Как паять медные трубы: выбор припоя и тонкости технологии
Содержание статьи
В том, что медные трубы опережают стальные, чугунные и ПВХ-трубы по гибкости, термостойкости и долговечности, секрета нет. Высокая цена материала окупается длительным сроком службы медных изделий. Зная, как паять медные трубы, можно сэкономить средства на монтаже.
Медь – отличный материал для пайки, ее поверхность при очистке не нуждается в использовании агрессивных веществ. Существует много легкоплавких металлов, создающих с медью хорошее сцепление (адгезию). При нагреве этот материал не нуждается в дорогостоящих флюсах, так как бурных реакций с кислородом воздуха при плавлении меди не происходит.
Достоинства пайки
Если возникла необходимость припаять медную трубку к железу, вооружайтесь паяльником, припоем и флюсом. Пайкой можно соединять трубы из разных металлов, а также металлы и неметаллы. В процессе пайки основной металл не деформируется, поэтому заданные размеры и форма труб остаются без изменений. Не возникает коробления и внутренних напряжений.
Перед пайкой обезжирьте место стыковки (внутри и снаружи) для улучшения адгезии материала трубы и припоя
При необходимости соединение можно распаять. Медные изделия более гибкие и устойчивые к внешним воздействиям, они легко выдерживают высокое давление и их можно монтировать закрытым способом. При пайке получается высокая прочность соединения.
Как запаять медную трубку в домашних условиях
Капиллярная пайка была разработана специально для меди. Бывает низко- и высокотемпературной. Время монтажа такого соединения: 2-3 минуты. Для получения капиллярного эффекта между трубой и фитингом используют зазор в 0,4 мм. Припой равномерно распределяется по всей площади монтажного зазора.
- Низкотемпературным методом
Олово, свинец и их сплавы являются легкоплавкими припоями. Температура теплоносителя: менее 130 градусов. При капиллярной пайке зазор варьируется по величине и может достигать 0,5 см (для большого диаметра). При сильном нагреве медь теряет твердость, поэтому низкотемпературный вид пайки считается предпочтительным.
При сильном нагреве медь теряет твердость, поэтому низкотемпературный вид пайки считается предпочтительным.
Такой паяльник позволяет соединить трубы низкотемпературным методом
- Высокотемпературным способом
Используется тогда, когда температура теплоносителя превышает 130 градусов. Этот вид пайки требует высокого профессионализма от специалиста – трубу легко пережечь.
Здесь нужны припои из серебра и меди, меди и фосфора. Этим методом можно соединять трубы в уже установленной системе. Охлаждение водой не применяется, так как медь в этом случае переходит в мягкое состояние. С течением времени прочностные характеристики отожженного металла повышаются.
Высокотемпературная пайка
Потребуется специальный режущий инструмент для меди, фаскосниматель, расширитель для труб, молоток, уровень, рулетка, газовая горелка, электропаяльник, твердоплавкий и легкоплавкий припой, флюс (необходим, чтобы удалить оксидную пленку и не допустить окисления).
Последовательность действий
- Предварительная подготовка труб: очищение поверхностей, удаление оксидной пленки флюсом.
Флюс – это химическое вещество, которое помогает распределить припой равномерным слоем, очищает основной металл от окислов и загрязнений. При его выборе учитывается вид металла и припоя. Многокомпонентные флюсы более эффективны, они позволяют получить еще более качественную пайку.
Профессиональное оборудование для пайки
Вещество наносят только на место соединения трубы с раструбом, а не вовнутрь его. Сразу после нанесения флюса трубы соединяют, чтобы на рабочую поверхность не попали посторонние частицы. Поверните трубу в фитинге, чтобы флюс распределился равномерно, остатки химического вещества удаляются тряпкой. Труба готова к нагреву.
- Вставка трубы в муфту. После нужно будет пропаять два стыка. Или торец одной трубы соединяется с торцом другой, тогда обработать нужно один стык.
- Нагрев труб (до температуры немного ниже температуры плавления).
 Включают горелку, используя уменьшающее пламя (оно создает максимальную температуру) и нагревают соединение. Используйте паяльник для медных труб или горелку с пьезоподжигом – она удобна в работе.
Включают горелку, используя уменьшающее пламя (оно создает максимальную температуру) и нагревают соединение. Используйте паяльник для медных труб или горелку с пьезоподжигом – она удобна в работе. - Введение припоя в зазор. Для меди существует большой выбор припоев. Разогретый материал помещают в зазор между соединяемыми трубами и расплавленной массой оборачивают стык между трубами. Температура начала плавления припоя всегда меньше, чем у основного материала. Припой растекается, достигнув определенной температуры. Важно, чтобы рабочая поверхность была не окисленной и чистой.
- Кристаллизация припоя. В этот момент важно сохранять соединение неподвижным. Когда припой остынет, в месте соединения возникнет герметичное уплотнение. После пайки проводят технологическую промывку для удаления загрязнений и остатков флюса.
 Включают горелку, используя уменьшающее пламя (оно создает максимальную температуру) и нагревают соединение. Используйте паяльник для медных труб или горелку с пьезоподжигом – она удобна в работе.
Включают горелку, используя уменьшающее пламя (оно создает максимальную температуру) и нагревают соединение. Используйте паяльник для медных труб или горелку с пьезоподжигом – она удобна в работе.В монтажный зазор наносят припой. Если диаметр трубы большой, дополнительно вводят припой с противоположной стороны
Важные моменты
Чтобы запаять дырку в медной трубе, необходим мягкий припой (например, оловянно-свинцовый), и спиртово-канифольный флюс. Вырежьте заплатку нужного размера, обработайте ее и трубу шкуркой. Слейте воду из трубопровода и паяльником прогрейте соединяемые детали. Затем в зазор добавьте припой.
Во время работы необходим приток воздуха. Дым, идущий от припоя и флюса, вреден.
Чтобы выполнить процесс правильно, важно знать, чем запаять медную трубку. Используют: серебро с медью и цинком, медь с фосфором. В питьевом трубопроводе не применяют свинцовые припои ввиду их токсичности.
Флюс не используют при соединении медных труб с помощью медно-фосфорных припоев.
Перед началом пайки необходимо продуть кислородный и пропановый шланги. Поджигание горелки начинается с пропановой линии, затем добавляют кислород. Нагрев труб должен быть равномерным с каждой стороны. По окончании работы перекрывают сначала кислород, а затем пропан.
Видео-инструктаж: как паять медные трубы
Пайка – физико-химический процесс, при котором возникает неразъемное соединение между деталью и жидким припоем. Присадочный материал расплавляется, растекается, заполняет собой щель между соединяемыми элементами и кристаллизуется. Пайке можно подвергнуть любые металлы и сплавы.
Понравилась статья? Поделитесь ей:
Как запаять медную трубку газовой колонки: как согнуть медную трубку
Очень часто люди, имеющие в своей квартире бытовой газ, задаются вопросом, как запаять медную трубку, которая по разным причинам может быть повреждена. Микроотверстия появляются чаще всего по причине превышения срока службы колонки. Однако, такие вещи вполне возможно выполнить своими силами. Что вам понадобится в этой работе:
- флюс паяльный;
- паяльник;
- припой;
- наждачка;
- растворитель и всякая ветошь.
Для начала надо подготовить саму колонку к восстановительным работам. Кроме того, вам необходимо знать, как развальцевать медную трубку в домашних условиях подручными средствами. Вам следует купить припой не текучий и тугоплавкий какой-нибудь популярной марки. Можно использовать проволочный с канифолью, как вариант. Также потребуется флюс, не требующий промывки.
Как паять медные трубы
Перед началом работ спускаем всю воду из теплообменника, открутив накидную гайку с подающей воду трубы. Остатки жидкости следует продуть насосом или обычным пылесосом. Приготовьте паяльник мощностью не менее 100 Вт. Здесь следует уточнить, каким припоем паять медные трубы, используйте распространенную марку ПОС-61или аналогичный. Зачищайте наждачной бумагой место пайки до устранения зеленого оттенка. Затем, протрите растворителем зачищенное место, для удаления пятен и остатков пыли. Обмотайте концы трубок ветошью, чтобы не обжечься и приступайте.
Для тех, кто интересуется не столько вопросом ремонта теплообменника, сколько вопросом «как заглушить медную трубу», описываемая процедура также поможет. Запаяв окончание, вы тем самым надежно закупорите изделие от пропускания жидкости. Продолжим, залудите место пайки и смажьте флюсом, затем паяльником с нанесенным на него припоем прижмите место пайки. Наложите облуженную проволоку на прогретое место стыка, желательно дополнительно добавить припой. Когда все остынет, можно проверять подав воду.
Как согнуть медную трубку
Есть несколько способов согнуть медную трубку в спираль, либо просто под определенным углом. Компания «Региональный дом металла» рекомендует выполнять процедуру с помощью пружины из качественной стали с большим количеством витков. Пружина должна свободно проворачиваться внутри трубки и иметь длину несколько больше, чем длина сгибаемого изделия.
Так как согнуть медную трубу можно несколькими способами, помимо пружины, вы можете использовать газовую горелку. Вы можете придать необходимую форму, когда цвет трубы заметно изменится, что будет свидетельствовать о достаточной степени нагрева.
При помощи пайки вы устраняете не только протечку, но и решаете вопрос как соединить медные трубки между собой без использования фитингов.
Как правильно паять
При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Первое, что необходимо сделать — подготовить все необходимое для пайки: паяльник, небольшую губку, припой, плоскогубцы или пинцет, бокорезы.
Включите паяльник в розетку и смочите губку водой. Когда паяльник нагреется и начнет плавить припой, покройте жало паяльника припоем, а затем протрите его о влажную губку. При этом не держите жало слишком долго в контакте с губкой, чтобы не переохладить его.
Когда паяльник нагреется и начнет плавить припой, покройте жало паяльника припоем, а затем протрите его о влажную губку. При этом не держите жало слишком долго в контакте с губкой, чтобы не переохладить его.
Протирая жало о губку, вы удаляете с него остатки старого припоя. И в процессе работы для поддержания жала паяльника в чистоте время от времени протирайте его о губку.
Перед пайкой спаиваемые места нужно залудить или использовать уже залуженные детали. Ручной пайке уже, наверное, сотни или тысячи и с тех пор почти ничего не изменилось в технологии, смола (канифоль) она была и тогда смола, а олово и свинец также не изменились.
Методика обучения пайке
Если вы никогда не паяли, предлагаем воспользоваться одной из двух методик, в основе которых, как в и любой другой методике, лежит практика.
Методика 1. Возьмите 300 мм голого провода диаметром 23 мм (или изолированного, с которого надо снять изоляцию) и разрежьте его на 12 одинаковых кусков длиной 25 мм, чтобы из них сделать куб, закрепив точки соединения посредством пайки. Допускается использовать только плоскогубцы с длинными губками, паяльник, припой, флюс. И никакого другого инструмента и приспособлений. Это должно научить вас держать конструкцию неподвижной во время ее охлаждения. После того как куб будет готов, дать ему остыть, а затем положить его на ладонь и сжать руку в кулак. Если хотя бы одно из соединений нарушится, надо проделать все еще раз, взяв новые куски проводов.
Методика 2. Нарезать куски медной проволоки длиной 30—50 мм и толщиной 2—3 мм. Обмотать освобожденный от изоляции монтажный провод вокруг этой проволоки (2 – 3 витка) и соединить его путем пайки. Инструмент тот же, что и выше. Это упражнение надо повторять до тех пор, пока не будут получаться аккуратные, блестящие, прочные соединения.
Основные правила пайки
При пайке надо соблюдать несколько правил, тогда и пайка будет получаться надежной и аккуратной. Лучше всего пользоваться припоями ПОС-61, ПОС-50, ПОС-40 и спирто-канифольными флюсами, необходимо прогреть место соединения до такой температуры, чтобы приложенный к нему припой мог расплавиться.
Лучше всего пользоваться припоями ПОС-61, ПОС-50, ПОС-40 и спирто-канифольными флюсами, необходимо прогреть место соединения до такой температуры, чтобы приложенный к нему припой мог расплавиться.
Припой должен расплавиться благодаря теплу, отдаваемому местом соединения, место соединения следует тщательно зачистить, место соединения должно быть неподвижным до тех пор, пока расплавленный припой не затвердеет, не перегревать места соединения, припоя не должно быть слишком мало, припоя не должно быть слишком много.
Частая ошибка заключается в том, что припой расплавляют паяльником в надежде на то, что он стечет с паяльника и прилипнет к месту соединения. Это грубая ошибка! Опыт многих практиков показывает, что качество пайки во многом определяется мастерством монтажника. У опытного монтажника: ниже давление паяльника на печатную плату при пайке, меньше перепаек элементов, меньше время пайки при заданной температуре паяльного наконечника (внутренние дефекты на печатных платах практически не появляются, если время пайки меньше 3 с). К паяемым деталям прикладываем жало паяльника всей лопаточкой, для эффективной теплопередачи. Пайка должна быть быстрой и качественной.
Не забываем про перегрев деталей. Не получилось с первого раза, даем радиодеталям остыть. Время прогрева подбираем экспериментальным путем — если слишком быстро, то деталь не прогреется и пайка получится плохая. Флюс наносим непосредственно перед пайкой, когда все приготовления деталей закончены, чтобы он не испарялся.
Хорошую пайку видно сразу, припой ложится тонким и ровным слоем, блестит. Нет наплывов, трещин и серых мест. Дополнительную крепость соединения придает предварительная скрутка проводов.
Как правильно паять микросхемы
В этом выпуске вы узнаете: как правильно паять микросхемы, в видео показано несколько способов, в том числе и с паяльной пастой. Пайка микросхем – процесс сложный, но научится может каждый!
Полезные советы и наблюдения
Пайка — это не наляпывание припоя, как смолы или цемента, на соединяемые детали. Это процесс всасывания припоя в микрозазоры за счет капиллярных явлений и адгезии (прилипания) припоя за счет поверхностных явлений. Все это электростатические силы, хотя это не привычная для вас электростатика, это силы межмолекулярного взаимодействия на близких расстояниях. И здесь нужно четко помнить, как работают явления смачивания и капиллярности.
Это процесс всасывания припоя в микрозазоры за счет капиллярных явлений и адгезии (прилипания) припоя за счет поверхностных явлений. Все это электростатические силы, хотя это не привычная для вас электростатика, это силы межмолекулярного взаимодействия на близких расстояниях. И здесь нужно четко помнить, как работают явления смачивания и капиллярности.
Во-первых, если конец жала стряхнут от излишка припоя или вытерт о тряпку, то эта блестящая поверхность обладает сильным притяжением расплавленного припоя. Она может высосать его откуда. Это нужно, например, при отпайке элементов или исправлении пайки. Для удаления большего количества припоя применяется кусок экранирующей оплетки от кабеля. Существует паяльник с ложбинкой на конце, которая как ложка заполняется припоем при касании старой пайки, хотя сейчас принято применять вакуумный отсос.
Во-вторых, если вы возьмете на кончик жала мало припоя, то нечему будет всасываться в зазор между спаиваемыми деталями, и нечему будет окружать этот зазор по периметру.
В-третьих, если припоя много, то пайка будет в виде слишком большой капли и может замкнуть соседние контакты.
В-четвертых, если канифоли или флюса недостаточно на жале паяльника, а так же при недостаточной температуре, то пайка получается не блестящей, рыхлой и непрочной. То же получается при слишком высокой температуе, когда флюс исчезает раньше, чем сделает доброе дело.
В-пятых, если канифоли или флюса много в зазоре, то он там кипит и выплескивает припой в виде брызг на соседние контакты.
В-шестых, при нужном количестве припоя и нужной температуре паяльника (и не слишком большой массе спаиваемых деталей) припой аккуратно самостоятельно обтекает спаиваемые контакты и самостоятельно всасывается в микрозазоры между ними. То есть, форма и прочность пайки формируются сами, как нужно.
Помните, что две зачищенные хоть до зеркального блеска медные детали никогда не соединятся вместе (разве что вы их склепаете или сварите). При пайке они соединяются тонким слоем припоя, который всасывается между ними, только если они уже хорошо залужены (покрыты предварительно тонким слоем припоя).
При пайке они соединяются тонким слоем припоя, который всасывается между ними, только если они уже хорошо залужены (покрыты предварительно тонким слоем припоя).
В первый раз нужно выяснить, через какое время паяльник перегревается. Если через пять-десять минут после включения им уже невозможно паять (припой слетает, а кончик окисляется, — чернеет), то нужен электронный терморегулятор или хотя бы трансформатор с переключателем или плавной регулировкой.
Можно паять и перегревающимся паяльником без регулятора, но тогда его периодически нужно выключать. Но паяльник быстро остывает. В общем, не так просто поддерживать нужную температуру, поэтому этот метод применяется редко, не для качественных паек, а по необходимости.
Канифоль расходуют немного, а не суют в нее паяльник и не задымляют всю комнату. Пары канифоли не особо полезны, поэтому не паяют в комнатах без окон. Должна быть тяга, но не охлаждающая паяльник. Например, открытая форточка здорово задувает паяльник, поэтому не так просто обустроить себе удобное и безопасное рабочее место. Нужно проветривать после пайки или при долгой пайке.
Практически на 1 каплю припоя достаточно чуть коснуться канифоли, то есть она расходуется в 10 раз меньше, чем припой. Она нужна только для тонкой смазки поверхности двух контактов.
Некоторые зачищают провода паяльником или специальной электрической обжигалкой или зажигалкой. Фторопластовая изоляция не плавится паяльником, а при горении испускает белый дым с высоким содержанием фтора и фтористых соединений. Попадание этого дыма в глаза приведет к их химическому ожогу. Когда счищаете изоляцию кусачками, то провод зажимаете пинцетом одной рукой, а другой легко сжимаете кусачками (НЕ ДОСТАВАЯ ДО ЖИЛОК) и тянете изоляцию. Если кусачки острые, то изоляция легко слезает.
Нужно держать кусачки плоской частью, направленной от провода, чтобы срезаемая изоляция упиралась в эту плоскую часть, а не зажималась стороной, заточенной на угол. Нельзя сильно сжимать при этом кусачки, то есть они не должны ни в коем случае оставлять надрезы и вмятины на медных жилах.
Если при зачистке у вас оторвалось несколько жилок вместе с изоляцией или вы заметили вмятины от кусачек, то обрежьте провод и снова зачищайте конец. Особенно трудно пинцетом держать фторопластовый провод, так как последний всегда мылкий на ощупь. Пинцет с гладкими губками может не удержать провод. Пинцет с зубчатыми губками может повредить изоляцию или жилки. В данном случае желательно не использовать пинцет с тонкими кончиками, так как площадь зажима будет мала, и придется нажимать сильнее и может быть и это не поможет.
Если провод выскальзывает, то лучше накрутить его на кончик пинцета, чтобы увеличить площадь трения. В любом случае пинцет с широкими губками предпочтителен, как меньше травмирующий провод.
Дополнение.
От качества пайки зависит, будет ли работать конструкция, а если будет, то как? Ведь достаточно всего одной непропайки, чтобы замолчал целый приемник или усилитель. Прежде, чем приступать к сборке или ремонту печатных плат следует потренироваться «на кошках». В данном случае это будут старые печатные платы или отдельные проводники.
Паяльник ни в коем случае нельзя перегревать. Если нет паяльника с задатчиком температуры, то степень нагрева можно определить, коснувшись им кусочка канифоли: должен появиться легкий вьющийся дымок приятного соснового запаха. Припой должен плавиться достаточно легко, а на месте пайки растекаться, образуя блестящую контурную пайку.
Спаиваемые детали нужно удерживать плотно прижатыми друг к другу до полной кристаллизации припоя. Ни в коем случае, даже если очень спешите, не надо охлаждать пайку, обдувая ее воздухом изо рта или касаясь мокрым (слюнявым) пальцем. Пайка в этом случае получится рыхлой, ноздрястой как тесто.
Спаиваемые детали надо предварительно зачистить до металлического блеска и облудить, то есть нанести тонкий слой припоя. Особенно аккуратно и осторожно следует производить лужение печатных плат.
Зачищенную наждачной бумагой плату сначала надо промыть спиртом или ацетоном, а затем покрыть с помощью кисточки спирто-канифольным флюсом. После этого плату можно облудить паяльником, при этом припоя надо набирать не слишком много. Хорошие результаты можно получить, используя оплетку экранированного провода: пропитав ее припоем и флюсом сверху прижать паяльником и обойти все дорожки.
После этого плату можно облудить паяльником, при этом припоя надо набирать не слишком много. Хорошие результаты можно получить, используя оплетку экранированного провода: пропитав ее припоем и флюсом сверху прижать паяльником и обойти все дорожки.
Правда, некоторые авторы не рекомендуют лудить платы, мол, они будут иметь кустарный вид, все равно не получатся как фирменные. Ну, тут, как говорится, на вкус и цвет товарищей нет.
Перегрев паяльника можно определить опять же при касании куска канифоли. Канифоль в этом случае кипит с брызгами и извергает потоки дыма, который не вьется тонкой струйкой, а валит клубами. Перегретый паяльник быстро выгорает, жало становится черным, припой не плавится и растекается, а скатывается в шарики на поверхности платы. Дорожки платы, особенно тонкие, неминуемо отстают и выгорают, плата становится безнадежно испорченной.
Поэтому лучше всего пользоваться паяльником с регулятором температуры, и чем точнее будет поддерживаться заданная температура, тем лучше качество пайки. Простейшие регуляторы мощности на тиристоре, конечно, позволяют регулировать степень нагрева жала, но поддерживать ее не будут. Представьте себе, что припаиваете тонкий проводник к массивной детали. Например, к «земляному» проводу на печатной плате.
Паяльник, который только что паял прекрасно, сразу остывает и начинает размазывать припой по поверхности. Если же пользоваться терморегулятором, то остывший паяльник быстро разогреется до установленной температуры, причем тем быстрее, чем больше его мощность.
Ранее ЭлектроВести писали, что ГП «НАЭК «Энергоатом» вошло в Европейский альянс чистого водорода (European Clean Hydrogen Alliance), созданный летом этого года Европейской Комиссией. Компания получила официальное уведомление о ее включении в Альянс и приглашение принять участие в Европейском форуме по водороду, который состоится 26-27 ноября 2020 года.
По материалам: electrik.info.
Как паять медные листы
Медь, как материал, известен человек давно. Люди научились изготавливать из него различные изделия, которые служат в основе технологических систем или как декоративные элементы.
Люди научились изготавливать из него различные изделия, которые служат в основе технологических систем или как декоративные элементы.
Данный металл обладает уникальными характеристиками, что делает его незаменимым для производственных целей. Современный металлопрокат производит множество разных продуктов из такого вещества, одним из которых является медный лист купить который сейчас легко и использовать в разных целях.
Но стоит отметить, что цена на медь довольно высока, что определяется ее уникальными характеристиками.
Основные методы пайки
Существует несколько способов спаять медь, которые кардинально отличаются друг от друга. Качество такого процесса зависит от определенных условий и технических показателей самого материала.
Перед выполнением таких работ следует определиться с одним из методов ее выполнения:
- При спайке мелких деталей их нагревают до температуры плавления оловянно-свинцового припоя, с помощью которого и осуществляют их соединение. Флюсы, применяемые в данном процессе, должны быть канифольного основания.
- Перед тем как приступать процедуре паяния, следует предварительно нанести флюс и припой (тонким слоем) на поверхность самих деталей, не забыв при этом их ровно распределить. Потом нужно обе части соединить между собой и начать их греть до тех пор, пока нанесенное вещество не будет плавиться. После чего следует убрать паяльник и дать остыть изделию. При пайке посуды нужно применять чистое олово.
Соединяем массивные детали
Не всегда размер листа такой, что позволяет его прогреть с помощью паяльника. В таком случае используют специальную горелку, а пайку производят уже медным припоем, который является более прочным, нежели другие варианты.
Процесс соединения листов таким способом производиться с помощью специальных инструментов, таких как газовая горелка, сам припой с флюсом и кислотой и др. Затем обе части зажимают в тисках, а между ними оставляют небольшое расстояние.
После чего на поверхность наносят флюс и производят нагрев. Когда элементы уже раскалились нужно поднести к зазору припой, который от высокой температуры начнет плавиться и заполнять отверстия, по окончании процедуры нужно подождать пока все остынет и промыть водой.
Иногда для пайки используют молотковые паяльники, которые предварительно нагреваются или на открытом огне или горелкой, припоем в таком случае выступает олово.
Пайка меди в видео:
ТвитнутьПайка бронз паяльником – Энциклопедия по машиностроению XXL
Оба конца спиральной пружины могут быть закреплены пайкой, причем температура пайки должна быть ниже температуры отпуска пружины. Так, при пайке моментных пружин из оловянно-цинковой бронзы паяльник должен быть нагрет до температуры 285 15° С, поэтому рекомендуется пользоваться паяльником с регулированием температуры нагрева. [c.196]Ni. Пониженная эрозия такого сплава с жидким припоем обусловлена образованием в контакте с ним на поверхности жала паяльника прослойки интерметаллида, тормозящего процесс химической эрозии. Однако вследствие более низкой теплопроводности бронз по сравнению с чистой медью скорость процесса пайки паяльниками с такими наконечниками понижена. [c.220]
Важной характеристикой паяльника является масса его наконечника, увеличение которой при прочих равных условиях обеспечивает повышенную стабильность температуры наконечника, что приводит к более интенсивному нагреву при пайке и, в итоге, к повышению производительности процесса. Наконечники паяльников чаще всего изготовляют из красной меди, имеющей высокую теплопроводность, которая должна содержать минимальное количество примесей (особенно водорода), поскольку они являются причиной повышенного изнашивания наконечников.
 Недостаток медных наконечников — склонность к окислению при нагреве. Медь полностью или частично (например, железный стержень с медной сердцевиной) заменяют другими металлами (бронзой, никелем, нейзильбером), на ее поверхность наносят защитные слои стойких к окислению металлов (никель, нихром, серебро). Замену меди на никель и нейзильбер производят при пайке припоями, содержащими цинк.
[c.451]
Недостаток медных наконечников — склонность к окислению при нагреве. Медь полностью или частично (например, железный стержень с медной сердцевиной) заменяют другими металлами (бронзой, никелем, нейзильбером), на ее поверхность наносят защитные слои стойких к окислению металлов (никель, нихром, серебро). Замену меди на никель и нейзильбер производят при пайке припоями, содержащими цинк.
[c.451]Для пайки меди припоями, содержащими 30% 5п и выше На латунях и бронзах менее эффективен Для пайки меди и латуни оловянно-свинцовыми и оловянно-кадмиевыми припоями паяльником в струе припоя в ваннах Для пайки меди, медных сплавов, углеродистой стали и цинка легкоплавкими припоями [c.260]
Этим же припоем можно припаивать к деталям из цинкового сплава детали из стали, меди, бронзы и латуни. Пайка производится так же, как описано выше, и отличается только тем, что перед пайкой деталь из стали, меди или латуни смачивают травленой соляной кислотой, а деталь из цинкового сплава — нетравленой соляной кислотой (только перед прикосновением паяльника). Для удаления кислоты с поверхности паяной детали места пайки промывают раствором соды, а потом теплой водой. [c.199]
Свинцово-серебряные припои применяют для пайки паяльником и погружением в расплавленный припой изделий из меди, латуни, бронзы и стали. Наиболее технологичным является припой ПСр 2,5. Все припои данной группы поставляются в виде проволоки, фольги и полос. [c.24]
Недостаток медных паяльников — склонность их к окислению при нагреве. В связи с этим появилось большое количество патентов, в которых предлагаются различные способы уменьшения окисляемости паяльников при пайке. В одних патентах ориентировались на полную или частичную замену меди в паяльнике другими металлами, в других — на покрытие медных паяльников слоем металла, предохраняюш,им медь от окисления. Так, например, при изготовлении паяльников вместо меди предложено использовать никель или нейзильбер. Такие паяльники особенно рекомендуют для пайки припоями, содержащими цинк и сильно растворяющими медь. Применяли паяльники из малоокисляемых бронз. Для паяльников использовали и мягкое железо, но из-за недостаточно высокой теплопроводности железа оказалось удобнее применять пустотелые же.тезные паяльники с медной сердцевиной. Среди металлических покрытий, предохраняющих медь от окисления и рекомендуемых для медных паяльников, известны также никель, нихром и серебро.
[c.220]
Такие паяльники особенно рекомендуют для пайки припоями, содержащими цинк и сильно растворяющими медь. Применяли паяльники из малоокисляемых бронз. Для паяльников использовали и мягкое железо, но из-за недостаточно высокой теплопроводности железа оказалось удобнее применять пустотелые же.тезные паяльники с медной сердцевиной. Среди металлических покрытий, предохраняющих медь от окисления и рекомендуемых для медных паяльников, известны также никель, нихром и серебро.
[c.220]
Химическая эрозия “жала” может быть уменьшена при изготовлении наконечника из материалов, образующих на поверхности ин-терметаллиды (например, из хромовой бронзы, содержащей 0,1…5% Sn и 2,5…5% Ni). Широкое применение имеют наконечники остроконечной формы и выполненные в виде молотка. Остроконечные паяльники удобнее при пайке труднодоступных мест. Стержни круглого сечения обеспечивают минимальные тепловые потери и, соответственно, более полную передачу теплоты от нагревателя к паяемым деталям. [c.451]
Оловянно-свинцовые припои применяют для пайки меди, латуни, бронзы, стали, оцинкованного железа и свинца, а также для лужения изделий перед пайкой. Наибол,ее распространенными способами пайки этими припоями является пайка паяльником, газовоздушной горелкой и погружением в расплавленный припой. [c.23]
Какой должен быть припой для пайки медного теплообменника?
Вопрос: Владимир, напишите пожалуйста какой должен быть припой для пайки медного теплообменника. Название, марку… Ну все как для настоящего чайника.
Ответ: Медь, из технических металлов, легче всего паяется. В прошлом, когда не доступны были специальные припои и флюсы, медные трубки теплообменника паяли обычным оловом с канифолью при помощи мощного паяльника; как и электрические провода. После появления в свободной доступности медных труб и начала их массового использования для монтажа водопроводных сетей, появились и специальные припои. В основном, я использовал припои и флюсы фирмы SANHA, но теперь в продаже появились припои и других фирм; которые я тоже использую. Я не заметил особой разницы между припоями различных фирм и не отдаю предпочтения какой либо из них, поэтому, при необходимости, покупаю тот припой, который есть в данный момент в магазине. Припои делятся на мягкие и жёсткие. Жёсткие припои более надёжные и используются при монтаже трубопроводов, работающих с повышенной нагрузкой, например, системы отопления. Для работы с жёсткими припоями требуется специальное оборудование – горелки и газо – кислородные смеси, способные создать высокую температуру, необходимую для работы с жёстким припоем. Рабочая температура жёсткого припоя, в среднем, – 680* С. Рабочая температура мягкого припоя – 230 – 250* С. Для работы с мягким припоем годится абсолютно любая горелка с любой газовой смесью. Стык малого диаметра медной трубы можно запаять, даже, обычной газовой зажигалкой; она даёт достаточную температуру. При работе с малым диаметром медных труб и при использовании мягкого припоя можно производить пайку при помощи мощного строительного фена и специального отражающего экрана. Самое основное требование при выборе припоя и флюса – они должны соответствовать друг другу. Основными припоями для пайки медных труб являются мягкие припои двух типов – оловянно – медные и оловянно – серебряные; у каждого из этих типов припоя свой флюс. Например SANHA: медесодержащий припой № 3 имеет состав – S-Sn97Cu3; для него используется флюс № 3; серебросодержащий припой S-Sn97Ag3 имеет свой флюс. Универсальные флюсы, и для жёсткого и для мягкого припоя, использовать не советую. Для жёсткого припоя используются свои флюсы, но есть и типы жёстких припоев для которых флюсы не требуются.
После появления в свободной доступности медных труб и начала их массового использования для монтажа водопроводных сетей, появились и специальные припои. В основном, я использовал припои и флюсы фирмы SANHA, но теперь в продаже появились припои и других фирм; которые я тоже использую. Я не заметил особой разницы между припоями различных фирм и не отдаю предпочтения какой либо из них, поэтому, при необходимости, покупаю тот припой, который есть в данный момент в магазине. Припои делятся на мягкие и жёсткие. Жёсткие припои более надёжные и используются при монтаже трубопроводов, работающих с повышенной нагрузкой, например, системы отопления. Для работы с жёсткими припоями требуется специальное оборудование – горелки и газо – кислородные смеси, способные создать высокую температуру, необходимую для работы с жёстким припоем. Рабочая температура жёсткого припоя, в среднем, – 680* С. Рабочая температура мягкого припоя – 230 – 250* С. Для работы с мягким припоем годится абсолютно любая горелка с любой газовой смесью. Стык малого диаметра медной трубы можно запаять, даже, обычной газовой зажигалкой; она даёт достаточную температуру. При работе с малым диаметром медных труб и при использовании мягкого припоя можно производить пайку при помощи мощного строительного фена и специального отражающего экрана. Самое основное требование при выборе припоя и флюса – они должны соответствовать друг другу. Основными припоями для пайки медных труб являются мягкие припои двух типов – оловянно – медные и оловянно – серебряные; у каждого из этих типов припоя свой флюс. Например SANHA: медесодержащий припой № 3 имеет состав – S-Sn97Cu3; для него используется флюс № 3; серебросодержащий припой S-Sn97Ag3 имеет свой флюс. Универсальные флюсы, и для жёсткого и для мягкого припоя, использовать не советую. Для жёсткого припоя используются свои флюсы, но есть и типы жёстких припоев для которых флюсы не требуются.
Пайка латунных труб
Пайка латунных труб газовой горелкой, оловянно-свинцовыми и другими припоями распространена, но выполнять её самостоятельности решаются немногие. В действительности, паять латунные трубы можно и в домашних условиях.
В действительности, паять латунные трубы можно и в домашних условиях.
Основы пайки
Пайка предназначена для получения неразъёмных соединений. Её выполняют, вводя между соединяемыми элементами расплавленный припой. Пайку используют для соединения разнородных металлов, иногда она — единственный допустимый способ крепления.
Нередко пайку путают со сваркой, но схож у этих методов соединения только результат работы. При сварке плавят основной материал, а при пайке — связующий металл (обрабатываемые детали сохраняют целостность). Метод пайки применяют и для работы с мелкими деталями, т.к. они не деформируются и сохраняют структуру.
Пайка — распространённый способ создания неразъёмных соединений. Её активно используют для соединения медных труб в холодильной технике, теплообменниках и прочем оборудовании. Также пайка используется для соединения латунных труб.
Особенности пайки латунных труб
Чаще всего паяльник используют при работе со сплавом меди и цинка — латунью. Она встречается в промышленности и домашнем хозяйстве, из неё делают радиаторы и трубы.
Для пайки латунных труб нужен подходящий флюс. Канифольно-спиртовые флюсы для этой цели не подходят, т.к. неспособны удалять оксидную плёнку с поверхности латуни. Хорошим выбором станут флюсы с содержанием буры или фторобората калия. Их содержание в растворе составляет примерно пять процентов.
Значение имеет и припой. Плавка латунных труб с высоким содержанием меди может выполняться с помощью серебреных и медно-фосфорных компонентов. Учитывайте, что при использовании таких припоев латуни интенсивно испаряются, поэтому паять нужно в условиях высокого нагрева.
В некоторых случаях используют латунь с меньшей температурой плавления, чем у сплава, из которого изготовлены трубы. Паяют латунные трубы и твёрдым припоем, например, медным L-CuP6. Твёрдый припой даст лучший результат и обеспечит большую прочность соединения.
Для пайки латуни с высоким содержанием меди используют припои ПСр72, Пср45, ПСр12, ВСр40.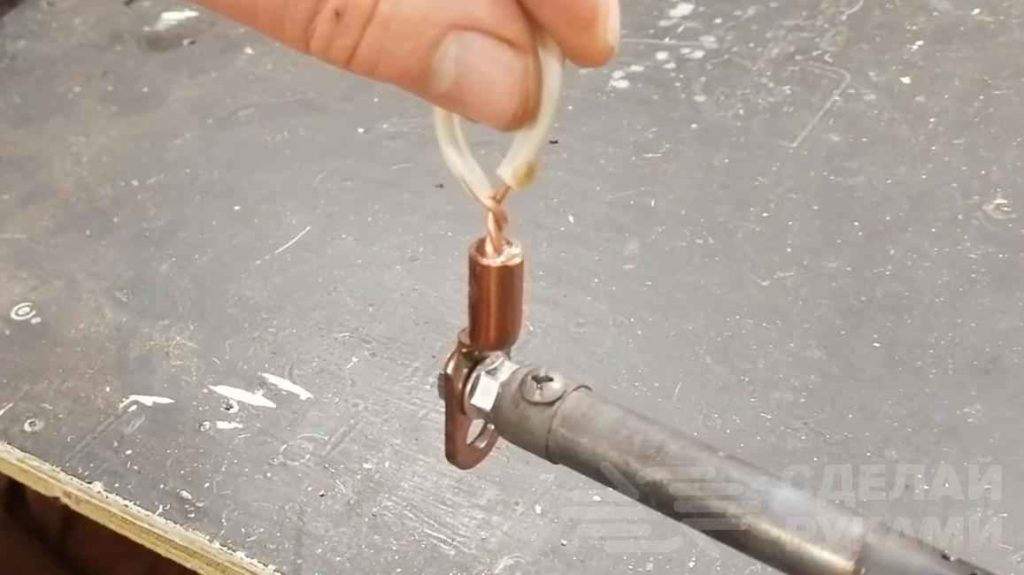 Для соединения латуни с большим количеством цинка подойдёт ПСр40.
Для соединения латуни с большим количеством цинка подойдёт ПСр40.
Подготовка припоя и флюса
Изготовить припой и флюс вы можете самостоятельно. Сделать припой можно, взяв медь и серебро в соотношение два к одному. Положите их в тигель и расплавьте газовой горелкой. Не забывайте помешивать образуемую смесь. Когда она станет однородной, поместите емкость в холодной воду. Затем содержимое емкости нарезают или применяют в виде стружки.
Для изготовления флюса нужны бура для пайки латуни и борная кислота. Возьмите их в соотношении один к одному и залейте водой. На 20 грамм требуется 250 мл воды.
Как паять латунь в домашних условиях
Пайка латунных труб в домашних условиях не вызовет у вас сложностей. Чтобы выполнить такую работу, вам не потребуются специальные инструменты — достаточно газовой горелки (а в некоторых случаях и паяльника), припоя, флюса и бура. Последние два элемента требуются, чтобы шов не был слабым.
Рекомендации по выполнению пайки латунных труб:
- Паяйте на теплостойком материале. Обрабатываемые трубы в местах соединения намочите флюсом и нанесите припой. Начните их греть;
- Прогревайте трубы постепенно — это нужно для прочного сцепления припоя с трубами. Затем нагрейте трубы до появления красного оттенка;
- Припой легко затекает в зазоры и прочно спаивает трубы между собой. Обратите внимание на разницу между температурой плавления припоя и латуни. Если она невелика, не перегревайте материал;
- Промойте трубы от флюса.
Таким образом вы получите прочное сцепление латунных труб, которые прослужат вам многие годы.
Паяльная медная заглушка – Fine Homebuilding
Заглушка, устанавливаемая на верхнюю часть кожуха, является первой линией защиты окна от проникновения воды. При сгибании заглушки я предпочитаю использовать 20 унций. медь как для внешнего вида, так и для долговечности. В отличие от алюминия, гнутые медные концы можно припаять, поэтому мне не нужно полагаться на герметик для герметизации стыка. Я использую 20 унций. медь, потому что она достаточно тонкая, чтобы работать легко, но обеспечивает защиту намного дольше, чем я жил.Я использую переносной тормоз для листового металла, который можно взять напрокат в большинстве домашних магазинов, чтобы согнуть профиль планки.
Я использую 20 унций. медь, потому что она достаточно тонкая, чтобы работать легко, но обеспечивает защиту намного дольше, чем я жил.Я использую переносной тормоз для листового металла, который можно взять напрокат в большинстве домашних магазинов, чтобы согнуть профиль планки.
Для показанных здесь паяльных работ я использую пропановый паяльник (в отличие от горелки), потому что паяльник дает мне больше контроля над нагревом, который я прикладываю к медному сгибу. Вы также можете купить электрические паяльники в большинстве хозяйственных магазинов.
Перед пайкой концов наношу флюс на оклад. Флюс позволяет припою прилипать к меди. Я также смешиваю 1 часть Ruby flux (4 доллара.95 за пинту) и 3 части воды в моей кувшине для погружения, которые я использую, чтобы содержать утюг в чистоте.
Согните профиль, а затем концевые створки
Согните простой Z. Начните с 4-дюймовой. кусок меди на 3 дюйма длиннее кожуха окна. Используя тормоз для листового металла ( FHB # 190), согните медь так, чтобы она соответствовала накладке. |
| Вырезать по швам. Сделайте надрез примерно на 1–1 / 2 дюйма вдоль обоих сгибов на обоих концах планки. Таким образом, расстояние между резами равно длине кожуха головки. Используйте ножницы для олова и старайтесь не помять медь. |
| Загнуть закрылки. Чтобы придать торцу цельный вид, сначала отогните верхний клапан, а затем передний клапан назад. Плоскогубцы подходят для этих небольших изгибов. |
Сформируйте конец. С помощью молотка с гладкой поверхностью аккуратно постучите концом, придав ему желаемую форму. У этой кепки передний угол был оставлен с небольшой округлостью, чтобы облегчить вид. Наконец, отрежьте лишний металл от складок. Наконец, отрежьте лишний металл от складок. |
Нанесите флюс, тепло и припой в таком порядке
| Припаять изнутри. Положите конец колпачка на негорючую поверхность.Нанесите флюс, также называемый лужением, непосредственно на медь. Прижмите горячий утюг к углу, чтобы нагреть медь и флюс. Прикоснитесь припоем к утюгу. Припой расплавится и стечет по железу в угол. Когда припой начинает вытекать с другой стороны, все готово. При работе с медью без покрытия используйте припой, состоящий на 50% из припоя и на 50% из свинца. |
| Очистить проволочной щеткой. Удалите излишки припоя снаружи проволочной щеткой.Если вы слишком щедро использовали припой, вы заплатите за него сейчас. Чтобы смахнуть большие капли припоя, нужно время. |
Ножницы: не сокращайте расходы
Недорогие ножницы по металлу – проклятие для любого проекта. В результате вы получите неряшливые порезы, складки там, где металл должен быть плоским, и, возможно, лишние порезы на пальцах, когда вы будете работать над проектом. Высококачественные ножницы, показанные здесь (www.cooperhandtools.com), стоят всего на 5 долларов дороже, чем обычные бренды.Всего за 14,95 доллара вы можете позволить себе избежать разочарования.
Если вы действительно хотите побаловать себя покупкой дополнительных инструментов, вы можете купить две пары, красную и зеленую. Используя эти ножницы, вы скоро обнаружите, что цвета нужны не только для моды. Ножницы с зеленой рукояткой режут отходы справа, а красные режут отходы слева. Это удобно при резке чего угодно, кроме самых простых профилей. Конечно, если вы купите две пары ножниц по металлу, вам придется купить две кобуры (14 долларов. 95; www.bestbelt.com), чтобы носить их с собой.
95; www.bestbelt.com), чтобы носить их с собой.
—Джон Росс, веб-продюсер
Дополнительные материалы в журнале: Каждый может получить основы, наблюдая за формой Джона и припаянным медным колпачком. А участники FineHomebuilding.com могут выйти за рамки основ и узнать, как Джон применяет дополнительные изгибы с помощью своего тормоза, чтобы сделать декоративную медную заглушку.
Фотографии Джона Росса, если не указано иное.
Подпишитесь на участие в голосовании сегодня и получите последние инструкции от Fine Homebuilding, а также специальные предложения.
Получайте советы, предложения и советы экспертов по строительству дома на свой почтовый ящик
×краткое руководство по пайке
Мне наконец-то удалось обновить это руководство, и теперь я добавил фотографии. Некоторые из них взяты из моей книги Создание моделей: материалы и методы 2008 года, взятой Астрид Бэрндал. В этом руководстве основное внимание уделяется пайке небольших конструкций, а не более распространенной электрической пайке, которой посвящена почти вся информация, которую вы найдете по этой теме.Как вы увидите, «конструкционная» пайка включает в себя некоторые различия в методах; материалы разные, и нередко требуются более сильные инструменты. На данный момент я ограничился этим руководством простой пайкой «на плоской поверхности», а за ним последуют более продвинутые методы сборки 3D-конструкций.
Для чего нужна пайка?
Для моделей, которые слишком тонкие, чтобы их можно было изготовить в нужном масштабе из других материалов, таких как картон, дерево или пластик … например, металлические каркасы кроватей или перила.Иногда для гибкой металлической арматуры… например. для фигур или деревьев … с учетом осторожного изменения положения. Пайка не дает такой прочной связи, как сварка, и соединения не могут подвергаться большим нагрузкам, но нет причин, по которым правильно спаянные предметы не должны служить долго, если за ними ухаживать.
Пайка не дает такой прочной связи, как сварка, и соединения не могут подвергаться большим нагрузкам, но нет причин, по которым правильно спаянные предметы не должны служить долго, если за ними ухаживать.
Большая часть моей преподавательской работы сосредоточена на создании моделей в масштабе 1:25. Таким образом, круглый латунный стержень 0,8 мм – это удобная толщина для изображения тонких перил или специальных предметов, таких как латунный каркас кровати, показанный ниже.Этот каркас кровати в основном 0,8 мм, но с 1 мм по углам. Большинство паяльников мощностью 40 Вт, которые я пробовал, имели достаточно тепловыделения для работы с более толстыми стержнями… до 2 мм, что составляет размер стандартных строительных лесов в масштабе 1:25.
Какие металлы можно паять?
Одна из причин, по которой я сейчас обновляю информацию о пайке, заключается в том, что я обнаружил некоторые новые вещи, которые ставят под сомнение то, что мне всегда говорили … что латунь – единственный простой вариант или, по крайней мере, самый надежный один.Я все еще согласен с тем, что латунь может быть самой прочной и наименее сложной … за ней следует медь, если она тонкая. Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, прутка или тонких листов. Но я обнаружил, что «золотые» скрепки так же просты, и я всегда предполагал, что это произошло из-за латунного покрытия … теперь я не уверен, что это причина. Например, я недавно попробовал серебряные скрепки с такими же результатами! В данный момент я изучаю другие возможности, и я обновлю информацию здесь, как только буду в этом уверен.Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо подходит для пайки … хотя я знаю, что пробовал ее много лет назад, но без особого успеха! Эта обычная сетка изготовлена из оцинкованной стали , то есть из стали, покрытой цинком. Судя по всему, скрепки тоже, как правило, из оцинкованной стали, так что здесь может быть соединение.
На данный момент простой ответ заключается в том, что латунь гарантированно работает хорошо, она доступна и достаточно дешева. Другие металлы, такие как алюминий или обычная сталь, можно паять, но для этого потребуется специальный припой и флюс, а также может потребоваться более прочное оборудование.Но если вы действительно хотите знать, что еще возможно, просто попробуйте … и дайте мне знать, что вы узнаете!
Как работает пайка
Металлические детали, которые необходимо соединить, нагревают кончиком утюга, чтобы они были достаточно горячими, чтобы расплавить нанесенный на них припой из мягкого металла. Для прочного соединения важно, чтобы сам металл плавил припой таким образом, а не расплавлял припой на металлический наконечник и переносился на соединение, потому что это приведет к очень слабому прикреплению.Можно было бы думать об этом как о форме «термоклея», но с использованием легкоплавкого металла вместо клеевых стержней и где сам материал должен расплавить клей.
На фотографии выше я расположил кончик паяльника так, чтобы он касался обеих частей латунного стержня и как можно ближе к стыку. Как только эта область достаточно нагреется, нужно просто коснуться конца припоя, и небольшая его часть должна мгновенно расплавиться. Утюг следует держать на месте ровно настолько, чтобы теперь жидкий припой правильно пропитал соединение.. т.е. не только покрывая верх, но и перебегая на другую сторону.
Если вы знакомы с «конструкционной» пайкой, вы можете спросить, почему в приведенной выше схеме не хватает чего-то важного … нет никаких признаков применения флюса к стыку. Это была чисто демонстрационная установка, и железа даже не было … Я хотел, чтобы стыки и положение жала паяльника были видны как можно более четко. Я объясню важность потока немного дальше.
Что для этого нужно?
См. В конце раздела рекомендации по конкретным производителям, поставщикам и ценообразование для следующего списка:
Паяльник мощностью не менее 30Вт. . На 40 Вт лучше! .. предпочтительно с плоским «долотом» наконечником, известным как бит . Это означает, что можно нажимать для максимального контакта с металлическими поверхностями. Однако большинство доступных паяльников поставляются с круглыми “карандашными” битами. Как видно на некоторых старых фотографиях, стандартная насадка-карандаш будет работать, если утюг имеет достаточно большую мощность, чтобы выделять достаточно тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком непрочны, чтобы обрабатывать металл любой толщины, превышающей малую долю миллиметра.. потому что большинство из них предназначены для пайки тонких соединений цепей. Они не должны быть сильными … обычно их мощность составляет 18-25 Вт. Более высокая мощность, например 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур … просто у него будет больше прочности, чтобы выдерживать необходимое тепло дольше. Это важно, поскольку более толстые куски металла очень быстро отводят тепло.
. На 40 Вт лучше! .. предпочтительно с плоским «долотом» наконечником, известным как бит . Это означает, что можно нажимать для максимального контакта с металлическими поверхностями. Однако большинство доступных паяльников поставляются с круглыми “карандашными” битами. Как видно на некоторых старых фотографиях, стандартная насадка-карандаш будет работать, если утюг имеет достаточно большую мощность, чтобы выделять достаточно тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком непрочны, чтобы обрабатывать металл любой толщины, превышающей малую долю миллиметра.. потому что большинство из них предназначены для пайки тонких соединений цепей. Они не должны быть сильными … обычно их мощность составляет 18-25 Вт. Более высокая мощность, например 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур … просто у него будет больше прочности, чтобы выдерживать необходимое тепло дольше. Это важно, поскольку более толстые куски металла очень быстро отводят тепло.
Все это значительно усложняет поиск подходящего паяльника и ценовых опций.. но, к сожалению, есть на что обратить внимание. Посмотрите на три вида утюгов, сравниваемых ниже:
Наверху моя старая модель Draper K40P .. 40W / 240V .., которая поставлялась с долотом и уже много лет работает очень надежно. Обратите внимание на головку винта на конце вала, что означает, что паяльную насадку можно легко удлинить или снять, просто ослабив ее. Бита, поставляемая с Draper, примерно в два раза длиннее, чем то, что вы видите торчащим, а это значит, что по мере износа есть много возможностей для расширения.Под ним находится паяльная станция Parkside, недорогое предложение от Lidl пару лет назад и необычная мощность 48 Вт! Этот утюг работает достаточно хорошо с точки зрения теплоотдачи, а встроенная подставка делает его удобным в использовании .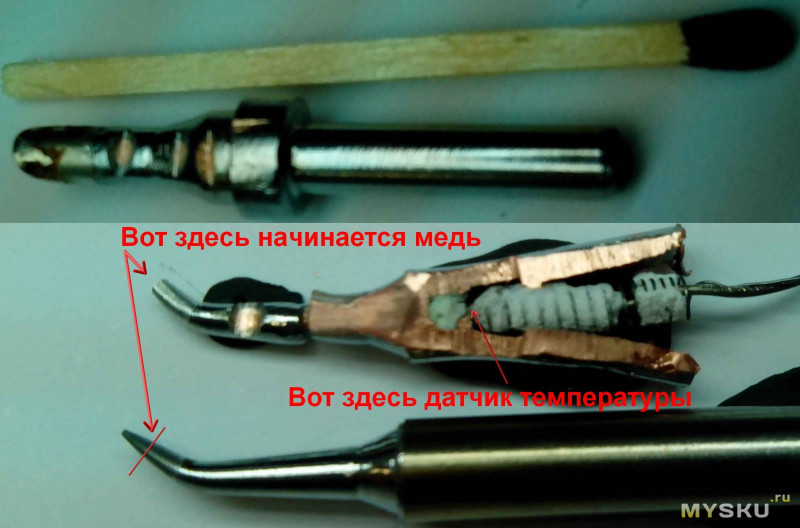 .. но … паяльная насадка типа “ввинчиваемая” и очень короткая … настолько короткая, что прижать насадку невозможно. против металла, чтобы вал не мешал. К сожалению, довольно небрежный дизайн … что делает его бесполезным, если вам нужен какой-либо контроль! Третий показанный утюг – 40 Вт / 220 В от Silverline, который производит довольно недорогие, но зачастую надежные инструменты.К нему прилагается «карандашная» насадка, которую не стоит иметь .. но теплоотдача хорошая, вал тонкий, а прилагаемую насадку можно удлинить (стопорный винт на этой фотографии не виден) для большего контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
.. но … паяльная насадка типа “ввинчиваемая” и очень короткая … настолько короткая, что прижать насадку невозможно. против металла, чтобы вал не мешал. К сожалению, довольно небрежный дизайн … что делает его бесполезным, если вам нужен какой-либо контроль! Третий показанный утюг – 40 Вт / 220 В от Silverline, который производит довольно недорогие, но зачастую надежные инструменты.К нему прилагается «карандашная» насадка, которую не стоит иметь .. но теплоотдача хорошая, вал тонкий, а прилагаемую насадку можно удлинить (стопорный винт на этой фотографии не виден) для большего контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
Тип, приведенный ниже, также может быть хорошим вариантом .. хотя угловые биты не очень распространены. Я нашел этот утюг «без марочного знака» в магазине £, и он очень хорошо работал в течение ряда лет.Возможно, само собой разумеется, что… нужно быть особенно осторожным при использовании дешевых, небрендовых электротоваров! На самом деле, если вы не знаете, как проверить электрическую безопасность, или знаете кого-то, кто может, безопаснее оставить его в покое!
Подводя итог … приобретите утюг 40 Вт известной марки с относительно тонким стержнем, долотом и / или возможностью легкой замены с помощью простого механизма с винтовой фиксацией, и вы не ошибетесь! Если возможно, проверьте, достаточно ли длина предоставленной биты, чтобы при необходимости ее можно было удлинить.
Подставка (иногда входит в комплект поставки утюга) необходима как для удержания горячей точки от рабочей поверхности, когда она не используется, так и для фиксации инструмента в одном положении на столе. К сожалению, часто поставляемые хрупкие «стойки» из листового металла никогда не справляются с последними! Похоже, было довольно универсальное соглашение о том, что все паяльники должны иметь чуть более 1,3 метра довольно жесткого шнура. Этого недостаточно, чтобы позволить паяльнику оставаться на рабочем столе, не дергая за шнур, если только у вас нет удобной розетки «кухонного стиля» на высоте столешницы. Короче говоря … железо будет много двигаться, независимо от осознания или контроля человека, что вызывает беспокойство, учитывая, что оно может причинить много боли! Ниже показано дешевое решение, которое заключается в том, чтобы прикрепить к столу любую имеющуюся у вас «подставку». Здесь я сымпровизировал совершенно адекватную подставку из сварной проволочной сетки.
Короче говоря … железо будет много двигаться, независимо от осознания или контроля человека, что вызывает беспокойство, учитывая, что оно может причинить много боли! Ниже показано дешевое решение, которое заключается в том, чтобы прикрепить к столу любую имеющуюся у вас «подставку». Здесь я сымпровизировал совершенно адекватную подставку из сварной проволочной сетки.
Или более элегантное решение – купить отдельную подставку. Этот ниже от Antex и стоит около 6 фунтов стерлингов … Подробнее о ценах позже. Эти подставки утяжелены и обычно имеют прикрепленную губку, которую необходимо смочить, если она используется для протирки утюга во время работы.
Припой Проволока из мягкого металлического сплава, плавящаяся при контакте с теплом с образованием «клея», обеспечивающего соединение. До недавнего времени стандартным типом сплава было 60% олова – 40% свинца, но сейчас доступно множество бессвинцовых сплавов. Также распространены припои «многожильные» со встроенным флюсом. Но я должен честно сказать, что на протяжении многих лет я добивался стабильно лучших результатов, используя старомодный припой на основе олова / свинца и отдельный флюс.
Флюс Жидкость или паста, которая наносится на соединение непосредственно перед пайкой и которая помогает припою правильно сплавляться с металлом, предотвращая окисление поверхности металла.Флюс испаряется, как только металл нагревается.
Металлическая мочалка или мелкая наждачная бумага / ткань для очистки металла перед пайкой. Будет легче протереть стержни тонкой стальной ватой, но наждачная бумага или «влажная / сухая» бумага также подойдут.
Влажная губка, стальная вата или металлические напильники для очистки паяльной насадки во время работы. Это нужно делать, когда утюг нагревается, но недостаточно просто сделать это один раз в начале сеанса. Горячее железо снова почернеет в течение минуты, поэтому для предотвращения накопления этого окисления очистку необходимо повторять, по крайней мере, каждый раз, когда снова поднимают утюг. Это не имеет ничего общего с чистотой! … толстый слой окисления предотвратит передачу большей части тепла от сверла к латуни.
Это не имеет ничего общего с чистотой! … толстый слой окисления предотвратит передачу большей части тепла от сверла к латуни.
Пенопласт Kapa-line или плотная карта, на которую крепится шаблонный чертеж
Предостережение : Предлагается пенопласт Kapa-line (полиуретан), потому что он является идеальным изолятором (не отводит тепло от металла), а пенополиуритан в некоторой степени сопротивляется нагреванию. Стандартный пенопласт (пенополистирол) не подходит .. он слишком легко плавится! При правильной пайке бумажное покрытие пенопласта Kapa-line обугливается, но опасность возгорания или возгорания пены незначительна.Однако всегда необходимо соблюдать надлежащую осторожность! За почти 10 лет проведения семинаров мы не испытали ничего, кроме рутинного обжигания бумаги … но это отчасти потому, что мы и люди, принимающие участие, всегда были бдительны! Запрещается оставлять паяльники включенными, если они не используются в течение длительного времени, и их следует хранить вдали от легковоспламеняющихся материалов.
Распылительная установка для крепления нарисованного шаблона на пенопласт. Обычно я использую постоянную версию PhotoMount от 3M.
Малярная лента для фиксации вырезанного металла на шаблоне.Лента обычно выдерживает нагревание в достаточной степени, чтобы закрепить детали во время пайки, но клей размягчается, и в случаях, когда требуется дополнительное время или переделанные участки, эти крепления могут ослабнуть и, возможно, потребуется их замена. Понятно, что скотч – не вариант, потому что он тает!
Скальпель (подходит для проточки тонкой латуни) или ножовка для более толстых стержней. У меня есть несколько старых лезвий скальпеля для этого, и я обнаружил, что легко надрезать / отрезать латунный стержень диаметром до 2 мм.
Также плоскогубцы, кусачки для проволоки и металлические напильники.. по мере необходимости.
Рабочее место с хорошей вентиляцией! Это важно, если вы используете традиционный припой олово / свинец. Кроме того, флюс будет выгорать в процессе, и пары могут быть вредными, если они будут накапливаться или оставаться поблизости.
Кроме того, флюс будет выгорать в процессе, и пары могут быть вредными, если они будут накапливаться или оставаться поблизости.
Моющее средство для тщательной очистки после работы. Компонент флюса вызывает коррозию, и, если его оставить, он продолжит разъедать металл.
Пошаговая инструкция
Нарисуйте форму для пайки на бумаге (я рекомендую сначала нарисовать 1:10, а затем уменьшить 40% на 1:25 при работе в таком маленьком масштабе).Скопируйте его и нанесите на пенопласт или плоскую карту. Это будет шаблон для пайки. Я разработал тот, что ниже, так, чтобы я мог использовать изогнутые части канцелярских скрепок.
Тщательно очистите металл стальной мочалкой перед обрезкой небольших отрезков, даже если стержень новый. На латунный стержень наносят покрытие, которое предотвращает слишком быстрое потускнение, и это будет мешать адгезии припоя, если его оставить. Наиболее удобный метод – протирание тонкой стальной мочалкой, хотя подойдет и мокрый / сухой метод или наждачная бумага.
Отрежьте металлические детали по размеру и используйте тонкие полоски малярной ленты, чтобы закрепить их на шаблоне. Края металла должны прилегать друг к другу, чтобы тепло передавалось. К счастью, тонкий латунный стержень на удивление легко разрезать скальпелем … просто осторожно перекатывая лезвие по нему, чтобы сделать тонкую канавку, а затем щелкнуть! С помощью этого метода можно очень точно определить место разреза. Небольшой металлический напильник, такой как показанный ниже, будет полезен для точной регулировки длины, если это необходимо.
Обычно, и особенно в случае перил, требуется большое количество деталей, которые должны быть точно одинаковой длины, потому что чаще всего они должны располагаться между двумя горизонтальными линиями. Лучший способ добиться этого – сделать «приспособление для резки» … L-образный кусок карты или пластика, который служит направляющей для лезвия скальпеля, как показано ниже.
Включите утюг и дайте ему нагреться в течение нескольких минут. Убедитесь, что утюг (наконечник, который нагревается) чистый.В противном случае протрите влажной губкой или стальной мочалкой или используйте металлический напильник. Некоторые производители моделей рекомендуют «залудить» железо на этом этапе (окунув самый конец бита во флюс, а затем нанеся на него немного припоя). Это может способствовать передаче тепла к металлу, если возникнут проблемы, но в этом нет необходимости.
Я использую небольшую старую кисть, чтобы нанести немного флюса (пасты или жидкости) на шов. Я предпочитаю делать это по одному стыку за раз, потому что, если в непосредственной близости будет флюсоваться больше, флюс на них испарится при нагревании первого стыка.Это может не иметь значения … это просто вошло в привычку.
После нанесения флюса коснитесь бита паяльника как можно ближе к стыку, стараясь коснуться обеих (или хотя бы более одной) металлических частей. Подождите несколько секунд … Хороший начальный признак – если флюс сразу начнет дымиться, что означает, что латунь достаточно нагревается. Если ничего не происходит, попробуйте отрегулировать угол утюга для лучшего контакта, но не убирайте утюг! Другой рукой аккуратно коснитесь припоя к стыку.Немного припоя должно быстро расплавиться и, надеюсь, попасть в стык. Используйте как можно меньше … хотя это потребует некоторой практики! Может потребоваться некоторое терпение, чтобы безжалостно удерживать утюг на месте или точно настроить угол, пока припой не решит расплавиться. На самом деле очень сложно точно описать, что в каждом случае приводит к «успешной» пайке. Это нужно попробовать, и если что-то сработает, выглядит правильно и кажется сильным … вы создадите “чувство” того, что вы сделали для этого, после некоторых проб и ошибок и большого количества повторений!
Когда все стыки выполнены, работа может быть удалена с шаблона практически сразу.. такие мелкие детали очень быстро остынут. Затем изделие следует тщательно очистить (теплой проточной водой, зубной щеткой и моющим средством … или сухим методом с использованием металлической ваты), чтобы удалить оставшийся флюс. Если оставить это, он будет продолжать разъедать металл.
Я был довольно доволен этим результатом … Мне удалось сохранить ровные части латунного стержня при их пайке. Однако мне пришлось немного поработать над этой частью, кроме тщательной очистки металлической мочалкой.Часто бывает очень сложно сделать припой настолько минимальным, насколько хотелось бы, а некоторые стыки выглядели слишком «вздутыми». Припой настолько мягкий, что его можно сбрить кончиком лезвия скальпеля, или можно использовать надфили , , подобные приведенному выше, чтобы удалить излишки. «Наборы» для пайки часто включают в себя демонтажный насос , который похож на подпружиненный шприц. Идея состоит в том, что излишки припоя можно быстро удалить, пока он еще жидкий. Я еще не пробовал один из них сам..в основном потому, что в этот момент я не хочу рисковать, выбивая латунные детали из выравнивания!
Почему работать с латунью проще всего?
Латунь – это сплав … в данном случае смесь меди и цинка. Цинк придает латуни более жесткую поверхность и большую жесткость, чем медь, но также делает ее менее податливой и более хрупкой. Латунный стержень достаточно прочен, чтобы хорошо сохранять свою форму и прямолинейность, но достаточно мягкий, чтобы его можно было легко разрезать ручными инструментами. По этим причинам это один из наиболее доступных металлов в большом количестве мелкозернистых форм.Медь мягче, и с ней легче работать, но стержни толщиной около 1 мм будут слишком легко деформироваться и будут иметь гораздо меньшую жесткость конструкции. Кроме того, медь является отличным проводником, а это значит, что стандартным паяльникам будет сложно справиться с постоянными потерями тепла из области соединения.
Выше крупным планом показаны три распространенных типа суставов. .. пятно, колени и стык ..! Под ними находятся два небольших куска очень тонкого листа латуни толщиной 0,1 мм .., которые прикреплены пятнами плавления припоя.Справа находится простая форма, которую я проиллюстрировал до сих пор, где две прямые части просто «стыкуются» друг с другом. Внизу слева – самая прочная форма соединения, при которой небольшая длина одной детали пересекает или «перекрывает» другую.
Устранение неисправностей
Если припой не плавится свободно при контакте с нагретым соединением или стекает маленькими шариками, это может означать, что: .. это может быть припой неправильного типа; соединение не залито или его недостаточно; утюг может быть недостаточно горячим или достаточно прочным для работы; сверло может нуждаться в очистке; форма наконечника не обеспечивает достаточного контакта или недостаточно близкого к обоим кускам металла…
Если все остальное не помогает, помогите тепловому потоку, либо «залуживая» утюг, как некоторые рекомендуют, либо касаясь наконечником утюга практически поверх стыка, расплавляя припой прямо на наконечнике, чтобы упасть на стык.
Альтернативный метод
Как я уже сказал, может быть очень трудно удерживать кусочки латуни именно там, где они должны быть, потому что малярная лента немного ослабляется при нагревании металла. Если припой плавится и быстро заполняет стык, это не проблема, но по разным перечисленным причинам это часто занимает больше времени. На фотографии ниже показан метод, которым я гораздо больше доволен и который дает гораздо лучшие результаты … но на него стоит потратить дополнительное время только в том случае, если настройка будет использоваться более одного раза.
Для этого приспособления для пайки я использовал прочный «серый картон», переработанный картон той же толщины, что и 1-миллиметровый стержень, выбранный для формы лестницы. Я вырезал и приклеил его полный шаблон на другую картонную основу, чтобы отдельные латунные детали плотно ложились в эти прорези. Я использовал эту приманку уже 4 раза и не понимаю, почему она не должна длиться дольше.
Избранные поставщики и цены
Латунный стержень всегда прямой длины, ни в коем случае не в рулоне.Дешевле при длине 1 м, чем при длине 300 мм. например Цены на 4D для длины 1 м (апрель 2015 г.) 0,8 мм 0,79 фунтов стерлингов, 1 мм 0,98 фунтов стерлингов, 2 мм 1,25 фунтов стерлингов
Альтернативным источником являются расходные материалы для моделей EMA .. для длины 91 см 0,8 мм 0,67 фунтов стерлингов, 1,6 мм 1,27 фунтов стерлингов .. но выбор толщины очень ограничен.
ПрипойSilverline 60:40 Олово / свинец (4D £ 1,80 за 20 г, доступно 4,00 £ за 100 г) работает очень хорошо! Точка плавления 183-190 ° С.
Флюс
Флюс типа «смазка», который я всегда использую при обучении, всегда работал хорошо, но он у меня был так долго, что первоначальный контейнер начал распадаться.. так что я больше не знаю марку! Но я слышал, что это хорошая паста La-Co Regular Soldering Flux Paste, доступная от Screwfix по цене 5,39 фунтов стерлингов за 125 г .. для использования с медью, латунью, свинцом и цинком.
http://www.screwfix.com/p/la-co-lac-22195-flux-paste-with-brush-in-cap-125g/61072#product_additional_details_container
Другой признанной надежной пастой является флюкситовая паяльная паста, подходящая для меди и латуни … на самом деле для большинства металлов, кроме алюминия (хотя для других металлов требуются другие припои), и ее можно использовать как со свинцовыми припоями, так и без свинца.
http://www.fernox.com/products/traditional+plumbing+products/solder+and+fluxes/fluxite
На Amazon около 10 фунтов стерлингов за 100-граммовую банку и примерно столько же у Jewson’s. По какой-то причине у Maplin просто запасы консервных банок по 450 г, которых хватит на несколько жизней!
Паяльник
SolderCraft 40W-230V (поставляется с долотом диаметром 5 мм, подставкой и руководством. 4D £ 20,99) Доступны отдельные биты за 3,80 фунтов стерлингов. Около 18 фунтов стерлингов на Amazon (с долотом).
От AllElectricRC http: // www.Allelectricrc.co.uk/ это будет стоить 13,59 фунтов стерлингов, но поставляется с насадкой для карандашей .. все же стоит заказать дополнительную долото (у AllElectric их нет)
Draper 71417 40W-230V на Amazon £ 15,95 (на рисунке показана долото, я надеюсь, что это так)
B&Q предлагает паяльник мощностью 40 Вт за 12,85 фунтов стерлингов, который выглядит почти идентично старой модели Draper, которая есть у меня выше, и имеет «долото» согласно фотографиям продукта. Этого должно быть хорошо, если он был собран с достаточной осторожностью.
Настольная подставкамарки Silverline, 4D £ 3,65, которую стоит приобрести (Antex показан на фото около 6 фунтов стерлингов) 5 фунтов стерлингов от Maplin ..
См. Также
Дэвид Акку Изготовление моделей: материалы и методы Глава 4: Работа с металлами
C + L Finescale. – перейдите в «Центр знаний», чтобы получить краткие сведения о материалах и методах, включая таблицу с указанием того, какой припой и флюс использовать для различных металлов
http: //www.finescale.org.uk/index.php?option=com_content&view=article&id=27&Itemid=2
4D Modelshop – базовое руководство по мягкой пайке
http://modelshop.co.uk/Content/DynamicMedia/cms-uploaded/files/4D_guide-soldering.pdf
Основное руководство по пайке http://www.epemag.wimborne.co.uk/solderfaq.htm – это написано для конкретного использования в электронике, но большая часть советов применима.
Как это:
Нравится Загрузка …
Припой и паяльник – Пайка и сварка – Металлы, поверхности, присадочные материалы и соединения
Пайка и сварка иногда описываются как специализированные формы пайки.Эти два метода также включают соединение двух металлов друг с другом, но каждый из них отличается от пайки некоторыми важными способами. Вероятно, наиболее важным отличием является диапазон температур, в котором каждое из них имеет место. В то время как большинство форм пайки происходит при температурах в диапазоне от 356 ° F (180 ° C) до 590 ° F (310 ° C), пайка обычно происходит в диапазоне от 1022 ° F (550 ° C) до 2012 ° F. (1100 ° C) и сварка в диапазоне от 1832 ° F (1000 ° C) до 6332 ° F (3500 ° C).
Первым шагом как при пайке, так и при сварке является очистка двух соединяемых поверхностей.Затем при пайке в зазор между двумя поверхностями вставляется наполнитель и добавляется тепло либо одновременно, либо сразу после того, как наполнитель был помещен на место. Затем наполнитель плавится, образуя прочную связь между каждой из двух поверхностей. Наполнитель, используемый при пайке, похож на припой и выполняет ту же функцию, но плавится при более высокой температуре, чем припой.
Во время процесса сварки в зазор между двумя соединяемыми поверхностями добавляется тонкая полоска наполнителя, и в зазор подается горячее пламя.Наполнитель плавится, как и соединяемые друг с другом поверхности обоих металлов. В этом случае две металлические поверхности фактически соединяются вместе, а не только с самим наполнителем, как в случае пайки и пайки.
Большинство сплавов, используемых для пайки, содержат , медь, и цинк, часто с одним или несколькими другими металлами. Сам термин «пайка» происходит от того факта, что медь и цинк также являются основными компонентами сплава, известного как латунь.
КнигиЦеслак, М.J., et al., Eds. Металловедение соединения. Warrendale, PA: Minerals, Metals, and Materials Society, 1992.
Либерман, Эли. Современные методы пайки и пайки. Трой, Мичиган: Деловые новости, 1988.
Печт, Майкл Г. Процессы и оборудование для пайки. Нью-Йорк: John Wiley & Sons, 1993.
Ран, Армин. Основы пайки. Нью-Йорк: John Wiley & Sons, 1993.
Систара, Джордж и Фредерик Диск.«Припои и припои». Кирк-Отмер Энциклопедия химической технологии. 4-е изд. Дополнение Нью-Йорк: John Wiley & Sons, 1998.
.Припои и пайка: материалы, конструкция, производство и анализ для надежного соединения. 3-е изд. Нью-Йорк: Макгроу-Хилл, 1987.
Трефил, Джеймс. Энциклопедия науки и техники. The Reference Works, Inc., 2001.
Как паять медную трубу – прочтите, прежде чем пытаться сделать свой собственный перегонный куб! – Learn to Moonshine
Если вы хотите построить свой собственный самогонный аппарат, но не знаете, как его спаять.Не волнуйтесь, это руководство научит вас основам пайки. Если после прочтения этого руководства у вас возникнут какие-либо вопросы, не стесняйтесь оставлять комментарии, и я постараюсь помочь. Если вы хотите припаять нержавеющую сталь к меди, ознакомьтесь с моей статьей: Как паять, сваривать и припаять медь к нержавеющей стали, это особенно полезно при пайке 2-дюймовых трехзажимных зажимов из нержавеющей стали либо к котлу, либо к 2-дюймовой колонне, которая все еще строится. для использования с бойлером пивных бочонков.
Пайка медной трубы зависит от капиллярного действия, которое втягивает припой в соединение и должным образом герметизирует трубу. Для этого используется тепло от пропановой горелки.Будьте предельно осторожны при пайке, как при работе с открытым пламенем. Также убедитесь, что вы даете суставам остыть, прежде чем прикасаться к ним.
Чтобы ваша жена была довольна, не забудьте спаять свой неподвижный элемент в гараже или на улице. Поверьте, она не обрадуется, когда вы сожжете ее столешницу. Это было сделано!
Какой припой использовать при изготовлении самогонного аппарата?
Убедитесь, что вы используете припой без свинца и кадмия или припой , это важно, потому что вы не хотите, чтобы свинец попадал в ваш самогонный аппарат.Это заставит ваших приятелей ослепнуть. Вы можете использовать припой для сантехников, который продается в вашем местном строительном магазине, и предпочтительнее флюс на водной основе.
Что вам понадобится
- Пропановая горелка
- Труборез или ножовка
- Высококачественный припой для серебра – ** Бессвинцовый
- Медная труба
- Наждачная бумага
- Высококачественный серебряный флюс для лужения
- Круглая проволочная щетка
Инструкции:
Шаг 1 – Соберите все, что вам нужно.Распечатайте список материалов из плана, который вы собираетесь построить, и убедитесь, что у вас есть материалы и инструменты, которые я перечислил выше.
Шаг 2 – Используя труборез или ножовку, разрежьте все медные трубы, включенные в ваш план, на длину. Мне нравится делать всю резку сразу.
Шаг 3 – Используя полоску наждачной бумаги очистите концы медной трубы, которую вы будете паять. Обязательно удалите медные заусенцы с внутренней стороны трубы.Когда вы закончите, медь должна стать блестящей. Если вы не удалите окисление с меди, припой не будет должным образом прилипать к трубе, это может привести к утечке самогона в вашем здании, мы не хотим, чтобы это было так хорошо.
Шаг 4 – Используйте круглую проволочную щетку для очистки внутренней части медных фитингов.
Шаг 5 – Прежде чем паять что-либо вместе, соберите все части и убедитесь, что все встало правильно. Может потребоваться некоторая корректировка.
Шаг 6 – Нанесите тонкий слой высококачественного серебряного луженого флюса на все поверхности, которые вы будете паять. Убедитесь, что вы попали внутрь любых фитингов и снаружи всех медных труб. Теперь соберите перегонный куб.
Шаг 7 – Зажгите пропановую горелку. Нагрейте соединение, которое вы хотите паять, с помощью внутреннего пламегасителя, медленно перемещая его, чтобы равномерно нагреть фитинг.
Шаг 8 – Через 5-10 секунд прикоснитесь концом припоя к верхней части соединения.Если медь достаточно горячая, в стык должен втянуться припой. Теперь вы должны увидеть, как припой капает с нижней части соединения. Если нет, продолжайте нагрев.
Шаг 9 -Очистите стыки и удалите излишки припоя и проверьте стыки на предмет утечек
Я добавил видео ниже, так как я думаю, что легче научиться паять медь, наблюдая, как кто-то это делает, а не читая о Это.
Теперь, когда вы являетесь экспертом в области пайки, обязательно ознакомьтесь с нашими бесплатными планами по установке самогонных аппаратов, и если у вас есть какие-либо вопросы о том, как спаять ваш кубик, не стесняйтесь оставлять комментарий ниже, и я сделаю все возможное, чтобы помощь!
ДОМАШНЯЯ КЛИНИКА; КАК И ПОЧЕМУ ПАЙТЕ МЕТАЛЛ ВМЕСТЕ
* При пайке нельзя плавить припой прямым нагревом горелки или паяльника.Вместо этого следует использовать утюг или горелку для нагрева деталей, образующих соединение, до тех пор, пока металл не станет достаточно горячим, чтобы расплавить припой при контакте. Затем нагретый металл плавит припой по мере его подачи в соединение.
Последний пункт, вероятно, является наиболее частой причиной слабых и плохо спаянных соединений. Чтобы этого избежать, используйте паяльник или горелку только для нагрева металла, концентрируясь на самых толстых и тяжелых частях. На мгновение оттяните источник тепла, прикасаясь к стыку припоем.Если металл достаточно горячий, и если вы сначала нанесли флюс на соединение, припой будет всасываться в соединение так же быстро, как и плавится.
При использовании паяльника может оказаться необходимым поддерживать контакт паяльника с металлом, чтобы соединение оставалось достаточно горячим, чтобы расплавить припой. В таком случае держите утюг на противоположной стороне от металла или на некотором расстоянии от того места, где вы вводите припой. Например, даже при использовании паяльника для небольших электрических соединений, вы должны следовать методике, показанной на рисунке.