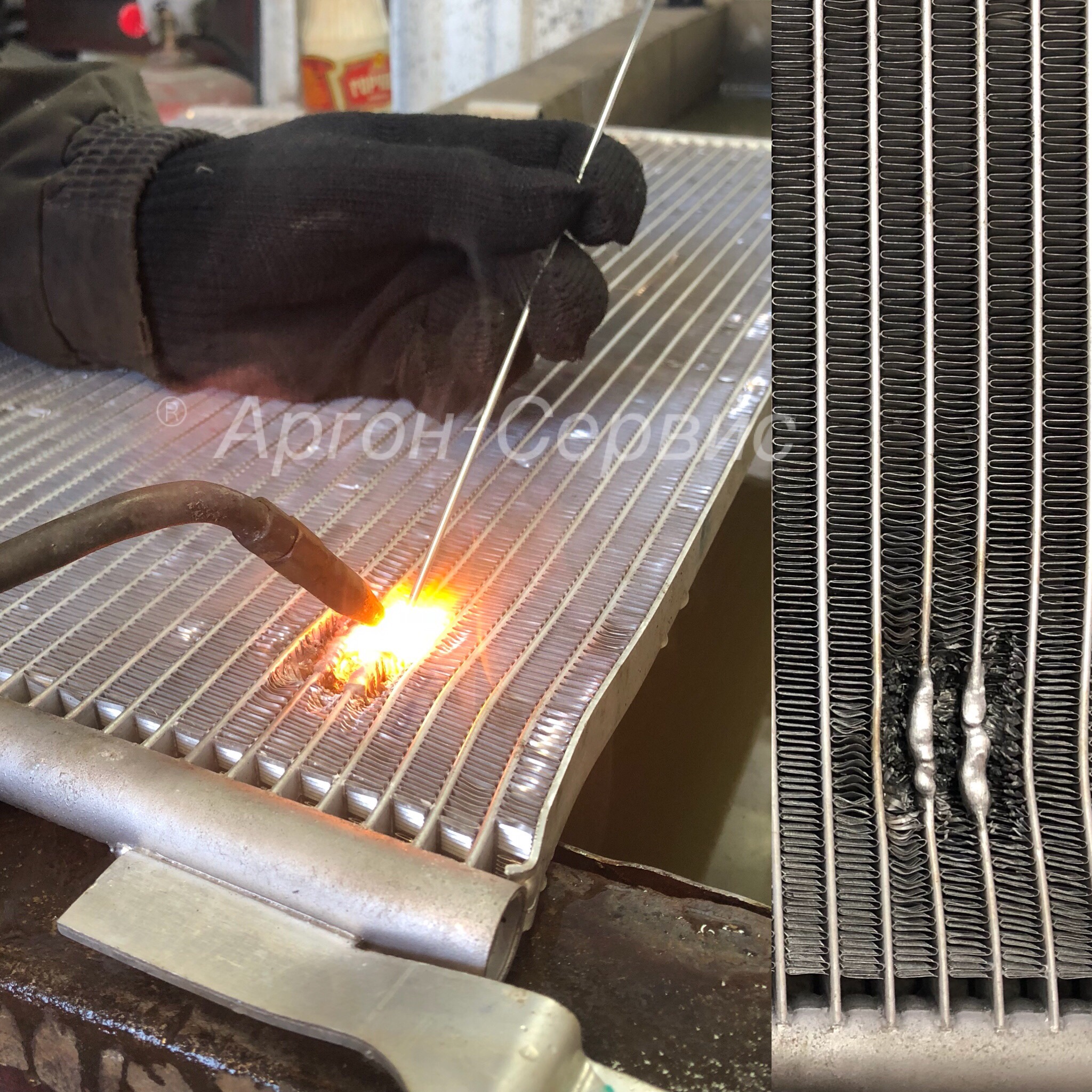
Как правильно паять медные радиаторы?
Хорошо, но давление будет 0,1-0,2 от силы, на большем камера будет сильно раздуваться.shtepsel_ писал(а):ожно оба патрубка соединить, натянув отрезок велокамеры. Там уже есть сосок
Нормально. У меня топорик 100Вт – это мало. Ждешь долго пока нагреется, потом остыв при пайке опять долго очень нагревается, поэтому я его на электроплитку кладу между непосредственно пайкой. Паять совсем неэлектрическим топориком не так удобно, так как егонадо постоянно подогревать, но можно приловчится.shtepsel_ писал(а):Электротопорики Ватт по 200 обычно – мало?
Колбаски – именно наш припой ПОС-40, более тугоплавкий и более твёрдый, чем ПОС-61. Олово продают в слитках, при сгибе оно подозрительно хрустит.shtepsel_ писал(а): В продаже имеются толстые колбаски олова. Вроде как олова. Остальное – тонкие проволочки типа ПОС-61 для паяния проводов.

Это наверное для топорика, для лужения при высокой температуре. Никогда не пользовался, лужу по старинке – зачистил при небольшой температуре и сразу в канифоль, как разогреется – обмазал припоем.shtepsel_ писал(а): Нашатырь порошковый для лужения паяльника.
Вещи разные. Кислота паяльная – хлористый цинк, в соляной кислоте растворяют цинк до насыщения. Активный флюс неприменный атрибут при пайке стальных деталей. На меди позволяет паять без зачистки до блеска, но толстые окислы и грязь всё равно надо убирать. Коррозионно активен , после пайки надо удалять остатки.shtepsel_ писал(а):5. Кислота\спиртовой раствор канифоли.
Канифоль сосновая твёрдая, спиртовой раствор удобнее наносить на детали – флюс для пайки меди. Медь надо зачистить до блеска, качество пайки хорошее, флюс не вызывает коррозии.
Вообще.
Если надо распаять радиатор для чистки – нужна хорошая горелка. Я пользуюсь тем что есть – бензиновая паяльная лампа, неудобна тем, что долго распаливается, поэтому в процессе работы уже не гасишь её.
 Для распайки бачка и её с трудом хватает, с двух сторон двумя горелками было бы ловчее.
Для распайки бачка и её с трудом хватает, с двух сторон двумя горелками было бы ловчее.Перед пайкой стараюсь тщательно зачистить место пайки, даже если паяю с кислотой, залудить отдельные детали и эпилогом – спаять их вместе. Так в итоге поступил и с верхним бачком, после частых залепливаний отдельных течей. Отпаял весь бачок, горловину, оторвал патрубок(контактная сварка уже была оторвана). Все спрягаемые поверхности тщательно зачистил и залудил. Патрубок припаял плашмя, по углам просверлил отверстия и прикрутил винтами, винты облудил. Вставил бачок, залил припоем стык с помощью паяльника и горелки(одного электропаяльника не хватает – остывает). Припаял сбоков рамку. Припаял горловину.
Если найдена течь в месте соединения трубки и крышки, сняв бачок легко это устранить. Не разбирая, снаружи геморно и не надёжно. Если трубка потекла посредине – вырезают вокруг неё фольгу и запаивают снаружи. Если трубка течёт во внутреннем ряде – снимают оба бачка, глушат трубку с обеих сторон.

_________________
ГАЗ-24, 77год, 285т.км. Без наворотов. В ожидании ремонта кузова…
Паяльник не паяет: причины, советы, видео
Многие люди, начинающие осваивать искусство пайки, сталкиваются с распространенной проблемой — несмотря на кажущуюся правильность действий, не прилипает припой к паяльнику. В данном материале мы рассмотрим основные причины такого явления и дадим несколько советов, которые помогут вам избежать проявления подобных ситуаций в дальнейшем.
Содержание
- Почему к паяльнику не прилипает олово?
- В чем могут быть причины?
- Почему припой ни к чему не прилипает — еще причины
- Как залудить паяльник с медным жалом
- Советы при работе с паяльником
- Когда паяльник с вечным жалом
- Как почистить жало паяльника?
- Миф о чистке жал
- Чистка влажными губками и хб тряпками
- Когда влажная губка для снятия припоя не поможет?
- Медная или металлическая тонкая стружка
- Купание в припое и флюсе
- Активаторы для жал
- Как беречь жало паяльника и увеличить срок его службы?
- Правильное лужение жала паяльника
- Советы по уходу за паяльником
- Полезные видео по теме
Почему к паяльнику не прилипает олово?
Ответ на вопрос — припой не липнет к жалу, в большинстве случаев банален. Причина не связана напрямую с сами паяльником и кроется в слишком высокой температуре наконечника. Учитывая тот факт, что в качестве припоя чаще всего используется чистое олово и оловянные сплавы, этот металл попросту не успевает “задержаться” и выгорает целиком, оставляя после себя сильно загрязненную поверхность. Решается данная проблема просто — жало паяльника необходимо предварительно залудить оловом.
Причина не связана напрямую с сами паяльником и кроется в слишком высокой температуре наконечника. Учитывая тот факт, что в качестве припоя чаще всего используется чистое олово и оловянные сплавы, этот металл попросту не успевает “задержаться” и выгорает целиком, оставляя после себя сильно загрязненную поверхность. Решается данная проблема просто — жало паяльника необходимо предварительно залудить оловом.
В чем могут быть причины?
Пытаясь разобраться в том, почему не липнет припой, обратите внимание на жало вашего паяльника — большая часть доступных на рынке инструментов оснащена стальными наконечниками, однако вы можете обзавестись и более качественным медным вариантом. Если в вашем распоряжении оказался паяльник с медным жалом, припой может не прилипать к нему из-за быстрого образования оксидной пленки на поверхности. Это обусловлено высокой теплопроводностью данного металла.
Почему припой ни к чему не прилипает — еще причины
Среди других причин, из-за которых паяльник не паяет, стоит назвать низкое качество оловянного припоя (особенно это касается дешевой китайской продукции) и выход из строя самого инструмента.
Как залудить паяльник с медным жалом
Паяльники с медным жалом считаются наиболее универсальными среди всех разновидностей, представленных на рынке. По эффективности в работе они уступают лишь полноценным паяльным станциям. Впрочем, иногд припой не липнет даже к такому качественному наконечнику из-за плохого или отсутствующего лужения. Процесс лужения медного жала выглядит следующим образом:
- Очистка. Прежде всего, необходимо тщательно очистить жало и подточить рабочую кромку о тот или иной абразивный материал, если в этом есть необходимость.
- “Купание” в канифоли. После очистки прибор необходимо включить и разогреть, после чего жало следует опустить в канифоль — флюс заблокирует появление окислов на поверхности.
- Лужение. Оловянный припой аккуратно подносят к раскаленному и предварительно очищенному жалу, стремясь добиться равномерного покрытия его поверхности тонким слоем олова.

- Удаление припоя. Если вы немного “промазали” и нанесли больше припоя, чем было необходимо, его можно удалить с помощью губки или бумаги, слегка смоченной флюсом.

Важно помнить, что уже после лужения поверхность жала не нужно подвергать дополнительной механической обработке (например, наждачной бумагой). Это приведет к разрушению оловянного покрытия.
Советы при работе с паяльником
Прежде всего, никогда не забывайте о необходимости в лужении жала паяльника в перервах между работой. Это поможет обеспечить нормальную подачу припоя в дальнейшем и существенно продлит срок службы изделия.
Разогревая паяльник перед началом работы, следует погружать жало в канифоль сразу же после того, как оно достигнет температуры, способной ее расплавить — это позволит упростить дальнейшие действия и избавит от необходимости в постоянной чистке.
Когда паяльник с вечным жалом
Необгораемое (или так называемое “вечное”) жало для паяльника действительно соответствует своему названию — благодаря специальному покрытию наконечника такой элемент практически не подвержен выгоранию. Зачастую припой не липнет к паяльнику, оснащенному жалом такого типа, из-за того, что температура слишком высока и покрытие наконечника под ее воздействием начинает быстро окисляться.
Существует сразу два варианта решения данной проблемы. Первый подразумевает подключение паяльника через специальный регулятор, обеспечивающий плавное включение. Более простой альтернативой может стать использование в процессе лужение хлопчатобумажной тряпочки, смоченной в дистиллированной воде — с ее помощью можно быстро удалять окислы с жала, обеспечивая нормальное прилипание припоя. При этом в процессе необходимо смачивать жало в канифоли сразу после удаления окислов тряпочкой.
Как почистить жало паяльника?
Существует сразу несколько вариантов очистки жала паяльника от окислов и загрязнений, однако не все они универсальны. Разберем некоторые нюансы, связанные с данной процедурой, подробнее.
Разберем некоторые нюансы, связанные с данной процедурой, подробнее.
Миф о чистке жал
Вопреки распространенному мнению, описанный выше “дедовской” способ очистки с помощью деревянного брусочка уместен далеко не всегда. В ряде случаев существует риск повреждения термоустойчивого покрытия жала паяльника, а потому способ следует подбирать с учетом всех нюансов.
Чистка влажными губками и хб тряпками
Проверенный “дедовской” метод чистки с использванием спеицальной (или даже обычной целлюлозной) губки, как правило, приносит хороший результат. Важно помнить, что для смачивания губки или тряпки необходимо использовать дистиллированную, а не проточную воду — в ней отсутствуют примеси, способные вызвать нежелательные химические реакции.
Когда влажная губка для снятия припоя не поможет?
Стоит помнить, что влажная губка не является панацеей — она достаточно плохо справляется с застарелым нагаром и больше подходит для повседневной чистки. Кроме того, важен и выбор губки — поролоновый вариант значительно хуже очищает жало, чем целлюлозный.
Медная или металлическая тонкая стружка
Предельно дешевый, но эффективный вариант, который можно назвать универсальным. Для чистки жала используется специальная металлическая “мочалка” из стружки, напоминающая аналогичное изделие для кухни.
Купание в припое и флюсе
Химический способ очистки рекомендуется к применению в тех случаях, когда недопустимо воздействие абразивных материалов — например, если ваш паяльник оснащен так называемым несгораемым жалом. Трение о губку, наждачную бумагу или другие похожие по свойствам материалы может повредить защитный слой жала.
Активаторы для жал
По большому счету активатором для жала паяльника можно назвать абсолютно любое средство, использующееся для таких целей, однако существуют и специальные вещества с таким названием, продающиеся в специализированных магазинах. Купив баночку с таким веществом, вы обнаружите внутри застывшую пористую пасту, слегка напоминающую по своей структуре натуральную пемзу. Воткнув загрязненное жало в такую пасту, вы сможете быстро очистить его от нагара.
Как беречь жало паяльника и увеличить срок его службы?
Если олово не липнет к паяльнику, вам стоит позаботиться о его состоянии, обеспечив нормальный уход и своевременное, грамотное лужение жала. Так вы сможете продлить срок “жизни” изделия на долгие десятилетия.
Правильное лужение жала паяльника
Первым залогом долгой и эффективной службы паяльника является своевременное и правильно выполненное лужение его жала. Его нужно проводить после завершения работы — таким образом вы “консервируете” его до следующего раза. Классический, проверенный временем способ лужения выглядит так:
- Очистка и шлифовка. Тщательно очистите одну из граней жала, используя губку и дистиллированную воду. После этого необходимо поработать надфилем или наждачной бумаги, шлифуя выбранную грань.
- Канифоль. Окуните паяльник в емкость с канифолью, после чего натрите обработанную грань о деревянный брусок (подойдет практически любая древесина).
- Добавление припоя. Прямо в зону соприкосновения жала с деревом вносится припой, который необходимо равномерно распределить по грани тонким однородным слоем.
- Обработка второй грани. Те же самые процедуры в той же последовательности проводятся и в отношении второй грани жала.

Если в вашем распоряжении оказался паяльник с конусообразным жалом, для него также будет актуален такой порядок действий, однако в таком случае натирать наконечник об дерево следует полностью, а не только с двух сторон.
Советы по уходу за паяльником
В случае, если припой не прилипает к паяльнику, или вы часто сталкиваетесь с другими проблемами при использовании этого инструмента, стоит задействовать системный подход в решении проблемы, обеспечив должный уход. Основными правилами здесь являются:
- Первое включение. Наконечник нового паяльника нужно обработать активированным канифольным флюсом и дополнительно облудить в припое. Это станет залогом нормальной работы инструмента в будущем.
- Очистка жала после работы. Выключая паяльник, не забудьте тщательно очистить и облудить наконечник — припой не прилипает к “жалу”, не подвергнутому такой обработке во время предыдущих сеансов пайки.
- Длительная работа паяльника. Если вам предстоит длительная работа с использованием паяльника, старайтесь на время простоев покрывать наконечник припоем — олово не прилипает в паяльнику, длительное время оставшемуся под воздействием окружающей среды.
- Чистка дистиллированной водой. Именно такой водой следует очищать поверхность паяльника в случае необходимости. Проточная вода из-под крана плохо подходит для таких целей из-за высокого содержания посторонних примесей, вызывающих окисление металлических элементов.
 Это станет залогом нормальной работы инструмента в будущем.
Это станет залогом нормальной работы инструмента в будущем. 
Также стоит отметить, что для профессионального паяльника недопустима заточка или шлифовка наконечника с помощью грубых подручных средств — лучше сразу обзавестись набором сменных наконечников. Если же у вас старый паяльник, который в случае чего вам будет не жалко выбросить, вы можете попробовать “обновить” наконечник путем заточки.
Полезные видео по теме
Для закрепления изложенной в данном материале информации, также рекомендуем вам ознакомиться с полезными видео, рассказывающими о нюансах пайки в домашних условиях:
Как заменить радиатор
С течением времени случайные вещи начинают изнашиваться на каждой машине. Жидкости стареют, уплотнения засыхают, а возраст может настигнуть даже самую нежную любовь и заботу. Одним из таких предметов случайного износа является радиатор.
Со временем металл и пластик радиатора становятся ломкими, изнашиваются и изнашиваются. Если бы не были соблюдены правильные интервалы промывки охлаждающей жидкости, она могла бы даже сгнить изнутри, засориться и катастрофически перегреться. В других случаях это вызывает утечку, когда радиатор раскалывается из-за возраста и использования. В любом случае, когда придет время заменить радиатор, это на самом деле не так уж сложно сделать. Все, что для этого нужно, — это базовые инструменты и знания. Если ваш автомобиль нуждается в починке и проблема заключается в радиаторе, следуйте этим общим рекомендациям, чтобы привести свою машину в порядок.
The Drive и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок. Подробнее.
Хэнк О’ХопОсновы замены радиатора Основы
Расчетное необходимое время: 2 часа
Уровень навыков : 90 018 Новичок
Система автомобиля : Охлаждение двигателя
Безопасность
Выполнение этой работы может быть грязным больше всего на свете. Чтобы охлаждающая жидкость не попала в опасное место, убедитесь, что у вас есть защитные очки, перчатки, полотенца, и убедитесь, что автомобиль холодный, когда работаете с ним. Не выполняйте эту работу, пока машина горячая. Даже не открывайте крышку радиатора, пока машина горячая.
Чтобы охлаждающая жидкость не попала в опасное место, убедитесь, что у вас есть защитные очки, перчатки, полотенца, и убедитесь, что автомобиль холодный, когда работаете с ним. Не выполняйте эту работу, пока машина горячая. Даже не открывайте крышку радиатора, пока машина горячая.
- Магазинные/слесарные перчатки
- Защитные очки
- Полотенца
Все, что вам понадобится для замены радиатора
Инструменты, которые вам понадобятся, также довольно просты. Мы не знаем, что именно находится в вашем наборе инструментов, поэтому мы перечислим то, что вам нужно. На всякий случай.
Список инструментов
- Набор трещоток и головок
- Плоскогубцы
- Набор отверток (клещи для хомутов хороши, но не обязательны)
- Набор шлангов (дополнительно)
- Сливной поддон
- Гидравлический домкрат
- Домкраты
Перечень деталей
- Охлаждающая жидкость (соответствующего типа)
- Хомуты для шлангов
- Радиатор
- Крышка радиатора
- Термостат
Организация всего необходимого перед началом работы сэкономит драгоценное время и нервы. . Убедитесь, что работу можно выполнить за один сеанс, и жизнь станет легче. Поверьте мне.
. Убедитесь, что работу можно выполнить за один сеанс, и жизнь станет легче. Поверьте мне.
Вот как заменить радиатор
Большинство замен радиаторов работают одинаково, даже если они крепятся к машине немного по-разному. Давайте пройдемся по общим шагам.
В большинстве автомобилей между двигателем и радиатором находится большой шланг. Depositphotos. У большинства автомобилей есть сливная пробка в нижней части радиатора, но у некоторых ее нет. В этом случае лучше снять нижний патрубок радиатора. Это вызовет беспорядок, но это лучший способ слить воду из системы. После слива системы снимите главный верхний и нижний шланги охлаждающей жидкости, соединенные с радиатором. Если есть линии трансмиссионной жидкости, сейчас также пришло время их отсоединить, но не сливать жидкость. Depositphotos Депозитные фотографии
Depositphotos Депозитные фотографии 2. Снимите вентилятор радиатора и кожух вентилятора
У большинства автомобилей радиатор находится в самой передней части автомобиля, за исключением некоторых экзотических автомобилей. К нему будет прикреплен вентилятор с пластиковым кожухом или пластиковый кожух и вентилятор, прикрепленный к двигателю. Сам радиатор выглядит как сетка с очень тонкими ребрами. Снимите пластиковый кожух и вентилятор, чтобы получить доступ к радиатору. Обычно они крепятся болтами в верхней части радиатора или на задней части радиатора, но у каждого автомобиля они разные.
3. Снимите радиатор
Снятие самого радиатора во многом аналогично снятию кожуха. На некоторых автомобилях радиатор удерживается двумя болтовыми скобами в верхней части и легко снимается. В других автомобилях радиатор крепится четырьмя болтами, и радиатор должен быть вывернут наружу. В любом случае, обратите внимание на все, что вышло из радиатора, например, на резиновые опоры или втулки.
В других автомобилях радиатор крепится четырьмя болтами, и радиатор должен быть вывернут наружу. В любом случае, обратите внимание на все, что вышло из радиатора, например, на резиновые опоры или втулки.
4. Осмотрите и замените термостат
Пока радиатор снят, неплохо бы вообще обновить систему охлаждения. Новый термостат защищает автомобиль в будущем от любых странных проблем с перегревом и заменяет еще одну серьезную точку отказа, которая может оставить вас в затруднительном положении. Обычно он расположен на внутреннем конце одного из шлангов охлаждающей жидкости в выпуклом корпусе. В большинстве автомобилей используется резиновая прокладка, хотя в некоторых требуется герметик. Обязательно изучите заранее. Некоторые автомобили не позволяют легко менять термостат. В этих случаях не принимайте его как элемент обслуживания.
5. Установите на место радиатор и кожух вентилятора
Установка радиатора производится в порядке, обратном его снятию. Будьте особенно осторожны, чтобы не повредить невероятно хрупкие ребра радиатора. Также убедитесь, что радиатор правильно совмещен с креплениями или отверстиями для болтов, иначе в дальнейшем при ремонте возникнет больше проблем с установкой. Как только он окажется дома, переустановите вентилятор и кожух в обратном порядке.
6. Снова подсоедините шланги охлаждающей жидкости, заполните и прокачайте
После того, как все будет на месте, снова подсоедините все шланги охлаждающей жидкости и снова закрепите их, убедившись, что хомуты прямые и затянуты. Затем заполните систему охлаждения через крышку радиатора или бачок охлаждающей жидкости до тех пор, пока она не перестанет потреблять охлаждающую жидкость. Прокачка системы проста на большинстве автомобилей, но у нас есть подробное руководство, которое поможет сделать прокачку правильно. Это самая важная часть установки. После прокачки машина готова к поездке.
Прокачка системы проста на большинстве автомобилей, но у нас есть подробное руководство, которое поможет сделать прокачку правильно. Это самая важная часть установки. После прокачки машина готова к поездке.
Советы профессионалов по замене радиатора
- Обязательно приобретите большой и широкий дренажный поддон. Охлаждающая жидкость проникает повсюду и вредна для окружающей среды. Для большей защиты вы также можете подложить картон или полиэтиленовую пленку.
- Не смешивайте типы охлаждающих жидкостей. Заправьте систему тем, что из нее вышло, или выполните полную промывку и повторную заправку.
- Стоит приобрести плоскогубцы для хомутов, которые фиксируются на месте. Обычные плоскогубцы делают эту работу, но специальные плоскогубцы облегчают ее.
- Приобретать новые шланги охлаждающей жидкости не обязательно. Если шланги целые и гибкие, они должны быть многоразовыми. Если они опухшие и мягкие, немедленно замените их.
 Если они опухшие и мягкие, немедленно замените их.
Если они опухшие и мягкие, немедленно замените их.Видео
Некоторые из нас, включая меня, лучше учатся визуально. Итак, я подготовил пару видеороликов, демонстрирующих, как заменить радиатор в простых для восприятия форматах.
Часто задаваемые вопросы о замене радиатора
У вас есть вопросы. У Привода есть ответы.
В.
 Можно ли заменить радиатор, не сливая систему?
Можно ли заменить радиатор, не сливая систему?О. Нет, нельзя. Система должна быть открыта, чтобы выполнить работу.
В. Сколько обычно служат радиаторы?
А. Давно, в общем. Возраст, использование и техническое обслуживание имеют большое значение, но они должны прослужить не менее 10 лет, если не больше.
В. Поможет ли новый радиатор моему автомобилю работать лучше?
А. Не совсем так. Если машина перегревалась и вызывала аварийный режим, то да. Но иначе работающая машина не будет работать лучше от нового радиатора.
Давайте поговорим: оставьте комментарий ниже и поговорите с редакторами The Drive.
Мы здесь, чтобы быть опытными гидами во всем, что связано с практическими рекомендациями. Используйте нас, хвалите нас, кричите на нас. Комментарий ниже и давайте поговорим!
Используйте нас, хвалите нас, кричите на нас. Комментарий ниже и давайте поговорим!
Знания в области пайки – интернет-магазин inteag
такая формулаВсе, что нужно знать о пайке (мягкой пайке)
Далее вы найдете все, что вам нужно знать о пайке, и даже немного больше!
Исторический
Что нужно для пайки — 5 важных факторов
Паяльник / паяльная станция
Наконечники для пайки
Припой
Флюс
Безопасная и чистая рабочая среда
Как правильно паять?
Как добиться наилучшего качества пайки?
Препарат
Правильный выбор паяльного жала
Процесс пайки – ручная пайка шаг за шагом
Время пайки
Качество пайки
Уход за жалом
Исторический
Не успел человек научиться использовать металлы в своих целях, как заурчало в нем желание уметь соединять их вместе. Большая часть украшений, инструментов и оружия, известных нам из бронзового века, обязана своей полезностью и красотой пайке.
Большая часть украшений, инструментов и оружия, известных нам из бронзового века, обязана своей полезностью и красотой пайке.
Кто первым узнал, как соединять металлы, уже невозможно точно проследить. Не вызывает сомнений то, что ювелиры Древнего Египта уже знали, как соединять золото и серебро более 5000 лет назад. Их коллеги из Трои тоже были настоящими мастерами пайки.
«Поворотным моментом» в пайке стало открытие олова в качестве припоя. Ведь это было около 4000 лет назад.
С тех пор технология мягкой пайки шла только вверх. Сначала оно распространилось по Средиземноморью: критяне показали его этрускам, от которых этому научились римляне, затем последовали тунисцы, испанцы и многие другие – наконец, и “глубинки” того времени: швейцарцы, богемцы, венгры, германцы. и скандинавы. От культуры к культуре, от поколения к поколению искусство пайки совершенствовалось и совершенствовалось.
Древние римляне уже спаивали водопроводные трубы длиной 400 км из свинцовых труб, колдовали печи и ванны из бронзовых листов – не говоря уже об оружейном искусстве и ювелирном деле.
Однако не только чисто ручная работа, связанная с пайкой, но и понимание научных взаимосвязей, связанных с пайкой, становилось все более и более утонченным, особенно в последнее столетие.
В электротехнике, например, пайка превратилась в самостоятельную область технологии производства, охватывающую области механики, химии, физики и металлургии. Свой вклад в это внес и Эрнст Сакс, основатель компании Ersa, названной по первым буквам его имени и фамилии.
В 1921 году он разработал первый промышленный промышленный паяльник с электрическим приводом. С тех пор Ersa со страстью и инновациями посвятила себя постоянному развитию и совершенствованию технологии пайки.
Сегодня имя Ersa в сочетании с самым большим в мире ассортиментом продукции для технологии мягкой пайки и 100-летним производственным опытом означает инновации, ноу-хау и высочайшее качество.
Искусство пайки
При пайке две металлические детали соединяются с помощью расплавленных металлических связующих (припоя), при этом температура плавления припоя всегда ниже температуры плавления соединяемого металла. Если она ниже 450 °С, то это называется мягкой пайкой, если выше — твердой пайкой. С другой стороны, при сварке соединяемые металлы «соединяются» в материальном отношении путем нагревания до их собственной температуры плавления. При мягкой пайке соединения между соединяемыми металлами обычно заполняются оловянным сплавом. Однако для того, чтобы он не просто прилипал к поверхности инородного металла после охлаждения, он должен его немного растворить и впитать в себя, т. е. образовать смешанные кристаллы в так называемой диффузионной зоне. Это искусство падает до олова. Остальные компоненты сплава отвечают за разжижение припоя и механическую стабильность соединения.
Если она ниже 450 °С, то это называется мягкой пайкой, если выше — твердой пайкой. С другой стороны, при сварке соединяемые металлы «соединяются» в материальном отношении путем нагревания до их собственной температуры плавления. При мягкой пайке соединения между соединяемыми металлами обычно заполняются оловянным сплавом. Однако для того, чтобы он не просто прилипал к поверхности инородного металла после охлаждения, он должен его немного растворить и впитать в себя, т. е. образовать смешанные кристаллы в так называемой диффузионной зоне. Это искусство падает до олова. Остальные компоненты сплава отвечают за разжижение припоя и механическую стабильность соединения.
Паяное соединение состоит из пяти слоев:
Основной металл
Слой твердого раствора
Затвердевший припой
Слой твердого раствора
Основной металл
Реакция флюса при пайке на печатной плате при использовании проволочного припоя с флюсовым сердечником
Что нужно для пайки – 5 важных факторов
Паяльник / паяльная станция
Для расплавления припоя требуется тепло. Его подача является задачей паяльника (например, паяльника Ersa или газового паяльника). В зависимости от паяного соединения и используемого припоя требуется температура 200–450 °C. Для тонкой электроники обычная температура составляет от 250 до 375 °C.
Его подача является задачей паяльника (например, паяльника Ersa или газового паяльника). В зависимости от паяного соединения и используемого припоя требуется температура 200–450 °C. Для тонкой электроники обычная температура составляет от 250 до 375 °C.
Для того, чтобы иметь правильную температуру для каждой цели пайки, решающее значение имеет тепловая мощность паяльника, а также эффективная передача тепла к месту пайки. Либо выберите ту, которая находится в нужном диапазоне температур, либо выберите регулируемую паяльную станцию (паяльные станции Ersa). Эти устройства обеспечивают постоянное качество пайки в различных приложениях, точно контролируя температуру паяльного жала до желаемого значения. В таком устройстве определение пиковой температуры должно быть точным, а нагрев должен быть быстрым и мощным, чтобы избежать риска перегретые или холодные паяные соединения при пайке.
Эрса Лётстационен
 jpg?_=1604992801000″ data-size=”2362×1574″ data-index=”0″>
jpg?_=1604992801000″ data-size=”2362×1574″ data-index=”0″> png?_=1604992801000″ data-size=”1920×1282″ data-index=”5″>
png?_=1604992801000″ data-size=”1920×1282″ data-index=”5″>Наконечники для пайки
Паяльное жало (например, паяльное жало Ersa) является сердцем паяльника и отвечает за передачу тепла от нагревательного элемента через припой к месту пайки. В зависимости от поршня и задачи пайки доступны различные типы наконечников. Предпосылками для хорошей пайки являются правильная форма наконечника, идеальная теплопроводность, безупречное состояние и надежное сопротивление. Однако жало паяльника также должно обеспечивать необходимую ловкость.
У Ersa очень большой выбор наконечников для пайки!
Лот
Металлические связующие, обычно изготавливаемые в виде проволоки или стержня, бывают разного состава.
Мягкие припои обычно состояли из смеси олова (Sn) и свинца (Pb).
С момента введения в действие директив RoHS 01. 07.2006 припои, содержащие свинец, были запрещены во многих областях.
07.2006 припои, содержащие свинец, были запрещены во многих областях.
Бессвинцовые припои обычно представляют собой сплавы олова с добавками серебра (Ag) и/или меди (Cu).
Состав сплава определяет температуру плавления и физические свойства соединения. Факторы для выбора сплава включают: производственный процесс, характеристики электроники, область применения электроники, стоимость сплава.
Флюс
Флюсы маркииспользуются для того, чтобы припой и металл могли сцепляться друг с другом максимально интенсивно. Флюсы обеспечивают металлическую чистоту поверхности спаиваемых деталей, удаляют оксиды, а также примеси, препятствующие пайке, и предотвращают образование новых оксидов при пайке.
Различают кислотные (для сантехнических работ) и бескислотные продукты (для электрики и электроники).
В производстве электроники обычно используются трубчатые припои (припойные проволоки) или несколько флюсовых сердечников, в области монтажа, а также при изготовлении радиаторов и кузовов автомобилей обычно используются прутковые припои.
Безопасная и чистая рабочая среда
Сейф безопасен даже при пайке.
Электробезопасность паяльного оборудования подтверждается знаком качества. Использование данного знака обязывает контролировать всю маркируемую продукцию на соответствие регламенту испытаний и надлежащим образом проводить контрольные испытания.
Охрана здоровья при пайке
Зона дыхания очень близка к процессу пайки и припой подается вручную. Это создает риск заражения воздуха для дыхания и рук или предметов, к которым прикасаются.
Пары флюса могут быть вредны для здоровья и должны находиться вне зоны дыхания. Для этой цели подходят устройства фильтрации паров припоя, которые удаляют пары припоя на рабочем месте и очищают воздух от частиц и газов. Современными вытяжными устройствами для дыма припоя можно управлять так, чтобы они работали только во время пайки, что снижает потребление энергии.
Люди не должны есть, пить и курить в помещениях, где происходит пайка. Загрязнения, прилипшие к рукам, могут попасть в организм человека через пищу или сигареты.
Загрязнения, прилипшие к рукам, могут попасть в организм человека через пищу или сигареты.
Тщательно мойте руки после пайки!
Ersa Удаление паров припоя EASY ARM 1 и 2 — безопасный вариант для защиты вашего здоровья!
Эрса Лётраухабсаугунген
Как правильно паять?
Как добиться наилучшего качества пайки?
Препарат
Важнейшим условием хорошего паяного соединения является абсолютная чистота.
Проводники (печатная плата / печатная плата) и компоненты должны быть свободны от грязи, масла и окисления. Удаление может быть выполнено с помощью растворителя, чистящих средств или флюса.
Паяльное жало (паяльное жало ERSADUR) перед пайкой следует очистить влажной губкой или металлической сухой губкой в горячем состоянии. Не подпиливайте как медные наконечники, иначе защитный слой будет поврежден, и наконечник придет в негодность.
Правильный выбор паяльного жала
Правильный выбор жала для пайки имеет решающее значение для хороших результатов пайки.
Процесс пайки
Процесс пайки состоит из трех фаз: смачивание, протекание, склеивание.
Здесь рабочая температура является наиболее важным критерием. Лучшей является самая низкая температура, при которой все три фазы могут работать без сбоев. Это требует определенного опыта. Система растворения с контролируемой температурой (например, паяльные станции Ersa) облегчает работу. После очистки поднесите паяльное жало к месту пайки и нагрейте место пайки. Затем поместите проволоку припоя (с флюсовым сердечником) между жалом паяльника и местом пайки и расплавьте проволоку припоя до тех пор, пока вся точка пайки не будет смочена. Затем сначала удалите проволоку припоя и сразу после этого паяльное жало из места пайки во избежание перегрева расплавленного припоя. Дайте припою затвердеть, избегая ударов.
После очистки поднесите паяльное жало к месту пайки и нагрейте место пайки. Затем поместите проволоку припоя (с флюсовым сердечником) между жалом паяльника и местом пайки и расплавьте проволоку припоя до тех пор, пока вся точка пайки не будет смочена. Затем сначала удалите проволоку припоя и сразу после этого паяльное жало из места пайки во избежание перегрева расплавленного припоя. Дайте припою затвердеть, избегая ударов.
Далее мы шаг за шагом покажем вам, как выглядит правильно выполненный процесс ручной пайки:
Время пайки
При правильном размере паяльного жала процесс пайки должен быть завершен в течение от 2 до максимум 5 секунд. Опыт показывает, что при пайке электронных деталей бессвинцовыми припоями требуется несколько большее время пайки. Более 5 секунд недопустимо и указывает на то, что паяльник слишком холодный или слишком слабый.
Качество пайки
Хорошую пайку можно определить по тому, что контуры припаянного проводника все еще видны, когда соединительные провода на печатной плате согнуты. Условием, однако, является то, что не было добавлено слишком много припоя.
Условием, однако, является то, что не было добавлено слишком много припоя.
Еще одной характеристикой качества является угол смачивания. Это основано на том, что хорошее смачивание контактных площадок припоя, видимое через малый угол смачивания, включает в себя образование диффузионных зон (слоя смешанных кристаллов). Углы смачивания до 25° указывают на успешное паяное соединение, углы смачивания до 50° обычно еще допустимы для ручной пайки.
Еще одной качественной характеристикой является внешний вид поверхности припоя. Она должна быть максимально гладкой, без пористых участков и блестящей. Зернистые поверхности указывают на перегрев или слишком длительное время пайки. Бессвинцовый припой, особенно припой, содержащий Ag, может иметь матовую поверхность.
Однако единственным абсолютно определенным признаком качества идеального паяного соединения является образование диффузионных зон. В диффузионных зонах образуются интерметаллические соединения меди и олова (слои смешанных кристаллов), наличие которых является единственным признаком признания паяного соединения успешным. К сожалению, сделать их видимыми можно только с помощью разрушающего тестирования (микрофотография).
К сожалению, сделать их видимыми можно только с помощью разрушающего тестирования (микрофотография).
Следует отметить, что толстые диффузионные зоны охрупчивают паяное соединение, т. е. механически ослабляют его. Чем выше температура паяного соединения и чем больше время пайки, тем толще становится диффузионная зона. Это означает, что паяные соединения должны выполняться при минимально возможной температуре в кратчайшие сроки. Как только будет пропаяно последнее паяное соединение, паяльник надежно помещается в подставку для паяльника. Ни в коем случае нельзя очищать наконечник заранее, так как остатки припоя предотвращают образование оксида на пути припоя под ним.
Виды в разрезе: Иллюстрация правильного (слева) и неправильного (справа) паяного соединения:
Уход за жалом
Классическое паяльное жало изготовлено из меди. Обладает очень хорошей теплопроводностью и стоит недорого. Однако он сильно окисляется при воздействии тепла и выделяет молекулы меди в припой до тех пор, пока тот окончательно не «съедается».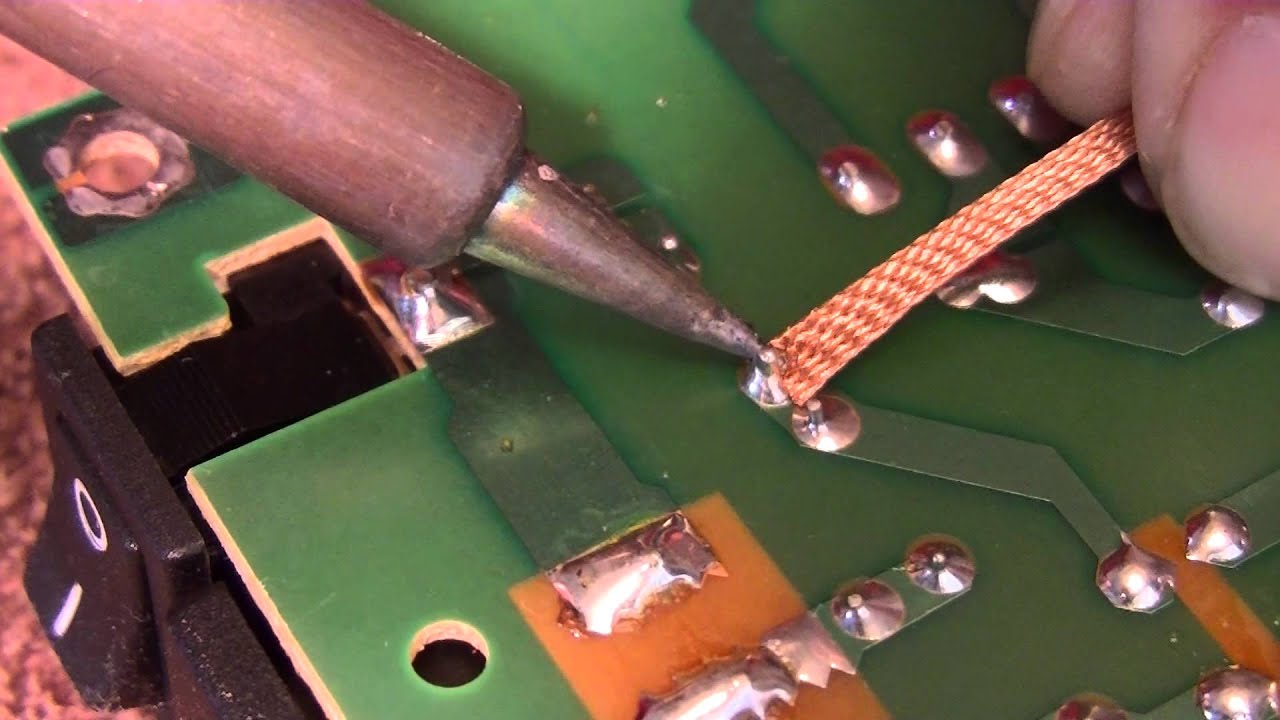 Требуется много внимания, чтобы поддерживать его в хорошем рабочем состоянии.
Требуется много внимания, чтобы поддерживать его в хорошем рабочем состоянии.
В электронике – наибольшей области применения мягкой пайки – сегодня используются только жала с покрытием. Паяльные жала Ersa (жала ERSADUR) рассчитаны на продолжительную работу и отличаются высоким качеством. В специальном процессе, разработанном Ersa, паяльные жала гальванически покрываются слоем железа и защищаются от коррозии и окисления дополнительным слоем хрома.
Идеальная теплопередача защищает нагревательный элемент паяльника от перегрузки и преждевременного износа.
При правильном уходе за наконечником можно значительно увеличить срок службы:
Никогда не очищайте паяльник с постоянным жалом перед тем, как положить его, так как остатки припоя препятствуют образованию оксида на пути пайки!
Постоянные паяльные жала всегда должны оставаться смоченными припоем, в противном случае они легко становятся пассивными и перестают хорошо принимать припой.