Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.

Материалы:
- припой 60/40;

- минеральное масло или вазелин;
- спирт.



Как паять алюминий правильно
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.


Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином. Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.

После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.

Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.

Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.

Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Смотрите видео
sdelaysam-svoimirukami.ru
Как правильно паять алюминий

Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.

В чем сложность пайки
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.

Готовим инвентарь
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.
Паяем алюминий оловом и флюсом Ф-64
Важно. Пайка токопроводящих элементов с помощью Ф-64 и любого его аналога по правилам ПУЭ запрещена. Так как применение кислоты вызывает не только разрушение оксидной пленки, но так же активно разрушает сам металл, а после лужения эту кислоту удалить невозможно и она продолжает разрушительные процессы под припоем.

Таким способом вы сможете, например, запаять алюминиевую декоративную деталь.
Сам по себе алгоритм работы с флюсом Ф-64 очень прост. Сначала зачищаем изоляцию на алюминиевой жиле , затем наждачной бумагой или же ножом обрабатываем саму жилу для того, чтобы снять толстый слой пленки.
Затем кисточкой наносим флюс на зачищенную жилу и еще раз зачищаем его уже под флюсом. Таким образом флюс препятствует образованию новой пленки.
Затем уже хорошо прогретым паяльником начинаем наносить на подготовленную жилу олово. При этом вы паяльником будто втираете припой.
Как только вы залудили одну дорожку, вновь наносите флюс и повторяйте процедуру. Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
После того, как вы полностью обработали жилы нужно обязательно промыть ее в растворе соды (пять столовых ложек соды на 200 грамм воды). Это нужно чтобы смыть остатки активных веществ, оные входят в состав Ф-64.
Пайка алюминия с медью при помощи олова и канифоли
Для того, чтобы спаять токопроводящие жилы медного и алюминиевого провода применять кислотные флюсы нельзя, а нужно воспользоваться жидкой канифолью, оная так же обеспечит надежное соединение.
Такую канифоль можно приобрести уже в готовом виде, а можно приготовить самостоятельно, для этого вам потребуется кусковая канифоль (оная измельчается в порошок) и чистый спирт. Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.

Так же помимо всего вышеперечисленного инвентаря нам еще нужно подготовить небольшую емкость в оную мы будем погружать зачищенный конец провода.
Так же удаляем изоляцию и очищаем жилу от толстого слоя пенки, затем погружаем наш оголенный конец провода, чтобы он полностью был в жидкой канифоли и с помощью ножа еще раз обрабатываем жилу.
Далее берем предварительно разогретый паяльник и начинаем обрабатывать жилу у самой поверхности канифоли, вращая его и вынимая по мере того, как будет облуживаться провод.
Главная фишка заключена в том, чтобы алюминий облуживался у самой границы между канифолью и воздухом таким образом, чтобы воздух не окислял его.
Следите, чтобы паяльник не терял температуру и при необходимости вынимайте его из ванночки, чтобы он хорошо прогрелся.
Важно. При этой работе выделяется очень много дыма, поэтому лучше ее производить на открытом воздухе или же в помещении с отличной принудительной вентиляцией.
После того, как вы облудили алюминий, остаточный след канифоли легко удаляется тряпкой смоченной в спирте. Затем вы можете скрутить облуженные алюминиевые и медные провода в классическую скрутку и тут же пропаять ее.

Олово послужит отличным нейтрализатором гальванического взаимодействия меди и олова и гарантирует, что подобное соединение прослужит очень долго и безаварийно.
Пожалуй, единственным и существенным недостатком подобного соединения меди и алюминия является тот факт, что выполнить пайку в распределительной коробке, находящейся под потолком и при отсутствии должного запаса, практически невозможно.
В этом случае лучше воспользоваться другими способами соединения проводов в распределительной коробке.
Это все, что я хотел вам рассказать о пайке алюминия с помощью специальных припоев и обычного олова с канифолью. Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Источник

Алюминий часто используют в домашних целях.

Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.

Детали алюминия по теплопроводности также близки к медным. Поэтому алюминий используют и для радиаторов.

Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?

Дело в том что при обычных условиях алюминий легко взаимодействует с кислородом воздуха и покрывается тонкой – 0,0002 мм, но твердой оксидной пленкой -Al2O3. Пленка защищает металл от дальнейшего его окисления и придает ему матового, сероватого цвета.

Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:
Место пайки покрывают канифолью, рядом располагают, готовят надфиль. Все время добавляя новый канифоль надфилем зачищают алюминиевую поверхность. Пока напильник чешет место пайки под канифолью, он так срывает тот окисел. Наловчившись так,метод принесет хорошие результаты. Для пайки алюминия толщиной до 1 мм мощность паяльника достаточна в 50 Вт.

Способ 2. Пайка с мелкими железными опилками:
Канифоль как известно растворимая в этиловом спирте. Поэтому растворив твердую канифоль некоторым количеством спирта до состояния меда. Добавляем к тому раствору мелкие железные опилки. Такой “железной” канифолью залуживаем сначала жало паяльника, потом начинаем им интенсивно натирать место пайки в аллюминие.

Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:

Чистое место пайки покрывают не толстым слоем канифоли, натирают таблеткой анальгина.

Далее прижимая жало горячего паяльника, залуживаем поверхность припоем. После чего надо смыть остатки ацетоном и еще прогреть.

Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.

При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:

Существуют также много промышленных флюсов.

Например смесь олеиновой кислоты с йодидом лития.

Покрывая деталь даже без зачистки перед пайкой.

Можно получить хорошие результаты и качественный стык.

Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.

Место пайки зачищаем шкуркой и наносим на нее несколько капель медного купороса. К алюминию подключаем “минус” (например батарейки). К “плюсу” же присоединяем кусок медного провода. Зубной щеткой чуть протираем по алюминию. Провод не должен прикасаться к пластинке, только ворс щетки. Далее медную поверхность паяем как обычно.

Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
Пайка алюминия в домашних условиях: инструкция
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании ChemetФлюс
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производстваДля высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуреПодготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 ВтНаиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелкаПри использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.

Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.

Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.

Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Тоже интересные статьи
 Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Для этого применяют обычный паяльник, обычные припои ПОС-50 и ПОС-61, содержащие олово. Кроме того, возможно применить сварочный магниевый карандаш или использовать газовую горелку.
После того как вы выбрали припой, необходимо выбрать флюс для паек. Самый главный секрет при пайке алюминия — работать быстро, соединить спаиваемые детали сразу после того, как они были очищены от оксида.
Подготовка к работе
Определение сплава изделия
 Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Выбор флюса
 Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
Процесс пайки алюминия
Подготовка изделия
- До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.
- Далее, необходимо зачистить алюминий, его обрабатываемую поверхность с помощью щётки из нержавеющей стали. При контакте с воздухом алюминий быстро покрывается слоем оксида алюминия, который не может быть залужен и пропаян. Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном.
- Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.
- Далее, быстро, пока не образовался новый слой оксида алюминия, нанесите флюс вдоль площади спаивания. Для этого можно применить деревянную палочку или стержень припоя. Это обеспечит вытяжку припоя по всей площади соединения и прочный паяный шов.
 До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.
До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии. Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.
Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.Пайка изделия
Теперь можно нагревать спаиваемые детали. Для этого можно применить паяльник мощностью до 150 ватт или газовую горелку, в зависимости от массы спаиваемого изделия.
- Нагревать нужно рядом с местом соединения. Начинать нагрев нужно с нижнего конца изделия. Прямое пламя горелки может перегреть соединение, и тогда вся работа пойдёт насмарку. Поэтому наконечник горелки нужно держать на расстоянии 10 – 15 мм от поверхности металла. Для того чтобы равномерно прогреть спаиваемый шов, необходимо плавно, маленькими кругами перемещать источник тепла по площади спаивания. Учтите, что при использовании паяльного утюга он может нагреваться до нужной рабочей температуры в течение 10 минут. Если при нагреве спаиваемого соединения используемый флюс почернеет, то это значит, что температура нагрева соединения была слишком высока. Флюс нужно удалить и после охлаждения добавить новый и продолжать работу.
- После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности.
- Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
- После охлаждения спаиваемой детали её нужно очистить от остатков флюса и оксидов, образовавшихся при высокой температуре пайки. Если используемый флюс был изготовлен на водной основе, то его можно смыть водой или нейтральным моющим средством. Если же флюс был изготовлен на основе смолы, то для очистки можно применить ацетон. Иногда для очистки от оксидов применяется кислотный травильный раствор.
 После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности.
После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности. Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.Один домашний способ, как паять алюминий паяльником
Нужно подготовить небольшую поверхность на алюминиевом изделии, просто зачистив её. На эту поверхность нанести несколько капель концентрированного раствора медного купороса. Алюминиевое изделие подключить, используя провод диаметром примерно 1 мм к источнику постоянного тока. Можно использовать алюминиевый провод. Другой медный провод свернуть так, чтобы получился небольшой диск. Другой конец этого провода подключить к «+» источнику постоянного тока.
В эту цепь можно последовательно включить обычную лампу накаливания на соответствующее напряжение. В качестве источника питания подойдёт трансформаторный выпрямитель от 3 до 12 вольт, аккумуляторная батарея или даже батарейка от карманного фонарика с напряжением 4,5 вольт.
Есть много видео в сети на YouTube. Вот инструкция для проведения успешной пайки алюминия.
После включения источника питания медный провод со свёрнутым диском подносится к месту пайки на небольшое расстояние и опускается в нанесённый ранее раствор медного купороса. Касаться самого алюминиевого изделия не нужно, ток должен течь через медный купорос. Загорается лампочка, и происходит электролитическое осаждение меди на поверхность алюминия. Через некоторое время медный купорос может закипеть и испариться. На его месте останется осаждённая медь. Потом этот участок можно залудить обычным способом и припаять к нему медный провод.
Паяем алюминий | Мастер-класс своими руками
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом.Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.

Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.

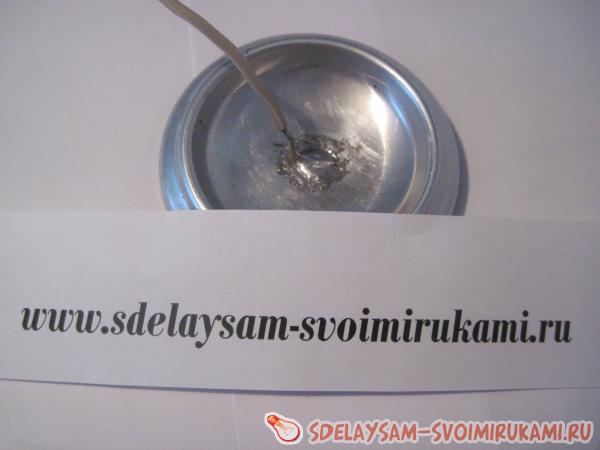
Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.


Куском наждачной бумаги зачищаем место пайки до блеска.

Наливаем на это место немного масла.

Далее растираем наждачной бумагой масляное пятно.

Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.
Паяльник к этому времени должен быть разогрет до рабочей температуры.
Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.

Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.

Медный провод припаивается к залуженному алюминию очень легко.

Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.

Далее провод нужно окунуть в масло и тереть наждачной бумагой.

Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.

Провод то же прекрасно паяется к алюминиевой банке.

Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
По сути, пайка – это процесс соединения двух или более металлических предметов вместе, чтобы сформировать надежное соединение. В отличие от сварки, используемой для соединения больших металлоконструкций, пайка является подходящей техникой для изготовления деликатных соединений и склеивания мелких или даже крошечных предметов.Чтобы сделать соединение, вам нужно будет положить в него присадочный сплав или припой, который действует как клей или клей. Раньше все припои были на основе свинца, однако сейчас существует целый ряд бессвинцовых сплавов, безопасных как для здоровья человека, так и для окружающей среды. Для применения в качестве связующего вещества припой необходимо расплавить. Это именно то, для чего используется паяльник. Инструмент с подогреваемым наконечником поможет вам не только разжижить припой, но и точно установить соединение с ним.
Чтобы получить постоянное и действительно надежное соединение, важно знать, какие материалы могут быть спаяны вместе, а какие нет. Изначально пайка предназначена для металлов, и тем или иным способом все металлы можно паять. Тем не менее, стоит сказать, что металлы отличаются паяемостью, то есть способностью металла создавать паяное соединение.Таким образом, благородные металлы (золото, серебро, олово, кадмий, палладий) отличаются превосходной паяемостью и часто содержатся в припоях. Медь, бронза, латунь, никель, свинец, углеродистая сталь, цинк и низколегированная сталь имеют хорошую и среднюю паяемость и довольно легко паяются. Наиболее сложными для пайки металлов, для которых потребуется предварительное покрытие, предварительное лужение или использование специального припоя, являются алюминий, высоколегированные стали, нержавеющая сталь, чугун, титан и магний.
Пайка наиболее широко используется в электронике для соединения электрических проводов и электронных компонентов, восстановления плохих соединений в электрических цепях, на печатных платах, ремонта ПК, терминалов, преобразователей, радиоустройств и антенн.Тем не менее, сфера применения не ограничивается только электроникой. Пайка может применяться для соединения компонентов сантехники и холодильного оборудования, ювелирных изделий, деталей машин и некоторых механических деталей, а также для изготовления соединений в объектах из листового металла.
Получите необходимый «поворот запястья»
Казалось бы, простое использование паяльника все еще требует определенного навыка для создания точных, гладких и надежных соединений без хлопот.Чтобы помочь вам быстро освоить технику пайки, мы суммировали несколько полезных советов о том, как правильно использовать паяльник.
- Жало паяльника сильно нагревается, не говоря уже о температуре расплавленного металла. Следовательно, из-за высокого риска ожогов и травм, вы должны в первую очередь позаботиться о своей личной безопасности. Носите специальные очки и перчатки, чтобы защитить глаза и кожу, и работайте в хорошо проветриваемых помещениях, чтобы избежать вдыхания вредных паров плавящихся припоев, особенно тех, которые основаны на канифоли.
- Перед использованием паяльника убедитесь, что он полностью нагрет.
- Чтобы получить опрятное и прочное соединение, важно, чтобы наконечник паяльника был чистым и не содержал никаких твердых остатков припоя. Очистите наконечник непосредственно перед нанесением и продолжайте чистить его во время пайки, просто протерев наконечник влажной губкой.
- Нанесите наконечник паяльника на область контакта между компонентами, которые вы хотите соединить, и удерживайте его в течение нескольких секунд. Затем введите припой в область соединения и удерживайте его еще несколько секунд, чтобы он расплавился.Количество припоя, которое нужно подать, зависит от проекта и материалов, к которым вы присоединяетесь. После удаления припоя держите наконечник еще секунду, чтобы сформировать действительно хорошее соединение, и уберите его.
- Дайте суставу остыть естественным образом и не мешайте ему во избежание износа. Правильно спаянное соединение должно выглядеть гладким, однородным и плоским без каких-либо окисленных пятен или зерен.
Примечание: Для идеального соединения проводов используйте кусачки и инструмент для зачистки проводов для резки проводов и снятия изоляции.Между тем, для пайки крошечных или близких к микроскопическим деталям рекомендуется использовать увеличительное стекло для улучшения видимости.
Техническое обслуживание – ключ к вашему инструменту Долговечность

Периодически нагреваясь и охлаждаясь, паяльное устройство или наконечник паяльника покрываются оксидами и флюсом, все это значительно снижает теплопередачу и ускоряет износ наконечника.Чтобы поддерживать высокую эффективность нагрева инструмента и максимально продлить срок его службы, необходимо регулярно лужить припой. Tinning удаляет старый припой и осколки с нагретого наконечника, просто используя влажную губку, чтобы иметь хороший чистый и блестящий наконечник, готовый для пайки.
30-70W 210-400 ℃ Железный газовый паяльник Золото / серебро / Sopper / олово / алюминий паяльник
Описание:
Этот газовый паяльник использует 210-400 ℃ железа и 1300 ℃ пламя для легкого плавления золота, серебра, меди, олова, алюминия и других металлов. Регулируемое пламя делает его пригодным для различных ситуаций.С 7 мл газа, паяльник не требует электричества или батареи. Кроме того, мощность 30-70 Вт позволяет создать сверхвысокую эффективность.
Особенности:
- 210-400 ℃ железа и 1300 ℃ пламя делают этот газовый паяльник способным легко плавить различные типы металлов.
- Паяльник питается не от электричества или батареи, а от 7 мл газа. Мощность
- 30-70 Вт делает сварку паяльником очень мощной и эффективной.
- 30 минут рабочего времени делают его очень практичным и надежным.
- Безопасная эксплуатация – в газовом паяльнике используется универсальный и эффективный бутановый газ, которым легко управлять, чтобы обеспечить безопасную работу.
Технические характеристики:
Тип продукта: газовый паяльник
Материал: пластик, металл
Температура пламени: 1300 ℃ (2500 ℉)
Температура чугуна: 210-400 ℃
Мощность: 30-70 Вт
Емкость газа: 7 мл
Работа время: 30 минут
Тип газа: многоразовый бутановый газ
Подходит: для золота, серебра, меди, олова, алюминия и других металлов
Размер упаковки: прибл.24 * 7 * 1 см / 9,45 * 2,76 * 0,39 в
Вес упаковки: 87 г
Комплектация:
1 * Газовый паяльник
1 * Q-образное кольцо












1) Мы принимаем Alipay, западное соединение, TT. Все основные кредитные карточки принимаются через безопасный платежный процессор ESCROW.
2) Оплата должна быть произведена в течение 3 дней с момента заказа.
3) Если вы не можете оформить заказ сразу после закрытия аукциона, подождите несколько минут и повторите платежи в течение 3 дней.
О доставке
1. Доставка по всему миру. (За исключением некоторых стран и APO / FPO)
2. Заказы обрабатываются своевременно после подтверждения платежа.
3. Мы только грузим к адресам подтвердили заказ. Ваш заказ адрес должен совпадать с адресом доставки.
4. Показанные изображения не являются фактическим товаром и предназначены только для ознакомления.
5. ВРЕМЯ ПЕРЕХОДА ОБСЛУЖИВАНИЯ, предоставляемых перевозчиком, исключая выходные и праздничные дни. Время в пути может меняться, особенно в праздничные дни.
6. Если вы не получили посылку в течение указанного периода, пожалуйста, свяжитесь с нами. Мы отследим посылку и свяжемся с вами как можно скорее с ответом. Наша цель – удовлетворение клиентов!
7. Из-за разницы в состоянии склада и времени мы выберем доставку вашего товара с нашего первого склада для быстрой доставки.
8.Мы продавец не несем ответственности за импортные пошлины, покупатель несет ответственность за это. Любой спор, вызванный этим, является необоснованным.
9. BR покупатель, пожалуйста, предоставьте cpf или cnpj, для вас будет лучше получить его быстрее. спасибо
Возврат и Возврат
1. У вас есть 7 дней, чтобы связаться с нами, и 30 дней, чтобы вернуть его со дня его получения. Если этот предмет находится в вашем распоряжении более 7 дней, он считается использованным, и МЫ НЕ ВЫДАЕМ ВАМ ВОЗВРАТ ИЛИ ЗАМЕНУ.Нет никаких исключений! Стоимость доставки несет продавец и покупатель пополам.
2. Все возвращаемые товары ДОЛЖНЫ БЫТЬ в оригинальной упаковке, и вы ДОЛЖНЫ ПРЕДОСТАВИТЬ нам номер отслеживания доставки, конкретную причину возврата и ваш номер телефона.
3. Мы вернем ВАШУ ПОЛНУЮ СУММУ ВЫИГРЫШНОЙ ЗАЯВКИ, после получения товара в его первоначальном состоянии и упаковке со всеми компонентами и аксессуарами, ПОСЛЕ ОБОИХ Покупатель и Продавец отменяют транзакцию с Aliexpress. ИЛИ, вы можете выбрать замену.
4. Мы будем нести все расходы по доставке, если товар (ы) не так, как рекламируется.
Об обратной связи
Мы поддерживаем высокие стандарты качества и стремимся к 100% удовлетворенности клиентов! Обратная связь очень важна. Мы просим вас немедленно связаться с нами, прежде чем вы дадите нам нейтральный или отрицательный отзыв, чтобы мы могли удовлетворительно решить ваши проблемы.
Невозможно решать вопросы, если мы не знаем о них!
Особенности:
Инструмент для обогрева утюга прост в использовании и приносит больше удобства
Малый размер и легкий вес
Долгая жизнь и идеальный дизайн
Изготовлен из высокопрочной термостойкой меди для долговечности
Обладает высокой безопасностью и стабильной работой.
Легко брать и чистить
Спецификация:
Модель: 900M-T-I
Подходит к: 936,937
Наружный диаметр: около 6 мм / 0.24inch
Внутренний диаметр: около 4 мм / 0,16 дюйма
Длина: около 4,2 см / 1,65 дюйма
В пакет включено:
5 * бессвинцовая пайка (не включая паяльник)
Основные характеристики:
5шт * паяльные жала 900М разные
1 * плойбаг
• 【Комплект для пайки】 – Комплект для паяльника поставляется с паяльником, паяльным проводом, насосом для пайки, подставкой с губкой для очистки, 5 несколькими наконечниками для пайки, антистатическим пинцетом и жестким футляром для удовлетворения всех ваших потребностей в проекте пайки.
• 【БЫСТРЫЙ НАГРЕВ и ЭФФЕКТИВНОСТЬ РАСПРЕДЕЛЕНИЯ ТЕПЛА】 -60 Вт, быстро нагреваться (около 2 минут). Регулируемая температура с диапазоном термостатов 200 ~ 450 ℃. Благодаря нашей усовершенствованной конструкции стальных труб паяльник стал более эффективным для лучшего отвода тепла.
• 【ОПУСТАЮЩИЙ НАСОС】 -Опаянный насос (присоска для пайки) представляет собой вакуумную трубку высокого давления с алюминиевым корпусом, что позволяет легко использовать его одной рукой; лучше всего подходит для удаления припоя с печатной платы через отверстия паяных соединений.
• ORT ПОРТАТИВНЫЙ ИНСТРУМЕНТ ДЛЯ ХРАНЕНИЯ】 – Пластиковый футляр для переноски довольно удобен для хранения небольших инструментов и удобен для переноски. что позволяет избежать потери паяльного пистолета и принадлежностей. Это довольно удобно носить с собой для ремонта электрики, домашнего DIY и других проектов пайки.
• 【ОБЛАСТЬ ПРИМЕНЕНИЯ】 Паяльные наборы – это лучшая идея для подарка для DIYER, различного использования электроники и чип-плат, сварки, ювелирных изделий, гитары, часов, электропроводки, мобильного устройства, компьютерной техники, мелкой электроники, конденсаторов для ТВ или аксессуаров. , побрякушки ваших детей, поделки и многое другое.
Как паять:
1. подготовить припой и паяльник; Специально необходимо содержать наконечник в чистоте, который должен быть покрыт припоем.
2. Пожалуйста, намочите губку перед использованием.
3. Используйте паяльник, чтобы нагреть сварной шов, такой как провода и прокладки печатной платы, и равномерно нагревать сварной шов.
4. Когда температура достаточно высокая, поднесите паяльную проволоку близко к соединению, припой будет плавиться и свободно течь.
5. Пожалуйста, удалите паяльную проволоку, когда олова достаточно.
6. Отведите паяльник в направлении примерно 45 ° и отключите питание.
7. Не вытягивайте наконечник паяльника наружу и не используйте его таким образом, чтобы сократить срок службы нагревательного элемента.
,