Глава 3. Вспомогательные инструменты для станков с чпу
К «вспомогательному инструменту, предназначенному для установки режущего инструмента на токарных станках с ЧПУ, предъявляются следующие основные требования, обеспечивающие повышение качества и производительности обработки: предварительная (вне станка) настройка режущего инструмента на
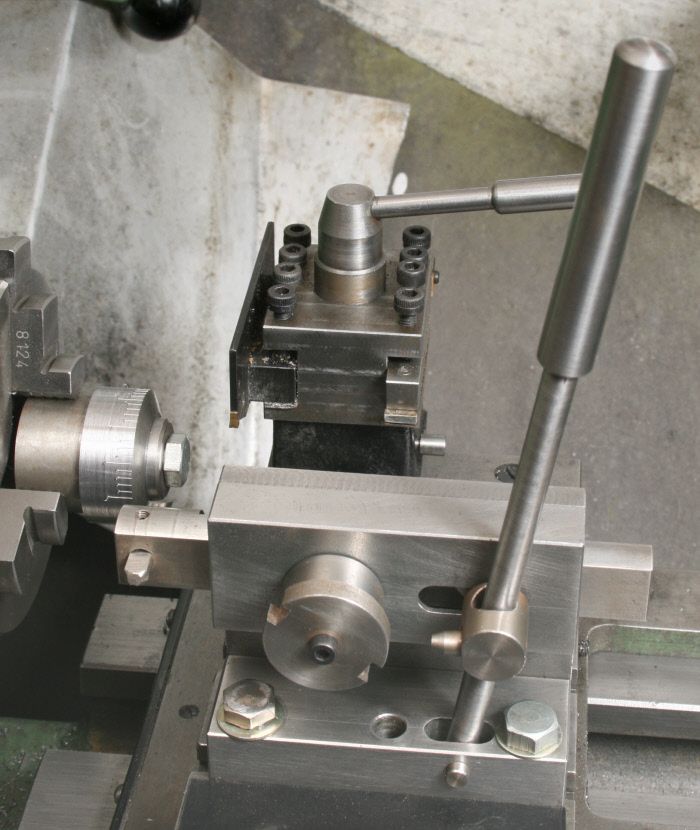
Рис. 3.1. Револьверная головка
заданные размеры обработки; быстросменность при переналадках и быстрая смена затупившегося инструмента; достаточная точность и жесткость; унификация присоединительных размеров и универсальность применения; возможность использования автоматического крепления и смены режущего инструмента.
На
центровых и патронных станках с ЧПУ
применяют револьверные головки с
непосредственным креплением режущего
инструмента «в точных пазах головки.
Револьверная головка для станка 16К20ФЗ
с ЧПУ показана на рис. 3.1. В головке могут
устанавливаться
до шести инструментов (для центровых
работ) или до трех инструментальных
блоков с инструментом для обработки
внутренних
поверхностей (для патронных работ).
На токарных станках с ЧПУ применяют две подсистемы вспомогательного инструмента: с цилиндрическим хвостовиком и с базирующей призмой, предназначенных для установки режущего инструмента в револьверной головке.
Рис. 3.2. Схема соединения резцедержателя с цилиндрическим хвостовиком с револьверной головкой
В подсистеме вспомогательного инструмента с цилиндрическим хвостовиком надежное и точное соединение «вспомогательного инструмента — резцедержателей 1 с револьверной головкой — обеспечивают цилиндрические хвостовики с прецизионной по шагу гребенкой (рис. 3.2).
Зубья
гребенки зацепляются с зубьями втулки
2, ось которой расположена
под углом в плоскости, перпендикулярной
плоскости оси
хвостовика державки. При завинчивании
винта 3 зубцы
втулки 2 закрепляют
державку 1 одновременно
в осевом и радиальном направлениях.
Подсистема включает резцедержатели с
различным расположением
пазов под резцы 16, 20, 25, 32, 40 мм. Схема
компоновки
инструментальных блоков со вспомогательными
инструментами
с цилиндрическим хвостовиком показана
на рис. 3.3. Резцедержатели 2,1—2.9 предназначены
для закрепления резцов сечением
от 16X16 до 40X40 мм. Резцедержатели 2.1;
2.2; 2.4; 2.7; 2.8;
2.9 предназначены
для установки инструмента для обработки
наружных
поверхностей. Резцедержатели 2.3 и 2.5 предназначены
для установки инструмента для обработки
внутренних поверхностей,
выточек, расточек и др. (в резцедержателе 2.5 можно
крепить
отрезные резцы). Для обработки
труднодоступных выточек и канавок
применяют инструмент, устанавливаемый
в резцедержателе
Схема
компоновки
инструментальных блоков со вспомогательными
инструментами
с цилиндрическим хвостовиком показана
на рис. 3.3. Резцедержатели 2,1—2.9 предназначены
для закрепления резцов сечением
от 16X16 до 40X40 мм. Резцедержатели 2.1;
2.2; 2.4; 2.7; 2.8;
2.9 предназначены
для установки инструмента для обработки
наружных
поверхностей. Резцедержатели 2.3 и 2.5 предназначены
для установки инструмента для обработки
внутренних поверхностей,
выточек, расточек и др. (в резцедержателе 2.5 можно
крепить
отрезные резцы). Для обработки
труднодоступных выточек и канавок
применяют инструмент, устанавливаемый
в резцедержателе
 . .40 мм.
. .40 мм.Державки 2.11 предназначены для установки перовых сверл. Переходная жесткая «втулка 2.12 и патрон 2.13 с самоустанавливающейся втулкой предназначены для установки режущего инструмента с хвостовиком с конусом Морзе. Резцедержатели или бор-штанги 2.14 и 2.15 предназначены для растачивания резцами глубоких отверстий диаметром 70.. .250 мм; патрон 2.16—для установки метчиков.
Рис. 3.3. Схема компоновки инструментальных блоков со вспомогательным инструментом с цилиндрическим хвостовиком
При
установке в патроне специальной вставки
можно
нарезать резьбу плашками. Переходная
разжимная втулка 2.17 предназначена
для крепления инструмента с цилиндрическим
хвостовиком
диаметром 8.. .32 мм. Переходные втулки 2.18 и 2.19 с
диаметром отверстия 36 и 48 мм позволяют
использовать на станках токарной
группы инструмент сверлильно-расточных
и фрезерных
станков. Применение системы вспомогательного
инструмента с
цилиндрическим хвостовиком позволяет
сократить номенклатуру вспомогательного
инструмента на токарных станках с ЧПУ
примерно
в 2 раза.
Применение системы вспомогательного
инструмента с
цилиндрическим хвостовиком позволяет
сократить номенклатуру вспомогательного
инструмента на токарных станках с ЧПУ
примерно
в 2 раза.
Подсистема «вспомогательного инструмента с базирующей призмой и различным расположением пазов под резцы размером 16, 20, 25, 32 и 40 мм показана на рис. 3.4. Двусторонний резцедержатель
 Универсальный трехсторонний резцедержатель 3.5 имеет
несколько
меньшую жесткость, чем резцедержатель
с открытым и закрытым
пазами. Держатель 3.6 предназначен
для установки вспомогательного
инструмента к токарным станкам с
цилиндрическим хвостовиком
диаметром 30.. .60 мм. Держатели 3.7 и 3.8 имеют
два
исполнения и предназначены для установки
инструмента к станкам
фрезерно-сверлильно-расточной группы
с цилиндрическим хвостовиком
диаметром 36 и 48 мм. Применение блока 3.4 обеспечивает
увеличение
подачи СОЖ в зону резания. Подсистема
обеспечивает
возможность унификации резцедержателей
с резцедержателями
подсистемы с цилиндрическим хвостовиком.
Универсальный трехсторонний резцедержатель 3.5 имеет
несколько
меньшую жесткость, чем резцедержатель
с открытым и закрытым
пазами. Держатель 3.6 предназначен
для установки вспомогательного
инструмента к токарным станкам с
цилиндрическим хвостовиком
диаметром 30.. .60 мм. Держатели 3.7 и 3.8 имеют
два
исполнения и предназначены для установки
инструмента к станкам
фрезерно-сверлильно-расточной группы
с цилиндрическим хвостовиком
диаметром 36 и 48 мм. Применение блока 3.4 обеспечивает
увеличение
подачи СОЖ в зону резания. Подсистема
обеспечивает
возможность унификации резцедержателей
с резцедержателями
подсистемы с цилиндрическим хвостовиком.Рис. 3.4. Схема компоновки инструментальных блоков со вспомогательным инструментом с базирующей призмой
В
подсистеме вспомогательного инструмента
с базирующей призмой
надежное и точное соединение резцедержателей
с револьверной
головкой (рис. 3. 5, а) обеспечивается
присоединительным элементом,
выполненным в виде базирующей призмы
с размером l=56,
72, 90, 115 и 140 мм.
5, а) обеспечивается
присоединительным элементом,
выполненным в виде базирующей призмы
с размером l=56,
72, 90, 115 и 140 мм.
Резец 2 устанавливают в резцедержатель 1 и закрепляют двумя винтами 3 через планку 4. Резцедержатель 1 устанавливают в револьверную головку (рис. 3.5, б) по нижней и боковой поверхности призмы и фиксируют относительно паза револьверной головки сухарем 3. Закрепляют резцедержатель 1 прихватом 2.
Режущий инструмент по металлу для станков с ЧПУ
- Домашняя страница
- Инструмент и оснастка
- Режущий инструмент
Режущий и вспомогательный инструменты SECO
Фрезерный и токарный инструмент, осевой инструмент, вспомогательный инструмент, инструмент для обработки алюминиевых сплавов
Подробнее
Режущий инструмент для изготовления отверстий и нарезания резьбы Guhring
Сверла, развертки, зенкеры, резьбонарезной инструмент, фрезы, специализированный алмазный инструмент, оснастка для фрезерных станков
Подробнее
Одной из наших специализаций является поставка качественного импортного режущего инструмента для токарных и фрезерных станков и обрабатывающих центров с ЧПУ.
Режущий инструмент – это неотъемлемый компонент при производстве практически любой детали в металлообработке. От правильного выбора режущего инструмента зависит успех всего производства.
Виды режущего инструмента
В современном производстве можно встретить абсолютно различный инструмент, который будет отличаться по назначению, области применения, материалу изготовления, форме обрабатываемых поверхностей и многому другому. Среди всего этого многообразия можно выделить несколько важных классификаций:
По области применения можно выделить:
- Токарный режущий инструмент. Это токарные резцы с пластинами для наружной обработки, расточные державки с пластинами, монолитные микрорезцы для расточки, канавочные резцы с пластинами и т.п.
- Режущий инструмент для фрезерных станков. Это торцевые фрезы со сменными пластинами, фрезы для обработки уступов и пазов со сменными пластинами, цельные твёрдосплавные фрезы и др.
- Инструмент для обработки отверстий.
 Это монолитные сверла и сверла с пластинами, сверла со сменными твердосплавными головками, зенкеры, монолитные развертки и развертки со сменными пластинами, модульные сверла, расточные системы.
Это монолитные сверла и сверла с пластинами, сверла со сменными твердосплавными головками, зенкеры, монолитные развертки и развертки со сменными пластинами, модульные сверла, расточные системы. - Инструмент для обработки резьб.
 Это монолитные сверла и сверла с пластинами, сверла со сменными твердосплавными головками, зенкеры, монолитные развертки и развертки со сменными пластинами, модульные сверла, расточные системы.
Это монолитные сверла и сверла с пластинами, сверла со сменными твердосплавными головками, зенкеры, монолитные развертки и развертки со сменными пластинами, модульные сверла, расточные системы.Режущий инструмент по исполнению бывает монолитный и сборный (с пластинами).
По типу выделяют стандартный и специальный режущий инструмент.
Выбор режущего инструмента
На правильный выбор режущего инструмента влияет огромное количество факторов, например, деталь (размер и форма, материал изготовления, точностные характеристики, наличие термообработки), оборудование (габариты рабочей зоны, функциональные возможности станка, его состояние), оснастка.
Подбор режущего инструмента – это технически сложный творческий процесс. Чтобы получить максимальную выгоду от использования – подбором должны заниматься профессионалы! От качественного выбора режущего инструмента зависит, насколько быстро получится изготовить ту или иную деталь, и получится ли сделать ее в принципе.
Чтобы получить максимальную выгоду от использования – подбором должны заниматься профессионалы! От качественного выбора режущего инструмента зависит, насколько быстро получится изготовить ту или иную деталь, и получится ли сделать ее в принципе.
К требованиям, предъявляемым к инструменту, относят экономическую эффективность использования и стабильность качества режущего инструмента.
При выборе инструмента необходимо обращаться внимание на качество заготовки, партийность деталей, тип посадки в станок и взаимозаменяемость инструмента между станками.
Если Вы затрудняетесь в подборе инструмента для своей задачи, не волнуйтесь – к Вам на помощь всегда готова прийти наша команда квалифицированных технических специалистов, имеющих за плечами обширный производственный опыт и глубокие познания о представленном инструменте! Наши менеджеры и служба логистики создадут условия для максимально быстрой и комфортной его эксплуатации.
Мы работает с большим количеством именитых брендов:
- SECO (токарный , фрезерный инструмент, цельные концевые фрезы, обработка отверстий, обработка резьб, инструментальная оснастка),
- Guhring (осевой режущий инструмент – сверла , развертки, фрезы, метчики), Utilis (инструмент для автоматов продольного точения),
- Boeni (накатные ролики),
- Nikken (инструментальная оснастка , сверла, развертки),
- Vischer & Bolli AG ( фрезереный и токарный инстурмент) и др.

Мы получили Ваше сообщение и свяжемся с Вами в ближайшее время.
Запросить коммерческое предложение
Название Организации*
Ваш город*
Телефон*
Ваш адрес Email*
Комментарий
Cогласен на обработку персональных данных и политику обработки персональных данных (подробнее)
Machifit SBHA20-20/25/32 Держатель вспомогательного инструмента для токарного станка с ЧПУ Втулка для инструмента Внутреннее отверстие Направляющая втулка Втулка держателя инструмента Внутреннее отверстие Направляющая втулка
Спецификация:
| Тип | токарный инструмент |
| Модель | Серия SBHA |
| Материал | ГКР15 |
| Тип конструкции | встроенный тип |
| То ли покрытие | покрытие |
| Станок | токарный станок |
| Спецификация | 1# SBHA20-20 2# SBHA20-25 3# SBHA20-32 |
Особенности:
1. Центр инструмента зафиксирован, что избавляет от необходимости традиционного поиска прокладок.
Центр инструмента зафиксирован, что избавляет от необходимости традиционного поиска прокладок.
2. Используйте держатель инструмента для повышения стабильности и улучшения скорости подачи и объема резания.
3. Его удобно быстро разбирать и устанавливать, а также можно установить инструментальный стержень с прямым хвостовиком, соединительный стержень с коническим хвостовиком, центральное сверло
, сверло Ming, сверло U и спиральное сверло вместе с втулкой инструмента.
Package Included:
1 X Tool Holder
More Details:
More Detailed Photos:
Дополнительная информация
При заказе на Alexnld.com вы получите подтверждение по электронной почте. Как только ваш заказ будет отправлен, вам будет отправлена электронная почта с информацией об отслеживании доставки вашего заказа. Вы можете выбрать предпочтительный способ доставки на странице корзины в процессе оформления заказа. Мы предлагаем 3 способа международной доставки:
Вы можете выбрать предпочтительный способ доставки на странице корзины в процессе оформления заказа. Мы предлагаем 3 способа международной доставки:
1. Авиапочта – Бесплатная экономичная доставка без отслеживания через национальные почтовые службы ( HK Post, Singapore Post, China Post, PostNL, Swiss Post, Sweden Post, USPS, Royal Mail и т. д. )
2. Авиапочта Зарегистрированный – Отслеживаемая доставка через национальные почтовые службы ( HK Post, Singapore Post, China Post, PostNL, Swiss Post, Sweden Post, USPS, Royal Mail и т. д. )
3. Ускоренная доставка – Экспресс-доставка с курьерской доставкой ( DHL, UPS, FedEx, TNT )
Время доставки
| Авиапочта и зарегистрированная авиапочта | Район | Расчетное время доставки |
|---|---|---|
| США, Канада | 7-25 рабочих дней | |
| Австралия, Новая Зеландия, Сингапур, Объединенные Арабские Эмираты | 10-25 рабочих дней | |
| Великобритания, Франция, Испания, Германия, Нидерланды, Япония, Бельгия, Дания, Финляндия, Ирландия, Норвегия, Португалия, Швеция, Швейцария | 10-25 рабочих дней | |
| Италия, Бразилия, Россия, ЮАР | 10-45 рабочих дней | |
| Другие страны | 10-35 рабочих дней | |
| Ускоренная доставка | 3-10 рабочих дней по всему миру | |
Мы принимаем оплату через PayPal,и с помощью кредитной карты.
Оплата с помощью PayPal / кредитной карты –
ПРИМЕЧАНИЕ: Ваш заказ будет отправлен на ваш адрес PayPal. Убедитесь, что вы выбрали или ввели правильный адрес доставки.
1) Войдите в свою учетную запись или используйте кредитную карту Express.
2) Введите данные своей карты, заказ будет отправлен на ваш адрес PayPal. и нажмите Отправить.
3) Ваш платеж будет обработан, и квитанция будет отправлена на ваш почтовый ящик.
Возврат
Если по какой-либо причине вы не полностью удовлетворены своей покупкой, вы можете вернуть ее нам для полного возмещения средств в течение 15 дней с даты доставки . Все возвращенные товары должны быть в новом и неиспользованном состоянии, со всеми прикрепленными оригинальными бирками и этикетками.
Процесс возврата
Чтобы вернуть товар, отправьте электронное письмо в нашу службу поддержки по адресу sales@alexnld. com, чтобы получить номер разрешения на возврат товара (RMA). После получения номера RMA надежно поместите товар в оригинальную упаковку и отправьте возврат по следующему адресу:
com, чтобы получить номер разрешения на возврат товара (RMA). После получения номера RMA надежно поместите товар в оригинальную упаковку и отправьте возврат по следующему адресу:
Alex NLD
Attn: Returns
RMA #
HaGiborim St 8
Tiberias, 14388
Israel
Обратите внимание, вы будете нести ответственность за стоимость обратной доставки. Мы настоятельно рекомендуем вам использовать отслеживаемый метод для отправки вашего возврата по почте.
Все покупатели должны связаться с нами и получить номер разрешения на возврат товара (RMA), прежде чем отправлять нам что-либо. Мы не несем ответственности за возвращенные товары без предварительного уведомления.
Возврат
После получения вашего возврата и проверки состояния вашего товара, мы обработаем ваш возврат на кредитную/дебетовую карту или счет PayPal, который использовался для размещения первоначального заказа.
Пожалуйста, подождите не менее семи (7) дней с момента получения вашего товара, чтобы обработать ваш возврат. Возмещение средств может занять 1-2 платежных цикла, прежде чем они появятся в выписке по вашей кредитной карте, в зависимости от компании, выпустившей вашу кредитную карту. Мы сообщим вам по электронной почте, когда ваш возврат будет обработан.
Исключения
Если товар был обнаружен поврежденным или дефектным при получении, мы просим вас связаться с нами в течение 15 дней с даты доставки, чтобы организовать возврат или обмен без физического возврата товара.
Пожалуйста, предоставьте нам следующее:
1. Фотографии передней и задней сторон упаковочной коробки;
2. Фото, видео или скриншот бракованного товара или бракованной части посылки.
Наша служба поддержки клиентов свяжется с вами, чтобы организовать возврат или повторную отправку без физического возврата товара.
Гарантийное и ремонтное обслуживание
Если какой-либо из приобретенных у нас товаров окажется дефектным в течение 1 года с момента получения, вы имеете право на гарантийный ремонт. Пожалуйста, предоставьте нам доказательства, фотографии или видео дефектного товара. После предоставления такой информации нашей службе поддержки клиентов и подтверждения проблемы вы можете отправить товар обратно нам для ремонта.
Пожалуйста, предоставьте нам доказательства, фотографии или видео дефектного товара. После предоставления такой информации нашей службе поддержки клиентов и подтверждения проблемы вы можете отправить товар обратно нам для ремонта.
Примечание: Имейте в виду, что мы не покрываем стоимость возврата в рамках гарантийного и ремонтного обслуживания.
Отказ от ответственности: это отзывы пользователей. Результаты могут варьироваться от человека к человеку.
Запрос продукта
Имя
Адрес электронной почты
Расследование
Знание вспомогательного процесса обработки на токарном станке с ЧПУ
Во-первых, состав процесса обработки на токарном станке с ЧПУ
Процесс обработки на токарном станке с ЧПУ обычно состоит из одного или нескольких процессов, и процесс делится на установку, станцию, этап и подачу. , а заусенцы превращаются в качественные детали с помощью различных процессов.
1. Процесс токарного станка с ЧПУ
Процесс токарного станка с ЧПУ является основной единицей процесса, которая относится к части процесса (или группе лиц), которая непрерывно выполняется на одном рабочем месте (например, как одно устройство) для одной (или нескольких) заготовок. Основным основанием процесса деления является то, что работники, заготовка, рабочий участок (оборудование) неизменны, и является ли процесс процесса непрерывным.
2. Токарная установка с ЧПУ
При обработке на токарном станке с ЧПУ процесс захвата заготовки в правильном положении и зажима в токарном станке или приспособлении называется зажимом. В процессе иногда необходимо выполнить многократный зажим заготовки. Часть процесса, которая завершается после того, как заготовка была зажата один раз, называется установкой.
3. Станция токарного станка с ЧПУ
Часть процесса, в которой заготовка токарного станка с ЧПУ завершается в одной установке относительно станка или инструмента для каждой позиции обработки, называется станцией.
4. Этапы токарного станка с ЧПУ
Рабочий этап токарного станка с ЧПУ относится к той части процесса, которая завершается при условии, что скорость резания и величина подачи одинаковы для обрабатываемой поверхности, обрабатывающего инструмента и величины резания. . Любое изменение в тройке — это еще один шаг.
5. Подача токарных станков с ЧПУ
Токарно-винторезный станок с ЧПУ за один прием, если срезаемый обрабатываемой поверхностью слой металла толстый и его необходимо разрезать несколько раз, каждый рез называется подачей. Если резьба повернута, требуется несколько подач на шаге резьбы.
Токарно-винторезный станок с ЧПУ
Во-вторых, принцип разделения процесса токарного станка с ЧПУ
Разделение процесса можно разделить на два разных принципа, а именно концентрацию процесса и дисперсию процесса.
1. Принцип концентрации процесса заключается в том, чтобы сконцентрировать обработку заготовки в нескольких процессах, а содержание обработки каждого процесса больше. Концентрация процесса выгодна для использования высокоэффективных токарных станков с ЧПУ, которые могут уменьшить количество токарных станков, количество операторов и занимаемую площадь. Он может обрабатывать больше процессов после одного зажима, что не только обеспечивает взаимную точность позиционирования между различными обрабатываемыми поверхностями, но также уменьшает количество перемещений заготовок между процессами и вспомогательное время для зажима заготовок. Однако инвестиции в оборудование с числовым программным управлением, специальное оборудование и технологическое оборудование велики, особенно настройка специального оборудования и технологического оборудования довольно громоздка, что не способствует конверсии.
Концентрация процесса выгодна для использования высокоэффективных токарных станков с ЧПУ, которые могут уменьшить количество токарных станков, количество операторов и занимаемую площадь. Он может обрабатывать больше процессов после одного зажима, что не только обеспечивает взаимную точность позиционирования между различными обрабатываемыми поверхностями, но также уменьшает количество перемещений заготовок между процессами и вспомогательное время для зажима заготовок. Однако инвестиции в оборудование с числовым программным управлением, специальное оборудование и технологическое оборудование велики, особенно настройка специального оборудования и технологического оборудования довольно громоздка, что не способствует конверсии.
2. Принцип рассредоточения процессов заключается в том, чтобы рассредоточить обработку заготовки по большому количеству процессов. Содержание обработки каждого процесса очень мало, дисперсия процесса делает структуру оборудования и технологического оборудования простой, регулировка и обслуживание удобны, операция проста, преобразование легко, а выбор удобен.