максимальная и оптимальная для пайки оловом,
Температура паяльника — параметр, который постоянно изменяется. Не существует таких температурных показателей, которые бы подходили для всех случаев. Они постоянно меняются в зависимости от используемого припоя и от того, с какими материалами приходится работать. Каждый человек, который всерьез решил паять, должен ознакомиться с основными особенностями нагрева жала.
Паяльник — устройство, которым часто пользуются для ремонта электроники
До скольких градусов может нагреваться паяльник
Многих людей, которые совсем недавно начали заниматься пайкой, интересует, до какой температуры нагревается паяльник. У каждой паяльной станции существует свой оптимальный температурный диапазон. Если нагреть жало до таких показателей, спаивание поверхностей будет наиболее качественным и быстрым.
Важно! При работе с паяльниками нужно всегда помнить одну особенность, которая связана с тем, что жало устройства должно разогреваться настолько сильно, чтобы обрабатываемые металлы сразу же плавились.

Не стоит давать паяльнику перегреваться. Это приведет к тому, что припоем будет в разы сложнее пользоваться. Оптимальными считаются значения от 250 до 300 градусов.
Какая температура должна быть
Бывают случаи, когда оптимальные температурные показатели могут отличаться. Это зависит от нескольких факторов, с которыми можно ознакомиться ниже.
В зависимости от используемого припоя
Припой ПСР используется во время пайки многими мастерамиПоказатели нагрева паяльника необходимо подбирать отдельно для каждого процесса. Например, во время спаивания одинаковых контактов с применением одного и того же припоя параметры инструмента остаются неизменными. Однако, если приходится пользоваться различными разновидностями припоя, придется заняться настройкой инструмента и отрегулировать режимы его работы.
Надо подстраиваться под нужные характеристики, чтобы было комфортно работать с используемыми материалами. Чтобы взаимодействовать с определенными типами припоев, необходимо устанавливать разогрев жала паяльника таким образом, чтобы оно нагревалось на 5-10 градусов больше температуры плавления.
В таблице можно найти информацию о том, насколько сильно надо нагревать жало для той или иной марки припоя.
| Разновидность припоя | Нагрев (градусы Цельсия) |
| Сплав Вуда | 80 |
| Сплав Розе | 90 |
| ПСРЗИ | 100 |
| ПОЗИ 30 | 150 |
| ПСР | 240 |
| ПСР 1,5 | 290 |
| ПСР 2 | 250 |
Дополнительная информация! Необходимо обязательно руководствоваться информацией из таблицы. Это позволит проследить за тем, чтобы припой не смог сильно нагреться.
Температура плавления различных металлов
Олово — припой, пользующийся популярностью среди любителей пайкиСтоит отметить, что далеко не всегда удается пользоваться уже готовыми марками припоя. Довольно часто люди сталкиваются с ситуациями, когда приходится работать с нестандартными металлами. Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала.
Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала.
Однако прежде чем подключать устройство к розетке, необходимо точно узнать, как называется проволока для паяльника, которая используется в качестве припоя. Это поможет определить, насколько сильно придется разогревать инструмент для плавления используемого металла.
В таблице ниже можно ознакомиться с оптимальной температурой паяльника для пайки оловом и другими материалами.
| Название металла | Плавление (градусы Цельсия) |
| Олово | 232 |
| Вольфрам | 3400 |
| Германий | 930 |
| Дуралюмин | 650 |
| Железо | 1540 |
| Золото | 1065 |
| Иридий | 2400 |
| Калий | 65 |
| Константин | 1260 |
| Кремний | 1415 |
| Латунь | 1000 |
| Легкоплавкий сплав | 60 |
Дополнительная информация! Многих интересует, сколько греется паяльник до нужной температуры.
На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.
 На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.
На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.Способы получения нужной температуры
Регулятор мощности позволяет настраивать температуруОчевидно, что при использовании устройств мощностью 100 Ватт температура жала будет иметь ограничения. Дело в том, что нельзя будет увеличить максимальное значение нагрева. При этом понизить ее тоже не удастся. Один из возможных способов снижения температурных параметров — использование устройств мощностью 30-40 Вт. Однако таким способом мало кто пользуется, так как не хочется покупать несколько моделей паяльников разной мощности.
Чтобы быстро получить нужную температуру, используя одно устройство, можно воспользоваться специальными регуляторами. Это очень удобные приспособления, с помощью которых можно ограничить мощность паяльных станций. В результате этого их паяльная труба будет в разы меньше греться.
Стоит отметить, что многие современные модели паяльных станций уже оснащены такими регуляторами. Однако если используется бюджетный паяльник без встроенного модуля для настройки мощности, его придется приобрести отдельно.
Для чего необходимо знать температуры паяльника
Многие паяльные станции оснащаются регуляторами мощностиНекоторые люди считают, что не обязательно знать, насколько сильно разогрето паяльное жало. Однако на самом деле каждый человек, который занимается пайкой, должен следить за этими показателями. Дело в том, что информация о нагреве жала упрощает использование паяльника. С ее помощью можно узнать, достаточно ли хорошо разогрет инструмент для работы с используемым припоем.
Также было бы неплохо проследить за тем, сколько нагревается паяльник до нужных температур. Это поможет понять, когда его следует отключить от розетки, чтобы он не перегревался.
Важно! При работе с разогретым паяльным жалом надо быть очень осторожным.
Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться.
Оборудование для измерения температуры
Использование датчиков — наиболее простой метод измерения температурыЧаще всего для определения температурных показателей используются специальные лабораторные трансформаторы. Они есть практически у каждого мастера, всерьез занимающегося ремонтом электроники. Однако есть и более простые способы определения нагрева инструмента.
Например, можно просто измерить, насколько сильно разогрелось жало специальными датчиками. Таких термометров достаточно много и приобрести их можно практически в любом магазине электроники.
Выбирая датчик для отслеживания нагрева паяльной станции, необходимо обращать внимание на его характеристики. Диапазон измерений должен быть от 0 до 700 градусов по Цельсию. Этого будет достаточно для любого паяльника, используемого в домашних условиях.
Дополнительная информация!
Вместе с датчиком можно приобрести еще специальный стабилизатор.
 При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась.
При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась.Люди, которые хотят заниматься пайкой, должны заранее разобраться с особенностями нагрева паяльников. Надо определить оптимальные температуры для разных типов припоя и разобраться со способами определения таких показателей.
Температура – нагрев – паяльник
Температура – нагрев – паяльник
Cтраница 1
Температура нагрева паяльника
Температура нагрева паяльников лежит в пределах 250 – 600 С. Нагрев выше 000 С не рекомендуется, так как при высоких температурах медь разрушается от окисления и поглощения олова, находящегося на рабочей части паяльника.
[3]
Нагрев выше 000 С не рекомендуется, так как при высоких температурах медь разрушается от окисления и поглощения олова, находящегося на рабочей части паяльника.
[3]
Температура нагрева паяльников лежит в пределах 250 – 600 С. Нагрев выше 600 С не рекомендуется, так как при высоких температурах медь разрушается от окисления и поглощения олова, находящегося на рабочей части паяльника. [4]
Температуру нагрева паяльника выбирают такой, при которой припой быстро плавится, но не стекает с рабочей части ( жала), а канифоль не сгорает мгновенно, а остается на жале в виде кипящих капелек. [6]
Для определения температуры нагрева паяльника в приборе устанавливают термопару и подключают ее к микроамперметру, по которому визуально наблюдают за степенью его нагрева. [7]
При пайке луженой поверхности температура нагрева паяльника не должна превышать 250 С, так как выше этой температуры возможно нарушение сплошности слоя полуды. При пайке легкоплавкими припоями применяют обычные для этого процесса флюсы.
[8]
При пайке легкоплавкими припоями применяют обычные для этого процесса флюсы.
[8]
Рабочие места монтажников ( рис. V.25) снабжены щитками для питания паяльников, ламп местного освещения, а также пробниками для определения температуры нагрева паяльника
Пайку производят мягкими припоями ПОС-90 или ПК. Температура нагрева паяльника должна быть на 60 – 70 выше температуры плавления припоя. В противном случае не удастся обеспечить хороший прогрев детали, к которой припаивается растяжка. Места спаев тщательно промывают спиртом-ректификатом или эфиром и смачивают флюсом. Припой при пайке должен доходить точно до конца паяльника. [11]
То же происходит при работе загрязненным припоем или флюсом. Чтобы предупредить такой брак, необходимо тщательно следить за чистотой и температурой нагрева паяльника и периодически очищать его от нагара флюса. На некоторых передовых предприятиях пользуются. Его применение надо внедрять в производство как можно шире, так как, помимо увеличения производительности и улучшения качества пайки, это дает большую экономию припоя и флюса.
[12]
На некоторых передовых предприятиях пользуются. Его применение надо внедрять в производство как можно шире, так как, помимо увеличения производительности и улучшения качества пайки, это дает большую экономию припоя и флюса.
[12]
В процессе монтажа для получения качественной пайки необходимо поддерживать на определенном уровне температуру паяльника. Так как напряжение в сети переменного тока в течение суток может иметь значительные колебания, желательно, чтобы вторичная обмотка понижающего трансформатора имела несколько отводов, допускающих регулировку температуры нагрева паяльника. В этом случае рядом со штепсельной розеткой устанавливается переключатель для переключения отводов понижающей обмотки трансформатора. Во время работы паяльник помещается с правой стороны стола на специальной подставке. Подставка для паяльника имеет коробочку, разделенную перегородкой на две части для хранения твердой каци-фоли и припоя. Нужно следить за тем, чтобы канифоль была всегда чистой, а для этого необходимо периодически очищать коробочку от загрязненной канифоли. [13]
[13]
Прибор смонтирован на шасси, закрытом кожухом. На лицевой панели размещены измерительный прибор, гнезда включения пробника, электропаяльника и обжигающего приспособления. Применение в схеме прибора термопары позволяет регулировать температуру нагрева паяльника, не допуская его перегрева. Питание прибора осуществляется от сети переменного тока. На боковой стенке корпуса прибора закреплен рычажный механизм, предназначенный для укладки электроножа для снятия изоляции методом обжига. [15]
Страницы: 1 2
Паяльник или паяльная станция – сложности выбора
Автор: Московкина Елизавета, info@protehnology.ru
При сборке, тестировании ремонте радиоэлектронного оборудования не обойтись без паяльных работ. На данный момент пайка – это самый распространенный способ соединения электронных компонентов с печатной платой. Для пайки металлические выводы компонентов и металлические проводники печатных плат приводятся в соприкосновение друг с другом, нагреваются паяльником и заливаются припоем. Для растекания расплавленного припоя применяются флюсы – чаще всего канифоль или вещества на ее основе. Эти вещества способствуют повышению текучести расплавленного припоя.
На данный момент пайка – это самый распространенный способ соединения электронных компонентов с печатной платой. Для пайки металлические выводы компонентов и металлические проводники печатных плат приводятся в соприкосновение друг с другом, нагреваются паяльником и заливаются припоем. Для растекания расплавленного припоя применяются флюсы – чаще всего канифоль или вещества на ее основе. Эти вещества способствуют повышению текучести расплавленного припоя.
Самым простым инструментом пайки до сих пор остается электрический паяльник. Устройство обычного паяльника очень просто – жало с нагревателем внутри или снаружи, ручка и провод от нагревателя, проходящий через ручку и оканчивающийся вилкой. Паяльники отличаются несколькими характеристиками:
– Размером жала;
– Мощностью, потребляемой от электрической сети;
– Типом жала (прямое, изогнутое, круглое, овальное и т.д.) и его размером;
– Напряжением питания;
– Дополнительными приспособлениями, например, наличием оловоотсоса и термопинцета.
|
Мощность паяльника имеет одно из решающих значений при пайке, поскольку она задает температуру припоя. Если она недостаточна, то припой плохо плавится, и пайка получается рыхлой и некачественной. Оптимальной температурой при пайке свинец-содержащими припоями считается температура 180 – 230°C. Температура плавления большинства бессвинцовых припоев лежит в интервале 200 – 250°C. Самой важной, пожалуй, характеристикой паяльной станции или паяльника является температура. Простейшие модели не обеспечивают стабильный температурный режим. При этом при недостаточном нагреве места пайки можно получить такой частый дефект как «холодная пайка» (рис. 1), при котором металл не растекается полностью вокруг вывода радиоэлемента, что приводит к ненадежному соединению припаиваемых элементов. Для исключения такого дефекта следует использовать паяльные станции с рабочей температурой, достаточной для пропаивания конкретных видов материалов. Для изоляции жала от нагревателя используются прокладки из слюды или керамическая трубка. Паяльники с керамической изоляцией лучше, поскольку предотвращают контакт спирали нагревателя с жалом. Такой контакт очень опасен, поскольку ведет к появлению на жале напряжения сети. Для выполнения достаточно удобной и качественной пайки зачастую одного паяльника оказывается недостаточно. В частности недостатком обычного паяльника является слишком большое (до 5-10 минут) время нагрева до температуры, достаточной для надежного расплавления припоя и осуществления пайки. Кроме того, температура жала снижается при попытке прогреть паяльником место пайки. |
Рис. 1 . Холодная пайка. |

Более распространены специальные паяльные станции, состоящие из паяльника, подставки под него и блока питания паяльника с устройством стабилизации температуры. Таких станций выпускается достаточно много в разных ценовых диапазонах.
Плюсы паяльных станций по сравнению с обычными паяльниками:
– Лучшая стабильность температуры жала паяльника;
– Более быстрый нагрев до заданной температуры;
– Улучшение динамики пайки;
– Предотвращение остывания жала паяльника в момент контакта с объектами пайки;
– Применение мер против статического электричества;
– Применение множества насадок для операций демонтажа деталей и интегральных микросхем с многими выводами.
Рассмотрим виды паяльных станций по принципу взаимодействия:
– Контактные:
- Для свинцовой пайки;
- Для бессвинцовой пайки;
– Бесконтактные:
- Термовоздушные;
- инфракрасные.
Контактные паяльные станции являются простейшими и распространенными. В принципе, обыкновенный паяльник можно переделать в такую станцию, оснастив его термопарой возле жала паяльника, регулятором температуры с обратной связью для поддержания постоянного условия пайки с помощью регулятора мощности, механизмом простой смены жала паяльника и удобной подставкой. Наличие регулировки температуры при контактной пайке исключает перегрев полупроводниковых компонентов и последующий выход их из строя, что является неоспоримым плюсом паяльных станций в целом. Большая часть обыкновенных паяльников разогревают жало до температуры 400°С. Наличие регулятора напряжения в контактной (и не только) паяльной станции обеспечивает плавную регулировку рабочих температур. 250 – 350°С – это вполне комфортный и оптимальный режим для процесса пайки.
Наличие регулировки температуры при контактной пайке исключает перегрев полупроводниковых компонентов и последующий выход их из строя, что является неоспоримым плюсом паяльных станций в целом. Большая часть обыкновенных паяльников разогревают жало до температуры 400°С. Наличие регулятора напряжения в контактной (и не только) паяльной станции обеспечивает плавную регулировку рабочих температур. 250 – 350°С – это вполне комфортный и оптимальный режим для процесса пайки.
По применяемой технологии контактные паяльные станции можно разделить на станции для свинцовой и бессвинцовой пайки.
Станции для свинцовой пайки отличаются от бытового паяльника тем, что имеют модуль регулировки температуры нагрева жала.
Для бессвинцовой пайки применяются как классические, в которых нагревание наконечника происходит за счет электрического тока, так и более технологичные индукционные станции.
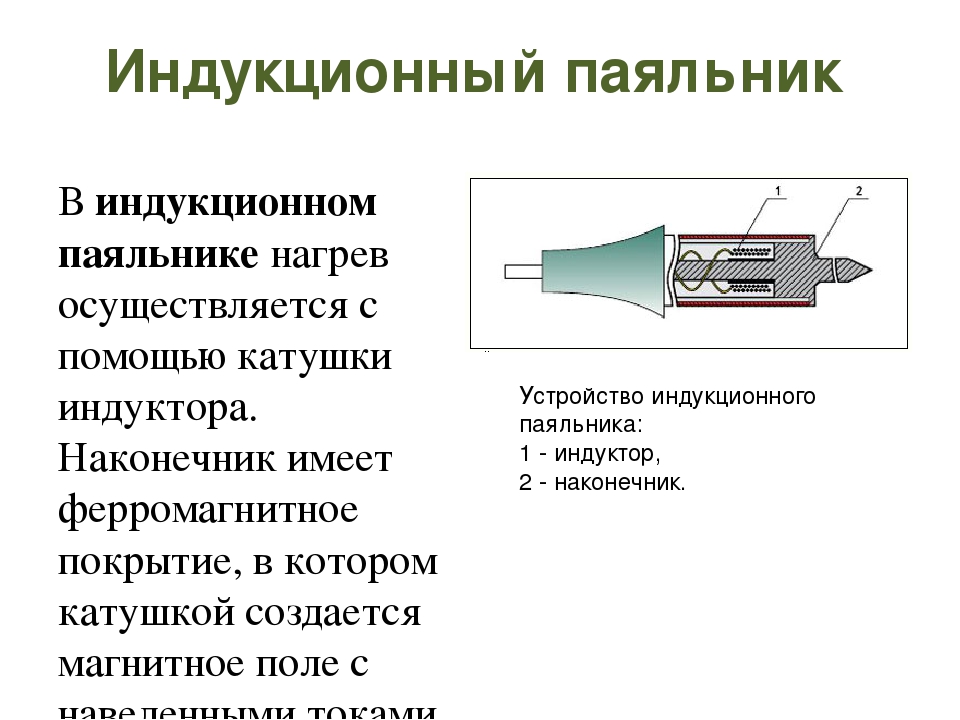
В основе принципа работы индукционных паяльных станций лежит свойство проводника (в роли которого выступает жало паяльника) быстро разогреваться в переменном магнитном поле.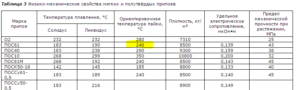 Жало, или наконечник выполняется из меди, причем в области хвостовика нанесено ферром
Жало, или наконечник выполняется из меди, причем в области хвостовика нанесено ферром
агнитное покрытие. Последнее играет роль намагничивающегося сердечника катушки, которая и является источником достаточно сильного переменного магнитного поля.
Рис. 2. Устройство индукционного паяльника
За счёт поверхностных токов происходит быстрый разогрев наконечника, однако при достижении точки Кюри ферромагнетик теряет свои магнитные свойства, что приводит к скачкообразному уменьшению нагрева, и температура жала стабилизируется. Если таким наконечником коснуться детали, магнитные свойства мгновенно восстанавливаются, и наконечник снова начинает нагреваться, стремясь удержать температуру в районе точки Кюри. При этом, чем больше энергии отнимается у жала, тем сильнее будет происходить нагрев. Следовательно, происходит автоматический подбор мощности для каждой спаиваемой точки, в зависимости от её теплоемкости и массивности (рис. 2).
2).
Так как контроль нагрева происходит по точке Кюри, то каждый используемый наконечник представляет собой саморегулирующийся нагреватель, способный к поддержанию определённой температуры в соответствии со свойствами использованных при его изготовлении металлов. Это означает, что никаких дополнительных калибровок или настоек не требуется, причём в течение всего срока эксплуатации.
Далеко не со всеми задачами можно справиться контактным методом пайки. Так сейчас распространенный SMT-монтаж подразумевает использование миниатюрных SMD-компонентов и безвыводных BGA-микросхем с расположением контактных площадок под подложкой или под корпусом. А справиться с такими элементами с помощью паяльника не только сложно, но и, в большинстве случаев, просто нереально. Для такого рода работ применяются бесконтактные паяльные станции, и среди них наибольшее распространение получили термовоздушные.
Принцип работы термовоздушных паяльных станций достаточно прост: компрессор или турбина создают воздушный поток, который, проходя через спираль нагревательного элемента, набирает соответствующую температуру. Струю воздуха на выходе фена подают в зону пайки. При этом возможна не только регулировка температуры воздуха на выходе сопла, но и настройка оптимальной скорости воздушного потока путем изменения работы вентилятора (компрессора). Термовоздушные бесконтактные паяльные станции используют при ремонте мобильных телефонов, планшетов, материнских плат. Профиль их работы достаточно широк, однако, качественный процесс замены BGA чипов, из-за маленькой площади охвата, без применения нижнего подогрева и инфракрасных нагревателей невозможен.
Струю воздуха на выходе фена подают в зону пайки. При этом возможна не только регулировка температуры воздуха на выходе сопла, но и настройка оптимальной скорости воздушного потока путем изменения работы вентилятора (компрессора). Термовоздушные бесконтактные паяльные станции используют при ремонте мобильных телефонов, планшетов, материнских плат. Профиль их работы достаточно широк, однако, качественный процесс замены BGA чипов, из-за маленькой площади охвата, без применения нижнего подогрева и инфракрасных нагревателей невозможен.
Существуют также паяльные станции комбинированного типа, которые сочетают в себе инструменты для пайки и ремонта. Примером может служить распространенная модель Lukey 702. Станция представляет собой недорогое сочетание паяльника и термофена.
Бесконтактные паяльные станции с применением инфракрасного нагревателя относят к разряду профессиональной сервисной техники. Как правило, это дорогостоящее оборудование, оснащенное нижним подогревом для уменьшения влияния деформационных термических процессов платы и верхнего инфракрасного нагревателя, способного передавать тепло на большую площадь. В свою очередь, инфракрасный спектр волны способен точечно фокусироваться на определенном чипе, тем самым не подвергая воздействию нагрева окружающие объекты. Длина волны воздействует на кристаллическую решетку припоя, при этом, не разрушая полупроводник. Такие инфракрасные паяльные станции используют профессиональные ремонтные мастерские, поскольку они очень дороги, но качество пайки и очень широкие возможности позволяют производить высококвалифицированный ремонт современного оборудования.
В свою очередь, инфракрасный спектр волны способен точечно фокусироваться на определенном чипе, тем самым не подвергая воздействию нагрева окружающие объекты. Длина волны воздействует на кристаллическую решетку припоя, при этом, не разрушая полупроводник. Такие инфракрасные паяльные станции используют профессиональные ремонтные мастерские, поскольку они очень дороги, но качество пайки и очень широкие возможности позволяют производить высококвалифицированный ремонт современного оборудования.
Уже зарекомендовавший себя на рынке расходных паяльных материалов производитель Stannol (Германия) выпустил серию индукционных станций, удовлетворяющую всем категориям потребителей. Серия Industa состоит из этих трех паяльных станций:
• (55W – для универсального применения )
• INDUSTA HF5100 (100W – для профессионального использования )
• INDUSTA HF5150 (150W – для профессионального использования )
Аналоговая паяльная станция Industa 550 характеризуется простотой в эксплуатации. Эргономичный дизайн, алюминиевый корпус (рис. 3).
Эргономичный дизайн, алюминиевый корпус (рис. 3).
Температура легко устанавливается с помощью потенциометра.
Встроенный датчик температуры и керамический нагревательный элемент обеспечивают стабильную температуру, быстрое восстановление тепла и предотвращают перегрев деталей, подлежащих пайке. Показатели температуры отображаются на большом светодиодном дисплее. Тороидальный трансформатор обеспечивает питание 55Вт, что позволяет использовать бессвинцовый припой. Возможна пайка чувствительных электронных компонентов.
|
Рис. 3. Аналоговая паяльная станция Stannol Industa 550 |
Рис. 4. Stannol Industa HF 5100/5150Индукционные паяльные станции |
Industa HF-5100 / HF-5150 – паяльные станции для профессионального использования (Рис. 4). Эти станции оснащены дополнительными функциями, необходимыми в профессиональной среде, например в производстве электроники. К ним относятся автоматические функции режима ожидания/ выключения, защита паролем от несанкционированных изменений настроек и возможностью калибровки инструментов. Также доступно выравнивание потенциалов для защиты чувствительных компонентов.
К ним относятся автоматические функции режима ожидания/ выключения, защита паролем от несанкционированных изменений настроек и возможностью калибровки инструментов. Также доступно выравнивание потенциалов для защиты чувствительных компонентов.
Мощность 100Вт и 150Вт обеспечивают достаточный запас мощности для быстрой и надежной работы с бессвинцовыми припоями. Высокочастотный контроль с датчиком температуры вблизи наконечника позволяет чрезвычайно быстро переходить в режим холостого хода или повторного нагрева.
При частой необходимости проведения паяльных работ необходимо приобретать либо набор паяльников различной мощности, либо – современную паяльную станцию, имеющую регуляторы температур, автоподдержание заданной температуры и удобную подставку под паяльник.. Качественная паяльная станция в силу понятных причин потребует определенного материального вложения, но покупка набора различных паяльников, влекущая за собой приобретение насадок, отдельных видов припоя, требующая умения обращаться с оборудованием разного уровня, вряд ли будет выгодным занятием.
Какая температура у жала паяльника
Зачем знать температуру паяльника
Не существует какой-то универсальной температуры паяльника и пайки, подходящей абсолютно для всех случаев. Многие зависит от припоя, от того, с какими именно материалами работает мастер, а также от целей, которые он преследует.
И в целом подбор оптимальной температуры – не такое уж простое дело. Обычно жало паяльника разогревают до тех пор, пока оно не начнет расплавлять припой. Но в некоторых случаях требуется более тонкая настройка.
Несколько правил пайки
Есть одно незыблемое правило: температура паяльника должна быть выше температуры расплавления припоя.Причём припойный материал должен быть расплавлен полностью ещё до того, как он заполнит пустые пространства и равномерно распределится по поверхности.
Если жало паяльника окажется чересчур перегрето, припой окислится и паяльный шов получится не слишком качественным. Кстати, окислы могут появиться и на самом паяльнике, и для того, чтобы избавиться них, специалисты советуют приобрести так называемый активатор жала — действительно очень полезная вещь.
А если жало паяльника будет не просто перегрето, а перегорит, то припойный материал вообще перестанет на нём держаться. «Холодная» пайка (то есть когда температура жала паяльника меньше оптимальной) тоже не даст ожидаемого результата.
Если припойный материал не плавится до текучего состояния, место спайки становится матовым и шероховатым, а соединение не слишком прочным.
И ещё одно важное правило, подходящее для любой пайки: температура самих спаиваемых элементов непременно должна быть одинаковой.
Разновидности припоев
Всё разнообразие припоев делят на две категории:
К категории мягких относятся припои, которые имеют температуру плавления до 400 ℃ и сравнительно низкую механическую прочность (сопротивляемость разрывам до семи килограмм на квадратный миллиметр). Их можно плавить паяльником.В маркировке такого припоя всегда присутствует аббревиатура ПОС и цифры, указывающие на конкретное процентное содержание олова. Для примера стоит привести очень распространённый припойный материал ПОС-61, рабочая температура которого равна от 190 до 260° по Цельсию.
ПОС-61 и другие мягкие оловянно-свинцовые припои, в частности, используют в радиомонтаже. Вообще при работе с печатными платами надо действовать крайне аккуратно.
Резкого нагрева и повышения температуры лучше избегать, а продолжительность воздействия паяльником не должна превышать больше двух секунд. Особенно это касается таких объектов, как интегральные микросхемы и полевые транзисторы.
Для получения специальных свойств в состав оловянно-свинцовых припоев могут вводить висмут, кадмий, сурьму и иные металлы. Выпускают легкоплавкие припои в виде литых прутков, паст, проволок, порошков, лент, а также трубочек диаметром от 1 до 5 миллиметров с канифолью внутри.
Среди проверенных производителей таких припоев стоит выделить бренды Felder и AIM.
И ещё одно дополнение: специалисты рекомендуют для хранения припоев не использовать металлические коробки, крышечки, жестяные банки. Припои могут прилипнуть к металлу – в результате на стенках появляется канифольная каша, работать с которой будет не слишком комфортно.
Твёрдые припои характеризуются тем, что создают высокопрочные швы. В радиомонтажных работах они применяются гораздо реже, чем легкоплавкие. Причём можно выделить две подгруппы твёрдых припоев — медно-цинковые и серебряные.
Первые используются для пайки бронзы, стали, латуни и иных металлов, обладающих большой температурой плавления. Интересно, что их цвет зависит от процента содержания цинка. А температура плавления, допустим, припоя ПМЦ-42 равна 830 ℃.
Серебряные припои имеют, пожалуй, ещё большую прочность. Их применяют, в основном, для пайки медно-латунных и серебряных изделий. Температура плавки таких припоев находится в диапазоне от 720 до 830 ℃. При работе с такими материалами применяют горелку.
Расплавление различных материалов
У мастера вполне может возникнуть необходимость пайки меди – речь, к примеру, может идти о трубах отопления или иных изделиях из данного цветного металла.
Работать паяльником с медью и её различными сплавами можно, применяя разные припои, как мягкие, так и твёрдые. При этом температура пайки медных элементов мягкими припоями составляет 250-300 ℃, а твёрдыми – 700-900 ℃.
А какова должна быть температура жала паяльника, если надо паять, допустим, полипропиленовые изделия? В данном случае оптимальной будет температура в +260 ℃, а условный допустимый диапазон – от +255 до +280 ℃.
Но стоит отметить, что если перегреть паяльник выше 271 ℃ и уменьшить время нагрева инструмента, то поверхность зоны пайки прогреется значительно больше внутренней части. Это означает, что в результате сварочная плёнка окажется очень тонкой.
Полезные устройства для измерения
Практика показывает, что если температура жала используемого паяльника подобрана верно, то, остыв, место пайки будет иметь характерный зеркальный блеск.
И наоборот, пористость и матовость зоны пайки свидетельствует о том, что процедура был проведена не очень качественно.Выяснить оптимальную температуру плавления вполне можно опытным путём. Для этого необходимы специальные регуляторы нагрева паяльника (лабораторные трансформаторы). Есть, впрочем, и более простой способ осуществлять регулирование температуры – изменять длину жала.
Но этот способ, пожалуй, актуален только для самодельных приборов для пайки. В любом случае мастер имеет возможность предварительно узнать, при какой температуре или при какой длине жала у припоя появляется зеркальный блеск.
Вооружившись этим знанием, можно приступать к настоящей ответственной работе.
При наличии финансовых возможностей стоит приобрести специальный термометр (датчик) для паяльника, осуществляющего замер и калибровку рабочей температуры инструмента.
Таких датчиков сейчас существует достаточно много. И любому желающему приобрести нужную модель онлайн или офлайн не составит труда. Они производят быстрое и точное измерение температуры жала паяльника с помощью термопары (термоэлектрического преобразователя).
При выборе такого термометра стоит обратить внимание и на такие характеристики, как разрешающая способность, диапазон измерения (например, он может быть от 0 до 700 ℃), точность, габариты, возможные источники питания.
Однако просто замерить температуру недостаточно. Важно, чтобы паяльник сохранял её неизменной при возможных скачках напряжения в сети – то есть нужен специальный стабилизатор.
Такое устройство можно изготовить самостоятельно – в свободном доступе есть довольно простые схемы. Кроме того, сейчас существуют паяльники и паяльные станции с уже встроенным стабилизатором.
А ещё многие профессиональные паяльные станции позволяют точно устанавливать температуру и нужный режим пайки простым нажатием кнопок или перещёлкиванием тумблера. Это значительно упрощает процесс работы и позволяет всегда быть уверенным в хорошем результате.
Рабочая температура жала паяльника
Основная задача паяльника во время спаивания различных контактов заключается в расплавлении припоя и нанесении его на нужное место. Естественно, что для этого требуется температура паяльника, которая была бы выше, чем температура плавления расходных материалов. С учетом того, что для разных металлов и их сплавов она может сильно отличаться, то выпускают инструменты с различной мощностью, которые способны работать в разных параметрах. Ведь слишком высокие показатели оказываются такими же вредными для качественного соединения, как и низкие. Только в первом случае все приведет к расплавлению припоя до такого состояния, когда им уже невозможно будет работать, а во втором – он не сможет нормально расплавиться для соединения.
Все эти причины приводят к тому, что температура жала паяльника должна быть оптимальной. Для каждого случая подбираются свои варианты, которые должны помочь добиться лучших результатов. Для определения того, какая температура жала паяльника при пайке должна быть, учитывается расходный материал, толщина проводов, материл контактов и другие параметры.
Температура жала относительно используемого припоя
Рабочая температура паяльника для каждого процесса подбирается отдельно. Во время пайки однотипных контактов с использованием одного и того же припоя допускается применение одинаковых параметров инструмента. В иных случаях даже приходится менять паяльник, чтобы подстроиться под нужные характеристики. Для работы с определенными припоями температура паяльника для пайки всегда должна быть немного выше, чем температура плавления припоя. Разница должна быть небольшой, всего в 5-10 градусов. С современной техникой таких показателей легко добиться, если есть регулятор мощности и точный датчик разогрева.
| Тип припоя | Температура жала паяльника, градусы Цельсия |
| Сплав Вуда | 75 |
| Сплав Розе | 95 |
| ПСРЗИ | 146 |
| ПОЗИ 30 | 175 |
| ПСР | 240 |
| ПСР 1,5 | 285 |
| ПСР 2 | 248 |
| ПОС 50 | 250 |
| ПОС 61 | 197 |
| ПОС 10 | 305 |
| ПОС 40 | 243 |
| ПОС 61 | 195 |
| О2 | 237 |
| ПОССУ 95-5 | 245 |
Температура плавления различных металлов
Далеко не всегда приходится выполнять стандартную пайку с готовыми марками припоев. Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа.
Если дело касается выпаивания контактов или разъединения определенных частей, то эта информация становится более важной, чем технические данные припоя. Температура нагрева паяльника должна достигать таких значений, чтобы можно было расплавить контакт. Это значит, что она должна быть равной величине, при которой происходит плавление, или же превышать его. С учетом ограничения мощности паяльников это далеко не всегда осуществимо. Некоторые виды металла невозможно расплавить паяльником. Стоит сравнивать технические характеристики инструмента с параметрами конкретного металла или сплава.
| Металлы и сплавы | Температура плавления материала, градусы Цельсия |
| Алюминий | 660,4 |
| Вольфрам | 3420 |
| Германий | 937 |
| Дуралюмин | 650 |
| Железо | 1539 |
| Золото | 1063 |
| Иридий | 2447 |
| Калий | 63,6 |
| Константин | 1260 |
| Кремний | 1415 |
| Латунь | 1000 |
| Легкоплавкий сплав | 60,5 |
| Магний | 650 |
| Медь | 1084,5 |
| Натрий | 97,8 |
| Нейзильбер | 1100 |
| Никель | 1455 |
| Нихром | 1400 |
| Олово | 231,9 |
| Осмий | 3054 |
| Ртуть | 38,9 |
| Свинец | 327,4 |
| Серебро | 961,9 |
| Сталь | 1400 |
| Фехраль | 1460 |
| Цезий | 28,4 |
| Цинк | 419,5 |
| Чугун | 1200 |
Способы получения нужной температуры
Температура жала паяльника 100 Ватт имеет определенные ограничения. С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений.
Паяльник на 100 Ватт
Установка регулятора мощности помогает решить проблему с понижением температуры практически с любой моделью. Регулятор можно установить практически на любую модель. Он будет работать с относительными значениями в своем диапазоне. К примеру, если диапазон регулировки значений лежит в пределах от 0 до 100%, то температура жала паяльника 40 Ватт на половине оборота ручки регулятора будет соответствовать температуре нагрева паяльника на 20 Ватт. При 25% это значение будет равняться 10 Ватт и так далее. Регулятор может иметь ограничение по снижению, к примеру, до 50%. Ниже он не сможет опуститься.
Покупка модели с регулируемым значением температуры. Автоматически встроенный регулятор, оптимизированный под конкретную модель и находящийся непосредственно в корпусе устройства становится отличным современным решением. Благодаря ему, температура паяльника для пайки микросхем будет регулироваться с точностью вплоть до 1 градуса Цельсия. Стоимость таких паяльников выше, чем у стандартных моделей, применять регулятор к другим инструментам не получится, но удобство играет свою роль и для профессионального применения они становятся лучшим выбором.
Не совсем удобным способом регулировки является разогрев жала с последующим остыванием. Для начала инструмент доходит до своего максимума, а затем нужно подождать пока он не остынет до нужного значения. Остывание происходит медленно, так что подобрать нужною величину вполне реальною главное использовать для этого измерительные приборы, которые покажут точные параметры.
Оборудование для измерения температуры
Температура нагрева жала паяльника определяется при помощи специальных измерителей, или как их еще называют, термометров для паяльника. В основу данных устройств входит термопара, которая показывает точное значение с погрешностью до нескольких градусов. На рынке встречается множество моделей, которые могут показывать температуру в градусах Цельсия или Фаренгейта. Практически все модели сейчас имеют цифровую шкалу для отображения данных. Термопара со временем портится и ее требуется заменять, но это позволяет работать с любыми типами паяльников.
Измеритель температуры жала паяльника
Помимо отдельных измерителей еще имеются встроенные варианты. Они идут сразу выпонтированные в паяльник, что очень удобно для работы с одним инструментом. Это заметно влияет на стоимость изделия, но здесь не возникает проблем с частой заменой термопары.
Еще одним способом определения является использование мультиметра. Это очень рас пространная методика, так как у специалистов по пайке всегда имеются такие приборы. Точность определения значений зависит от конкретной модели.
Заключение
Для домашней пайки зачастую подбираются условные примерные значения разогрева жала. Этого вполне достаточно для тех случаев, когда нет большой ответственности соединений. Если речь идет о профессиональной пайке и о работе с микросхемами, то здесь уже нужно соблюдать точность. Если для популярных видов материалов значения известны и температуру жала паяльника для ПОС 61 можно посмотреть по соответствующей таблице, то для нестандартных решений нужно подбирать значения самостоятельно.
Большая Энциклопедия Нефти и Газа
Температура – жало – паяльник
Температура жала паяльника должна быть не более 533 К. [1]
Температура жала паяльника должна быть не более 270 С, время касания вывода не более 3 с, интервал между пайками соседних выводов не менее 10с, расстояние от корпуса до места лайки 2 мм. [2]
При распайке выводов МС температура жала паяльника должна быть не более 280 С ( для корпуса типа 4 – не более 265 С), время касания паяльника к каж дому выводу не более 3 с, расстояние от места пайки до корпуса МС по длине вы вода не менее 1 мм, интервал между пайками не менее Ш с. Требуемые температурные условия пайки можно обеспечить, применяя паяльник мощностью 50 – 60 Вт. Так как МС чувствительны к воздействию статического электричества, жало паяльника должно быть заземлено. Рекомендуется пользоваться низковольтным паяльником, включенным в электросеть через понижающий трансформатор с электростатическим экраном между его первичной и вторичной обмотками. [3]
При пайке выводов микросхем в аппаратуру одножальным паяльником: температура жала паяльника не более 280 С и на менее 230 С; время касания каждого вывода не более 4 с; расстояние от корпуса до места пакки ( по – длине вывода) не менее 2 5 мм; интервал между пайками соседних выводов не менее 10с; жало паяльника должно быть заземлено. [4]
Необходимо поддерживать и периодически контролировать ( через 152 ч) температуру жала паяльника с погрешностью не хуже 5 С. Кроме того, должен быть обеспечен контроль времени контактирования выводов микросхем с жалом паяльника, а также контроль расстояния от тела корпуса до границы припоя по длине выводов. [5]
Таким образом, при выборе типа паяльника учитывается два фактора: температура жала паяльника и разница между этой температурой и температурой припоя, а также необходимая продолжительность пайки одной точки. Эта закономерность сохраняется и для монтажа полупроводниковых элементов с той лишь существенной разницей, что уровень температуры плавления припоя и жала должен быть меньшим, а время пайки – более коротким. Для пайки микроминиатюрных транзисторов может быть использован паяльник в виде пинцета с двумя нагревательными элементами. [6]
Пайку микросхем на печатную плату групповым способом производить по следующему режиму: температура жала группового паяльника не более 265 С; время воздействия этой температуры ( одновременно на все выводы) не более 3 с; расстояние от корпуса до места пайки ( по длине вывода) не менее 1 мм; интервал между двумя повторными пайками выводов не менее 5 мин. [7]
С; поддержание и периодический контроль ( через 1 – 2 ч) температуры жала паяльника с погрешностью не хуже 75 С при индивидуальной пайке. [8]
Пайка выводов допускается на расстоянии не менее 3 мм от корпуса матрицы при температуре жала паяльника не выше 523 К в течение времени не более 5 с. Изгиб выводов допускается на расстоянии не менее 3 мм от корпуса матрицы с радиусом закругления не менее 1 5 мм. Допускается любая комбинация и последовательность включения транзисторных структур в матрице при условии, что РК. [9]
Пайка выводов допускается на расстоянии не менее 3 мм от корпуса матрицы при температуре жала паяльника не выше 523 К в течение времени не более 5 с. Изгиб выводов допускается на расстоянии не менее 3 мм от корпуса матрицы с радиусом закругления не менее 1 5 мм. Допускается любая комбинация и последовательность включения транзисторных структур в матрице при условии, что PR. [10]
Пайка выводов допускается на расстоянии не менее 3 мм от корпуса матрицы при температуре жала паяльника ке выше 523 К d течение времени не более 5 с. Изгиб выводов допускается на расстоянии не менее 3 мм от корпуса матрицы с радиусом закругления не менее 1 5 мм. Допускается любая комбинация и последовательность включения транзисторных структур в матрице при условии, что Рк макс одной транзисторной структуры не превышает 0 5 Вт, а мощность, рассеиваемая всей матрицей, 0 8 В при Гп 228 – – 323 К. [11]
Пайку следует производить на расстоянии не менее 5 мм от корпуса стабилитрона не более 3 с при температуре жала паяльника не более 280 С. [12]
Пайку следует проводить на расстоянии не менее 5 мм от корпуса в течение не более 3 с при температуре жала паяльника не более 280 С. [13]
Пайка анодного вывода допускается не ближе 5 мм от корпуса; время пайки не более 3 с при температуре жала паяльника не свыше 280 С. [14]
Пайка анодного вывода допускается не ближе 5 мм от корпуса, время пайки не более 3 с при температуре жала паяльника не свыше 280 С. [15]
Типы жал для паяльников
В этой статье мы разберемся, какие типы жал бывают у паяльника.
Виды жал для паяльников
Жало для паяльника бывает в основном двух видов: это медные жала, которыми паяют еще ветераны электроники
и съемные жала с никелевым покрытием, которыми паяет молодежь и все те, кто понял преимущество таких жал
Для жал с никелевым покрытием требуется свой паяльник, с регулировкой температуры и с возможностью разборки паяльника. В основном такие паяльники устанавливаются на паяльную станцию, например, Lukey 702.
Виды никелевых жал
У меня в комплектации вот такие жала с никелевым покрытием:
- Жало-игла. Честно говоря, полная лажа. Как только притрагиваешься к припою, жало резко остывает и потом уже перестает греть припой. Поэтому, такое жало подойдет только для очень мелких ювелирных работ.
- Жало-лопатка. Используется для отпаивания и припаивания крупногабаритных радиоэлементов. Физический смысл заключается в том, что быстро прогревает всю деталь не остывая, потому как обладает большим объемом по сравнению с другими жалами.
- Жало-капля. Очень удобен для переноса капельки припоя на своем кончике, что в свою очередь повышает качество пайки и запаиваемых радиокомпонентов.
- Изогнутое жало. Очень удобен при демонтаже радиокомпонентов в паре с медной оплеткой для снятия лишнего припоя с платы. Удобен также и для пайки.
- Обычное жало. Очень универсальное жало. Сочетает в себе все жала, поэтому считается самым ходовым 🙂
Как поменять жало?
Белая палочка, торчащая из ручки паяльника – это нагревательный элемент. Именно он греет жало паяльника.
После разборки паяльника убираем жало и ставим другое. Собираем в обратной последовательности.
Как правильно выставить температуру паяльника
Для того, чтобы правильно выставить температуру паяльника, берем припой и касаемся им жалом паяльника. Повышаем температуру на паяльной станции и смотрим, когда припой начнет плавиться и будет держаться на кончике паяльника. Ловим этот момент и прекращаем повышение температуры паяльной станции.
Не путайте плавление припоя с его размягчением. Когда припой становится как каша, это значит, что температура паяльника еще маловата. Надо еще чуток добавить. На разных паяльных станция индикация температуры разная. Я, например, выставляю на своей станции температуру порядка 360-370 градусов. Некоторые электронщики выставляют температуру 330-340, а кто-то даже 300. Это говорит о том, что датчик температуры паяльника у каждой паяльной станции разный. Больше всего врут по температуре китайские дешевые паяльные станции, типа Lukey. Но, немного отходя от темы, скажу что эти паяльные станции очень хорошо себя зарекомендовали, особенно Lukey 702.
Заключение
В заключении скажу еще пару слов о жалах паяльника с никелевым покрытием. За ними, как и за всей аппаратурой, требуется уход. Ни в коем случае не чистите наждаком или напильником такие жала! Это приведет к тому, что вы сдерете рабочий слой, жало будет у вас выгорать и припой не будет к нему липнуть. Я раньше про это не знал и загубил одно жало 🙁 . Не допускайте перекала жала при пайке. Поглядывайте на его цвет. Рабочая область жала должна блестеть оловянно-свинцовым цветом. Если увидите фиолетово-синий цвет, снизьте температуру на паяльной станции. Желательно по окончанию пайки оставить жирную каплю припоя на таком жале и уже после этого выключать паяльник.
Никогда не подносите раскалённое жало к кабелю питания , иначе можете получить удар электрическим током . Следите , чтобы шнур питания всегда был в исправном состоянии и никогда не оставляйте раскалённый инструмент без присмотра лежащим не на подставке , а на столе . Паяйте с умом !
Где купить жало для паяльника
Дешевле всего приобрести эти жала можно на Алиэкспрессе по этой ссылке:
А есть также и медные. Они лучше с точки зрения пайки, так как теплопроводность меди очень высокая. Единственный минус – такие жала обгорают и в конце концов теряют свою первоначальную форму
Глянуть медные жала можете по этой ссылке.
Очень информативно про жала для паяльника описано в этой статье.
Как правильно паять паяльником
Для граммотного ремонта электрооборудования обязательно нужен паяльник или паяльная станция. Пайка является обычным делом, её используют не только специалисты, но и не малое колличество домашних мастеров любителей. Без качественной пайки, любое электрическое соединение — от контакта на люстре до кухонного радиоприёмника — с большой вероятностью, рано или поздно будет нарушено.
Во время пайки идёт взаимное растворение припоя, – олова и цинка — и части металла, на который его наносят. После остывания, должно получиться достаточно прочное соединение, имеющее хорошую электропроводимость.
Мощность
Для монтажа небольших элементов и ремонта печатных плат, при чувствительности материала к статическому напряжению, применяют паяльники с мощностями 24-40 Ватт. В случае пайки шин питания, широких проводников и других массивных элементов — обычно 40-80 Ватт. Паяльники с мощностью 100 Ватт и более, чаще всего применяются при пайке крупных стальных конструкций, включающих цветные металлы с высокой теплопроводностью.
Важно помнить и о напряжении питания. В России стандарт – 220 В, 50 Гц; правда, для пайки, к примеру, в автомобиле или в прочих местах, где не просто найти розетку, можно воспользоваться паяльниками с напряжениями 12/18/24В.
Температура
Рабочая температура паяльника является очень важной характеристикой. Самые простые образцы не имеют какого-то определённого температурного режима. Если температуры нагрева недостаточно, то припой не расплавляется до текучести и не заполняет все зазоры. В таком случае может наблюдатся эффект, известный как “холодная пайка”. Место соединения становится матовым, шероховатым, а само соединение будет непрочным.
В случае сильного нагрева жала, ускоряется его износ, припой перегревается, из-за чего жало покрывается окалиной, а флюс быстро выгорает. Нередко, из-за слишком сильного выпаривания припоя, жало паяльника перегревается, от чего перегреваются микросхемы и полевые элементы, дорожки печатных плат начинают отслаиваться.
Паяльная станция
Если вам приходится очень часто паять, то стоит приобрести набор паяльников разных мощностей, а если ваш доход позволяет, то лучше всего купить паяльную станцию. Даже у самых бюджетных экземпляров есть регулятор температуры. На ней можно выставить температуру в широком диапазоне и станция будет автоматически её поддерживать. Также есть много полезных функции, например удобная подставка, ванна для очистной губки, антистатическая защита. Хорошая паяльная станция стоит дорого, и набор разных паяльников может вылезти в приличную сумму, что лучше выбрать, решать вам.
Флюсы и припои
Флюс – нужен для удаления и растворения оксидов, а также для защиты шва пайки от окисления. В качестве флюсов чаще всего применяют еловую или сосновую канифоль. Также используют спиртовые растворы канифоли; они наносятся кисточкой на место пайки. Этот раствор просто сделать самому. Спирт можно заменить другим растворителем, подойдет ацетон или бензин. Основной недостаток у канифоли – при очень больших температурах с металла уходит оксидная пленка, и сам металл удаляется.Припой — это сплав олова со свинцом, нужный для соединения данных деталей. Припои бывают легкоплавкие (мягкие припои) и тугоплавкие (твердые припои). Продаются в виде палочек, зерен, прутков, лент, полосок, проволоки и заполненных канифолью трубок, паст и порошков с жидким флюсом. Для домашнего ремонта, особенно компьютерной техники, необходимы легкоплавкие припои с достаточно низкими температурами плавления — до 300С, к примеру, ПОС-61. Аббревиатура ПОС-61 расшифровывается так: припой оловянно-свинцовый, 61- процентное содержание олова. Для придания особых свойств в оловянно-свинцовых припоях, к ним добавляют висмут (ПОСВ), кадмий (ПОСК), сурьму (ПОССу) и прочие металлы.
Самым лучшим является использование трубок с диаметрами 2-3 мм с канальцем канифоли внутри. В таком случае можно паять обычным способом, путём захватывания капли олова с трубки и переноса ее на место пайки, или прижима жала паяльника к месту пайки, подноса к нему кончика трубки. При этом трубка плавится, и расплав затекает в зазоры; из-за малого диаметра количество припоя в этом случае легко регулируется.
Советы: как правильно паять
Лучше выбрать паяльник с возможностью замены жала, которых сегодня широчайший выбор. Это иглы, лопатки, конусы.
Обязательно уделите очистке жала несколько минут перед каждым новым включением, в самых сложных случаях воспользуйтесь напильником. Для того чтобы удалить с жала остатки выгоревшего флюса, окисла и пыли, удобно использовать кусочек картона или дерева.
При использовании простого паяльника, чтобы защитить от статики, желательно соединить проводниками инструмент и корпус ремонтируемого устройства с антистатическим наручным браслетом.
Когда паяльник разогревается, “насухую” его не в коем случае не оставляйте. Обмакните жало паяльника в канифоли, сразу как оно разогреется до температур, способных ее расплавить. Хороший слой канифоли на жале защитит паяльник от окисления. Когда будет достигнута температура плавления, его нужно залудить.
Хранить припой не рекомендуется в металлических коробочках, крышках, консервных банках, т.к. он прилипает на их поверхности . Металл таких коробочек (особенно которые используются в качестве подставки для паяльника) сильно разогревается, дозирование становится затруднительным, получается оловянно-канифольная каша, с которой работать тяжело.
У спаиваемых поверхностей должна быть равная температура – это закон!
Очистите заранее, обезжирьте бензином или каким-нибудь другим растворителем и залудите площадки контакта перед пайкой. Характерная ошибка — часть компонентов сначала паяют, а после откусывают оставшуюся длину ножек, убирают ненужные капли припоя.
Также важно учесть, что у электронных компонентов есть предельные температуры, особенно аккуратно нужно действовать с интегральными микросхемами и полевыми транзисторами. При температурах 260-300С время пайки не более 5-10 секунд.
Варьируя длину жала – можно варьировать и температуру. Но гораздо удобнее делать это при помощи регулируемого трансформатора или ручного регулирующего устройства. К владельцам паяльных станций это не относится.
Температура жала паяльника, должна соответствовать применяемому припою и общему теплоотводу спаиваемых деталей. На первых порах затруднительно определить правильную темперетару, но со временем вы начнете определять её «на глаз». Красивая, аккуратная и долговечная спайка начнет получаться у вас с приобретением опыта.
Пять способов получения необходимой температуры паяльника
Пять способов получения необходимой температуры паяльника
Многие знают, что для получения качественной пайка при монтаже радиодеталей необходимо, чтобы температура жала паяльника соответствовала рабочей температуре припоя. У разных марок припоя она отличается. Если жало паяльника перегрето, припой будет окисляться и пайка получится недостаточно прочной. Кроме того, в этом случае жало паяльника быстро обгорает и припой вообще перестает на нем держаться. Качественная пайка имеет зеркальный блеск после остывания, и получить ее можно только при определенной температуре. Так, для наиболее распространенной марки припоя ПОС-61 температура пайки 190…260 °С. Рекомендуемая температура пайки микросхем 235±5 °С при продолжительности не более 2 с.
При покупке простейшего дешевого паяльника на сетевое напряжение 220 В, как правило, выясняется, что он перегревается и плохо паяет. Устранить эту проблему можно четырьмя путями.
Способ 1-й. Если паяльник имеет жало в виде стержня, который фиксируется на корпусе с помощью винта,
то, регулируя длину погружения стержня в нагреватель, можно легко плавно изменить температуру. Но такую конструкцию крепления жала имеют не все паяльники, и этот метод может оказаться неприемлемым.
Способ 2-й. Можно воспользоваться ЛАТРом или трансформатором с большим числом отводом. В этом случае температура регулируется изменением подаваемого на обмотку нагревателя напряжения.
Способ 3-й. Последовательно с нагревателем паяльника включается добавочный резистор (реостат). При этом мощность резистора должна быть такой же, как и у паяльника, а номинал сопротивления подбираем для получения нужной температуры. Такой добавочный резистор имеет большие габариты и греется, что неудобно.
Способ 4-й. Электронный регулятор
позволяет плавно менять (переменным резистором R2) температуру нагревателя в широких пределах. Устройство имеет бестрансформаторное питание и малые габариты, что позволяет разместить его в подставке под паяльник. Схема не критична к типам деталей, и ее настройка заключается в подборе номинала резистора R4 (при нулевом значении R2) для получения максимального напряжения на нагревателе. Подключаемый паяльник может иметь мощность от 15 до 300 Вт, а при замене диодов VD1 …VD4 на больший ток — до 1000 Вт.
В случае, если паяльник рассчитан на более низкое номинальное напряжение питания (48 или 36 В), потребуется снижающий напряжение трансформатор, а на схему электронного регулятора может подаваться пониженное напряжение. В этом случае для сохранения ее работоспособности потребуется пропорционально входному напряжению уменьшить номинал резистора R1.
Способ 5-й. Позволяет автоматически поддерживать заданную температуру паяльника с точностью 1°С и используется для монтажа радиоэлементов микроэлектроники, очень критичных к перегреву. В этом случае потребуется приобрести паяльник с уже установленной внутри термопарой.
Схема термостабилизатора (рисунок ниже) выполнена на одной сдвоенной микросхеме DA1 (140УД20А) и симметричном тиристоре (симисторе) VS1. На элементе DA1.1 собран дифференциальный усилитель сигнала с термопары, а на DA1.2 — интегратор, который управляет работой генератора импульсов на одно переходном транзисторе VT1. Импульсы через разделительный трансформатор Т1 поступают на управление коммутатором VS1.
Использование в схеме интегратора, вместо обычно часто применяемого компаратора, позволяет обеспечить мягкую характеристику изменения мощности в нагревателе при выходе на режим термостабилизации. Это осуществляется за счет изменения времени заряда конденсатора С10, от которого зависит частота генератора, а значит, и начальный угол открывания симистора. Пока напряжение с выхода DA1/12 не превысит пороговое значение (на DA1/6), установленное резисторами, связанными с переключателем SA2, на выходе микросхемы DA1/10 будет напряжение +12 В, что обеспечит работу генератора (VT1) на максимальной частоте — симистор будет полностью открыт.
Для питания устройства потребуется трансформатор с двумя дополнительными обмотками по 18 В или одна, но с отводом в середине. Мощность трансформатора должна соответствовать мощности паяльника (электрическая схема блока управления потребляет ток не более 15 мА).
Импульсный трансформатор Т2 имеет такие же параметры, как и в схеме здесь. Остальные детали могут применяться любого типа. Микросхему DA1 можно заменить двумя из серии 140УД7, но при этом может снизиться точность поддержания температуры.
При настройке термостабилизатора для полного открывания симистора может потребоваться поменять местами выводы на одной из обмоток импульсного трансформатора Т2 (важна фазировка управляющего импульса). Подстроечными резисторами, отмеченными “*”, устанавливается необходимая температура при соответствующем положении переключателя SA1. Более точно нужную температуру можно установить при помощи резистора R15.
И еще один способ, который может являться дополнением или разновидностью третьего. Вместо добавочного гасящего резистора можно использовать не полярный конденсатор из серии МБМ. Он обладает емкостным сопротивлением на частоте 50 Гц: Хс=1/314С. Чем больше номинал емкости, тем меньше ее сопротивление.
Пайка металлов » Температура паяльника
Паяльник не имеет специального измерителя температуры. Минимальная температура нагрева паяльника должна обеспечивать плавление припоя при соприкосновении к изделию в течение 5-10 сек. С повышением температуры плавление припоя и разогрев паяемого участка ускоряются, что приводит к увеличению производительности процесса.
Однако, при увеличении температуры срок службы паяльника снижается. Поэтому максимальная температура паяльника не должна превышать 400-410гр. Температуру эту можно определить проверкой на плавление цинка. Температура плавления цинка 419гр. Кусок цинка весом, например, в 1 г, установленный на изолированной пластинке (чтобы не было отвода тепла), не должен плавиться при соприкосновении разогретым паяльником. Во всяком случае, не следует доводить паяльник до красного каления, когда припой и медь начинают более интенсивно реагировать друг с другом.
Практически температура паяльника достаточна для осуществления пайки, если при поднесении тыльной стороны ладони к паяльнику на расстояние 8-10 см будет чувствоваться жар.
Нагретый паяльник следует класть на специальную подставку.
Технологический процесс пайки различных металлов легкоплавкими припоями производится примерно одинаково. Вся разница состоит в правильном выборе марок припоев и флюсов.
При пайке легкоплавкими припоями требуется тщательная подготовка мест соединения друг с другом и хорошая предварительная очистка их от грязи и окислов, особенно при пайке бескислотными флюсами.
Перед пайкой рекомендуется соединяемые поверхности облуживать припоем. Облуживание производится паяльником с применением флюса или погружением в расплавленный припой. Перед погружением облуживаемой части изделий в припой на ее поверхность наносят флюс для растворения окислов.
Для пайки облуженный паяльник нагревают до требуемой температуры и прижимают к месту соединения. Одновременно к месту пайки подводят припой, который при этом плавится и затекает в зазор соединяемых деталей. После заполнения шва припоем паяльник переносят на соседний участок.
Часто припой подводится в соединение при помощи паяльника. Для этого нагретый паяльник соприкасается с припоем, при этом на паяльнике остается несколько капель жидкого припоя, который и заполняет шов в процессе пайки.
При пайке паяльник должен лежать на изделии всем своим лезвием, а не касаться его кончиком лезвия. Только в этом случае обеспечивается интенсивный прогрев. Припой нужно подводить к шву в месте соприкосновения паяльника с изделием. Если припой будет подводиться к паяльнику сверху, то он должен стечь с паяльника на шов, что затрудняет пайку.
Подготовка паяльника к работе, регулятор мощности паяльника
August 22, 2012 by admin Комментировать »Перед началом монтажа радиоустройства необходимо тщательно подготовить паяльник. Обычно это делают с помощью напильника или точила, но опыт показывает, что лучше произвести его отковку. Получающийся на поверхности наклеп позволяет дольше сохранить форму жала, т.к. меньше выгорает металл, из которого оно сделано. После необходимо залудить рабочую часть жала (рис. 7.3). Нагрев паяльник, опускают рабочую часть жала в канифоль для предохранения поверхности меди от окисления. Как только жало нагреется до температуры плавления припоя, конец жала полностью покрывают припоем.
Рис. 7.3. Залуживание жала паяльника
Для распайки деталей на печатных платах, как правило, пользуются паяльником мощностью не более 40 Вт и припоями с температурой плавления 130… 180°С. Радиолюбительская практика показывает, что если
производить распайку печатных плат паяльником мощностью 40 Вт и рассчитанным на 220 В, то лучше его питать напряжением 160…180 В. В этом случае, при использовании обычных припоев (типа ПОС-61), жало паяльника меньше покрывается окалиной, не так быстро выгорает, температура нагрева соответствует температуре плавления припоя и, как результат, получается хорошая пайка.
Установку оптимальной температуры жала для получения высокого качества пайки деталей к дорожкам печатной платы проще обеспечить, если воспользоваться регулятором мощности паяльника (рис. 7.4)‘. Регулятор хорошо работает с паяльником мощностью до 40 Вт. Требуемая температура жала устанавливается положением движка переменного резистора R4, чем он находится ближе к левому по схеме концу резистора, тем температура жала больше. При использовании паяльников мощностью больше 40Вт, в регуляторе следует установить большие по мощности тринистор VD1 и диод VD2, чем указаны на схеме.
Рис. 7.4. Принципиальная схема регулятора мощности паяльника мощностью до 40 Вт
Литература: В.М. Пестриков. Энциклопедия радиолюбителя.
Сколько времени нужно для нагрева паяльника?
Мы можем зарабатывать деньги, просматривая продукты по партнерским ссылкам на этом сайте. Спасибо вам всем!
Пайка – это навык, которым вы должны обладать, независимо от того, используете ли вы его в небольших проектах или профессионально. Есть инструменты, необходимые для пайки, и один из них – пайка. утюг. Паяльник – это относительно небольшой ручной инструмент, используемый для плавления. припои, соединяющие два металла.
Припой металл, используемый для соединения двух металлов.Материал припоя зависит от материала соединяемых прилегающих металлов. Тем не менее припой должен иметь более низкую температуру плавления по сравнению с соседними металлы. Чтобы паяльник расплавил припой, требуется нагрев.
В этой статье рассказывается, что такое паяльник, разные типы и сколько времени нужно, чтобы нагреться.
Итак, сколько времени нужно, чтобы паяльник нагрелся?
Ну… Это зависит от типа паяльника, но в целом…
Паяльникам обычно требуется от 30 до 90 секунд для достижения максимальной температуры.
Существуют различные применения паяльника. Вот некоторые из них.
- В кровельные работы. При прошивке кровли пайка необходима для гальванизация. Используемые паяльники обычно имеют широкие наконечники и быстро нагревается и может сохранять тепло в ветреную погоду.
- Пайка металлических водостоков. При установке водостоков в любом здании применяется пайка для стыковки секций.
- Когда Изготовляя витражи, паяльник – необходимость.Стандарт Инструмент, используемый при изготовлении этих очков, – паяльник на 100 Вт.
- Электрики используйте паяльники для закрепления проводов на клеммах в электрическом устройство. Это потому, что пайка гарантирует непрерывность электрического мощность потока.
- При ремонте таких поверхностей, как металлические листы, и затяжке металлических стыков лучше всего использовать паяльник.
- В сантехнике. При установке труб для водопровода или водоотведения требуется пайка для соединения этих труб.
Там бывают различные типы паяльников, в зависимости от вашего проекта начинание. Вот разные виды паяльников.
1. Паяльники простые электрические
Как предложено по названию, пользоваться ими довольно просто. Все, что вам нужно, это подключить их к электросети и дождаться нагрева. У них нет контроля температуры. Что контролирует температуру потеря тепла в окружающую среду.Если вы занимаетесь небольшими проектами в своем домой, эти типы рекомендуются для вас.
2. Паяльник
Это прост в использовании и в основном используется в небольших проектах. Паяльник имеет трансформатор, который преобразует переменный ток 110 В в более низкий Напряжение. Кроме того, у него есть еще один трансформатор, который выдает высокие Текущий. Высокий ток отвечает за нагрев кончика наконечника. паяльник.
3. Паяльная станция
Паяльная станция состоит из электростанции, регулирующей температуру.Он также имеет паяльную головку с наконечником, который автоматически регулирует температуру. Наконечник также помогает поддерживать нужную температуру на протяжении всего процесса.
4. Паяльник с регулируемой температурой
Эти виды паяльников более совершенные и имеют температурный датчики. Датчики контролируют температуру и следят за тем, чтобы она оставалась неизменной. устойчивый. Они могут содержать впереди, базовую станцию управления и обогреватель. элемент. Некоторые из этих паяльников отдельно стоящие.В системе есть термостат на кончике утюга. Термостат отвечает за автоматическое включение и выключение нагревательного элемента.
5. Пинцет для пайки
Эти типы используются при пайке и распайке крошечной детали для поверхностного монтажа с двумя выводами. Основная работа этих пинцетов – обеспечение плавление припоя в нужном месте.
6. Горячий нож
Это это разновидность паяльника с обоюдоострым лезвием, расположенным на нагревательный элемент.Температура этого инструмента может достигать 538 ℃, Таким образом, можно разрезать ткань, не беспокоясь о порвах.
7. Паяльник аккумуляторный
Аккумуляторные паяльники – это относительно небольшие паяльники, которые нагреваются за счет горючих газов, например бутана. Как вариант, для их обогрева можно использовать батарею.
Эти типы очень предпочтительны в ситуациях, когда нет электрического мощность или в случаях, когда задействовано много движения. С беспроводным паяльники, температура напрямую не регулируется.
Как работает паяльникРаньше вы начинаете пользоваться паяльником, очень важно взять необходимый меры предосторожности. Это связано с тем, что при пайке используются токсичные вещества. и сильная жара, которая может вызвать повреждения. Обязательно прочтите инструкция, которая идет в комплекте с паяльником.
Во время в процессе пайки металл, подлежащий пайке, должен быть нагрет, хоть и не тает. Однако паяльник плавит припой, который действует как «клей» и соединяет металл.Чтобы этот процесс произошел, паяльник должен нагреться до нужной температуры, а температура поддерживается на протяжении всего процесса. Точка плавления припоя должен быть ниже, чем у металлов.
Там Есть разные способы нагрева паяльника. Его можно нагреть электрически с помощью резистивной катушки. Как вариант, можно использовать пламя нагреть его. Когда вы говорите о времени, необходимом для паяльника чтобы нагреться, нельзя быть уверенным в том, что для всех типов.Различные виды паяльников потребуется разное время, чтобы нагреться. Паяльник имеет деталь, называемую битой.
бит – это тот, который нагревается и передает это тепло металлу. А хороший паяльник нагревается очень быстро, а простой паяльник может нагреться дольше. Многие паяльники обычно имеют индикаторы, показывающие правильную температуру кончик должен доходить.
Последние мысли
Когда что касается пайки, нужно хорошо выбирать инструменты.какой бы ни проект, над которым вы работаете, правильные методы и правильные инструменты необходимы. Поэтому при выборе паяльника всегда ставьте с учетом имеющихся материалов. Во время нагрева пайки инструмент, убедитесь, что вы не используете прямое нагревание. Это потому что контролировать нагрев сложно, и прямое нагревание может вызвать повреждение электрические соединения. Когда вы закончите свой проект, хорошо, что вы убедитесь, что вы тщательно очистили свои инструменты.
Паяльник 25 Вт не работает должным образом?
Нам понадобится дополнительная информация, чтобы помочь вам.Сначала разместите фотографию самой насадки. Он может быть поврежден, и нам нужно его увидеть, чтобы убедиться. Позже я объясню, почему это важно.
Затем проверьте руководство по эксплуатации вашего утюга и посмотрите, что там написано о времени, необходимом для его нагрева. Моя (тоже 25 Вт) говорит, что для достижения рабочей температуры нужна 1 минута. Теплопередача также во многом зависит от состояния жала. Если наконечник плохой, то может потребоваться некоторое время, чтобы расплавить припой, даже если температура будет достигнута.
Далее идут провода.2 \ $).
Вы уверены, что правильно их паяете? Описание процесса заставляет усомниться в этом. Вы должны сначала соединить провода механически (вот несколько хороших изображений), а затем нагреть соединение, пока оно не достигнет достаточно высокой температуры, чтобы расплавить припой. Вы должны подключить утюг к стыку таким образом, чтобы оба провода соприкасались с утюгом. Не забудьте нанести немного припоя на кончик утюга при первом контакте. Это приведет к лучшей теплопередаче, и, кроме того, как только крошечный кусочек припоя на наконечнике попадет в соединение, область рядом с наконечником, вероятно, станет достаточно горячей, чтобы попасть в припой.В некоторых случаях, если вы продолжаете нагревать и паяльную проволоку, и соединение одновременно, флюс от паяльной проволоки может преждевременно расплавиться. Весь процесс должен занять всего несколько секунд, иначе изоляция проводов может расплавиться. Если это длится слишком долго, оставьте утюг на некоторое время, чтобы он сначала нагрелся.
По поводу комментария: Я согласен, что это, наверное, сделала вода. Здесь на самом деле есть несколько факторов, которые работают вместе, чтобы убить железо. Первый – это состав наконечника. Большинство наконечников сделано из меди, а у лучших будет какой-то причудливый сплав на конце наконечника, который, как предполагается, предотвращает окисление рабочего конца.По мере того, как наконечник нагревается, он становится более химически активным и склонен к окислению. Чтобы предотвратить загрязнение рабочей части, мы помещаем туда припой, который вместо этого закроет рабочий конец жала и окислится. Поэтому, когда мы опускаем его в воду, можно ожидать, что наконечник будет разъедать. Кроме того, он может реагировать с любыми примесями в самой воде и становиться еще более загрязненным. То же самое и с самим паяльником. По мере того, как наконечник становится более корродированным, его термическое сопротивление увеличивается, что означает, что у нас будет большая разница температур между нагревателем и наконечником.При подключении к нагревателю наконечник будет работать как охладитель, а при загрязнении его производительность снизится. Это может привести к перегреву обогревателя и, в некоторых случаях, к его повреждению. Это может даже полностью разрушить более дешевые паяльники.
Дальше у нас проблема с быстрым охлаждением в воде. Когда наконечник нагревается, он расширяется, а когда остывает, он сжимается. В некоторых случаях очень быстрое охлаждение может привести к образованию небольших трещин, а небольшие кусочки наконечника могут даже отвалиться.Я подозреваю, что фильмы были сняты именно таким способом. Вы, естественно, хотите предотвратить это, и это еще одна причина, по которой вы должны дать утюгу остыть без посторонней помощи.
Когда вы объедините два из них, вы получите то, что получили.
Теперь о самом утюге … Проверьте, где именно ТЭН утюга соприкасается с жало и как работает система. Если эта деталь не корродирует, я оставлю утюг в покое и куплю новый наконечник. Боюсь, что встряхивание корродированной части только усугубит проблему.Если часть, где наконечник соприкасается с нагревателем, корродировала, вы можете попробовать как-нибудь очистить ее. Это должно (надеюсь) улучшить контакт наконечника с нагревателем. Если он действительно сильно заржавел, подумайте о приобретении нового утюга.
Как мощность влияет на паяльники? Достаточно ли 30 Вт?
Википедия неплохо разбирается в Паяльнике.
Ваш паяльник похож на этот простой паяльник, просто утюг и сетевой шнур:
Или больше похоже на эту паяльную станцию, где утюг вставляется в коробку, которая представляет собой трансформатор или контроллер:
Я ожидал, что 30-ваттный паяльник будет выглядеть как «простой паяльник», может быть, даже тоньше.Их температура обычно не контролируется (если это не сделано Веллером).
«Простой паяльник» мощностью 30 Вт – это нормально для скромной электроники. Пайка обычных электронных компонентов со сквозным отверстием и тонкого (например, миллиметрового) провода, даже тонких металлических ножек вилок и розеток постоянного тока, должна подойти.
Для поддержания температуры в простом утюге используется тепловое равновесие. Он теряет столько же энергии, сколько вкладывается нагревательным элементом. Следовательно, температура наконечника будет изменяться при использовании.Это нормально. Можно паять много паяных соединений, при условии, что железо успевает восстановиться и достичь рабочей температуры, т. Е. Особо не торопитесь.
Как указано в двух других ответах, большим деталям требуется много энергии для нагрева детали и расплавления припоя. Пайка утюгом с недостаточным питанием может повредить пластик или клей вокруг детали, а также может привести к плохому паяному соединению. В качестве более крайнего примера, было бы трудно припаять вывод автомобильного аккумулятора к 30-ваттному утюгу, потому что тепло будет отводиться слишком быстро, чтобы паяльник мог его нагреть.
Утюги большей мощности либо большие и предназначены для более тяжелых работ (например, пайка выводных окон :-), либо они являются регулятором температуры для поддержания температуры наконечника.
Преимущество паяльника с регулируемой температурой более высокой мощности заключается в том, что он поддерживает относительно постоянную температуру пайки даже во время использования. Это очень важно на производственной линии или там, где необходимо относительно быстро выполнять множество паяных соединений. «Обычный утюг», вероятно, упадет намного ниже адекватной температуры пайки и замедлит оператора; не проблема для любителя, но время и деньги для производителя.
Утюг с контролируемой температурой обычно имеет гораздо более высокую мощность, чем «простой утюг», например 80 Вт или больше. Это позволяет ему поддерживать рабочую температуру при использовании и нагревать детали с большей теплопроводностью или емкостью. Он не замедляет работу оператора и более гибок в использовании, чем «простой утюг».
Я предпочитаю использовать утюг с контролируемой температурой, когда учу начинающих паять, потому что это стабильно. Я думаю, что они могут «почувствовать» пайку быстрее, чем с помощью «простого утюга».Как только у человека появится некоторая уверенность в пайке, ему будет легче приспособиться к менее прочному паяльнику. Они знают, когда именно железо или их техника делают плохие паяные соединения.
Я не думаю, что стоит тратить значительные деньги на получение хорошего утюга с регулируемой температурой , если только вы не планируете использовать часто. Я пробовал утюг с контролируемой температурой умеренной цены (скидка от 60 до 35 фунтов стерлингов). Он был заметно лучше, чем другие более дешевые утюги, которые я использовал.Единственный минус в том, что жала паяльника поставлялись упаковками по три штуки, и только один показался мне полезным. У профессионального продукта могут быть десятки советов, которые позволят успешно использовать его в большем количестве ситуаций.
Недорогое вложение, которое мне нравится, – это очиститель для паяльных жало типа «губка» из латуни.
Очищает наконечник так же хорошо, как обычная «влажная губка», и оказывает меньшее влияние на температуру наконечника, чем влажная губка. Так что я думаю, что это помогает повысить полезность использования простых утюгов.
Я также порекомендовал бы подставку для паяльника для утюга, чтобы ее всегда было легко поднять и не катало по верстаку.
Как пользоваться паяльником
Вот пошаговое резюме, в котором объясняется, как использовать паяльник для пайки электронного компонента, для получения более подробной информации продолжайте читать ниже.
- Для начала убедитесь, что ваш паяльник полностью нагрет.
- Важно, чтобы жало паяльника оставалось чистым во время его использования, используйте влажную губку, чтобы держать жало в чистоте.
- Очистите жало перед началом пайки и продолжайте чистку жала, продолжая процесс пайки.
- Прикоснитесь жалом паяльника к компоненту, который вы хотите припаять.
- Через секунду или две введите припой в область стыка. Тепло проведет к припою и заставит его течь. Старайтесь не плавить припой непосредственно кончиком паяльника. Это приведет к образованию холодного хрупкого стыка, который может не проводить электричество.
- Дайте стыку остыть, прежде чем что-либо перемещать.
Пайка – это не то же самое, что сварка. Когда вы что-то свариваете, компоненты непосредственно плавятся вместе без использования припоя. Припой – более мягкий металл с более низкой температурой плавления. Это позволяет соединять компоненты без использования высоких температур, связанных со сваркой, и сохраняет целостность компонентов.Поскольку припой является проводящим, он широко используется в электронике.
Использование припоя для связывания вещей
Припой – это фактический материал, используемый при связывании вещей вместе с паяльником. Припой традиционно содержал свинец, но постепенно от него отказываются из-за проблем со здоровьем. Большинство бессвинцовых припоев использовать немного сложнее, чем свинцовые. при плавлении неэтилированного припоя паяльнику требуется дополнительное время для восстановления после потери тепла. Производители паяльников используют различные методы, чтобы их паяльники лучше работали с бессвинцовым припоем. Одна из стратегий – сделать нагревательный элемент паяльника более мощным, что помогает поддерживать постоянную температуру жала паяльника. Другие методы включают сборку нагревательного элемента и жала паяльника как единого смежного элемента, чтобы быстрее передавать тепло и, следовательно, поддерживать температуру жала.Использование паяльника для нагрева и плавления припоя
Большинство недорогих паяльников обычно нагревают жало от 800 до 900 градусов по Фаренгейту, поэтому будьте очень осторожны при использовании паяльника.Более продвинутые паяльники включают в себя терморегулятор, поэтому пользователь может выбрать определенную температуру для различных проектов и типов припоя. При использовании важно, чтобы кончик паяльника оставался чистым. Обычная практика – использовать влажную губку для чистки кончика. Очистите жало перед началом пайки и продолжайте чистку жала, продолжая процесс пайки.
Нагреть компонент, пропустить припой
Прикоснитесь наконечником паяльника к компоненту, который вы хотите припаять.Через секунду или две введите припой в область стыка. Тепло проведет к припою и заставит его течь. Весь этот процесс должен занять всего 3 или 4 секунды, но важно, чтобы припой тек, чтобы обеспечить хороший электрический контакт. Если припой выглядит как шарик или комковат, это, скорее всего, «холодный припой», и он не проводит электричество. Если это произойдет, снова вставьте паяльник, чтобы припой растекся и создал хороший электрический контакт.Что такое пайка? – Как паять! (Полное руководство)
Что такое пайка?Пайка – это процесс соединения, при котором различные типы металлов соединяются друг с другом путем плавления припоя.Припой – это металлический сплав, обычно состоящий из олова и свинца, который плавится горячим железом. Утюг нагревается до температуры выше 600 градусов по Фаренгейту, а затем охлаждается, чтобы создать прочную электрическую связь.
Когда вы разбираете электронное устройство с печатной платой, компоненты крепятся с помощью пайки. Пайка – это процесс соединения двух или более электронных частей путем плавления припоя вокруг соединения.
Припой – это металлический сплав, который при охлаждении создает прочное электрическое соединение между деталями.Хотя пайка может создать постоянное соединение, ее также можно отменить с помощью приспособления для удаления припоя, как описано ниже.
Паяльные инструментыВ пайке хорошо то, что для начала работы не требуется много времени. Ниже приведены основные инструменты и материалы, которые вам понадобятся для большинства ваших паяльных работ.
1. Паяльник
Паяльник – это ручной инструмент, который подключается к стандартной розетке переменного тока на 120 В и нагревается до расплавления припоя вокруг электрических соединений.Это один из самых важных инструментов при пайке, и он может иметь несколько вариаций, например, в форме ручки или пистолета.
Для новичков рекомендуется использовать паяльник с ручкой мощностью от 15 до 30 Вт. Большинство паяльников имеют сменные жала, которые можно использовать для различных паяльных работ. Будьте очень осторожны при использовании паяльника, так как он может нагреваться до 896 ° F, что очень сильно.
2. Паяльная станция
Паяльная станция – это усовершенствованная версия автономного базового паяльного штыря.Если вы планируете много паять, это замечательно, поскольку они предлагают большую гибкость и контроль. Главное преимущество паяльной станции – возможность точно регулировать температуру паяльника, что выгодно для ряда проектов.
Эти станции также могут создать более безопасную рабочую зону, поскольку некоторые из них включают усовершенствованные датчики температуры, настройки сигнализации и даже защиту паролем для обеспечения безопасности.
3. Паяльные жала
В конце большинства паяльников есть сменная часть, известная как паяльное жало.Есть много разновидностей этого наконечника, и они бывают самых разных форм и размеров. Каждый наконечник используется для определенной цели и имеет явное преимущество перед другим. Наиболее распространенные наконечники, которые вы используете в проектах по производству электроники, – это конический наконечник и наконечник стамески.
- Конический наконечник Используется при пайке прецизионной электроники из-за тонкого наконечника. Благодаря заостренному концу он может доставлять тепло в меньшие области, не влияя на окружающую среду.
- Зубило-наконечник Этот наконечник хорошо подходит для пайки проводов или других более крупных компонентов из-за его широкого плоского наконечника.
4.
Латунь или обычная губкаИспользование губки поможет сохранить жало паяльника чистым, удалив любые нарастающие окисления. Наконечники с окислением имеют тенденцию становиться черными и перестают принимать припой, как когда он был новым. Вы можете использовать обычную влажную губку, но это сократит срок службы насадки из-за расширения и сжатия.
Кроме того, влажная губка временно снизит температуру наконечника, когда она будет вытерта. Лучшая альтернатива – использовать латунную губку, как показано слева.
5.
Подставка под паяльникПодставка под паяльник очень проста, но очень полезна и практична. Эта подставка предотвращает контакт горячего утюга с легковоспламеняющимися материалами или случайное повреждение вашей руки. Большинство паяльных станций поставляются со встроенной губкой, а также губкой или латунной губкой для очистки жала.
6.
ПрипойПрипой – это металлический сплав, плавящийся для создания прочной связи между электрическими частями.Он доступен как в свинцовом, так и в бессвинцовом вариантах, причем наиболее распространены диаметры 0,032 дюйма и 0,062 дюйма. Внутри припоя сердечник представляет собой материал, известный как флюс, который помогает улучшить электрический контакт и его механическую прочность.
Бессвинцовый канифольный припой сердечника чаще всего используется для электронной пайки. Этот тип припоя обычно изготавливается из сплава олово / медь. Вы также можете использовать припой на основе канифоли с содержанием свинца 60/40 (60% олова, 40% свинца) для сердечника, но это становится все менее популярным из-за проблем со здоровьем.Если вы используете свинцовый припой, убедитесь, что у вас есть соответствующая вентиляция, и мойте руки после использования.
При покупке припоя будьте осторожны, НЕ используйте припой с кислотным сердечником, так как это может повредить вашу схему и компоненты. Припой с кислотным сердечником продается в строительных магазинах и в основном используется для монтажа и металлообработки.
Как упоминалось ранее, припои бывают разных диаметров. Припой большего диаметра (0,062 дюйма) хорош для более быстрой пайки больших стыков, но может затруднить пайку меньших стыков.Поэтому всегда полезно иметь под рукой оба размера для разных проектов.
7.
Рука помощи (третья рука)Рука помощи – это устройство, к которому прикреплены 2 или более зажима из кожи аллигатора, а иногда и увеличительное стекло / светильник. Эти зажимы помогут вам удерживать предметы, которые вы хотите припаять, пока вы используете паяльник и припой. Очень полезный инструмент для вашего творческого пространства.
8.
Безопасность при пайкеТеперь, когда вы знаете, какие инструменты и материалы вам понадобятся, пора кратко обсудить способы обеспечения безопасности при пайке.
Паяльники могут нагреваться до температуры 800 ° F. Поэтому всегда очень важно знать, где находится ваш паяльник. Мы всегда рекомендуем использовать подставку для паяльника, чтобы избежать случайных ожогов или повреждений.
Убедитесь, что вы выполняете пайку в хорошо вентилируемом помещении. Когда припой нагревается, выделяются пары, вредные для глаз и легких. Рекомендуется использовать вытяжку, представляющую собой вентилятор с фильтром из активированного угля, который поглощает вредный дым от припоя. Вы можете посетить такие места, как Integrated Air Systems для систем фильтрации воздуха.
Всегда полезно надевать защитные очки, если вы случайно пролили горячий припой. Наконец, не забудьте вымыть руки после пайки, особенно если вы используете свинцовый припой.
Лужение жалаПеред тем, как приступить к пайке, необходимо подготовить паяльник, залуживая жало припоем. Этот процесс помогает улучшить передачу тепла от утюга к паяемому объекту. Лужение также помогает защитить наконечник и уменьшить износ.
Шаг 1: Начните с того, что убедитесь, что наконечник прикреплен к утюгу и плотно прикручен на место.
Шаг 2: Включите паяльник и дайте ему нагреться. Если у вас есть паяльная станция с регулируемым контролем температуры, установите ее на 400 ° C / 752 ′ F.
Шаг 3: Протрите кончик паяльника влажной губкой, чтобы очистить его. Подождите несколько секунд, чтобы жало снова нагрелось, прежде чем переходить к шагу 4.
Шаг 4: Удерживая паяльник в одной руке, паяйте в другой.Прикоснитесь припоем к наконечнику утюга и убедитесь, что припой равномерно обтекает наконечник.
Чтобы продлить срок службы, следует лужить кончик утюга до и после каждого сеанса пайки. В конце концов, каждый наконечник изнашивается и его нужно будет заменить, если он станет шероховатым или изъеденным.
Как работает пайка?Припой плавится за счет тепла утюга, подключенного к регулятору температуры. Он нагревается до температуры выше его точки плавления примерно 600 градусов по Фаренгейту, в результате чего он плавится, а затем охлаждается, образуя паяное соединение.
Помимо создания прочного электрического шва, припой также можно удалить с помощью приспособления для удаления припоя.
Припой – это металлический сплав, используемый для создания прочных долговечных соединений. как медное соединение в печатных платах и соединение медных труб. Он также может быть двух типов и диаметров, бессвинцовый и бессвинцовый, а также может иметь диапазон от 0,032 “до 0,062”. Внутри сердечника припоя находится флюс – материал, который используется для усиления и улучшения его механических свойств.
Какие металлы используются?Присадочные металлы, используемые при пайке, раньше были на основе свинца (свинцовый припой).Согласно нормативным требованиям, свинцовые припои все чаще заменяются бессвинцовыми припоями, которые могут состоять из сурьмы, висмута, латуни, меди, индия, олова или серебра.
Какой флюс можно использовать для пайки?Иногда в месте соединения могут быть загрязнения, такие как масло, грязь или окисление. Флюс предотвращает окисление и иногда может использоваться для химической чистки металла. Используемый флюс представляет собой канифольный флюс, который способствует механической прочности и электрическому контакту электрических соединений.Иногда также можно нанести смачивающее средство для уменьшения поверхностного натяжения.
Типы пайкиСуществует три типа пайки, в которых используются все более высокие температуры, что, в свою очередь, приводит к более прочному соединению:
- Пайка мягким припоем (90 ° C – 450 ° C): Этот процесс имеет самую низкую температуру плавления присадочного металла среди всех типов пайки при температуре ниже 400 ° C. Эти присадочные металлы обычно представляют собой сплавы, часто содержащие свинец с температурой ликвидуса ниже 350 ° C.Из-за низких температур, используемых при пайке мягким припоем, он меньше всего подвергает компоненты термической нагрузке, но не обеспечивает прочных соединений и, следовательно, непригоден для механических нагрузок. Он также не подходит для использования при высоких температурах, так как этот тип припоя теряет прочность и плавится.
- Твердая (серебряная) пайка (> 450 ° C): латунь или серебро являются связующим металлом, используемым в этом процессе, и для достижения температур, при которых паяются металлы, требуется паяльная лампа.
- Пайка (> 450 ° C): В этом типе пайки используется металл с гораздо более высокой температурой плавления, чем при пайке и пайке.Однако, как и при пайке, склеиваемый металл нагревается, а не плавится. Когда оба материала достаточно нагреются, вы можете поместить между ними припой, который расплавится и будет действовать как связующее.
Чтобы лучше объяснить, как паять, мы собираемся продемонстрировать это на практике. В этом примере мы собираемся припаять светодиод к печатной плате.
Шаг 1: Установите компонент : Сначала вставьте кабели от светодиода в отверстия на печатной плате.Переверните плату и согните кабели наружу под углом 45 дюймов. Это поможет детали лучше соединиться с медной площадкой и предотвратит ее выпадение во время пайки.
Шаг 2: Нагрейте стык : Включите паяльник и, если он имеет регулируемый контроль нагрева, установите его на 400 ° C. На этом этапе одновременно коснитесь кончиком утюга медной площадки и вывода резистора. Паяльник нужно подержать на месте 3-4 секунды, чтобы нагреть площадку и вывод.
Шаг 3: Нанесите припой на соединение : Удерживая паяльник поверх медной площадки и вывода, коснитесь соединения припоем. ВАЖНО Не касайтесь припоя кончиком паяльника. Вам нужно, чтобы стык был достаточно горячим, чтобы расплавить припой при прикосновении. Если стык слишком холодный, образуется плохое соединение.
Шаг 4: Отрежьте выводы Снимите паяльник и дайте припою остыть. Не дуйте на припой, так как это может привести к плохому соединению.После остывания можно отрезать лишний провод от кабелей.
Правильный припой должен быть гладким, блестящим и иметь форму вулкана или конуса. Вам нужно ровно столько припоя, чтобы покрыть все соединение, но не слишком много, чтобы он превратился в шарик или пролился на соседний вывод или соединение.
Как припаять провода
Теперь пора показать вам, как спаять провода вместе. Рекомендуется использовать для этого вспомогательные руки или какое-либо другое зажимное приспособление.
Сначала снимите изоляцию с концов обоих проводов, которые вы паяете вместе. Когда проволока скручена, скрутите жилы вместе пальцами.
Убедитесь, что ваш паяльник полностью нагрет, и коснитесь наконечником конца одного из проводов. Держите за проволоку 3-4 секунды.
Удерживая утюг на месте, коснитесь провода припоем, пока он полностью не покроется. Повторите этот процесс с другим проводом.
Удерживая два луженых провода друг над другом, коснитесь обоих проводов паяльником.Этот процесс должен расплавить припой и равномерно покрыть оба провода.
Снимите паяльник и подождите несколько секунд, пока паяное соединение остынет и затвердеет. Используйте термоусадочную трубку, чтобы закрыть соединение.
Удаление припоя
Преимущество использования припоя заключается в том, что его можно легко удалить с помощью техники, известной как распайка. Это полезно, когда вам нужно удалить компонент или исправить электронную схему.
Для демонтажа стыка вам понадобится припой, который также известен как оплетка для удаления припоя.
- Поместите кусок распаянной оплетки поверх стыка / припоя, который нужно удалить.
- Нагрейте паяльник и коснитесь кончиком верхней части оплетки. Это нагревает припой, под которым он впитывается распаянной оплеткой. Теперь вы можете удалить оплетку, чтобы увидеть, что припой был извлечен и удален. Осторожно прикасайтесь к косе при нагревании, иначе она станет горячей.
Необязательно – Если у вас много припоя, которое вы хотите удалить, вы можете использовать устройство, называемое присоской для припоя.Это ручной механический пылесос, который всасывает горячий припой одним нажатием кнопки.
Для использования нажмите на плунжер на конце присоски для припоя. Нагрейте соединение паяльником и поместите кончик присоски для припоя на горячий припой. Нажмите кнопку фиксатора, чтобы всосать жидкий припой. Нажмите на поршень, чтобы опорожнить присоску.
Использование паяльника
Паяльник – это ручной инструмент, используемый для нагрева припоя, обычно от источника питания, при температурах выше точки плавления металлического сплава.Это позволяет припою течь между соединяемыми деталями.
Этот паяльный инструмент состоит из изолированной ручки и нагреваемого заостренного металлического наконечника. На хорошую пайку влияет чистота жала паяльника. Чтобы обеспечить чистоту, пользователь крепко держит паяльник и очищает жало паяльника перед пайкой компонентов или выполнением пайки.
Помимо паяльника, присоски для припоя являются важной частью паяльной конструкции.Когда применяется чрезмерное количество припоя, эти небольшие инструменты используются для удаления припоя, оставляя только то, что вы хотите.
Как это:
Нравится Загрузка …
Связанное сообщениеЕсли вам нужна информация о них, позвольте нам предложить ее вам
Если вам нужна информация о паяльниках , то мы более чем готовы ее вам предложить. Те, кто заинтересован в приобретении паяльников , хотят знать важные вещи, чтобы быть уверенными, что они приняли правильное решение.Итак, мы собираемся обсудить скорость, с которой нагреваются паяльники, используемые нагревательные элементы, варианты переменной температуры и сумму денег, которую вы должны потратить на свой механизм.
Насколько быстро нагреваются эти утюги? Они могут нагреваться при разных температурах. Я бы сказал, что вы должны получить тот, который нагревается до рабочей температуры примерно за пять-десять секунд, в зависимости от начальной температуры. Только поймите, что не все утюги, особенно не такие дорогие, смогут это сделать.
Какой тип нагревательного элемента используется в паяльниках? Вы должны понимать, что все нагревательные элементы в паяльниках будут иметь разные атрибуты. Керамику, например, может потребоваться более частая замена, но она действительно заменяема.
Тогда у вас есть три проволочных утюга, где может потребоваться замена всего карандаша. У вас есть метод холодного нагрева, при котором используются соединения очень высокого напряжения. Это потребует полной замены. Вся эта последовательная замена предметов быстро накапливается.
Паяльники и их настройки
А как насчет регулирования температуры с помощью паяльника? Переменная температура считается обязательной для паяльщиков. Только за исключением личных предпочтений, для разных проектов потребуется разная температура. Вы можете сжечь вещи, если температура будет слишком высокой. С другой стороны, если он недостаточно горячий, вы можете нагреться больше, чем хотите, и, как следствие, испортить больше компонентов.
Кроме того, не каждый регулируемый паяльник будет иметь функцию регулировки.Некоторые из них могут иметь только переключатель 1-1 вместо потенциометра. В любом случае, я бы посоветовал вам не позволять себя обмануть, думая, что вы нашли качественный товар по определенной цене. Убедитесь, что вы знаете, что получаете.
Только лучшие паяльники на сайте American Beauty Tools
Сколько денег потратить на паяльник? Если вы попадаете в категорию среднего пользователя, вам может понадобиться всего лишь простой карандаш за 10 долларов. Как только вы решите, что хотите заняться своими руками / любителями, вы захотите обновить то, что у вас есть.
Следующие ответы, которые мы предоставили, должны послужить отличным руководством, которое поможет вам выбрать паяльник. У вас должна быть возможность выбрать тот, который будет наиболее подходящим для того типа работы, которую вы хотите выполнить. В American Beauty Tools мы хотим предложить вам выбор, который вам нужен, когда речь идет о паяльниках. Мы предлагаем высокое качество, и вы не будете разочарованы. Если вы хотите узнать больше, позвоните по телефону 800-550-2510, напишите по электронной почте [email protected] или, что наиболее важно, нажмите на ссылку для онлайн-заказа.
Паяльники – мощность 40 Вт 80 Вт – что это значит?
Слышали когда-нибудь поговорку «Дело не в жаре, а во влажности»?Есть несколько юмористическая поговорка: «Дело не в жаре, а в температуре».
Последний на самом деле технически правильный. Жара и температура – это не одно и то же.
Температура – это степень теплового перемешивания молекул. Мы используем его для измерения
таких вещей, как температура плавления. Мы также чувствуем это и воспринимаем как горячее или холодное.
Теплота – это температура, умноженная на массу.Математика не важна. Это просто означает, что для повышения температуры корпуса электролизера до температуры пайки требуется на
больше тепла, чем на
тепла, чтобы поднять клеммы электролизера до температуры пайки.
Температура пайки всегда одинакова. Диапазон температур наконечника утюга составляет от 700 до 900–90–115 градусов по Фаренгейту. То, что вы делаете с утюгами разной мощности, – это обеспечение правильного количества тепла, равного 90–115, для нагрева вывода (или корпуса электролизера) до температуры пайки. Чем больше размер паяемого объекта
, тем больше тепла необходимо для его нагрева до температуры пайки.
Тепло в паяльнике определяется как мощность. Если вы используете утюг фиксированной мощности, он предназначен для клемм и проводов определенного размера или диапазона размеров. Этот утюг быстро доведет работу размера
до температуры пайки.
Если у вас есть утюг с терморегулятором, вы должны согласовать настройку тепла с размером изделия.
И обычно размер наконечника. Они работают, я пользуюсь одним. Но вам нужно правильно отрегулировать нагрев,
, и они могут легко сжечь наконечник, если вы нагрели слишком высоко и забыли затем уменьшить его.
Мой основной утюг – с контролем температуры. Утюг подает переменное количество тепла,
поддерживая постоянную температуру на кончике. Прикоснитесь наконечником к горшку, и тепловая мощность
повысится, чтобы наконечник (и, в меньшей степени, работа) оставался на уровне 800 градусов.
Еще одним преимуществом является то, что на холостом ходу в держателе утюга тепловая мощность падает на
, и наконечник не горит.
Я считаю, что витражный паяльник предназначен для пайки витражей, а не для электрического припоя.
Было бы слишком жарко.
Плавкие утюги с регулируемой мощностью 50 Вт довольно популярны.