Как паять маленькие детали
Регистрация Вход. Ответы Mail. Вопросы – лидеры Роботы уничтожат ваши рабочие места? А разве понятие “эфир” можно всерьёз рассматривать в электронике? Задача по физике 1 ставка. Провод КСПВ, вопрос к электрикам 1 ставка.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Как правильно паять металл
- Как паять мелкие детали на плате
- Как паяют паяльным устройством, выбор припоя
- Как припаять SMD простым паяльником
- Как сделать тонкое жало у паяльника для пайки мелких деталей (SMD компонентов) самому.
- Способ пайки мелких деталей
- Как паять паяльником – примеры пайки на определенных деталях.

ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Учимся паять (Все что нужно для начинающих)
Как правильно паять металл
К периодически нагреваемым относятся обыкновенные паяльники,. Вес паяльника, как правило, не должен превышать 1,0—1,5 кг. Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Какой должна быть ванная комната для ребенка? В первую очередь, безопасной, интересной и оригинальной. На это следует ориентироваться, выбирая не только мебель и аксессуары, но и сантехнику для детского санузла.
Привычная обстановка кухни может надоедать. Тогда появляется желание изменить ее. Для этого приобретаются кухни Киев, но мебели недостаточно. Если припаять длинный конец резистора не имеет возможности к проводу , то провод можно зачистить по длинее и намотать на вывод резистора.
Далее с противоположной стороны медного прутка также сверлиться отверстие под жало паяльника и делается резьбовое соединение. Мы видим с обратной стороны болтом и шайбой зафиксирован в резисторе и с передней стороны держатель держится за счет кольца.
Для увеличения производительности труда паяльщиков и улучшения качества пайки применяют различного рода вспомогательные приспособления. Применение приспособлений особенно выгодно при массовом производстве, благодаря им отпадают излишние операции по зачистке и дополнительной механической обработке деталей после процесса пайки.
При конструировании приспособлений необходимо стремиться, чтобы они были просты, удобны при работе, имели малую металлоемкость. Во избежание прогибов и провалов пустотелых деталей в процессе пайки не следует применять пружинных прижимов.
Во избежание прогибов и провалов пустотелых деталей в процессе пайки не следует применять пружинных прижимов.
При пайке мелких трубчатых деталей при малых сериях можно рекомендовать приспособление, изображенное на рис. Оно состоит из основания 1, стоек 2, фиксирующих стержней 3 и стопорных винтов 4. Перед пайкой спаиваемые детали устанавливаются в приспособлении, как указано на рисунке, а затем производят пайку.
Отверстия труб не получают овальной формы, как это имеет место при пайке без приспособления. При установке спаиваемых деталей на приспособлении концы трубы и патрубка должны плотно одеваться на концы фиксирующих стержней.
Для компенсации расширения трубы между трубой и буртиками фиксаторов оставляются необходимые зазоры. Все корпуса имели форм-фактор DIP, расстояние между ножками было достаточным для того, чтобы использовать обыкновенный паяльник с медным жалом мощностью 25 Вт. Сложности возникали при обратном процессе.
При отсутствии строительных фенов, вопрос как отпаять микросхему был проблемным. Необходимо было одновременно нагреть 16, а то и 54 ножки, и быстро вытянуть деталь из платы. Впрочем, у настоящих мастеров были свои секреты.
Необходимо было одновременно нагреть 16, а то и 54 ножки, и быстро вытянуть деталь из платы. Впрочем, у настоящих мастеров были свои секреты.
Ножки освобождались от припоя по очереди, с помощью тонких трубочек, например — от медицинского шприца. В промышленных условиях, монтаж печатных плат доверен роботам. В этом случае технология позволяет выдерживать температуру, не повреждая радиодетали. А именно этот вопрос наиболее актуален при работах с микросхемами.
Напротив, слабый паяльник потребует длительного воздействия на контакты, что опять же повлечет за собой перегрев. Для микропайки подойдет значение Вт. Прибор может работать от напряжения или 12 вольт. Второй вариант предпочтительнее, поскольку переменное напряжение с частотой 50 Гц может наводить паразитные токи на микросхему, что приводит к ее повреждению. Дополнительное удобство 12 вольтового паяльника — возможность автономно работать в гараже, при ремонте электроники автомобиля.
Главный компонент при работе с микросхемами — это правильное рабочее жало. Конечно, можно работать с классикой — медный стержень с плоской заточкой на конце. Но такой инструмент неудобен при точном монтаже. Обычно для работы с микросхемами жало стачивают конусом. При этом медь быстро изнашивается, и наконечник приходится выбрасывать. К тому же, этот материал быстро окисляется, и его приходится постоянно чистить.
Конечно, можно работать с классикой — медный стержень с плоской заточкой на конце. Но такой инструмент неудобен при точном монтаже. Обычно для работы с микросхемами жало стачивают конусом. При этом медь быстро изнашивается, и наконечник приходится выбрасывать. К тому же, этот материал быстро окисляется, и его приходится постоянно чистить.
Сам электроинструмент ничем не отличается от обычного, разве что крепление наконечника выполнено иначе. Главное отличие — это керамическое рабочее жало. Материал моментально прогревается, не подвержен окислению и практически не изнашивается. Форма сразу пригодна для работы с микросхемами — имеет заточку под конус. Главное, не путать регулируемую мощность с понижением температуры в паузах между работой.
Прибор имеет переключатель или кнопку на рукоятке, с помощью которой выбирается мощность, и соответственно температура. Разновидностью таких паяльников являются пистолеты мгновенного нагрева.
Особенность конструкции в том, что в нерабочем состоянии жало холодное. Непосредственно перед пайкой вы нажимаете на курок, и температура моментально поднимается до рабочей.
Непосредственно перед пайкой вы нажимаете на курок, и температура моментально поднимается до рабочей.
Как правило, такие пистолеты имеют несколько режимов нагрева. Некоторым образом, можно контролировать температуру, периодически подавая напряжение на нагревательный элемент вручную, с помощью кратковременного нажатия на курок. Они могут быть сложными в управлении, или напротив — примитивными.
Стоимость разнится в зависимости от функций и именитости производителя. Неизменным остается главный принцип работы — полный контроль над мощностью и температурой паяльника. Для плат с различными типами деталей — это оптимальный вариант. Регулируя подачу мощности, можно моментально перенастроить инструмент для работы с планарными микросхемами на тончайших ножках или для монтажа выпрямительных сборок с контактами сечением в несколько миллиметров. Существуют и более продвинутые комплекты — станции с набором из паяльника и небольшого нагревательного фена.
Причем регуляторы температуры есть на каждом из компонентов.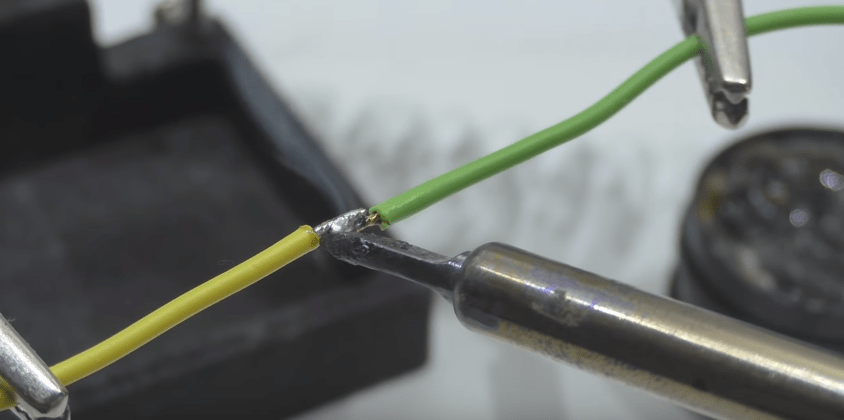
Этим вы защитите радиодетали от статического напряжения, которое может вывести их из строя. Учитывая точность и ювелирность работ при пайке микроэлементов — особое внимание следует уделить чистоте рабочей зоны. Все контакты должны быть отделены друг от друга диэлектрическими промежутками, очищены от окислов, и тщательно залужены.
Жало паяльника не должно иметь следов пережженного флюса, количество припоя — минимально необходимое для работы. Монтажная плата должна быть закреплена, чтобы при внезапном смещении не повредились рядом расположенные детали. Одним из действенных и надежных способов соединения материалов считается пайка.
К наиболее часто используемым инструментам при паяльных работах относится паяльник. Без него сложно представить оборудование рабочего места. Паяльники применяют любители и профессионалы. Все зависит от вида инструмента. Для соединения больших, массивных деталей применяют молотковые паяльники, названные так из-за своей формы, похожей на молоток. Они разогреваются в печах или жаровнях и, обладая большой тепловой инерцией, долго остаются нагретыми.
Самый традиционный способ пайки — при помощи электрического паяльника. Устроен он очень просто — в металлическом корпусе заключен нагревательный элемент, который разогревает жало — медный стержень.
От мощности нагревательного элемента зависит температура нагрева паяльника. После остывания получается прочное соединение, способное проводить электричество, если соединяемые детали являются проводниками.
Профессиональный электропаяльник может быть с регулятором напряжения. В этом случае возможна регулировка температуры жала, что очень важно при сборке и монтаже электронных схем. Особый интерес представляет индукционное оборудование. В индукционных паяльниках происходит саморегуляция нагрева, они экономно расходуют электричество. Выпускают ультразвуковое паяльное оборудование. Ультразвуковой паяльник снабжен генератором, вырабатывающим сигнал высокой частоты.
Помимо паяльника, работающего от бытовой сети, в состав оборудования поста для пайки может входить паяльный инструмент, питающийся напряжением 12 или 24 вольта. Он подходит для отладки работы электронных схем и для монтажа деталей и компонентов, которые могут выйти из строя от перегрева.
Очень удобны в работе газовые паяльники, разогрев которых происходит от сгорания газа. Газовое оборудование представлено огромным количеством моделей, отличающихся размерами, системой розжига, наличием регулятора температуры. С помощью газового паяльного оборудования можно плавить твердые высокотемпературные припои. Выпускают посты для газовой пайки медных труб, в которые входят баллоны, редукторы, платформа и горелка. Недостатками электрического или газового паяльников является невозможность одновременного прогрева большой площади при малой мощности.
Выпускают посты для газовой пайки медных труб, в которые входят баллоны, редукторы, платформа и горелка. Недостатками электрического или газового паяльников является невозможность одновременного прогрева большой площади при малой мощности.
В этом случае используются другие виды оборудования. Модели термовоздушного паяльного оборудования фены используются в основном для демонтажа и объемного монтажа микросхем на платах электронных устройств.
Очень часто фен входит в комплектацию паяльной станции, состоящей еще из электрического паяльника и блока управления. Паяльная станция позволяет производить установку и контроль параметров инструментов, входящих в нее, обеспечивая высокое качество шва.
Как паять мелкие детали на плате
Время не стоит на месте, оно бежит, несется, меняется, а вместе с ним меняется и все вокруг. Так еще в Советском Союзе, лет 30 назад, каждый второй умел наверняка паять, при этом делала это неплохо. Все это исходило из реалий того времени, когда люди чуть ли сами себе делали приемники, телевизоры, магнитофоны, всевозможные проигрыватели. Такую особенность можно связать с надлежащим развитием техники того времени, а вернее обеспечением последней населения нашей страны. Да, многим чего не хватало, сложные бытовые приборы мало того что стоили несколько зарплат, так еще и ждать их приходилось месяцами и годами. Достаточно вспомнить мое детство, когда засыпая в сумерках, я видел спину отца, склонившегося над письменным столом.
Такую особенность можно связать с надлежащим развитием техники того времени, а вернее обеспечением последней населения нашей страны. Да, многим чего не хватало, сложные бытовые приборы мало того что стоили несколько зарплат, так еще и ждать их приходилось месяцами и годами. Достаточно вспомнить мое детство, когда засыпая в сумерках, я видел спину отца, склонившегося над письменным столом.
Как паять паяльником на примерах пайки деталей . паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам.
Как паяют паяльным устройством, выбор припоя
Пайка паяльником Пайка паяльником относится к наиболее распространенным и простым способам пайки, однако она имеет два существенных ограничения. Во-первых, паяльником можно паять только низкоплавкими мягкими припоями, а во-вторых, им нельзя или, во всяком случае, затруднительно паять массивные детали с большим теплоотводом – из-за невозможности прогреть их до температуры плавления припоя. Последнее ограничение преодолевают, подогревая паяемую деталь внешним источником тепла – газовой горелкой, электрической или газовой плитой или каким-то иным способом, – но это усложняет процесс пайки.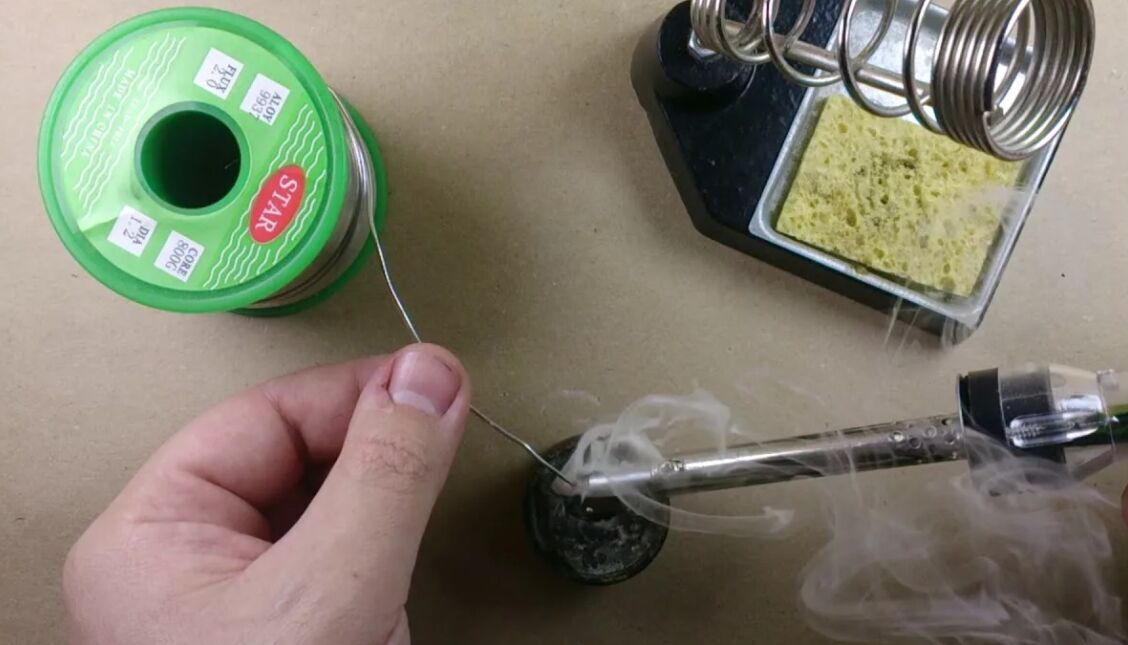 Перед тем как паять паяльником, нужно обзавестись всем необходимым. К основным инструментам и материалам, без которых пайка невозможна, относится сам паяльник, припой и флюс. Паяльники В зависимости от способа нагрева паяльники бывают “обычными”-электрическими со спиральным или керамическим нагревателем , газовыми с газовой горелкой , термовоздушными тепло передается воздушным потоком , индукционными. Массивные молотковые паяльники могут разогреваться не только электроэнергией, но и по старинке – открытым пламенем.
Перед тем как паять паяльником, нужно обзавестись всем необходимым. К основным инструментам и материалам, без которых пайка невозможна, относится сам паяльник, припой и флюс. Паяльники В зависимости от способа нагрева паяльники бывают “обычными”-электрическими со спиральным или керамическим нагревателем , газовыми с газовой горелкой , термовоздушными тепло передается воздушным потоком , индукционными. Массивные молотковые паяльники могут разогреваться не только электроэнергией, но и по старинке – открытым пламенем.
Как припаять SMD простым паяльником
К периодически нагреваемым относятся обыкновенные паяльники,. Вес паяльника, как правило, не должен превышать 1,0—1,5 кг. Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Какой должна быть ванная комната для ребенка? В первую очередь, безопасной, интересной и оригинальной.
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Как сделать тонкое жало у паяльника для пайки мелких деталей (SMD компонентов) самому.
Тренды Новинки Мой канал Блог Rutube. Подписывайтесь на наши соцсети. Скачивайте наши приложения. Вход для партнеров. Как паять мелкие детали и места паяльником с толстым жалом. Как сделать тонкое жало самому.
Способ пайки мелких деталей
English Help. By continuing to browse, you consent to our use of cookies. You can read our Cookies Policy here. София Берг feat. Джиган – Я буду
Наверняка у каждого в жизни была такая ситуация, когда необходимо было подпаять отвалившийся тонкий провод, или заменить.
Как паять паяльником – примеры пайки на определенных деталях.
При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Новокузнецк, Кемеровская обл. Логин: Пароль Забыли? Пайка SMD деталей в домашних условиях. Александр TANk. Список всех статей.
Канал ЭлектроХобби на YouTube. Современная техника в своих схемах имеет достаточно маленькие элементы, называемые SMD.
Способ пайки мелких деталей Швы пайки делятся: 1. На плотные швы, они не пропускают жидкости или газы, находящиеся под слабым давлением. Прочные швы, которые выдерживают механические нагрузки. Плотные и прочные швы выдерживают давление газов и жидкостей, которые находятся под большим давлением.
Пайка плат — достаточно трудоемкая процедура, представляющий собой способ монтажа компонентов в производстве радиоэлектронных узлов. Работа по ремонту плат при помощи паяльной пасты и нехитрых приспособлений совершенно не сложна, но, в то же время требует некоторых знаний и умений. Пайка данных компонентов подразумевает правильное применение материала. Место нанесенной пасты на детали должно нагреваться струей горячего воздуха, либо инфракрасным излучением.
Место нанесенной пасты на детали должно нагреваться струей горячего воздуха, либо инфракрасным излучением.
Как правильно паять паяльником: подготовка, технология пайки
Что такое пайка и в чем суть процесса
Конечным результатом пайки является соединение между собой двух металлических элементов. Сам процесс спаивания обеспечивается независимым металлом с гораздо более низкой температурой плавления. Именно этот металл выполняет функцию припоя.
Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта.
Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
- В точке спаивания элементы должны быть максимально чистыми. Соединение с поверхностью осуществляется на молекулярном уровне, и даже небольшая грязь или пленка окисла значительно снизит надежность контакта. Вполне возможно, что детали вообще не соединятся.
- Соблюдение температурного режима, о котором говорилось ранее. В случае недостаточной разницы температур, кристаллическая решетка припоя не сможет нормально сформироваться из-за термической усадки во время застывания.
Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур.
Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя – 235 градусов, а для второго – 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.
Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя – 235 градусов, а для второго – 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.
Паяльная паста для пайки без паяльника особенности применения
В продаже встречается специальная паста, которая может применяться в качестве припоя. Кроме этого, ее можно изготовить своими руками. Среди особенностей проводимой работы отметим следующие моменты:
- Проводится зачистка обрабатываемого участка. С каждого провода удаляется изоляция. После этого нужно провести обезжиривание, так как на поверхности жил может остаться нагар.
- При помощи кисточки или другого подобного инструмента наносится паста. Стоит учитывать, что она должна быть распространена равномерно по всей поверхности соединения.
 Кисточка подбирается в зависимости от поперечного сечения провода.
Кисточка подбирается в зависимости от поперечного сечения провода. - Участок, на который была нанесена паста, нагревается. Для разогрева припоя в качестве нагревателя может применяться строительный фен или самодельно жало, обычная зажигалка. Нужно следить за тем, чтобы вещество не закипало, так как это может привести к изменению его основных свойств.
 Кисточка подбирается в зависимости от поперечного сечения провода.
Кисточка подбирается в зависимости от поперечного сечения провода.Паста для пайки без паяльника
Состав создаваемой пасты своими руками может несколько изменяться в зависимости от области применения. После воздействия высокой температуры паста становится сплошным материалом, устойчивым к механическому и иному воздействию.
Выбор флюсов и припоев
Поскольку качество соединений при пайке во многом зависит от правильного выбора флюсов и припоев, эти материалы следует рассмотреть более подробно. В настоящее время существует большое количество этих компонентов, подходящих практически для всех видов пайки.
Основной функцией флюсов является протравливание металлических деталей, удаление оксидной пленки и последующая защита поверхности от коррозии. Покрытие флюсом гарантирует ее чистоту, хорошее смачивание и растекание олова.
Покрытие флюсом гарантирует ее чистоту, хорошее смачивание и растекание олова.
Флюсы подбираются в соответствии с металлами и сплавами, которые требуется соединить. В состав любого флюса входят металлические соли, щелочи и кислоты, активно реагирующие на повышение температуры. В связи с этим, существует условное деление этих материалов на два типа.
Первый из них является активным, его основой служат соляная, хлорная и другие неорганические кислоты. Их агрессивное воздействие на металл требует быстрой смывки по окончании работы. Это единственный недостаток таких флюсов, зато с их помощью можно соединять практически любые металлы. Они выпускаются в жидком виде и считаются более удобными для нанесения. В них добавляются спирт или глицерин, которые полностью испаряются при нагревании.
Второй тип флюсов состоит из канифоли и применяется для соединения цветных металлов. Для стальных деталей они считаются менее эффективными. По окончании работы канифоль необходимо смыть, поскольку со временем она вызывает коррозию и становиться проводников электротока при длительном нахождении во влажной среде.
Припой для работы подбирается легче. В основном используются соединения из свинца и олова с маркировкой ПОС. Процент содержания олова обозначается цифрами, идущими после букв. Большее содержание олова в припое обеспечивает более высокую механическую прочность и электропроводность соединений. Одновременно снижается и температура плавления припоя с высокой долей олова. Добавление свинца нормализует застывание и не дает олову растекаться.
Какими бывают паяльные станции?
Существует несколько типов паяльных станций, которые отличаются принципом работы. Самые простые — паяльные станции с обычным контактным паяльником. Также существуют термовоздушные паяльные станции, у которых вместо паяльника устанавливают специальный термофен. Бывают также и паяльные станции смешанного типа, у которых есть как фен, так и обычный контактный паяльник. Также встречаются и инфракрасные паяльные станции, но начинающие радиолюбители их практически не используют, так как некоторые такие устройства могут стоить, как недорогой автомобиль.
Если не вдаваться в технические подробности, то все паяльные станции между собой похожи:
- Основа каждой паяльной станции собственно блок управления, который по сути и является самим телом станции. В нем находиться трансформатор и управляющая электроника. У дешевых станций устанавливают аналоговые компоненты управления, у более дорогих установлены качественные цифровые компоненты.
- Контактные паяльные станции комплектуются контактным же паяльником. Паяльники таких станций разборные, в них находиться съемный нагревательный элемент, а также зачастую можно заменить жало. Большинство паяльных станций делаются для более опытных пользователей, поэтому, имея определенные аксессуары, такой паяльник можно приспособить для самых разных видов работ.
- Паяльные станции с термофеном, как видно из названия, комплектуются собственно термофеном! У таких станций блок управления может содержать дополнительные элементы — вентиляторы или компрессоры. Компрессор может быть установлен и непосредственно в самом фене. При пайке феном, припой разогревается потоком горячего воздуха. Это позволяет равномерно прогревать не один контакт детали, а сразу всю деталь. Так, термофеном очень удобно отпаивать многовыводные компоненты, которые обычным паяльником выпаивать довольно сложно.
- Многие производители выпускают совмещенные паяльные станции, которые укомплектовываются как феном, так и паяльником. У некоторых есть и специальный оловоотсос. Естественно, такие станции стоят несколько дороже, чем обычная контактная или термовоздушная станции.
- Ну и есть такой вид паяльных станций, как инфракрасные. У них, вместо термофена или контактного паяльника установлен инфракрасный нагревательный элемент. Обычно такие станции стоят гораздо дороже, чем те, что перечислены выше, так как инфракрасные станции предназначены для работы со сложными элементами.
 При пайке феном, припой разогревается потоком горячего воздуха. Это позволяет равномерно прогревать не один контакт детали, а сразу всю деталь. Так, термофеном очень удобно отпаивать многовыводные компоненты, которые обычным паяльником выпаивать довольно сложно.
При пайке феном, припой разогревается потоком горячего воздуха. Это позволяет равномерно прогревать не один контакт детали, а сразу всю деталь. Так, термофеном очень удобно отпаивать многовыводные компоненты, которые обычным паяльником выпаивать довольно сложно.Выбор паяльника
Существует несколько типов паяльников, используемых в домашних условиях. Они рассчитаны на разное напряжение и могут работать от 12, 220 и 380 вольт.
Мощность того или иного паяльника выбирается исходя из выполняемых работ:
- Пайка электронных деталей и компонентов – 40-60 Вт.
- Детали, толщиной до 1 мм – 80-100 Вт.
- Элементам, толщиной 2 мм требуется мощность 100 Вт и более.
Как правило, у домашних мастеров имеется два паяльника – малой и средней мощности, способные решать практически все задачи. Обучение можно проходить на любом из них. Толстостенные детали рекомендуется паять на профессиональном оборудовании.
Фольга как способ пайки
Способ пайки с использованием фольги характеризуется практичностью. Как правило, для восстановления соединения требуется всего 5 минут. Фольга может применяться в качестве припоя, который разматывается по всей площади и разогревается до высокой температуры. За счет этого существенно повышается пластичность материала, после остывания он затвердевает.
Фольга может применяться в самых различных случаях. Примером можно назвать повреждение платы или соединения проводов.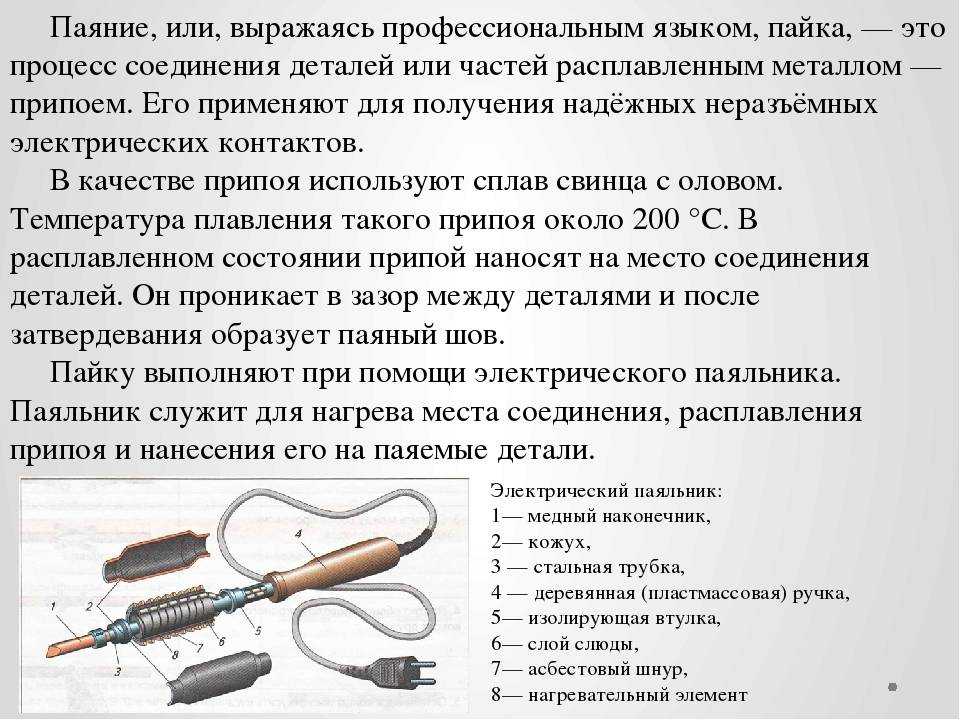 Среди особенностей проводимой работы отметим следующие моменты:
Среди особенностей проводимой работы отметим следующие моменты:
- Выполняется стандартная подготовка контактов.
- Концы скручиваются для формирования соединения. За счет этого существенно повышается надежность соединения.
- Отрезается требуемое количество фольги, место соединения оборачивается в несколько мотков.
После этого при помощи строительного фена или другого источника тепла проводится равномерный нагрев. Поверхность фольги при воздействии тепла быстро становится мягкой и пластичной, после прекращения нагрева быстро остывает и затвердевает, обеспечивая требуемую степень герметизации и прочность.
В заключение отметим, что без паяльника провести ювелирные работы, а также пайку плат практически невозможно. Это связано с отсутствием возможности направленного воздействия теплом. Однако, в некоторых случаях паяльник и другие инструменты не требуются.
Подготовка к пайке
При самом первом подключении паяльника к сети, он будет обязательно дымить.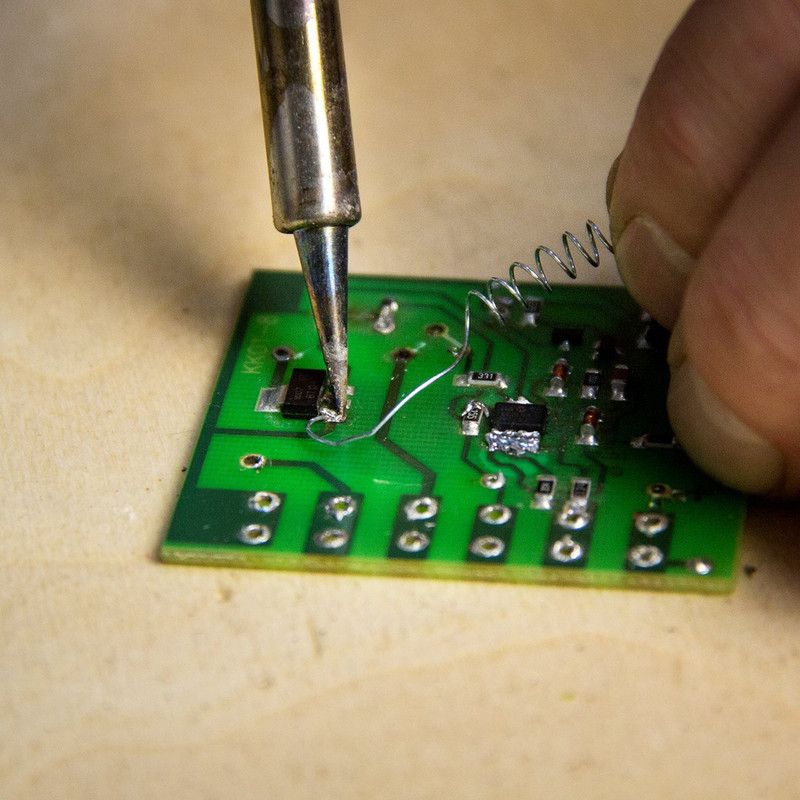 В этот момент происходит выгорание заводской смазки. После того как выделение дыма прекратится, паяльник надо выключить и дать ему остыть. Затем перед тем как паять, нужно выполнить заточку жала.
В этот момент происходит выгорание заводской смазки. После того как выделение дыма прекратится, паяльник надо выключить и дать ему остыть. Затем перед тем как паять, нужно выполнить заточку жала.
Жало паяльника изготовлено в виде стержня цилиндрической формы. Материалом служит медный сплав. Фиксация осуществляется прижимным винтом. В большинстве случаев жало идет без заточки, и поэтому его следует подготовить. Изменить форму можно с помощью молотка, напильника или наждачной бумаги.
ля каждого типа работ необходима своя конфигурация кончика:
- Форма плоская или в виде лопатки придается путем сплющивания. Плоская угловая заточка может потребоваться для соединения массивных деталей.
- Заточка в форме острого конуса или пирамидки требуется для того чтобы припаять мелкие детали.
- Менее острый конус нужен для спаивания толстых проводников и больших деталей.
세계 최대 전자/전기/기계 부품 유통기업
세계 최대 전자/전기/기계 부품 유통기업- 도움말
- Портал открытий
Разделы нашей продукции:
- Аккумуляторы и зарядные устройства
- Соединители
- Дисплеи и оптоэлектроника
- Контроль электростатического разряда, чистые помещения и прототипирование печатных плат
- Пассивные компоненты
- Блоки питания и трансформаторы
- Raspberry Pi, Arduino, ROCK и инструменты разработки
- Полупроводники
- Механизм автоматизации и управления
- Кабели и провода
- Корпуса и серверные стойки
- Предохранители и автоматические выключатели
- HVAC, вентиляторы и управление температурным режимом
- Осветительные приборы
- Реле и формирование сигналов
- Переключатели
- Доступ, хранение и обработка материалов
- Клеи, герметики и ленты
- Подшипники и уплотнения
- Инженерные материалы и промышленное оборудование
- Застежки и крепления
- Ручной инструмент
- Механическая передача энергии
- Сантехника и трубопровод
- Пневматика и гидравлика
- Электроинструменты, Пайка и сварка
- Компьютеры и периферия
- Уборка и техническое обслуживание помещений
- Офисные принадлежности
- Средства индивидуальной защиты и рабочая одежда
- Безопасность и скобяные изделия
- Безопасность сайта
- Испытания и измерения
Пайка 101 – Кольца и вещи
Пайка (обычно произносится как пайка ) — это метод соединения металлических деталей с использованием другого металла, который имеет более низкую температуру плавления, чем соединяемые детали.
- Припой — это та часть, которая плавится при более низкой температуре.
- Флюс — это вещество, очищающее металлические поверхности для создания более прочного соединения и предотвращения окисления.
- Большинство — но не все! — мягкие припои и твердые припои требуют использования флюса.
Подробнее о мягком припое и твердом припое , а также о том, какие типы флюсов, горелок, паяльников и т. д. работают с каждым типом припоя, см. ниже. Кольца и вещи имеют полная линейка расходных материалов для пайки как для твердого, так и для мягкого припоя.
Предупреждение: Если вы используете мягкий припой на ювелирных изделиях из стерлингового серебра, вы не сможете использовать твердый припой на них впоследствии. Когда вы нагреваете стерлинговый припой + мягкий припой до точки текучести твердого припоя , мягкий припой соединяется со стерлинговым серебром, и ваши украшения плавятся в лужу.
Что такое мягкий припой?«Мягкий» припой представляет собой припой на основе олова. Поскольку он плавится при низкой температуре, вы можете наносить мягкий припой с помощью электрического паяльника или пистолета. Вы также можете осторожно использовать горелку с мягким припоем (это зависит от приложения). Несмотря на то, что мягкие ювелирные припои аналогичны оловянно-свинцовым припоям со смоляным сердечником, используемым для электроники, и оловянно-свинцовым припоям с кислотным сердечником, используемым для сантехники, вы не должны заменять эти другие припои ювелирным припоем. Используйте мягкий припой для создания нестандартных украшений из недрагоценных металлов, сплавляйте компоненты из недрагоценных металлов, ремонтируйте бижутерию и припаивайте соединительные кольца из недрагоценных металлов. Компоненты из латуни, меди и бронзы также можно сплавлять вместе с помощью твердых припоев (см. Предупреждение: Если вы используете мягкий припой на основе олова на ювелирном изделии из стерлингового серебра, вы никогда не сможете использовать для него горелку или твердый припой. Когда вы нагреваете серебро с мягким (оловянным) припоем, олово и серебро соединяются и становятся сплавом, плавящимся при очень низкой температуре. Ваша деталь может быть разрушена под воздействием тепла, так как металл плавится от пластыря мягкого припоя. Мы предлагаем следующие мягкие припои и совместимые флюсы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью мягкого припояВот лишь несколько примеров того, как мягкий припой может расширить возможности изготовления ювелирных изделий. Щелкните изображения ниже, чтобы получить практические советы, списки деталей и продукты! | ||||||||||||||||||
| ||||||||||||||||||
Что такое твердый припой?«Твердые» припои — это сплавы, которые плавятся при несколько более низких температурах, чем соответствующие сплавляемые металлические детали. Серебряные и золотые украшения требуют твердой пайки. Компоненты из меди, латуни и бронзы также можно сплавлять твердыми припоями. В дополнение к флюсу твердые припои обычно также требуют использования травильных растворов для очистки и удаления окисления с поверхности готовой детали. Серебряные твердые припои подходят для сборки серебряных украшений, а также могут использоваться для сплавления латуни и/или меди (если вы не возражаете против того, чтобы соединения были другого цвета). Иногда возникает путаница, поскольку «твердый» припой с самой низкой температурой иногда называют «мягким» припоем. Лучшим термином может быть «легкий» для твердого припоя с самой низкой температурой. Твердый припой обычно бывает «легкий», «средний» и «твердый». Чтобы создать сложную деталь, начните с твердого припоя, а затем сплавляйте следующие элементы со средним припоем. Мы предлагаем следующие твердые припои, совместимые флюсы и травильные растворы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью твердого припояНажмите на изображения ниже, чтобы получить советы, списки деталей и продукты для создания этих дизайнов. | ||||||||||||||||||
 ниже).
ниже). Отлично подходит для декоративной пайки и витражей. Флюс необходимо приобретать отдельно.
Отлично подходит для декоративной пайки и витражей. Флюс необходимо приобретать отдельно.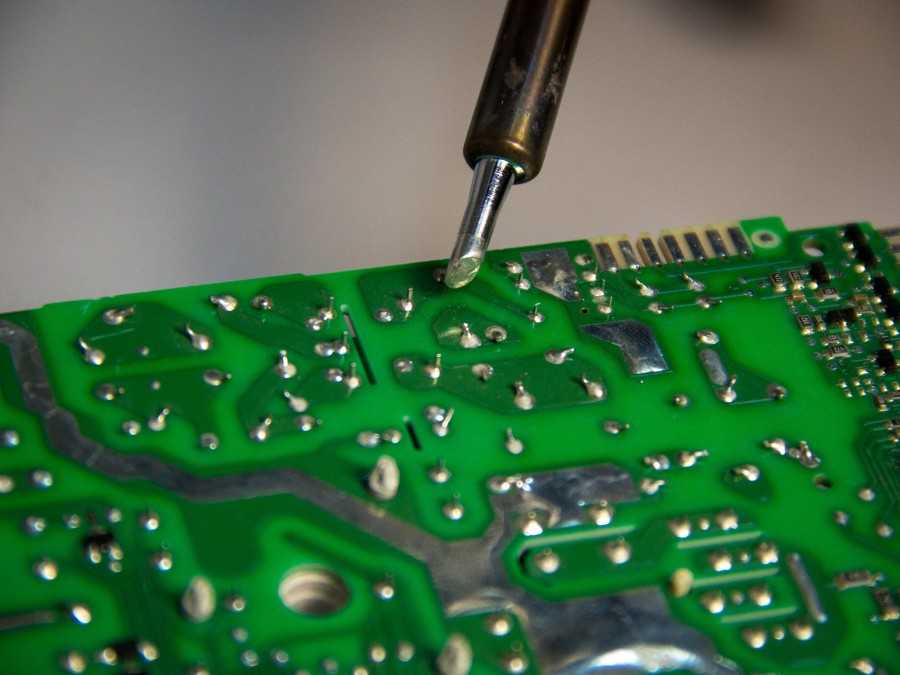 Баррет 9094.
Баррет 9094.  Золотые припои обычно используются только для изготовления золотых украшений, тогда как медные, латунные и бронзовые припои обычно используются для изготовления медных, латунных и бронзовых украшений соответственно. Металлисты обычно используют кислородно-пропановые или кислородно-ацетиленовые горелки с твердым припоем, но многие задачи пайки также можно выполнять с помощью бутановых горелок. Используйте бутановую горелку для пайки соединительных колец, создания штифтов со сферической головкой, изготовления нестандартных проволочных звеньев и цепей, создания небольших рамок, сплавления мелких металлических компонентов и т. д.
Золотые припои обычно используются только для изготовления золотых украшений, тогда как медные, латунные и бронзовые припои обычно используются для изготовления медных, латунных и бронзовых украшений соответственно. Металлисты обычно используют кислородно-пропановые или кислородно-ацетиленовые горелки с твердым припоем, но многие задачи пайки также можно выполнять с помощью бутановых горелок. Используйте бутановую горелку для пайки соединительных колец, создания штифтов со сферической головкой, изготовления нестандартных проволочных звеньев и цепей, создания небольших рамок, сплавления мелких металлических компонентов и т. д. Добавьте последние детали с помощью легкой пайки. Таким образом, припой, удерживающий первые элементы, не будет течь или двигаться во время сборки последующих деталей.
Добавьте последние детали с помощью легкой пайки. Таким образом, припой, удерживающий первые элементы, не будет течь или двигаться во время сборки последующих деталей. Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром.
Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром. Присутствие фосфора делает этот припой самофлюсующимся. Плавится при 1310°F и течет при 1460°F.
Присутствие фосфора делает этот припой самофлюсующимся. Плавится при 1310°F и течет при 1460°F. паяльный состав (может использоваться при температуре до 2000°F на драгоценных и недрагоценных металлах).
паяльный состав (может использоваться при температуре до 2000°F на драгоценных и недрагоценных металлах).