Как правильно паять – обучение, основные правила, полезные советы
Первое, что необходимо сделать — подготовить все необходимое для пайки: паяльник, небольшую губку, припой, плоскогубцы или пинцет, бокорезы.
Включите паяльник в розетку и смочите губку водой. Когда паяльник нагреется и начнет плавить припой, покройте жало паяльника припоем, а затем протрите его о влажную губку. При этом не держите жало слишком долго в контакте с губкой, чтобы не переохладить его.
Протирая жало о губку, вы удаляете с него остатки старого припоя. И в процессе работы для поддержания жала паяльника в чистоте время от времени протирайте его о губку.
Перед пайкой спаиваемые места нужно залудить или использовать уже залуженные детали. Ручной пайке уже, наверное, сотни или тысячи и с тех пор почти ничего не изменилось в технологии, смола (канифоль) она была и тогда смола, а олово и свинец также не изменились.
Методика обучения пайке
Если вы никогда не паяли, предлагаем воспользоваться одной из двух методик, в основе которых, как в и любой другой методике, лежит практика.
Методика 1. Возьмите 300 мм голого провода диаметром 23 мм (или изолированного, с которого надо снять изоляцию) и разрежьте его на 12 одинаковых кусков длиной 25 мм, чтобы из них сделать куб, закрепив точки соединения посредством пайки.
Допускается использовать только плоскогубцы с длинными губками, паяльник, припой, флюс. И никакого другого инструмента и приспособлений. Это должно научить вас держать конструкцию неподвижной во время ее охлаждения.
После того как куб будет готов, дать ему остыть, а затем положить его на ладонь и сжать руку в кулак. Если хотя бы одно из соединений нарушится, надо проделать все еще раз, взяв новые куски проводов.
Методика 2. Нарезать куски медной проволоки длиной 30—50 мм и толщиной 2—3 мм. Обмотать освобожденный от изоляции монтажный провод вокруг этой проволоки (2 – 3 витка) и соединить его путем пайки. Инструмент тот же, что и выше. Это упражнение надо повторять до тех пор, пока не будут получаться аккуратные, блестящие, прочные соединения.
Основные правила пайки
При пайке надо соблюдать несколько правил, тогда и пайка будет получаться надежной и аккуратной. Лучше всего пользоваться припоями ПОС-61, ПОС-50, ПОС-40 и спирто-канифольными флюсами, необходимо прогреть место соединения до такой температуры, чтобы приложенный к нему припой мог расплавиться.
Припой должен расплавиться благодаря теплу, отдаваемому местом соединения, место соединения следует тщательно зачистить, место соединения должно быть неподвижным до тех пор, пока расплавленный припой не затвердеет, не перегревать места соединения, припоя не должно быть слишком мало, припоя не должно быть слишком много.
Частая ошибка заключается в том, что припой расплавляют паяльником в надежде на то, что он стечет с паяльника и прилипнет к месту соединения. Это грубая ошибка! Опыт многих практиков показывает, что качество пайки во многом определяется мастерством монтажника.
У опытного монтажника: ниже давление паяльника на печатную плату при пайке, меньше перепаек элементов, меньше время пайки при заданной температуре паяльного наконечника (внутренние дефекты на печатных платах практически не появляются, если время пайки меньше 3 с).
К паяемым деталям прикладываем жало паяльника всей лопаточкой, для эффективной теплопередачи. Пайка должна быть быстрой и качественной.
Не забываем про перегрев деталей. Не получилось с первого раза, даем радиодеталям остыть. Время прогрева подбираем экспериментальным путем — если слишком быстро, то деталь не прогреется и пайка получится плохая.
Флюс наносим непосредственно перед пайкой, когда все приготовления деталей закончены, чтобы он не испарялся.
Хорошую пайку видно сразу, припой ложится тонким и ровным слоем, блестит. Нет наплывов, трещин и серых мест. Дополнительную крепость соединения придает предварительная скрутка проводов.
Как правильно паять микросхемы
В этом выпуске вы узнаете: как правильно паять микросхемы, в видео показано несколько способов, в том числе и с паяльной пастой. Пайка микросхем – процесс сложный, но научится может каждый!
Полезные советы и наблюдения
Пайка — это не наляпывание припоя, как смолы или цемента, на соединяемые детали. Это процесс всасывания припоя в микрозазоры за счет капиллярных явлений и адгезии (прилипания) припоя за счет поверхностных явлений.
Это процесс всасывания припоя в микрозазоры за счет капиллярных явлений и адгезии (прилипания) припоя за счет поверхностных явлений.
Все это электростатические силы, хотя это не привычная для вас электростатика, это силы межмолекулярного взаимодействия на близких расстояниях. И здесь нужно четко помнить, как работают явления смачивания и капиллярности.
Во-первых, если конец жала стряхнут от излишка припоя или вытерт о тряпку, то эта блестящая поверхность обладает сильным притяжением расплавленного припоя. Она может высосать его откуда. Это нужно, например, при отпайке элементов или исправлении пайки.
Для удаления большего количества припоя применяется кусок экранирующей оплетки от кабеля. Существует паяльник с ложбинкой на конце, которая как ложка заполняется припоем при касании старой пайки, хотя сейчас принято применять вакуумный отсос.
Во-вторых, если вы возьмете на кончик жала мало припоя, то нечему будет всасываться в зазор между спаиваемыми деталями, и нечему будет окружать этот зазор по периметру.
В-третьих, если припоя много, то пайка будет в виде слишком большой капли и может замкнуть соседние контакты.
В-четвертых, если канифоли или флюса недостаточно на жале паяльника, а так же при недостаточной температуре, то пайка получается не блестящей, рыхлой и непрочной. То же получается при слишком высокой температуе, когда флюс исчезает раньше, чем сделает доброе дело.
В-пятых, если канифоли или флюса много в зазоре, то он там кипит и выплескивает припой в виде брызг на соседние контакты.
В-шестых, при нужном количестве припоя и нужной температуре паяльника (и не слишком большой массе спаиваемых деталей) припой аккуратно самостоятельно обтекает спаиваемые контакты и самостоятельно всасывается в микрозазоры между ними. То есть, форма и прочность пайки формируются сами, как нужно.
Помните, что две зачищенные хоть до зеркального блеска медные детали никогда не соединятся вместе (разве что вы их склепаете или сварите). При пайке они соединяются тонким слоем припоя, который всасывается между ними, только если они уже хорошо залужены (покрыты предварительно тонким слоем припоя).
В первый раз нужно выяснить, через какое время паяльник перегревается. Если через пять-десять минут после включения им уже невозможно паять (припой слетает, а кончик окисляется, — чернеет), то нужен электронный терморегулятор или хотя бы трансформатор с переключателем или плавной регулировкой.
Можно паять и перегревающимся паяльником без регулятора, но тогда его периодически нужно выключать. Но паяльник быстро остывает. В общем, не так просто поддерживать нужную температуру, поэтому этот метод применяется редко, не для качественных паек, а по необходимости.
Канифоль расходуют немного, а не суют в нее паяльник и не задымляют всю комнату. Пары канифоли не особо полезны, поэтому не паяют в комнатах без окон. Должна быть тяга, но не охлаждающая паяльник. Например, открытая форточка здорово задувает паяльник, поэтому не так просто обустроить себе удобное и безопасное рабочее место. Нужно проветривать после пайки или при долгой пайке.
Практически на 1 каплю припоя достаточно чуть коснуться канифоли, то есть она расходуется в 10 раз меньше, чем припой. Она нужна только для тонкой смазки поверхности двух контактов.
Она нужна только для тонкой смазки поверхности двух контактов.
Некоторые зачищают провода паяльником или специальной электрической обжигалкой или зажигалкой. Фторопластовая изоляция не плавится паяльником, а при горении испускает белый дым с высоким содержанием фтора и фтористых соединений. Попадание этого дыма в глаза приведет к их химическому ожогу.
Когда счищаете изоляцию кусачками, то провод зажимаете пинцетом одной рукой, а другой легко сжимаете кусачками (НЕ ДОСТАВАЯ ДО ЖИЛОК) и тянете изоляцию. Если кусачки острые, то изоляция легко слезает.
Нужно держать кусачки плоской частью, направленной от провода, чтобы срезаемая изоляция упиралась в эту плоскую часть, а не зажималась стороной, заточенной на угол. Нельзя сильно сжимать при этом кусачки, то есть они не должны ни в коем случае оставлять надрезы и вмятины на медных жилах.
Если при зачистке у вас оторвалось несколько жилок вместе с изоляцией или вы заметили вмятины от кусачек, то обрежьте провод и снова зачищайте конец. Особенно трудно пинцетом держать фторопластовый провод, так как последний всегда мылкий на ощупь. Пинцет с гладкими губками может не удержать провод.
Особенно трудно пинцетом держать фторопластовый провод, так как последний всегда мылкий на ощупь. Пинцет с гладкими губками может не удержать провод.
Пинцет с зубчатыми губками может повредить изоляцию или жилки. В данном случае желательно не использовать пинцет с тонкими кончиками, так как площадь зажима будет мала, и придется нажимать сильнее и может быть и это не поможет.
Если провод выскальзывает, то лучше накрутить его на кончик пинцета, чтобы увеличить площадь трения. В любом случае пинцет с широкими губками предпочтителен, как меньше травмирующий провод.
Дополнение.
Секреты хорошей пайки от постоянного автора сайта Электрик Инфо Бориса Аладышкина
От качества пайки зависит, будет ли работать конструкция, а если будет, то как? Ведь достаточно всего одной непропайки, чтобы замолчал целый приемник или усилитель.
Прежде, чем приступать к сборке или ремонту печатных плат следует потренироваться «на кошках». В данном случае это будут старые печатные платы или отдельные проводники.
Паяльник ни в коем случае нельзя перегревать. Если нет паяльника с задатчиком температуры, то степень нагрева можно определить, коснувшись им кусочка канифоли: должен появиться легкий вьющийся дымок приятного соснового запаха.
Припой должен плавиться достаточно легко, а на месте пайки растекаться, образуя блестящую контурную пайку.
Спаиваемые детали нужно удерживать плотно прижатыми друг к другу до полной кристаллизации припоя. Ни в коем случае, даже если очень спешите, не надо охлаждать пайку, обдувая ее воздухом изо рта или касаясь мокрым (слюнявым) пальцем. Пайка в этом случае получится рыхлой, ноздрястой как тесто.
Спаиваемые детали надо предварительно зачистить до металлического блеска и облудить, то есть нанести тонкий слой припоя. Особенно аккуратно и осторожно следует производить лужение печатных плат.
Зачищенную наждачной бумагой плату сначала надо промыть спиртом или ацетоном, а затем покрыть с помощью кисточки спирто-канифольным флюсом.
После этого плату можно облудить паяльником, при этом припоя надо набирать не слишком много. Хорошие результаты можно получить, используя оплетку экранированного провода: пропитав ее припоем и флюсом сверху прижать паяльником и обойти все дорожки.
Хорошие результаты можно получить, используя оплетку экранированного провода: пропитав ее припоем и флюсом сверху прижать паяльником и обойти все дорожки.
Правда, некоторые авторы не рекомендуют лудить платы, мол, они будут иметь кустарный вид, все равно не получатся как фирменные. Ну, тут, как говорится, на вкус и цвет товарищей нет.
Перегрев паяльника можно определить опять же при касании куска канифоли. Канифоль в этом случае кипит с брызгами и извергает потоки дыма, который не вьется тонкой струйкой, а валит клубами. Перегретый паяльник быстро выгорает, жало становится черным, припой не плавится и растекается, а скатывается в шарики на поверхности платы. Дорожки платы, особенно тонкие, неминуемо отстают и выгорают, плата становится безнадежно испорченной.
Поэтому лучше всего пользоваться паяльником с регулятором температуры, и чем точнее будет поддерживаться заданная температура, тем лучше качество пайки.
Простейшие регуляторы мощности на тиристоре, конечно, позволяют регулировать степень нагрева жала, но поддерживать ее не будут. Представьте себе, что припаиваете тонкий проводник к массивной детали. Например, к «земляному» проводу на печатной плате.
Представьте себе, что припаиваете тонкий проводник к массивной детали. Например, к «земляному» проводу на печатной плате.
Паяльник, который только что паял прекрасно, сразу остывает и начинает размазывать припой по поверхности. Если же пользоваться терморегулятором, то остывший паяльник быстро разогреется до установленной температуры, причем тем быстрее, чем больше его мощность.
Другие статьи из цикла про пайку:
Что такое пайка? Безопасность при пайке
Как выбрать паяльник и организовать рабочее место для пайки
Припои и флюсы для пайки
Источник: http://electrik.info
Как правильно паять паяльником, что нужно для пайки и какие есть техники, как лудить паяльник
Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой. Методов пайки металлов существует много, но прежде всего нужно знать, как правильно паять паяльником. Такое, казалось бы, несложное действо имеет массу тонкостей и нюансов — начиная с выбора инструмента и заканчивая мерами безопасности при работе с ним.
Содержание
- Общие вопросы
- Условия эффективной пайки
- Подбор расходников
- Разновидности паяльников
- Выбор жала паяльника
- Рекомендации по использованию паяльника
- Пайка проводки
- Ремонт электроники
- Крупногабаритные детали
- Важные моменты
Общие вопросы
Используют именно металлы, они имеют свойство растекаться по поверхности, если находятся в расплавленном виде. Этому способствуют силы гравитации и умеренного натяжения. Это свойство позволяет соединять несколько деталей. Они покрываются слоем припоя, фиксируя элементы в определенном положении.
Казалось бы, все элементарно: расплавил металл и покрыл им место крепления частей. На практике наблюдается более сложная ситуация, ведь важно, чтобы деталь была и прочной и проводимой электрическим током. В идеале слой должен быть тонким, но с максимальной укрывистостью.
 youtube.com/embed/9aw5TLot96k”>
youtube.com/embed/9aw5TLot96k”> Условия эффективной пайки
Чтобы лучше справиться с этой операцией, нужно учитывать следующие моменты:
- чистота места спайки. Крайне важный аспект, так как наличие даже незначительного слоя оксидной пленки делает крепление ненадежным. Именно для этих целей выполняется обслуживание;
- температура плавления. Припой должен становиться податливым при меньшем количестве градусов по Цельсию, чем соединяемые элементы. Если не учесть этот аспект, можно оказаться в ситуации, когда все придется переделывать, ведь в месте сочленения не сформировалась нормальная кристаллическая решетка.
Подбор расходников
Умение сделать это правильно — залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Обычно флюсы нужны для протравливания и удаления оксидной пленки. Кроме того, их применение — отличный способ защитить от коррозии. Без них сложно представить полноценную подготовку к пайке, ведь если детали не будут лудиться, то и качественного сочленения не достигнуть. Как правило, данные вещества представляют собой смеси солей, щелочей и кислот.
Можно выделить два типа флюсов:
- активные — создаются на основе хлорной и соляной кислот. Ими можно использовать в самом широком спектре операций. Их главный минус — необходимость удаления сразу после спайки. Если это не сделать, велика вероятность замыкания, так как они обладают высокой проводимостью.
- жидкие — на основе канифоли и спирта или глицерина. Весьма действенны при работе со сталью, но не подходят для цветных металлов. Так же нуждаются в смывании, так как со временем собирают влагу, что повышает проводимость и может стать причиной КЗ.


Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
Фиксация осуществляется с помощью припоев. Как правило, в ход идут свинцово-оловянные марки (ПОС). После маркировки обязательно присутствует цифра, которая свидетельствует о концентрации олова. Чем внушительнее этот показатель, тем выше устойчивость к механическим воздействиям и электропроводность. Температура плавления при этом ниже. Свинец в соединении нужен для застывания. Без него олово не сможет сохранить однородность.
В продаже присутствуют особые разновидности припоев, в которых отсутствует свинец (БП). Он заменен индием или цинком. Большой плюс таких соединений — отсутствие токсичности. Температура плавления выше, но и прочность гораздо серьезнее.
Можно отыскать легкоплавкие марки.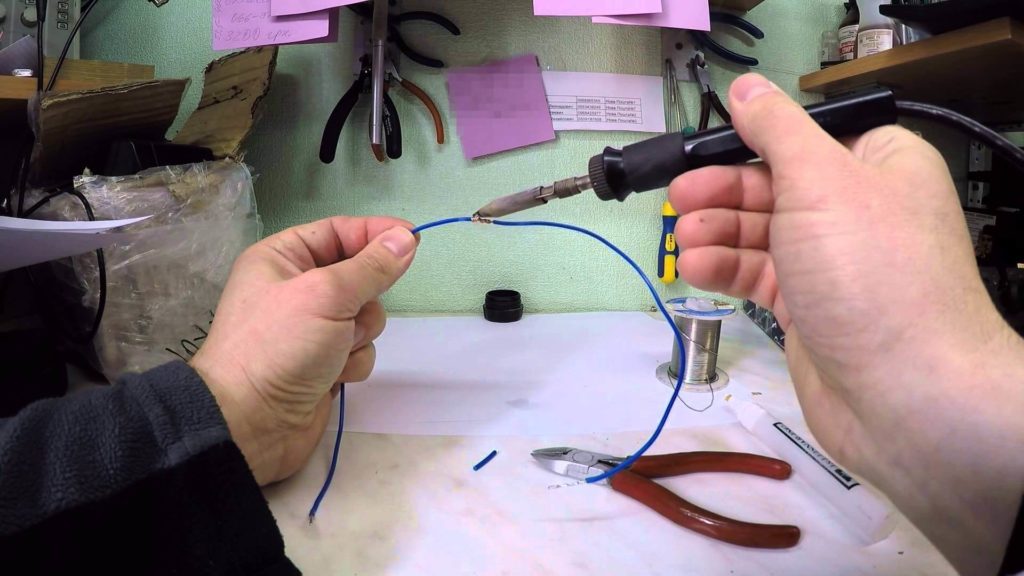 Это припои Вуда и Розе. Они растекаются при температуре 90−110 градусов. Применяются такие соединения при создании и ремонте аппаратуры.
Это припои Вуда и Розе. Они растекаются при температуре 90−110 градусов. Применяются такие соединения при создании и ремонте аппаратуры.
Разновидности паяльников
Разнообразие видов работ и условий, в которых они производятся, породило возникновение нескольких типов паяльного оборудования.
- Сетевые. Питаются от розеток. Самый распространенный вариант, который знаком каждому, кто имеет хотя бы отдаленное представление. Как правило, применяются при работе с проводами и массивными деталями. Отличаются высокой мощностью, что позволяет качественно прогревать скрепляемые элементы. Имеются и минусы: низкая эргономика. Инструменты этого типа тяжелы, обладают низкой автономностью. Жало расположено далеко от рукояти, поэтому для пайки мелких деталей такие приспособления не годятся.
- Паяльные станции. Для поддержания температуры используется термоконтроль. Именно они активно используются при работе с мелкими схемами. Не отличаются высокой мощностью (до 40Вт), но для их сферы применения это и не нужно.
 Именно они активно используются при работе с мелкими схемами. Не отличаются высокой мощностью (до 40Вт), но для их сферы применения это и не нужно.
Именно они активно используются при работе с мелкими схемами. Не отличаются высокой мощностью (до 40Вт), но для их сферы применения это и не нужно.Выбор жала паяльника
Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Как правило, в качестве материала используется медь, в которую добавляются различные примеси (например, хром или никель). Это позволяет улучшить эксплуатационные свойства. В частности, значительно увеличивается долговечность.
Жало без покрытия быстро приходит в негодность. Его приходится периодически чистить и лудить. Чтобы нивелировать этот изъян, рекомендуется отковать этот элемент и обточить с целью придания той или иной формы.
Чтобы нивелировать этот изъян, рекомендуется отковать этот элемент и обточить с целью придания той или иной формы.
Рекомендации по использованию паяльника
В различных ситуациях этот инструмент может применяться с рядом особенностей, на которые стоит обратить внимание. От этого зависит не только конечное качество, но и степень осуществимости операции в целом.
Пайка проводки
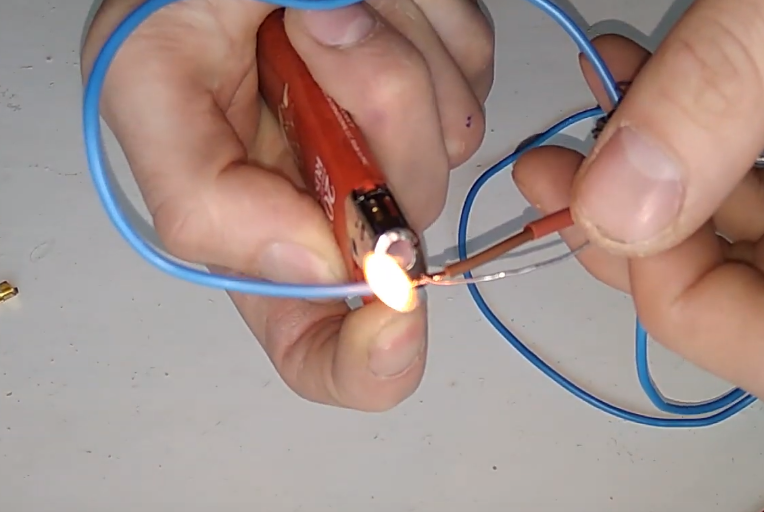
Концы окунаются во флюс и после этого по ним проводим жалом, смоченным этим же раствором. Тут важно стряхивать излишки с проводов. Не пренебрегайте этим, если хотите добиться качественного соединения и безупречного функционирования.
Когда предварительная стадия закончена, скручиваем провода и прогреваем их с небольшим количеством припоя. Все свободное пространство должно быть заполнено расплавленной смесью.
Если подразумеваются многопроволочные жилы, можно обойтись без лужения. Концы просто смачиваются и фиксируются без предварительной обработки жалом. Внутри распределительных щитов эта операция не производится, так как высок риск корродирования. Кроме того, подобные конструкции не относятся к категории разъемных.
Концы просто смачиваются и фиксируются без предварительной обработки жалом. Внутри распределительных щитов эта операция не производится, так как высок риск корродирования. Кроме того, подобные конструкции не относятся к категории разъемных.
Ремонт электроники
Правильный подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки в процесс. Но если речь идет о типовой печатной микросхеме, справится даже тот, кто впервые взял в руки инструмент.
Легче всего паять мелкие выводные элементы. Предварительно фиксируем их с помощью какого-нибудь вязкого вещества в отверстиях. Плотно прижимаем жало с обратной стороны для прогрева.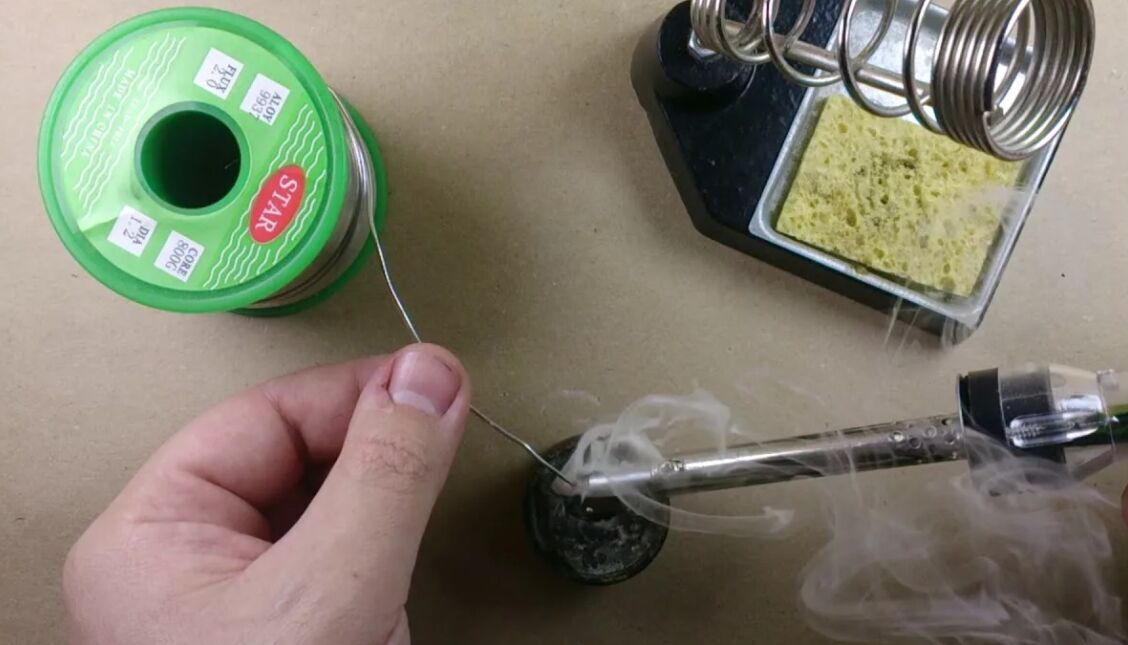 Затем вводим в место спайки припой (его не должно быть слишком много).
Затем вводим в место спайки припой (его не должно быть слишком много).
Если выводной элемент болтается, сначала смачиваем его флюсом. При такой технике небольшая капля олова с паяльника переносится на ножку. Вещество стекает, заполняя собой отверстие.
Крупногабаритные детали
Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания и соединения выглядит несколько иначе.
Сначала добиваемся полной неподвижности. Это делается с помощью струбцин или пластилина (воска). Затем выполняется точечная спайка.
Следующий этап — лужение. Оно выполняется в местах фиксации. Важно подойти к этому процессу со всей тщательностью.
Затем — свободное пространство заполняется припоем. Используются специальные составы, отличающиеся тугоплавкостью и способностью сохранять герметичность на протяжении длительного отрезка времени.
Если предстоит сделать крупный шов, роль паяльника может исполнить медный топорик, подогреваемый на огне. Это все, что нужно для пайки в подобных случаях.
Важные моменты
- Фиксируемые детали должны оставаться в неподвижном состоянии до полного застывания. Если этим пренебречь, припой раздробится на множество кристаллов. Придется все делать заново.
- Чтобы олово постоянно находилось в жидком состоянии, достаточно контакта жала с любой увлажненной точкой.
- Если наблюдается прилипание, это указывает на недостаток мощность. Следует либо увеличить нагрев, либо воспользоваться инструментом с более внушительными показателями.
- Крупные детали нужно постоянно поддерживать в нагретом состоянии. Для этого часто используют газовую горелку.
- Когда подразумевается работа с чувствительными к нагреву деталями, смешивайте обычный припой с легкоплавким.
- Пользоваться нужно только исправным оборудованием. Только такой подход позволит обеспечить безопасность.
Работа с паяльником не так проста, как это может показаться. Развитие этого умения существенно расширит спектр операций и техник, которые вы сможете использовать.
Рекомендуемые инструменты для пайки | Документация Keebio
Итак, вы хотите собрать клавиатуру, но не знаете, что именно вам нужно? Не волнуйтесь, вот список рекомендуемых инструментов для пайки. Некоторые из этих предметов отмечены звездочкой (★) рядом с ними, так как это те предметы, которые есть у Кибио.
Видео
Вот видеоролик, в котором мы рассказываем об инструментах, которые нам нравятся:
Основы
Как минимум, вам потребуются следующие элементы для создания клавиатур, которые предлагает Keebio:
- Паяльник
- Припой
- Паяльники
Паяльник
Рекомендуется использовать паяльник с регулируемой температурой. Несмотря на то, что вы можете обойтись без термоконтроля, для новичка очень легко сжечь контактные площадки на печатной плате из-за непостоянных температур и перегрева железа. Приличный терморегулируемый паяльник ненамного дороже обычного.
Несмотря на то, что вы можете обойтись без термоконтроля, для новичка очень легко сжечь контактные площадки на печатной плате из-за непостоянных температур и перегрева железа. Приличный терморегулируемый паяльник ненамного дороже обычного.
Вот список некоторых предлагаемых:
- ★ TS100 Карманный паяльник ($$) — Хороший маленький паяльник с цифровой индикацией температуры. Действительно портативный и быстрый разогрев.
- Рекомендуется распечатать этот переходник Hakko Sleeve (https://www.thingiverse.com/thing:4935962), чтобы вы могли использовать с ним более дешевые наконечники для паяльника T12
- ★ Паяльная станция KSGER T12 ($$ ) — рекомендуемый вариант среднего уровня. Наконечники довольно быстро нагреваются до нужной температуры и могут заменяться в горячем режиме без необходимости выключения станции. Хорошо справляется с пайкой к заземляющим пластинам из-за хорошей тепловой массы. Совет для профессионалов: единственное, что следует отметить, это то, что при смене наконечника, чтобы станция правильно его распознала, нажмите на ручку управления и поверните ее, чтобы выбрать правильный наконечник.
- PINECIL — Портативный паяльник Smart Mini, маленький ($) — хороший вариант, если у вас уже есть совместимый с ним блок питания USB-C
- Паяльная станция Aoyue 469 60 Вт ($) — достойный бюджетный вариант
- ★ Yihua Светодиодный дисплей ремонтной станции для паяльника 937D+ SMD ($) — легко регулировать температуру с помощью ручки, а наличие цифрового считывания очень удобно, чтобы вы знали, какая температура утюга.
- Hakko FX888D ($$$) — вы увижу много рекомендаций по этому утюгу, и это правильно, так как это качественный паяльник
- ★ Цифровая паяльная станция Weller WE1010NA ($$$) – Контроль температуры
- ★★ Профессиональная паяльная станция PACE ADS200 ($$$) – Безусловно, любимый паяльник Keebio! Наконечники нагреваются за 2-3 секунды, их можно заменять в горячем режиме. Очень легко справляется с пайкой на заземляющих плоскостях. Настоятельно рекомендуется.

Встроенные паяльник и термофены
Если вы планируете в будущем работать с компонентами SMD, иметь термофен – это здорово, и иногда он стоит ненамного дороже, чем обычный утюг.
- ★ Термовоздушная паяльная станция 2-в-1 862D+ SMD Светодиодный дисплей ($$)
- Yihua 862BD+ 2-в-1 SMD-паяльная станция ($$)
- 2-в-1 898D+ Паяльная станция с горячим воздухом и железным пистолетом ($$)
Припой
Избегайте бессвинцовых припоев, если вы не обладаете большим опытом. Бессвинцовый припой требует высоких температур, и для тех, кто начинает паять, его использование часто приводит к холодным соединениям и/или перегреву контактных площадок. Свинцовый припой подойдет, и его все равно использует большинство людей. Не экономьте на припое!
Диаметр: 0,031″ припой подходит для общего использования. Для SMD-компонентов меньшего размера рекомендуется 0,020″.
Соотношение олово/свинец: 63/37 или 60/40 являются хорошими соотношениями. 63/37 означает 63% олова, 37% свинца.
- ★ Kester 24-6337-0027 Припой в рулоне, размер сердечника 66, сплав 63/37, диаметр 0,031 дюйма
- ★ Kester 24-6337-0010 44 Припой с канифольным сердечником, диаметр 63/37 ,020-020-дюйма
- K K K 4000-0000 SN60PB40 Карманный набор для припоя, диаметр проволоки 0,031 дюйма — подойдет, если вам не нужно так много припоя
- MG Chemicals 63/37 Припой со свинцовым сердечником из канифоли, диаметр 0,025 дюйма
Резаки для заподлицо
Вам потребуются кусачки для обрезки ветвей диодов, ветвей резисторов и выводов разъема Pro Micro.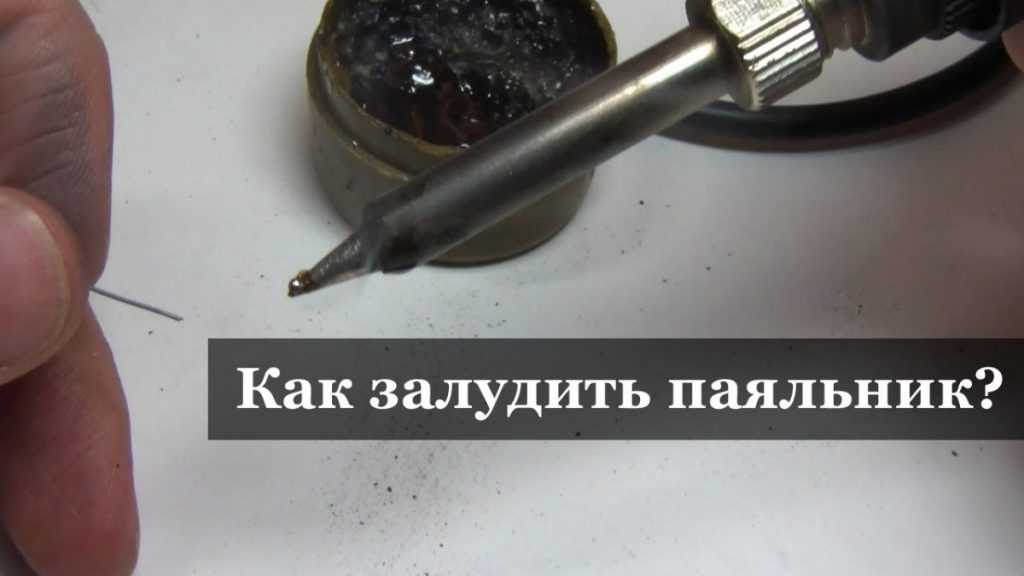
- Hakko CHP-170 Micro Cutter
- ★ Plato 170 Flush Cutter — немного дешевле и наш любимый резак, так как разрезы немного более ровные, чем у Hakko
Вот некоторые дополнительные предметы, которые могут пригодиться при сборке:
- Soldering Iron Tip Cleaner
- Solder Sucker and Wick
- Tweezers
- Hookup Wire
- Helping hands/PCB holder
- Multimeter
- Solder Spool Holder
- Flux
Tip Cleaner/Tinner
Using a wet sponge чистить жало можно, но шарик из латунной проволоки очищает лучше и не снижает температуру жала паяльника. Настоятельно рекомендуется.
- Hakko 599B-02 Очиститель жала проволочного паяльника
- ★ Очиститель паяльного жала Aoyue. Проводить паяльником немного легче, чем Hakko. На нем также имеется держатель для паяльника
- Hakko 633-01 Подставка для паяльника. Подставка для паяльника с набором чистящих шариков
Средство для лужения наконечников: хорошо использовать один раз в начале сеанса пайки вместо лужения припоем и помогает восстановить наконечники
- обязательно испортит сборку в какой-то момент, и вам понадобится какой-то способ удалить этот припой. Настоятельно рекомендуется купить какую-нибудь припойную присоску, наличие фитиля не так важно.
★ Синяя и металлическая присоска ($) — есть куча этих дешевых присосок, продаваемых по разным объявлениям, и, несмотря на цену, они выполняют свою работу.
- Совет для профессионалов: обрежьте наконечник под углом, чтобы упростить его использование, как показано на этом рисунке.
★ Hakko Sppon № 20 ($$)
Демонтажные паяльники/станции
- ★ Вакуумный демонтажный насос Velleman VTDESOL3U с нагревателем 30 Вт ($) – Будьте осторожны с этим насосом, когда нажимаете на насос, так как из него вылетит горячий припой. Но вы можете быстро отпаять всю плату с помощью этого инструмента для отпайки
- Hakko FR301-03/P ($$$) — если вы собираетесь отпаивать целые платы
- ★ Демонтажная станция ZD-915 ($$) — если вы собираетесь отпаивать целые платы
Фитиль
- Chemtronics 80-3-5 Оплетка для отпайки
- ★ MG Chemicals #3 Оплетка для удаления припоя Super Wick без очистки
Пинцет
Если вы собираетесь выполнять какие-либо работы с поверхностным монтажом, вам понадобится пинцет для обработки всех этих мелких деталей.
- Набор инструментов для антистатического пинцета, прецизионный антистатический набор пинцетов
Соединительный провод
Необходим для крепления светодиодной ленты RGB, использования в качестве перемычки или ручной проводки. Рекомендуемый калибр проводов — от 22 AWG до 28 AWG, убедитесь, что это сплошной сердечник, а не многожильный. Также рекомендуется использовать несколько цветов.
- 24 AWG
- ★ Remington Industries 24ul1007SLDKIT UL1007 24 AWG. Набор сплошных проводов калибра 22
- ★ Remington Industries 22UL1007SLDKIT UL1007 Комплект сплошных монтажных проводов калибра 22 AWG
Руки помощи/держатель печатных плат0018
- Совет для профессионалов: обрежьте наконечник под углом, чтобы упростить его использование, как показано на этом рисунке.
- ★ Регулируемая рука помощи с увеличительным стеклом
- Pro’skit 900-015 помощи руками паяль вероятно, используйте его для проверки непрерывности, поэтому хорошо иметь тот, который издает звуковой сигнал (большинство мультиметров имеют функцию звукового сигнала). Бесплатные/дешевые грузы от Harbour Freight подойдут.
- Цифровой мультиметр Innova 3320 с автоматическим выбором диапазона
Коврик для пайки
Хорошо защищает обрабатываемую поверхность.
- ★ Теплоизоляционный силиконовый коврик для ремонта Kaisi – 13,7 x 9,8 дюйма
- ★ Теплоизоляционный силиконовый ремонтный коврик Kaisi – 17,7 x 11,8 дюйма
Держатель катушки для припоя
Лучше, чем просто оставить его на боку.
- ★ Катушка-дозатор Delcast SL-RL
- ★ Hakko 611-2 Двойная подставка для катушки припоя. Удобна для одновременного удержания двух катушек, например, одной для пайки переключателей и одной для поверхностной пайки
Флюс
Помогает лучше прилипать припою. Обычно флюс в припое подойдет, но иногда это может помочь.
- ★ SRA Rosin Flux Pen
- Kester 186 Soldering Flux Pen
- MG Chemicals 8341 No Clean Flux Paste
- ★ Kester 186 Soldering Flux Bottle
- Kester 959T Soldering Flux Bottle
*As an Amazon Associate, Keebio может получать комиссию за соответствующие покупки.
* Как установить QFP с малым шагом с помощью паяльного наконечника MiniWave®/Drag
Процедура
Общее
Популярный метод, используемый для установки QFP и других компонентов поверхностного монтажа с мелким шагом, называется MiniWave ® или Drag пайкой. Наконечники MiniWave имеют вогнутый конец в форме ложки, который действует как резервуар для припоя, что позволяет вам наносить каплю припоя на несколько выводов одновременно. Наконечники MiniWave действуют как миниатюрная машина для пайки волной припоя (отсюда и название), позволяя быстро припаивать целый ряд контактов за один раз.
- Начните с низкой температуры наконечника 600°F (316°C) для содержащих свинец припоев, 650°F (343°C) для бессвинцовых сплавов. Увеличьте или понизьте температуру по мере необходимости. (см. рис. 1)
- Установите выбранное жало MiniWave в паяльник. (Рисунок 2)
- Расположите компонент, обеспечив правильное выравнивание контакта с площадкой, удерживая компонент на месте с помощью пинцета. Идеальное выравнивание проводов по землям имеет важное значение для этой техники. Несоосность даже 1/4 колодки может привести к перемычке. (Рисунок 3)
- Нанесите жидкий или гелевый флюс и прихватите припоем противоположные угловые выводы. (Рисунок 4)
- После прихватки нанесите флюс на оставшиеся участки земли/свинца.
- Очистите наконечник влажной (не мокрой) губкой, если используется припой, содержащий свинец, или используйте очиститель из латунной шерсти для бессвинцового припоя.
- Нанесите на вогнутую часть наконечника, чтобы создать выпуклый валик расплавленного припоя.
- Начиная с незакрепленного уголка , расположите жало MiniWave так, чтобы шарик припоя соприкасался с верхней частью выводов.
 Настоятельно рекомендуется купить какую-нибудь припойную присоску, наличие фитиля не так важно.
Настоятельно рекомендуется купить какую-нибудь припойную присоску, наличие фитиля не так важно.

 *
*  Увеличьте или понизьте температуру по мере необходимости. (см. рис. 1)
Увеличьте или понизьте температуру по мере необходимости. (см. рис. 1)