Как правильно паять паяльником – как научится самостоятельно паять алюминиевые, медные провода паяльником?
Эта статья поможет вам узнать, как правильно паять паяльником, если вы не держали его в руках до этого. Паяльник – действительно нужная вещь, если вы радиолюбитель, системный администратор, хотите самостоятельно чинить домашнюю электронику или если хотите научиться чему-то новому и полезному.
Важно понимать, что если вам уже сегодня нужно перепаять провода в бытовой технике или спаять материнскую плату в компьютере, прочтения одной статьи будет явно недостаточно. Несмотря на кажущуюся простоту, работа с паяльником – это почти искусство, требующие внимательности, опыта и наличия твердой руки. Прежде чем что-то паять для провода, имеющего ценность, стоит изрядно попрактиковаться на расходном материале.
Принцип работы паяльника
Понять, как работает паяльник, не сложно. Нагревательный элемент разогревается до высокой температуры (300 и выше градусов). Паяние – это процесс всасывания специального вещества (припоя). Оно имеет температуру плавления ниже, чем у провода для спаивания.
Паяльник расплавляет припой, заполняющий собой все микропоры металла, взаимодействуя с ними на молекулярном уровне. При охлаждении он «прикипает» и образовывает устойчивую связь между двумя частями провода.
Паяльник и инструменты, необходимые для работы
Отвечая на вопрос «как паять паяльником», необходимо затронуть тему инструмента и расходных материалов, необходимых для осуществления пайки. Итак, чтобы правильно и качественно паять, вам понадобится:
- Сам паяльник
- Специальная подставка
- Припой
- Флюс
- Дополнительные инструменты
Паяльник
Есть много самых разных моделей, необходимых для решения широкого спектра технических проблем. Но главный критерий – мощность. По мощности они разделяются на несколько типов:
- 3-10 Вт. Это самые маломощные модели. Они предназначены для пайки самых маленьких и чувствительных микросхем
- 20-40 Вт. Относятся к категории «бытовых» или радиолюбительских. С их помощью можно как припаять провод, так и транзистор или другую деталь
- 60-100 Вт. Если провода, требующие пайки, очень толстые, подойдет именно этот тип. Он часто используется автолюбителями или профессиональными механиками
- 100 Вт и более. Таким паяльником можно спаять как толстый провод, так и кастрюлю или даже радиатор автомобиля. Они используются только профессионалами, и по понятным причинам неприменимы в быту
Если вы планируете заниматься припайкой радиодеталей, достаточно будет 25 ватного инструмента. Чтобы припаять обычной провод, мощности должно хватить, но для использования в быту стоит подобрать модель в 35 Вт и выше.
Подставки часто продаются в комплекте. Они не только сохраняют рабочий стол от пятен припоя, но и позволяют всегда контролировать положение инструмента. В работе он должен находиться на краю стола. Важно следить за сетевым проводом.
Припой
В этом специальном легкоплавком сплаве, как правило, используются вещества:
- Олово
- Свинец
- Кадмий
Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов, а наиболее устойчивые – свыше 900.
В быту рекомендуется использовать припой марки ПОС 61. Самый удобный вид – тоненькая проволочка.
Флюс
Так называется специальное вещество, выступающее связующим звеном между припоем и металлом провода. Он помогает адгезии (приставанию) припоя, и успешно защищает его от окисления и помогает обезжириванию. Наиболее популярная марка – ЛТИ 120.
При необходимости он делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40%) и тщательно взболтать.
Дополнительный инструмент
Чтобы удобно и безопасно паять с паяльником, следует обзавестись предметами:
- Кусачки. Ими откусывается провод, снимается изоляция, поддерживается деталь при работе
- Напильник – для очистки нагревающейся части паяльника
- Скальпель с пинцетом. Они помогут не обжечь пальцы при работе с мелкими деталями
Приступая к работе
Новый паяльник необходимо зачистить и облудить. Следует включить его в сеть на 15-20 минут. При этом нередко начинает выгорать заводская смазка, и сам инструмент может немного дымить, это не страшно.
После прогрева следует аккуратно зачистить рабочую поверхность напильником, после чего сразу же обмакивают его в припое. Важно не дать ему окислиться. Теперь инструмент готов к работе.
Важно, если жало вашего инструмента из металлокерамики. Его нельзя обрабатывать напильником. Для этого есть специальная влажная ткань, и ей необходимо аккуратно протереть поверхность.
Как припаять провод: процесс
Очень важно подготовить поверхность. На ней не должно быть посторонних веществ, таких как жир, краска лак, остатки изоляции. От чистоты зависит успех всей работы. Если что-то есть, следует аккуратно зачистить скальпелем и протереть, чтобы не осталось пыли.
Далее вы берете кончиком немного припоя и аккуратно припаиваете в нужном месте. Это не слишком сложный процесс, но он требует «набитой» руки, и в самый первый раз у вас вряд ли получится красивая и аккуратная спайка.
Во время работы стоит помнить ряд правил:
- Спайка должна быть быстрой
- Если не вышло спаять провода сразу, стоит дать им остыть перед второй попыткой. Это вдвойне касается радиодеталей или микросхем
- Следует прикладывать окончание инструмента всей поверхностью, процесс будет наиболее эффективным
Как паять провода более надежно? Следует скрутить их перед началом процедуры. После остывания их изолируют при помощи изоленты, чтобы избежать коротких замыканий при работе.
Хорошая спайка отличается блеском, ровным слоем и отсутствием каких-либо трещин. Тогда она прослужит максимально долго, и у вас не возникнет проблем с прибором.
Техника безопасности
Как паять паяльником и не обжечься? Следует соблюдать технику безопасности. Работа с паяльником – не лучшее время, чтобы испытывать удачу с нарушением правил безопасности. Есть несколько простых советов:
- Освободите рабочую поверхность от посторонних предметов
- Уберите из комнаты излишне любопытных детей и животных
- Следите за шнуром – задев его ногой или рукой, есть риск ожога
- Если в комнате есть посторонние люди, предупредите их, что работаете с включенным паяльником
- Флюса – самую малость. Если использовать слишком много, он может брызнуть на руку, а в худшем случае – прямо в глаза
- Каждый раз следует брать припоя не больше, чем на 2 пайки. Если перестараться, он может капнуть на стол, руку или еще хуже – на паяемую микросхему
Соблюдая эти простые правила, вы убережете себя от крайне неприятных последствий. Если относится к работе серьезно и не оставлять паяльный аппарат без присмотра, проблем возникнуть не должно.
Качественно припаять провода
От того, как провод будет спаян, зависит дальнейшая работа всего прибора. Опытные мастера дают ряд советов для качественного и надежного паяния:
- Если припоя недостаточно, он не сможет как следует скрепить детали и заполнить все зазоры
- При недостаточном количестве флюса на жале, место спайки получается неоднородным и неровным, что негативно сказывается на результате. Это может быть при разогретом инструменте, тогда канифоль испаряется еще до окончания спайки
- Когда канифоли чересчур много, она может выплеснуться и задеть соседние контакты или провода, а в худшем случае – попасть на руку
С опытом приходит умение нагревать паяльник до нужной температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому.
Лучше всего использоваться паяльники, имеющие терморегулятор. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы. Паяльник без регулятора может быстро перегреваться, а его жало –чернеть от окисления. Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной.
Как качественно паять паяльником?
Лучший способ научиться делать что либо – практиковаться. Паяние не исключение. Есть ряд упражнений, помогающих освоить этот, безусловно, сложный, но полезный инструмент.
Следует взять голый или изолированный провод (чтобы попрактиковаться в снятии изоляции) и разрезать его на 12 одинаковых кусков. Чтобы они получились не слишком мелкими, оптимальная длина – 30-40 сантиметров (до разрезки).
После нарезки следует взять паяльник и составить из этих заготовок куб, пользуясь только паяльником и плоскогубцами. Это позволит вам почувствовать инструмент и приловчится к сего использованию. Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми. Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе.
Второй способ тренировки работы с паяльником требует тонкой проволоки и зачищенного кабеля. Его нужно обмотать вокруг проволоки, а потом аккуратно спаять, пользуясь паяльником и плоскогубцами. Следует практиковаться, пока не получится паять качественно провода с первого раза. После этого стоит приступать к нормальной ответственной работе.
Регулярная практика позволит очень быстро достичь значительного прогресса в пайке. Уже в скором времени вы сможете самостоятельно починить радио, проводку (соблюдая правила осторожности) или другую домашнюю технику. Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами.
remont.youdo.com
Как паять паяльником, видео, фото инструкции
Паяльник используется для широкого спектра работ. С помощью паяльника можно отремонтировать наушники, подсоединить светодиодную ленту, чинить электроприборы, микросхемы и платы. Пайка с помощью паяльника проста и при внимательной подготовке не вызывает затруднений даже у того, кто никогда раньше не сталкивался с такой работой.

Содержание:
- Выбор инструмента
- Припои и флюсы
- Подготовка к работе
- Пайка плат
- Пайка проводов
- Пайка светодиодной ленты
- Пайка алюминия
Выбор инструмента
Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на:
- электрические;
- термовоздушные;
- газовые;
- индукционные.

Паяльники:
1-Электрический, 2-Термовоздушный, 3-Газовый, 4-Индукционный
Для работы с электрическими схемами и SMD-платами применяют электрические паяльники. В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
На выбор того или иного инструмента влияет не только размер деталей, но и теплопроводность материала, из которого она сделана. Именно она определяет температуру нагрева, а, следовательно, и необходимую мощность. Так, например, медь может требовать большей температуры нагрева, чем стальная деталь аналогичного размера. Стоит отметить, что при пайке медных деталей может даже возникать ситуация, когда высокая теплопроводность приводит к распаиванию соединений, выполненных ранее.
Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки.
Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос.
Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка.
Припои и флюсы
Перед тем как паять провода или электрические схемы необходимо выбрать подходящий припой. Для этой работы подходят оловянно-серебряные и оловянно-свинцовые припои, канифоль. Припои с содержанием свинца обеспечивают более высокое качество пайки, однако имеют недостаток, заключающийся во вредности этого металла. Оловом пользуются для пайки деталей и материалов, требующих сохранения безопасности для организма, например, посуды.
Маркировка припоев обозначает металлы, входящие в ее состав и их содержание. Так, к примеру, в состав припоя ПОС-40 входят олово и свинец (припой оловянно-свинцовый). Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро.

Припой
Для зачистки поверхности под пайку от оксидов используется специальные смеси – флюсы. Они являются одними из самых важных факторов, влияющих на качество паяния. Флюс должен подбираться под свойства паяемого материала, быть достаточно сильным для разрушения оксидной пленки. Активные флюсы на основе кислоты запрещено использовать для пайки микросхем и плат, поскольку они вызывают коррозию и разрушают контакты, однако при работе с химически стойкими металлами без них не обойтись. Сегодня при пайке, как правило, пользуются паяльной кислотой (хлорид цинка), спирто-канифольным раствором ЛТИ-120 и бурой (для пайки таких металлов, как медь, чугун, сталь, латунь).
Если вы собираетесь паять наушники, колонки или контакты материнской платы, то в качестве флюса можно использовать канифоль. Однако не следует использовать ее для пайки элементов микросхемы и плат. И особое внимание обратите на следующее: нельзя использовать канифоль для музыкальных инструментов! Она сильно загрязняет место спайки.

Флюс
Рекомендуем к просмотру это видео. Оно может раскрыть оставшиеся вопросы о флюсах и припоях.
Подготовка к работе
Безусловно, для того, чтобы стать мастером и выполнять пайку деталей любых сложностей, необходимо время и опыт. Однако для того, чтобы починить наушники, прикрепить светодиодную ленту или в домашних условиях поменять конденсаторы на компьютерной плате не нужно обладать особыми знаниями. Соблюдение инструкции и правил электротехнической безопасности позволят выполнить эти работы без затруднений.
Огромное значение для качества и эффективности пайки имеет состояние жала. Процесс ухода за ним называют лужением — процесс покрытия его поверхности тонким слоем припоя. Это делается для того чтобы медь, из которой изготовлен наконечник паяльника, не окислилась. Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи.

Чистка паяльника щеткой (можно использовать и напильник)

После чистки паяльника.
Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть.

Опускаем паяльник во флюс.

Касаемся жалом припоя.
Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть.
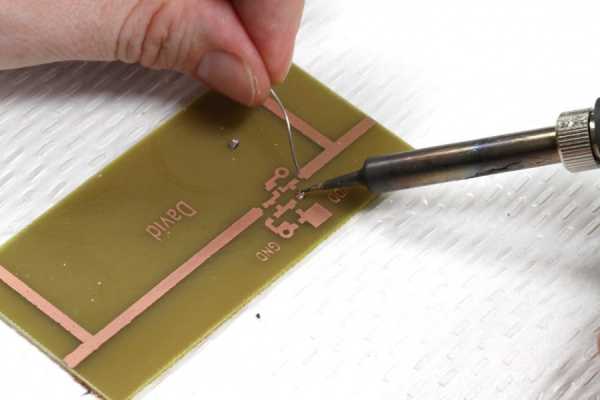
Пайка плат и микросхем
Очень часто электрические паяльники используют для пайки печатных плат. Для этого подойдет специальный небольшой прибор средней мощности. Более подробно рекомендуем прочитать статью о выборе паяльников для плат и микросхем.
- Для начала надо подготовить поверхность, чтобы она обеспечила минимальное сопротивление и прочное соединение. Для обезжиривания платы ее можно протереть салфеткой, смоченной в мыльном растворе. Для снятия твердых отложений подойдет специальное средство, продающееся в профильном магазине. Рабочий участок необходимо зачищать до того момента, пока медь не станет блестеть. Для обработки контактов можно воспользоваться обычным ацетоном. Менее пахучим и опасным растворителем является метил гидрат.

Обезжириваем плату перед пайкой.
- Закончив очистку, разместите контакты и провода на схеме. В первую очередь припаиваются плоские радиодетали, такие как варисторы и резисторы, а после них – большие элементы: потенциометры, конденсаторы, транзисторы, микрофоны, трансформаторы и т.п. Такая последовательность служит сохранению рабочего состояния чувствительных компонентов. При пайке зарядок или резисторов провода должны быть согнуты под углом 45˚. Короткие провода и такие детали, как наушники, колонки, динамики можно предварительно закреплять изоляционной лентой.
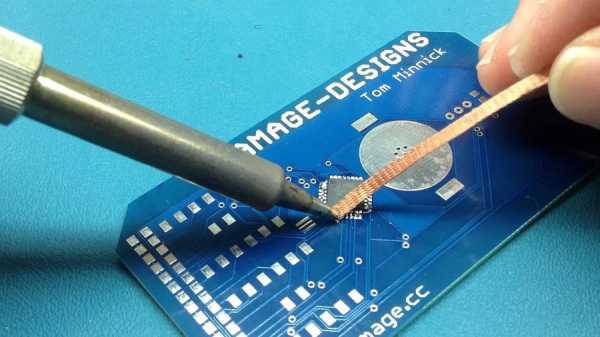
- Нанесите на кончик разогретого паяльника небольшое количество припоя – это улучшит проводимость меди. Теперь нужно нагреть соединение – уприте жало в компонент платы и задержите в таком положении 2-3 секунды. Будьте внимательны — если нагреваемый участок начинается пузыриться, следует сразу же прекратить нагрев, чтобы не испортить плату.
Пайка платы.
- Нанеся припой на жало паяльника, приложите его к соединению в обрабатываемом месте. После появления небольшого бугорка надо прекращать пайку.
- Теперь можно выключить паяльник и приступить к уборке обрабатываемого участка. При этом надо соблюдать осторожность – соединение нельзя двигать, чтобы оно закрепилось.


Ниже видео, которое наглядно описывает весь процесс:
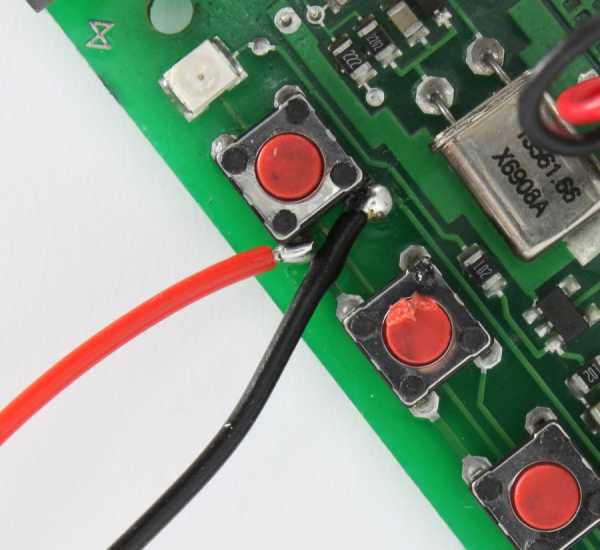
Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
Пайка проводов
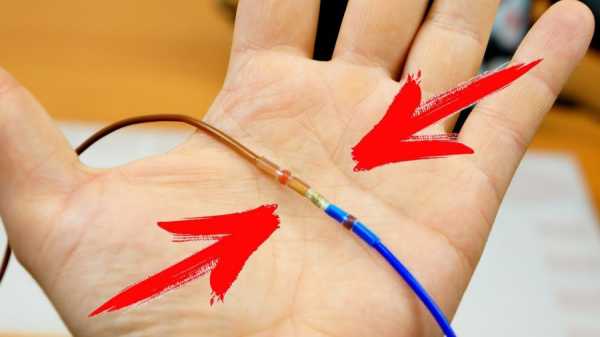
Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
- Жилы накладываются друг на друга и спаиваются с помощью припоя.
- Жилы проводов предварительно скручиваются между собой и потом лудятся с помощью припоя.
В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке.

Способы спайки проводов между собой
Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения.
Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий:
- Найдите поврежденный участок провода и вырежьте его. Зачистите края проводов на достаточную длину. Для снятия изоляции лучше всего пользоваться нагретым паяльником, или плоским, не очень острым ножом.
- Сложите провода друг с другом (по цветам) и залудите с помощью канифоли или смеси ФС-1.
- Замотайте обработанное место изолентой.
Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам.
Пайка светодиодной ленты
Сегодня светодиодную ленту активно используют для монтажа интерьерного освещения различной сложности. Она дает широкие дизайнерские возможности, имеет небольшие размеры и не уступает по рабочим характеристикам другим осветительным приборам.

Светодиодная лента
Вне зависимости от размера и условий монтажа, ленту паяют по одинаковой инструкции:
- Обрезав ленту до нужной длины, поверхность, на которую она должна крепиться, обезжиривают и высушивают.
- Оторвав защитную пленку с обратной стороны, ленту приклеивают к монтажной поверхности.
- После этого припаиваются провода на входных контактах, мелкие детали, диммеры, контроллеры. Во время работы нужно избегать перегрева ленты, это может привести к выходу диодов из строя.
Обратите внимание, спаивая две ленты! Плюс должен идти к плюсу, а минус к минусу!
Процесс припаивания изображен на фотографиях ниже:

Фиксируем светодиодную ленту (использовалась изолента)
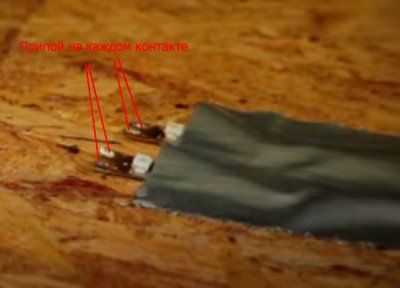
Немного припоя на каждый контакт.
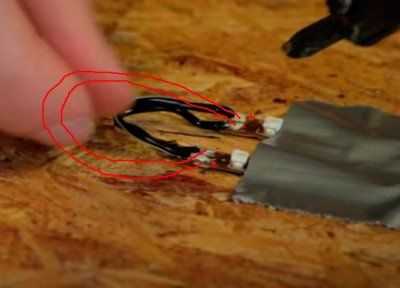
Припаиваем провода, соблюдая полярность.
Чтобы паять диодную ленту хорошо подходят паяльники мощностью до 40 Вт. Лучше всего использовать провода с сечением 0,75 мм. Красные припаиваются к плюсовому контакту, а черные – к минусовому.

Рулон светодиодной ленты.
Теперь о том, как паять светодиоды непосредственно на плату, чтобы создать светодиодную подсветку своими руками. Для этого понадобятся сами диоды, кусочек платы для них (можно купить в радиотехническом магазине) и паяльные принадлежности. Для очистки от окалины воспользуемся флюсом под алюминий, оловом – в качестве припоя.
- Вставляем диоды в плату так, чтобы плюсовые контакты (длинные «лапки») были расположены с одной стороны, а минусовые – с другой. И загибаем контакты в стороны. Будьте внимательно – если хотя бы один диод будет подключен неправильно, всё сгорит.
- Обработав «лапки» флюсом припаиваем их к плате.
- Отрезаем лишнюю длину контактов с помощью кусачек. Зачищаем провода питания на длину, равную длине диодного ряда, прикладываем к соответствующим контактам и запаиваем.
- Готово! Теперь можно проверять работу схемы, подключив провода к 12 В источнику питания.
Пайка алюминия
Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности.
Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
- Перед тем, как паять алюминий, его рабочая поверхность очищается от окалины наждачкой или напильником.
- После ее обезжиривают бензином, ацетоном или другим растворителем. Затем место соединения необходимо смазать специальным флюсом.
- Жало паяльника опускается в канифоль или нашатырный спирт до появления легкого дымка. Это очищает медь, из которой выполнен наконечник, от окисей других металлов.
- Дальнейшие действия практически не отличаются от работы с другими материалами: жало смазывается в припое, после чего небольшое его количество переносится на место спаивания для залуживания. После этого наносится основной слой припоя.
Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя.
Это может быть интересно:tokidet.ru
60 фото работы с разными типами соединений
Домашнему умельцу приходиться выполнять работы разного профиля, начиная от кладки кирпича, и заканчивая ремонтом электрики. Настоящий мастер с уверенностью берется за все, а если что-то непонятно и приходится делать впервые, всегда можно научиться, главное, это желание.

Сегодня мы хотели бы поговорить о пайке. Казалось бы, все просто: берем паяльник, олово, канифоль и паяем, однако на практике, провода не лудятся, детали отлетают и все идет кувырком. В чем же секреты правильной и качественной пайки?

Давайте посмотрим в интернете на фото поясняющие, как паять паяльником. Вы отметите красивую, аккуратную и ровную пайку. Именно тому, как правильно и качественно выполнять эту интересную работу, мы расскажем в этой статье

Что нужно и с чего начинать
Перед тем, как мы расскажем вам, как правильно паять паяльником, определимся, что для этого нам потребуется.
Прежде всего – нужен сам паяльник. Тут все не так просто. Правильно подобранный паяльник – залог будущего успеха и качества.

Мы не будем рассматривать здесь специальные, профессиональные паяльные станции. Их стоимость велика и пользуются ими специалисты, а учить их – только время терять.

Домашнему мастеру нужен обычный паяльник. Главное – правильно подобрать мощность. А вот тут нужно учитывать то, что мы собираемся паять. Если вам необходимо соединить провода, сделать ремонт электроаппаратуры, то вам лучше выбрать паяльник мощностью 40-60 Вт. Меньше будет нецелесообразно – это паяльники для ремонта радиоаппаратуры и ювелирных работ.

Если вы собираетесь ремонтировать медные радиаторы или иную крупную технику, а также для пайки латуни или железа, вам нужно взять паяльник большей мощности: от 100 Вт и больше. В целом, чем крупнее детали для спайки, тем мощнее нужен паяльник.
Если мощности мало, то вы не сможете прогреть детали и качества не получите, если выберите паяльник излишней мощности, а детали будут мелким, то вы либо перегреете, либо просто будет неудобно работать.
Кроме паяльника нам потребуется припой. Как правило, используют оловянно-свинцовый. Он маркируется буквами ПОС и цифрой, которая показывает процентное содержание в припое свинца. Чем больше свинца, тем припой более тугоплавкий, но сама пайка оттого только крепче.

Запомните: чем массивнее элементы, тем более тугоплавкий должен быть припой. Но не переборщите, иначе паяльник малой мощности просто не сможет его расплавить.
Кроме припоя нам нужен флюс. В качестве него используют специальную паяльную кислоту или канифоль.

Для пайки железа, латуни или меди, используют кислоту, а для электромонтажных работ – канифоль. Кислота нужна специальная, травленая, лучше приобрести готовую, поскольку работать с кислотой очень опасно.

Также, потребуется инструмент для зачистки
Инструмент готов, припой и флюс имеется, приступаем к работе, но прежде готовим сам паяльник. Если жало не залужено или вы нашли уже бывший в употреблении, его нужно тщательно зачистить, а после – залудить.
Заметим: от качества подготовки кончика, во многом зависит удобство работы. Прежде, тщательно зачистите сам кончик, придайте ему необходимую форму. Лучше всего это делать обычным напильником.

Использовать наждачный круг не рекомендуется, он оставляет вкрапления абразива в металле, это сильно будет мешать впоследствии. Теперь, включаем в сеть и ждем, пока он нагреется.
Когда температура будет достаточной, окуните прежде жало в флюс, самое оптимальное сейчас – это обычная канифоль, и потом аккуратно расплавьте припой. Он должен равномерно распределиться по всей поверхности.

Если сразу это не удалось, повторите. После того, как вы убедитесь, что все получилось, стряхните остатки припоя с жала или протрите его ветошью.

Внимание! Во время пайки будьте внимательны и аккуратны. Расплавленный припой имеет температуру порядка 250-300 градусов по Цельсию, вы можете получить сильный ожог. Не подпускайте детей к месту работы.
Секреты успешной пайки
Давайте первым делом рассмотрим вопрос, как паять паяльником с канифолью, поскольку такой способ наиболее часто применяют на практике.

Перед пайкой необходимо зачистить поверхности, которые собираетесь соединить. Если это провода, их тоже нужно тщательно очистить от остатков окиси. Когда все будет готово, окуните жало в канифоль, потом коснитесь припоя, небольшое его количество должно остаться на кончике.
Снова коснитесь канифоли, после чего приложите жало к поверхности, которую собираетесь залудить и прогрейте ее. Поверхность должна покрыться тонким слоем припоя.
После того, как обе соединяемые детали будут залужены, совместите их, и предварительно взяв на кончик жала паяльника припой, после коснувшись канифоли, прогрейте место соединения, припой должен равномерно распределиться. После этого дождитесь, когда пайка остынет. Проверьте качество и надежность.
Пайка с канифолью применяется при ремонте радиоаппаратуры и бытовой электроаппаратуры. Само место спайки необходимо промыть спиртом или растворителем, удалив остатки флюса.

Для скрепления стальных, медных, латунных и других деталей, используют, как правило, паяльную кислоту. В этом случае, поверхности после зачистки обрабатывают ей и потом лудят.
Мы уже отвечали на вопрос, каким паяльником лучше паять в контексте выбора мощности, но отметим, в некоторых случаях, например, при ремонте массивных медных радиаторов, лучше пользоваться специальными паяльниками, нагреваемыми паяльной лампой.

Они имеют очень массивное и тяжелое жало, что делает их крайне удобными при работе с крупными и тяжелыми деталями.

Вообще, от того, как качественно вы прогреете спаиваемые поверхности, во многом зависит прочность соединения.
После пайки кислотой, тщательно промойте швы, удалите все ее остатки и после смажьте соединения маслом ли иной смазкой.

Часто возникает вопрос: как паять провода, что применять в качестве флюса – канифоль или кислоту. В принципе, не имеет особого значения, какой флюс будет использоваться. При пайке с кислотой, важно тщательно промыть спайку и удалить ее остатки, иначе она будет разрушать место соединения.

При использовании канифоли, пайка не будет разрушаться, даже если вы не особо тщательно удалите остатки флюса. При всем том, канифоль не проводит электрический ток, а кислота является проводником, это необходимо учитывать.
Ответим еще на один вопрос, возникающий у новичков: как паять микросхемы и другие радиодетали. Для этого используйте паяльник малой мощности: радиоэлектронные компоненты очень чувствительны к перегреву, а также в качестве флюса применяйте канифоль или специальные растворы.

Кислоту использовать не рекомендуется, она может разрушить выводы радиодеталей, плату и в целом преподнести много неприятных «сюрпризов».

Последнее совет: для пайки алюминия и дюралевых поверхностей используйте специальные флюсы, их можно найти в свободно продаже.

Главное – хорошо залудить поверхности, после чего алгоритм работ точно такой же, как и при обычной пайке.

Фото советы как паять паяльником














strojka-gid.ru
Как паять паяльником по wikiHow
Всем здоровья! Как и обещал, продолжаю публиковать материал по процессам пайки. Заинтересовался иностранными обучающими материалами по пайке и наткнулся на инструкцию как паять от американской энциклопедии wikiHow. Попробую адаптировать в вольном переводе их статью для простого русского народа – для тех людей, которые хотят сами в домашних условиях научиться как паять.
Сегодня мы узнаем, какое оборудование необходимо для пайки и как паять на самом деле правильно простые выводные радиоэлементы.
Приобретите необходимые инструменты для пайки
Используйте паяльник с контролем температуры
Для правильной пайки электронных компонентов и печатных плат нужно приобрести паяльник с электростатической защитой, регулировкой температуры жала и высокой мощностью нагревательного элемента. Это позволит паять длительное время без сильного нагара и хорошо подходит для радиолюбительской и профессиональной практики. Простые паяльники без регулировки требуют некоторых навыков для исключения перегрева паяемых компонентов.
Для небольших радиокомпонентов и тонких проводов нужно использовать паяльник с мощностью до 25 Ватт. Для радиаторов, трансформаторов и толстых проводов берите 100 ваттный паяльник, не меньше.
Если паяльник позволяет, используйте регулировку температуры, чтобы настроить оптимальную температуру жала, при которой припой плавится достаточно быстро, но не перегревается.
Используйте припой в катушках нужного состава
 Самый распространенный припой состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
Самый распространенный припой состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
Все большую популярность набирают безсвинцовые припои, у которых температура плавления выше и для их пайки требуются специальные флюсы. Такие припои состоят на 96,5 % из олова и на 3,5 % из серебра. Наличие серебра уменьшает омическое сопротивление паяного контакта, что хорошо сказывается на надежности электроники.
Используйте припой с флюсом внутри
 Часто в середину проволоки припоя добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
Часто в середину проволоки припоя добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
— канифоль сама по себе является нейтральным флюсом, хорошо смачивает поверхность припоя, но оставляет коричневый липкий остаток, который, впрочем, может быть удален с помощью изопропилового или этилового спирта и даже растворителем. Существуют различные канифольные флюсы, но чаще всего используются с обозначением RMA – умеренно активированная канифоль.
— безотмывочный флюс обычно не оставляет сильного остатка, который может вызвать коррозию металлов или создать утечку тока из-за проводимости. Этот флюс изобретен для снижения временных затрат на отмывку после пайки.
— водорастворимый флюс обычно является активным на основе кислот, остаток которых может быть смыт с платы водой. Иначе эти остатки флюса вызывают коррозию металла, что приводит к повреждению платы и электронных компонентов.
Используйте компоненты, совместимые с платой
 Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Используйте специальные инструменты для удержания компонентов
 Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, узкогубцы и пинцет, чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, узкогубцы и пинцет, чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
Как паять радиоэлектронные детали
Подготовьте электронные компоненты для пайки
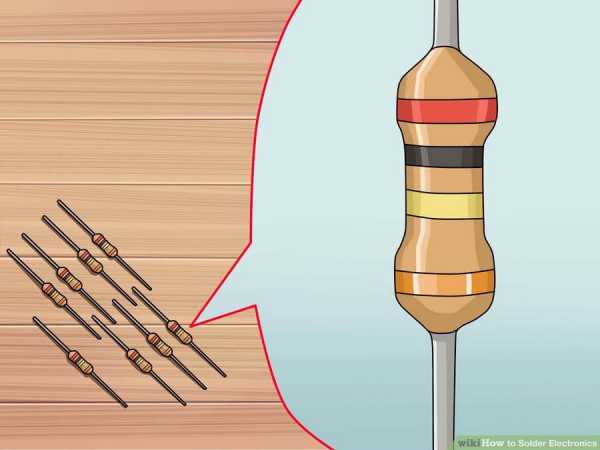 Выберите подходящие по размерам детали, проверив их тип и назначение. С помощью справочников по цветовой маркировке, проверьте сопротивление резисторов. Заранее изогните ножки компонентов под расположение отверстий, соблюдая рекомендуемые радиусы изгиба.
Выберите подходящие по размерам детали, проверив их тип и назначение. С помощью справочников по цветовой маркировке, проверьте сопротивление резисторов. Заранее изогните ножки компонентов под расположение отверстий, соблюдая рекомендуемые радиусы изгиба.
Соблюдайте технику безопасности при пайке
 Всегда учитесь паять в хорошо проветриваемом помещении и защищайте глаза и органы дыхания с помощью средств защиты. Используйте подставку под паяльник, когда не заняты пайкой. Если паяльник включен, то жало может прожечь что-либо на рабочем столе.
Всегда учитесь паять в хорошо проветриваемом помещении и защищайте глаза и органы дыхания с помощью средств защиты. Используйте подставку под паяльник, когда не заняты пайкой. Если паяльник включен, то жало может прожечь что-либо на рабочем столе.
Правильное расстояние от лица до паяльника должно быть не меньше 7-12 дюймов (18 — 30 см). При этом брызги кипящего флюса или капли припоя Вам не повредили.
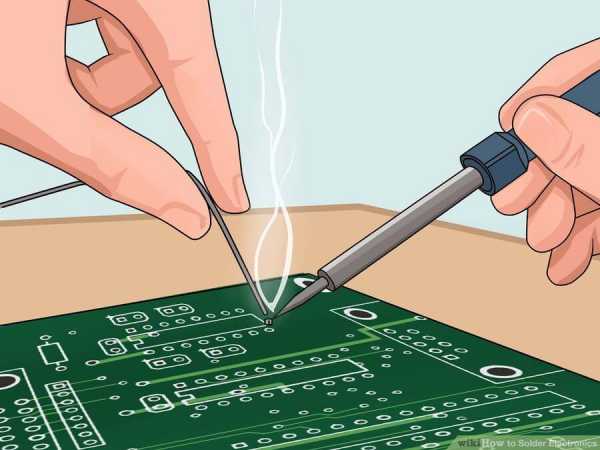
Перед пайкой залудите жало
 Поднесите горячее жало паяльника к припою и наплавьте его на конец жала. Такое лужение жала помогает ускорить процесс пайки благодаря заранее подогретому припою.
Поднесите горячее жало паяльника к припою и наплавьте его на конец жала. Такое лужение жала помогает ускорить процесс пайки благодаря заранее подогретому припою.
Аккуратно поднесите жало с каплей припоя на конце к месту соединения деталей с печатной платой. Жало должно прежде всего коснуться вывода радиодетали, а затем уже контактной площадки платы.
Разогретое жало не должно касаться диэлектрической подложки печатной платы, чтобы не повредить ее высокой температурой.
Дайте перетечь припою с жала на паяемые контакты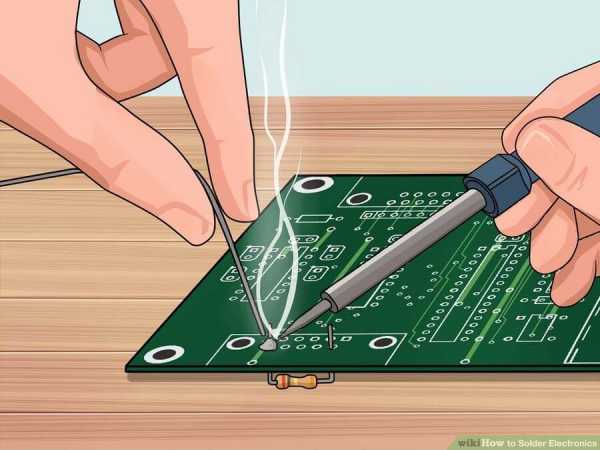
Флюс для пайки при нагревании жалом испаряется буквально за секунду. За это время нужно успеть залудить контакты паяемых поверхностей и дать перетечь припою на них. При пайке контакты должны успеть правильно прогреться, чтобы припой на них лег качественно. Расплавленный припой должен хорошо прилипать к паяемым контактам за счет поверхностного натяжения. Такой свойство называется хорошей смачиваемостью поверхностей.
Если припой не плавится и не липнет к поверхности металлов, то значит они не прогрелись или не были хорошо очищены от окислов и жиров с помощью флюса.
Уберите паяльник при заполнении припоем области пайки
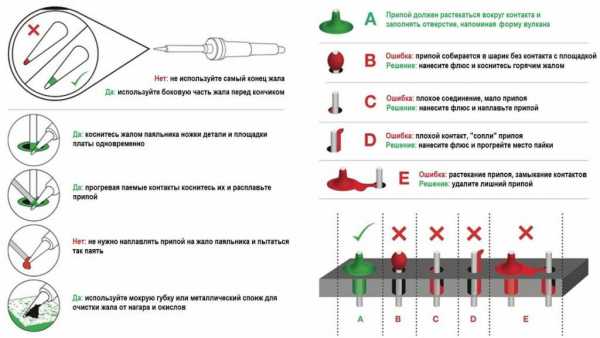
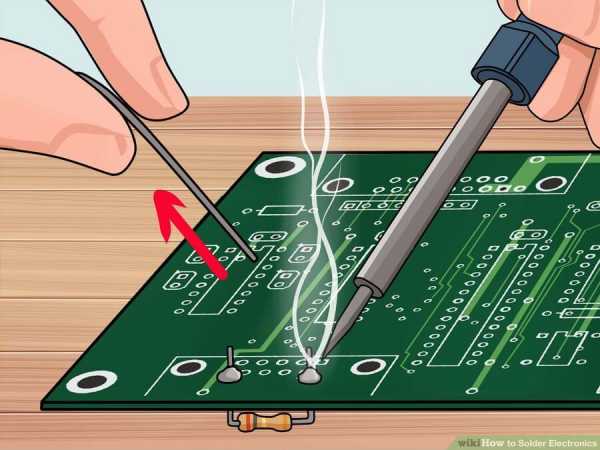 Обычно хватает пары капель припоя, чтобы качественно заполнить область между паяемыми контактами. Хотя могут быть разные ситуации. Правильное количество припоя определяется следующими факторами:
Обычно хватает пары капель припоя, чтобы качественно заполнить область между паяемыми контактами. Хотя могут быть разные ситуации. Правильное количество припоя определяется следующими факторами:
— на платах с поверхностным монтажом достаточное количество припоя определяется наличием однородной вогнутой поверхности вокруг паяных контактов;
— на платах с отверстиями хватит подавать припой, если увидите равномерную плоскость шва между контактами;
— чрезмерное количество припоя при пайке изделия будет видно по выпуклой форме шва;
— малое количество припоя образует рваный и сильно вогнутый шов.
Секреты хорошей пайки
Двигайтесь энергично
К сожалению, при перегреве легко повредить компоненты или печатную плату. Самое главное правило в пайке – научиться паять правильно и не перегревать плату и радиодетали. Паяйте четко и быстро. Держите пальцами массивные радиодетали или плату недалеко от места пайки, чтобы контролировать нагрев платы.
Установите температуру жала паяльника немного меньше, чем хотелось бы. Так можно проверить, достаточно ли этого для качественной пайки. Используйте 30-ваттный паяльник и кратковременную пайку, чтобы избежать перегрева контактов.
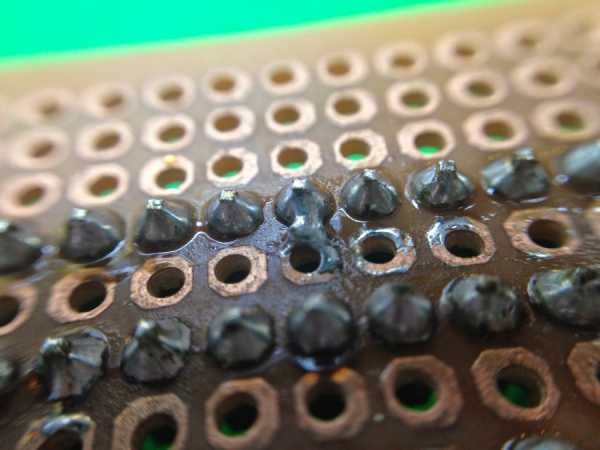
При работе с двухсторонней печатной платой проверьте пайку обоих слоев металлизации на предмет качественной и правильной пайки. Хороший паяный шов будет блестящим и конической формы. Если шов выглядит рыхлым, с налетом, то такой эффект называется некачественной «холодной пайкой». Происходит это из-за недогрева, отсутствия флюса и слишком быстрого остывания припоя. Как правильно паять в этом случае понятно — использовать флюс и чуть дольше греть припой.
Отводите тепло от термочувствительных компонентов
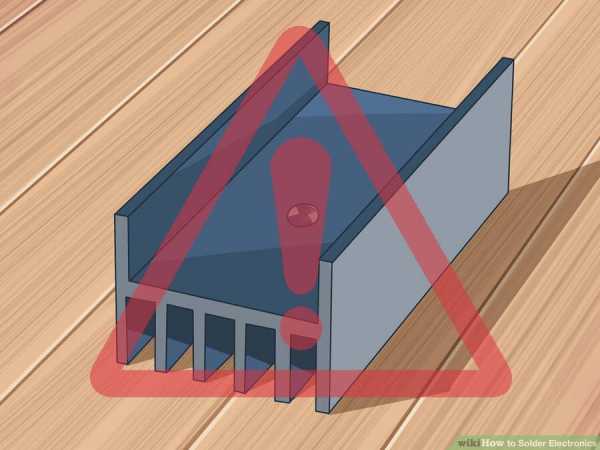 Некоторые радиодетали (диоды, транзисторы и др.) весьма чувствительны к перегреву. Они требуют дополнительного отвода тепла радиатором, который крепится к их корпусу. Можно пользоваться небольшими радиаторами, прижимающимися к корпусу детали для ее охлаждения.
Некоторые радиодетали (диоды, транзисторы и др.) весьма чувствительны к перегреву. Они требуют дополнительного отвода тепла радиатором, который крепится к их корпусу. Можно пользоваться небольшими радиаторами, прижимающимися к корпусу детали для ее охлаждения.
Научитесь распознавать достаточное количество припоя
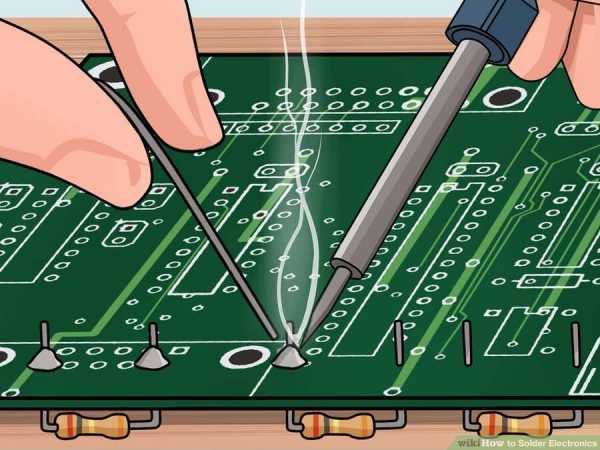 Шов с правильным количеством припоя выглядит гладким и блестящим. Визуальный контроль является одним из лучших способов проверки паяных соединений. Припой должен плавиться на поверхностях контактов, а не на жале паяльника. Именно такой подход дает прочное соединение с поверхностью металла.
Шов с правильным количеством припоя выглядит гладким и блестящим. Визуальный контроль является одним из лучших способов проверки паяных соединений. Припой должен плавиться на поверхностях контактов, а не на жале паяльника. Именно такой подход дает прочное соединение с поверхностью металла.
Припой должен покрывать пространство между паяными контактами равномерно, не образуя наплывов или недопаяных мест.
Держите жало в чистоте
 Кипящая канифоль или другой флюс из трубчатого припоя может оставить на жале или на шве нагар. Этот нагар является нежелательным остатком после процесса пайки. Он ухудшает качество шва, свойства смачиваемости и механическую прочность соединения. Очистите жало паяльника с помощью влажной губки или металлического спонжа.
Кипящая канифоль или другой флюс из трубчатого припоя может оставить на жале или на шве нагар. Этот нагар является нежелательным остатком после процесса пайки. Он ухудшает качество шва, свойства смачиваемости и механическую прочность соединения. Очистите жало паяльника с помощью влажной губки или металлического спонжа.
Убедитесь в полном остывании припоя
 Полное остывание припоя может занять от 5 до 10 секунд – все это время лучше не шевелить паяными контактами. Чтобы удержать горячие радиодетали используйте узкогубцы, пинцет или приспособу «третья рука» с увеличительным стеклом для визуального контроля.
Полное остывание припоя может занять от 5 до 10 секунд – все это время лучше не шевелить паяными контактами. Чтобы удержать горячие радиодетали используйте узкогубцы, пинцет или приспособу «третья рука» с увеличительным стеклом для визуального контроля.
Потренируйтесь на кошках
 В качестве «кошки» можете взять старые радиодетали и попаять их между собой. Перед ответственной пайкой всегда проверяйте инструмент. Никто не совершенен, даже профессионалы, так что тренировка всегда пойдет на пользу делу. Как паять профессионально просто поймете со временем.
В качестве «кошки» можете взять старые радиодетали и попаять их между собой. Перед ответственной пайкой всегда проверяйте инструмент. Никто не совершенен, даже профессионалы, так что тренировка всегда пойдет на пользу делу. Как паять профессионально просто поймете со временем.
В конце хочу привести картинку, немного похожую на инфографику на тему как научиться правильно паять. Эти основы пайки для начинающих я переводил сам, так что пользуйтесь на здоровье.
Выводы по краткому обучению пайке
Сегодня мы познакомились с тем, как учатся паять американцы. Задорнов сказал бы…ну в общем вы поняли. В оригинале, как мне кажется, все выглядит немного коряво и поверхностно, так что постарался внести свои уточнения в текст. В принципе, самые азы раскрыты, но останавливаться в этом деле никак нельзя, так что подписывайтесь на обновления блога — будут еще подробности о процессе пайки.
Тут старался Мастер Пайки.
masterpaiki.ru
Учимся как правильно паять паяльником
Пайка — технологический процесс соединения металлических деталей, существующий уже не одно тысячелетие. Изначально он использовался ювелирами для создания украшений. Ведь известная уже в те времена кузнечная сварка для ювелирного дела не годилась, а процесс пайки металлов при помощи легкоплавких сплавов‑припоев оказался как нельзя кстати. Золото паяли с помощью припоев серебряно‑медных, серебро — медно‑цинковыми, а для меди самым лучшим составом оказался сплав олова и свинца.
По прошествии времени, с развитием электротехники, а затем радиоэлектроники, пайка стала, и остаётся поныне, основным методом монтажа деталей для создания различных схем. Появились роботизированные конвейерные системы, автоматически, без участия ручного труда, выпускающие в час сотни печатных плат и узлов современной аппаратуры, основным методом сборки которых является пайка. Но старый добрый ручной паяльник не утратил своей актуальности и сегодня.
Какие существуют виды паяльников
А он за долгие годы претерпел много изменений и усовершенствований.
- Начиналось все давным‑давно с массивных паяльников‑молотков, нагреваемых на огне или углях. Широко распространённые когда‑то бензиновые паяльные лампы даже имели сверху специальные держатели для нагревания этих молотков. Таким паяльником вполне можно было запаять прохудившийся чайник или самовар. А рыболовы‑любители, самостоятельно изготовлявшие себе всю оснастку в те времена, делали с их помощью блесны и мормышки, обеспечивавшие уловы не хуже современных воблеров и твистеров.
- В 20‑е годы XX в., когда началось повсеместное распространение радио‑ и электрооборудования, был изобретён паяльник электрический. Поначалу он тоже был похож на молоток, но затем пришёл к своей классической стержневой форме, в которой существует до сих пор.
- Классическая конструкция электропаяльника продержалась довольно долго. Она хороша для мощностей нагревателя в диапазоне 25~200 Вт. Но миниатюризация радиоэлектронной аппаратуры поставила перед этими приборами новые требования. Появилась потребность в инструментах небольшой мощности, быстро разогревающихся и позволяющих мгновенно регулировать температуру жала.
- Определённую популярность приобрели паяльники импульсные, в которых жало представляет собой часть цепи вторичной обмотки трансформатора, намотанной очень толстым проводом. Напряжение в такой обмотке очень мало, зато по ней протекает ток силой в несколько ампер, что и приводит к сильному нагреву.
- Более экзотичным вариантом являются паяльники индукционные, в которых разогрев ферритового термостержня осуществляется высокочастотными индукционными токами. Регулировка температуры в них происходит автоматически за счёт изменения магнитной проницаемости стержня при его нагреве до точки Кюри.
- Развитием первоначальной идеи нагрева горелкой паяльной лампы стали современные модели газовых паяльников. В них нагревание жала осуществляется газовой горелкой, расположенной прямо в корпусе трубчатого стержня. Газ поступает от заправляемого баллончика, находящегося в ручке.
Он представляет собой ручку из тепло‑ и электроизолирующего материала, через которую проходит электрический провод, соединённый с трубчатым нагревательным элементом, закреплённым на другом её конце. В трубчатый нагреватель вставляется стержень‑жало, с помощью которого, собственно, и производится пайка. В качестве нагревательного элемента традиционно используется нихромовая спираль, намотанная на слой асбестового изолятора. Жало — медный стержень, заточенный на конце соответствующим образом.
Поэтому в традиционном электропаяльнике инерционный нихромовый термоэлемент был заменён на керамический. В таких приборах полое с одного конца жало надевается на разогретый керамический стержень. За счет хорошего теплового контакта и малого теплового рассеяния, жало нагревается практически мгновенно, а измеритель температуры, находящийся от него в непосредственной близости, позволяет установить степень нагрева с высокой точностью.
Кроме того, эти модели паяльников значительно долговечнее обычных, что очень важно для конвейерной сборки радиоаппаратуры.
Выполнены они обычно в форме пистолета с тумблером‑курком, позволяющим включить прохождение тока на несколько секунд. Этого достаточно для выхода жала на рабочую температуру. Недостаток таких приборов — невозможность точной регулировки температуры тем не менее для бытового применения они достаточно удобны.
Они хороши для автономной работы в отсутствие электричества. Жало у таких паяльников легкосъёмное, при его извлечении, прибор превращается в миниатюрную газовую горелку, которой можно производить пайку высокотемпературными припоями.
Какие существуют припои
 Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
- Низкотемпературные или мягкие. Температура плавления менее 350°C. В свою очередь, делятся на несколько видов:
- Оловянно‑свинцовые. Цифра в их обозначении показывает процентное содержание олова: ПОС‑18 (температура плавления — 277°C), ПОС‑30 (256°C), ПОС‑40 (235°C), ПОС‑50 (222°C), ПОС‑61(190°C), ПОС‑90 (222°C). Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.
- Безоловянистые — свинцовые (327°C), свинцово‑серебряные (304°C).
- Легкоплавкие — сплавы Вуда (60,5°C), д’Арсэнваля (79,0°C), Розе (97,3°C).
- Специальные, например,для пайки алюминия — Авиа‑1 (200°C), Авиа‑2 (250°C).
Представлены несколькими классами:
- Медные (1083°C)
- Медно‑цинковые или латунные (830~870°C)
- Медно‑фосфористые (700~830°C)
- Серебряные (720~830°C)
Оловянно‑свинцовые припои наиболее широко используются во многих областях промышленности и быта. Они выпускаются в виде прутков или проволоки. Для применения в монтаже радиоэлектронных изделий используются трубчатые припои в виде проволоки с наполнителем‑флюсом в середине.
Разновидности флюсов для пайки радиодеталей
 Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
- Некислотные. Самым известным и, пожалуй, до сих пор одним из лучших флюсов была и остаётся обычная канифоль, или очищенная сосновая смола. Ее содержит и большинство специальных флюсов, выпускающихся для применения в радиоэлектронной промышленности. Для пайки электронных схем до сих пор не придумано ничего лучше. Именно канифоль содержится внутри пруткового припоя. Достоинство её в том, что после пайки она легко удаляется и не создаёт агрессивной среды, разрушительно действующей с течением времени на паяное соединение.
- Химически активные. Содержат кислоты, поэтому требуют тщательной промывки соединения после пайки. Большинство известных составов содержит хлористый цинк. Применяются в основном для соединения изделий из чёрных и цветных металлов.
Чтобы паять с канифолью можно использовать как в первоначальном виде, так и в спиртовом растворе. Из выпускаемых промышленностю составов она содержится в радиотехнических флюсах «ЛТИ‑120», «Канифоль‑гель» и др.
Из активных флюсов можно назвать Ф‑34А, ФСГЛ, «Глицерин‑гидразин» и др.
Вспомогательные материалы
Приступая к пайке радиодеталей, следует тщательно подготовить рабочее место. Оно должно быть хорошо освещено и иметь хорошую вентиляцию, т. к. при этой работе обычно выделяется достаточно много едкого дыма и газов.
Неплохо иметь в составе инструментов небольшие тиски, лупу с зажимом «третья рука», вакуумный отсос для припоя. Также нужно держать под рукой пинцет, шило, плоскогубцы или утконосы, кусачки‑бокорезы, мелкий напильник или надфиль, кусочки наждачной бумаги, ветошь и губку. Перед началом пайки следует удобно разложить на рабочем месте все инструменты, приспособления и реактивы.
Температура пайки
Температура пайки паяльника для микросхем не должна превышать — 250°C, при пайке радиодеталей нагрев жала не должен подниматься выше 300°C. Паяльник без регулятора температуры может при длительной работе и скачках сетевого напряжения разогреваться до 400°C. Если в составе оборудования нет специальной паяльной станции, желательно для понижения температуры приобрести в магазине электротоваров обычный диммер, используемый для регулировки яркости света. Тем более что при повсеместном переходе на экономлампы, которые с ним не работают, спрос на него, а соответственно и цены снижаются.
Подготавливаем главный инструмент к работе
У обычного, медного, без специального покрытия жала при пайке, особенно при завышенной температуре, окись меди, образующаяся на стержне, растворяется в смеси припоя и флюса. На рабочем его конце образуются выемки и раковины, из‑за которых как ещё более ускоряется его разрушение, так и ухудшается качество пайки.
Поэтому перед началом работы с паяльником и в её процессе их необходимо удалять. Для этого нужно зачистить рабочую часть жала напильником, придав ему необходимую форму: конуса, плоской отвёртки или скошенного среза.
Включив паяльник в сеть и дождавшись его разогрева, зачищенное до красного медного цвета жало необходимо залудить. Это не так трудно. Достаточно, окунув рабочий его конец в канифоль, расплавить небольшой кусочек припоя, положенный на подставку паяльника или на другую металлическую поверхность.
Затем в расплавленном припое потереть рабочими гранями жала по металлу подставки пока конец стержня не покроется ровным и равномерным слоем припоя. Паяльник должен быть достаточно хорошо разогрет, признаком чего служит легкое и быстрое размягчение, как канифоли, так и припоя.
Как только вы начинаете работать жало паяльника постепенно начинает обгорать, даже если вы всё делаете правильно. Об этом свидетельствует его почернение и покрытие окалиной, поэтому процесс чистки и лужения следует периодически повторять. Для того чтобы не снимать много меди напильником, можно в это время зачищать стержень, потерев его по кусочку наждачной бумаги, разложенной на столе, а потом повторно залудить.
Для этого нужно их очистить от налёта, образующегося при высокой температуре, сильно потерев о специальную губку, или чуть влажный кусок махрового полотенца, а затем сразу же окунуть в канифоль и в её расплаве, потереть о жало прутком припоя.
Подготовка деталей к пайке
Для того чтобы качественно склеить две детали, нужно их смазать клеем, подождать немного, смазать снова, а затем крепко сжать. То же самое и в процессе пайки: для получения качественного соединения, детали следует сначала залудить — покрыть тонким слоем припоя. Этот процесс требует определённого опыта и знаний. Для каждого вида материала, соединяемого пайкой, существует своя технология.
Лужение — неотъемлемая часть процесса
 Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Для того чтобы качественно и правильно паять медные провода, следует начать с лужения без изоляции. Их следует предварительно зачистить наждачной бумагой, затем опустив в разогретую паяльником канифоль или, смазав спиртовым её раствором, покрыть расплавленным припоем.
Медный провод в эмалевой изоляции, необходимо предварительно зачистить, убрав покрытие наждачной бумагой или соскоблив лезвием ножа. Для тонких проводов сделать это не так просто. Их изоляцию можно обжечь в пламени горелки или зажигалки, но это значительно ухудшает прочность самого провода.
Можно воспользоваться проверенным способом: положить конец провода на таблетку отечественного аспирина (импортный чаще всего не годится) и прижав разогретым жалом паяльника протащить несколько раз по расплавленному препарату.
Надо сказать, что такая процедура буквально съедает жало паяльника. К тому же при этом выделяется очень едкий дым, вдохнув который можно обжечь дыхательные органы, так что прибегать к этому способу нужно в самом крайнем случае.
Для облуживания деталей из чёрных металлов, бронзы и других необходимо использовать активные флюсы. Для таких соединений не требуются легкоплавкие и высококачественные радиотехнические припои — можно воспользоваться и обычным, более дешёвым, ПОС‑30.
Тщательно зашкурив поверхности перед пайкой, нужно покрыть их флюсом, например, хлористым цинком, хорошо прогреть и качественно облудить места соединений. После этого, ещё раз прогрев вместе обе соединяемые поверхности, пропаять их, крепко прижав друг к другу, и затем зафиксировать до остывания припоя. Чем массивнее детали, тем мощнее нужен паяльник. Во время пайки нужно постараться их не сдвинуть, так как массивные детали долго держат температуру.
Алюминий следует паять специальными припоями с использованием специальных флюсов. Правда, набравшись немного опыта, можно соединить и обычным припоем. Но это проходит только для чистого металла, а многие алюминиевые сплавы очень трудно поддаются пайке.
Рассмотрим технику пайки паяльником подробнее
Радиодетали, подготовленные к пайке нужно вставить в отверстия платы, укоротить кусачками до нужной длины и, прогрев паяльником вместе с дорожкой печатной платы, поднести к ним пруток припоя, а когда капля его растечётся ровным слоем по месту пайки, убрать паяльник и дождаться остывания припоя, стараясь также в это время не сдвинуть детали с места.
Пайку миниатюрных транзисторов и микросхем следует производить особенно осторожно, стараясь не допускать их перегрева. При монтаже чипов лучше всего припаять сначала выводы питания и «земли», дождаться надёжного застывания припоя и только затем, прикасаясь паяльником и прутком припоя на долю секунды, распаять все остальные контакты. Предварительно можно смазать места пайки спиртовым раствором канифоли, это значительно повысит качество соединений.
Главные условия качественной пайки — хорошая зачистка и облуживание перед соединением, хороший прогрев во время него. Припой полуды в месте пайки должен быть полностью расплавлен на обеих деталях — это обеспечит надёжное соединение. Но при этом он не должен быть и перегрет. Мастерство хорошей пайки в том и заключается, чтобы найти тот оптимальный баланс, который обеспечит наивысшее качество работы.
Меры безопасности при пайке
О выделении едких газов при пайке уже было сказано. Место работы должно хорошо проветриваться и вентилироваться. Процесс пайки может сопровождаться брызгами раскалённого припоя и флюса, поэтому следует остерегаться ожогов, а особенно беречь глаза. Лучше всего использовать для этого защитные очки. Да и просто при нечаянном прикосновении открытыми частями тела к раскалённому инструменту можно получить сильный ожог.
Большинство электрических паяльников, кроме батарейных и низковольтных, действуют от сетевого напряжения, поэтому при работе с ними строго обязательно соблюдать все правила электробезопасности.
Не следует разбирать паяльник — потом, после сборки, существует опасность нарушения изоляции и пробоя высокого напряжения на его корпус, а это уже чрезвычайно опасно.
При работе необходимо также следить за проводом питания паяльника. Попадание его на раскалённое жало может вызвать повреждение изоляции провода и риск удара электрическим током. Также это может привести к короткому замыканию и к пожару.
Научитесь правильно работать с паяльником из этого видео
Самое интересное, что все разновидности паяльников, появлявшиеся за все время их существования, находят применение и сегодня.
Как соединить пайкой две массивные детали в полевых условиях, когда электричество недоступно, или нет подходящего по мощности электрического паяльника? Помочь сможет молотковый паяльник, нагретый на костре или с помощью паяльной лампы.
А пылящийся в кладовке старый 100‑Вт электропаяльник, непригодный для работы с современными электронными схемами, вполне справится с ремонтом латунных или бронзовых изделий или украшений.
Тому же, кто увлекается самостоятельным изготовлением ювелирных украшений, незаменимым помощником станет универсальный газовый паяльник‑горелка.
elektrik24.net
Как правильно паять паяльником с канифолью
Здравствуйте уважаемые читатели сайта sesaga.ru. Сегодня хочу поделиться с Вами секретом хорошей пайки, и рассказать, как правильно паять паяльником.
У каждого радиолюбителя есть минимальный набор инструментов, которые ему необходимы для сборки или ремонта любой радиоэлектронной конструкции. Это всевозможные отвертки, плоскогубцы, кусачки, напильники, молотки и т.д.
Поэтому, что-либо здесь рекомендовать я не буду, а остановлюсь на самых основных. Это уже в дальнейшем, если Вам понадобится дополнительный инструмент,то Вы его приобретете.
Первое, что нужно приобрести, если у Вас нет, это пинцет и паяльный набор:
1. Паяльник,
2. Припой (олово),
3. Флюс (баночка канифоли).
Паяльник лучше купить обычный, мощностью 40Вт с питающим напряжением 220В. В домашних условиях любой другой мощности не надо, когда научитесь паять, то это поймете. А когда мы соберем для него регулятор мощности, регулируемый температуру жала, он станет более удобным и универсальным.
Припой.
В радиотехнике для соединения между собой поверхностей узлов и деталей применяют припой — сплав свинца и олова в различных пропорциях.
Как правило, припой изготавливают в виде проволоки, или трубки заполненной флюсом. Лучше отдать предпочтение припою в виде проволоки, так как флюсом придется пользоваться в любом случае.
Обычно припои различаются по температуре плавления и твердости, и маркируются буквенными и числовыми значениями, например, ПОС-60.
ПОС — припой оловянно-свинцовый, цифра 60 означает процентное содержание олова в сплаве, соответственно свинца 40%. Чем больше свинца в припое, тем он темнее, и температура плавления припоя выше. Для домашнего быта лучше приобрести припой ПОС-60 с температурой плавления около 190 °С, и к тому же обладающий хорошей прочностью.
Флюсы.
Флюсы предназначены для растворения и удаления окислов с поверхности спаиваемых деталей, служат для защиты поверхностей металла и припоя от окисления, и обеспечивают хорошее смачивание поверхности деталей жидким припоем.
Например, жало паяльника сделано из меди, которая при нагреве окисляется, и на рабочей поверхности жала образуется корка нагара. Если Вы прикоснетесь таким жалом к припою, то он естественно расплавится, но на рабочей поверхности не останется, а просто скатится, соответственно запаять что-либо таким паяльником Вы не сможете.
Самым распространенным и доступным флюсом является канифоль, которая изготавливается из сосновой смолы. Выглядит она как янтарь, прозрачная с желтоватым оттенком.
Подготавливаем жало паяльника для пайки.
И так, паяльный набор Вы купили. Первым делом надо подготовить паяльник, а именно его рабочую часть (жало), так как для пайки пока оно не очень годится. Зажимаем его плоскогубцами, берем напильник, и начинаем аккуратно обрабатывать кончик, придавая ему форму двугранного угла приблизительно 30…45 градусов.

Кончик жала Вы подготовили, но паяльник включать еще нельзя, так как при первом включении от него идет дым и неприятный запах, это нормально.
Это происходит потому, что при первом нагреве идет выгорание клейкого слоя, которым были склеены листы слюды при намотке нагревательного элемента.
Устройство нагревательного элемента паяльника.
Рассмотрим устройство нагревательного элемента в разрезе.
Нагревательным элементом в паяльниках обычно служит нихромовый провод, намотанный на металлическую трубку, в которую вставляется медный стержень (жало). Электрический ток раскаляет нихромовый провод, а он в свою очередь отдает тепло медному стержню, нагревая его.
Для изоляции этого провода от контакта с защитным кожухом и металлической трубкой, служит слюда, которая слоями прокладывается между ними.
Самодельная подставка для паяльника.
Еще, что Вам нужно, а без этого никуда, так это подставка для паяльника.
Ее можно купить там же в магазине, а можно сделать самому. Достаточно взять небольшой деревянный брусок и металлическую крышку, применяемую в домашнем консервировании. В нее Вы будете складывать остатки припоя и флюса, а так же в ней облуживать выводы деталей и жало паяльника.
Из крышки желательно сделать прямоугольную ванночку. Только будьте осторожны, когда будете резать крышку, края у нее острые как лезвие, все работы производите в рукавицах.
И так. Из крышки ножницами вырезаете прямоугольник, маркером делаете разметку, как на картинке, и плоскогубцами загибаете края. По окончании, края ванночки обязательно обрабатываем напильником и прибиваем ее двумя маленькими гвоздями к бруску.
Все. Ваша подставка готова.

Совет! Возьмите изоленту, и примотайте провод паяльника к ручке как изображено на фото. Это Вас избавит от всяких неожиданностей. Поверьте!!!
Теперь можно включать паяльник.
Если Вы находитесь в помещении, то открываете окно, включаете паяльник в розетку и выставляете его на свежий воздух, минут на 30-40. По истечении этого времени, изделие готово к употреблению.
Окончательная подготовка жала паяльника. Облуживание.
Как Вы заметили, медь стала темно-синей, поэтому берем напильник, и проходимся по рабочей части жала, снимая с него окалину. Теперь быстро макаем жало в баночку с канифолью, и припоем касаемся к обеим сторонам.
Затем по дну ванночки мелкими движениями, если бы Вы работали ластиком, водим жалом вперед-назад, периодически макая его в канифоль для лучшего смачивания, пока рабочая часть с обеих сторон не покроется припоем. Получилось!
Таким белым жало должно быть всегда.

Запомните! Залог хорошей пайки – это чистое от окислов, и хорошо облуженное жало паяльника. Припой должен быть тонким слоем равномерно распределен по всей рабочей поверхности жала.
Ну вот. Паяльник для пайки Вы подготовили, и теперь можно смело приступать к практике. Во второй части статьи как правильно паять паяльником с канифолью Вы узнаете, как облудить и спаять между собой проводники.
Удачи!
sesaga.ru
Как правильно паять паяльником с канифолью и оловом
В быту очень полезно знание, как паять паяльником. Есть целый ряд методик, как это делать, но лучше всего усвоить теоретическую часть до начала рабочего процесса.

Особенности
Существует много способов, как научиться паять паяльником с нуля. Для этого потребуется паяльник – устройство, предназначенное для нагревания деталей либо флюса во время лужения, пайки. Инструмент подносят к участку спаивания деталей, прикасаясь к ним так называемым жалом. Жало – это рабочая часть инструмента, которая нагревается с помощью паяльной лампы либо электричества. Для пайки чаще всего используется канифоль, но для работы с этим материалом нужно знать, как правильно паять паяльником с канифолью.
Перед пайкой нужно выполнить ряд действий:
- В первую очередь удалите с поверхности загрязнения. Для этого воспользуйтесь наждачной бумагой.
Обезжирьте нужный участок бензином либо ацетоном. - После прогревания инструмента его конец покрывают канифолью. Следующий шаг – лужение. Припой необходимо растереть с помощью деревянного бруска. Поверхность после выполнения процедуры приобретает оттенок серебра.
- Далее припой нагревают до того момента, пока будет достигнута оптимальная температура. Показатель нагрева наконечника должен превышать на 20–40 градусов температуру пайки.
- Кисточку смачивают в спирте, затем удаляют ей излишки канифоли.
- Пайка должна происходить за один раз, если количество процедур увеличить, это негативно скажется на качестве выполненной работы. Припой приобретет серый цвет (так как произойдет окисление). При прикосновении жалом детали фиксируются для создания прочного соединения без микротрещин.
- Для более качественного спаивания используют флюс, специальную жидкость, которая помогает очистить поверхность перед пайкой. Он является тем веществом, с помощью которого можно удалить оксиды с поверхности под пайку. Благодаря его применению жидкий припой лучше растекается, ровным слоем.Не стоит перегревать паяльник, так как из-за этого флюс сгорает, обугливается.

Если вы работаете с таким металлом, как алюминий, стоит знать его характеристики. Температура плавления алюминия составляет 660,1 градуса. Небольшое его количество наносят на участок соединения, после чего разравнивают. Место контакта должно быть закрыто.
Рабочий процесс
Своеобразным соединителем двух компонентов называют пайку. Ее основная роль заключается в создании достаточно прочного соединения.
Припой является сплавом металлов, который можно разделить на две большие группы. Мягкие припои характеризуют температуру плавления до 300 градусов, данный тип используется в электронике.

Следующая разновидность припоя – твердая группа, в которой температура плавления превышает 300 градусов. Этот тип активно применяют для надежного соединения металлов.
Последовательность действий пайки следующая:
- предварительно проводят очищение поверхности от коррозии либо от любого другого рода загрязнений;
- следующим шагом является полное очищение до приобретения характерного блеска. Не должны быть видны следы окислов;
- для покрытия используют флюс, который удаляет остатки окислов, минимизируют появления окисления поверхности. Оптимальным выбором в этом случае послужат флюс-пасты. Жидкие либо твердые флюсы не подойдут;
- мастер проводит лужение. Припой наносят на определенный участок поверхности в расплавленном виде, после чего он ровным тоном растекается;
- с помощью скрутки и сжатия пинцетом или струбцинкой соединяются основные детали;
- проводится повторная процедура нанесения флюса. Это необходимо для минимизации риска окисления припоя под высокой температурой;
- вместе с прогревом наносится припой;
- важно также отметить, что при использовании инструмента с луженым жалом его нужно очистить с помощью неактивного флюса. Паяльник необходимо хранить с зафлюсованным жалом. Это влияет на качество дальнейших работ.
Чистка

Процедуру очищения жала паяльника проводят с помощью потирания о мягкую пористую, либо волокнистую подкладку. Лучшим вариантом станет выбор натурального войлока. Альтернативой станет использование базальтового картона. Качественной считается двухступенчатая чистка.
Первая ступень касается использования губки-путанки из металлической ленты.
Вторая ступень очистки заключается в применении войлока.
В конце инструмент выключают. Важным считается этап, когда мастер горячее жало вводит в твердую канифоль. Необходимо дождаться момента, пока она перестанет пускать пузыри. После этого жало мастер вынимает, придерживая концом вниз. Таким образом, излишки канифоли стекут. После того, как инструмент полностью остыл, его можно отложить на хранение.
Пайка труб
Исходя из технологических особенностей проведения данной процедуры, применяют мастера такие этапы действий:
- В первую очередь необходимо подготовить инструмент. Речь идет о его разогреве до оптимальной температуры. Весомое значение имеет также температурный режим в помещении. Ведь если жаркая погода, тогда время сокращается. Во время холодной поры года, например, продолжительность пайки увеличивается.
- Следующий этап касается подготовки трубы. Труборезом необходимо обрезать трубу под прямым углом. Заменить инструмент можно специальными ножницами. Участок среза стоит очистить, затем обезжирить.
- Детали должны быть сухими.
- Следующий этап касается пайки. Элементы соединяются, таким образом, надежно друг с другом. После выполнения процедуры необходимо подождать, пока детали охладятся.

Процедуру можно выполнить самостоятельно. Если вы не можете выполнить процедуру, тогда лучше всего использовать услуги специалиста. Лучше всего проделать сначала пайку первого элемента. Нужно остудить и разрезать деталь для того чтобы проверить качество выполнения. При наличии ошибок это будет заметно. В процессе проведения монтажных работ, либо во время ремонта трубопроводов это умение пригодится.
Пайка проводов
Наиболее распространенный вопрос касается того, как правильно паять паяльником. Нужно концы проводов освободить для начала от изоляции с помощью ножа, либо кусачек. Параметры жил должны соответствовать размерам деталей. Лучше всего, когда паяльник не слишком большой, тогда соседние участки в процессе не будут повреждены. Небольшой паяльник, для сравнения достигает ненадежного, низкого качества результата. Детали с его помощью достаточно трудно прогреть.
Если вы занимаетесь пайкой многожильного провода, тогда нужно его скрутить, затем залудить. Процедура происходит следующим образом. Провод опускают в ванночку с канифолью. Каплей припоя мастер проводит по поверхности медных жил. Покрытие должно быть равномерным, покрывать все стороны. Излишки канифоли удаляют.
Относят к слабым сплавам припой. Он характеризуется низкой надежностью, ведь под воздействием небольших нагрузок повреждается. В процессе на провода наносят канифоль, после этого — припой. Время прогревания скрутки составляет 2–3 секунды.
Если речь идет об одножильных проводах, то их сначала зачищают до приобретения блеска, затем окунают в канифоль. Соединение занимает примерно 3–5 секунд. Затем на оголенный провод надевают трубку термоусадочного типа большого диаметра. Выполнение этой процедуры обеспечит высокий уровень изоляции.
Специалисты рекомендуют при быстром остывании использовать обыкновенную зажигалку.
Пайка
Задавая вопрос касательно того, как правильно паять паяльником микрочипы, такую работу лучше доверить специалисту. Ведь работа сама по себе достаточно щепетильная, требует опыта и определенного мастерства.
Для правильной пайки необходимо уделить время подготовки деталей, необходимых в процессе инструментов. Ознакомьтесь с теоретическим аспектом, после чего закрепляйте знания на практике.
Необходимо помнить о защите флюсом слоя расплавленного припоя. Весомое значение имеет также выполняемая вами операция. Отталкиваясь от этого нужно подбирать прибор соответственной мощности и с подходящей формой жала.
Соблюдая основные правила пользования прибором и рекомендации специалистов, вы сможете соединить детали правильным образом, благодаря чему пайка прослужит действительно долго.
pauk.top