Как правильно паять
При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Первое, что необходимо сделать — подготовить все необходимое для пайки: паяльник, небольшую губку, припой, плоскогубцы или пинцет, бокорезы.
Включите паяльник в розетку и смочите губку водой. Когда паяльник нагреется и начнет плавить припой, покройте жало паяльника припоем, а затем протрите его о влажную губку. При этом не держите жало слишком долго в контакте с губкой, чтобы не переохладить его.
Протирая жало о губку, вы удаляете с него остатки старого припоя. И в процессе работы для поддержания жала паяльника в чистоте время от времени протирайте его о губку.
Перед пайкой спаиваемые места нужно залудить или использовать уже залуженные детали. Ручной пайке уже, наверное, сотни или тысячи и с тех пор почти ничего не изменилось в технологии, смола (канифоль) она была и тогда смола, а олово и свинец также не изменились.
Методика обучения пайке
Если вы никогда не паяли, предлагаем воспользоваться одной из двух методик, в основе которых, как в и любой другой методике, лежит практика.
Методика 1. Возьмите 300 мм голого провода диаметром 23 мм (или изолированного, с которого надо снять изоляцию) и разрежьте его на 12 одинаковых кусков длиной 25 мм, чтобы из них сделать куб, закрепив точки соединения посредством пайки. Допускается использовать только плоскогубцы с длинными губками, паяльник, припой, флюс. И никакого другого инструмента и приспособлений. Это должно научить вас держать конструкцию неподвижной во время ее охлаждения. После того как куб будет готов, дать ему остыть, а затем положить его на ладонь и сжать руку в кулак.
Методика 2. Нарезать куски медной проволоки длиной 30—50 мм и толщиной 2—3 мм. Обмотать освобожденный от изоляции монтажный провод вокруг этой проволоки (2 – 3 витка) и соединить его путем пайки. Инструмент тот же, что и выше. Это упражнение надо повторять до тех пор, пока не будут получаться аккуратные, блестящие, прочные соединения.
Основные правила пайки
При пайке надо соблюдать несколько правил, тогда и пайка будет получаться надежной и аккуратной. Лучше всего пользоваться припоями ПОС-61, ПОС-50, ПОС-40 и спирто-канифольными флюсами, необходимо прогреть место соединения до такой температуры, чтобы приложенный к нему припой мог расплавиться.
Припой должен расплавиться благодаря теплу, отдаваемому местом соединения, место соединения следует тщательно зачистить, место соединения должно быть неподвижным до тех пор, пока расплавленный припой не затвердеет, не перегревать места соединения, припоя не должно быть слишком мало, припоя не должно быть слишком много.
Частая ошибка заключается в том, что припой расплавляют паяльником в надежде на то, что он стечет с паяльника и прилипнет к месту соединения. Это грубая ошибка! Опыт многих практиков показывает, что качество пайки во многом определяется мастерством монтажника. У опытного монтажника: ниже давление паяльника на печатную плату при пайке, меньше перепаек элементов, меньше время пайки при заданной температуре паяльного наконечника (внутренние дефекты на печатных платах практически не появляются, если время пайки меньше 3 с). К паяемым деталям прикладываем жало паяльника всей лопаточкой, для эффективной теплопередачи. Пайка должна быть быстрой и качественной.
Не забываем про перегрев деталей. Не получилось с первого раза, даем радиодеталям остыть. Время прогрева подбираем экспериментальным путем — если слишком быстро, то деталь не прогреется и пайка получится плохая. Флюс наносим непосредственно перед пайкой, когда все приготовления деталей закончены, чтобы он не испарялся.
Хорошую пайку видно сразу, припой ложится тонким и ровным слоем, блестит.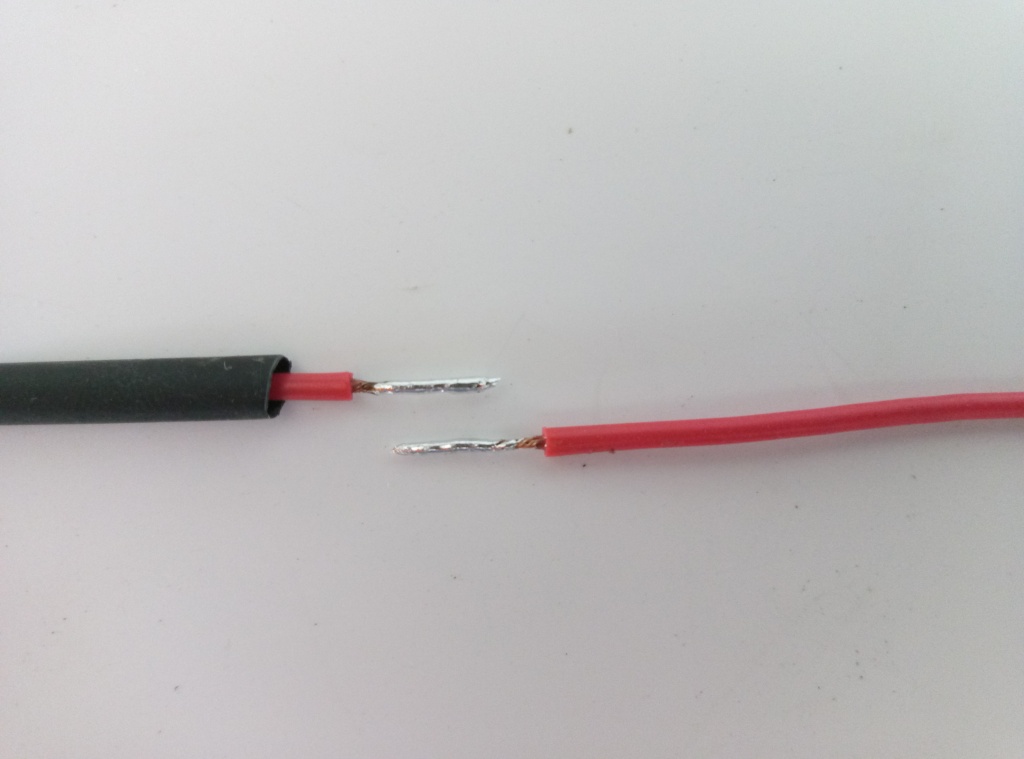 Нет наплывов, трещин и серых мест. Дополнительную крепость соединения придает предварительная скрутка проводов.
Нет наплывов, трещин и серых мест. Дополнительную крепость соединения придает предварительная скрутка проводов.
Как правильно паять микросхемы
В этом выпуске вы узнаете: как правильно паять микросхемы, в видео показано несколько способов, в том числе и с паяльной пастой. Пайка микросхем – процесс сложный, но научится может каждый!
Полезные советы и наблюдения
Пайка — это не наляпывание припоя, как смолы или цемента, на соединяемые детали. Это процесс всасывания припоя в микрозазоры за счет капиллярных явлений и адгезии (прилипания) припоя за счет поверхностных явлений. Все это электростатические силы, хотя это не привычная для вас электростатика, это силы межмолекулярного взаимодействия на близких расстояниях. И здесь нужно четко помнить, как работают явления смачивания и капиллярности.
Во-первых, если конец жала стряхнут от излишка припоя или вытерт о тряпку, то эта блестящая поверхность обладает сильным притяжением расплавленного припоя. Она может высосать его откуда. Это нужно, например, при отпайке элементов или исправлении пайки. Для удаления большего количества припоя применяется кусок экранирующей оплетки от кабеля. Существует паяльник с ложбинкой на конце, которая как ложка заполняется припоем при касании старой пайки, хотя сейчас принято применять вакуумный отсос.
Она может высосать его откуда. Это нужно, например, при отпайке элементов или исправлении пайки. Для удаления большего количества припоя применяется кусок экранирующей оплетки от кабеля. Существует паяльник с ложбинкой на конце, которая как ложка заполняется припоем при касании старой пайки, хотя сейчас принято применять вакуумный отсос.
Во-вторых, если вы возьмете на кончик жала мало припоя, то нечему будет всасываться в зазор между спаиваемыми деталями, и нечему будет окружать этот зазор по периметру.
В-третьих, если припоя много, то пайка будет в виде слишком большой капли и может замкнуть соседние контакты.
В-четвертых, если канифоли или флюса недостаточно на жале паяльника, а так же при недостаточной температуре, то пайка получается не блестящей, рыхлой и непрочной. То же получается при слишком высокой температуе, когда флюс исчезает раньше, чем сделает доброе дело.
В-пятых, если канифоли или флюса много в зазоре, то он там кипит и выплескивает припой в виде брызг на соседние контакты.
В-шестых, при нужном количестве припоя и нужной температуре паяльника (и не слишком большой массе спаиваемых деталей) припой аккуратно самостоятельно обтекает спаиваемые контакты и самостоятельно всасывается в микрозазоры между ними. То есть, форма и прочность пайки формируются сами, как нужно.
Помните, что две зачищенные хоть до зеркального блеска медные детали никогда не соединятся вместе (разве что вы их склепаете или сварите). При пайке они соединяются тонким слоем припоя, который всасывается между ними, только если они уже хорошо залужены (покрыты предварительно тонким слоем припоя).
В первый раз нужно выяснить, через какое время паяльник перегревается. Если через пять-десять минут после включения им уже невозможно паять (припой слетает, а кончик окисляется, — чернеет), то нужен электронный терморегулятор или хотя бы трансформатор с переключателем или плавной регулировкой.
Можно паять и перегревающимся паяльником без регулятора, но тогда его периодически нужно выключать.
Канифоль расходуют немного, а не суют в нее паяльник и не задымляют всю комнату. Пары канифоли не особо полезны, поэтому не паяют в комнатах без окон. Должна быть тяга, но не охлаждающая паяльник. Например, открытая форточка здорово задувает паяльник, поэтому не так просто обустроить себе удобное и безопасное рабочее место. Нужно проветривать после пайки или при долгой пайке.
Практически на 1 каплю припоя достаточно чуть коснуться канифоли, то есть она расходуется в 10 раз меньше, чем припой. Она нужна только для тонкой смазки поверхности двух контактов.
Некоторые зачищают провода паяльником или специальной электрической обжигалкой или зажигалкой. Фторопластовая изоляция не плавится паяльником, а при горении испускает белый дым с высоким содержанием фтора и фтористых соединений. Попадание этого дыма в глаза приведет к их химическому ожогу.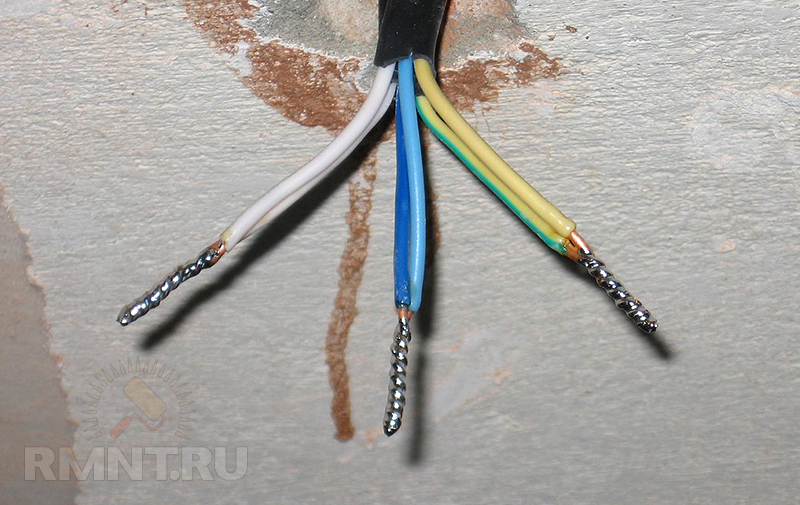
Нужно держать кусачки плоской частью, направленной от провода, чтобы срезаемая изоляция упиралась в эту плоскую часть, а не зажималась стороной, заточенной на угол. Нельзя сильно сжимать при этом кусачки, то есть они не должны ни в коем случае оставлять надрезы и вмятины на медных жилах.
Если при зачистке у вас оторвалось несколько жилок вместе с изоляцией или вы заметили вмятины от кусачек, то обрежьте провод и снова зачищайте конец. Особенно трудно пинцетом держать фторопластовый провод, так как последний всегда мылкий на ощупь. Пинцет с гладкими губками может не удержать провод. Пинцет с зубчатыми губками может повредить изоляцию или жилки. В данном случае желательно не использовать пинцет с тонкими кончиками, так как площадь зажима будет мала, и придется нажимать сильнее и может быть и это не поможет.
Если провод выскальзывает, то лучше накрутить его на кончик пинцета, чтобы увеличить площадь трения. В любом случае пинцет с широкими губками предпочтителен, как меньше травмирующий провод.
Дополнение.
От качества пайки зависит, будет ли работать конструкция, а если будет, то как? Ведь достаточно всего одной непропайки, чтобы замолчал целый приемник или усилитель. Прежде, чем приступать к сборке или ремонту печатных плат следует потренироваться «на кошках». В данном случае это будут старые печатные платы или отдельные проводники.
Паяльник ни в коем случае нельзя перегревать. Если нет паяльника с задатчиком температуры, то степень нагрева можно определить, коснувшись им кусочка канифоли: должен появиться легкий вьющийся дымок приятного соснового запаха. Припой должен плавиться достаточно легко, а на месте пайки растекаться, образуя блестящую контурную пайку.
Спаиваемые детали нужно удерживать плотно прижатыми друг к другу до полной кристаллизации припоя. Ни в коем случае, даже если очень спешите, не надо охлаждать пайку, обдувая ее воздухом изо рта или касаясь мокрым (слюнявым) пальцем. Пайка в этом случае получится рыхлой, ноздрястой как тесто.
Ни в коем случае, даже если очень спешите, не надо охлаждать пайку, обдувая ее воздухом изо рта или касаясь мокрым (слюнявым) пальцем. Пайка в этом случае получится рыхлой, ноздрястой как тесто.
Спаиваемые детали надо предварительно зачистить до металлического блеска и облудить, то есть нанести тонкий слой припоя. Особенно аккуратно и осторожно следует производить лужение печатных плат.
Зачищенную наждачной бумагой плату сначала надо промыть спиртом или ацетоном, а затем покрыть с помощью кисточки спирто-канифольным флюсом. После этого плату можно облудить паяльником, при этом припоя надо набирать не слишком много. Хорошие результаты можно получить, используя оплетку экранированного провода: пропитав ее припоем и флюсом сверху прижать паяльником и обойти все дорожки.
Правда, некоторые авторы не рекомендуют лудить платы, мол, они будут иметь кустарный вид, все равно не получатся как фирменные. Ну, тут, как говорится, на вкус и цвет товарищей нет.
Перегрев паяльника можно определить опять же при касании куска канифоли. Канифоль в этом случае кипит с брызгами и извергает потоки дыма, который не вьется тонкой струйкой, а валит клубами. Перегретый паяльник быстро выгорает, жало становится черным, припой не плавится и растекается, а скатывается в шарики на поверхности платы. Дорожки платы, особенно тонкие, неминуемо отстают и выгорают, плата становится безнадежно испорченной.
Канифоль в этом случае кипит с брызгами и извергает потоки дыма, который не вьется тонкой струйкой, а валит клубами. Перегретый паяльник быстро выгорает, жало становится черным, припой не плавится и растекается, а скатывается в шарики на поверхности платы. Дорожки платы, особенно тонкие, неминуемо отстают и выгорают, плата становится безнадежно испорченной.
Поэтому лучше всего пользоваться паяльником с регулятором температуры, и чем точнее будет поддерживаться заданная температура, тем лучше качество пайки. Простейшие регуляторы мощности на тиристоре, конечно, позволяют регулировать степень нагрева жала, но поддерживать ее не будут. Представьте себе, что припаиваете тонкий проводник к массивной детали. Например, к «земляному» проводу на печатной плате.
Паяльник, который только что паял прекрасно, сразу остывает и начинает размазывать припой по поверхности. Если же пользоваться терморегулятором, то остывший паяльник быстро разогреется до установленной температуры, причем тем быстрее, чем больше его мощность.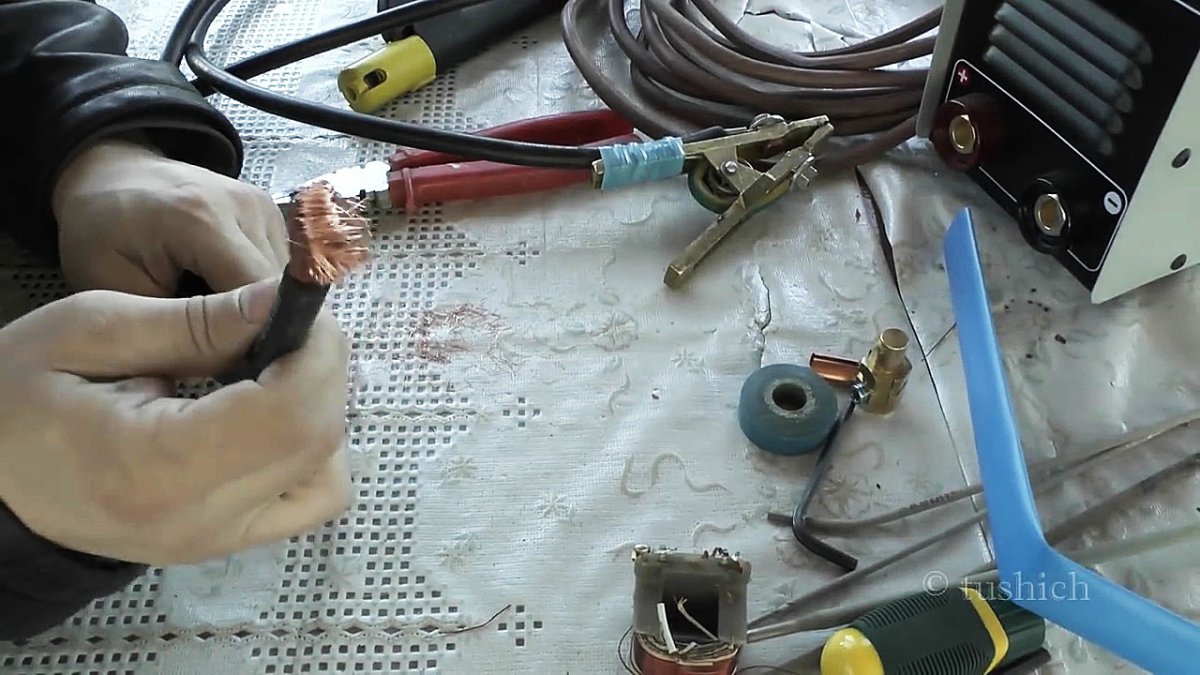
Ранее ЭлектроВести писали, что ГП «НАЭК «Энергоатом» вошло в Европейский альянс чистого водорода (European Clean Hydrogen Alliance), созданный летом этого года Европейской Комиссией. Компания получила официальное уведомление о ее включении в Альянс и приглашение принять участие в Европейском форуме по водороду, который состоится 26-27 ноября 2020 года.
По материалам: electrik.info.
Как правильно паять медные трубы: технология, материалы, нюансы
Содержание
- 1 Свойства медной продукции
- 2 Технология пайки и этапы работ
- 2.1 Подготовительный этап
- 2.2 Выбор необходимых инструментов и материалов
- 2.3 Припои и флюсы
- 2.4 Вспомогательные материалы
- 3 Процесс и методы пайки
- 3.1 Как правильно паять медь газовой горелкой
- 3.2 Техника пайки паяльником
- 3.3 Низкотемпературная пайка
- 3.4 Высокотемпературная пайка
- 4 Достоинства сварного метода соединения
- 5 Меры безопасности
Трубопроводы из меди используются в самых различных бытовых и промышленных областях. Этот материал прост в монтаже, а также весьма долговечен, что делает его особенно привлекательным при монтаже многих инженерных систем. Трубопроводы, использующие в основе медь, используются в водопроводных системах, газо- и нефтепроводах. Они состоят из нескольких металлических элементов, требующих надежного соединения. Именно пайка медных труб, выполненная с полным соблюдением технологии, обеспечивает качественное, герметичное присоединение составных частей.
Этот материал прост в монтаже, а также весьма долговечен, что делает его особенно привлекательным при монтаже многих инженерных систем. Трубопроводы, использующие в основе медь, используются в водопроводных системах, газо- и нефтепроводах. Они состоят из нескольких металлических элементов, требующих надежного соединения. Именно пайка медных труб, выполненная с полным соблюдением технологии, обеспечивает качественное, герметичное присоединение составных частей.
Прежде чем запаять медную трубку своими силами, подготавливаются необходимые инструменты и материалы. Самостоятельный ремонт будет стоить намного дешевле, чем привлекать специалиста. Имея дома небольшой комплект инструментов, можно значительно сэкономить семейный бюджет.
Содержание
- Свойства медной продукции
- Технология пайки и этапы работ
- Подготовительный этап
- Выбор необходимых инструментов и материалов
- Припои и флюсы
- Вспомогательные материалы
- Процесс и методы пайки
- Как правильно паять медь газовой горелкой
- Техника пайки паяльником
- Низкотемпературная пайка
- Высокотемпературная пайка
- Достоинства сварного метода соединения
- Меры безопасности
Свойства медной продукции
Промышленность выпускает два типа трубных изделий из меди (не менее 95% основного материала): отожженного типа, не отожженные. Технология пайки медных труб зависит именно от их вида и использует соответствующее оборудование. Отожженные изделия проходят после формовки финальную термическую обработку при +600-700 °С. Она восстанавливает эластичные свойства, а также способствует повышению их характеристик – они могут выдерживать давление замерзшей воды.
Технология пайки медных труб зависит именно от их вида и использует соответствующее оборудование. Отожженные изделия проходят после формовки финальную термическую обработку при +600-700 °С. Она восстанавливает эластичные свойства, а также способствует повышению их характеристик – они могут выдерживать давление замерзшей воды.
При этом их прочность заметно понижается при увеличении температуры нагрева. Пайка медной трубы зависит от ее физических свойств. Не отожженные изделия выпускаются мерными штангами длиной 3, а также 5 м, отожженные – бухтами, содержащими трубы по 25 либо 50 м. Чтобы правильно припаять медную трубку в домашних условиях, рекомендуется просмотреть видео, объясняющее, как припаять элемент.
Технология пайки и этапы работ
При монтаже бытовых систем, предполагающих пайку медных трубок твердым припоем, может применяться и мягкий материал. Область соединения прогревается до +250-300 °С, что позволяет припою равномерно растекаться по поверхности. При этом не допускается длительное воздействие данных температур на материал.
При этом не допускается длительное воздействие данных температур на материал.
Использование мягкого спаивания предусматривает возникновение капиллярного эффекта. Припой равномерно растекается на всей обрабатываемой области вне зависимости от ее положения. Между фитингом и трубкой максимальный зазор рекомендуется выдерживать не более 0,1-0,15 мм. Именно эти значения обеспечат надежную фиксацию соединения при использовании припоя.
Технология паяния методами, которые используют низкотемпературное воздействие, применяется наиболее широко. Он используется при монтаже комплексов отопления и водопроводов, которые эксплуатируются при температуре до +110 °С. Процесс пайки медной трубы высокотемпературным методом использует твердые припои, а также применяется в сетях, предназначенных для высокого давления, с повышенными термальными нагрузками.
Подготовительный этап
На первоначальном этапе выполняется подготовка рабочего места для пайки медных труб, а также расположение необходимого инструмента и приспособлений. Обязательно наличие зажимов либо вспомогательных приспособлений. Соединение спаиваемых деталей должно иметь плотное прилегание. Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза. Данная операция проводится как с внешней поверхностью, так и с внутренней трубной частью.
Обязательно наличие зажимов либо вспомогательных приспособлений. Соединение спаиваемых деталей должно иметь плотное прилегание. Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза. Данная операция проводится как с внешней поверхностью, так и с внутренней трубной частью.
Выбор необходимых инструментов и материалов
Выполнение трубных соединений из меди предполагает использование определенного оснащения. К нему относится паяльник для медных труб либо горелка, соответствующий припой и флюс, механический труборез, приспособление для снятия фасок, разнообразные детали для соединений (фитинги), а также вспомогательное оборудование.
Инструменты, необходимые для пайки, не отличаются высокой стоимостью и требуют всего лишь небольшой практики для использования. Перед началом основных работ желательно провести небольшую тренировку на обрезках для получения необходимых навыков. Это предоставит возможность освоить технологию со всеми нюансами выполнения ремонта.
Припои и флюсы
Для надежного соединения трубочек из меди применяют специальный припой для спаивания, а также флюс для обезжиривания области соединения. Этот состав обеспечивает прочное и герметичное соединение соединяемых участков. При использовании твердого и мягкого припоев в быту применяются составы с оловом, содержащие висмут, медь, серебро, сурьму. Наиболее качественными считаются соединения с серебром, однако они имеют высокую стоимость.
Вспомогательные материалы
Пайка медных труб невозможна без использования дополнительных принадлежностей. К главным элементам относится труборез либо ножовка с полотном по металлу. Для точного позиционирования изделия используется плотницкое стусло.
Для зачистки кромок применяются ершики, а также щетки, шлифовальная шкурка. С ее помощью обрабатываются как внутренние края изделия, так и внешние. Регулировать необходимый температурный режим можно феном, направляя струю горячего воздуха в рабочую область.
Процесс и методы пайки
Ремонт трубопроводных комплексов предполагает использование системы при термических нагрузках до +110 °С.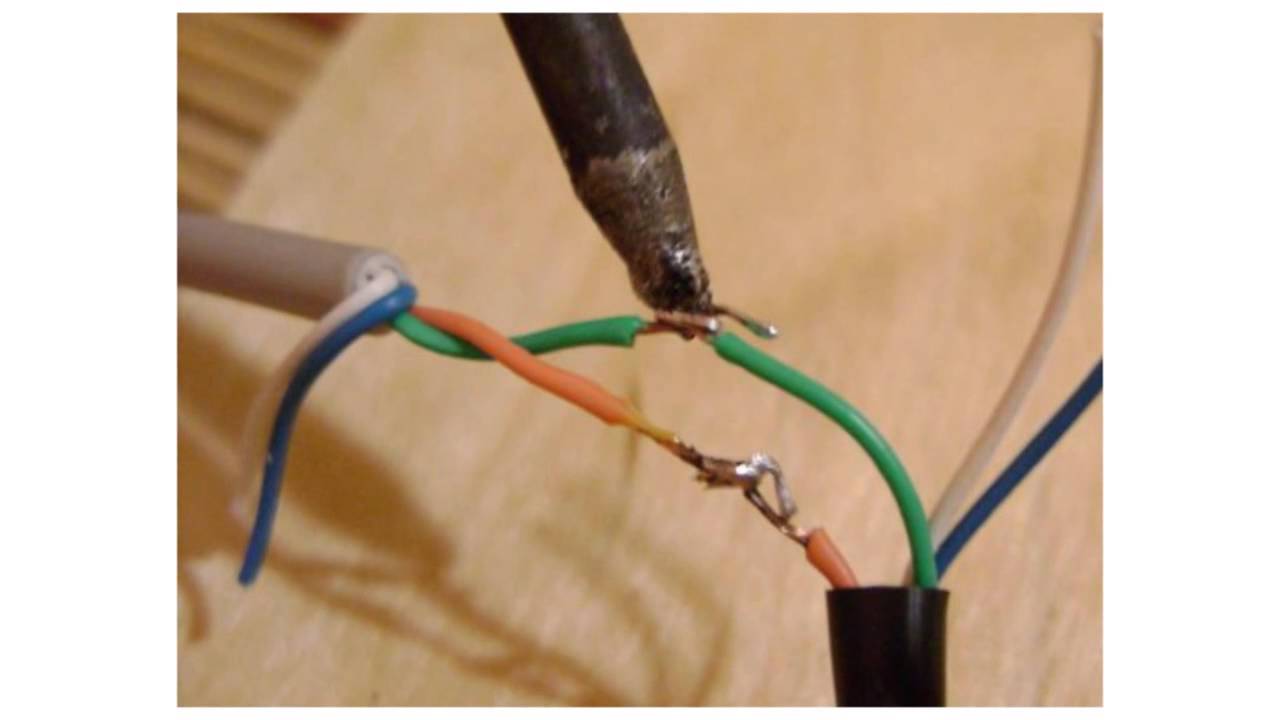 При этом соединение элементов выполняется при значениях гораздо больших данного значения – +250-300 °С. Именно за счет пайки медных труб своими руками при данных температурах герметично соединяет стыковочные детали. Использование обычного паяльника недостаточно для промышленных ремонтов, поэтому на производстве применяются газовые горелки.
При этом соединение элементов выполняется при значениях гораздо больших данного значения – +250-300 °С. Именно за счет пайки медных труб своими руками при данных температурах герметично соединяет стыковочные детали. Использование обычного паяльника недостаточно для промышленных ремонтов, поэтому на производстве применяются газовые горелки.
На начальном этапе соединяемые элементы закрепляются, подготавливаются их соединяемые кромки. После обработки флюсом выполняется спаивание соединяемых частей. По окончании процесса место скрепления остужается, защищается для удаления остатков флюса.
В зависимости от технологических особенностей выполняется низкотемпературное спаивание либо высокотемпературное воздействие на деталь. Эта разница заключается в использовании термической обработки до +250 °С или же выше данного значения.
Как правильно паять медь газовой горелкой
Ремонт трубопроводов в домашних условиях производится специальными горелками ручного типа, создающими воздушный поток достаточно высокой температуры (порядка +1100 °С). Качественный инструмент имеет специальный вентиль для регуляции длины пламени, а также функцию пьезоподжига. К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
Качественный инструмент имеет специальный вентиль для регуляции длины пламени, а также функцию пьезоподжига. К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
При использовании полупрофессиональных, а также бытовых моделей следует внимательно относиться к температурным показателям и вовремя отключать прибор. Эти элементы не предназначены для длительного использования.
Техника пайки паяльником
Перед тем как спаивать медные трубки паяльником следует зачистить соединяемые области. По завершении механической обработки наносится флюс при помощи кисточки, и детали соединяются. Небольшое прокручивание позволит материалу равномерно распределиться по поверхности. Для закрепления медных труб используется паяльник. Электропаяльником обрабатываются скрепляемые участки для равномерного распределения припоя. По окончании процедуры соединяемый участок охлаждается и освобождается от излишков флюса.
Низкотемпературная пайка
Выполнение спаивания изделий из меди методом низкотемпературного метода производится пропановыми горелками. Чтобы понять, как правильно проводить пайку медных трубок с их помощью, следует ознакомиться с технологическим процессом. Температурный нагрев места соединения достигает порядка +2500 °С. Контактируемый участок находится в постоянном движении, что предоставляет возможность его равномерного прогревания. Использование капиллярного эффекта значительно ускоряет процесс и делает его более качественным.
Чтобы понять, как правильно проводить пайку медных трубок с их помощью, следует ознакомиться с технологическим процессом. Температурный нагрев места соединения достигает порядка +2500 °С. Контактируемый участок находится в постоянном движении, что предоставляет возможность его равномерного прогревания. Использование капиллярного эффекта значительно ускоряет процесс и делает его более качественным.
Высокотемпературная пайка
Данный метод используется при показателях температуры порядка +7000-9000 °С. Пайка медных трубок осуществляется газовыми горелками в любом пространственном положении. При этом теплота равномерно распределяется по всему обрабатываемому участку. При температурной разнице соединяемых элементов припой перемещается к основному источнику теплоты, минуя соединительный зазор.
Достоинства сварного метода соединения
Выполнив пайку медных трубок своими руками с соблюдением технологии, соединению можно обеспечить высокую долговечность и прочностью. При этом соединения весьма доступны и просты в эксплуатации. Перед тем как спаять медные трубки в бытовых условиях, рекомендуется ознакомиться с технологией работ. Трубкой, спаянной в домашних условиях, можно надежно пользоваться десятилетиями. Использование разнообразных сварочных режимов предоставляет возможность для выбора приемлемых условий сварного соединения.
Перед тем как спаять медные трубки в бытовых условиях, рекомендуется ознакомиться с технологией работ. Трубкой, спаянной в домашних условиях, можно надежно пользоваться десятилетиями. Использование разнообразных сварочных режимов предоставляет возможность для выбора приемлемых условий сварного соединения.
Меры безопасности
Спаивание трубопроводов из меди требует соблюдения мер безопасности как при использовании электроинструмента, так и при работе с газовым оборудованием. Заранее позаботьтесь об элементарных средствах пожаротушения, защитной амуниции. В месте проведения работ следует оборудовать хорошую вентиляцию. Любые работы необходимо проводить исключительно в соответствующей спецодежде.
пайка – Как припаять провод к массивной медной шине
спросил
Изменено 3 года, 1 месяц назад
Просмотрено 1к раз
\$\начало группы\$ Мне нужно припаять провод (медь луженая) к массивной медной шине, пробовал два подхода но безрезультатно.
Я попытался нагреть шину с помощью нагревательной пластины до 300 °F (150 °C), а затем попытался припаять провод к шине а) паяльником или б) тепловентилятором, но это не сработало : Припой (мы используем SAC) не плавится должным образом (не становится жидким, только образуются небольшие шарики), а медь в шине начала менять цвет, что, как я понимаю, является окислением меди.
Ребята, вы знаете, как это сделать?
- пайка
- соединительный
Мое представление о массивности может отличаться от вашего представления о массивности, но если вы используете пропановую или MAPP-горелку, вы сможете припаять шину. У меня есть этот набор для небольших работ, требующих некоторой силы (но не настолько большой, чтобы для этого требовалась кислородно-ацетиленовая горелка):
Вы хотите нагреть медь вдали от места соединения, чтобы припой плавится на медь, вместо того, чтобы направлять тепло на припой и превращать его в неприятные маленькие шарики.
Вы даже можете использовать серебряный припой (твердый припой), чтобы получить физически прочное соединение, хотя для этого требуется более высокая температура, и это приведет к разрушению изоляции на проводе, который вы прикрепляете.
Медь обладает очень высокой теплопроводностью (которая обычно идет рука об руку с электропроводностью по физическим причинам), поэтому ее всегда будет трудно паять, если ее много. Вы также должны сделать медь чистой и яркой перед попыткой (и использовать хороший флюс).
\$\конечная группа\$ 2 \$\начало группы\$Обожмите кольцевой наконечник на проводе и с помощью винта и стопорной шайбы закрепите его на шине. Вы можете либо врезать резьбу в саму шину, либо использовать гайку с другой стороны.
Пайка на сборной шине не имеет смысла, так как перед пайкой в любом случае необходимо механически закрепить соединение. НИКОГДА не используйте припой в качестве структурного элемента!
А когда вам нужно спаять большие детали, используйте горелку, а не утюг!
\$\конечная группа\$ 1Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google Зарегистрироваться через Facebook Зарегистрируйтесь, используя адрес электронной почты и парольОпубликовать как гость
Электронная почтаТребуется, но никогда не отображается
Опубликовать как гость
Электронная почтаТребуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания и подтверждаете, что прочитали и поняли нашу политику конфиденциальности и кодекс поведения.
6 простых шагов по пайке медной фольги для витражей
Соединение витражей методом медной фольги может быть как захватывающим, так и разочаровывающим. Процесс довольно прост, как только вы изучите все шаги и потратите время на практику. Однако, независимо от того, являетесь ли вы новичком или экспертом, есть несколько шагов, которые могут упростить процесс.
Ниже приведены 6 шагов, которые помогут вам легче паять витраж:
1. Подготовьте все необходимое перед тем, как начать
Прежде чем приступить к пайке витража, подготовьте все необходимое.
Вам потребуется следующее: проволока для твердого припоя, жидкий флюс, паяльник, аппликатор флюса или ватные палочки, влажная тряпка или губка, перчатки, если вы используете освинцованный припой.
2. Подготовьте стеклянные детали для пайки
Сначала вырежьте кусочки стекла по шаблону с помощью стеклореза. Если разрез будет точным, детали будут плотно прилегать друг к другу. После вырезания всего рисунка края, которые вы хотите спаять, должны быть обернуты медной фольгой.
Если разрез будет точным, детали будут плотно прилегать друг к другу. После вырезания всего рисунка края, которые вы хотите спаять, должны быть обернуты медной фольгой.
После фольгирования деталей соберите их и скрепите вместе, чтобы они были прочно скреплены во время пайки.
3. Нанесите флюс на стыки и швы
С помощью кисти для флюса нанесите небольшое количество флюса на все стыки и швы. Старайтесь не добавлять слишком много флюса, иначе он может разбрызгиваться при нагреве и образовывать пузыри в швах.
4. Нагрейте утюг до температуры плавления припоя
Включите паяльник и нагрейте его до температуры, при которой расплавленный припой будет стекать в швы вниз по направлению к задней стороне. Обычные температуры жала паяльника составляют 700–850°F для свинцового припоя и 800–1000°F для бессвинцового припоя. Во время пайки периодически протирайте жало утюга слегка влажной тряпкой или губкой и заново лужите жало свежим припоем.
Нанесите припой на плоскую сторону наконечника утюга и слегка коснитесь утюгом шва медной фольги. Вы можете услышать шипение, а затем вы увидите очень маленькую лужицу припоя прямо под наконечником. Плавно двигайте паяльником по шву медной фольги (старайтесь не останавливаться и не начинать), пока вы подаете припой вдоль жала.
Если держать паяльник в левой руке, легче работать слева направо и наоборот.
5. Следите за своим паяным швом
Следите за своим паяным швом. Если он плоский, попробуйте замедлиться и использовать немного больше припоя. Если припой выливается слишком быстро, увеличьте скорость. Если вы хотите использовать U-образный канал для кромки детали, оставьте небольшое пространство фольги свободным от припоя на краю панели. Если вы просто хотите облудить края, обработайте швы до самого края.
Когда вы закончите одну сторону изделия, переверните его. Этой стороне просто нужно немного флюса на швы, а затем припаяйте так же, как вы сделали на другой стороне.