Как правильно паять паяльником. Пайка проводов, транзисторов, светодиодов.
электрика, сигнализация, видеонаблюдение, контроль доступа (СКУД) и другие инженерно технические системы (ИТС)
Для того чтобы хорошо и правильно паять, следует знать несколько основных моментов, характеризующих процесс пайки паяльником, причем, безразлично – электрическим или газовым.
Здесь будет рассмотрено как паять припоем ПОС (сплав олова и свинца, в зависимости от пропорций содержания этих металлов меняется температура плавления припоя).
Припоем можно паять между собой различные металлы. Проще всего паять медь, латунь. Несколько сложнее – сталь, пайка других металлов, например алюминия, возможна, но требует применения специальных флюсов и присадок.
Давайте сразу про флюс.
Это вещество, препятствующее окислению металла при пайке.
Самый простой и известный флюс – сосновая канифоль. Используется в кусковой или жидкой (спиртовой раствор) формах для пайки меди, латуни.
Является пассивным флюсом, то есть только препятствует окислению металла при его нагреве паяльником, но уже имеющуюся окисную пленку удалить не может (для этого используются различные активные флюсы или тривиальная механическая зачистка).
Удаление оксидной пленки – процесс при пайке обязательный, поскольку расплавленный паяльником припой должен смочить поверхность металла, о окислы этому препятствуют равно как жир препятствует смачиванию водой любой поверхности. Думаю, при рассмотрении конкретных примеров Вам все будет ясно.
КАК ПРАВИЛЬНО ПОДГОТОВИТЬ ПАЯЛЬНИК
Перед тем как паять следует правильно подготовить паяльник. Его жало должно быть равномерно покрыто припоем. Смотрим фото:
КАК ПАЯТЬ ПРОВОДА
СОЕДИНЕНИЕ ПРОВОДОВ ПАЙКОЙ
| Паять провода между собой можно различными способами, например, наложив предварительно залуженные провода друг на друга разогреть их паяльником до расплавления припоя. | |
Это результат. | |
| Можно предварительно скрутить зачищенные провода. | |
| Скрутку пропаять как при лужении. Кстати, во всех примерах используется твердая канифоль. Если применяется жидкий флюс, то он просто наносится кисточкой на нужное место. | |
| Получится вот такое соединение. | |
| Если Вы паяете какие либо радиоэлементы без применения печатного монтажа, то вот несколько способов пайки их выводов. | |
| Слева проводник предварительно накручивается на вывод светодиода, справа – паяется “внахлест”. Первый способ надежнее, второй – более быстрый, кроме того, при необходимости настройки схемы, многократной замены элементов, он удобнее. | |
| Это просто конечный результат. |
© 2012-2021 г. Все права защищены.
Представленные на сайте материалы имеют информационный характер и не могут быть использованы в качестве руководящих и нормативных документов
Как паять паяльником правильно: инструкция для новичков
Когда начинающий электрик наблюдает за работой мастера с паяльником, то все действия кажутся простыми и понятными.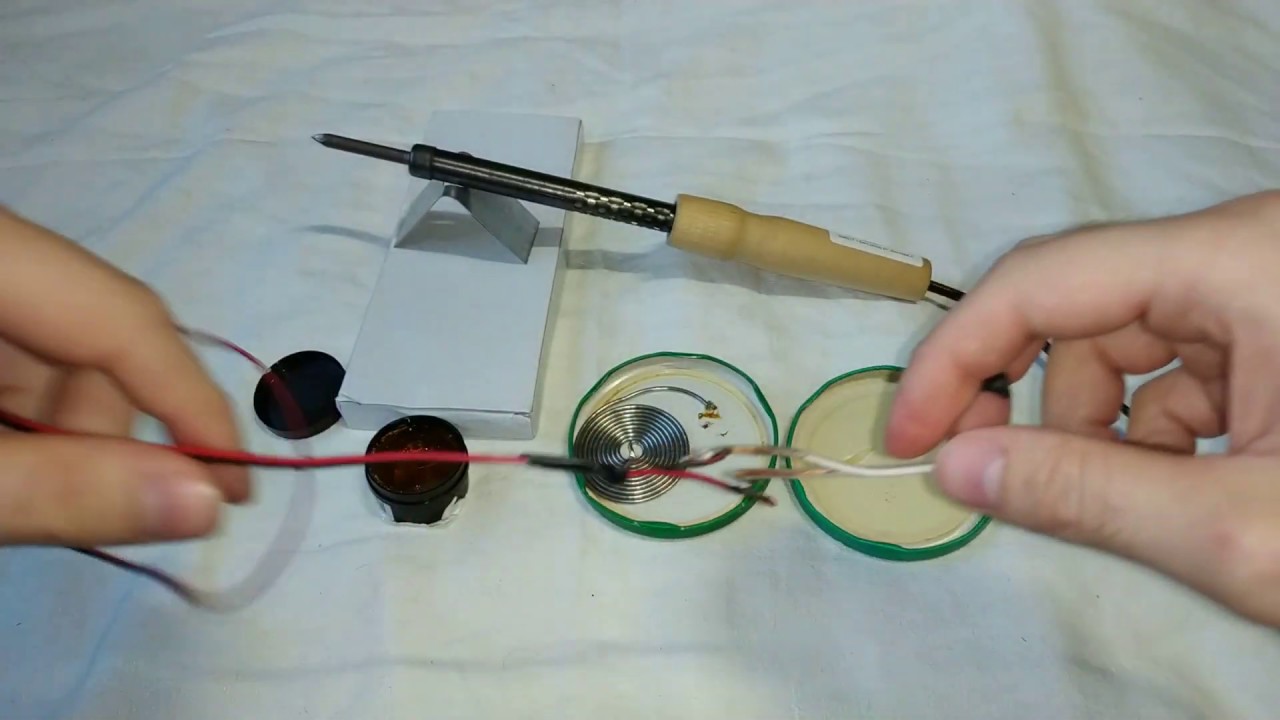
Однако стоит только самому взять инструмент в руки, как сразу начинаются неприятности: припой не держится, контакты отваливаются, изоляция сгорает, жало покрывается сажей.
Чтобы этого не происходило необходимо соблюдать определенные правила.
Мастер их знает и выполняет. Новичку же я советую вначале понять, как паять паяльником правильно. Только после этого браться за эту работу.
Содержание статьи
Особенности подготовки рабочего места и инструмента
3 главных секрета: поза, свет и воздух
Даже в домашних условиях для выполнения качественной пайки необходимы удобная поза работника с хорошим освещением. Рекомендую установить рабочий стол около окна, на который в дневное время попадают солнечные лучи, а вечером светит искусственный источник.
Пайка связана с нагревом веществ, выделением дымов. Хотя разогретая канифоль пахнет хвоей, но этот запах при частом вдыхании все же вреден. А другие флюсы и кислоты еще опаснее. Попадая в организм через органы дыхания они накапливаются, вызывают хронические заболевания.
Поэтому важно проветривание. Работайте с открытой форточкой, а еще лучше — используйте принудительную вытяжку.
Полезные приспособления
Невысокая жестяная баночка с бумажной прокладкой необходима для работы с припоем и канифолью.
Специальная подставка помогает хранить нагретый паяльник, а губка позволяет очищать горячее жало от окислов.
Убирать излишки расплавленного припоя удобно оловоотсосом.
Работы с мелкими предметами облегчают пинцет, небольшие тисочки, приспособления типа «третья рука». Самый простой вариант: обычные пассатижи с резинкой.
Можно своими руками изготовить и другие простые конструкции.
Выбор и подготовка паяльника
Продажа предлагает различные модели с напряжением от 12 до 220 или 380 вольт. Каждый паяльник создается для конкретной работы, хотя имеет универсальные возможности.
Их оценивают мощностью потребления электрической энергии, которая расходуется на разогрев жала наконечника.
Пайку радиодеталей удобно выполнять паяльником мощностью 40÷60 ватт, а для проводов выбирают 80÷100.
Для начинающих паяльщиков достаточно пользоваться простыми моделями двух конструкций паяльников с:
- нагревом от нихромовой проволоки и медным стержнем;
- керамической вставкой и медным жалом с никелевым покрытием.
Первый тип паяльников дешевле, но он требует постоянного ухода за наконечником, дольше разогревается до нужной температуры, быстрее изнашивается.
Паяльник с керамической вставкой лучше работает, но он дороже. К тому же керамика требует аккуратного обращения. Она может расколоться от механического удара.
Личные предпочтения
Более 30 лет пользуюсь трансформаторными паяльниками типа «Момент».
Кому-то он не нравится из-за дополнительного веса. Но для меня этот показатель не критичен. Мощность в 65 промышленного образца хорошо подходит для радиолюбительской пайки, но ее недостаточно для соединения электрических проводов.
Поэтому собрал более мощную конструкцию своими руками.
Эта технология описана отдельной статьей на сайте.
О подделке брендов
Я долго не мог понять, почему трансформаторные паяльники мне нравятся, а в интернете их массово критикуют. Даже в указанной выше статье мне читатели высказывали отрицательное мнение о них, ругая недолговечность и плохое качество.
Понял я это только осле того, как посетитель моего сайта прислал мне для экспериментов перегоревший паяльник китайской компании Licota.
Он очень красиво выглядит, обладает небольшим весом, удобно лежит в руке и оригинально упакован. При детальном знакомстве с ним я обнаружил множество дефектов монтажа и конструкции. Расписал их отдельными статьями:
- О некомплекте пластин железа магнитопровода;
- Нарушениях технологии намотки изолированного провода на катушку и необходимости дорабатывать ее внутренние поверхности;
- Выявлении конструктивного дефекта силовой обмотки;
- Замены силовой обмотки;
- Сравнении электрических характеристик двух паяльников: старого советского и современного из Китая.

Покупая дешевые паяльники у сомнительных продавцов можно нарваться на некачественную продукцию, потерять деньги и время. Обращайте внимание на рабочие электрические характеристики и предоставление гарантий.
Существуют другие различные виды паяльников, предназначенные для качественного выполнения профессиональной работы. Но начинать обучение пайке лучше на описанных выше моделях.
О заточке наконечника
Чистота не только залог нашего здоровья, но и гарант качественной пайки. Ее необходимо обязательно соблюдать во время работы.
Медный наконечник паяльника разогревается до такого состояния, что на нем образуются окислы и нагар. Когда они проникают в припой, то о качестве пайки можно забыть. Поэтому конец жала всегда должен быть чистым и хорошо заточенным.
Его форма создается под определенный вид спаиваемых деталей:
- «плоская отвертка» хорошо передает тепло. Ее применяют для прогрева массивных деталей;
- «пирамидка» или «острый конус» позволяет удобнее контролировать величину нагрева. Она используется для соединения мелких радиоэлементов или тонких проводов;
- «затупленный конус» затачивают для пайки проводов среднего сечения.
 Она используется для соединения мелких радиоэлементов или тонких проводов;
Она используется для соединения мелких радиоэлементов или тонких проводов;Большей популярностью пользуется первый вид заточки. Его можно формировать ударами молотка. Тогда металл лучше уплотняется и дольше сохраняет свои свойства.
Располагая этот наконечник на спаиваемой детали плоскостью или острым углом можно регулировать степень ее прогрева.
Современные паяльники с керамикой имеют набор съемных насадок самых необходимых форм. Они покрыты сверху слоем никеля, не требуют заточки и подготовительной обработки.
Как залудить медное жало
Наконечник нового паяльника без защитного никелевого покрытия требуется покрыть тонким слоем припоя, который станет предохранять его от образования нагара и преждевременного износа. Для этого:
- паяльник включают под напряжение, разогревая наконечник до рабочего состояния;
- погружают его в кусочек канифоли;
- расплавляют припой, распределяя его по поверхности наконечника жала. Удобно пользоваться деревянным предметом.
 Удобно пользоваться деревянным предметом.
Удобно пользоваться деревянным предметом.Из чего состоят этапы пайки
Основной задачей этой технологии является соединение двух металлических деталей, чаще всего проводников, легкоплавким сплавом так, чтобы они прочно держались и пропускали электрический ток с минимально возможным сопротивлением.
Для этого необходимо последовательно выполнить ряд действий. Разберем их на примере спаивания проводов. Это:
- снятие изоляции с соединяемых концов провода;
- механическая зачистка металла жил до идеального состояния от окислов;
- термообработка с флюсом — залуживание концов тонким слоем;
- нагрев припоя с нанесением его на место пайки.
Снятие изоляции
Диэлектрический слой провода может быть выполнен из полиэтилена, ткани, лака или другого подобного материала. Его необходимо убрать.
Лучше всего эту работу выполнять острым ножом, располагая его лезвие почти параллельно оси металлической жилы. Так исключается ее порез и нанесение глубоких царапин. Они ослабляют механическую прочность и увеличивают электрическое сопротивление. Допускать этого нельзя.
Они ослабляют механическую прочность и увеличивают электрическое сопротивление. Допускать этого нельзя.
Тонкие провода, покрытые лаком, достаточно обработать открытым пламенем спички или зажигалки. Это же способ подходит для витой пары и даже более толстых жил.
В продаже существуют специальные клещи различных конструкций для снятия изоляции с конца провода любого диаметра. Они позволяют профессионально выполнять эту работу без повреждения жилы.
После снятия изоляции оценивают состояние металлической поверхности. Обращают внимание на чистоту, отсутствие вмятин и порезов.
Удаление загрязнений и оксидной пленки
Только чистый металл сможет обеспечить качественное соединение деталей при пайке. Его создают механической очисткой поверхности и химическими растворами.
Вначале работают лезвием ножа, слегка прижимая его к загрязненному металлу под тупым углом. Жилу протягивают от слоя изоляции к оголенному концу, немного вращая в одну сторону. Металл сразу потеряет тусклость, станет блестеть.
Химическая очистка предполагает обработку растворителями, спиртом, флюсом ФЭС.
Лужение контактных площадок
Окончательную зачистку поверхности металла проводника осуществляют термообработкой флюсом, используя залуженный наконечник паяльника. Самым популярным и универсальным средством является канифоль. Ее используют в твердом состоянии, растворенной в спирте или желеобразной.
Продажа позволяет приобрести канифоль в любом виде и предоставляет широкий ассортимент других флюсов.
Для пайки деталей электрических схем не рекомендуется пользоваться флюсами, содержащими в своем составе кислоты. Их довольно сложно полностью нейтрализовать, а даже незначительные остатки быстро окисляют металл, разрушают его структуру.
Последовательность лужения жилы провода твердой канифолью:
- Прогревают паяльник до нужной температуры. Она может колебаться в пределах от 180 до 240 градусов и зависит от припоя и соединяемых металлических деталей. Для контроля нагрева жала касаются наконечником твердой канифоли. Если она начинает бурно образовывать пар, то прогрев нормальный.
- Очищенный проводник укладывают на канифоль и прикасаются к нему наконечником паяльника. Провод вращают для равномерного покрытия расплавленным флюсом.
- Жалом паяльника расплавляют припой и наносят его на обработанный канифолью провод, равномерно распределяя по поверхности.
Раствор канифоли в спирте наносят кисточкой на залуживаемую поверхность или просто капают через трубку капельницы.
Желеобразную канифоль выдавливают из специального шприца, что очень удобно делать.
Обработанный жидкой или желеобразной канифолью проводник прогревают разогретым наконечником паяльника с капелькой припоя, разгоняя его по всей контактной площадке.
Непосредственная пайка
К нему приступают после того, как обе контактные площадки подготовлены к соединению: очищены от грязи и окислов, залужены.
Запаиваемые концы соединяют вместе. На них накладывают разогретым паяльником кусочек припоя, обеспечивая его растекание по обеим площадкам. После этого жало резко отводится в сторону, а детали остаются в неподвижном состоянии до момента полного застывания олова. Об этом судят по небольшому потемнению его цвета.
На них накладывают разогретым паяльником кусочек припоя, обеспечивая его растекание по обеим площадкам. После этого жало резко отводится в сторону, а детали остаются в неподвижном состоянии до момента полного застывания олова. Об этом судят по небольшому потемнению его цвета.
Правильно выполненная пайка отличается прочным соединением контактов и ровной поверхностью застывшего припоя, который немного блестит. Проверяют ее качество небольшим механическим усилием на разрыв.
Если же поверхность припоя имеет потемнения и неровности, то пайка выполнена ненадежно, ее требуется исправить.
5 советов по созданию надежной пайки
К ним относят:
- Прогрев соединяемых деталей следует выполнять не острием наконечника, а его боковой поверхностью. Это обеспечивает больший контакт и лучшую передачу температуры. Однако, работая жалом с тупым наконечником или трансформаторным паяльником этот совет практически не поможет.
- Для придания повышенной прочности создаваемому соединению создается дополнительная скрутка проводов.
- Механическое приспособление третья рука облегчает фиксацию неподвижного положения соединяемых деталей.
- Новые электронные компоненты изготавливают с залуженными контактными поверхностями. Если они ничем не загрязнены, то на них можно сразу наносить флюс и припой без предварительного лужения. Это ускоряет процесс пайки.
- Продажа предлагает мастерам трубчатый припой, внутри которого расположен флюс. Обычно это канифоль. Такой комбинацией проще работать: сокращается количество промежуточных операций за счет одновременной подачи обоих компонентов.

4 признака качественной пайки
Надежность соединения оценивают по:
- яркому блеску созданного поверхностного слоя;
- отсутствию излишков припоя на деталях;
- прочности на разрыв контрольного механического усилия;
- целостности слоя изоляции, отсутствию следов оплавления.
Дополнительно рекомендую посмотреть видеоролик владельца AutoAndElectronics «Как паять паяльником правильно».
Если же у вас еще остались вопросы по этой теме, то задавайте их в комментариях. Я обязательно отвечу.
Полезные товары Полезные сервисы и программыКак правильно паять паяльником платы, чипы, алюминий
Способ соединения металлических изделий и заготовок в одно целое с помощью паяльника и припоя известен человечеству очень давно. Очевидно, первыми начали применять такой способ кузнецы — ювелиры (Goldsmith), поскольку способ кузнечной сварки не подходил для их тонких и изящных изделий. Позже технологию стали применять для ремонта металлической посуды, а с освоением электричества она надолго стала основным способом соединения проводников и электрокомпонентов. Научиться, как правильно паять электропаяльником, не очень сложно. Потребуются внимательность, аккуратность и терпение.
Как правильно паятьЧто такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава.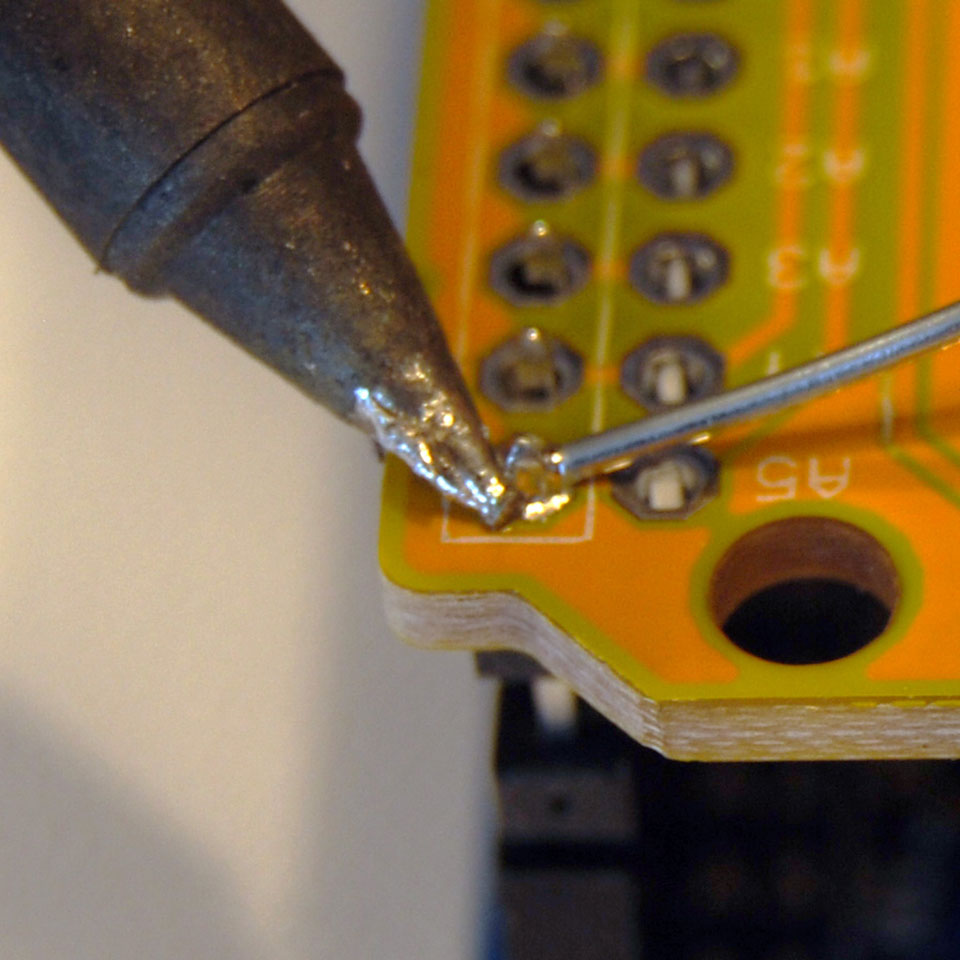 Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
 youtube.com/embed/MKZBAqnGoZ4?feature=oembed” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
youtube.com/embed/MKZBAqnGoZ4?feature=oembed” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.
Пайка проводов
Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Подготовка паяльника к работе
При первом включении нового электропаяльника с его поверхности идет дымок, и появляется характерный запах. Это сгорает тонкий слой смазки, нанесенный на кожух электронагревателя на производстве. Когда смазка выгорит, нужно выключить устройство и дождаться его остывания.
Заточка жала
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Лужение паяльника
Перед началом работы с паяльником на жало требуется нанести тонкий слой оловянного сплава (залудить). Применяется два основных способа:
- Разогретым жалом прикасаются к канифоли, расплавляют кусочек паяльной проволоки и деревянным шпателем втирают его в поверхность кончика жала.
- Разогретое жало трут о тряпку, пропитанную раствором хлористого цинка, далее действуют так же, как и в первом способе.
После того, как кончик жала покрылся слоем олова, подготовка паяльника к работе завершена.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра.
Молотковый паяльник
Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Электропаяльник
Это тот самый прибор, который используют большинство домашних мастеров. За столетие изменился лишь материал ручки и изоляция сетевого шнура. Конструкция оптимальна для мощности 25-250 ватт. По цене конкурентов не имеет.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.
Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.
Газовый паяльник
Отличается повышенной пожароопасностью.
Выбор мощности
Выбор мощности зависит от тех объектов, которые собираются спаивать:
- Тонкие проводки и электронные компоненты : 25-40 ватт.
- Проводники и детали толщиной до одного миллиметра: 40-80 ватт.
- Изделия толщиной до 2 мм: не менее 100 ватт.
Домашний мастер обычно покупает два электропаяльника:25-40 ватт для тонких работ и 60-100 ватт — для средних. Пайку кабелей и сосудов лучше поручить профессионалу, имеющему соответствующее оборудование и навыки.
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки. Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Разогрев и выбор температуры
Для достижения оптимального режима температура соединяемых элементов должна быть на 60 -80 ⁰C выше температуры плавления припоя, а температура жала должна быть еще на 10-20 ⁰C выше.
На профессиональной паяльной станции выставляют температуру жала на 70-110 ⁰C больше температуры плавления. На обычном устройстве датчика температуры нет, поэтому пользуются следующим способом: при погружении жала в канифоль она должна бурно кипеть, с шипением и появлением характерного смолистого запаха, но не должна дымить и трещать — это означает, что жало перегрето.
Внесение припоя
В разогретую до требуемой температуры рабочую зону припой вносят двумя методами:
- В жидком виде, на кончике жала, применяется при соединении небольших элементов. Для этого касаются проволоки жалом, кусочек проволоки плавится и под действием сил поверхностного натяжения перетекает на жало, покрывая его тонким слоем. Капля при этом с жала свисать не должна.
- В твердом виде, поднося проволоку к рабочей зоне. Применяется при работе с крупными деталями.
Пайка твердым припоем
Важно следить за тем, чтобы не образовывались капли припоя — их надо сразу убирать
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве.
Свойства припоев
Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Как правильно паять паяльником несколько советов
Чтобы правильно и надолго припаять детали, следуйте нескольким советам:
- Тщательно готовьте поверхности.
- Правильно прогревайте рабочую зону, не допуская как недостаточного прогрева, так и перегрева.
- Не допускайте недостатка или излишка припоя в рабочей зоне. Его ровный слой должен полностью покрывать провода и контакты, но не должны образовываться капли и потеки.
- Правильно компонуйте рабочее место. Избегайте захламленности. Все должно быть под рукой.
- Придерживайте провода и выводы деталей пинцетом во избежание ожогов.
Как научиться паять паяльником
В качестве учебного задания прекрасно подойдет тренировка на обрезках проводов. Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Признаки того, что вы научились паять правильно и у вас получилась качественное соединение:
- Поверхность затвердевшего припоя серебристая, с отблеском.
- Нет капель и потеков.
- Соединение прочное (не рвется руками).
- Изоляция не оплавлена.
Далее можно продолжать тренироваться на многожильных кабелях, а потом — на жилах большого сечения.
После завершения пайки
В том случае, когда концы проводов и контактную площадку подвергали обработке флюсом, по окончании операции его остатки необходимо удалить.
Ветошь или губку следует смочить в мыльном растворе и протереть место соединения. Далее его надо просушить сухой ветошью либо феном.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.
Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву. Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами. Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Микросхемы выпайка
По техническим условиям производителей, микросхемы после выпайки из платы не подлежат дальнейшему использованию — слишком высок риск перегрева. Однако народные умельцы ухитряются выпаивать микросхемы, прикладывая проволоку из нихрома к выпаиваемым ножкам для обеспечения теплоотвода. Но вероятность необратимого повреждения микросхемы все равно остается весьма высокой.
Заземление паяльника
Для работы с высокочувствительными электронными компонентами, которые могут быть выведены из строя зарядом статического электричества, следует использовать низковольтные электропаяльники. Их заземляют по специальной схеме, с применением понижающего трансформатора. Использование импульсных приборов недопустимо.
Кроме того, мастер должен надеть на запястье заземляющий браслет, подключенный гибким кабелем к массе печатной платы.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
Недопустимо придавливать спаиваемые предметы локтем, кистью, корпусом прибора или другими тяжелыми предметами.
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Как паять паяльником на примере пайки деталей, проводов и возможности выпаять их с платы (провода, радиодетали на плате) (видео)
Время не стоит на месте, оно бежит, несется, меняется, а вместе с ним меняется и все вокруг. Так еще в Советском Союзе, лет 30 назад, каждый второй умел наверняка паять, при этом делала это неплохо. Все это исходило из реалий того времени, когда люди чуть ли сами себе делали приемники, телевизоры, магнитофоны, всевозможные проигрыватели. Такую особенность можно связать с надлежащим развитием техники того времени, а вернее обеспечением последней населения нашей страны. Да, многим чего не хватало, сложные бытовые приборы мало того что стоили несколько зарплат, так еще и ждать их приходилось месяцами и годами. Такие реалии заставляли «дружить» с паяльником, тем самым, который мог порадовать своего хозяина новым, нужным и желанным прибором в доме. Достаточно вспомнить мое детство, когда засыпая в сумерках, я видел спину отца, склонившегося над письменным столом. В свете настольной лампы поднимался дымок от канифоли, столь приятный как помнится сейчас. Там что-то паялось… Однако с того времени много что изменилось. Техники стало пруд пруди, и стоит она при этом не так уж дорого. Канифоль на запах стала несколько другой, вонючей и химической… А паять умеет далеко на каждый второй. Но раз вы заглянули к нам на страничку, то наверняка не из праздного любопытства. Так вот и давайте поговорим о том, как паять паяльником радиодетали и провода.
Здесь, прежде, хотелось остепенить тех, кто пришел к нам с целью узнать о том, как паять чайники, трубки и радиаторы. Нет, мы вовсе не уничижаем их цели и задачи, просто в этой статье не об этом. Мы хотели поговорить о пайке исключительно деталей и проводов, о подвесном монтаже и монтаже на плате. Ведь по сути пайка радиолюбителя несколько отличается от пайки жестянщика, а значит нам, чтобы не валить все в одну кучу, и не распыляться на необъятное, хотелось бы упомянуть лишь о пайке паяльником радиодеталей и проводов. Если что извиняйте, а я продолжу…
Какой паяльник выбрать для пайки радиодеталей и проводов
По сути, здесь выбор будет состоять из поиска следующих критериев, это его мощность и тип жала. Вот давайте и разберем теперь возможные альтернативы.
Выбор паяльника по мощности
Для пайки радиоэлементов самым подходящим будет паяльник мощностью 25-40 Ватт, именно такая мощность обеспечит быстрый прогрев контактов, но не перегреет деталь. Перегрев детали может привести к выходу ее из строя, так скажем, что ножки можно греть 5-10 секунд, а есть и детали, которые выдержат и не более 2 секунд. Здесь надо исходить из опыта и конкретных условий, но чем быстрее вы сделаете пайку, тем лучше. При этом, используемая мощность паяльника должна использоваться оптимально, все на то, чтобы расплавить припой, но не предать лишнее тепло на корпус. Итак, с мощностью мы определились, теперь о видах, типах паяльника, вернее жал для них.
Выбор паяльника по типу жала
Итак, о материале жала паяльника. Начнем снова со времен СССР, тогда паяльники были одного типа, просто с медным жалом, других никто и не видел. Плюсы здесь очевидны. Медь хорошо передает тепло, на медное жало можно набрать какое-то количество припоя и использовать его локально для пайки, вот, пожалуй, и все. Теперь о минусах. Медные жала паяльника довольно быстро обгорают. Проявляется это следующим образом. Они покрываются окалиной, которая облетает, при этом в месте отслоения окалины само собой образуется углубление, искривление формы. Это очень неудобно в тех случаях, если вы паяете много и часто, а также тогда, когда вам необходимо постоянную ровную поверхность для пайки на самом жале. Да и сам принцип пайки здесь получается несколько иной. При медном жале весь припой для пайки берется на жало, а затем переносится в место пайки.
Однако есть и другая стратегия пайки, она возможно из-за несгораемых жал. Последние нашли обширное применение в наше время. Такие жала выполнены из композитного или тугоплавкого материла, часто покрыты твердым напылением, на которое не осаживается припой или осаживается очень ограниченно. В итоге, жало постоянно чистое и разогретое. Посмотрите на фото выше, медное жало справа выглядит совсем неказисто, если его сравнить с несгораемым жалом.
Если подытожить эту главу, то надо сказать о том, что паяльник должен быть мощностью 25-40 Ватт, а жало выбирается в зависимости от привычки того, кто и с чем привык работать. Если же у вас нет навыков, то я бы посоветовал все-таки несгораемое жало, оно будет навсегда и не потребует обслуживания. О самих же особенностях пайки медным и несгораемым жалом мы поговорим чуть далее, а пока о подготовке к процессу пайки. А если точнее, то о применяемых флюсах, припое, кислоте, инструментах.
Что необходимо для пайки деталей и проводов (держатели, флюс, кислота, паяльный жир, инструмент, заточка жала)
Прежде чем начать паять, надо для этого что-то иметь… О паяльнике мы уже сказали, но это еще не все. Так для выполнения пайки вам потребуются расходные материалы, будь то флюс, паяльный жир, канифоль или кислота. Давайте разберем каждый из этих реактивов отдельно. Наиболее популярный реактив для пайки деталей канифоль. Именно её в большинстве случаев использовали радиолюбители в СССР. Однако сегодня я бы не сказали что это оптимальный вариант. Быть может из-за того что канифоль стала какой-то другой, она действительно даже пахнуть стала по-другому при разогреве. Видимо по лесам уже никто «не лазит» чтобы раздобыть натуральную смолу, а отсюда и этот непонятный совсем не естественный едкий запах. Я бы посоветовал использовать вам паяльный жир. Не важно, активный или нейтральный. Он вовсе не имеет запаха, что очень хорошо, прекрасно обволакивает контакт, скажу даже более. Жир в советское время был дефицитом, он использовался только на заводах оборонки, а вот обыватель мог о таком только мечтать, отсюда и такая распространенность упоминания о канифоли. Теперь о флюсах и кислоте. Кислота и флюс наносятся с помощью кисточки или носика непосредственно в место пайки. Кислота фактически активный реактив, в ней находится кислота (соляная) и цинк. При попадании на металл, кислота съедает его поверхностный слой и продукты окисления на нем, а цинк остается после как коррозионно-сдерживающее. В любом случае, после пайки кислотой лучше промывать эти места от дальнейшего продолжения коррозии, используя соду или воду. Флюс в большинстве случаев это жидкий реагент вроде канифоли или паяльного жира, он не столь активен. Часто это канифоль растворенная в спирте, может еще какие-то добавки… Если резюмировать, то для пайки достаточно только паяльного жира или канифоли. Теперь о инструментах.
Без хорошего инструмента паять хорошо вряд ли получится. По крайней мере, если вы решили паять много и все подряд. Для удержания радиодеталей в самый раз будут плоскогубцы или пинцет, иначе вы будете обжигать пальцы. Для зачистки проводов и для ровного их откусывания нужны маленькие и острые кусачки. Во время сложных операций пайки, где необходимо припаять несколько проводков или под определенным углом, незаменимы будут штативы «вторая рука». Ну, само собой потребуется подставка под паяльник, чтобы он не валялся на столе и не спал вам столешницу и площадочка для лужения, где будут подготавливаться провода для пайки.
Пример пайки для паяльника с медным жалом
Любая пайка начинается с лужения площадок, проводов, других элементов, которые необходимо будет соединить вместе. Лужение, это фактически поверхностное покрытия припоем поверхностей. Цель этой процедуры проста. Поверхностный слой обеспечит хорошую когезию для будущего наплавляемого припоя, а значит и надежное соединение при пайке.
Разогреваем паяльник, обычно это время 5-7 минут. Раньше даже не пытайтесь. Во время разогрева можно разово опустить паяльник в канифоль или паяльный жир, для предотвращения окисления меди.
Как только жало начнет уверенно плавить припой, то считайте он разогрет.
За это время пока можете зачистить от изоляции и окисла провод или площадку. Если это многожильный провод, то после того как сняли изоляцию, скрутите все проводки между собой. Также если соединение будет неразъемное, то тоже соедините проводки разных проводников между собой.
Теперь положите провод (а) на площадку и обработайте его кислотой, канифолью, либо жиром.
То есть теми реактивами, про которые я вам писал ранее. Именно они поспособствуют лужению, а как итог, и самой пайке. В нашем случае это паяльный жир, я разогрел его и обмакнул провод в него.
Теперь захватываем на жало излишнюю порцию припоя, по сути это будет капелька припоя. Подносим его к проводнику и водим вдоль него.
Проводник должен равномерно залиться.
Теперь он будет похож на нечто покрытое в металлической оболочке. Если припоя мало, то еще раз возьмите припой жалом и распределите его на месте пайки.
Такую же процедуру проводим и с другим проводником. Теперь можно спаять проводники между собой. Выставляем их так, как нам необходимо и каждый раз принося на жале пальника немного припоя, заливаем щель между проводниками.
При необходимости берем припой и приносим в место пайки.
В итоге получается красивый, прочный и надежный контакт. При необходимости, проводники перед пайкой можно скрутить.
Место пайки изолируем.
Теперь о пайке на плату. Здесь опять же надо начать с лужение дорожек платы. Если вы монтируете что-то на универсальную монтажную плату, то сразу берите плату с лужеными контактами. Далее выпрямляем контакты радиодетали и вставляем их в отверстия, так , чтобы они выступали с другой стороны на 0,5-1 мм. Теперь, как и в случае с проводом берем припой на жало и подносим его к месту ножка-отверстие.
Прикасаемся, и припой растекается по ножке, заполняя при этом и отверстие. Так пропаиваем все ножки радиоэлемента (провода).
Теперь вы хотя и не научились паять паяльником с медным жалом, но знаете как это делается.
Обслуживание (лужение) медного жала паяльника при пайке и после нее
Как я уже рассказывал вам, медное жало со временем выгорает и в итоге меняет свою форму. В итоге необходимо время от времени приводить его форму в порядок. Лучше всего ковать жало, то есть использовать молоток и наковальню, так и выстукивать нужные формы. Но если этого нет, то вполне можно обойтись и простым надфилем.
Берем и обрабатываем жало таким образом, чтобы оно стало подходить под удобную для вас форму (размер). Для меня такой формой является форма под плоскую отвертку. Надфилем стачиваются две стороны, в итоге получается ровный, но «голый» металл – медь.
Надо сказать, что медь металл мягкий. Обрабатывает его соответственно легко. После такого придания формы необходимо защитить жало от окисления. Делается это просто, нанесением на поверхностный слой жала припоя, который выполняет две функции. Во-первых, с его помощью мы паяем, о чем мы уже рассказали. Во-вторых, он защищает жало от окисления и выгорания. Итак, когда мы на холодную обработали жало, то включаем паяльник. Пока он греется, но не прогрелся, можно окунуть жало в канифоль или паяльный жир.
Затем берем припой и наносим на разогретое жало. Припой сам растечется по его поверхности. Все жало готово к использованию.
Восстановление жала необходимо проводить с периодичностью, когда вы заметили, что площадка на нем стала не ровной, и паять в результате этого стало неудобно.
Пример пайки для паяльника с несгораемым жалом
Здесь вновь надо начать с описания того, чем отличается пайка таким жалом. Самое большое отличие в том, что несгораемое жало только разогревает, оно не является средством для переноса припоя на место пайки. То есть по итого, все раздельно – жало обособленно разогревает, припой подается отдельно. В этом случае между жалом и припоем не образуется должной адгезии, это связано, прежде всего, с материалом жала. Материал не способен переносить припой, зато он и не сгорает, то есть практически вечный. Ну, об этом я уже тоже говорил, сейчас ближе все-таки о самом процессе…
В этот раз процесс лужения провода будет проводить с использование флюса, а не жира. Капаем несколько капель на зачищенные от изоляции и окислов контакты под пайку.
Укладываем провод на площадку и лудим. К слову, в качестве площадки для лужения прекрасно подходит деревянная вставка. Дерево со временем впитывает в себя жир и флюсы, а при необходимости может наоборот отдать их на проводник.
При разогреве провода жалом, подаем припой к месту лужения.
Припой распределяем по поверхности проводника, в то время пока водим его вдоль него, вместе с разогретым жалом.
Тоже самое делаем и со вторым проводником.
Теперь выставляем проводники друг относительно друга и используя припой, который подается проволокой, разогреваем его и заливаем в щель между проводников.
Все контакт готов, можно изолировать место пайки. Как и в предыдущем случае, провода можно скрутить между собой до пайки.
Теперь о пайке на плате. Здесь все аналогично. Ножки радиодетали вставляются в плату. Затем одновременно подносим припой и жало. Разогреваем место пайки, припой расплавляется и растекается по ножкам.
Как выпаять деталь из платы
На самом деле пайка в большинстве случае включает в себя не только соединение контактов, но и их разъединение. Если нам необходимо разъединить спаянные провода, то разогреваем место пайки и все готово. Однако с радиодеталями все сложнее. Ладно если это резистор или транзистор, когда вывода 2-3. В этом случае по переменке и оперативно разогреваем контакты, а затем вытаскиваем деталь из платы. Можно использовать маленькие плоскогубцы или пинцет, чтобы не обжечь руки. А вот с микросхемами все куда сложнее. Часто их демонтаж бывает в одностороннем порядке, то есть когда им просто перекусывают ножки, еще на плате, а затем выпаивают по одной. Это оправдано в том случае, когда микросхема больше применяться не будет. Если же вам необходимо сохранить радиодеталь с большим количеством выводов, то здесь есть два способа.
Первый это использовать иголку от шприца. Каждый раз разогревая припой, вы должны выставлять иголку на ножку таким образом, чтобы она отделяла припой от контакта. После того как такая процедуру будет проделана со всеми контактами радиодетали, то ее можно будет извлечь из платы.
Второй вариант, когда используется отсос припоя.
В этом случае к разогретому припою приставляется конструкция, которая похожа на шприц. После нажатия на кнопку, она резко поднимает поршень, происходит разряжение и лишний припой попадает в емкость отсоса. Вот и все секреты того, как можно выпаять деталь с платы.
Подводя итог о пайке паяльником
Не смотря на то, что наша статья получилась не такая уж маленькая, но она определенно не охватила всех тонкостей и особенностей, про которые вы узнаете только лишь из своего собственного опыта. Это я к тому, что именно опыт и время помогут вам в полной мере овладеть пайкой, чтобы она была надежной и в тоже время красивой.
Мне лишь еще раз хочется сказать, о том, что если вы не занимались пайкой совсем, то у вас есть альтернатива, по какому пути пойти. Взять паяльник с медным жалом или несгораемым жалом. Здесь справедливости ради надо сказать о том, что несгораемое жало все же по мне предпочтительнее. Оно вечное, оно очень маленькое, то есть можно разогревать маленькие детали, скажем smd радиодетали, которых в современной электронике не так уж мало. Хотя перейти на его использование было морально не просто. В руки так и просился мой старый верный паяльник с медным жалом. А вот медное жало это некий рудимент, от которого трудно отказаться тем, кто паял еще во времена СССР, и его все устраивает. Что же, они имеют право на свой выбор на свои предпочтения, на отстаивание своих интересов. Тем более, что у медного жала есть небольшой плюс. При его использовании, как я уже несколько раз говорил, не надо подавать припой на место пайки, он приносится на самом жале. Эта особенность позволяет воспользоваться второй свободной рукой, для удержания радиодетали или провода. При пайке несгораемым жалом в большинстве случаев потребуется приспособление «вторая рука», как на фото выше.
Что же, если у вас будут свои соображения и важные замечания по изложенному материалу, то вы можете написать о них в комментариях к статье. Мне лишь осталось пожелать поменьше обжигать пальцы и надежно и красиво паять соединения.
Видео о том как паять паяльником
чем паять, технология пайки с канифолью
Знания о том, как правильно паять, нужны не только радиолюбителям и специалистам по монтажу электроаппаратуры. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов.
Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова — того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Обработка флюсом или лужение
Традиционный и самый доступный флюс — канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Работа с припоем
При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса.
При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск.
При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд.
Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки.
Как правильно паять? Первые шаги начинающего радиолюбителя.
Советы и рекомендации по правильной пайке
Прежде чем начать рассматривать вопрос: ”Как правильно паять?” Нужно обозначить одно но…
Пайка бывает разная. Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа. Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки.
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником.
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.
Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой. При работе таким паяльником припой к месту пайки доставляется с помощью тонкого проволочного припоя.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т.п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Лужение провода и выводов радиоэлементов легко проводить обычным электрическим паяльником с медным жалом. Как известно, при подготовке паяльника к работе также производят лужение медного жала.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя.
Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.
Лужение медного проводаРасплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником.
Прогрев жала паяльника до рабочей температуры.
Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 2400 C.
Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.
В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы.
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт. Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт. При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура, так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 2800 C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-2800 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
Для того чтобы качественно производить пайку деталей “на весу” и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется “третья рука”.
“Третья рука”
Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.
“Третья рука” в работе
Меры безопасности при пайке.
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой. В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают!
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
Как паять паяльником – примеры пайки на определенных деталях
Как паять паяльником – примеры пайки на определенных деталях.
Паять паяльником это не столь сложно, как это кажется с первого взгляда. Пользоваться паяльником начали еще в Египте более пяти тысяч лет назад. И в технологии пайки от той поры практически ничего не изменилось.
Технология пайки паяльником на самом деле не сложная. Суть ее в том, что при использовании расплавленного металла, имеющего низкую температуру плавления, соединяются любые и в любом сочетании металлы, имеющие большую температуру плавления.
Перед тем, как приступить к пайке, нужно изначально подготовить поверхность тех деталей, что будут паяться. Нужно очистить поверхность от следов грязи, если таковы имеются и удалить оксидную пленку.
Оксидная пленка – это пленка, что образовывается на поверхности металла за счет определенных условий воздуха или не очень сильно окисленной среде. Толщина такой пленки может быть разной, поэтому от этого будет зависеть, при помощи чего ее можно будет удалить – напильника или наждачной бумаги. Если площадь пайки не большая или это будут паяться круглые провода, то эту площадь можно зачистить лезвием обычного ножа. После очистки поверхность должна быть блестящей без всяких пятен, окислов и неровностей. Если на поверхности имеются жирные пятна, то их убирают при помощи ацетона или растворителя уайт-спирита (очищенного бензина).
Когда поверхность полностью подготовлена, то ее нужно залудить, то есть покрыть слоем припоя. Это делается следующим образом: вам нужно нанести на поверхность, что будет паяться, флюс и приложить жало паяльника с припоем.
Что бы жало паяльника хорошо передавало тепло к детали, его необходимо прикладывать таким образом к детали, что бы площадь соприкосновения жала паяльника и детали была максимальной. Для этого можно использовать паяльник с жалом, имеющим срез.
Главное в процессе пайки это прогреть те поверхности, что спаиваются до той температуры, которую имеет расплавленный припой. Если поверхности не были прогреты до нужной температуры, то пайка будет матовой и иметь низкую механическую прочность. Если в процессе пайки поверхности перегреть, то припой растечется, и вы вовсе не сможете выполнить процесс пайки.
Когда все описанные выше пункты выполнены, прикладываем детали друг к другу, и выполняем пайку электрическим паяльником.
Сколько будет длиться процесс пайки зависит от того какая толщина и вес детали, но приблизительно это от одной до десяти секунд. Большая часть радиоэлектронных компонентов паяются не дольше чем две секунды. Паяльник отводится в сторону, как только припой растекся по поверхности. Смещать детали нельзя до той поры, пока припой полностью не затвердеет. Ведь если сместить детали, то будет низким качество механической прочности и герметичности пайки. Если вы случайно сместили детали, все может быть, то нужно выполнить процесс пайки снова.
Когда жало паяльника горячее, то припой на нем, при ожидании, покрывается окислами и остатками сгоревшего флюса.
Поэтому перед пайкой жало паяльника нужно обязательно очищать. Для этого можно взять кусочек увлажненного поролона (плотность его может быть разной) и быстро жалом провести по этому поролону, тогда все остатки из жала останутся на поролоне.
Перед тем, как начать пайку нужно убедится в том, что поверхности или провода, что будут паяться уже облужены, это обязательно. Ведь пайка уже облуженых поверхностей и проводов будет действительно качественной, да и вы, выполняя пайку, будете получать удовольствие от работы.
Если Вы никогда раньше не работали с паяльником, то лучше всего перед тем, как выполнить ответственное задание по пайке паяльником необходимо потренироваться паять. Начните с самого простого, попробуйте паять одножильный медный провод, что используется для электропроводки. Первое, что стоит сделать, это снять с проводника изоляцию.
Как правильно залудить провода из меди.
Сняв изоляцию с провода, оцените, в каком состоянии находится проводник. Если провода новые, то их проводник не имеет оксидной пленки и такие провода можно паять, не выполняя зачистку. Возьмите небольшое количество припоя на жало паяльника, а потом коснитесь им канифоли и проведите жалом паяльника по поверхности проводника.
Если проводник имеет чистую поверхность, то по ней припой растечется тонким слоем. При нехватке припоя, берется еще одна порция с обязательным касанием канифоли. И так необходимо делать до той поры пока проводник полностью не будет залужен. Что бы работать с проводником было максимально комфортно, положите его на деревянную площадку, такая используется в качестве подставки для паяльника. Всегда в том месте, где выполняется лужение, скапливается определенное количество канифоли, что ускоряет процесс лужения, ведь припоя на жало можно взять больше, и каждый раз не касаться канифоли.
Бывают и такие случаи, что вроде и проводник без оксидной пленки, а лудится, он не хочет. В таком случае необходимо использовать паяльную кислоту. Но если у Вас под рукой, ее, не оказалось можно обойтись и таблеткой аспирина. Разогреть пару секунд, а потом лудить на площадке. Вот увидите, будет лудиться без всяких проблем. Если вы используете метод с аспирином для медного провода, на котором будет оксидная пленка, он сразу будет покрываться тонким слоем припоя. (Но этот метод желательно использовать в крайних случаях, поскольку запах от процесса будет не самый лучший)
Если у Вас получилось залудить проводник, то вас можно поздравить с первыми успехами в работе с паяльником.
Если первый раз работает с паяльником, то будьте готовы к тому, что хорошая пайка у вас не получится. На это есть пару причин. Очень сильно нагрет паяльник для данного вида припоя. Это определить можно по жалу паяльника, ведь на припое, что есть на нем, образовывается темная оксидная пленка. Если сильно нагреть жало паяльника, то рабочая часть жала будет покрыта черным окислом, из-за чего припой на жале держаться не будет. Жало паяльника не разогрето до необходимой температуры. В таком случае внешне пайка будет матовой и рыхлой. Чтобы правильно подобрать температуру можно использовать регулятор температуры. Еще может быть недостаточно прогрет провод во время обслуживания. Такое часто случается, если на рабочей части жала паяльника имеется небольшое количество припоя. Тогда площадь соприкосновения маленькая, и тепло не так как нужно передается на проводник. Тренироваться паять нужно до той поры, пока не получится правильно залудить провод.
Часто бывает такое, что по окончанию лужения паяльником проводов, на них можно увидеть остатки припоя, что похожи на наплывы. Что бы от них избавиться расположите провод вертикально, концом вниз, а паяльник наоборот – вертикально, чтобы его жало «смотрело» вверх, а потом аккуратно проведите жалом по проводам. Так, как припой тяжелый, то все образовавшиеся наплывы перейдут на жало паяльника.
Но, прежде, чем это сделать, удалите весь припой, что имеется на рабочей части жала паяльника. А для этого просто легонько ударьте жалом о подставочку. Аналогичным способом уберите лишний припой с мест паек на печатных платах.
Продолжить свою тренировку стоит на медном многожильном проводе. Его тоже нужно научиться лудить пальником. Здесь же все не будет так просто, как в предыдущем варианте, а особенно если этот провод еще нужно перед лужением очистить. Очистить провод, от оксидной пленки используя для этого механический способ, будет немного затруднительно. Для этого понадобится разделить проводники и выполнить зачистку каждого по отдельности. У меня был случай, когда сняв изоляцию с провода, используя для этого термический способ, то увидел следующее: верхний проводник был весь покрыт оксидной пленкой, а нижний проводник был расплетен. Именно такой случай является одним из самых сложных для лужения. Но, такие провода лудятся не хуже, чем простые одножильные.
Паяем правильно многожильные провода.
Для начала, проводник нужно обработать паяльной кислотой, и начинать прогревать их паяльником, продвигая их так, чтобы все проводники этого многожильного провода были смочены кислотой.
Потом нужно выполнить лужения на площадке с использование канифоли, все выполнять аналогично тому, что описано выше. Разница только в том, что вам необходимо будет прижимать провод к площадке и в процессе лужения поворачивать его в одну сторону. Это требуется чтобы проводники этого провода сплелись между собой.
Имея уже готовый залуженный провод такого типа, вы сможете, используя для этого круглогубцы, сделать кольцо. А это кольцо использовать потом, к примеру, в качестве резьбового присоединения, которое в дальнейшем можно будет использовать, например для контактов розетки или выключателей.
А еще его используют для патронов в люстрах, или же припаять такое кольцо к латунным контактам или печатным платам. Не поленитесь, в качестве тренировки попробуйте выполнить такого типа пайку паяльником.
Единственное, что нужно стараться не сместить детали, во время их соединения методом пайки, пока не застынет припой.
Если говорить о пайке паяльником любых других деталей, то она не сильно отличается от пайки проводов паяльником. И если вы попробовали лудить и паять провода, и у вас все получилось хорошо, то вы сможете выполнить любую пайку паяльником.
Учимся лудить тонкие медные провода, что покрыты лаком.
Если нужно залудить паяльником тонкий проводник, у которого диаметр жилы меньше 0,2 мм, что изолированный эмалью, нужно использовать хлорвинил. Данный вид пластика используется для изготовления изоляции и больших изолирующих трубок. Для этого необходимо положить провод на изоляцию и слегка прижать его жалом паяльника, после чего протаскивать провод, при этом постоянно поворачивая его. Вследствие нагрева хлорвинила выделяется хлор, именно он позволяет разрушить лак и без проблем залудить провод.
Такого рода технология будет просто незаменимой, если вам нужно паять паяльником провод, типа литцендрат. Это провод, что состоит из большого количества тоненьких проволок, что имеют эмалированное покрытие и представляют собой один проводник.
Тонкие провода покрыты эмалью, можно еще лудить применяя таблетки аспирина. Такой метод лужения паяльником я описывал выше. Необходимо взять провод, который вы будете лудить и поместите на подготовленную заранее таблетку аспирина, а потом протягивать его между аспирином и жалом паяльника. Но, стоит помнить, что на рабочей части жала, должно быть, необходимое количество припоя и канифоли.
Как паять паяльником радиодетали.
Часто технология пайки требуется, когда выполняется ремонт электрических приборов. Ведь там есть печатные платы, состоящие из радиоэл
ементов и тому подобное. И зачастую из этих плат нужно их выпаивать или запаивать назад. Это нельзя назвать сложной работой, но все же необходимо будет соблюдать определенную технологию пайки.
Пайка паяльником резисторов, диодов, конденсаторов.
Выпаять из платы необходимый вам радиоэлемент, а он может быть с двумя выводами, не составит труда и не требует высшего образования. В качестве таких элементов выступают практически всегда резисторы или диоды. Для качественного выпаивания с платы любого из таких элементов, нужно нагреть паяльником то, место где он запаян. Под высокой температурой припой расплавиться и вы легко достанете нужный вам элемент. Чтобы вынуть вывод резистора, можно использовать пинцет, но нужно делать все, не спеша, чтобы не соскакивал пинцет, а такое часто бывает, особенно в тех случаях, когда радиоэлемент имеет загнутый вывод и он находится со стороны пайки.
Что бы работать с пинцетом было удобнее, вы можете сточить его губки, но без фанатизма. Тогда при захвате вывода пинцет не будет соскальзывать.
Работая с печатной платой, особенно если речь идет о демонтаже радиоэлементов, очень хочется иметь еще одну руку, ведь при данной работе нужно работать паяльником, пинцетом и еще держать саму плату.
В качестве третей руки вам послужат настольные тиски. Используя данный инструмент, вы сможете зажать плату, и установить тиски на ту боковую грань стола, где вам удобнее будет работать. Лучше всего использовать инструмент придуманный китайцами Third-Hand Tool, что в переводе на русский означает «Третья рука». Используя «третью руку» вы сможете разместить плату в той плоскости, в которой с ней лучше всего будет работать.
Когда вы выполните демонтаж радиодетали, то место на плате, где был его вывод, заплывет припоем. Достать этот припой из образовавшейся луночки не сложно, просто возьмите зубочистку, заточенную спичку или обычную деревянную палочку.
Это делается следующим образом: жало паяльника нагревается и им расплавляется припой, потом в отверстие помещается зубочистка и проворачивается. Вынуть зубочистку можно будет уже когда застынет припой.
Перед тем, как запаять в плату новый радиоэлемент, нужно удостовериться в том, что его выводы будут хорошо паяться, особенно если вы не знаете, когда этот радиоэлемент был изготовлен. Рекомендую действенный способ в таком случае – залудите выводы радиоэлемента, а потом приступайте к процессу запаивания. И как результат вы получите надежную пайку и удовольствие от работы.
Пробуем паять паяльником SMD светодиоды и другие компоненты, не имеющие выводов.
Так, как технологии не стоят на месте, то сегодня уже выпускаются радиоэлектронные устройства, в которых стоят компоненты без выводов, именуются как SMD. У SMD нет привычных для нас проволочных выводов. Их соединяют с дорожками платы за счет пайки к ним контактных площадок, что находятся прямо на корпусе компонентов. Сложности в пайке такого компонента нет. Просто для этого нужно использовать маломощный паяльник на (10-12 Вт) и паять все контакты поочередно по отдельности.
Если говорить о ремонте, то часто стоит задача выпаивать SMD компонент для их проверки или замены на новые. Кроме того часто бывает такое, что SMD компоненты выпаивают из старых нерабочих плат для того, чтобы использовать их в качестве запчастей. Поэтому при процессе выпаивания нужно быть внимательным, ведь компоненты могут поломаться. Чтобы этого не произошло, прогревайте одновременно все выводы SMD компонентов.
Тем, кто часто сталкивается с работой, где нужно выпаивать SMD компоненты, рекомендую для своего паяльника сделать набор специальных жал. Под специальным имеется ввиду жало, что на конце разветвляется на два или три маленьких жала. Используя такие жала при выпаивании, вы не будете повреждать SMD компоненты, даже если они припаяны к плате.
Не всегда под рукой есть паяльник малой мощности, а в том, которым постоянно выполняется пайка нет возможности поменять жало на другое, так как оно прикипело. В таком случае нужно просто навить на жало паяльника медный провод. Его диаметр должен быть не больше одного миллиметра. Это будет так званая насадка, используя которую вы сможете легко выпаять SMD компоненты. Обратите внимание, что корпус светодиодов очень нежный, и он боится даже самых минимальных воздействий.
Удобство такой насадки в том, что она беспрепятственно снимается, и вы сможете использовать паяльник для обычной пайки. У этой насадки есть свои плюсы, и заключаются они в том, что вы можете менять ширину между концами самой насадки. Это позволит использовать ее для пайки SMD компонентов разных размеров. Еще такого рода насадку можно использовать, как маломощный паяльник, и с легкостью паять мелкие детали и тонкие провода, например для светодиодных лент.
Учимся паять паяльником светодиодную ленту.
Процесс пайки светодиодных лент практически не отличается от процесса пайки любой другой детали. Но, здесь все же есть свои тонкости. Вот, например из-за того, что печатная плата это тонкая и гибкая лента, то время пайки должно быть минимальным, чтобы не отслоились печатные дорожки платы.
Учимся паять паяльником микросхемы.
Выше я описывал, как запаивать или выпаивать резисторы или диоды. И как видите, сложного там практически нет ничего. А вот выпаять паяльником микросхемы, это уже на порядок сложнее. Ведь в микросхеме выпаять по отдельности выводы можно только после того, как их при помощи кусачек откусить от корпуса платы.
Но, все же есть и в данном случае выход, и, используя одну полезную технологию можно выпаять 24 выводную микросхему всего за минуту. Для этого вам понадобиться медицинская игла, что используется для инъекций. Диаметр такой иглы должен составлять 0,6 мм, ведь в микросхемах зачастую размер вывода равен 0,5 мм. Заправлять ее нужно на конус под прямым углом, так она легче войдет в отверстия печатной платы.
Следующие действия уже не сложные, ведь вам нужно будет просто смазать все выводы микросхемы, с той стороны, где будет выполняться пайка, специальным флюсом СКФ. Одевать иглу необходимо на все выводы микросхемы по очередности, при этом прогревать жалом паяльника припой. Но, стоит помнить, что иглу надо постоянно прокручивать то в одну, то в другую сторону. Если этого не делать, то иглу можно припаять к выводу. Паяльник отводим в сторону сразу, как только игла войдет в плату, а иглу в это время проворачиваем и не спеша снимаем с ножки. Все эти манипуляции проводим до той поры, пока все выводы микросхемы не будут освобождены от припоя. Если микросхема, с которой вы работаете, имеет загнутые выводы, то нужно первоначально расплавить припой и одновременно одеть на вывод иглу до упора. И тогда вывод выровняется. Для того, чтобы освободить вывод от припоя при помощи иглы, нужно приблизительно две секунды.
Когда вы выполните все выше описанное, со всеми ножками, то сможете легко извлечь микросхему, и даже не заметите, что она была припаяна. Могут быть такие случаи, что одна из ножек не выпускает микросхему, ну, все может быть. В таком случае нужно провести ее обработку паяльником и иглой еще раз.
Есть такие специалисты, которые используют при пайке микросхем технологию пайки с использованием медной оплетки от коаксиального провода. Эта технология тоже имеет право на жизнь, но у нее есть существенные минусы:
– нужно иметь уже хорошо «набитую» руку, то есть уметь хорошо
паять паяльником;
– иметь в своих инструментах и комплектующих оплетку. А она есть далеко не у всех;
– полностью удалить весь припой, которым припаяны выводы микросхемы.
А вот при использовании технологии пайки с иглой, припой остается на плате и тогда, чтобы запаять новую микросхему нужно только хорошо прогреть места пайки, при этом не добавлять новый припой.
Учимся
паять паяльником микросхемы в корпусе SOIC, что используются для поверхностного монтажа.Новый рынок, новые технологии, новые разработки, и на сегодняшний день очень часто стали использовать при изготовлении электронных приборов микросхемы в корпусе SOIC.
Прямое назначение данных микросхем – поверхностный монтаж на печатные платы. Иметь дело с такими микросхемами приходится людям, что занимаются ремонтом радиоаппаратуры. В этой же аппаратуре эти микросхемы нужно менять на новые. И что бы это сделать вам придется изначально выпаять эту микросхему, так, чтобы все ее печатные проводники, не были оторваны.
Ремонтируя светодиодную лампу по типу трубки, мне довелось выполнить замену вышедшей из строя в драйвере микросхему BP2808 в корпусе SOIC. Чтобы без проблем и препятствий выпаять микросхемы в корпусах, которые разработаны для пайки напрямую к контактной дорожке печатной платы, нужно использовать специальную паяльную станцию. Паяльная станция – это специальный инструмент, что применяется в радиотехнической промышленности.
Во время работы паяльной станцией место, которое нужно паять, нагревается горячим воздухом. В домашних условия поставить паяльную станцию не у всех есть возможность.
Но, можно обойтись и без паяльной станции, используя для выпаивания микросхемы отрезок тонкой стальной проволоки, имеющей на конце небольшой крючок. Отсюда вопрос: где взять такую проволочку? Все очень просто, вы можете ее сделать сами, используя для этого пружинку от шариковой ручки, просто выпрямите пружинку и у вас будет тонкая стальная проволока.
Используя крючок на проволоке, подцепите вывод микросхемы на печатной плате и немного натяните. Посмотрите где находится место пайки и прогрейте его жалом паяльника. Обратите внимание, паяльник должен быть малой мощности. В следствии нагрева места пайки, крючок пройдет между выводом и печатным проводником, вывод на небольшое расстояние отогнется вверх, и тогда между ним и печатным проводником останется зазор.
Все, что я только что описал, нужно будет сделать с каждым выводом, что имеется на микросхеме. В итоге вы получите полностью освободившуюся микросхему и все выходы останутся целыми. Это очень удобно, ведь бывает такое, что диагностика была не точной и причина поломки не в сгоревшей микросхеме, тогда вы в большом выигрыше. Ведь покупать новую микросхему не нужно будет, вы сможете обратно запаять ту, что вы выпаяли.
Когда вы полностью удалили микросхему из печатной платы, пройдитесь по ее проводникам жалом паяльника. Это нужно для того, что бы в местах пайки убрать или выровнять лишний припой. На место старой микросхемы прикладывается новая, места, где будет выполняться пайка обрабатываются Далее новая микросхема прикладывается к печатным проводникам, места пайки смазываются флюсом СКФ, а ножки нужно прогреть паяльником. При пайке таких микросхем используйте жало паяльника с шириной, которая будет меньшей, чем шаг между ножками микросхемы, что будет паяться. Что бы было лучше понятно, приведу пример: если шаг микросхемы 1,25 мм, то жало паяльника должно быть с шириной рабочей части не больше одного миллиметра.
Учимся паять транзисторы в корпусе DPAK (TO-252)
Часто бывает, такое, что тот или иной бытовой прибор перестал работать. Причина в том, что на его рабочей плате перегорел транзистор и его нужно заменить, но, что бы это сделать необходимо его выпаять из платы. Как же это сделать, и какие сложности могут возникнуть?
Транзистор к плате припаян всей своей металлической поверхностью, и припаян он прямо к фольге этой печатной платы. Именно по этой причине требуется соблюдение некоторой последовательности действий во время выпаивания транзистора из платы.
Мы уже с вами знаем, что первое, что нам нужно сделать – это выпаять выводы транзистора. Если вы на 100% уверены в том, что проблема в транзисторе, то не нужно изобретать велосипед, просто возьмите бокорезы и перекусите ножки транзистора. Если же у вас стоит задача выпаять транзистор, что бы потом его опять использовать, вам нужно нагреть паяльником до нужной температуры место, в котором запаяны выводы транзистора. Когда вы увидели, что припой становиться жидким, берите шило, оно должно быть у вас под руками, и аккуратно приподнимите ножку над платой.
Следующее, что нужно сделать, это взять на рабочую часть жала максимально больше припоя и приложить к плате там, откуда торчит металлическое основание транзистора. Примерно, через секунд пять, припой, которым припаян транзистор, начнет плавиться, и вы легко сможете удалить транзистор, используя для этого пинцет. Может случиться так, что с первого раза у вас не получится изъять транзистор, в таком случае повторите все действия еще раз.
Сняв транзистор, вы увидите оставшийся припой, что держал этот транзистор. Выровняйте место, где был запаян транзистор к плате, используя горячее жало паяльника. Толщина слоя припоя должна быть не больше 0,5 мм.
Что касается вопроса как запаять транзистор на плату. Тут нет никаких сложностей. Для этого установите транзистор на плату и запаяйте его выводы. Потом прижмите транзистор, прилагая усилие, в плате и одновременно с этим прогревайте его жалом паяльника со стороны, где находится выступ металлического основания, это как при выпаивании. Когда припой полностью расплавится, транзистор просядет, так как на него прилагается давление, а паяльник можно будет отложить в сторону. Если паять нужно транзисторы в корпусе TO-252, то используйте для пайки мощный паяльник – 40 Вт.
Учимся паять паяльником радиодетали с толстым выводом.
Идем дальше. Как же выпаять микросхему, что имеет толстые выводы, а это их толщина составляет больше чем 0,8 мм. Такая работа уже более сложная, медицинская иголка нам не поможет, ведь такой иголки с таким диаметром нет. Но, если кому то повезет, и он найдет трубочку из нержавеющей стали, что имеет тонкие стенки и необходимый диаметр, то вполне возможно применить технологию с иголкой, что расписана выше, но в качестве иголки будет использоваться нержавеющая трубочка.
Но, есть и такие микросхемы, в которых радиоэлементы, у которых выводы закрепляются специальной термопластичной пластмассой. Это, как правило, разъемы, катушки индуктивности, трансформаторы. Для работы с такими радиоэлементами во время выпаивания используйте специнструмент , что предназначен для отсоса припоя. Называется такой инструмент оловоотсос.
Оловоотсос – это ручной инструмент, что используется для отсасывания олова, а для пайки используется в качестве припоя именно олово. Внешне оловоотсос похож на трубку из металла с наконечником, который изготовлен из фторопласта. Внутрь трубки помещен подпружиненный поршень на штоке и спусковой механизм. Если сравнивать, на что похож этот инструмент, то это будет ручной насос, что используется для накачивания колес велосипеда. Когда сжимается пружинка, поршень инструмента автоматически опускается вниз. Нажав пусковую кнопку, вы освобождаете поршень, и тут срабатывает пружина, под действием которой поршень быстро перемещается вверх, и при этом затягивает через наконечник воздух. Когда вы поднесете оловоотсос к жидкому припою, то его вместе с воздухом затянет внутрь инструмента.
Если перед вами стоит задача вытащить вывод из припоя, то вам надо нагреть припой паяльником, и как только он станет жидким, оперативно надеть на вывод оловоотсос и, не медля жмите пусковую кнопку, при этом убрав с места пайки, жало паяльника. Весь жидкий припой будет удален. Если же вам не удалось это сделать с первого раза, то повторите эту процедуру.
Использовать отсос можно при выпаивании любой радиодетали, будь то резисторы, диоды или микросхемы. Но, технология с медицинской иглой намного проще и быстрее, там ничего повторно не нужно делать. Пользоваться отсосом при выпаивании радиодеталей сложнее, если они имеют изогнутые выводы.
Учимся паять паяльником конденсаторы на материнской плате компьютеров.
В каждом компьютере есть рабочие электронные платы. К неисправности таких плат приводят вздутые электрические конденсаторы. В некоторых случаях плата может работать, но нестабильно. Конденсаторы заменить вроде не сложно, но, несмотря на простоту замены, нужно понимать, это серьёзная и ответственная задача. А сложность вся состоит в том, что плата имеет очень «нежные» и тонкие токоведущие дорожки, они еще и узкие и если вы неаккуратно проведете жалом паяльника, то очень легко эти дорожки повредите, а вот восстановить их не всегда получается. Кроме этого на печатной плате есть много бескорпусных элементов, и по неаккуратности их можно совершенно случайно повредить или разрушить. Сами конденсаторы на плате очень часто устанавливаются рядами очень плотно, иногда они расположены между разъемами. Именно по этой причине их выпаивать сложно, не говоря уже за впаивание назад, ведь это еще сложнее.
Перед тем, как приступить к самому процессу пайки, необходимо провести все необходимые подготовительные работы. А именно:
– достаньте из материнской платы все карты;
– отсоедините все провода;
– зарисуйте, в какой последовательности вставлены разъемы проводников, что идут от кнопок и светодиодов, установлены в системный блок. Как правило, они обычно установлены без ключей, и если вы не зарисуете или не запомните, как они расположены, то потом потратите много времени на то, что бы разобраться, как все было подключено. (можно сделать фото данной платы на имеющийся телефон или фотоаппарат)
– открутите все винты, на которых закреплена плата к основанию системного блока;
– достаньте плату из корпуса.
Для паяльных работ материнской платы нужно брать мощный паяльник (40 Вт). Ведь электролитические конденсаторы массивные. Прежде, чем начать пайку, необходимо правильно заправить жало паяльника. В торце жало не должно быть шире 3 мм, и ни в коем случае на нем не должно быть острых углов. Такие меры предосторожности необходимы, чтобы при случайном соскальзывании жала, вы не повредили токоведущие дорожки материнской платы.
В процессе пайки паяльником у вас будут заняты руки, и что бы правильно удерживать материнскую плату, используйте для ее фиксации тиски или «третью руку». Это просто необходимо, чтобы в процессе пайки можно было контролировать плату с обеих сторон. Обратите внимание, зажимайте плату за край, на котором нет никаких элементов, но не сильно, и, подкладывая при этом картонные прокладки, чтобы не повредить плату.
Все подготовительные работы выполнены, можно переходить непосредственно к выпаиванию неработающего конденсатора. Держа одной рукой конденсатор, другой прикасаетесь паяльником к его выводу. На рабочей части жала должно быть достаточно припоя, чтобы он мог слиться с тем припоем, которым припаяна ножка конденсатора. Прогревая место пайки, конденсатор легонько нужно отводить в сторону, чтобы достать его ножку из отверстия. Сразу после того, как конденсатор начнет поддаваться, его ножку вытаскивать полностью не нужно, только до посадки ее в плате. Аналогичную процедуру нужно выполнить со второй ножкой конденсатора. А тогда возвращаемся к первой ножке и уже достаем ее полностью из платы. Если использовать такой способ, то за два три приема вы полностью выпаяете конденсатор из материнской платы.
Когда материнская плата выходит из строя, то это точно из строя вышел не один, а несколько конденсаторов. Все непригодные конденсаторы выпаивать нужно по выше описанной схеме, но по очереди. Если у вас вышло из строя два конденсатора, но они оба имеют разные номиналы, то, очень важно запомнить, какой из них, где стоял.
Далее нужно подготовить отверстия, в которые будут запаиваться новые конденсаторы. Для начала необходимо удалить из этих отверстий старый припой. Как правило, я это делаю за два захода (этапа). Это сначала нагреваю место пайки, а потом при помощи зубочистки делаю в нем углубление.
После этого, в образовавшиеся углубления нужно вставить иголку для шитя, диаметром 0,5 мм. Эту иголку я закрепляю в цанговый зажим и уже с противоположной стороны прогреваю отверстие паяльником. Припой начинает плавиться, и в этот момент нужно проталкивать в отверстие иголку, не забывая ее постоянно проворачивать. Паяльник убираем в сторону, а иглу не прекращаем поворачивать и не спеша вынимаем ее. Таким образом, отверстия освобождаются от припоя и в них можно запаивать новые рабочие конденсаторы.
Если вы будете запаивать в плату конденсаторы, которые ранее уже были использованы, то нужно изначально подготовить их выводы, выровняв их и очистив от старого припоя. Если же это конденсатор, ранее не был использован, то его выводы нужно залудить, а вот если нужно укорачивать их, то это лучше всего сделать уже после запаивания конденсатора. Когда вы на плату устанавливаете конденсатор, то нужно учитывать его полярность. У конденсатора минусовой вывод отмечается, как правило, белой полоской сбоку на его корпусе, а на материнской плате отмечен белым сектором, или как дополнение на плате может быть специальная контактная площадка в виде квадрата. Еще может такое быть, что расстояние отверстий конденсатора и расстояние тех отверстий, что на плате не соответствуют. Чтобы не возникло проблем при пайке, следует заранее сформировать ножки конденсатора, ведь за счет того, что на материнской плате размещено еще много других деталей, это сделать не очень легко и не всегда удается с первого взгляда.
С легкостью можно сформировать ножки в том случае, если вставить его в отверстия ножками со стороны запайки выводов деталей. Таким образом, вам будет легче попасть ножками конденсатора в отверстия печатной платы, при его установке.
Учимся удалять оставшийся флюс с печатной платы по завершению пайки.
Что бы вам было легче паять конденсатор, то до того, как вы приступите к процессу пайки, обработайте его ножки специальным флюсом СКФ. Когда закончите паять, необходимо тщательно убрать с платы лишнюю канифоль.
Чтобы удалить лишнюю канифоль, необходимо взять любую кисточку и смочить ее в спирте. Потом этой кисточкой необходимо водить по месту на плате, где осталась застывшая канифоль, до той поры, пока канифоль не растворится.
Потом, стоит взять кусочек чистой ткани, она должна быть не синтетической, и положить ее на место растворившейся канифоли, потом провести кисточкой по самой ткани. Всю канифоль впитает в себя ткань, а плата останется чистой.
Ну, вот в принципе и все. Можно проверять работоспособность платы. А для этого вам нужно будет ее вставить в системный блок.
Учимся паять паяльником детали из стали и железа.
Пайка паяльником стальных и железных деталей, используя для этого мягкий припой, не особо отличается от пайки медных деталей или деталей из ее сплава. Разница здесь только в используемом флюсе. Ведь канифоль в такой пайке не используют, а используют хлористо-цинковый флюс.
Давайте попробуем на примере разобраться, как же паять железо. Вот, у нас есть лист кровельного железа, что уже проржавел и имеет глубокую коррозию.
Запомните! Самое главное, что вам нужно сделать, чтобы пайка получилась качественной, это правильно подготовить поверхность, на которой эта пайка будет проводиться. Что же для этого нужно сделать? Первое, это удалить всю ржавчину, используя для этого наждачную бумагу или щетку по металлу. Этот лист, может быть, покрыть маслом или консервантом. Такое делают для того, чтобы предотвратить его коррозию. Если у вас именно такой лист, то перед тем, как проводить пайку, его нужно очистить от жира. Для этого возьмите старую тряпочку и смочите е бензином. А затем протрите тщательно лист металла. Еще избавиться от жира на металлическом листе, можно используя для этого обычное моющее средство для посуды.
Если поверхность готова, тщательно очищена, то теперь нужно выполнить процесс лужения. Может быть такое, что вся ржавчина не удалилась, есть глубоки вкрапления, ничего страшного в этом нет если она занимает не больше одного процента площади от всего листа. Она не повлияет практически на процесс лужения.
На эту заранее подготовленную поверхность металлического листа, используя кисточку, тонким слоем наносим хлористо-цинковый флюс.
Уже через пять минут, вы покроете ржавую поверхность листа, при помощи паяльника необходимым слоем припоя и лист больше ржаветь не будет.
Не всегда под рукой есть кислотный флюс, но это не беда, ведь мы легко можем его заменить аспирином. Аспирин – это универсальный флюс, который всегда есть в аптечке каждого, если не в основной в доме, то в автомобильной аптечке точно найдется.
Как же это делается? Все очень просто, насыпьте вместо кислотного флюса раскрошенную таблетку аспирина, а дальше уже выполняем лужение при помощи паяльника. Припой растекается так же хорошо, как и при использовании кислотного флюса для лужения.
К детали железной или стальной, если она хорошо залужена, вам легко будет припаять любой провод, будь то он из меди или латуни. Он будет держаться на этом листе крепко, и будет обеспечиваться очень надежный электрический контакт.
Учимся паять трубки, радиаторы, радиаторы, теплообменники.
Если говорить о мастерах, то им часто приходится иметь дело с устранением течи, а это может быть или жидкость или газ, в металлических трубках, радиаторах и теплообменниках газовых колонок, холодильников, автомобилей или в других приборах, где они есть. В основном трубки бывают медные, латунные, железные, это может быть и нержавеющая сталь. Поэтому справиться с течью в таких трубах вам помогут паяльник и свинцово-оловянный припой ПОС-61, используя выше приведенную технологию.
Но, так как радиатор или теплообменник являются объемными и в них есть наличие жидкости, то технология их пайки имеет некоторые особенности, что отличают ее от обычной пайки.
Учимся ремонтировать железный кузов автомобиля методом пайки
В те времена, когда на дорогах ездило больше советских автомобилей, чем сейчас, очень сильно спасала технология пайки паяльником железа при коррозии кузова автомобиля. Когда появляется ржавчина, то первое что приходится делать, это зачищать ее и наносить новое лакокрасочное покрытие, но, со временем эта ржавчина все равно «вылезет» наружу. А вот если место, где появилась ржавчина хорошо подготовить, потом пройтись по нему паяльником, нанеся небольшой слой припоя, то это место больше ржаветь не будет никогда.
Часто приходилось хозяевам автомобилей паять сквозные дыры в порогах или в зоне колесных арок машины. Перед тем, как приступить к пайке, необходимо зачистить аккуратно поверхность вокруг образовавшейся дырки, диаметром приблизительно в сантиметр, а потом залудить эту поверхность припоем. Потом вам необходимо вырезать из картона выкройку по размерам необходимой вам заплатки. После чего по выкройке вырезаете заплатку из латуни. Ее толщина должна быть от 0,2-0,3 мм. Ту часть заплатки, что будет припаиваться необходимо залудить толстым слоем припоя. Может быть такое, что заплатке необходимо придать какую-то форму, если это так, то придаем ей нужную форму, а потом прикладываем ее на дырку в кузове автомобиля, и хорошенько прогреваем ее мощным паяльником. Отлично подойдет паяльник на 100 Ват. Прогревать необходимо по шву. Далее шпаклюем, грунтуем, красим и кузов вашего автомобиля словно новый. И еще большой плюс такого ремонта в том, что это место больше никогда не пустить ржавчину.
Часто задаваемые вопросы про Паяльники
Как паять: 8 шагов (с изображениями)
Пайка – это процесс использования присадочного материала (припоя) для соединения металлических частей вместе. Пайка происходит при относительно низких температурах (около 400 градусов по Фаренгейту) по сравнению с пайкой и сваркой, которые фактически плавят и сплавляют сами материалы при более высоких температурах. При пайке присадочный материал становится жидким, покрывает детали, с которыми он контактирует, а затем ему дают остыть. Когда припой остывает, он затвердевает, и два материала соединяются.Пайка – это быстрый способ соединения многих типов материалов, от медных труб до витражей. Он создает электрически проводящую прочную связь между компонентами, которую можно повторно нагреть (распаять), если вам когда-либо понадобится разъединить два соединенных вместе элемента. Он отлично подходит для соединения электрических компонентов и проводов и используется практически во всем электронном. В этой инструкции я объясняю, как паять основы, которые вы видите в большинстве инструкций: электрические компоненты и провода.
Для получения дополнительной информации и некоторых дополнительных технических характеристик по пайке ознакомьтесь со статьей в Википедии.
Как и в случае со многими другими навыками, наличие правильных инструментов для работы влияет на качество выполняемой работы. Когда дело доходит до пайки, вы можете использовать множество необычных инструментов или всего несколько простых вещей, которые вы можете купить в хозяйственном магазине за пару долларов. В этом руководстве я собираюсь использовать несколько различных инструментов для пайки; Есть много способов пайки, и вы должны использовать то, что вам подходит.
Как минимум вам понадобится припой и источник тепла, чтобы расплавить его – желательно что-нибудь маленькое, температура которого может достигать 600-800 градусов по Фаренгейту.Если у вас есть это, вы готовы установить связь. При этом существует широкий спектр паяльных инструментов и аксессуаров, которые могут быть действительно полезны, если вы собираетесь часто паять. Ладада составила хороший список оборудования и источников для покупки инструментов на своем сайте. Я собрал солидный запас паяльных инструментов, совершив набег на паяльную станцию Squid Labs. Вот полный список того, что я использовал …
1. Паяльник
Большинство людей предпочитают использовать паяльник для пайки.Это отличный источник тепла, который быстро нагревается и остывает и может поддерживать довольно постоянную температуру. Паяльники можно купить в разных местах. Я купил некоторые из них в Radioshack – зло, да, но удобно, некоторые из хозяйственных магазинов, некоторые из гаражных распродаж и еще много в розничных магазинах в Интернете. Паяльники малой мощности (15-40 Вт) лучше всего подходят для пайки компонентов на печатных платах, в то время как более мощные (60-140 Вт) паяльники хорошо подходят для соединения более толстых материалов, таких как плетеный провод динамика.Если вы используете слишком мощный паяльник на печатной плате, вы можете повредить компоненты, которые пытаетесь соединить. Мне нравится иметь при себе утюг малой мощности для работы с деталями и утюг высокой мощности, который я могу использовать, когда не слишком беспокоюсь о воздействии высоких температур на материал, с которым я работаю. Паять толстые провода без мощного паяльника – настоящая боль.
Паяльник на большинстве изображений производства Weller, имеет регулируемую температуру.Это лучшее из обоих миров, поскольку вы можете установить тепло именно там, где хотите, но это значительно дороже, чем утюги с фиксированной температурой. Если вы собираетесь время от времени паять, это ни в коем случае не обязательно. Любой, кто интересуется модификацией паяльника, должен попробовать паяльник DIY Hot Air от Charper.
2. Припой
Существует множество видов припоя. Они бывают разной толщины от 0,02 дюйма до действительно толстого материала, который можно использовать только на медных трубах с бутановой горелкой.Вы используете тонкий припой для детальной работы, такой как установка резисторов на печатные платы, и более толстый припой для соединения более крупных материалов, таких как провода динамика. Я использую припой около 0,025 дюйма для большинства работ. Большинство припоев состоит из комбинации олова и свинца – это примерно 60% олова и 40% свинца, в зависимости от того, какой припой вы используете. Последние международные нормы здравоохранения Японии и ЕС (Калифорния и Нью-Йорк также приняли аналогичную политику) требуют, чтобы свинцовый припой был постепенно исключен из некоторых коммерческих продуктов и заменен бессвинцовой альтернативой.Срок изготовления был в прошлом июле, поэтому мы должны увидеть изменения сейчас. Даже если вы не живете в Калифорнии или Нью-Йорке, все же стоит держаться подальше от свинцового припоя, поскольку известно, что свинец вызывает все виды неприятных последствий для здоровья, от врожденных дефектов до серьезных нарушений развития и неврологических нарушений. Кроме того, довольно легко найти вещи, не содержащие свинца.
Некоторые припои могут содержать небольшое количество серебра. Это немного повышает температуру плавления, но серебро помогает припою течь и делает соединение более прочным.Если вы беспокоитесь о том, что все, с чем вы работаете, не сгорело, старайтесь держаться подальше от припоя с серебром в нем, но он работает очень хорошо, если вы просто соединяете провода или что-то, что нелегко повредить. Последнее, что нужно знать о припое, это то, что вы хотите использовать припой с канифольным сердечником. Канифоль действует как флюс при пайке и помогает соединению – это также тот вид, который наиболее легко доступен в хозяйственном магазине и у поставщиков электроники.
3. Жала паяльника
Паяльники поставляются с жалами, поэтому вам не нужно искать специальное, но важно знать разницу между ними и убедиться, что вы используете правильный наконечник для типа пайки, который вы делаете.Некоторые утюги малой мощности поставляются с коническими заостренными наконечниками для детальной обработки, в то время как большинство утюгов высокой мощности поставляются с более плоским наконечником в виде отвертки, который хорошо работает с проводами. Вы хотите, чтобы ваш наконечник был немного меньше, чем то, что вы паяете, чтобы у вас был хороший контроль над тем, что вы нагреваете, а что оставляете в покое.
4. Держатель паяльника и чистящая губка
Хорошо иметь безопасное место, чтобы положить паяльник между пайкой. Подставка для пайки надежно удерживает утюг и дает вам место для чистки жала.Некоторые паяльники поставляются со своими держателями. Если у вас его нет, вы можете купить его или изготовить. У jaime9999 есть самодельная подставка для паяльника, которую можно купить почти бесплатно. Подставка не обязательна для обучения пайке, но она помогает.
5. Инструменты для работы с проводами
У меня есть запас инструментов, которые я собираю при работе с проводами или электрическими компонентами. Они состоят из кусачков, инструмента для зачистки проводов, плоскогубцев и автоматического устройства для зачистки проводов (предоставлено паяльной станцией Squid Labs.Автоматический инструмент для зачистки проводов действительно удобен, если вы собираетесь зачищать много-много проводов, но это ни в коем случае не обязательно. Я зарезал много-много проводов динамиков зубами (не лучшая идея, я знаю, что знаю.)
6. Зажимы для вашей работы
Эти маленькие, часто называемые «третьими руками» или «руками помощи» ребята очень помогают при пайке. Вы должны держать паяльник одной рукой, а паяльную проволоку – другой, так что это действительно помогает иметь что-то еще, чтобы удерживать компоненты, которые вы фактически пытаетесь соединить.Вы можете использовать зажимы из крокодиловой кожи, зажимы или даже скотч, чтобы удерживать предметы на месте, если вам это нужно. Третья рука, как правило, является хорошим вложением, если вы собираетесь регулярно паять, и есть множество инструкций с идеями по их изменению, если вы все же возьмете один. Обратите внимание: сделайте 3 степени свободы «рукой», чтобы помочь с пайкой / склеиванием, и сделайте свои «руки помощи» в 100 раз более полезными для пайки / склеивания мелких деталей от leevonk для начала.
Если вы хотите создать собственный набор «рук помощи», для этого уже есть несколько хороших инструкций.Быстрый помощник для пайки поверхностного монтажа от https://www.instructables.com/member/bikeNomad/bikeNomad, QuickMods – Soldering Arms от Aeshir и Build a Pair of Helping Hands от Джона Отто должны начать работу.
7. Вытяжной вентилятор
Большую часть пайки я выполняю на паяльной станции, оснащенной вытяжным вентилятором. Вдыхать пары припоя – не самая лучшая идея, а при пайке дым действительно образуется. Любой тип вентиляции / вентилятора, который вы можете установить, поможет.Удалите пары наружу или используйте внутренний вентилятор с фильтром, если вы не можете выпустить их на улицу. Вот вытяжка дыма припоя, установленная на окне (не только для автофургонов!), Опубликованная bikeNomad. Также ознакомьтесь с низкотехнологичным, но функциональным экстрактором паров припоя доктора Соломона, если вы хотите построить что-то, что можно было бы разместить прямо на своем столе. Если вы просто выполняете быструю пайку, испарения ни в коем случае не убьют вас. Я определенно выполнил свою долю пайки без вентиляционного отверстия, но любой, кто занимается повторяющейся пайкой, определенно должен взять его или изготовить.
8. Защитные очки
Я никогда раньше не пользовался защитными очками при пайке, но, проводя исследование для этого поста, я заметил, что это упоминалось в другом месте, и согласен, что это хорошая идея. Маленькие расплавленные кусочки припоя имеют тенденцию вылетать из паяльного соединения, когда вы вводите припой, и, если бы он попал вам в глаз, это было бы не очень хорошо.
9. Материалы, которые вы хотите соединить вместе
Я просто возился и в основном паял для целей данного руководства, так что мои материалы не обязательно что-то делали.Вы можете паять провода, электрические компоненты, такие как резисторы и конденсаторы, схемы, макеты, электроды, небольшие кусочки металла и все, что вы можете придумать. Не знаю, можно ли его паять? Попробуйте – ничего не взорвите.
Когда я соберу свои инструменты и материалы, мне нравится притвориться, что я пилот, и начать свой контрольный список перед полетом / пайкой.
Как использовать паяльник
Пайка – полезный навык: вы можете быстро исправить вещи по дому, вместо того, чтобы звонить своему мастеру и тратить деньги.Для пайки двух компонентов вам необходимо знать, как использовать паяльник, некоторые методы очистки и обслуживания и т. Д.
В этом руководстве вы узнаете, что такое пайка, что вам понадобится, меры безопасности, методы очистки и обслуживания.
Как паять (смотреть видео)
Введение в пайку
Пайка – это процесс, посредством которого два или более компонента могут быть соединены вместе путем плавления небольшого количества металла, называемого наполнителем или припоем, в соединение.Когда расплавленный припой остывает, он затвердевает и действует как клей, соединяющий компоненты вместе.
Что можно паять?
Техника пайки была изобретена для соединения металлов. Благородные металлы, такие как золото, серебро, олово и т. Д., Обладают более прочными паяными связями по сравнению с другими металлами из-за их низкой реакционной способности и высоких температур плавления. Однако благородные металлы дороги, и поэтому наиболее часто используемый припой – это сплав, состоящий из 60% олова и 40% свинца.
Самыми трудными для пайки металлами являются алюминий, высоколегированные и нержавеющие стали, титан и магний.Эти металлы можно припаять с некоторым предварительным покрытием и лужением.
Пайка обычно используется в электронной промышленности для соединения проводов, ремонта неисправных цепей, ремонта радиоприемников, телевизоров, антенн и т. Д. Однако пайка также может использоваться для соединения сантехники, компонентов холодильного оборудования и даже ювелирных изделий!
Почему пайка?
Пайка – это метод соединения двух компонентов. Вам лучше использовать клей или лучше припаять? Узнайте о следующих преимуществах.
- Низкое тепловое воздействие: припой часто имеет более низкую температуру плавления, чем другие компоненты, и, следовательно, на него не влияет тепло.
- Как постоянные, так и временные соединения: после затвердевания припоя образует очень прочное соединение, которое не разрушается. Однако его можно распаять, не повредив другие компоненты. И временные, и постоянные соединения в одном!
- Соединение различных материалов: Пайка может использоваться для соединения различных металлов, если припой имеет более низкую температуру плавления.
- Быстрый DIY: паять легко освоить и любой может быстро освоить. Более того, это очень быстрый способ соединить вещи воедино, и он отлично подходит для проектов DIY.
Какие инструменты вам нужны?
Ниже приводится простой список вещей, которые вам понадобятся для паяльных работ.
Меры предосторожности, которые необходимо предпринять
При пайке используются экстремальные температуры и токсичные вещества. Следовательно, во время пайки следует уделять первоочередное внимание безопасности.Вот некоторые меры предосторожности, о которых следует помнить.
- Прочтите все инструкции и руководства по оборудованию, которое вы используете.
- Убедитесь, что вы находитесь в хорошо вентилируемом помещении.
- Используйте защитные очки, чтобы пары не попали в глаза.
- Не вдыхайте пары. . При необходимости используйте устройство для удаления дыма.
- После завершения вымойте руки
- Надежно храните оборудование
Перед пайкой
Теперь, когда вы знаете основы пайки, вот некоторые вещи, которые вам необходимо знать перед тем, как приступить к работе. припой.
Первое, что вам нужно проверить, – правильно ли вы выбрали наконечник для работы. Вот руководство по выбору правильного жала паяльника. Следующее, что нужно проверить, – это чистая насадка.
Многие металлы вступают в реакцию с кислородом и образуют окислительный слой. Окислительный слой на жало паяльника снизит эффективность теплопередачи.
Чтобы очистить это, вам нужно будет потереть его о чистящую салфетку. Если он очень сильно окислен, возможно, придется применить реактиватор наконечника.Если после очистки или повторной активации наконечник выглядит блестящим, можно перейти к следующему шагу – лужению.
Чтобы «залудить» наконечник, необходимо покрыть его слоем припоя. Это предотвращает окисление и улучшает теплопередачу. Залуживайте жало непосредственно до и после пайки; Вам также следует лужить наконечник после каждых двух стыков, которые вы паяете. Это поможет продлить срок службы наконечника.
Пошаговая инструкция по пайке
- Определите правильную температуру для вашего проекта, которая зависит от материалов, которые вы паяете, и припоя, который вы используете.Как правило, выбирайте минимально возможную температуру для выполнения работы.
- Как только утюг нагреется до выбранной температуры, возьмите кусок припоя в одну руку, а паяльник – в другую.
- Поднесите горячий утюг к месту соединения обоих компонентов на секунду. Учтите, что вам нужно просто немного нагреть металлы.
- Теперь коснитесь припоем нагретых компонентов. Припой расплавится и заполнит промежуток между двумя компонентами. Количество необходимого припоя варьируется от проекта к проекту.Если вы новичок, потренируйтесь на кусках металла перед тем, как начать свой проект.
- Дайте припою остыть. Хорошее соединение будет однородным и прочным. На нем не должно быть зазоров или больших пятен припоя. Если есть зазоры, вам нужно будет залить еще немного припоя. Если есть пятна, вы должны отпаять соединение, чтобы отремонтировать его.
Удаление припоя
Вам может потребоваться демонтаж для фиксации некоторых типов соединений. Или вы случайно нанесли слишком много припоя! Не волнуйтесь, вам просто нужно разогреть утюг до нужной температуры и расплавить припой.Вы можете использовать присоску для припоя, которая выглядит как шприц, чтобы отсосать излишки припоя. Еще одно устройство, которое вы можете использовать, – это оплетка для распайки.
Завершение работы
После того, как вы закончите с ремонтом, вам нужно будет очистить и убрать свое оборудование. Все, что вам нужно сделать, это использовать ткань или металлическую вату, чтобы очистить и залудить наконечник, как упоминалось ранее. Храните в закрытой таре. Точно так же храните паяльник в герметичном контейнере, чтобы предотвратить окисление и продлить срок службы паяльника.
Надеемся, вам понравился этот контент. Следите за новостями, чтобы узнать больше о проектах в области электроники!
Руководство по пайке | Электронный клуб
Руководство по пайке | Клуб электроникиКак паять | Радиатор | Компоненты | Припой | Демонтаж | Бернс
Информацию о паяльниках и других инструментах см. На странице «Инструменты».
Загрузите PDF-версию этой страницы: Руководство по пайке (PDF)
Как припаять
Сначала несколько мер предосторожности:
Никогда не прикасайтесь к элементу или наконечнику паяльника. Они очень горячие (около 400 ° C) и могут вызвать неприятный ожог.
Соблюдайте осторожность, чтобы не прикасаться кончиком утюга к сетевому шнуру. Утюг должен иметь термостойкий изгиб для дополнительной защиты. Обычный пластик flex немедленно плавится, если к нему прикоснуться горячим утюгом, и есть серьезный опасность ожога и поражения электрическим током.
Всегда возвращайте паяльник на подставку, когда он не используется. Никогда не кладите его на рабочий стол, даже на мгновение!
Работайте в хорошо вентилируемом помещении. Дым, образующийся при плавлении припоя, в основном возникает из-за флюса и вызывает сильное раздражение. Не дышите им, держите голову сбоку от работы, а не над ней.
Вымойте руки после использования припоя. Традиционный припой содержит свинец, который является ядовитым металлом.
Если вы обожгетесь, см. «Первая помощь при ожогах».
Настоятельно рекомендую использовать паяльник с термостойким силиконовым кабелем в целях безопасности, потому что он не расплавится при случайном прикосновении к горячему утюгу.
Например, паяльник 230 В от Rapid Electronics: паяльник
Подготовка паяльника:
Поместите паяльник в подставку и подключите. Утюгу потребуется несколько минут, чтобы достичь своей рабочей температуры около 400 ° C.
Смочите губку в подставке. Лучший способ сделать это – приподнять подставку и подержать под струей холодной воды в течение на мгновение, затем нажмите, чтобы удалить лишнюю воду. Он должен быть влажным, а не мокрым.
Подождите несколько минут, чтобы паяльник нагрелся. Вы можете проверить, готов ли он, попытавшись расплавить немного припоя на наконечнике.
Протрите кончик утюга влажной губкой. Это очистит наконечник.
Расплавьте немного припоя на кончике утюга. Это называется лужением, и оно помогает теплу отводиться от кончика утюга. к суставу. Это нужно делать только тогда, когда вы подключаете утюг, и иногда во время пайки, если вам нужно протереть наконечник о губку.
Теперь вы готовы приступить к пайке:
Держите паяльник как ручку у основания ручки (представьте, что вы собираетесь написать свое имя). Не прикасайтесь к горячему элементу или наконечнику.
Коснитесь паяльником соединяемого соединения. Убедитесь, что он касается как вывода компонента, так и дорожки. Держи кончик там на несколько секунд и …
Нанесите немного припоя на соединение. Он должен плавно течь на свинец и гусеницу, чтобы сформировать форму вулкана, как показано на рисунке. на диаграмме.Наносите припой на соединение, а не на железо.
Удалите припой, затем утюг, сохраняя соединение неподвижным. Прежде чем перемещать монтажную плату, подождите несколько секунд, пока соединение остынет.
Внимательно осмотрите соединение. Он должен выглядеть блестящим и иметь форму вулкана. Если нет, вам нужно будет разогреть его. и подайте еще немного припоя. На этот раз убедитесь, что и ведут и отслеживают полностью нагреваются перед нанесением припоя.
Если вы получили ожог, см. Раздел «Первая помощь при ожогах» ниже.
Использование радиатора
Некоторые компоненты, такие как транзисторы, могут быть повреждены нагревом при пайке, поэтому, если вы не специалист, разумно использовать радиатор, закрепленный на проводе между стыком и тело компонента. Можно купить специальный инструмент, но стандартный зажим «крокодил» (без пластиковой крышки). работает так же хорошо и дешевле.
Радиатор работает, забирая часть тепла, выделяемого паяльником, и это помогает предотвратить чрезмерное повышение температуры компонента.
Rapid Electronics: зажим “крокодил”
Рекомендации по пайке компонентов
Очень заманчиво сразу приступить к пайке компонентов на печатной плате, но сначала найдите время, чтобы определить все детали. Наклеивая их на лист макулатуры и маркировка каждого из них имеет смысл, и вы с меньшей вероятностью сделаете ошибку, если сделаете это.
Некоторые ИС чувствительны к статическому электричеству и будут поставляться в антистатической упаковке – оставьте эти микросхемы в упаковке до тех пор, пока они вам не понадобятся, затем заземлите руки, прикоснувшись к металлическому водопроводную трубу или оконную раму перед работой с ИС.
- Наклейте компоненты на бумагу с помощью липкой ленты.
- Определите каждый компонент и напишите рядом с ним его имя или значение.
- При необходимости добавьте метки (R1, R2, C1 и т. Д.), Используемые на схеме проекта. Значения резисторов
- можно найти с помощью цветового кода. объяснено на странице резисторов. Вы можете сделать свой собственный калькулятор цветового кода.
- Значения конденсатора могут быть немного сложнее, различные системы маркировки объяснено на странице конденсаторов.
Некоторые компоненты требуют особого ухода при пайке.
Многие должны быть размещены правильно, а некоторые могут быть легко повреждены теплом от пайки.
В таблице приведены рекомендации по различным компонентам и предлагаемый порядок их установки. на борту. Как правило, лучше начинать с мельчайших деталей, но не для полосовой бумаги. Полезно начать с держателя (ов) ИС в качестве ориентира для других деталей.
Связи проволочные
Соединения проводов между точками на плате могут быть выполнены с помощью одножильного провода с пластиковым покрытием, который необходимо зачистить, или луженую медную проволоку, если звено не будет касаться других частей.Луженая медная проволока выглядит как припой, но вы можете Почувствуйте разницу, он жестче припоя (и не плавится).
Провода к частям вне платы должны быть гибкими, поэтому используйте для них многожильный провод с пластиковым покрытием, популярным типом является проволока 7 / 0,2 мм (7 жил проволоки диаметром 0,2 мм). Одножильный провод непригоден, потому что он ломается при многократном сгибании.
Rapid Electronics: набор проводов 7 / 0,2 мм
| Пайка компонентов Установите компоненты на плату в следующем порядке: |
| 1.Держатели ИС Подключите правильно – выемка напомнит вам, в какую сторону установить ИС. Пока НЕ вставляйте микросхемы. |
| 2. Резисторы Подключите в любом направлении. |
| 3. Конденсаторы малой емкости Конденсаторы малой емкости (<1 мкФ) не поляризованы. Подключите в любом случае. |
| 4. Электролитические конденсаторы (1 мкФ +) Подключите правильным образом, поищите плюс или минус рядом с одним проводом.Они могут быть радиального типа (оба вывода на одном конце) или осевого типа (выводы на каждом конце). |
| 5. Диоды Подключите правильно. Полоса отмечает катод (линия на символе), обычно обозначаемый буквой k на диаграммах. Для германиевых диодов используйте радиатор. |
| 6. Светодиоды Подключите правильно, катод – это короткий провод. Диаграмма будет иметь или + для анода, k или – для катода. |
| 7.Транзисторы У транзисторов есть 3 «ножки» (вывода), поэтому будьте особенно осторожны, чтобы правильно их подключить. Они могут быть повреждены нагреванием, используйте радиатор, пока не сможете быстро паять. |
| 8. Проволочные перемычки Связи между точками на плате могут быть выполнены одножильным проводом с пластиковым покрытием, или луженую медную проволоку, если звено не будет касаться других частей. |
| 9. Детали с собственными проводами Зажимы аккумулятора, зуммеры и т. Д. При необходимости подключите правильным образом. |
| 10. Провода к частям вне платы Используйте многожильный провод для переключателей, реле, громкоговорители, переменные резисторы и т. д. |
| 11. Микросхемы (микросхемы) Подключите правильно, ищите выемку или точку рядом с контактом 1. Убедитесь, что все штифты выровнены с гнездом, прежде чем сильно надавить на него большим пальцем. |
Что такое припой?
Традиционный припой представляет собой сплав (смесь) олова и свинца, обычно 60% олова и 40% свинца.Плавится при температуре около 200 ° C.
Современный бессвинцовый припой представляет собой сплав олова с другими металлами, включая медь и серебро. Плавится при температуре около 220 ° C.
Покрытие поверхности припоем называется «лужением» из-за содержания в припое олова.
Фотография © Rapid Electronics
Всегда мойте руки после использования припоя , это особенно важно при использовании традиционных припой, поскольку он содержит токсичный свинец.
Наилучший размер припоя для электроники – 22 swg (swg = стандартный калибр проводов) и Я рекомендую использовать бессвинцовый припой.
Rapid Electronics: бессвинцовый припой
Припой для электроники содержит крошечные сердечники из флюса, похожие на провода внутри гибкого кабеля. Флюс вызывает коррозию, как кислота, и очищает металлические поверхности по мере плавления припоя. Вот почему вы должны плавить припой непосредственно на стыке, а не на наконечнике железа. Без флюс выйдет из строя, потому что металлы быстро окисляются, а сам припой не должным образом стечь на грязную окисленную металлическую поверхность.
Удаление припоя
На каком-то этапе вам, вероятно, потребуется распаять соединение, чтобы удалить или переместить провод или компонент. Удалить припой можно двумя способами:
1. С демонтажным насосом
Также известен как «присоска для припоя». Лучше всего использовать один с ESD (электростатический разряд). насадка для защиты некоторых микросхем, которые могут быть повреждены статическим электричеством.
- Настройте насос, нажав на подпружиненный плунжер вниз до его фиксации.
- Примените насадку насоса и наконечник паяльника к стыку.
- Подождите секунду или две, пока припой расплавится.
- Затем нажмите кнопку на насосе, чтобы освободить поршень и всосать расплавленный припой в инструмент.
- Повторите, если необходимо, чтобы удалить как можно больше припоя.
- Время от времени необходимо опорожнять насос, открутив форсунку.
Rapid Electronics: насос для удаления припоя
С помощью демонтажного насоса (присоски для припоя)
2.С оплеткой для удаления припоя
Медная оплетка действует как фитиль для расплавленного припоя, который легко течет по оплетке вдали от стыка.
- Приложите конец медной оплетки и наконечник паяльника к стыку.
- По мере плавления припоя большая часть его будет стекать на оплетку в сторону от стыка.
- Снимите сначала оплетку, затем паяльник.
- Отрежьте и выбросьте конец оплетки, покрытой припоем.
Rapid Electronics: оплетка для удаления припоя
После удаления большей части припоя из стыка (-ов) вы можете удалить провод или компонентный провод (подождите несколько секунд, чтобы он остыл).Если соединение не разваливается, легко примените паяльник, чтобы расплавить оставшиеся следы припоя одновременно с разъединением стыка, снятием осторожность, чтобы не обжечься.
Первая помощь при ожогах
Большинство ожогов от пайки, вероятно, будут незначительными, и лечение простое:
- Немедленно охладите пораженный участок под слабой струей холодной воды.
Подержите ожог в холодной воде не менее 5 минут (рекомендуется 15 минут).Если лед легко доступен, это тоже может быть полезно, но не откладывайте первый охлаждение холодной водой. - Не применять кремы или мази.
Ожог лучше заживет без них. Сухая повязка, например, чистый носовой платок, может применяться, если вы хотите защитить участок от грязи. - Обратитесь за медицинской помощью, если ожог охватывает область больше, чем ваша рука.
Для снижения риска ожогов:
- Всегда возвращайте паяльник на подставку сразу после использования.
- Дайте соединениям и компонентам примерно минуту остыть, прежде чем прикасаться к ним.
- Никогда не прикасайтесь к элементу или наконечнику паяльника, если вы не уверены, что он холодный.
Rapid Electronics любезно разрешили мне использовать их изображения на этом веб-сайте, и я очень благодарен за их поддержку. У них есть широкий ассортимент компонентов, инструментов и материалов для электроники, и я рад рекомендую их как поставщика.
Политика конфиденциальности и файлы cookie
Этот сайт не собирает личную информацию.Если вы отправите электронное письмо, ваш адрес электронной почты и любая личная информация будет используется только для ответа на ваше сообщение, оно не будет передано никому. На этом веб-сайте отображается реклама, если вы нажмете на рекламодатель может знать, что вы пришли с этого сайта, и я могу быть вознагражден. Рекламодателям не передается никакая личная информация. Этот веб-сайт использует некоторые файлы cookie, которые классифицируются как «строго необходимые», они необходимы для работы веб-сайта и не могут быть отклонены, но они не содержат никакой личной информации.Этот веб-сайт использует службу Google AdSense, которая использует файлы cookie для показа рекламы на основе использования вами веб-сайтов. (включая этот), как объяснил Google. Чтобы узнать, как удалить файлы cookie и управлять ими в своем браузере, пожалуйста, посетите AboutCookies.org.
electronicsclub.info © Джон Хьюс 2021 г.
Руководство по пайкеРуководство по пайке
Главная | Карта | Проекты | Строительство | Пайка | Исследование | Компоненты | 555 | Символы | FAQ | СсылкиКак паять | Консультации по компонентам | Что такое припой? | Демонтаж | Ожоги
Информацию о паяльниках и других инструментах см. Инструменты Требуемая страница.
Скачать PDF-версию этой страницы
Как припаять
Сначала несколько мер предосторожности:
- Никогда не прикасайтесь к элементу или наконечнику паяльника.
Они очень горячие (около 400 ° C) и могут вызвать неприятный ожог. - Соблюдайте осторожность, чтобы не прикасаться кончиком утюга к сетевому шнуру.
Утюг должен иметь термостойкую пластину для дополнительной защиты.Обычный пластик flex немедленно плавится, если к нему прикоснуться горячим утюгом, и есть серьезный опасность ожога и поражения электрическим током. - Всегда возвращайте паяльник на подставку, когда он не используется.
Ни на мгновение не кладите его на рабочий стол! - Работайте в хорошо вентилируемом помещении.
Дым, образующийся при плавлении припоя, в основном вызван флюсом и вызывает сильное раздражение. Не дышите им, держите голову сбоку от работы, а не над ней. - Вымойте руки после использования припоя.
Припой содержит свинец, который является ядовитым металлом.
Подготовка паяльника:
- Поместите паяльник в подставку и подключите.
Утюгом потребуется несколько минут, чтобы достичь своей рабочей температуры около 400 ° C. - Смочите губку в подставке.
Наилучший способ сделать это – приподнять подставку и подержать под струей холодной воды в течение на мгновение, затем нажмите, чтобы удалить лишнюю воду. Он должен быть влажным, а не мокрым. - Подождите несколько минут, чтобы паяльник нагрелся.
Вы можете проверить, готов ли он, попробовав немного расплавить припой на наконечнике. - Протрите кончик утюга влажной губкой.
Это очистит наконечник. - Расплавьте немного припоя на кончике утюга.
Это называется «лужение», и оно помогает теплу отводиться от кончика утюга. к суставу. Это нужно делать только тогда, когда вы подключаете утюг, и иногда во время пайки, если вам нужно протереть наконечник о губку.
Теперь вы готовы приступить к пайке:
- Держите паяльник как ручку рядом с основанием ручки.
Представьте, что вы собираетесь написать свое имя! Не прикасайтесь к горячему элементу или наконечнику. - Коснитесь паяльником соединяемого соединения.
Убедитесь, что он касается как вывода компонента, так и гусеницы. Держи кончик там на несколько секунд и … - Нанесите немного припоя на соединение.
Он должен плавно течь по свинцу и гусенице, образуя форму вулкана, как показано на рисунке. на диаграмме. Наносите припой на соединение, а не на железо. - Удалите припой, затем утюг, сохраняя соединение неподвижным.
Дайте стыку остыть в течение нескольких секунд, прежде чем перемещать печатную плату. - Внимательно осмотрите соединение.
Он должен выглядеть блестящим и иметь форму «вулкана». Если нет, вам нужно будет разогреть его. и подайте еще немного припоя. На этот раз убедитесь, что и ведут и следят. полностью нагреваются перед нанесением припоя.
Использование радиатора
Некоторые компоненты, такие как транзисторы, могут быть повреждены нагревом при пайке, поэтому, если вы не специалист, разумно использовать радиатор, закрепленный на проводе между стыком и тело компонента. Можно купить специальный инструмент, но стандартный зажим «крокодил» работает так же, как ну и дешевле.Дополнительная информация
Более подробное руководство по пайке, включая поиск и устранение неисправностей, см. В Базовое руководство по пайке на сайте журнала Everyday Practical Electronics Magazine.Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Рекомендации по пайке компонентов
Очень заманчиво приступить к пайке компонентов на печатной плате прямо прочь, но сначала найдите время, чтобы определить все детали. Если вы сделаете это, у вас гораздо меньше шансов совершить ошибку!- Наклейте все компоненты на лист бумаги с помощью липкой ленты.
- Определите каждый компонент и напишите его имя или значение рядом с ним.
- При необходимости добавьте код (R1, R2, C1 и т. Д.).
Многие проекты из книг и журналов маркируют компоненты кодами. (R1, R2, C1, D1 и т. Д.), И вы должны использовать список частей проекта, чтобы найти эти коды, если они есть. - Значения резисторов можно найти с помощью цветового кода резистора что объясняется на нашей странице резисторов.Вы можете распечатать и сделать свой собственный калькулятор цветовой кодировки резистора. чтобы помочь вам.
- Значения конденсатора может быть трудно найти, потому что есть
много типов с разными системами маркировки! Различные системы
объяснено на нашей странице конденсаторов.
Для получения дополнительной информации о конкретных компонентах см. Страница «Компоненты» или щелкните имя компонента в таблице.
Для большинства проектов лучше всего размещать компоненты на плате в порядке, указанном ниже:
| Компоненты | Изображения | Напоминания и предупреждения | |
| 1 | Держатели чипов (гнезда DIL) | Правильное подключение убедившись, что выемка находится на правильном конце. Пока НЕ вставляйте микросхемы (чипы). | |
| 2 | Резисторы | Никаких особых мер предосторожности с резисторами не требуется. | |
| 3 | Конденсаторы малой емкости (обычно менее 1 мкФ) | Они могут быть подключены любым способом. Будьте осторожны с конденсаторами из полистирола, потому что они легко повреждается нагреванием. | |
| 4 | Электролитические конденсаторы (1 мкФ и больше) | Подключите правильно. Они будут отмечены знаком + или – рядом с одним отведением. | |
| 5 | Диоды | Подключите правильно. Будьте осторожны с германиевыми диодами (например,грамм. OA91), потому что они легко повреждается нагреванием. | |
| 6 | Светодиоды | Подключите правильно. Схема может быть помечена как a или + для анода и k или – для катода; да, для катода действительно k, а не c! Катод – это короткий вывод, и быть небольшой плоской на корпусе круглых светодиодов. | |
| 7 | Транзисторы | Подключите правильно. Транзисторы имеют 3 ножки (вывода), поэтому требуется дополнительная осторожность, чтобы соединения правильные. Легко повреждается жарой. | |
| 8 | Провод Связывает между точками на печатной плате. | одножильный провод | Используйте одножильный провод, это сплошной провод с пластиковым покрытием. Если нет опасности прикоснуться к другим частям, можно использовать луженую медную проволоку, он не имеет пластикового покрытия и выглядит как припой, но более жесткий. |
| 9 | Зажимы аккумулятора , зуммеры и другие детали с собственными проводами | Подключите правильно. | |
| 10 | Провода к частям от печатной платы, в том числе выключателей , реле , резисторы переменные и громкоговорители . | многожильный провод | Следует использовать гибкий многожильный провод с пластиковым покрытием. Не используйте одножильный провод, потому что он сломается при неоднократно сгибались. |
| 11 | ИС (микросхемы) | Подключите правильно. Многие ИС чувствительны к статическому электричеству. Оставьте микросхемы в антистатической упаковке до тех пор, пока они вам не понадобятся, а затем заземлите руки. прикоснувшись к металлической водопроводной трубе или оконной раме, прежде чем прикасаться к ИС. Осторожно вставьте микросхемы в держатели : убедитесь, что все контакты совпадают с затем сильно надавите на гнездо большим пальцем. |
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Что такое припой?
Припой представляет собой сплав (смесь) олова и свинца, обычно 60% олова и 40% свинца.Плавится при температуре около 200 ° C. Покрытие поверхности припоем называется «лужением» из-за содержания в припое олова. Свинец ядовит, поэтому после использования припоя всегда следует мыть руки.Припой для использования в электронике содержит крошечные сердечники из флюса, как провода внутри гибкого кабеля. Флюс вызывает коррозию, как кислота, и очищает металлические поверхности по мере плавления припоя. Вот почему вы должны плавить припой непосредственно на стыке, а не на наконечнике железа.Без флюс выйдет из строя, потому что металлы быстро окисляются, а сам припой не должным образом стечь на грязную окисленную металлическую поверхность.
Наилучший размер припоя для электроники – 22swg (swg = стандартный калибр проводов).
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Удаление припоя
На каком-то этапе вам, вероятно, потребуется распаять соединение, чтобы удалить или переместить провод или компонент.Удалить припой можно двумя способами:| С помощью демонтажного насоса (присоска для припоя) |
- Установите насос, нажав на подпружиненный плунжер вниз до его фиксации.
- Приложите к стыку сопло насоса и наконечник паяльника.
- Подождите секунду или две, пока припой расплавится.
- Затем нажмите кнопку на насосе, чтобы освободить поршень и всосать расплавленный припой в инструмент.
- Повторите, если необходимо, чтобы удалить как можно больше припоя.
- Время от времени потребуется опорожнение насоса путем откручивания форсунки.
2. С фитилем для удаления припоя (медная оплетка)
- Приложите конец фитиля и кончик паяльника к стыку.
- По мере плавления припоя большая часть его будет стекать на фитиль в сторону от стыка.
- Снимите сначала фитиль, затем паяльник.
- Отрежьте и выбросьте конец фитиля, покрытый припоем.
После удаления большей части припоя из стыка (-ов) вы можете удалить провод или компонентный провод (подождите несколько секунд, чтобы он остыл). Если соединение не разваливается, легко примените паяльник, чтобы расплавить оставшиеся следы припоя одновременно с разъединением стыка, снятием осторожность, чтобы не обжечься.
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Первая помощь при ожогах
В большинстве случаев ожоги от пайки незначительны, и их лечение несложно:- Немедленно охладите пораженный участок под слабой струей холодной воды.
Подержите ожог в холодной воде не менее 5 минут (рекомендуется 15 минут). Если лед легко доступен, это тоже может быть полезно, но не откладывайте первый охлаждение холодной водой. - Не применять кремы или мази.
Ожог лучше заживет без них. Сухая повязка, например, чистый носовой платок, может применяться, если вы хотите защитить участок от грязи. - Обратитесь за медицинской помощью, если ожог охватывает область больше, чем ваша рука.
- Всегда возвращайте паяльник на подставку сразу после использования.
- Дайте соединениям и компонентам примерно минуту остыть, прежде чем прикасаться к ним.
- Никогда не прикасайтесь к элементу или наконечнику паяльника, если вы не уверены, что он холодный.
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
© Джон Хьюс 2007, Клуб электроники, www.kpsec.freeuk.com
Этот сайт был взломан с использованием ПРОБНОЙ версии WebWhacker. Это сообщение не появляется на лицензированной копии WebWhacker.
Навыков пайки – iFixit
Впервые использованная во втором поколении компьютеров еще в 1950-х годах, сквозная пайка представляет собой простейшую форму пайки, при которой выводы компонентов вставляются в металлические сквозные отверстия (PTH). Затем выводы припаиваются к контактным площадкам на противоположной стороне PTH.
Хотя он обеспечивает очень прочное механическое соединение, сверление дополнительных отверстий в печатных платах делает его намного более дорогим, чем другие методы, такие как поверхностный монтаж.
Пайка может быть опасной, если вы не соблюдаете несколько основных процедур безопасности. Вы работаете с горячими инструментами и расплавленными металлами. Вы хотите убедиться, что не обожгетесь. Не рекомендуется носить свободную одежду, которая может мешать вам на работе, а также завязать волосы назад, если они длинные.Также важно мыть руки после пайки. Некоторый припой содержит свинец, и вы не хотите есть его.
Четыре основных правила безопасности:
- Утюг горячий.
- Дым – это не весело. Работайте в хорошо вентилируемом помещении.
- Всегда надевайте защитные очки. Летящий расплавленный свинец вредит.
- Вымойте свинцовые руки после пайки, прежде чем прикасаться к лицу или принимать пищу.
Для пайки требуется немного основного оборудования.Вам понадобится паяльник, чтобы нагреть припой, подставка для утюга, чтобы поставить утюг, чтобы он не обжигал стол, и паять.
Паяльник – это инструмент в форме ручки с тонким наконечником, который нагревается. Один из способов измерения паяльников – это мощность. Для большинства простых операций пайки без проблем подойдет паяльник мощностью от 25 до 50 Вт. Большинство утюгов представляют собой простые однотемпературные модели, но также можно купить продвинутые паяльные станции, где вы можете напрямую установить температуру наконечника с помощью шкалы или ручки.
Подставка для паяльника используется, чтобы горячий наконечник паяльника не обжигал стол или рабочую поверхность, когда вы кладете паяльник. Они часто идут в комплекте с паяльниками более высокого класса, но с большинством бюджетных моделей их нужно покупать отдельно.
Есть много разных припоев. Самый простой тип припоя – это припой с флюсовой сердцевиной 60/40. Этот припой состоит из 60% олова и 40% свинца. Этот вид припоя недорогой и с ним легко работать, однако он содержит свинец, с которым может быть опасно работать, если вы не соблюдаете надлежащие процедуры безопасности.
Альтернативой свинцовому припою является бессвинцовый припой. С таким припоем труднее работать, но он лучше для окружающей среды.
Для тех, кто только начинает заниматься пайкой, использовать свинцовый припой будет намного проще.
Теперь перейдем к самому интересному, собственно к пайке. Первым делом необходимо разместить деталь на печатной плате. Убедитесь, что плата и деталь чистые. Любая грязь или мусор на плате или проводе не позволит припою правильно прилипнуть ко всему.Также может быть полезно использовать небольшой кусок малярной ленты или изоленты, чтобы прикрепить деталь к плате. Вам не нужно делать это все время, но если у вас есть проблемы с тем, чтобы какая-то конкретная деталь оставалась на месте, это может немного помочь. Наконец, дважды проверьте, что деталь, которую вы паяете, находится в нужном месте на печатной плате и в правильной ориентации. Некоторые детали, такие как конденсаторы, диоды, транзисторы и интегральные схемы, либо не будут работать, либо будут повреждены, если они не будут вставлены должным образом.
Возьмите утюг в одну руку, а припой в другую. Когда я паяю, я держу утюг доминирующей рукой, но вы должны попробовать каждый способ, чтобы увидеть, что вам больше всего подходит. Добавьте немного припоя на жало паяльника. Это называется «лужением» утюга, и оно помогает защитить кончик утюга, а также улучшает передачу тепла. Прикоснитесь утюгом к стыку, который вы паяете, обязательно касаясь как медной площадки на плате, так и провода на детали.Идея состоит в том, чтобы нагреть каждую часть соединения до одинаковой температуры, чтобы припой равномерно распространился по всем крошечным пространствам. Через одну-две секунды медленно воткните припой в стык. Если стык достаточно горячий, припой должен расплавиться и потечь в стык. Вам нужно всего лишь добавить припой на несколько миллиметров, так что не сходите с ума. После добавления припоя медленно оттяните паяльник от стыка, протрите жало влажной губкой и поместите паяльник в держатель.
Правильно выполненное паяное соединение должно иметь вид конуса с прямыми сторонами припоя.Если они изгибаются, значит, на стыке недостаточно припоя, и вам следует добавить еще немного. Если он выпирает, значит, припоя слишком много. Если это произойдет, лучше всего отсоединить стык от распаянной оплетки и повторить попытку. Стык тоже должен быть блестящим. Если это не так, значит, стык недостаточно нагрелся при расплавлении. Способ решить эту проблему – разогреть сустав и повторить попытку.
Если у вас есть сустав, который хорошо выглядит, готово! Продолжайте паять все остальные детали на плату, и вы на пути к работающему проекту электроники.
Что такое пайка? Полное руководство (значение, определение и типы)
Пайка – это процесс соединения, используемый для соединения различных типов металлов путем плавления припоя. Припой – это металлический сплав, обычно состоящий из олова и свинца, который плавится горячим утюгом. Утюг нагревается до температуры выше 600 градусов по Фаренгейту, а затем остывает, чтобы создать прочную электрическую связь.
Содержание
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Припой плавится за счет тепла от утюга, подключенного к контроллеру температуры. Он нагревается до температуры, превышающей его точку плавления, около 600 градусов по Фаренгейту, что затем вызывает его плавление, которое затем охлаждается, образуя паяное соединение.
Помимо создания прочных электрических соединений, припой можно удалить с помощью приспособления для удаления припоя.
Припой – это металлический сплав, используемый для создания прочных постоянных связей; например, соединение меди в печатных платах и соединения медных труб.Он также может поставляться двух разных типов и диаметров, бессвинцовый и бессвинцовый, а также от 0,032 до 0,062 дюйма. Внутри сердечника припоя находится флюс, материал, используемый для усиления и улучшения его механических свойств.
Присадочные металлы, используемые при пайке, когда-то были на основе свинца (свинцовый припой), однако, в соответствии с правилами, припои на основе свинца все чаще заменяются бессвинцовыми припоями, которые могут состоять из сурьмы, висмута, латуни, меди, индия, олова или серебра. .
Иногда в месте соединения присутствуют загрязнения, такие как масло, грязь или окисление, флюс помогает предотвратить окисление, а иногда может химически очистить металл.Используемый флюс – канифольный флюс , который способствует механической прочности и электрическому контакту электрических соединений. Иногда также можно нанести «смачивающий агент» для уменьшения поверхностного натяжения.
Существует три типа пайки, в которых используются все более высокие температуры, которые, в свою очередь, обеспечивают все более прочное соединение:
- Пайка мягким припоем (90 ° C – 450 ° C) – Этот процесс имеет самую низкую температуру плавления присадочного металла среди всех типов пайки при температуре менее 400 ° C. Эти присадочные металлы обычно представляют собой сплавы, часто содержащие свинец с температурами ликвидуса. ниже 350 ° C.Из-за низких температур, используемых при пайке мягким припоем, он наименее термически нагружает компоненты, но не обеспечивает прочных соединений и, следовательно, непригоден для механических нагрузок. Он также не подходит для использования при высоких температурах, поскольку этот тип припоя теряет прочность и плавится.
- Твердая (серебряная) пайка (> 450 ° C) – Латунь или серебро являются связующим металлом, используемым в этом процессе, и для достижения температур, при которых паяются металлы, требуется паяльная лампа.
- Пайка (> 450 ° C) – В этом типе пайки используется металл с гораздо более высокой температурой плавления, чем при твердой и мягкой пайке. Однако, как и при твердой пайке, склеиваемый металл нагревается, а не плавится. Когда оба материала достаточно нагреются, вы можете поместить между ними припой, который плавится и действует как связующее.
Паяльник – это ручной инструмент , используемый для нагрева припоя , обычно от источника питания, при высоких температурах, превышающих точку плавления металлического сплава.Это позволяет припою течь между деталями, которые необходимо соединить.
Этот паяльный инструмент состоит из изолированной ручки и металлического металлического наконечника с подогревом. На хорошую пайку влияет чистота жала паяльника. Для поддержания чистоты пользователь будет держать паяльник и использовать влажную губку для очистки жала паяльника перед пайкой компонентов или выполнением паяных соединений.
Помимо паяльника, более старые присоски s являются важной частью паяльной установки.Если применяется чрезмерное количество припоя, эти небольшие инструменты используются для удаления припоя, оставляя только то, что нужно.
Паяльные пистолетыиспользуются там, где требуется больше тепла, поскольку утюги потребляют меньшую мощность. Этот инструмент используется для соединения витражей, легкого листового металла и тяжелых работ по пайке электроники. Когда вам нужно паять с перерывами, паяльник гораздо практичнее, так как он намного быстрее остывает.
Как паять украшения с помощью паяльника
Этот пост вдохновлен читательницей Пегги Барнетт, которая много лет назад прислала мне электронное письмо с вопросом, проводил ли я какое-либо исследование беспроводного (с питанием от бутана) Dremel Versatip.Промо-видео, безусловно, демонстрирует очень универсальный инструмент «6 в 1», который может применяться во многих областях, включая пайку.| припой, жидкий флюс, паяльник |
В то время я не проводил никаких исследований, и у меня нет инструмента. Что я знаю, так это то, что некоторые мастера любят пользоваться паяльниками. Другие предпочитают использовать фонарик. Последний, безусловно, предлагает более высокую температуру пайки. Итак, вот несколько фоновых и обучающих видео, которые помогут вам решить, будут ли паяльники в вашем будущем!
Основы пайки
В этом замечательном видео от Coldstart рассказывается об основах пайки электроники.Обратите внимание, что инструктор использует проволоку для припоя с канифольным сердечником, в состав которой входит флюс. Флюс необходим для очистки места соединения и облегчения плавного стекания расплавленного припоя. Паста или жидкий флюс не подходят для электроники.
Некоторые важные моменты, на которые следует обратить внимание:
- Лужение – Покрытие жала паяльника перед пайкой и в конце перед хранением защищает жало от окисления. В случае окисления утюг больше не будет работать.
- Wet Sponge – Не удаляйте излишки горячего припоя! Протрите наконечник влажной губкой, как это делают большинство людей.
- Третья рука – Действительно удобный инструмент, который поможет вам держать деталь, потому что она сильно нагревается. Это не дорогой предмет, и его стоит использовать для других целей.
- Соединение горячего металла – Инструктор сначала нагревает соединяемый металл перед добавлением припоя. Это делает соединение более прочным, чем если бы вы делали холодный стык.
- Не используйте паяльник длительное время (более часа) и не оставляйте его без присмотра.
- Очистите металл перед пайкой с помощью медицинского спирта, чтобы удалить жир и грязь.
- Помните, не все выдержит жару. Ближайшие драгоценные камни могут быть повреждены.
- Вентиляция рекомендуется из-за дыма.
Посмотрите видео на канале Crafts Channel, где инструктор Коринн Брэдд демонстрирует и использует Dremel Versatip для очень быстрой и простой пайки замкнутых соединительных колец.Она делает холодный сустав, в результате чего сустав становится слабее. Так что сначала попробуйте предварительно нагреть металл.
Паять по одному кольцу за один раз довольно трудоемко. Так что использовать подходящий фонарик быстрее. Посмотрите это видео, где инструктор использует угольный блок, чтобы удерживать несколько прыжковых колец.
Как паять подвески и дужки
Любой, кто работал с витражами, знает об использовании медной ленты. Ванесса Спенсер из компании Stampington демонстрирует в этом видео, как припаять красивые стеклянные подвески и прикрепить проволочную скобу ручной работы.Вы, безусловно, можете использовать ту же технику, чтобы сделать свои собственные сломанные украшения из фарфора.
Удивительный кулон из проволоки Тэмми Хонаман с паяным дихроичным стеклом учебник по Fire Mountain Gems поистине вдохновляет!
Так ты бы скоро паял?
Перед тем, как отправиться в путь:
Оригинальная публикация THE BEADING GEM
Советы по изготовлению ювелирных изделий – Советы по ювелирному бизнесу .