типы, маркировка и классификация по мощности
В большинстве случаев паяльник ассоциируется у нас с электрическим инструментом, который имеет спиралевидный нагреватель, или попросту ЭПСН. На самом деле виды паяльников представлены в большом сегменте, и на рынке можно увидеть как традиционное оборудование, так и эксклюзивное. Попробуем разобраться, какие бывают паяльники, и как правильно выбрать инструмент для работы в домашних условиях и в промышленном производстве. Мастер, который занимается пайкой, наверное, слышал такие понятия, как керамический электроинструмент для пайки, или паяльник с нихромовым нагревателем. Принцип работы у каждого инструмента различный, но задача одна — добиться соединения двух металлических частей при помощи специального состава.

Паяльник с нихромовым нагревателем
Общая информация 

Прежде чем понять, какие бывают паяльники электрические по мощности и по другим характеристикам, сделаем небольшой экскурс в прошлое. Как известно электричество имеет историю около 200 лет, но первый прообраз паяльника был изобретён почти 5 тысяч лет назад. В то время активно развивалась ювелирная промышленность и мастера использовали специальные составе, предназначенные для соединения золота, серебра и прочих драгоценных металлов. Современный и «серьёзный» вариант паяльника был изобретён в начале 20 века. Это был примитивный большой паяльник, который предназначался для спайки огромных металлических деталей.
Правила работы электроприбора для пайки
Главная задача прибора, это преобразование электрической энергии, которая должна издавать тепловую принципиальную энергию в зоне проведения пайки. Во внутренней части имеется встроенный нагревательный компонент, который должен создать рабочую температуру максимального разогрева устройства — в районе 400-450 С. Накаливание инструмента осуществляется в зоне жала. Под температурным воздействием жало расплавляет припой, а следом за ним зону соединения металлических частей. После остывания зона плавления приобретает фиксированную форму. Далее необходимо понять, какие бывают паяльники для полипропиленовых труб по характеристикам питания от электросети. На рынке можно увидеть как стандартные типы паяльников, питающиеся от сети 220 Вольт, так и с меньшими параметрами- 12 В, 24 В и т.д., то есть устройство работает от встраиваемого понижающего трансформатора.

Паяльник для полипропиленовых труб
Кроме этого можно узнать, какие бывают паяльники для олова, которые используют не от основного источника питания. В данной ситуации применяют аккумуляторные паяльники. Этот прибор очень удобно использовать в тех случаях, когда необходимо соединить детали в условиях отсутствия прямого источника питания, например в полевых условиях, или, если вы находитесь в поездке на транспортном средстве.
«Важно!Паяльники применяются как для пайки электрических схем, так и для нестандартной пайки. Так, в ряде случаев виды паяльников для паяльных станций используют для соединения деталей музыкальных инструментов, автотранспортной техники и т.д.»
Основные группы приборов для пайки
Посетив магазин, не следует брать первый попавшийся прибор, иначе вы можете купить «кота в мешке» или малоэффективный прибор. Необходимо на первом плане определить, для каких задач и работ вы будете применять электроинструмент. Для промышленных задач используют определённые модели и виды паяльников для микросхем. А, например, для домашних задач — простейшие приборы. Основные принципиальные характеристики инструментов отличают по принципу работы основного компонента нагрева, а также по конструкционному строению.
- Нихромовые. В таком инструменте предусмотрена нихромовая проволока, через которую подаётся источник тока. Непосредственный источник тока может иметь переменный вид от сетевого или постоянный-переменный при использовании трансформатора, работающий на низком напряжении. Самые простейшие модели имеют намотанный на корпус проволоку, при этом внутри расположен наконечник. Сам корпус не проводит основной источник подачи тока. Некоторые виды паяльников и их маркировка предусматривает «запирание» нихромовой проволоки в специальную конструкцию изолятора, предотвращая, таким образом, потерю тепла. Положительные стороны — невысокая цена, стойкость к механическим ударам, неприхотливость в работе. Отрицательные моменты — долго нагревается, при продолжительной эксплуатации спираль нагревается и выходит из строя. Рекомендуется применять для непродолжительных целей проведения точечной пайки соединяемых деталей.
- Керамические. В этих сериях присутствует специальный керамический стержень, за счёт которого происходит нагревание и распределение тепловой кинетической и принципиальной энергии для контактов, которые находятся под условным напряжением. Положительные стороны керамических паяльников — быстрый и моментальный нагрев, допускается применение для интенсивной процедуры проведения пайки, а также долговечность инструмента. Недостатки — инструмент боится ударных и механических нагрузок, в качестве оснастки использовать нужно только «родные» жала, иначе эффект будет ничтожный.
- Индукционный. Приборный электроинструмент имеет в своей конструкционной части основной компонент — индукционную катушку. На самом наконечнике имеется специальное ферримагнитное покрытие, в котором создаётся условное магнитное поле. При помощи магнитного поля происходит разогрев встроенной части паяльника — сердечника. При достижении определённой температуры нагрева, прекращается увеличение температурного режима нагрева. По достижении минимального температурного нагрева, прибор автоматически включается. Преимущества — прибор сам, в автоматическом режиме включается и выключается, достигая определённый порога температурного режима. Нет сложнейшей электроники и автоматики для регулирования работы электроинструмента. Недостаток — так как нагрев происходит до определённой точки Кюри, для каждого металла необходимо использовать свой тип жала.
- Импульсный инструмент. В основе прибора присутствует преобразователь частотного типа, а также высокочастный трансформатор. Само жало является частью электрической цепи. Первоначально происходит увеличение частоты сети напряжения, которое последовательно снижается до заданного уровня. Наконечник имеет зафиксированное положение исключительно на токоведущих частях вторичной обмотки, задействованного в работе трансформатора. Это обеспечивает нагрев и поддержание определённой температуры для конкретного вида соединения. Регулировка производится при помощи встроенной клавиши, которая регулирует заданный температурный режим разогрева наконечника. Положительные моменты импульсного паяльника — за счёт регулировки мощности можно паять как мелкие, так и очень крупные соединения. Недостаток — такие категории электроинструментов не предназначены для продолжительных рабочих процессов.
Кроме этого, производители классифицируют инструмент по принципу исполнения:
- Стержневой. Имеется один острый наконечник, который используется для пайки в труднодоступных и сложных по объективным причинам местах.
- Пистолетный вид. Наконечник расположен под углом 90 градусов, предназначен для сложных электромонтажных работ.
- Паяльные универсальные станции. Сложные по конструкции и разные по функциональным характеристикам. Разделяют три группы инструментов: инфракрасные – функционирование устройства за счёт реализации инфракрасных технологий; термовоздушные — работает за счёт подаваемой струи нагретого воздуха; цифровые — принцип работы обусловлен за счёт встроенного понижающего трансформатора в паяльнике.

Классификация паяльников
Выбор паяльника зависит от принципа и характера вашей работы. Внимательно изучите технические характеристики прибора и только после этого покупайте подходящий вариант инструмента для пайки и соединения металлических деталей.
svarkaipayka.ru
Виды паяльников
Паяльник – это устройство, помощью которого осуществляется расплавление припоя (олова) и нанесение его на место контакта деталей, которые спаиваются.
Так же с помощью паяльника можно облудить предмет, то есть покрыть его тонким слоем припоя.
Виды нагрева
Паяльники различают по способу нагрева рабочей части (жала) на:
- Электропаяльники – нагревание жала производится с помощью электричества.
- Термовоздушные паяльники – нагрев обрабатываемой поверхности происходит под воздействием тонкой струи горячего воздуха.
- Дуговые паяльники – нагрев рабочий элемент разогревается под воздействием электрической дуги между наконечником (жалом) и электродом, размещенным внутри паяльника.
- Торцевые и молотковые – это паяльники, наконечники которых закреплены на достаточно длинных металлических рукоятках и разогреваются при помощи внешних источников тепла.
- Газовые паяльники – представляют собой газовую горелку.
- Инфракрасные паяльные станции – пайка осуществляется путем использования инфракрасного излучения
Самыми распространенными являются электропаяльники. В основном они отличаются мощностью и типом нагревателя.
К электрическим паяльникам также относятся импульсные паяльники. Особенностью импульсных паяльников является нагрев жала в нужный для работы момент. При работе с таким паяльником нажимается пусковая кнопка и жало стремительно нагревается, если кнопку отпустить, то рабочая часть быстро остывает.
 Загрузка … Загрузка …
Загрузка … Загрузка …Виды нагревателя

По типу нагревателя электропаяльники подразделяют на паяльники:
- С керамическим нагревателем – в таком паяльнике используются стержни из керамики, нагревающиеся под воздействием электричества.
- С нихромовым нагревателем – в этих используется спираль из нихромовой проволоки.
Виды по мощности

По мощности электропаяльники условно делят на:
- Маломощные – от 15Вт до 40Вт. В основном используются в радиоэлектронике для «тонкой» пайки
- Средней мощности – от 40Вт до 100Вт. Используются для спайки и лужения проводов и достаточно больших деталей
- Паяльники мощностью свыше 100Вт. Используются для нагревания и пайки массивных объектов с большой теплоотдачей
Жало паяльника

Очень важным элементом паяльника является жало (та часть, с помощью которой и производится пайка). Жала бывают различной формы – в виде скошенной кромки, конуса, плоской отвертки, иглы, топора. Наиболее распространенным является жало в виде плоской отвертки. На таком жале припой хорошо удерживается, а достаточно большая площадь жала позволяет прогреть деталь за короткий промежуток времени.
Если жало паяльника выполнено из меди, без какого либо покрытия, то его форму можно изменить – заточив напильником либо отковав молотком. Перед началом работы новым паяльником необходимо облудить. Для этого нужно разогреть паяльник и в горячем виде снять с жала окислы с помощью мелкого напильника. После этого обмакнуть раскаленное жало в канифоль и в припой. Если этого не сделать расплавить припой таким паяльником не получится, так как жало почернеет.
Если же жало покрыто никелем, так называемое «несгораемое» жало, то обрабатывать его нельзя.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
kvartirnyj-remont.com
120 фото удобных для работы инструментов и их особенностей
Почти у каждого из нас дома найдется электрический паяльник. Без него уже не обойтись. В век электроники всегда что-то нужно подпаять. Чаще всего это оборванный провод или несложная электронная деталь. Иногда паяем даже пластмассу, а что, вполне удобно. Быстро и надежно.

Раньше паяльник так же как и утюг нагревали на огне, поэтому им нельзя было производить работу, где требуется точная температура. Разве что самовар залудить. Теперь все иначе есть бесконечное разнообразие бытовых паяльников.

Краткое содержимое статьи:
Какие бывают паяльники
Самые распространенные — электрические. В промышленности все еще применяются подобные устройства с внешним нагревом. Существуют также термовоздушные паяльники, их еще называют паяльные станции.

Такая станция совмещает в себе два типа инструментов для пайки. Электропаяльник и термовоздушное паяльное устройство. Их применяют для разных целей.

Что лучше всего для использования в быту
Мы привыкли к электрическим паяльникам без регулировки температуры. Выглядит он, как и много лет назад. Небольшая трубка из которой выступает медный стержень, вставленный в электрическую обмотку. При прохождении тока обмотка нагревает стержень. Его еще называют жало.
В последнее время вместо привычных деревянных, делают пластмассовые ручки, чтобы паяльник было удобней держать. Но в моде нынче паяльники с регулятором. Это все то же устройство, но дополненное регулятором температуры, которая регулируется за счет изменения силы тока в обмотке.

Стоит заметить, что температура меняется плавно и выставить необходимое значение достаточно просто. Такие устройства обычно снабжены дополнительными датчиками температуры для более точной регулировки.

На чем остановить свой выбор
Весьма сложно ответить на вопрос какой паяльник лучше. Совсем необязательно, что тот, который дороже будет удовлетворять всем потребностям. Я бы рекомендовал совмещенную паяльную станцию, где есть и обычный электрический паяльник и термовоздушный прибор.

По сути, это тот же фен, только с более высокой температурой нагрева и точной регулировкой потока воздуха на выходе. А как мы знаем, без хорошего строительного фена уже в хозяйстве не обойтись.

Поэтому приобретая подобное устройство Вы решаете сразу несколько проблем. Можно и припаять, и нагреть, и расплавить в случае необходимости.

Если же такой необходимости нет, то приобретите обычный паяльник на 100 ватт, чего будет вполне достаточно. Чем больше мощность, а она выражается в ваттах, тем больше рабочая температура.
Чем удобнее работать
Задаваясь вопросом как выбрать паяльник нужно следовать простому принципу нужно покупать то, что удобно лично для Вас. Самый простой и дешевый вариант — небольшой паяльник без дополнительных электронных устройств и приспособлений. Но это лишь в том случае, если Вы не планируете в перспективе сложных работ.

А если планируете, то купите недорогую паяльную станцию. Теперь так называется обычный паяльник с регулятором. Работать проще с небольшим по размеру паяльником, он достаточно легкий, но не всякая работа ему по плечу.

Как паять
В интернете можно найти много разнообразных инструкций как паять паяльником. Процесс достаточно прост. Нужно только знать температуру плавления припоя, который Вы собираетесь использовать. Обязательно необходимо учесть, что для каждого металла используется свой припой.

Удобнее всего паять цветные металлы. Можно паять и железо. В этом случае применяются дополнительные химикаты, либо специальные составы для пайки. Для каждого метала и свой температурный режим пайки. Он зависит от теплопроводности материала.

Проще всего паять цветные металлы, например медь. Здесь используется свинцово-оловянный припой и флюс — обычная канифоль.

Лучше применять современные, так называемые безотмывочные флюсы. Они не оставляют следов после пайки и легко удаляются спиртом. Спирт также необходим для обезжиривания поверхностей перед пайкой.

Приступаем к пайке
Прежде всего нагреваем паяльник до необходимой температуры. Если он без регулятора и датчика температуры, то ждем 5 минут после включения. В это время готовим поверхности. Зачищаем мелкой наждачной бумагой и обезжириваем спиртом. Затем наносим тонкий слой флюса, он служит в качестве окислителя.

Иногда флюс входит в состав припоя. Жало паяльника должно быть чистым и без темного налета, который появляется в процессе пайки. Для чистки жала можно использовать наждачную бумагу, либо специальную губку.

Жало также нужно обработать флюсом, а затем нанести на него припой, если соединяются небольшие поверхности. Если же нужно паять большие площади, то припой разогревается непосредственно в зоне пайки и равномерно наносится на металл.
Меры безопасности
Для работы с любым электрическим прибором необходимо соблюдать меры безопасности. Обычный паяльник относиться к устройствам повышенной опасности, в том числе и потому, что может стать причиной пожара.

Не оставляйте включенный паяльник без присмотра. В интернете есть много фото паяльников, ставших причиной пожара.

Работать нужно в хорошо проветриваемом помещении и стараться не дышать парами припоя и флюса. Это токсичные и вредные вещества. Кроме того в состав припоев входит свинец, который особенно вреден для здоровья.

Фото паяльника






















































Также рекомендуем посетить:
zdesinstrument.ru
Разновидности паяльников – классификация
Паяльник – это ручной инструмент, который используют для пайки и лужения при помощи нагрева деталей. Существует несколько их видов, которые отличаются типом энергии, преобразования в тепло и способом передачи тепла месту пайки.
Разновидности
Основная классификация инструмента – по принципу нагрева и по особенностям конструкции.
По принципу нагрева различают паяльники:
- нихромовые;
- керамические;
- индукционные;
- импульсные;
- газовые;
- аккумуляторные.
В зависимости от особенностей конструкции паяльники бывают:
- стержневыми;
- пистолетами;
- станциями.
Какой паяльник выбрать для дома, зависит и от того, что именно им будут паять. Для работы с несколькими проводами и для спайки микросхем нужны разные инструменты.
Стержневые – это традиционные конструкции для паяльников в виде прямого стержня. Рабочее жало закреплено в длинной рукоятке. Ими удобно работать с небольшими деталями.

Пистолеты – рабочий орган по отношению к рукоятке расположен перпендикулярно. Применяются для проведения электромонтажных и ремонтных работ.

Паяльные станции – это уже более сложные инструменты, которые работают от блока управления. Они еще делятся на:
- инфракрасные – пайка за счет ИК-излучения;
- термовоздушные – за счет нагретого воздуха;
- цифровые – за счет снижения напряжения трансформатором.
Последние выбирают для работы с микросхемами, так как при пониженном напряжении трудно повредить плату. В таких моделях можно поддерживать температуру нагрева точечно.
Нихромовые
Они имеют нихромовую спираль, пропускающую электрический ток. Современные инструменты позволяют поддерживать и контролировать нагрев наконечника при помощи термодатчика. Он подает сигнал на своевременное отключение спирали, если температура достигла нужной отметки.
Такие паяльники бывают в разных исполнениях. Простые модели имеют спираль из нихромового сплава, намотанную на изоляционный корпус. Внутри находится стержень, которому и передается температура. В улучшенных моделях сплав встроен в элементы, уменьшающие теплопотери.
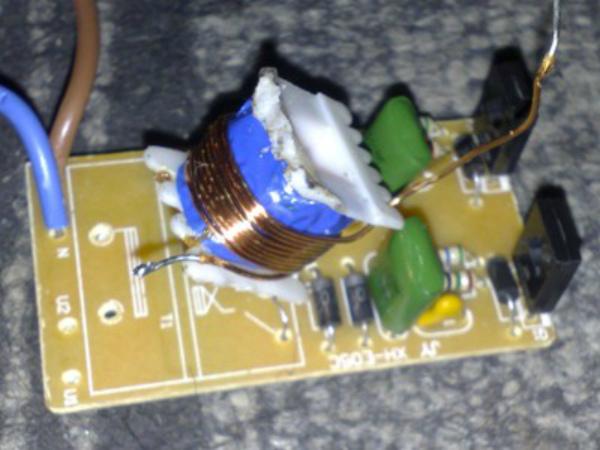
Иногда нихромовые нагреватели помещают внутрь изолятора белого цвета. Его часто путают с керамическим, а производители могут воспользоваться ситуацией, чтобы оказать влияние на клиента.
Основные преимущества:
- простота в использовании;
- механическая устойчивость;
- доступная ценовая категория.

Паяльник с нихромовым нагревателем
Среди недостатков: долгий нагрев, сокращение срока эксплуатации из-за прогорания спирали. Модели хорошо подойдут для работы в домашних условиях, когда производительность важна меньше и инструмент не нужен ежедневно.
Керамические
В таких конструкциях нагревательный элемент керамический, стержневой формы. Нагревается от напряжения, которое подводится к его контактам. Считаются наиболее совершенными паяльниками.
У них есть такие преимущества, как большой диапазон температуры и мощности, высокая скорость нагрева. Если использовать инструмент строго по инструкции, он прослужит долго.
Преимущества:

Паяльник с керамическим нагревателем
- высокая скорость нагрева;
- длительный срок эксплуатации;
- интенсивное использование без перегрева.
Но среди отрицательных сторон – керамический стержень не ударопрочен. Для работы нужны только такие жала, как были в изначальной конструкции – в плане оснастки инструмент прихотлив.
Индукционные

Устройство индукционных паяльников
В таких паяльниках для нагрева стержня используется индукционная катушка. Наконечник из ферромагнита. Катушка образует магнитное поле, наводящее ток. Последний нагревает сердечник.
При достижении температурой нужной отметки, покрытие из ферромагнита не наводит поле, и сердечник не прогревается. Если же уровень нагрева снижается, наконечник снова наводит поле и начинается нагрев. Так уровень поддерживается постоянно без использования электронных приборов или датчика.
Среди плюсов: автоматическая поддержка температуры без электроники и термодатчиков. Но в то же время инструмент держит нагрев по точке Кюри, потому для разного нагрева потребуются разные жала.
Импульсные

Импульсный паяльник
Для работы с ними кнопка включения должна быть зажата постоянно – нагрев наконечника происходит за несколько секунд. После выключения кнопки наконечник охлаждается. В электрической цепи включен провод из меди, он же является рабочим органом.
В схеме есть трансформатор, частотный преобразователь. Первый снижает напряжение сети до уровня рабочего. Сердечник же присоединен к токосъемнику трансформатора, поэтому нагревается быстро из-за значительного образования тока. В современных моделях можно регулировать температуру и мощность.
Их плюсы: быстрый нагрев, возможность работать с элементами любого масштаба за счет регулировки. Но инструменты такого типа не способны поддерживать продолжительный рабочий цикл.
Газовые и аккумуляторные
Это приборы автономного типа. Нагрев происходит при помощи газового пламени – в инструменте встроен баллон с газом. Его можно заправлять самостоятельно даже от газового баллончика. В некоторых моделях есть возможность отсоединения рабочего жала – инструмент превратится в газовую горелку.

Газовый паяльник — устройство
Аккумуляторные также относятся к автономным – они не нуждаются в питании от сети во время работы. Но мощность таких устройств небольшая, всего до 15 ватт, потому используются они для работы с небольшими электронными деталями.
Видео по теме: Мастерская радиолюбителя — выбор паяльника
promzn.ru
Виды пайки металлов согласно классификации ГОСТ, в том числе, методы без флюса, в печах и вакууме
Пайка металлов появилась задолго до изобретения электрической сварки. Ее использовали в Древнем Риме и Вавилоне, о чем говорят археологические раскопки.
За это время технологии усовершенствовались, и появились новые виды пайки, в которых для нагрева металла используется электрический ток, пламя газовой горелки, энергия лазера или иные источники тепловой энергии.
Капиллярный
 Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Припой расплавляют, он нагревается и заполняет собой пространство между двумя подготовленными деталями. Смачивание поверхности деталей и удержание припоя происходит во многом благодаря эффекту капиллярности.
Капиллярный вид пайки распространен в быту и на различных производствах. Для его проведения потребуется паяльник или горелка. По сути, любой вид пайки можно считать в определенной мере капиллярным, поскольку в каждом присутствует капиллярное смачивание поверхностей заготовок жидким припоем.
Диффузионный
Этот вид паяния отличается от остальных длительностью процесса, поскольку на диффузию требуется время.
 Припой внутри зоны шва выдерживается при определенной температуре дольше, чем, скажем, при обычном капиллярном виде пайке. Соединение двух заготовок происходит за счет диффузии припоя и спаиваемых металлов.
Припой внутри зоны шва выдерживается при определенной температуре дольше, чем, скажем, при обычном капиллярном виде пайке. Соединение двух заготовок происходит за счет диффузии припоя и спаиваемых металлов.
Сам процесс диффузии заключается в проникновении молекул одного вещества в структуру другого вещества. Спайка происходит на молекулярном уровне и дает возможность получить более прочный шов.
Диффузионный вид требует строго соблюдения температурного и временного режима. Температура нагрева в зоне пайки всегда выше, чем температура плавления припоя.
Контактно-реакционный
 Вид пайки под названием «контактно-реакционный» или «реактивный» означает процесс сплавления при контакте двух деталей из разных металлов.
Вид пайки под названием «контактно-реакционный» или «реактивный» означает процесс сплавления при контакте двух деталей из разных металлов.
Происходит фазовый переход металла из твердого в жидкое состояние с последующим отвердением и сплавлением. Часто такое соединение осуществляют через тонкую прослойку, которая нанесена на одну из заготовок гальваническим или иным способом.
Используются легкоплавкие материалы – эвтектики. Так можно соединить серебро и медь, где между деталями будет образован медно-серебрянный сплав. Проводят пайку олова и висмута, серебра и бериллия, графита и стали.
Можно спаивать алюминий с другими материалами через прослойку меди или кремния. Соединение получается прочным, время пайки занимает доли секунд.
Реакционно-флюсовой
 В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
Для их стыковки применяется флюс на основе хлористого цинка. При нагреве цинк начинает взаимодействовать с алюминием, превращаясь в металлический припой.
Он заполняет собой все пространство зазора, делая место зоны пайки прочным соединением. При этом очень важно точно соблюсти пропорции наносимого флюса. Его должно быть много, чтобы чистый цинк в необходимом количестве мог выделиться из флюсового порошка.
Иногда при этом виде пайки приходится добавлять цинковый припой в небольших количествах, как дополнение к основному процессу. Обычно это делают, если две заготовки соединяются внахлест.
Пайка-сварка
Такое название технология получила потому, что сам процесс очень сильно напоминает сварку металла с присадочным материалом (проволокой или порошком).
Но в данном случае вместо присадки используется припой. Этот вид чаще всего используют для того, чтобы заделать дефекты и изъяны на поверхностях металлических деталей (литых).
Сам процесс можно проводить разными способами:
- пайка в печах;
- окунанием в ванну с жидким припоем;
- сопротивлением с помощью электрического тока;
- индукционным способом;
- радиационным;
- с помощью паяльников и газовых горелок.
Некоторые виды появились сравнительно недавно, еще исследуются и дорабатываются.
В печах
 Первый вариант обеспечивает равномерное распределение припоя по дефектным участкам детали и равномерное прогревание, что особенно важно, когда приходится паять крупногабаритные заготовки со сложной конфигурацией.
Первый вариант обеспечивает равномерное распределение припоя по дефектным участкам детали и равномерное прогревание, что особенно важно, когда приходится паять крупногабаритные заготовки со сложной конфигурацией.
При этом разогрев в печи может проходить одним из многих существующих способов, начиная от нагрева пламенем, и до сложно технологических процессов, таких как индукция, электросопротивление.
Конструкция самих печей отличается друг от друга лишь подами, на которые укладывают паяемые заготовки. Для крупных деталей используются печи, в которых под не движется, а для маленьких – подвижные в виде конвейеров на роликах.
Главная задача этого вида пайки – создать внутри печи специальную газообразную субстанцию. Пайка в печах может быть полностью механизирована, что ведет к повышению производительности труда. А для производств с массовым выходом готовой продукции это идеальный вариант.
Применение индукции и сопротивления
Что касается индукционного вида, то для него используют токи высокой частоты. Электричество пропускается через спаиваемые детали, отчего они и нагреваются.
 Здесь реализуются два способа пайки: стационарная и с перемещением детали или индуктора. В случае соединения крупногабаритных заготовок используется вторая технология.
Здесь реализуются два способа пайки: стационарная и с перемещением детали или индуктора. В случае соединения крупногабаритных заготовок используется вторая технология.
Способ пайки сопротивлением чем-то схож с индукционным видом. Просто в этой технологии ток пропускается и через заготовки, и через паяльный элемент. То есть, соединяемые детали становятся частью электрической цепи.
Проводят такой процесс в электролитах или в специальных контактных машинах, действие которых очень похоже на стандартную электросварку. Контактные машины обычно используются в производствах, где необходимо паять между собой изделия из тонкого листового металла.
Пайка же в электролитах используется сегодня не часто за счет сложности настройки параметров технологического процесса. Ведь процесс проходит по принципу теплового эффекта, возникающего между катодом (спаиваемые детали) и анодом.
Вокруг заготовок образуется водородная оболочка, у которой очень высокое электрическое сопротивление. Отсюда и выделение большой тепловой энергии.
Погружение в ванну
 Пайка с погружением проводится или в среде расплавленного припоя или в массе специальных солей. Последний вид пайки – это быстро проводимая операция за счет непосредственного нагрева заготовок от солей, которые выполняют функции и нагревательного элемента, и флюса. Что касается погружения в припой, то необходимо отметить возможность полного или частичного погружения.
Пайка с погружением проводится или в среде расплавленного припоя или в массе специальных солей. Последний вид пайки – это быстро проводимая операция за счет непосредственного нагрева заготовок от солей, которые выполняют функции и нагревательного элемента, и флюса. Что касается погружения в припой, то необходимо отметить возможность полного или частичного погружения.
Радиационный метод
 Радиационный вид пайки производится за счет мощного светового потока, который формируется кварцевой лампой, лазером или катодным расфокусированным лучом.
Радиационный вид пайки производится за счет мощного светового потока, который формируется кварцевой лампой, лазером или катодным расфокусированным лучом.
Технология появилась относительно недавно, но показала, что таким способом можно достигать высокого качества пайки двух металлических заготовок. К тому же появилась реальная возможность контролировать процесс и по степени нагрева, и по временным срокам. При этом лазер удаляет оксидную пленку с припоя и с металла, что гарантирует высокое качество паяного шва.
Газовая оболочка в зоне соединения, образорванная за счет нагрева металлов, дает возможность при соединении не использовать флюсы. Поэтому, когда сегодня говорят о пайке без флюса, подразумевают лазерную технологию.
Горелка и паяльник
 Что касается пайки горелками, то чаще всего применяются две технологии, которые, по сути, ничем не отличаются одна от другой. Происходит просто нагрев двух деталей и припоя, уложенного между ними в зазор.
Что касается пайки горелками, то чаще всего применяются две технологии, которые, по сути, ничем не отличаются одна от другой. Происходит просто нагрев двух деталей и припоя, уложенного между ними в зазор.
В первом способе – за счет сгорания газа, во втором – за счет образования плазмы (это сгораемый газ, который движется тонкой струей с большой скоростью). Необходимо отметить, что способ с газовыми горелками считается универсальным.
Горелки, испускающие поток плазмы, работают при высоком температурном режиме. А это позволяет паять между собой детали из титана, молибдена, вольфрама и прочие тугоплавкие материалы.
Сложность этой технологии заключается в том, что настроить электрическую дугу под определенную температуру нагрева (до определенной точности) практически невозможно.
Пайка паяльником используется давно. Если еще 5-10 лет назад можно было говорить только об электрических приборах или нагреваемых от огня, то сегодня предложений куда больше.
Хотелось бы отметить паяльники, работающие от ультразвука. То есть, сам ультразвук имеет отношение к процессу пайки лишь с позиции разрушения оксидной пленки.
Поэтому и появилась возможность паять различные металлы в воздушном окружении без флюсовых материалов. Непосредственно пайка происходит от нагрева припоя.
Вакуумный
 Пайка в вакууме и сегодня еще используется не всегда и не везде. Сложность данного вида заключается в том, что необходимо в зоне паяния создать разряженную атмосферу без воздуха.
Пайка в вакууме и сегодня еще используется не всегда и не везде. Сложность данного вида заключается в том, что необходимо в зоне паяния создать разряженную атмосферу без воздуха.
Как известно, присутствующий в воздухе кислород является причиной образования оксидной пленки, которая покрывает собою металлические заготовки и припой.
Пленка очень тугоплавка, при пайке теряются температурные градусы для нагрева соединяемых деталей. Поэтому все ученые до сих пор и ищут способы, как удалить оксидное покрытие или провести процесс без него. Пайка в вакууме – один из таких вариантов.
Препятствуют внедрению вакуумного вида в производство такие факторы:
- низкая производительность процесса, потому что приходится нагревать каждую отдельную деталь;
- таким способом можно паять лишь заготовки небольших размеров;
- сложность создания станков и дополнительного оборудования;
- сложность проведения процесса пайки.
Однако если говорить о космосе, где отсутствует атмосфера, то вакуумный вид считается весьма перспективным.
Селективный
Нельзя сказать, что селективный вид пайки принципиально отличается от капиллярного. Точно также в нем применяют припой и нагрев. Но расплавляют припой только в выборочных местах (локальных точках), на которые планируется прикрепить элементы.
Селективную пайку применяют в основном для изготовления плат и выводов штыревых компонентов. Она схожа с волновым методом, применяемым для пайки smd-чипов.
Установка селективной пайки – оборудование, относящееся к категории полуавтоматов. Оно не дешевое, но экономит расходные материалы почти в десять раз, по сравнению с волной, поэтому распространяется все шире и шире.
Температурный режим и материалы
 Классификация процессов пайки основывается на методах проведения операций, условиях, при которых получают соединения, и на видах расходных материалов. Понятия и виды пайки подробно описывает ГОСТ 17325.
Классификация процессов пайки основывается на методах проведения операций, условиях, при которых получают соединения, и на видах расходных материалов. Понятия и виды пайки подробно описывает ГОСТ 17325.
Пайку называют высокотемпературной или твердой, если припой разогревается до температуры 450 ℃ и выше. В противном случае приходится иметь дело с низкотемпературным видом (мягким).
Для низкотемпературного вида применяют легкоплавкие припои. К ним относятся сплавы олова и свинца, висмута, галлия, индия. К тугоплавким принадлежат медно-серебряные, медно-цинковые припои.
В связи с повелением новых материалов и требований экологической безопасности, технологии пайки постоянно меняются. Свинцовые припои применяют все меньше, устанавливают дымоуловители, разрабатывают лазерное и ультразвуковое оборудование.
Немалую роль в развитии пайки играет внедрение роботизированных систем, позволяющих значительно ускорить работу.
svaring.com
Отличия импульсного паяльника от обычного: схема для самостоятельного изготовления
Среди большого выбора паяльного оборудования заслуживает особого внимания импульсный паяльник. Ручной электроинструмент обладает одним неоспоримым достоинствам – это быстрое приведение в полную готовность жала для пайки.

Импульсный паяльник
Область применения
Импульсный паяльник (ИП) используют для монтажа и демонтажа компонентов и узлов электронного и электротехнического оборудования. Рабочий орган ИП сделан из медной проволоки в виде вытянутой изогнутой петли. Жалом удобно паять радиодетали, проводные соединения, а также им можно лудить небольшие площадки на платах радиосхем.
Удобная рукоятка и достаточно большой вынос жала позволяют работать в труднодоступных местах пайки. За счёт быстрого набора нагревательным элементом температуры плавления припоя импульсным паяльником выполняют большие объёмы работ за короткое время. Это качество прибора используется при распайке разъёмов на прокладке электрических сетей, монтаже световой арматуры внутри зданий и сооружений.
Принцип работы
Разогрев жала происходит за счёт прохождения через него тока низкого напряжения. Токоподводящие шины соединены с вторичной обмоткой индукционной катушки и состоят из 2 витков металлической полосы с поперечным сечением 6-10 мм2. Этот фактор позволяет мощным виткам и шинам во время работы оставаться холодными, тогда как всё тепло сосредотачивается на конце жала.

Жало ИП
Первичная обмотка является приёмником сетевого тока напряжением 220 в. В результате индукции во вторичной обмотке возбуждается ток большой силы и пониженного напряжения. Результатом этого становится преобразование мощного импульса электричества в тепловую энергию.
Универсальный паяльный инструмент имеет свои преимущества и недостатки. Анализируя многочисленные отзывы потребителей в средствах массовой информации, можно их обобщить в двух разделах.
Преимущества
Достоинства импульсных паяльников заключаются в следующем:
- Удачная эргономика конструкции ИП. Импульсный паяльник, в отличие от обычного стержневого паяльного оборудования, имеет форму пистолета, что позволяет одной рукой держать и включать, отключать инструмент.
- Высокочастотный преобразователь напряжения разогревает жало инструмента в течение нескольких секунд.
- При наличии регулятора мощности расширяется сфера применения паяльника от пайки мелких элементов до соединения крупных деталей.
- Работа в импульсном режиме сокращает потребление электроэнергии.
Недостатки
Наряду с положительными характеристиками, следует отметить недостатки ИП:
- При длительной работе сказывается усталость руки от того, что приходится удерживать тяжёлый паяльный пистолет на весу.
- Импульсный паяльник в современном исполнении с дополнительными опциями стоит довольно дорого.
Важно! Из-за скопления на жале ИП высокочастотного напряжения чувствительные микросхемы во время пайки могут быть разрушены.
Отличия от обычного паяльника
ИП всегда можно узнать по внешнему виду. Инструмент сделан в виде пистолета. Жало, сделанное из медной проволоки в виде вытянутой петли, является признаком принадлежности устройства к импульсным паяльникам.
Разница между обычными паяльниками и импульсниками заключается в том, что паяльный наконечник ИП почти мгновенно разогревается до температуры плавления припоя. Если для обычных паяльных инструментов жало представляет собой стержневой наконечник заводского изготовления, то для ИП его можно сделать из отрезка обычного медного провода.
Виды импульсных паяльников
Все ИП изготавливаются в пистолетном варианте. Наряду с этим, их можно разделить на три группы:
- ИП с медной петлёй;
- паяльники с керамическим наконечником;
- импульсники с вынесенными отдельно силовыми блоками.
Помимо этого, паяльники могут отличаться габаритами, потребляемой мощностью, наличием дополнительных опций.
Изготовление самодельных импульсных паяльников
Чтобы спроектировать конструкцию самодельного импульсного паяльного устройства, надо определиться с выбором вида источника питания.

Самодельный импульсный паяльник
Источники тока для питания импульсных паяльников
Если повторять схему строения ИП заводского изготовления, то источником электроэнергии будет служить обыкновенная розетка бытовой электросети. В случае создания 12 вольтового инструмента для пайки источником питания могут служить сетевой адаптер 220/12в, автомобильная аккумуляторная батарея или аккумулятор от шуруповёрта.
Паяльник из электронного трансформатора
Для изготовления импульсного паяльника понадобятся старый или вышедший из строя сетевой ИП, маломощный электронный трансформатор, медный экран телевизионного антенного кабеля.
Сборка трансформаторного прибора:
- Вторичную обмотку (10 витков провода 1 мм2) удаляют.
- Вместо снятого провода устанавливают силовую обмотку – 1 виток шины из кабельного экрана.
- Трансформатор встраивают в корпус старого паяльника, перед этим удалив сетевой преобразователь напряжения.
- Концы шины припаивают к держателям жала.
- Паяльник подключают к 12 вольтовому источнику питания и приступают к паяльным работам.
Электронный трансформатор
Изготовление импульсной разновидности
В основе ИП заложен индукционный принцип преобразования электрической энергии из малой силы тока в мощный импульс низкого напряжения. Соблюдая этот эффект, домашние мастера изготавливают различные виды конструкций импульсников.
Аккумуляторный тип механизма
Изготовление паяльного оборудования с питанием от аккумуляторов вполне осуществимо. Такое устройство принесёт существенную пользу, когда возникнет необходимость в перепайке клемм и соединений автомобильной системы электроснабжения вдали от сетевых источников питания.
Обратите внимание! Для автомобильного импульсника нужно на шнуре питания закрепить щипцы для захвата клемм аккумуляторной батареи. Нельзя для контактов применять скрутки из проводов шнура.
Импульсник из энергосберегающей лампы
Силовой блок собирают на основе частей старого корпуса дневной лампы. Необходимо приготовить следующее:
- балласт (преобразователь напряжения) от лампы дневного света;
- трансформатор;
- кусок медного провода ø 2-3 мм.
Какой использовать корпус, из чего сделать рукоятку, решает мастер. Как сделать импульсный паяльник из частей энергосберегающей лампы, видно ниже на схеме.
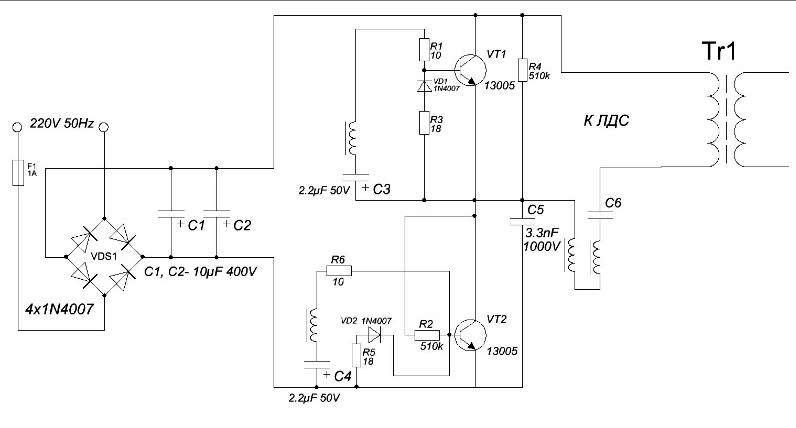
Принципиальная схема ИП на основе энергосберегающей лампы
Микросхемное изделие импульсного принципа
Импульсный паяльник для микросхем можно изготовить на основе керамического резистора 0,5 Вт/8 Ом. Изготовление осуществляют так:
- Один вывод сопротивления удаляют и высверливают отверстие ø 1,2 мм. Чтобы изолировать жало от резистора, в проём вставляют трубку из слюды.
- В изолированное отверстие вставляют отрезок медной проволоки. Кончик жала обтачивают надфилем под конус.
- Резистор оборачивают слюдой или текстолитом.
- Один отрезок медной проволоки крепят петлёй на жале и выводят его к противоположному торцу сопротивления.
- Резистор ещё раз покрывают изоляцией.
- Полученную конструкцию помещают в любой подходящий цилиндрический корпус.
- Выводы соединяют с источником питания 12 вольт.
Особенности пайки
Процесс пайки различных соединений ИП существенно отличается от способа паяния другими видами инструментов. Жало и проволочный припой совмещают в месте соединения деталей. Нажатием курка разогревают паяльный наконечник до образования капельки расплавленного сплава. Припой и паяльник убирают из рабочей зоны.
Дополнительная информация. Свинцово-оловянный припой изготавливают в виде проволоки разного диаметра. Для пайки импульсником лучше выбирать припой диаметром 1-3 мм.
Популярные производители
Анализируя ассортимент импульсных паяльников на рынке радиотехники России, следует выделить таких ведущих производителей паяльного оборудования, как Mega, ZD, Koot, Sturm, Topex, Bahco, Licota, Dedra.
Импульсные паяльники с момента своего появления прочно заняли свою нишу на рынке паяльного инструмента. Паяльник пистолет импульсный пользуется особой популярностью как у профессионалов, так и среди любителей радиотехники.
Видео
amperof.ru
Основные способы и виды пайки. Паяльное оборудование, материалы и технология пайки
Операции пайки достаточно распространены не только в профессиональных сферах на производстве и в строительстве, но и в быту. Их используют для получения межатомных неразъемных соединений между небольшими деталями и элементами. Существуют разные виды пайки, отличающиеся технологическими нюансами, применяемыми расходными материалами, заготовками и т.д.
Общие сведения о технологии
Это метод соединения, при котором задействуется связующий расплав (припой) с подходящими для конкретных условий характеристиками. И активный элемент пайки, и заготовки подвергаются предварительному нагреву, благодаря которому формируется податливая для соединения структура материалов. Температурный режим должен быть превосходить пиковую точку нагрева, минуя которую металлические детали размягчаются и начинают переход в жидкое состояние. Важной характеристикой любого вида пайки является время термического воздействия под расплавом. Это промежуток от начала нагрева до отвердения припоя уже после выполнения соединения. В среднем операция занимает 5-7 мин, но могут быть и отклонения от этого диапазона – это зависит от характеристик заготовки и площади обрабатываемого узла.

Лампы для пайки
Наиболее распространенный инструмент для пайки различных заготовок, позволяющий получать высокотемпературный нагрев путем сжигания спирта, керосина и других видов жидкого топлива. В процессе работы из сопла аппарата вырывается факельный запал, который в дальнейшем направляется на целевой участок расплава. Такие приборы можно использовать не только для соединения деталей, но и в операциях нагрева конструкций и механизмов. Также аппараты для пайки используют перед удалением лакокрасочных покрытий. Средняя температура нагрева у лампового паяльника составляет 1000 – 1100°С, поэтому его можно использовать и в сварочных работах. К самым производительным моделям относятся бензиновые лампы. Они быстро обретают оптимальную рабочую температуру и справляются с большинством стандартных операций пайки. В конструкции приборов предусматривается баллончик для топлива, а также регулятор пламени, позволяющий варьировать мощность термического воздействия.
Горелки для пайки
Широкая группа газовых паяльников, которые могут подключаться к баллончику с топливом или же к центральному источнику с горючим. Первый вариант снабжения имеет преимущество в виде автономности. Горелку с баллончиком, как и бензиновую лампу можно использовать независимо от внешних коммуникаций. В выборе такого аппарата следует учитывать мощность, рабочую температуру, тип применяемого газа, время готовности к работе и т.д. Например, стандартная газовая горелка для пайки работает на пропан-бутане и достигает температуры нагрева до 1300°С. Период непрерывного термического воздействия может достигать 3 ч, но это время будет зависеть и от объема подключаемого баллончика. Различают горелки и по типу системы воспламенения. Простейшие модели включаются механическим способом, а в более современных модификациях применяется пьезорозжиг.
Электрические паяльники
Тоже распространенный в бытовой среде вид паяльного оборудования, которое отличается безопасностью (по сравнению с газовыми аппаратами) и компактными размерами. Но сразу стоит подчеркнуть и недостатки. Во-первых, такие приборы зависимы от электросети, что ограничивает их сферы применения. Во-вторых, электрическое паяльное оборудование поддерживает невысокую температуру нагрева в диапазоне 400 – 450°С. Связано это с тем, что часть энергии утрачивается в процессе преобразования электричества в теплоту.

В выборе устройства надо учитывать максимальное напряжение. Так, в мастерских и на производствах используют стандартные модели на 220 В. В бытовых условиях нередко применяют аппараты, работающие от трансформаторов на 12 и 24 В. Задачи, которые можно решать электрическими паяльниками, в основном ограничиваются починкой мелкой аппаратуры, восстановлением контактов микросхем, соединением пластиковых деталей и т.д.
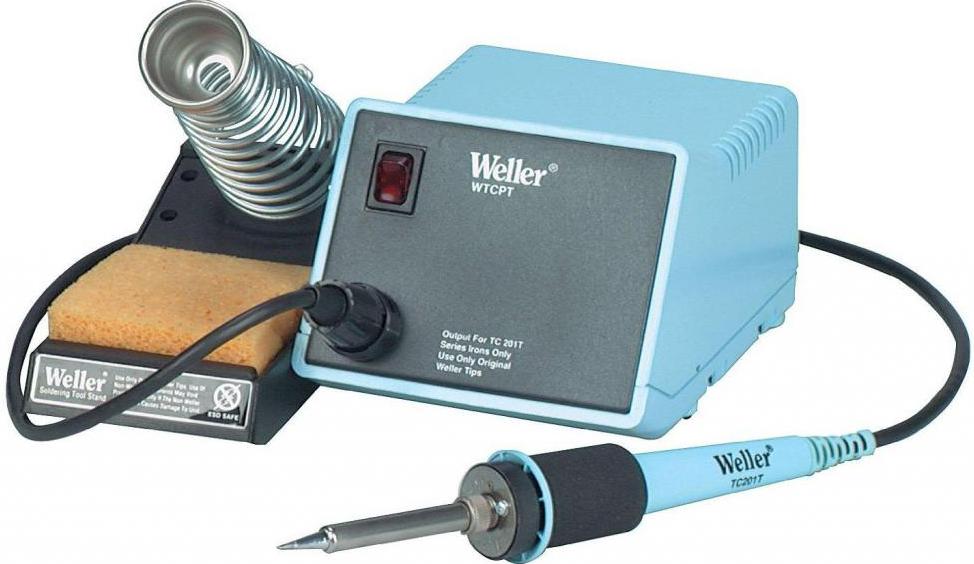
Паяльные станции
Для выполнения групповых или поточных операций пайки используется многофункциональное оборудование. Паяльная станция отличается широкими возможностями регулировки рабочих параметров, а также более высокими температурными показателями нагрева. Достаточно сказать, что приборы такого типа работают при мощности 750 – 1000 Вт, подключаясь к сетям с напряжением 220 В. Как правило, это профессиональное паяльное оборудование, но существуют и аналоги бытового назначения. Например, аппараты для групповых операций в домашних условиях могут включать несколько сменных жал разного формата, подставки, средства для удаления припоя, кусачки и другие вспомогательные аксессуары. Теперь стоит ознакомиться с разными технологическими подходами к процессам пайки.
Основные виды пайки
Различают техники выполнения операций по стыку и зазору. Так, если промежуток между соединяемыми элементами составляет менее 0,5 мм, то пайка будет с зазором. Превышение этого интервала означает, что соединение выполняется встык. Причем и стыки могут иметь разные конфигурации – например, X- и V-образные. Пайка с зазором производится только с жидким припоем, который в процессе работы направляется в промежуточную зону. Стандартные виды пайки встык предполагают заполнение свободного пространства припоем под влиянием силы тяжести.
Классификация пайки по температурным режимам
На сегодняшний день применяют мягкую, твердую и высокотемпературную пайку, которая используется в основном на производствах и в строительстве. Первые же две техники во многом схожи – например, в обоих случаях рабочая температура составляет 450°С и ниже. Для сравнения, высокотемпературные соединения выполняются в режиме не менее 600°С, а чаще – выше 900°С.
При этом и низкотемпературная обработка может обеспечить качественное соединение. Наиболее выигрышным будет применение твердого припоя, благодаря которому достигается высокая прочность и тугоплавкость деталей. Добавление меди в зазор или стык будет способствовать и повышению ковкости заготовки. Если же требуется получить гибкую и упругую структуру, то используют мягкую пайку.
Классификация припоев

Условно можно разделить современные припои на две группы:
- Плавящиеся под низкими температурами.
- Плавящиеся под высокими температурами.
Как уже отмечалось, низкотемпературная пайка выполняется под 450°C и ниже. Сам припой для такого рода операций должен размягчаться уже при 300°C. К подобным материалам относят широкую группу оловянных сплавов с добавлением цинка, свинца и кадмия.
Высокотемпературные средства расплава задействуются для пайки при температурах порядка 500°C. Преимущественно это медные составы, в которые также входит никель, фосфор и цинк. Важно отметить, что, к примеру, припой олово-свинец-кадмий помимо более низкой температуры плавления будет отличаться от медных сплавов и механической прочностью. Соотношение по стойкости перед физическим давлением можно представить так: 20 – 100 МПа против 100 – 500 МПа.
Виды флюсов
При термическом воздействии на поверхности металлической заготовки образуется оксидное покрытие, препятствующее образованию качественного соединения с припоем. Для устранения таких препятствий используют разные виды флюсов для пайки, некоторые из которых также ликвидируют следы ржавчины и окалины.

Флюсы можно классифицировать как раз по совместимости с припоями (твердыми и мягкими) или по температурной стойкости. Например, для мягкой пайки тяжелых металлов используют средства с маркировками F-SW11 и F-SW32. Для твердого соединения тяжелых сплавов задействуют флюсы для пайки видов F-Sh2 и F-Sh5. Легкие же металлы наподобие алюминия рекомендуется предварительно обрабатывать составами групп F-Lh2 и F-Lh3.
Метод индукционной пайки
Данная технология пайки имеет несколько преимуществ перед классическим способом соединения под расплавом. Среди них можно выделить минимальную степень окисления заготовки, что в некоторых случаях избавляет от необходимости применения флюсов, а также низкий эффект коробления. Что касается целевых материалов, то к ним относятся и мягкие, и твердые сплавы, а также керамика с пластиком. К примеру, оптимальный припой для меди в данном случае будет иметь маркировку L-SN (модификации SB5 или AG5). В качестве источника тепловой энергии при индукционном воздействии могут выступать как ручные ламповые аппараты, так и машинные агрегаты соответствующей мощности. На производствах задействуют и генераторные установки, когда нужно получить длительную спайку узлов большой площади. Также в работу включается многоместный индуктор, который может поочередно принимать заготовки. По этой технологии, в частности, изготавливают ручной режущий инструмент.

Ультразвуковая пайка
Еще один современный высокотехнологичный способ пайки, разработка которого была вызвана необходимостью устранения целого ряда характерных недостатков электрохимических методов соединения. Ключевой особенностью этой техники можно назвать возможность замены обычного флюса как средства устранения оксидов. Функцию зачистки выполняет энергия ультразвуковых волн, вызывающая процесс кавитации в жидком припое. При этом в полной мере сохраняются задачи термического связующего воздействия со стороны расплава.
Отмечается и превосходство технологии в показателях скорости соединения. Если сравнивать ультразвуковое излучение с эффектом, который дает припой олово-свинец, то интенсивность захлопывания полостей обрабатываемого узла будет выше в несколько раз. Как показывают наблюдения, ультразвуковые волны с частотой 22,8 кГц обеспечивают скорость смыкания припоя на уровне 0,2 м/с.
Есть и экономические преимущества данного метода. Они также связаны с изменением подходов к применению флюсов и припоев. На производствах электротехнических приборов при сборке монолитных конденсаторов, преобразователей тока и других устройств широко применяется металлизация пастами палладия, серебра и платины. Процесс ультразвуковой пайки позволяет заменять драгоценные металлы на более дешевые аналоги без потери в эксплуатационных качествах будущего изделия.
Особенности пайки-сварки
У пайки как таковой немало схожих черт с традиционными технологиями сварки. Также используется нагрев заготовок и сторонний материал, оказывающий влияние на формирование шва. Но, по сравнению с техниками сварки, пайка не предусматривает внутреннего расплава структуры заготовки. Края деталей, как правило, остаются твердыми, хоть и подвергаются нагреву. И все же полный расплав заготовки дает более крепкое соединение. Другое дело, что для достижения такого результата может требоваться более мощное оборудование. При использовании жидкого припоя для меди вполне реализуема некапилярная пайка с плотным заполнением шва. Данный способ соединения частично относится к сварке, так как при нем повышается сцепляемость структур двух и более заготовок. Производить некапиллярную пайку рекомендуется электродуговыми аппаратами или кислородно-ацетиленовой горелкой.
Заключение

На получение качественного соединения в процессе пайки влияет не только правильный выбор технологии, припоя с флюсом и оборудования. Зачастую решающее значение имеют мелкие организационные процедуры, связанные с подготовкой материалов и последующей обработкой. В частности, для использования твердого припоя необходима многоступенчатая зачистка целевой поверхности с применением абразивного шлифования и химического воздействия тетрахлористым углеродом. Готовая к работе деталь должна быть чистой, гладкой и по возможности ровной. Непосредственно в ходе выполнения пайки также рекомендуется особое внимание уделять способу фиксации заготовок. Желательно закреплять их в зажимном инструменте, но так, чтобы последний был защищен от химического и термического воздействия.
Не стоит забывать и о технике безопасности. Особой осторожности требуют активные расходные материалы – флюс и припой. В большинстве своем это химически небезопасные элементы, которые под высокотемпературным воздействием могут выделять токсичные вещества. Поэтому, как минимум, следует защищать кожные покровы и органы дыхания в процессе работы.
fb.ru