Друзья! Научите тупоголового и копыторукого осла (меня) ПАЯТЬ!
YoNas_Kaki
Итак, дано:
– советский выжгатель Узор-1
– отпаявшаяся от него родная игла
– спецприпой для пайки таких иглы (маленькая палочка, куплен вместе с запасными иглами)
– ещё какой-то тугоплавкий припой (толстая колбаска)
– бура
– газовая горелка-ручка
У меня НИ ХРЕНА НЕ ПОЛУЧАЕТСЯ!!!!!Ничего ни к чему не припаиваится. Припой не липнет ни к трубкам, ни к игле. ЖОПА!!!
Объясните мне просто тупо, как младенцу, последовательность действий, ПОЖАЛУЙСТА!!! Ребёнок из-за косорукого папы не может уже неделю выжечь бабушкам подарки на Новый Год… 😞
Щас тут будет фотка.
alex-wolff
такая же фигня была. 😀 игла лопнула…..оловом не припаять.
YoNas_Kaki
alex-wolff
такая же фигня была.😀 игла лопнула…..оловом не припаять.
 😀 игла лопнула…..оловом не припаять.
😀 игла лопнула…..оловом не припаять.Игла не лопнула, игла лежит на табуретке (на фото – под банкой с бурой). И мне её уже однажды припаивали на работе обычным 100 Вт паяльником, но легкоплавким припоем. Предупредили – на максимум не врубать. Сын нечаянно крутанул – игла отпаялась. Надо припаять обратно. НАДО припаять…
alex-wolff
YoNas_Kaki
Игла не лопнула
это я про свой случай. 😊
YoNas_Kaki
Сын нечаянно крутанул – игла отпаялась. Надо припаять обратно. НАДО припаять…
дык я и говорю, оловом не припаять, от нагрева снова отваливается….вытаскивай трубки из оправы, бери припой сантехнический меднофосфорный или серебряный, и паяй..а эти пос не годятся.
YoNas_Kaki
вытаскивай трубки из оправы, бери припой сантехнический меднофосфорный или серебряный, и паяй.
 .а эти пос не годятся.
.а эти пос не годятся.Вытащить трубки из оправки можно только расколов оправку. Она чё-то типа эбонитовой. Не вариант.
Только дело сейчас даже не в марке припоя, а в косорукости пайщика. Мне нужно понимать КАК ЭТО ДЕЛАТЬ, а не чем.
alex-wolff
YoNas_Kaki
Вытащить трубки из оправки можно только расколов оправку
они сами вывалятся, когда трубки нагреешь, а греть их придётся что бы паять…у меня они отвалились от простого эл.паяльника.
ЮЗОН
При пайке нихрома (а из него как раз и “игла”), есть маленькие хитрости
позвони с утреца (телефон в профиле) часиков – после 9
а то, сильно много (и долго) писать
bakh
YoNas_Kaki
тупоголового и копыторукого осла
с этим пунктом
я не согласный и еще много кто
prim2005
В первую очередь- бура для твердых припоев (600-800 грд), для олова нужна (в данном случае) паяльная кислота, она же хлористый цинк.
Зачистить нихром от черного окисла, смазать кислотой и облудить припоем, лучше паяльником, а не горелкой (ей трудно контролировать температуру). Далее прогревая трубочки воткнуть нихромовую проволоку в них.
prim2005
припой сантехнический меднофосфорный
он только для медных сплавов
косорукого папы
кто бы говорил!
YoNas_Kaki
prim2005
В первую очередь- бура для твердых припоев (600-800 грд), для олова нужна (в данном случае) паяльная кислота, она же хлористый цинк.
Зачистить нихром от черного окисла, смазать кислотой и облудить припоем, лучше паяльником, а не горелкой (ей трудно контролировать температуру).
 Далее прогревая трубочки воткнуть нихромовую проволоку в них.
Далее прогревая трубочки воткнуть нихромовую проволоку в них.Огромное спасибо!!! Завтра (вернее уже сегодня 😊) попробую и доложусь о результатах.
serge-vv
Сань, а ведь можно же просто вставить иголку и зажать ее в трубках пассатинами, держаться и греть будет. НГ будет спасен, а уж потом на досуге, сможешь с пайкой развлечься.
Миха_А
serge-vv
Сань, а ведь можно же просто вставить иголку и зажать ее в трубках пассатинами, держаться и греть будет. НГ будет спасен, а уж потом на досуге, сможешь с пайкой развлечься.
Вполне вариант! В моём (в детстве) таком же выжигателе игла было заплющена в трубках.
Maty
serge-vv
Сань, а ведь можно же просто вставить иголку и зажать ее в трубках пассатинами, держаться и греть будет.
 НГ будет спасен, а уж потом на досуге, сможешь с пайкой развлечься.
НГ будет спасен, а уж потом на досуге, сможешь с пайкой развлечься.именно так и поступал лет 25 тому назад, вполне работало
SNiL
Я наверное ошибаюсь, но эта бура в баночке какая-то странная бура. Вернее так – пытался с ней арматуру сварить в горне, так она дымит, воняет но ничего с ней не варилось. Купил другой, в больших пакетах – без проблем.
Evgeny_926
нихром нормально облуживается на таблетке аспирина
TEA737
У меня подобный выжигатель. В свое время просто заменил трубки на латунные стержни и нарезал резьбу М3 на них – крепил нихром на гайки. По сей день всё работает. Пару раз менял сгоревший нихром – минутное дело. Пайка – морока неоправданная.В книжке 300 практических советов есть описание, как сваривать термопары (совет 104). Если хотите – можете попробовать. По идее должно получиться.
Если хотите – можете попробовать. По идее должно получиться.
lagarto
И так. Зачищаем места которые будем паять. Лишнее олово паяльником. Грязь мелкой шкуркой и ли сцарапывая чем либо острым. Должно блестеть. Наносим флюс. Для тугоплавких материалов это паяльная кислота, аспирин или гидропирит в таблетках. Все прилично воняет при разогреве. Прогревая паяемую деталь паяльником одновременно наносим припой, т.е. олово.Там где успело подгореть и не нанеслось олово, повторяем с начала. На даже слегка испачкавшуюся, окислившуюся поверхности олово не ляжет. Когда залудили, т.е. покрыли оловом, красивым, тонким слоем, вставляем одну хреновину в другую и прогреваем. Олово между собой схватится. Можно немного пошевелить. Главная ошибка всех начинающих паять – окисление места спайки. Ну не пристает олово к окислу.
Именно поэтому большинство даже опытных пайщиков считают, что алюминий не паяется. Просто он мгновенно дает поверхностный окисел.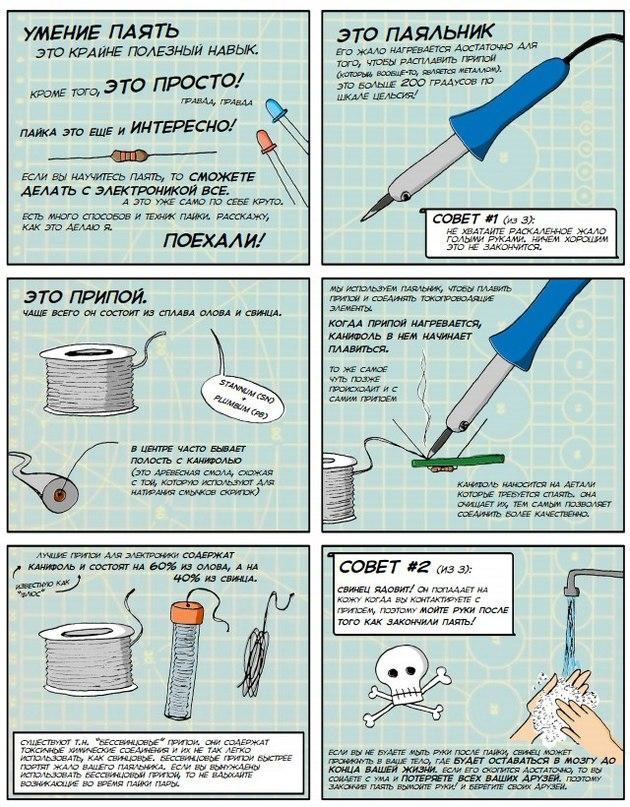 Если при пайке алюминия добавить немного мелкого абразива в флюс и потереть жалом паяльника, все удается.
Если при пайке алюминия добавить немного мелкого абразива в флюс и потереть жалом паяльника, все удается.
Сань, недавно работу поменял. Теперь могу помочь только советом.
АЛЕКСАНДР.Н
Здравствуйте! YoNas.
Простой и надёжный способ, обжать нихром трубкой, потом запаять. В качестве трубки игла от капельницы, можно использовать наконечники стержней от авторучки (то, что есть). С уважением.
vityuxa
Обясняю! Мню сам имел сына! проходили! Вот 😞рисунок) между колодками кусочек асбеста, сверху трубочку от обломка стеклотканной удочки (чёп по диаметру подошло) считай сей вопрос с сыном улажен до армии!
sd pskov
vityuxa
рисунок огонь!! наверно даже сохраню))
val58
В Советские времена паяли мы нихром и нержавку с помощью таблетки аспирина(ацетилсалициловая кислота)
val58
В Советские времена паяли мы нихром и нержавку с помощью таблетки аспирина(ацетилсалициловая кислота).Дёшево и сердито)))))
Почему паяльник не прилипает к олову?_AiXun
При пайке мы обнаруживаем, что жало паяльника не может надеть олово, или оно просто соскальзывает после нанесения олова. Вы догадываетесь, есть ли проблема с оловянным материалом? На самом деле существует множество причин, по которым паяльник не прилипает к олову, например, температура, загрязнения на жало паяльника, окисление жала паяльника и т. д. Это основные причины, по которым паяльник не прикасается к олову. банка.
1. Давайте посмотрим, используется ли паяльное жало для глажения термоклеев, таких как пластмассы, клеи, пленки и т. д., так что олово, изначально висевшее на жалом паяльника, соскальзывает, что приводит к пайке железный наконечник для окисления. Если олова нет, мы включим головку паяльника на некоторое время, чтобы расплавить термоклей с более высокой температурой, а затем удалить термоклей с головки паяльника влажной губкой.
Если олова нет, мы включим головку паяльника на некоторое время, чтобы расплавить термоклей с более высокой температурой, а затем удалить термоклей с головки паяльника влажной губкой.
2. Сначала очищаем жало паяльника, удаляем всякую всячину на жало паяльника, после остывания чистим спиртом. Затем опустите наконечник в канифоль при нагревании и сразу же залудите. Будьте осторожны, чтобы не отшлифовать наконечник лезвием или наждачной бумагой, так как защитный слой наконечника будет сошлифован, что сократит срок службы наконечника.
3. Если это жало бессвинцового паяльника, то оно не всесильно, потому что паяльник годится только для сварки, а многие используют его для плавления пластика. При нагревании пластика защитный слой на жале бессвинцового паяльника легко повреждается, а остатки пластика могут повредить жало паяльника.
4. После непрерывной модернизации паяльника срок службы жала паяльника теперь очень велик, но также будет происходить явление, когда жало паяльника не касается олова. В дополнение к собственным причинам, есть также высокая температура, которая также легко может вызвать сильное окисление жала паяльника. Использование неправильных или дефектных методов очистки приведет к тому, что жало паяльника не прилипнет к олову.
В дополнение к собственным причинам, есть также высокая температура, которая также легко может вызвать сильное окисление жала паяльника. Использование неправильных или дефектных методов очистки приведет к тому, что жало паяльника не прилипнет к олову.
Причины, по которым жало паяльника не прилипает к олову:
1. При длительном нахождении жала паяльника при чрезмерно высокой температуре олово, прикрепленное к поверхности, быстро плавится и улетучивается, в результате при бурном окислении. Высокая температура требует больше олова;
2. Перед использованием жало паяльника не лужится. После пайки жало паяльника следует залужить для защиты;
3. Причина использования припоя в том, что используется нечистый припой, а флюс в проволоке припоя прерывистый или неравномерный;
4. Потрите жало паяльника сухой или грязной губкой или тканью;
5. Всегда включено «сухое прожигание» при высокой температуре без лужения жала, а поверхность жала не имеет олова, что вызовет быстрое окисление;
6. Используемый флюс обладает высокой коррозионной активностью и вызывает быстрое окисление жала паяльника.
Используемый флюс обладает высокой коррозионной активностью и вызывает быстрое окисление жала паяльника.
7. Используемый флюс нейтрален, окисел на жало паяльника не очищается;
Выше приведены основные причины и решения для 9Жало паяльника 0007 не прилипает к олову во время пайки. Из вышеизложенного мы понимаем, что причина, по которой жало паяльника не прилипает к олову, заключается в том, что мы недостаточно знаем о жале паяльника. Причина в том, что если вы уделите немного внимания сварке, вы обнаружите, что этих проблем можно избежать.
Если у вас есть другие вопросы о сварке, вы можете связаться с специалистами AiXun по пайке , которые помогут вам со сваркой.
Распространенные ошибки при пайке — Global Electronic Services
Ошибки при пайке легко допустить, особенно если вам нужно модифицировать сотни печатных плат. Следовательно, при выполнении этих задач вы можете столкнуться с различными типами дефектов пайки. Даже более продвинутые работники иногда допускают ошибки, такие как перегрев или недогрев штифта или контактной площадки или покрытие их слишком малым или слишком большим количеством припоя. Чтобы избежать этих ошибок и освоить идеальное паяное соединение, очень важно знать, как определить плохие паяные соединения.
Даже более продвинутые работники иногда допускают ошибки, такие как перегрев или недогрев штифта или контактной площадки или покрытие их слишком малым или слишком большим количеством припоя. Чтобы избежать этих ошибок и освоить идеальное паяное соединение, очень важно знать, как определить плохие паяные соединения.
Содержание
Soldering Problems
Disturbed Joint
Cold Joint
Overheated Joint
Insufficient Wetting of the Surface Mount
Insufficient Wetting of the Pad
Insufficient Wetting of the Pin
Solder Starved
Too Much Solder
Untrimmed Leads
Solder Bridge
Lifted Pad
Stray Припой
Ремонт припоя в Global Electronic Services
Опытный глаз может легко определить большинство типов дефектов пайки. Правильно спаянный стык будет иметь вогнутую форму и быть симметричным, чистым и упорядоченным по сравнению с соседями. Неправильно припаянное соединение будет грязным и иметь некоторые физические отклонения, такие как чрезмерно вздутая форма или длинный стержень. Следующие проблемы являются результатом 12 наиболее распространенных ошибок при пайке.
Следующие проблемы являются результатом 12 наиболее распространенных ошибок при пайке.
Одной из наиболее распространенных проблем вдоль рядов и столбцов паяных соединений является нарушенный стык, который имеет вздутый, деформированный и иногда шелушащийся вид. Основной причиной нарушения соединения является движение любого рода во время нанесения припоя. Если у вас есть плата, размещенная на неустойчивой поверхности, и она трясется или отклоняется во время нанесения припоя, соединение может быть нарушено и потеряет свой состав. Помехи также могут возникать, если плата подвергается движениям или вибрациям во время высыхания припоя.
Люди часто путают больные суставы с холодными суставами, которые имеют схожий внешний вид, но являются результатом разных проблем. В некоторых случаях вы можете решить эту проблему, если повторно нагреете соединение и позволите ему затвердеть без каких-либо дальнейших нарушений. Чтобы предотвратить создание нарушенных соединений в будущем, убедитесь, что каждое соединение зафиксировано и стабилизировано во время нанесения припоя.
Еще одна очевидная проблема, часто встречающаяся на только что спаянных платах, — это соединение холодной пайки, которое обычно имеет комковатый, а иногда и бесформенный вид. Холодные соединения обычно образуются во время применений, когда припой не достигает достаточного состояния плавления. Помимо своего странного внешнего вида, холодные суставы создают проблемы, поскольку они не способны выполнять свое предназначение. Холодные швы, как правило, не обладают достаточной адгезионной способностью и со временем имеют тенденцию к образованию трещин.
В некоторых случаях холодный шов можно восстановить, повторно нагрев его. Этого можно добиться, прикладывая к соединению горячий утюг, пока припой не ляжет на место. В некоторых случаях холодные соединения также будут иметь избыточное количество припоя. Если это так, вы можете удалить его горячим кончиком утюга. Чтобы предотвратить образование холодных соединений в будущем, обязательно нагрейте утюг до нужной температуры перед нанесением припоя.
Среди только что припаянных соединений одним из наиболее серьезных возможных недостатков является перегретое соединение, которое образуется во время применения, когда припой приложил слишком много тепла. В то время как холодные швы возникают, когда утюгу не хватает тепла, перегрев происходит, когда утюг чрезмерно нагревается непосредственно перед применением. Перегретые суставы часто имеют обожженный вид с бугристыми, деформированными суставами.
Чтобы устранить проблемы, вызванные нанесением перегретого припоя на стык и его окрестности, соскребите пригоревший флюс кончиком инструмента для обработки печатных плат. В некоторых случаях для удаления пригоревшего флюса может потребоваться раствор, например изопропиловый спирт. Самый эффективный способ нанесения спирта — с помощью маленькой зубной щетки.
Ремонт перегретых соединений представляет собой сложную задачу, и поэтому крайне важно избегать их любой ценой.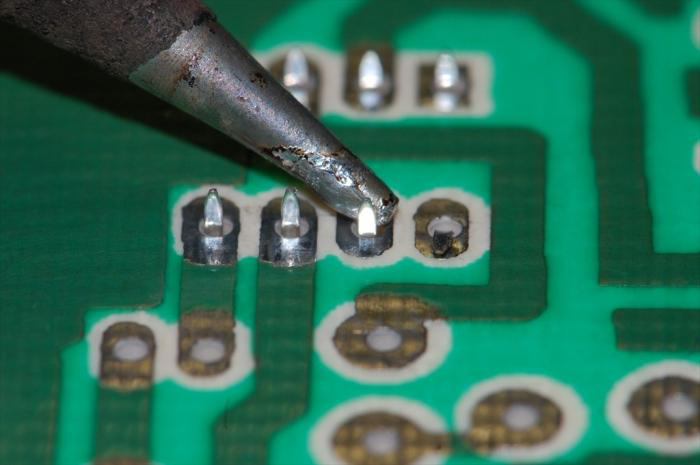 Чтобы предотвратить эту проблему в будущем, обязательно нагрейте утюг до нужной температуры и дважды проверьте чистоту соединений перед пайкой.
Чтобы предотвратить эту проблему в будущем, обязательно нагрейте утюг до нужной температуры и дважды проверьте чистоту соединений перед пайкой.
Если вы нагреете штифт, но не контактную площадку во время нанесения припоя, вы можете получить недостаточно смачиваемый поверхностный монтаж, когда компоненты крепления не будут натекать на него. паяльная площадка. Участок легко определить, если вы видите неровности поперек ряда креплений. Если несколько креплений подошли к колодке должным образом, но одно или два дополнительных крепления сохранили свой первоначальный состав штифтов, проблема, скорее всего, была вызвана недостаточно смачиваемой площадкой.
Чтобы исправить контактную площадку, которая была неправильно смочена во время первоначального монтажа, предварительно нагрейте наконечник утюга до необходимого уровня нагрева, а затем приложите его к контактной площадке припоя. Нанесите больше припоя на контактную площадку, дав ему время впитаться и расплавиться вместе с припоем штифта. Чтобы предотвратить возникновение этой проблемы в будущем, нагревайте контактную площадку перед нагреванием штифта.
Чтобы предотвратить возникновение этой проблемы в будущем, нагревайте контактную площадку перед нагреванием штифта.
Если паяльная площадка недостаточно смачивается в процессе пайки, соединение будет иметь неровный вид, что указывает на отсутствие потенциала склеивания. В большинстве таких случаев большое количество припоя смачивает выводы, но контактная площадка не обладает необходимой прочностью сцепления. Часто проблема смачивания может возникнуть, если вы нанесете припой на грязную печатную плату. Из-за наличия грязи на плате припой не сможет соединиться должным образом. В некоторых случаях подушечка может оказаться недостаточно смачиваемой, если подушечка и штифт недостаточно нагреты во время нанесения.
Чтобы устранить проблемы с недостаточно смоченной контактной площадкой, нагрейте кончик железного стержня до нужной температуры и поместите его в основание соединения, затем дайте припою стечь по контактной площадке. Чтобы предотвратить эту проблему в будущем, перед нанесением убедитесь, что плата чистая, и что вы предварительно нагрели контакт и контактную площадку до необходимого уровня температуры.
Чтобы предотвратить эту проблему в будущем, перед нанесением убедитесь, что плата чистая, и что вы предварительно нагрели контакт и контактную площадку до необходимого уровня температуры.
В случаях, когда прокладка была плохо смачена и штифт совсем не смачивается, скорее всего, штифт не был должным образом термообработан, поэтому недостаточно смачиваемый штифт. Эта проблема обычно возникает, если вы не обработали штифт достаточным нагревом, поэтому припой не успел впитаться на место.
Чтобы устранить проблему с недостаточно смачиваемым стержнем, повторно нагрейте жало до необходимой температуры и нанесите больше припоя. Когда вы делаете это повторное нанесение, обязательно коснитесь и штифта, и подушечки кончиком горячего утюга, так как это будет необходимая мера для подготовки этих компонентов для правильного применения. Чтобы предотвратить повторение этой проблемы в будущем, при нанесении припоя обязательно нагревайте и контакт, и контактную площадку до соответствующего уровня.
Если в соединении недостаточно припоя, оно подпадает под категорию недостаточно припоя. Соединение, в котором нет нужного количества припоя, не сможет функционировать должным образом. Без надлежащего количества припоя соединение может треснуть под нагрузкой, что приведет к выходу платы из строя. Несмотря на то, что соединение с недостаточным припоем может иметь хорошую проводимость, оно все равно сделает плату небезопасной для использования, если вы не устраните проблему повторным нанесением припоя на рассматриваемое соединение.
Чтобы отремонтировать соединение, в котором недостаточно припоя, предварительно нагрейте соединение кончиком утюга и нанесите больше припоя на то же место, что и в предыдущий раз. После того, как вы закончите этот шаг, сустав должен стать более прочным и соответствовать другим на доске. Теперь соединение должно выдерживать нагрузки и обеспечивать безопасность платы для использования в вычислительных устройствах.
Еще одна большая проблема, связанная с количеством припоя, связана с его чрезмерным количеством. Такие стыки легко заметить на доске, потому что стык обычно круглый и вздутый, как пузырь. Напротив, здоровое соединение с правильным количеством припоя будет иметь вогнутую форму. Когда кто-то покрыл соединение слишком большим количеством припоя, оно вряд ли будет иметь достаточную электропроводность. Хотя соединение, вероятно, не будет подвержено растрескиванию под напряжением, оно не сможет выполнять свое предназначение.
Чтобы починить чрезмерно припаянное соединение, вам нужно будет удалить часть припоя и обрезать соединение до правильной вогнутой формы. Чтобы убрать припой, нагрейте жало паяльника и срежьте им излишки припоя. Делайте это до тех пор, пока сустав не перестанет выглядеть круглым и надутым. Присоска для припоя может облегчить работу по удалению излишков припоя.
9. Необрезанные выводы Одной из самых опасных ошибок при пайке является наличие необрезанных выводов, которые торчат, как рожки, и их легко заметить невооруженным глазом. В то время как обычные грифели имеют вогнутую форму, необрезанные грифели торчат выше и часто имеют небольшой наклон в сторону. Если два из этих необрезанных наконечников соприкоснутся друг с другом, вы можете получить короткое замыкание на руках. Даже если провода стоят вертикально, со временем они могут легко погнуться и войти в контакт.
В то время как обычные грифели имеют вогнутую форму, необрезанные грифели торчат выше и часто имеют небольшой наклон в сторону. Если два из этих необрезанных наконечников соприкоснутся друг с другом, вы можете получить короткое замыкание на руках. Даже если провода стоят вертикально, со временем они могут легко погнуться и войти в контакт.
Необрезанные выводы легко исправить, обрезав их до размера, подходящего для стандартного соединения. Возьмите тот же инструмент, который вы используете для обрезки пайки, и обрежьте каждый слишком длинный вывод, чтобы опустить соединение до той же высоты, что и другие на плате.
10. Паяльная перемычка Если избыточное количество припоя расплавится между соседними соединениями на плате, вы можете получить паяную перемычку. На печатных платах разъемы не просто так. Если вы непреднамеренно образовали контакт между двумя соединениями во время пайки, вы должны немедленно устранить проблему, так как в противном случае плата будет непригодна для использования.
Чтобы удалить припойную перемычку и отделить непреднамеренно соединенные соединения, нагрейте жало паяльника и прорежьте им перемычку снизу. Создайте канал через мост, затем расширяйте залив, пока два соединения не окажутся на соответствующем расстоянии друг от друга. После снятия моста с помощью утюга подкорректируйте форму суставов, если это необходимо. Чтобы предотвратить повторение этой проблемы, используйте только надлежащее количество припоя во время каждого нанесения, так как слишком много припоя может легко расплавиться вбок и столкнуться с соседними соединениями.
11. Поднятая площадка Помимо проблем с соединениями, вы можете заметить места, где площадка для пайки отделяется от печатной платы. В местах, где вы перестарались с соединением или несколько раз обработали припой горячим утюгом, вы можете получить приподнятую площадку. Проблема обычно возникает из-за повторяющихся чрезмерных нагрузок на доску. Например, если вы удалите припойную перемычку горячим утюгом и очистите боковые выступы от каждого соединения, вы можете случайно приподнять слишком много и полностью сместить припой с платы. Проблема наиболее распространена на платах, где медный слой тонкий, а сквозное покрытие отсутствует.
Проблема наиболее распространена на платах, где медный слой тонкий, а сквозное покрытие отсутствует.
Починить поднятую площадку можно, хотя задача сложная. Самый практичный метод ремонта — согнуть провод припоя и приклеить его к еще неповрежденной медной дорожке. Если паяльная маска закрывает соседнюю дорожку, вам нужно будет удалить ее, чтобы открыть медь.
12. Бродячий припойВ некоторых случаях на плате могут остаться случайные кусочки припоя, что может привести к беспорядку в процессе пайки. Эти непреднамеренные биты не прикреплены к медной дорожке и связаны остатками флюса. Даже если вы не соединили эти биты ни с чем другим на плате, вы все равно должны удалить их, прежде чем использовать плату. В противном случае эти случайные частицы припоя могут вызвать короткое замыкание на плате.
Чтобы удалить остатки припоя с печатной платы, используйте кончик острого инструмента для печатных плат, например небольшой нож или булавку. Приложите острие инструмента к случайным кусочкам припоя и соскребите каждый из них с поверхности платы.