машину в тисках или на рабочем столе. Затем:
Чтобы ленточная шлифовальная машина оставалась неподвижной, когда вы прижимаете инструмент к ленте, зажмите шлифовальную машину в тисках или на рабочем столе. Затем:
- Снимите мешок для пыли с инструмента.
- Проверьте угол режущей кромки и держите инструмент на ремне, чтобы он сохранял этот угол во время заточки.
- Делайте легкие проходы из стороны в сторону, останавливаясь для проверки кромки через каждые пару проходов, и обязательно держите инструмент так, чтобы лента вращалась в сторону от режущей кромки.
Изношенные режущие кромки можно изменить с помощью шлифовальной ленты с зернистостью 60 и обработать лентой с зернистостью 100.
8 / 9
Как сохранить остроту лопаточных насадок
Насадные насадки отлично подходят для чернового сверления отверстий в грубом материале, но в процессе работы с ними приходится изрядно повозиться. К счастью, лопату не нужно затачивать с точностью, чтобы она работала лучше. Несколько штрихов по низу напильником и вы снова в деле.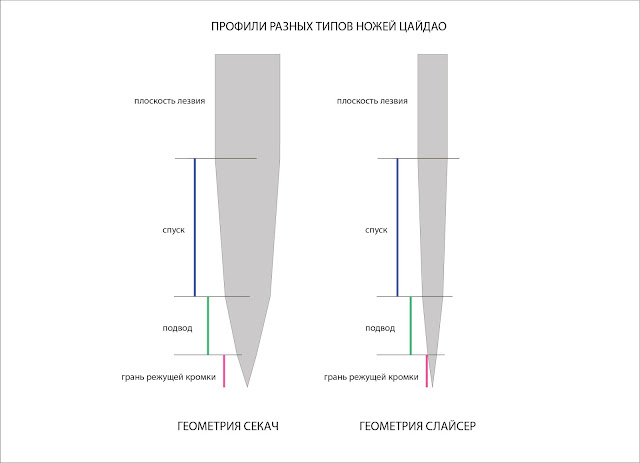
Зажмите сверло в тисках и заточите режущие кромки, соблюдая существующий угол. Конический треугольный напильник хорошо подходит для насадок многих размеров.
9 / 9
Настройка твердосплавных фрез с помощью алмазной лопатки
Сколы или сильно притупившиеся твердосплавные фрезы требуют профессиональной заточки, но если кромка слегка притупилась, ее можно восстановить с помощью алмазной насадки.
Во избежание изменения режущего профиля насадки затачивайте только заднюю часть резцов. Удобный метод — закрепить алмазную лопатку на верстаке и перемещать долото вперед и назад по поверхности, пропитанной алмазом. Начните с более грубой стороны лопатки, затем переключитесь на мелкую сторону. Заточенный карбид должен иметь ровную блестящую полосу вдоль режущей кромки.
Знакомство с углом опережения
Торцевое фрезерование со сменными инструментами распространено в мастерских. Не нужно глубоко изучать предложения от поставщиков индексируемых инструментов, чтобы понять, что существует множество конструкций инструментов. Как выбрать правильный для приложения может быть сложной задачей. Однако, если понять влияние основных конструктивных особенностей торцевой фрезы, выбор подходящего корпуса фрезы становится намного проще.
Как выбрать правильный для приложения может быть сложной задачей. Однако, если понять влияние основных конструктивных особенностей торцевой фрезы, выбор подходящего корпуса фрезы становится намного проще.
Одной из таких характеристик является угол опережения инструмента. Угол опережения представляет собой угловой размер, измеряемый параллельно режущей кромке инструмента и поверхности изготавливаемой детали (рис. 1). Угол влияет на то, как работает инструмент, как его следует применять и как выглядит готовая деталь. Типичные углы опережения, доступные в стандартных инструментах, составляют 90°, 60°, 45° и 15°.
Рис. 1. Угол опережения торцевой фрезы может иметь большое влияние на ее работу.
Расчеты
Стоит попытаться понять, как угол в плане влияет на направление сил резания (рис. 2). Генерируемые результирующие силы резания всегда реагируют в направлении, перпендикулярном режущей кромке. Математически, чтобы облегчить понимание этих сил, их можно разбить на два вектора: один в горизонтальном направлении и один в вертикальном направлении.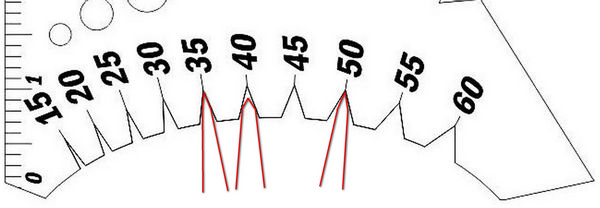
Рис. 2: Чистую силу резания можно разделить на осевую и радиальную составляющие.
Амплитуда каждого вектора показывает, где действует большая из этих двух сил (рис. 3). Используя формулу базовой тригонометрии, можно рассчитать, как следует разделить эти силы. Умножение чистой силы (F N ) на синус или косинус угла опережения показывает, какая часть сил действует вертикально, а какая — горизонтально.
Горизонтальные силы, действующие перпендикулярно оси инструмента, менее желательны, чем вертикальные силы. Думайте об этом, как о попытке сдвинуть лицевую мельницу с центра. Силы, движущиеся в этом направлении, могут вызвать отклонение, вибрацию и наклон шпинделя, что приводит к снижению срока службы инструмента и снижению качества детали. Вертикальные силы более желательны, потому что они параллельны оси инструмента. Это означает, что они направлены прямо вверх по оси шпинделя, которая имеет всю жесткость станка, противодействующую этим силам. Машина лучше приспособлена для обработки сил в этом направлении, поэтому работа не теряет стабильности.
Машина лучше приспособлена для обработки сил в этом направлении, поэтому работа не теряет стабильности.
Осевое истончение стружки
Угол в плане также связан с явлением, называемым осевое истончение стружки, которое является результатом геометрии угла в плане и скорости подачи. Когда угол в плане равен 90°, физическая толщина стружки равна шагу на зуб, запрограммированному в станке. Поскольку толщина стружки измеряется перпендикулярно углу в плане, по мере увеличения угла в плане толщина стружки становится меньше при одинаковом подаче на зуб (рис. 4).
Рис. 4. Чем меньше угол в плане, тем сильнее становится эффект осевого утончения стружки.
Независимо от того, насколько сильно на толщину стружки влияет истончение стружки, толщина стружки должна соответствовать рекомендациям производителя режущего инструмента. Это означает увеличение подачи на зуб (F Z ) по мере увеличения угла в плане, чтобы поддерживать рекомендуемую толщину стружки. Если он станет слишком маленьким, инструмент может тереть, а не резать заготовку.
Если он станет слишком маленьким, инструмент может тереть, а не резать заготовку.
Второй недостаток неправильного противодействия эффектам осевого утоньшения стружки связан с управлением теплом, выделяемым при торцовом фрезеровании. Если чип становится слишком маленьким, он теряет способность удерживать тепло, которое в идеале должно уходить в чип и уноситься. Когда такой передачи тепла не происходит, тепло переходит в деталь или инструмент. И то, и другое нежелательно, потому что это ухудшит качество детали или срок службы инструмента.
Сравнения
Каждый выбор имеет свои преимущества и недостатки, поэтому рассмотрите компромисс между 9Торцевые фрезы 0°, 45° и 15°.
Самым большим преимуществом использования торцевой фрезы с углом в плане 90° является то, что она может формировать уступ прямоугольной формы. (Эти инструменты иногда называют фрезами для уступов.) Много раз, особенно при чистовой обработке детали, требуется прямоугольное уступ.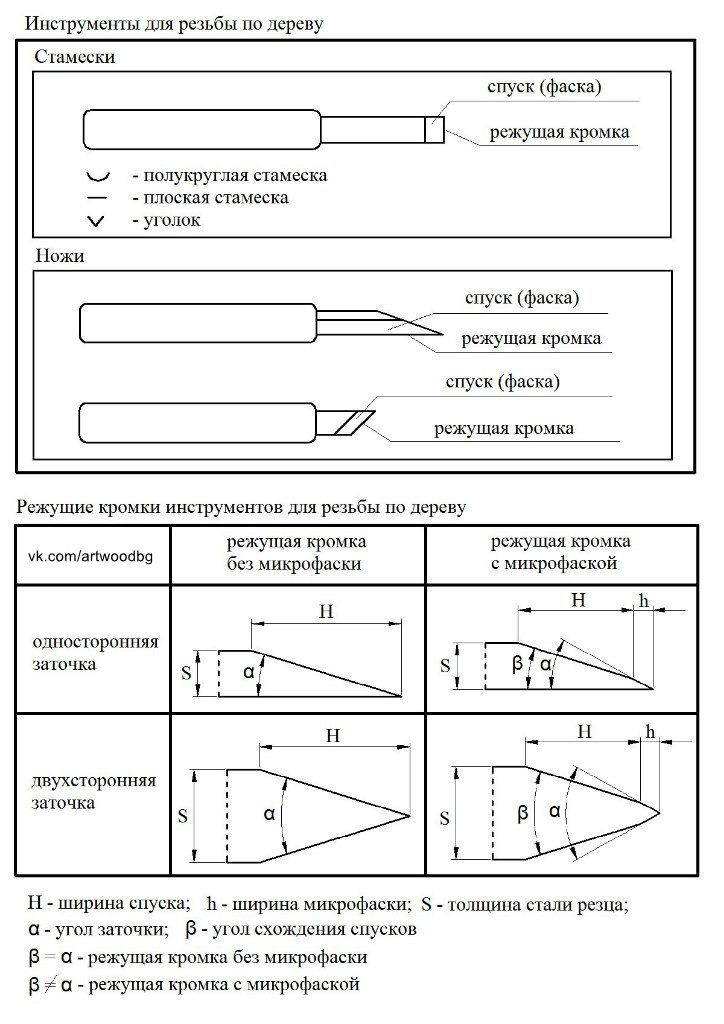 Это может быть не только на дне кармана, но и, если необходимо изготовить более высокую стенку, путем опускания фрезы и выполнения нескольких проходов для изготовления стенки. Это приложение потребует истинного угла опережения 90°. Если бы это была не настоящая 90°, такие как торцевая фреза с квадратной пластиной, которая обычно может производить уступ 89,75°, она не будет соответствовать большинству спецификаций готовых деталей. Это небольшое отклонение было бы видно в высоком плече.
Это может быть не только на дне кармана, но и, если необходимо изготовить более высокую стенку, путем опускания фрезы и выполнения нескольких проходов для изготовления стенки. Это приложение потребует истинного угла опережения 90°. Если бы это была не настоящая 90°, такие как торцевая фреза с квадратной пластиной, которая обычно может производить уступ 89,75°, она не будет соответствовать большинству спецификаций готовых деталей. Это небольшое отклонение было бы видно в высоком плече.
Жертва заключается в том, что 100 % нагрузки приходится на осевое направление, что облегчает возникновение вибрации. Это ограничивает скорость подачи и объясняет, почему большинство торцевых фрез 90° имеют положительную геометрию пластины для высвобождения сил резания. Отсутствие осевого утончения стружки также ограничивает подачу и скорость.
Фреза с высокой подачей является хорошим выбором для больших вылетов, поскольку она направляет большую часть сил резания вверх через шпиндель.
Часто говорят, что в каждом цеху должна быть как минимум одна торцевая фреза с углом наклона 45°, потому что она равномерно распределяет силы резания: 50 % в осевом направлении и 50 % в радиальном направлении. Такой способ управления силами резания обеспечивает стабильную и равномерную резку, позволяя максимизировать скорость и подачу. Угол в плане также обеспечивает хорошее истончение стружки. Поскольку фактическая стружка примерно на 30 % тоньше, скорость подачи необходимо увеличить на 30 %, чтобы сохранить рекомендуемую нагрузку стружки.
Неспособность создать квадратный уступ в готовой детали является основным недостатком этой торцевой фрезы, поэтому ее следует рассматривать как инструмент для черновой обработки. Особенно при подготовке детали операция часто требует черновой обработки материала и не требует уступа. В этом случае гораздо эффективнее использовать торцевую фрезу с шагом 45°, чтобы получить более высокую производительность съема материала и лучший баланс сил резания, действующих на шпиндель.
Торцевые фрезы с углом в плане 15° обычно считаются фрезами с высокой подачей. Другими словами, приложение немного отличается от стандартных фейсфрез. В этом случае угол опережения настолько велик, что силы резания и осевое истончение стружки становятся односторонними. Что касается сил резания, 93% приходится на осевое направление, которое направлено вверх через шпиндель. Это делает фрезу с шагом 15° достаточно стабильной даже при больших вылетах или при обработке глубоких карманов. Только 7% сил резания приходится на радиальное направление.
Термин фреза с высокой подачей описывает, как должна работать торцевая фреза с углом в плане 15°. Увеличение требуемого продвижения на зуб по сравнению с торцевой фрезой 90° составляет около 93%, поэтому рекомендуемые параметры резания обычно находятся в диапазоне от 1,27 до 1,52 мм (от 0,05 до 0,06 дюйма) на зуб. Это обеспечивает высокую скорость удаления.
Если детали закреплены неправильно или имеют тонкое дно, силы резания в осевом направлении могут иметь негативные последствия. Помните поговорку «На каждое действие есть равное и противоположное противодействие»? Направление большей части сил резания на шпиндель вызывает противоположную реакцию, когда те же самые силы прижимают деталь. Поэтому он должен быть достаточно жестким и способным воспринимать большие силы резания в осевом направлении.
Помните поговорку «На каждое действие есть равное и противоположное противодействие»? Направление большей части сил резания на шпиндель вызывает противоположную реакцию, когда те же самые силы прижимают деталь. Поэтому он должен быть достаточно жестким и способным воспринимать большие силы резания в осевом направлении.
Когда пластина имеет крайний угол в плане 15°, обычно требуется очень легкий DOC. Истинный DOC зависит от размера вставки. Хотя это часто рассматривается как ограничивающее, интенсивные скорости подачи могут с лихвой компенсировать легкие DOC, а общие скорости съема по-прежнему могут превышать скорость 9Торцевая фреза 0°, принимающая тяжелые DOC при более медленных подачах и скоростях.
Торцевые фрезы бывают разных конфигураций. Разнообразные дизайны предназначены для конкретных целей. Понимание причин, лежащих в основе характеристик дизайна, помогает конечному пользователю выбрать правильный инструмент для приложения.
Угол опережения — это характеристика, которая сильно влияет на работу фрезы и на подходящие области применения инструмента.