устройство прибора и схема для изготовления своими руками
Жало обычного резистивного паяльника нагревается за счет электрического тока, который протекает через нихромовую спираль, намотанную на капсулу стержня. Недостатки этого процесса: низкий КПД, локальный прогрев, и как результат, большое потребление электроэнергии.
Керамические паяльники более совершенные, но они боятся резких перепадов температур. Совсем по другому принципу работает индукционная паяльная станция. Разогрев жала происходит быстро, а регулировка нагрева максимально простая.
Принцип работы
 Основным отличием индукционного паяльника от обычного является нагревательный элемент, а точнее, его полное отсутствие. Нагрев инструмента происходит благодаря возникновению вихревых индукционных токов под действием переменного магнитного поля.
Основным отличием индукционного паяльника от обычного является нагревательный элемент, а точнее, его полное отсутствие. Нагрев инструмента происходит благодаря возникновению вихревых индукционных токов под действием переменного магнитного поля.
В конструкции индукционного паяльника предусмотрена катушка, в которую вставлен стержень жала прибора.
При подаче тока на катушку в ней генерируется магнитное поле. Оно воздействует на жало паяльника, где и образуются индукционные токи, нагревающие сам стержень.
При этом жало паяльника прогревается равномерно, потому что индукционный ток воздействует на него по всей длине. Срок эксплуатации такого инструмента увеличивается, а его КПД возрастает.
Первоначально выпускались индукционные паяльные станции с частотой 470 кГц, но сегодня встречаются модели, в которых подается напряжение 13 МГц и выше. Разогрев происходит буквально за секунду.
Регулировка нагрева
Сердечник индукционного паяльника делают из меди (не магнитный материал), а заднюю его часть покрывают ферромагнитным материалом (сплав железа и никеля). Передняя часть служит жалом, сам сердечник называют картриджем.

Регулировка нагрева медного жала происходит следующим образом:
- при подаче переменного напряжения, а значит и поля, в покрытии генерируются токи Фуко, которые разогревают материал;
- тепло передается меди;
- как только температура покрытия достигает точки Кюри, магнитные свойства исчезают и разогрев прекращается;
- в процессе работы индукционным паяльником медное жало отдает тепло детали и остывает, остывает также ферромагнитное покрытие;
- как только покрытие остывает, возвращаются магнитные свойства, и мгновенно возобновляется нагрев.
Можно сказать, что происходит автоматическое регулирование температуры, причем с высокой точностью.
Максимальный нагрев индукционного паяльника зависит от свойств магнитного сплава и сердечника. Такое управление называется умным теплом (smart heat).

Менять температуру для конкретных условий пайки можно, установив температурный датчик, который подключается к блоку управления станцией, либо же меняя картриджи (сердечник с наконечником) которые вставляют в ручку индукционного паяльника.
Первый вариант дешевле второго, поэтому им сегодня пользуются не только профессионалы. Зато второй способ точнее и надежнее.
Сборка своими руками
Вопрос, можно ли сделать индукционный паяльник своими руками, в основном носит теоретическую подоплеку. С практической стороны это неоправданно даже с чисто ценовой позиции.
Просто любая китайская паяльная станция будет стоить столько же, сколько сделанная своими руками. И разговор о самодельной конструкции в основном будет касаться именно блока управления. Для чего придется приобретать индукционный паяльник.
Что касается непосредственно изготовления самого инструмента, то его можно сделать из подручных материалов. Правда, такой индукционный паяльник будет маломощным.
Потребуется резистор на 5-10 Ом, медная проволока и ферритовая бусинка для изготовления катушки, а также провода для подачи электрического тока.
В первую очередь мультиметром проверяют сопротивление резистора. После чего с одной его стороны снимают крышку. Теперь потребуется стальная проволока.
К примеру, для этого можно использовать скрепку. Ее разворачивают, и один конец залуживают. Вторым концом оборачивают резистор в месте удаленной крышки.

Далее необходим кусочек текстолита, который с двух сторон также облуживается. Его размер подбирается так, чтобы он входил свободно в будущий корпус катушки. Теперь текстолитовую пластину припаивают к проволоке из скрепки и проводу от резистора.
Далее собирают катушку – на бусинку накручивают медную проволоку, к концам которой присоединяют проводки с вилкой. Луженая текстолитовая пластинка вставляется в подготовленную катушку. Во всех соединениях проводится пайка.

Остается только обмотать вокруг катушки изоленту, вставить в открытый резистор толстую медную проволоку, а саму катушку в подготовленный корпус. К примеру, это может быть алюминиевая трубка.
Обратите внимание, что медная проволока должна войти в резистор с натягом, чтобы жало индукционного паяльника не шевелилось в своем корпусе.

И последнее – обмотка всего корпуса прибора изоляционной лентой. Вот такая простая схема сборки самодельного индукционного паяльника. Им, конечно, большие заготовки паять нельзя, а вот для небольшой микросхемы он подойдет в самый раз.
Особенности приборов
Среди особенностей индукционных паяльников надо отметить тонкий сменный картридж, от которого во многом зависит температура нагрева жала.
Он представляет собой тонкую трубку, которая в сочетании с легким корпусом прибора дает возможность долгое время просиживать за процессом пайки.
Рука не устает, а значит, не меняется точность подвода жала и припоя, нет подтеков излишков материала, увеличивается скорость проводимых операций. Отсутствует сложная электронная схема, степень нагрева регулируется автоматически.
По всем показателям индукционный паяльник более совершенен, чем традиционные паяльные приборы. Хотя он еще не достаточно широко распространен, такую конструкцию можно отнести к технике нового поколения.
svaring.com
Индукционный паяльник своими руками
Индукционная паяльная станция – новейшее оборудование, широко распространенное как среди профессиональных мастеров и специалистов-электронщиков, так и среди радиолюбителей различных уровней. Обладающая высокой скоростью нагрева, долговечностью и безопасностью она используется для различного рода монтажных и демонтажных паечных работ на микросхемах, при установке мелких и чувствительных к перегреву smd радиодеталей.
Устройство для паечных работ с индукционным нагревом
Что такое индукционная пайка
Индукционная пайка – вид паечных работ, выполняемых при помощи оборудования, имеющего индукционный нагревательный элемент. Благодаря быстрому контролируемому разогреву, данный вид пайки используется при монтаже любых радиодеталей.
Преимущества индукционных паяльников
Основными преимуществами подобного паяльного оборудования перед аналогами с керамическими нагревательными элементами являются:
- Высокая скорость нагрева – жало прибора разогревается до рабочей температуры менее, чем за 30 секунд;
- Надежность и долговечность – паяльное оборудование данного вида обладает высокой надежностью, при грамотном использовании имеет срок службы более 10 лет;
- Тонкость регулировки нагрева жала – наличие большого количества регулировок позволяет настраивать температуру нагрева жала с максимальной точностью, что особо важно при работе с дорогостоящими и чувствительными к воздействию высоких температур smd радиодеталями;
- Безопасность – в отличие от аналогов, такие устройства менее подвержены поломкам и пробоям питающего кабеля на корпус устройства;
- Удобство – паяльники таких приборов имеют удобную форму и небольшие размеры, благодаря чему хорошо подходят для пайки мелких деталей в труднодоступных местах.
Также такие устройства для пайки имеют очень высокий КПД, так как в качестве нагревательного элемента выступает ферромагнитный слой жала, паяльник практически не теряет тепла и полностью использует его для различных паечных работ.
Устройство и принцип работы
Индукционная паяльная станция состоит из следующих элементов:
- Электронный блок с понижающим трансформатором и генератором;
- Паяльник с нагревателем-индуктором, соединенный с блоком при помощи длинного гибкого кабеля и специального разъема.
Рабочим органом такого оборудования является паяльник с установленным внутри него индуктором – катушкой из медной проволоки, намотанной вокруг гнезда, в которое вставляется хвостовик сменной насадки с ферромагнитным напылением.
Устройство нагревательного элемента индукционной станции для пайки
Процесс нагрева жала индуктором происходит следующим образом:
- Генератор подает по питающему кабелю на катушку индуктора высокочастотный ток с напряжением 36 Вольт;
- Ток, проходящий через витки индуктора, порождает переменное магнитное поле, силовые линии которого пересекают находящийся внутри индуктора хвостовик жала с ферромагнитным напылением на поверхности;
- Магнитное поле при взаимодействии с ферромагнитным напылением на хвостовике жала приводит к его перемагничиванию и образованию вихревых токов. Данный процесс сопровождается выделением большого количества тепла и очень быстрым нагревом хвостовика, следом и всего жала до высокой температуры.
Регулировка тока (его частоты, следовательно, и температуры жала) производится при помощи регулировочных энкодеров на электронном блоке.
Принцип управления нагревом
В индукционных паяльных станциях применяются 2 способа контроля температуры, до которой нагревается жало паяльника:
- При помощи термодатчика, встроенного в жало, – размещенная в жале термопара подает сигналы в электронный блок, который на основе полученных данных и установленных регулировок осуществляет нагрев жала прибора до определённой температуры;
- При помощи сменных наконечников (картриджей) – в комплекте с большинством современных моделей подобных приборов для пайки идет несколько сменных насадок, имеющих ферромагнитное покрытие, утрачивающее свои магнитные свойства при определенной температуре.
На заметку. Технология использования сменных насадок картриджей с ферромагнитным напылением, обеспечивающим нагрев жала до определенной температуры, является разработкой компании «Metcal» и носит название «Умный нагрев», или «Smart heat».
Сменные насадки (картриджи) с ферромагнитным напылением
Первый способ встречается в недорогих полупрофессиональных моделях. Основные его преимущества – относительная дешевизна и простота регулировки. Второе техническое решение применяют в более дорогостоящих, качественных и надежных моделях профессиональных станций для паечных работ.
Выбор подходящей модели
Основными критериями выбора подобного оборудования для пайки являются следующие:
- Мощность – наиболее удобны и практичны модели паяльных станций с регулируемой мощностью в диапазоне от 5 до 60 Вт;
- Частота тока в индукторе – для радиолюбителей и полупрофессионалов достаточно устройства с частотой тока от 400 до 700 КГц. Профессионалы и мастера применяют модели, имеющие значения данной характеристики до 13,5 МГц;
- Тип управления нагревом – большая часть современного оборудования данного типа выпускается с регулировкой температуры нагрева жала по технологии «Smart heat»;
- Количество независимых каналов – для того чтобы иметь возможность подключать, помимо паяльника, термопинцет, устройство должно быть оснащено 2 независимыми каналами;
- Размеры и вес – для удобной работы и переноски устройство должно иметь небольшие размеры и вес не более 1 кг;
- Также при выборе учитывают возможность послегарантийного ремонта устройства, наличие дополнительных комплектующих, делающих процесс пайки более удобным.
Можно ли сделать индукционную паяльную станцию своими руками
Большое разнообразие моделей подобного оборудования делает его самостоятельное изготовление практически нецелесообразным и затратным, проще купить простой китайский прибор, который при небольшой стоимости будет иметь достаточно длительный срок службы и хорошее качество пайки.
Поэтому сделать индукционный паяльник своими руками можно исключительно из научного интереса, изучив внутреннее строение подобного устройство и происходящие в нем физические явления более детально и наглядно.
Выполнение измерений с применением индукционной паяльной станции
Контроль температуры пайки при помощи термопары и мультиметра
При пайке различных мелких радиодеталей, согласно требованиям различных нормативных документов, рекомендациям изготовителей электронных компонентов, технике безопасности, температура жала при его прикосновении к рабочей поверхности должна быть не выше 2700С. При работе с описываемым паяльным оборудованием данный показатель устанавливают при помощи регулировочных энкодеров на электронном блоке устройства. Проверяют правильность такой настройки, прикасаясь к жалу прибора кончиком термопары, подключенной к мультиметру.
Дополнительная комплектация
В некоторых моделях данного паяльного оборудования в расширенную комплектацию входят следующие инструменты и приспособления:
- Термопинцет;
- Держатель для паяльника;
- Набор сменных насадок для различных температур.
Также в некоторых дорогих паяльных станциях на электронном блоке имеется небольшой дисплей, отображающий температуру жала прибора.
Таким образом, паяльная станция с нагревателем-индуктором – оборудование, обладающее большим количеством преимуществ. Это делает ее востребованной и популярной среди как специалистов, так и простых радиолюбителей.
Видео
amperof.ru
принцип работы, обзор, как выбрать
Контактный метод нагрева жала, используемый в классических схемах паяльных станций, несовершенен. Это проявляется в виде низкого КПД, большой потребляемой мощности, локального перегрева жала в зоне контакта и т.д. Паяльная индукционная станция лишена таких недостатков. Давайте рассмотрим принцип работы такого устройства, ознакомимся с несколькими популярными моделями и узнаем, как выбрать прибор, исходя из области его применения.
Принцип работы
Начнем с конструктивных особенностей индукционного нагревательного элемента (см. рисунок 1), это позволит лучше понять его принцип действия.
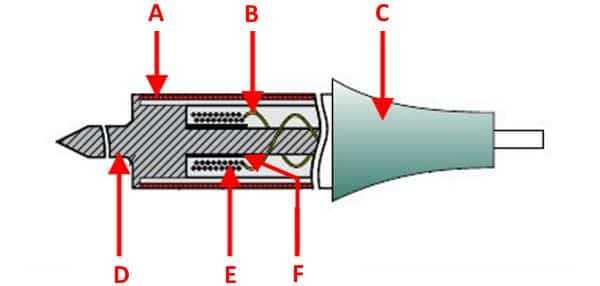 Нагревательный элемент индукционного прибора
Нагревательный элемент индукционного прибораУказанные обозначения:
- А – экранирующая оболочка;
- В – провода, подающие напряжение к индуктору;
- С – ручка паяльника;
- D – жало;
- Е – индукционная катушка;
- F – ферромагнитный слой.
Теперь поверхностно расскажем о принципе действия, не погружаясь в теоретические основы электромагнитной индукции. При поступлении в индукционную катушку высокочастотного напряжения происходит формирование переменного магнитного поля. Поскольку скин-слой жала выполнен из ферромагнитного материала, то начинается процесс его перемагничивания, который сопровождается образованием вихревых токов. Это приводит к значительному выделению тепловой энергии.
Преимущества индукционного метода очевидны: поскольку в качестве нагревательного элемента выступает жало паяльника, его нагрев происходит равномерно. Следовательно, отсутствуют потери от температурной инерции, и полностью исключен локальный перегрев, вызывающий окисление и выгорание жала. В результате, увеличивается его срок эксплуатации и повышается КПД устройства.
Принцип управления нагревом
Управлять процессом нагрева можно двумя способами:
- Установив на жало термодатчик и подключив его к цифровому блоку управления. Такой способ стабилизации температуры применяется практически во всех недорогих индукционных паяльных станциях, например: Quick 203H или Yihua 900Н (показана на рисунке 2).
 Цифровая станция Yihua 900Н
Цифровая станция Yihua 900Н - Меняя состав ферромагнитного сплава, покрывающего жало. Данный принцип основан на том, что при определенной температуре (точка Кюри), ферромагнетики утрачивают свои свойства, в результате чего паяльник перестает нагреваться. Такой метод стабилизации температуры был запатентован компанией Metcal под названием SmartHeat®, что дословно переводится как «умный нагрев». Применяется в моделях Metcal, OKI, ERSA, Weller и т.д. Рисунок 3. Модель PS 900, может использоваться как для безсвинцовой пайки, так и обычной
 Цифровая станция Yihua 900Н
Цифровая станция Yihua 900Н Рисунок 3. Модель PS 900, может использоваться как для безсвинцовой пайки, так и обычной
Рисунок 3. Модель PS 900, может использоваться как для безсвинцовой пайки, так и обычнойУ каждого из представленных выше методов есть свои достоинства и недостатки. Станции с термодатчиком существенно дешевле, что делает их доступными не только для профессионалов, но и любителей. Точность и надежность такого оборудования напрямую зависят от цифрового блока управления.
Второй способ стабилизации температуры осуществляется за счет установки картриджей-наконечников с определенной точкой Кюри – он более надежен. Но станции SmartHeat® имеют два существенных недостатка:
- Высокая стоимость, не каждый профессионал может себе позволить купить такое оборудование. Но новое поколение бюджетных моделей более доступно.
- При изменении режима пайки необходимо устанавливать соответствующий картридж-наконечник, которые, как правило, не входят в комплект поставки и стоят недешево.
 Картриджи-наконечники
Картриджи-наконечникиКраткий обзор
Начнем со станции с цифровым блоком управления Quick 203H (ее фото представлено на рисунке ниже).
 Внешний вид станции QUICK 203Н
Внешний вид станции QUICK 203НОригинальная модель данной станции стоит в пределах $220-$240, китайский аналог можно найти по цене вдвое дешевле (при выборе обращайте внимание на комплектацию, может поставляться без паяльника). Отлично справляется с smd радиодеталями и содержащим свинец припоем.
Видео: обзор и работа в реальных условиях станции QUICK 203Н
Отрицательные моменты: массивные элементы и бессвинцовый припой необходимо долго прогревать.
Характеристики:
- Заявленная производителем мощность – 90Вт.
- Рабочая температура от 200С° до 420С°.
- На индукционную катушку подается напряжение 36В с частотой 400кГц.
- Стабилизация установленного теплового режима выполняется с погрешностью 2С°.
- Нагрев до рабочей температуры 350С° занимает не более 25 секунд.
Цифровой блок управления позволяет задать 10 температурных профилей, установить блокировку по паролю на включение, выполнить калибровку, назначить время задержки включения спящего режима и отключения устройства.
Тем, кто приобрел китайский аналог прибора, рекомендуется сразу побеспокоиться о покупке оригинального жала, поскольку то, что входит в комплект, скорее, декоративное, чем рабочее.
Теперь рассмотрим станцию PS-900, работающую по технологии SmartHeat® (ее внешний вид показан на рисунке 3). Это самая доступная модель из линейки OKI, ее ориентировочная стоимость около $250.
Характеристики:
- Минимальная мощность 5Вт, максимальная – 60Вт (регулируется автоматически).
- Индуктор работает на частоте 470кГц.
- Потребляемая мощность – 90Вт.
- Напряжение питания от 90 до 240В.
Особенности:
- Поскольку температурный режим задается картиджем-насадкой, панель блока управления упрощена до минимума, на ней имеется только кнопка включения питания.
- Имеется возможность заменить штатный индуктор с диаметром 7,5мм менее мощным пятимиллиметровым на 35Вт. Это дает возможность производить деликатную пайку при помощи микронаконечников.
- Паяльник автоматически включается при извлечении с подставки и выключается после установки обратно.
- Необходимо отдельно приобрести комплект наконечников-картриджей для различных режимов пайки.
Приведем, в качестве сравнения, основные характеристики одной из моделей высшего уровня – MX-5241(см. рисунок 6). Необходимо сразу предупредить, что в руках любителя такой инструмент станет дорогой игрушкой, не более.
 Рисунок 6. МХ-5241 – техника для профессионалов
Рисунок 6. МХ-5241 – техника для профессионаловХарактеристики:
- Диапазон выходной мощности от 5 до 80Вт (регулируется автоматически).
- Частота работы индуктора – 13,56МГц.
- Потребляемая мощность – 125Вт.
- Напряжение питания от 90 до 240В.
Два независимых канала позволяют одновременно использовать термопинцет и паяльник.
Благодаря индикатору мгновенной мощности существенно упрощается подбор необходимого картриджа-наконечника.
Стоимость этого «чудо-инструмента» более $1200.
Выбор
Собственно, процесс выбора заключается в определении области применения станции. Бюджетная модель PS-900 отлично подходит для промышленной ручной пайки и тем, кто планирует заниматься радиоэлектроникой на профессиональном уровне.
Индукционные модели с цифровым блоком управления больше подходят для любителей, поскольку, установить необходимый тепловой режим значительно проще, чем подбирать картридж-наконечник с соответствующей точкой Кюри.
Следует учитывать, что недорогие индукционные устройства не производятся с термофеном. Если он станет необходимым для работы – термовоздушная станция может быть приобретена отдельно.
Можно ли сделать индукционную паяльную станцию своими руками?
Данный вопрос имеет, скорее, теоретическую подоплеку, чем практическое применение. Безусловно, можно сделать самодельный блок управления под готовый индукционный паяльник. Но стоимость такого проекта будет незначительно отличаться от серийного изделия, произведенного в Китае.
Значительно полезней модифицировать готовое устройство с целью его усовершенствования.
www.asutpp.ru
Quick 203H индукционная паялка из Китая (Тесты, сравнение с обычными паяльниками)
Здравствуйте! Сразу поясню по цене: прод задрал цену, видимо после моего гневного отзыва. Мне станция пришла без паяльника! не советую брать у этого прода по какой бы то ни было цене. Но обзору быть!В данном обзоре я постараюсь познакомить Вас с индукционным паяльником из Китая.
Для начала, позвольте дать небольшое пояснение, относительно принципов работы данного устройства!
В индукционных паяльниках нагрев жала осуществляется путем подведения к нему энергии в виде высокочастотного электромагнитного поля, создаваемого катушкой-индуктором. Внутри жала расположен ферромагнитный сердечник, нагревающийся за счет потерь на гистерезис и, в меньшей степени, за счет вихревых токов. В таких паяльниках нагревается только жало, что позволяет сделать паяльник предельно легким и миниатюрным. Термостабилизация таких паяльников может осуществляться как традиционным способом (с помощью термопары или терморезистора, контактирующего с жалом), так и путем выбора материала ферромагнитного сердечника с температурой Кюри, равной необходимой температуре жала. При достижении этой температуры сердечник теряет свои ферромагнитные свойства и подвод энергии за счет перемагничивания прекращается.Данное изделие китайпрома является аналогом брендовой паялки Quick 203. Вот тут они (оригиналы www.quick-global.ru/1-lead-free-soldering-2b.html) продаются в РФ (офф. представитель Qucik technica-m.ru/katalog.html/fol_242).
Принцип работы следующий: высокочастотный генератор вызывает нагрев металлического жала до заданной температуры, которая регулируется с помощью термопары прижатой к жалу изнутри.
Плюсы данного варианта термостабилизации:
+Низкая теплоемкость (инертность) нагревательного устройства.
+Отсутствие воздушной прослойки между нагревателем и жалом (жало и есть нагреватель)
+Относительно высокая скорость реакции на изменения температуры жала в связи с прикосновением к деталям, плате, и т.п.
+Высокая скорость нагрева (ну это вытекает из первого пункта)
Минусы:
-Сложность схемы
-Цена (по сравнению с обычными паяльниками)
-Нужны хорошие жала. С дефолтным это просто печалька.
-Возможно влияние высокой частоты на организм (да толком не доказано, никаких исследований именно этой вещи я не проводил и не видел в сети)
-Громоздкая (по сравнению с обычными паяльниками)
Характеристики:
Диапазон температур 100℃-600℃
Стабильность температуры ±2℃
Входное напряжение / частота 220В 50Гц/60Гц
Напряжение на выходе/ частота 24В AC 400K Гц (в инете нашел измерения ~280 КГц)
Maкс. мощность 90Вт
Микропроцессорное управление
Нагрев Ток высокой мощности
Режим сна Автоматический
Блокировка температуры Пароль
Вес (без шнура питания) Примерно 2.8 кг
Фото внутренностей:
Итак комплект моей поставки:
Напомню паяльника в комплекте нет, зато есть какие то 4 винта (ножки) которые некуда ввернуть.
Лицевая панель:
Вес коробки:
Вес устройства с комплектом:
Работа с паялкой:
Регулировка температуры клаишами ▲ и ▼. При включении станция включается на температуру, выставленную при выключении.
Заходим меню настроек, зажав * на 2 секунды.
0-
1-Максимальная температура, которую можно выставить стрелками(макс. 600!!).
2-Минимальная температура(100-150-200С)
3-Температура паяльника в режиме сна (100-300С)
4-Время в минутах перехода в режим сна (когда паяльник не двигается)
5-Время в минутах до отключения паяльной станции (время в пункте 4+время в режиме 5)
6-Режим блокировки
7-
8-не доступно
9-пароль доступа в режим настроек(для отключения выставить пароль 000)
Вход в режим калибровки: зажать * и не отпуская нажать ▲. Выставить температуру на жале(реальную).
Тестирование:
Я взял 2 платы (от ИБП и компьютерную материнку (noPb)) для отпаивания различных компонентов 4мя паяльниками:
-Quick 203h
-CT-96
-Usb 8w 5V
-ЭПСН-40/220
Подробности прошу узнать из видео. Сразу перейду к итогам!
●Quick 203h паяет на 370С хуже чем СТ-96, но лучше чем остальные 3 испытуемых. Очень долгий прогрев массивных деталей. Без проблемно можно работать только с smd, мелкими кондёрами, и с платами со свинцово содержащими припоями. (ну или разбавлять припой).
●СТ-96 худо бедно справляется со всеми задачами (включая выпайку транзисторов цепей питания процессора и конденсаторов оттуда же). Если выкрутить его на максимум. При этом вопрос на сколько хватит жала да и нагревателя.
●Usb 8w 5V берет лишь smd компоненты. Больше ни на что не способен. С платы UPS не отпаял ничего! Ну может проводок еще припаять можно не слишком толстый где нибудь в детской игрушке. Игрушечный паяльник.
●ЭПСН-40/220 С отпаиванием конденсаторов из материнок не справляется(60 Вт заиметь для этого стоило бы). В остальном отличный паяльник, если использовать со свинцово содержащими припоями. С платы UPS отпаял, что требовалось. Если будете брать, покупайте с деревянной ручкой. Очень надежная штука.
ВЫВОДЫ:
○Покупать у вышеозначенного мною прода (по ссылке “перейти в магазин“) не стоит!
○С дефолтным жалом показывает очень плачевные результаты для этой цены.
○Если у вас есть что-то вроде СТ-96 вряд ли стоит замахиваться на это. Переплата не соответствует дополнительным плюшкам.
○Однозначно нужно покупать дополнительные жала (оригинальные Hakko или Quick), а это увеличивает и без того не малую цену.
Вот тут я докупил паяльник:
ebay.com/itm/141811643244 (eBay item number: 141811643244)
Фото паяльника
Если докуплю жало и оно кардинально поменяет мое представление о данной паялке, поправлю обзор!
Благодарю за внимание!!!
mysku.ru
Индукционный паяльник своими руками схема
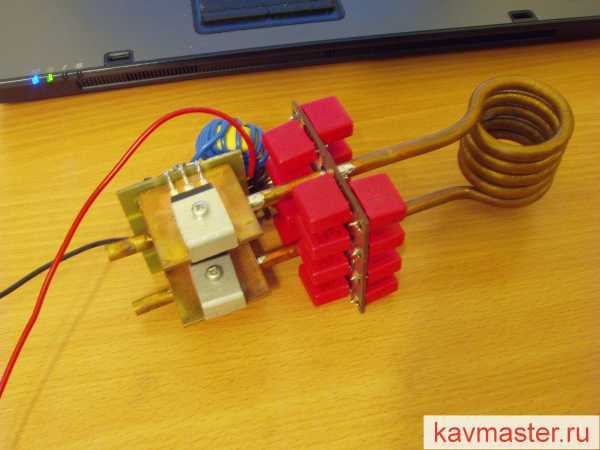
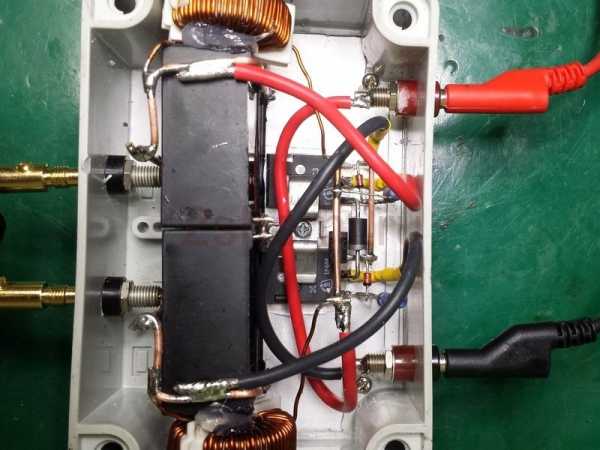
Индукционный нагреватель 500 Ватт своими руками
Схема индукционного нагревателя на 500 Ватт, который можно сделать своими руками! В интернете множество подобных схем, но интерес к ним пропадает, так как в основном они или не работают или работают но не так как хотелось бы. Данная схема индукционного нагревателя полностью рабочая, проверенная, а главное, не сложная, думаю вы оцените!
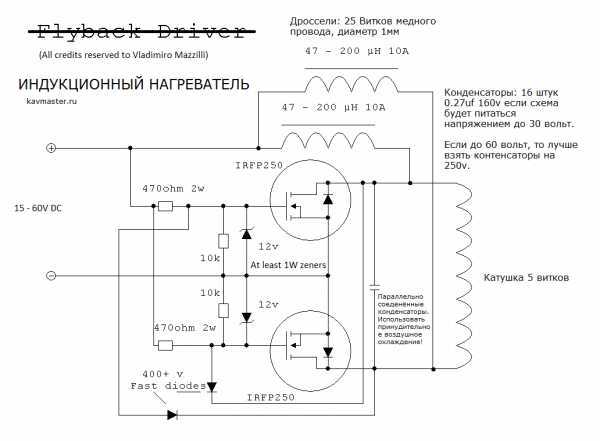
Схема индукционного нагревателя:
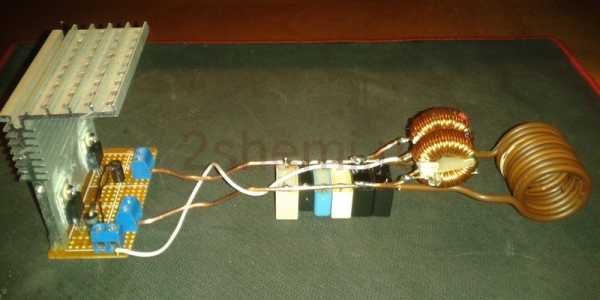
Компоненты и катушка:
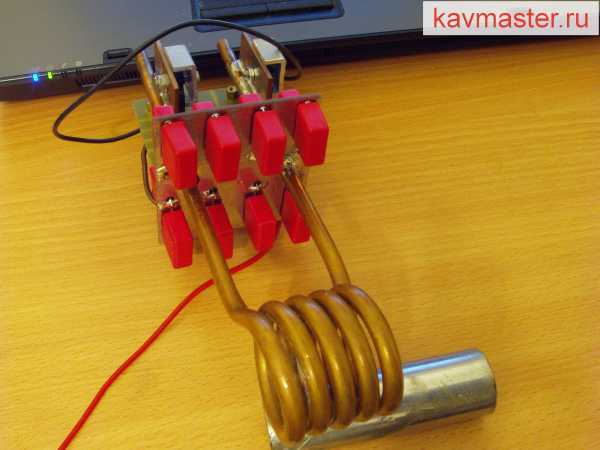
Рабочая катушка содержит 5 витков, для намотки была использована медная трубка диаметром около 1 см, но можно и меньше. Такой диаметр был выбран не случайно, через трубку подаётся вода для охлаждения катушки и транзисторов.
Транзисторы ставил IRFP150 так как IRFP250 под рукой не оказалось. Конденсаторы плёночные 0,27 мкФ 160 вольт, но можно поставить 0,33 мкФ и выше, если первые найти не получится. Обратите внимание, что схему можно питать напряжением до 60 вольт, но в этом случае, рекомендуется ставить конденсаторы на напряжение 250 вольт. Если схема будет питаться напряжением до 30 вольт, то на 150 вполне хватит!
Стабилитроны можно ставить любые на 12-15 вольт от 1 Ватт, например 1N5349 и им подобные. Диоды можно использовать UF4007 и ему подобные. Резисторы 470 Ом от 2-х Ватт.
Немного фотографий:
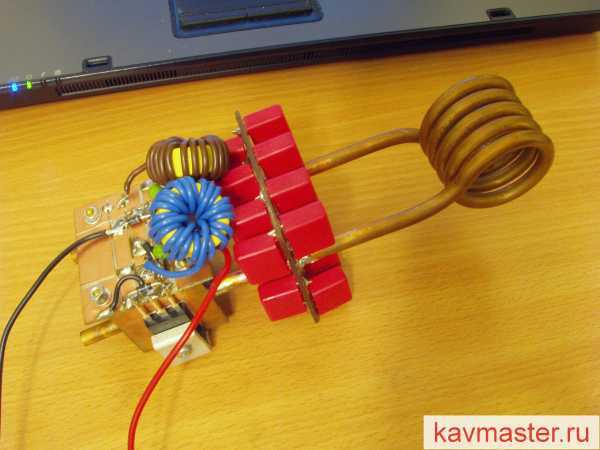
За место радиаторов, были использованы медные пластины, которые припаиваются прямо к трубке, так как в данной конструкции используется водное охлаждение. На мой взгляд это самое эффективное охлаждение, потому что транзисторы греются хорошо и ни какие вентиляторы и супер радиаторы не спасут их от перегрева!
Охлаждающие пластины на плате расположены таким образом, что бы трубка катушки проходила через них. Пластины и трубку нужно припаять между собой, для этого я использовал газовую горелку и большой паяльник для пайки автомобильных радиаторов.
Конденсаторы расположены на двух стороннем текстолите, плата припаивается так же к трубке катушки на прямую, для лучшего охлаждения.
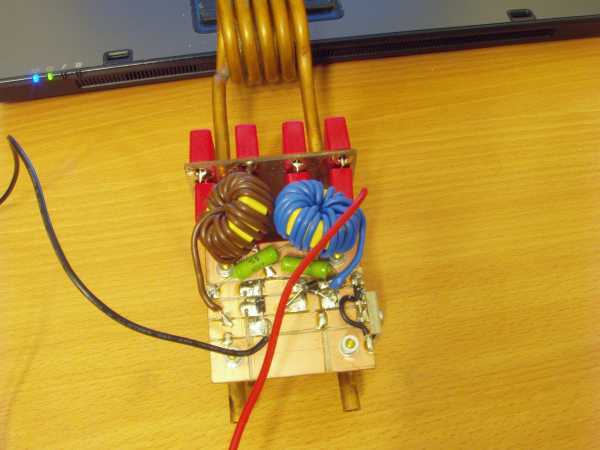
Дроссели намотаны на ферритовых кольцах, лично я достал их из компьютерного блока питания, провод использовался медных в изоляции.
Индукционный нагреватель получился достаточно мощным, латунь и алюминий плавит очень легко, железные детали тоже плавит, но немного медленнее. Так как я использовал транзисторы IRFP150 то по параметрам, схему можно питать напряжением до 30 вольт, поэтому мощность ограничивается только этим фактором. Так что всё таки советую использовать IRFP250.
На этом всё! Ниже оставлю видео работы индукционного нагревателя и список деталей, которые можно купить на AliExpress по очень низкой цене!
Купить детали на Алиэкспресс:
Купить Индукционный нагреватель:
 |

kavmaster.ru
Простой импульсный паяльник на базе электронного трансформатора
Данная идея родилась, после того, как один хороший друг сделал аналогичный паяльник, где был использован ЭТ (электронный трансформатор) для питания галогенных ламп на 12 Вольт. По сути, я ничего нового не придумал, а только собрал аналогичный паяльник с применением более компактного и маломощного электронного трансформатора на 50 ватт. В отличии от ЭТ высокой мощности, трансформатор выполнен на Ш-образном сердечнике, намотать нужную обмотку очень неудобно, поэтому для начала нужно выпаять и разобрать трансформатор.

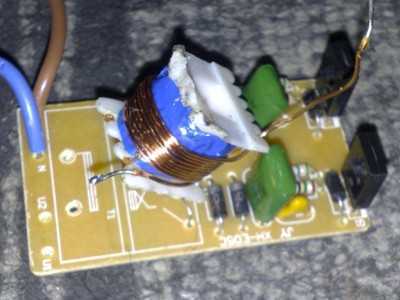
Обмотка на 12 Вольт состоит из 8-10 витков провода 0,8-1мм, нам нужно отмотать эту обмотку и мотать новую.

 Силовая обмотка состоит всего из одного витка, намотка делается шиной с сечением 5-6 мм. В моем случае в качестве шины использовался экран от телевизионного кабеля.
Силовая обмотка состоит всего из одного витка, намотка делается шиной с сечением 5-6 мм. В моем случае в качестве шины использовался экран от телевизионного кабеля.
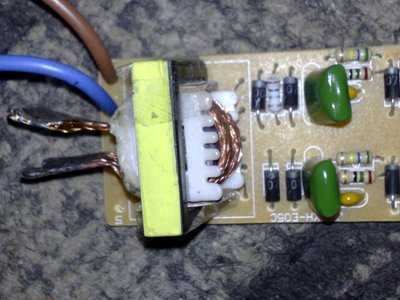

После намотки обмотке нужно предать некую стойкость. Для этого с боковых сторон сердечника вставлены кусочки картона. Ранее у меня имелся немецкий паяльник в виде пистолета. Основа работы такого паяльника та же, что и у импульсного, только в нем применен сетевой трансформатор. Работать этим паяльником крайне неудобно из-за большого веса, а при долговременном включении трансформатор перегревается очень сильно (однажды даже перегорела сетевая обмотка, пришлось мотать самому).


В нашей же схеме нет таких недостатков, даже без теплоотводов тепловыделение на ключах незначительное. Концы шины попросту запаяны к держателю жала, тепловыделения тут практически нет, значит припой будет держаться.


Плату электронного трансформатора укрепил с помощью обычного силикона, никаких дополнительных примочек и приспособлений не использовал. Схема таких ЭТ стандартная – полумостовой инвертор, в отличии от схем производителя Taschibra, этот блок достаточно стабилен, тут нет отдельного трансформатора ОС, а базовые обмотки ключей намотаны на основном трансформаторе. Схему смотрим ниже.
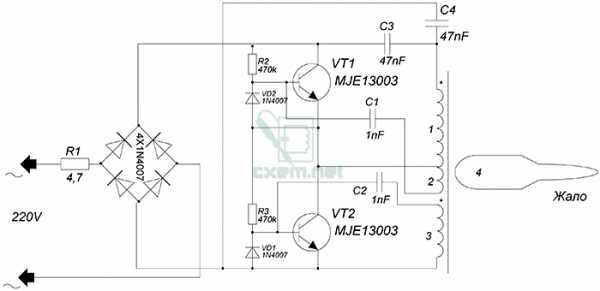
В ходе работы обмотка не греется, но при долговременном включение теплота передается от жала к обмотке.


Паяльник получился достаточно легким, жало греется всего за 5-6 секунд.Его можно использовать для монтажных работ, но для более масштабных дел (лужение плат и т.п.) такой паяльник не самый лучший вариант.
Скачать список элементов (PDF)
Прикрепленные файлы:
cxem.net
Как сделать индукционный нагреватель своими руками?
Индукционные нагреватели работают по принципу «получение тока из магнетизма». В специальной катушке генерируется переменное магнитное поле высокой мощности, которое порождает вихревые электрические токи в замкнутом проводнике.

Замкнутым проводником в индукционных плитах является металлическая посуда, которая разогревается вихревыми электрическими токами. В общем, принцип работы таких приборов не сложен, и при наличии небольших познаний в физике и электрике, собрать индукционный нагреватель своими руками не составит большого труда.
Самостоятельно могут быть изготовлены следующие приборы:
- Приборы для нагрева теплоносителя в котле отопления.
- Мини-печи для плавки металлов.
- Плиты для приготовления пищи.
Индукционная плита своими руками, должна быть изготовлена с соблюдением всех норм и правил для эксплуатации данных приборов. Если за пределы корпуса в боковых направлениях будет выделяться опасное для человека электромагнитное излучение, то использовать такой прибор категорически запрещается.
Кроме этого большая сложность при конструировании плиты заключается в подбо
i-perf.ru
Индукционный паяльник своими руками
Основным принципом работы обычных паяльных станций является передача тепловой энергии на жало паяльника непосредственно нагревательным элементом. Такая классическая схема устройства паяльных систем довольно несовершенна. Это сказывается на большом расходе потребляемой электрической энергии, низком КПД устройств и постоянном перегреве жала в зоне пайки. Индукционная паяльная станция (ИПС) не имеет таких недостатков. Прибор нового поколения интересен своей принципиальной схемой работы ИПС.
Паяльная индукционная станция
Что такое индукционная пайка
Индукционная паяльная система была разработана американской компанией «ОК Интернешнл». В последнее время ИПС получили широкое распространение во всём мире. В паяльнике отсутствует передающий нагревательный элемент. Нагревается только жало. Поэтому корпус прибора не нуждается в термоизоляции. Такая технология получила название Smart Heat – Умное тепло.
Ферромагнитное покрытие жала переходит в монолитный сердечник, который входит в индукционную катушку. Умная система сама активизирует нагрев наконечника паяльника, постоянно поддерживая необходимый уровень температуры в зоне паяния.
Принцип работы индукционной паяльной станции
Чтобы понять конструктивные особенности ИПС, нужно рассмотреть принцип работы нагревательного элемента.
Схема нагревательного элемента ИПС: A – экран; B – проводка подачи напряжения на индуктор; C – держатель паяльника; D – наконечник; E – индукционная катушка; F – ферромагнитная оболочка
Оперативным элементом индукционного паяльника является наконечник. Жало имеет основу из меди, покрытую ферромагнитным сплавом F. Индукционная катушка E инициирует появление переменного магнитного поля. Под его воздействием ферромагнетик начинает активно нагреваться и передавать тепловую энергию медному сердечнику. Медь сама по себе «равнодушна» к магнитному полю, поэтому для этого нужна ферромагнитная оболочка жала паяльника.
Достигнув определённой температуры (точки Кюри), оболочка наконечника D теряет способность воспринимать переменное магнитное поле. Во время пайки происходит активная потеря тепла ферромагнитным покрытием за счёт передачи тепловой энергии меди. Остывая, оболочка жала восстанавливает свои свойства. Процесс нагрева возобновляется. В этом заключается принцип индукционного метода нагрева паяльного устройства. Отсюда и слово в названии метода «импульс».
В результате оптимального режима потребления тепловой энергии не происходит перегрева или преждевременного остывания жала. Это значительно экономит потребление электроэнергии, увеличивает срок службы наконечников и повышает качество пайки. На таком принципе работают все индукционные паяльные станции. Разработчиком таких станций является американская компания Metcal. Она же на сегодня есть основной производитель и поставщик на рынок индукционных паяльных станций.
Основная рабочая частота электрического тока станций – 450 КГц. В последнее время появились новые дорогостоящие модели с рабочей частотой, достигающей величины 13 МГц. Это относится к профессиональным аппаратам.
Паяльная станция Quick 2020
Одна из популярных моделей среди населения на сегодня является ИПС Quick 2020. Прибор заключён в металлопластиковый корпус с экраном. На дисплее отражается заданный уровень нагрева наконечника, режим ожидания. В комплект поставки станции входят паяльник со сменными наконечниками-картриджами, металлическая подставка с держателем для паяльника.
Паяльная станция Quick 2020
Сменные картриджы имеют различную форму, предназначенную для разных видов пайки. Их легко меняют, не выключая паяльник. Паяльник, вставленный в держатель, автоматически переходит в режим ожидания. Жало в это время находится в нагретом состоянии в пределах 100-1100 С. Клавишами управления задают время, по истечению которого инструмент полностью остывает. Температура нагрева устанавливается поворотной кнопкой от 0 до 4800 С.
Все заданные параметры отражаются на дисплее прибора: рабочая температура нагрева жала, время ожидания и степень нагрева в этом режиме. Жало паяльника достигает заданный уровень температуры в течение 4-5 секунд.
Как сделать индукционный паяльник своими руками
В источниках массовой информации можно найти множество вариантов самодельных паяльников, в том числе индукционного принципа работы. Следует отметить, что сделанный индукционный паяльник своими руками – не совсем то, что приборы, описанные выше.
При изготовлении самоделок не применяются ферромагнетики, нагрев жала просто осуществляется сердечником в индукционной катушке. Для корпуса используют светодиодные фонарики, старые паяльники и подходящие по форме изделия.
Самодельный индукционный паяльник
В корпус встраивают металлическую трубку, на которую навивают медную проволоку диаметром от 1 мм и более. Обычно делают 9-12 витков. Металлический стержень обёртывают термостойкой изоляционной лентой. Медную спираль тоже покрывают слоем термоизоляции. Обязательно следят за тем, чтобы витки не смыкались. В трубку вставляют медный прут, который служит жалом.
Роль станции исполняет любой небольшой понижающий трансформатор. Часто для самоделок используют трансформаторный блок для ламп дневного света.
В заключение можно сказать, кто раз пользовался индукционным паяльником, тот становится приверженцем таких приборов. Быстрый нагрев, лёгкий вес устройства и его экономичность – основные преимущества перед аналогичными «собратьями» по ремеслу.
Видео
Оцените статью:elquanta.ru
Схема самодельного индукционного нагревателя | 2 Схемы
Вот проект индукционного нагревателя металлов простейшей конструкции, он собран по схеме мультивибратора и часто выступает как первый нагреватель, который делают радиолюбители.
Принцип действия ТВЧ установки
Катушка создает высокочастотное магнитное поле, и в металлическом предмете в середине катушки возникают вихревые токи, которые будут его разогревать. Даже маленькие катушки раскачивают ток около 100 A, поэтому параллельно с катушкой, подключена резонансная емкость, которая компенсирует ее индукционный характер. Схема катушка-конденсатор должна работать на их резонансной частоте.
 ТВЧ катушка самодельная
ТВЧ катушка самодельнаяСхема принципиальная электрическая
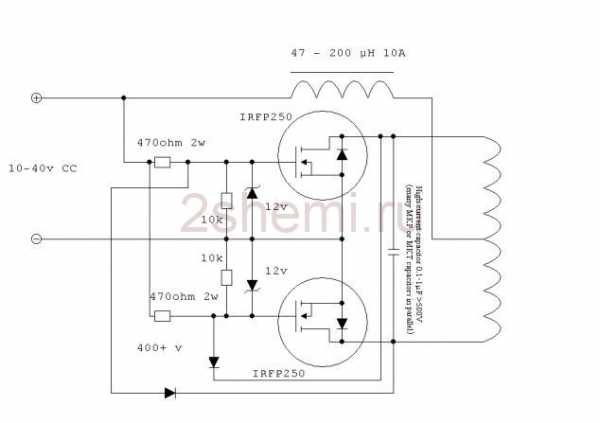 Схема индукционного нагревателя от 12В
Схема индукционного нагревателя от 12ВВот оригинальная схема генератора индукционного нагревателя, а ниже неё чуть изменённый вариант, по которому и была собрана конструкция мини ТВЧ установки. Ничего дефицитного тут нет — купить придётся только полевые транзисторы, использовать можно BUZ11, IRFP240, IRFP250 или IRFP460. Конденсаторы специальные высоковольтные, а питание будет от автомобильного аккумулятора 70 А/ч — он будет очень хорошо держать ток.
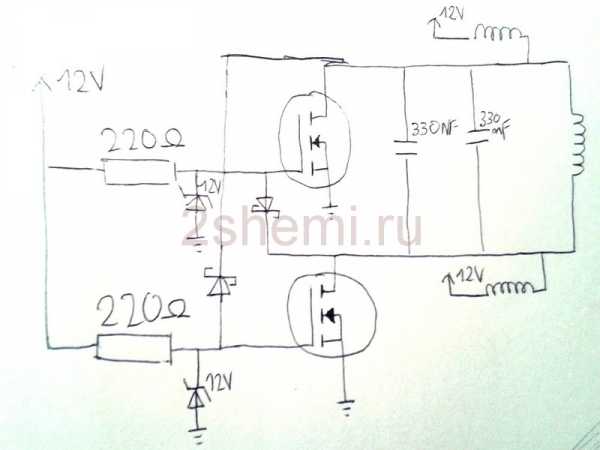
Проект на удивление оказался успешным — всё заработало, хоть и собрано было «на коленке» за час. Особенно порадовало что не требует сеть 220 В — авто аккумуляторы позволяют питать её хоть в полевых условиях (кстати, может из неё походную микроволновку сделать?). Можно поэкспериментировать в направлении чтобы снизить напряжение питания до 4-8 В как от литиевых АКБ (для миниатюризации) с сохранением хорошей эффективности нагрева. Массивные металлические предметы конечно плавить не получится, но для мелких работ пойдёт.

Ток потребления от источника питания 11 А, но после прогрева падает до примерно 7 A, потому что сопротивление металла при нагреве заметно увеличивается. И не забудьте сюда использовать толстые провода, способные выдержать более 10 А тока, иначе провода при работе станут горячие.
 Нагрев отвертки до синего цвета ТВЧ
Нагрев отвертки до синего цвета ТВЧ Нагрев ножа ТВЧ
Нагрев ножа ТВЧВторой вариант схемы — с питанием от сети
Чтоб удобнее настраивать резонанс можно собрать более совершенную схему с драйвером IR2153. Рабочая частота настраивается регулятором 100к в резонанс. Частотами можно управлять в диапазоне примерно 20 — 200 кГц. Схема управления нуждается в вспомогательном напряжении 12-15 В от сетевого адаптера, а силовая часть через диодный мост может быть подключена напрямую к сети 220 В. Дроссель имеет около 20 витков 1,5 мм на ферритовом сердечнике 8×10 мм.
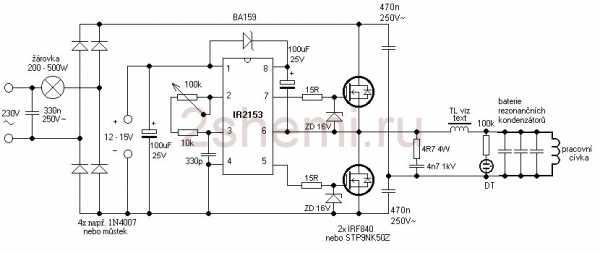 Схема индукционного нагревателя от сети 220В
Схема индукционного нагревателя от сети 220ВРабочая катушка ТВЧ должна быть из толстой проволоки или лучше медной трубки, и имеет около 10-30 витков на оправке 3-10 см. Конденсаторы 6 х 330n 250V. И то, и другое через некоторое время сильно нагревается. Резонансная частота около 30 кГц. Эта самодельная установка индукционного нагрева собрана в пластиковом корпусе и работает уже более года.
2shemi.ru