Chronolite – Техника пайки
Инструменты и материалыОсновной инструментСоединяемые детали (провода, выводы деталей, контактныея площадки) должно быть прогреты хорошо, но в то же время не черезмерно. Для этого нужен паяльник подходящей мощности. Для пайки деталей такого устройства, как Chronolite, очень подойдет паяльник на 25 Ватт. Можно и более традиционный – на 40 Ватт, но тогда я посоветовал бы переточить его жало так, чтобы оно сходилось к концу клином квадратного или прямоугольного сечения, длиной 25..30 мм. Кончик клина должен плоским, ровным, шириной 2,5..3 мм. Угол при вершине примерно 30 градусов. Плоский край наконечника должен быть залужен на расстояние 3..5 мм. И лучше не стачивать жало “на клин” напильником, а отковать его молотком – оно будет меньше обгорать. Если вдруг не знаете – жало из паяльника вынимается; не надо ковать его прямо в нагревательном элементе. Главный материалЭто припой. Нужен оловянно-свинцовый (есть и другие), ПОС-61. Импортные аналоги имеют маркировку Sn60 (или Sn63). Припой представляет собой очень мягкую металлическую проволоку с каналом внутри. В канале – флюс (про то что это такое и зачем – чуть ниже). При нагревании флюс плавится. Проволока имеет различный диаметр. Припой с наружным диаметром более 1.5 мм. – это для починки кастрюль и паровозов. “Наши” припои тоньше – 1 мм., 0.7 мм., 0.5 мм. Есть и еще более тонкие, но это на другие контактные площадки. На те, которые без лупы не паяют.Самый главный материалЭто флюс. При пайке обязательно используйте флюс! Флюс – это состав, который разрушает окислы, присутствующие на выводе детали и на припое, улучшающий смачивание деталей расплавленным припоем и вытесняющий воздух из зоны пайки. Хорошее смачивание – это значит, что расплавленный припой будет собираться на выводах и на контактных площадках печатной платы силами поверхностного натяжения.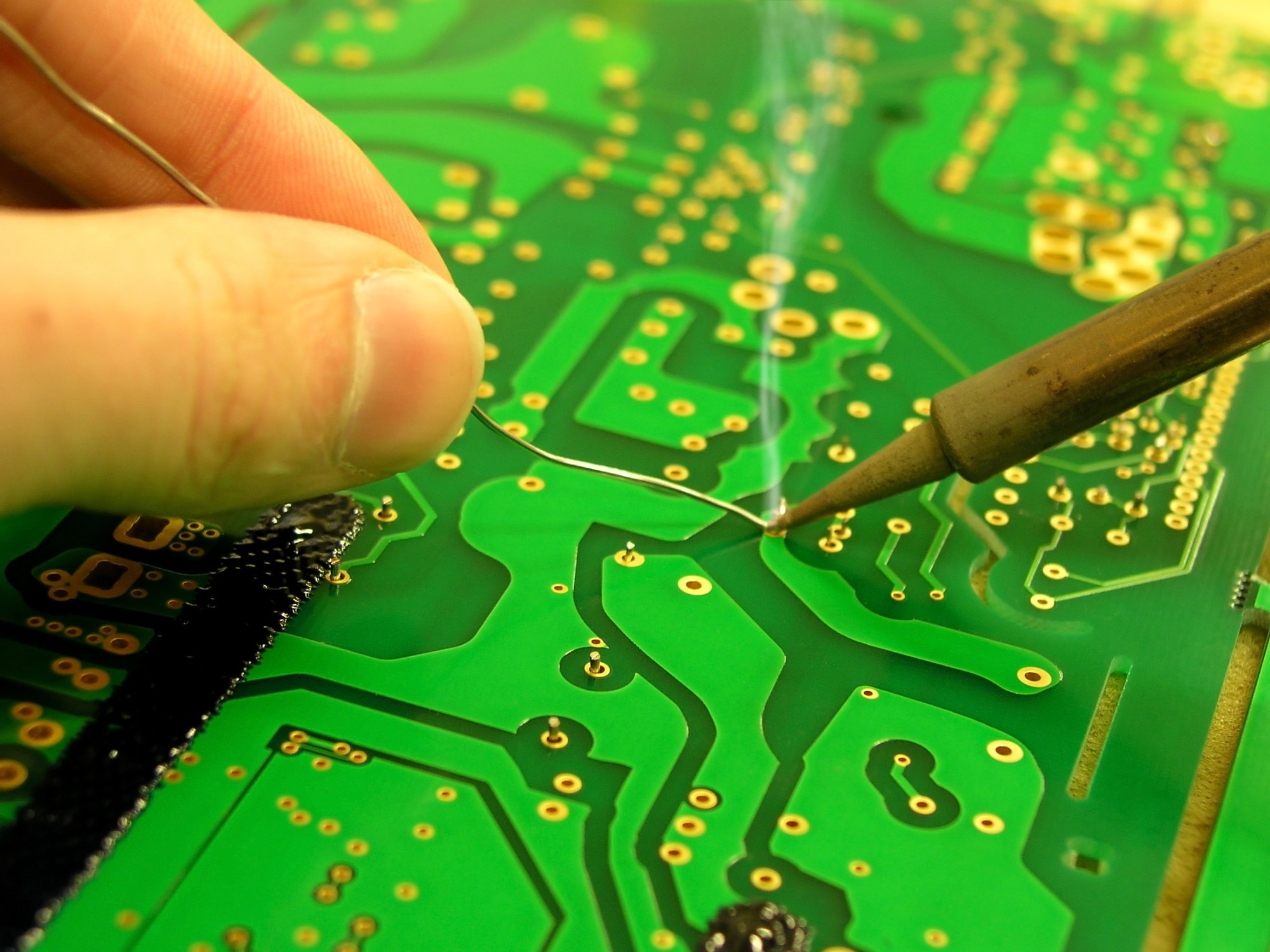 Припой не будет размазываться по плате и образовывать затекания (перемычки) между дорожками. Припой не будет размазываться по плате и образовывать затекания (перемычки) между дорожками.
Того флюса, который есть внутри припоя, для хорошей пайки недостаточно. Считайте пока для простоты, что его хватает только на то, чтобы флюс нормально сцепился с паяльником при плавлении. В качестве флюса при сборке Chronolite применяйте нейтральные флюсы. В порядке убывания предпочтительности:
Никогда не паяйте без флюса! 
Излишки флюса после пайки можно (и даже желательно) смыть спиртом, бензином, или ацетоном. Пользуясь ацетоном будьте осторожны, не повредите поверхности оптических элементов. Остальные детали (резисторы, конденсаторы, микросхемы, панели микросхем) к ацетону устойчивы. А вот после окончания изготовления и испытания устройства плату со стороны дорожек даже желательно покрыть тонким слоем спиртоканифольного флюса: спирт улетучится и образовавшийся слой канифольного лака защитит дорожки от окисления.
Как надо паять, чтобы паять правильноКачество пайкиКачественная пайка – это не тогда, когда на контактной площадке припоя много, а тогда, когда его достаточно. Припоем должна быть покрыта вся контактная площадка, а не какой-то один ее край. Припой должен окружать весь вывод; дырок и щелей между выводом и контактной площадкой даже на каких-то отдельных участках быть не должно.
При качественной пайке с минимально достаточным количеством припоя вокруг торчащего из контактной площадки вывода образуется конус с несколько вогнутыми стенками (отберите у доктора Айболита стетоскоп, разломите его на две половинки и поставьте их раструбами на стол – каждая половинка теперь похожа на хорошо выполненную пайку). Потому, что припой хорошо смачивает вывод детали и контактную площадку; силы поверхностного натяжения припой по ним растаскивают. Отсюда два вывода:
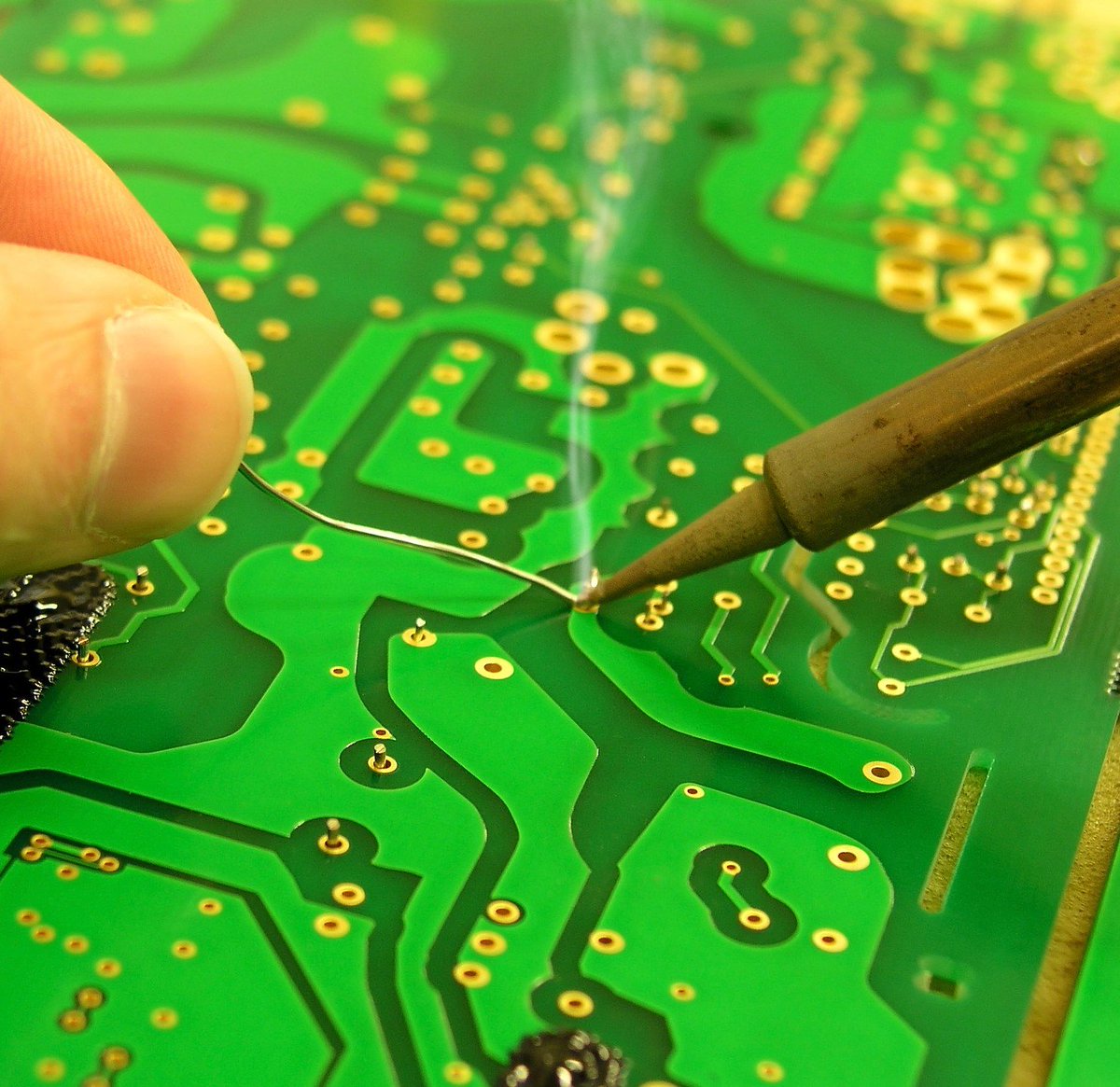
Техника пайкиВариантов два:
Слив припоя на площадку
 Тогда надо взять паяльник помощнее. Или, возможно, Ваш пальник неисправен. Тогда надо взять паяльник помощнее. Или, возможно, Ваш пальник неисправен.
И еще – хорошая пайка делается быстро. Примерно за 5..10 секунд. Потом начинаются процессы растворения меди в припое, что ухудшает качество пайки. Но это уже больше теория. Отличная пайка – ярко блестит. Пережженая – матовая (это, в общем, не беда). “Холодная” пайка выглядит зернистой, губчатой. Холодная пайка – это брак. Конечно, вы не гировертикаль для самолета паяете; но вы же делаете для себя, любимого…
Подача припоя на нагретую площадку
 Чем припой толще, тем медленнее должна быть подача. Ну и про время забывать нельзя – у вас те же 10 секунд “на все – про все”. Чем припой толще, тем медленнее должна быть подача. Ну и про время забывать нельзя – у вас те же 10 секунд “на все – про все”.
Ну и если говорить строго, то пайка подачей припоя может быть выполнена без дополнительного флюса. При условии, что диаметр припоя соответствует диаметру площадки (заметьте, я не говорю “равен диаметру площадки”! Просто тогда количество флюса внутри припоя будет достаточным). Но при недостатке опыта лучше наносите дополнительный флюс, как было сказано выше.
Как убрать затекания припояЗатекание припоя – это капля припоя там, где ее не должно быть. Как правило, припой затекает между двумя близко расположенными контактными площадками на плате, или между дорожками на плате, или между выводами детали. Чем меньше расстояние между площадками (дорожками, выводами) и чем длиннее участок, на котором они идут близко друг к другу, тем сложнее убрать затекание. И все же, если оно случилось, то убирается оно элементарно.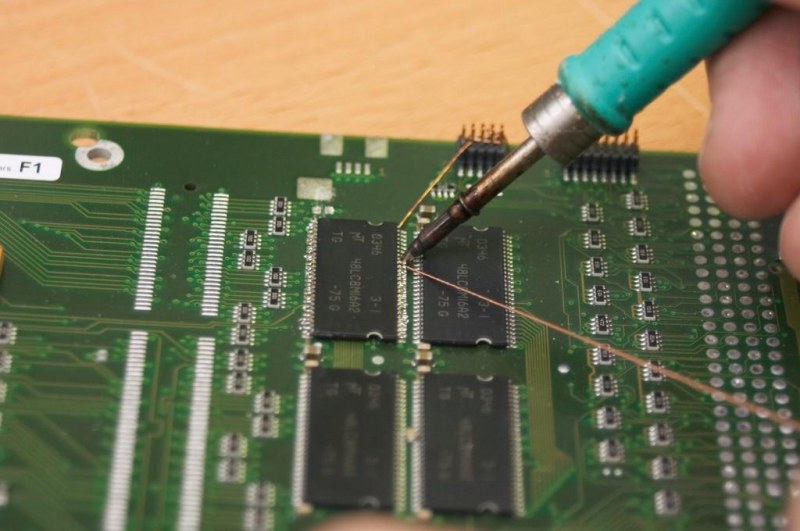
Самое правильное – приобрести специальную “оплетку для удаления припоя”. Это плетенка из тонких медных проволочек, покрытых флюсом немедленно после создания. Медь в ней осталось не окисленной (видите, какая она яркая и блестящая на фотографии?). Приложите ее конец на место с избытком припоя, приложите сверху паяльник с которого предварительно тряпочкой удален излишек припоя), и расплавленный припой всосется в эту оплетку как вода в сухой песок. Пропитавшийся припоем конец оплетки откусывают и выбрасывают.
Если поблизости специальной оплетки не продается, или жаба душит, то можно попробовать использовать оплетку от экранированного кабеля (если таковая имеется под рукой). Но тут медь может быть окисленная, и даже если Вы пропитаете оплетку флюсом, всасываение припоя может быть не слишком хорошим.
Ну а если никакой оплетки нет (или есть, но вся зеленая от старости и окислов), то затекание (и/или излишки припоя с контактной площадки) можно убрать так:
Резюме по технике пайки
На главную страницу |

 Жало должно касаться одновременно и площадки и вывода детали. Давить жалом на что-то или елозить куда-то жалом не надо! Все точно также, как и при “Сливе припоя на площадку”, только сейчас сливаться на площадку нечему…
Жало должно касаться одновременно и площадки и вывода детали. Давить жалом на что-то или елозить куда-то жалом не надо! Все точно также, как и при “Сливе припоя на площадку”, только сейчас сливаться на площадку нечему…
 Естественно, плату в этом случае необходимо держать и при необходимости поворачивать так, чтобы сила тяжести способствовала продвижению капли припоя по дорожке.
Естественно, плату в этом случае необходимо держать и при необходимости поворачивать так, чтобы сила тяжести способствовала продвижению капли припоя по дорожке.
припой пайка проводов и плат
Содержание
- 1 Выбор оборудования и материалов
- 2 Разные методики пайки
- 3 Наработка навыков
- 4 Уроки пайки. Видео
Чтобы надежно и быстро соединять провода, заменять простейшие электронные детали плат и микросхемы с множеством выводов, нужно научиться работать с паяльником. Пригодятся не только основы, но и нюансы, которыми отличается данная технология. В статье представлена информация, которая поможет не совершать ошибок и правильно воспроизводить методики разного уровня сложности.
Пригодятся не только основы, но и нюансы, которыми отличается данная технология. В статье представлена информация, которая поможет не совершать ошибок и правильно воспроизводить методики разного уровня сложности.
Соединение пайкой скрутки проводов
Выбор оборудования и материалов
Существенное значение при покупке комплекта оборудования имеют характеристики работ, их объем. Если предполагается пайка стандартной электропроводки, скруток толстых проводов, понадобится довольно сильный нагрев крупных элементов (рис. выше). Демонтаж микросхемы из платы будет выполнен безупречно при наличии определенных навыков, с применением специальной оснастки.
Чтобы научиться, начать нужно с простого набора инструментов:
- Паяльник мощностью до 40 Вт с медным жалом. Им не сложно пользоваться. Без защитной оболочки жало будет выгорать, поэтому придется поправлять его форму напильником. Но на чистой медной поверхности хорошо удерживается припой.

- С канифолью можно решать много практических задач. Но, если предполагается соединение скруток из алюминия, крепежных деталей плат из нержавеющей стали, понадобится удаление с поверхностей более стойких окислов. Нужно приобрести универсальный флюс, который пригодится на практике.
- Как правило, используют припой «низкотемпературного типа» марок ПОС 30 (40, 61).
- Чтобы работать с электропаяльником было удобно, понадобится специальная подставка, рассчитанная на высокую температуру. Ее можно купить, либо изготовить самому из толстой проволоки, иных подручных материалов.
- Тиски пригодятся для фиксации плат, иных деталей в нужном положении в процессе пайки.
- Нужно подготовить также металлическую стружку, кусочек поролоновой губки. Такие приспособления используют, чтобы оперативно убирать лишний припой с жала электропаяльника.

Металлическая стружка для удаления припоя
Разные методики пайки
Как правильно паять паяльником с кислотой
Чтобы проще было научиться пользоваться электропаяльником, стоит рассмотреть, как выполняется каждая технология в отдельности. Для чего можно использовать в качестве примеров типовые процессы.
Для чего можно использовать в качестве примеров типовые процессы.
В любом случае понадобится подготовка паяльника к работе. Жало очищают от загрязнений. С него удаляют старый припой. При необходимости – придают с помощью напильника особую форму. Она может понадобиться, например, чтобы демонтировать с плат компактный компонент типа SMD, микросхемы с небольшим количеством ножек. Такую модификацию создают для одновременного нагрева двух выводов. В стандартном варианте торец жала стачивают под углом для образования площадки, достаточной, чтобы поместить припой в нужном количестве.
Подготовка рабочего места для пайки
При первом включении жало может дымиться, пока не выгорит защитная смазка. После создания нужной формы, его покрывают канифолью и припоем с помощью лужения.
Канифолью надо пользоваться аккуратно. Выделяющиеся испарения надо удалять из помещения, для чего следует обеспечить хорошую вентиляцию. Свинцовый припой также небезопасен, поэтому эта мера пригодится при работе с ним.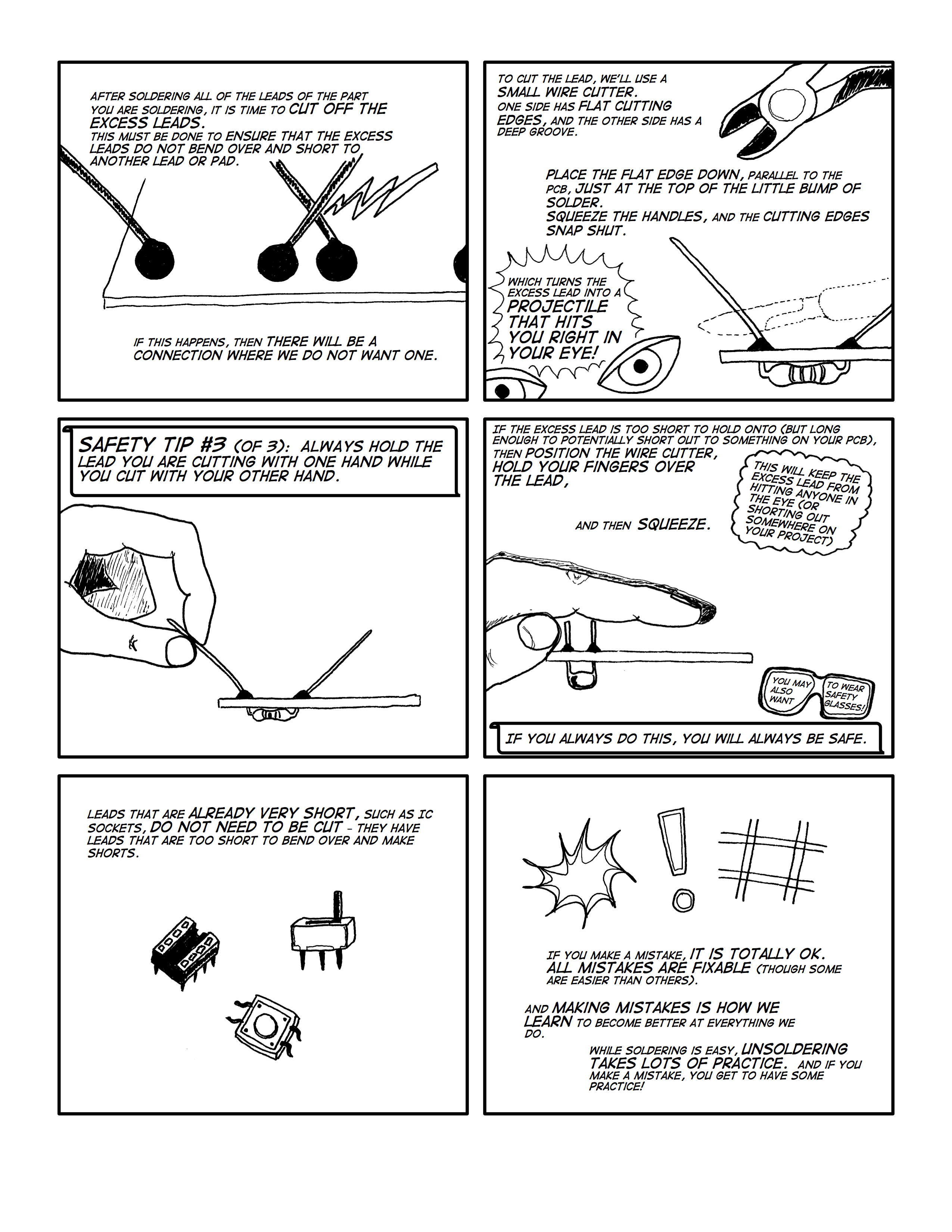
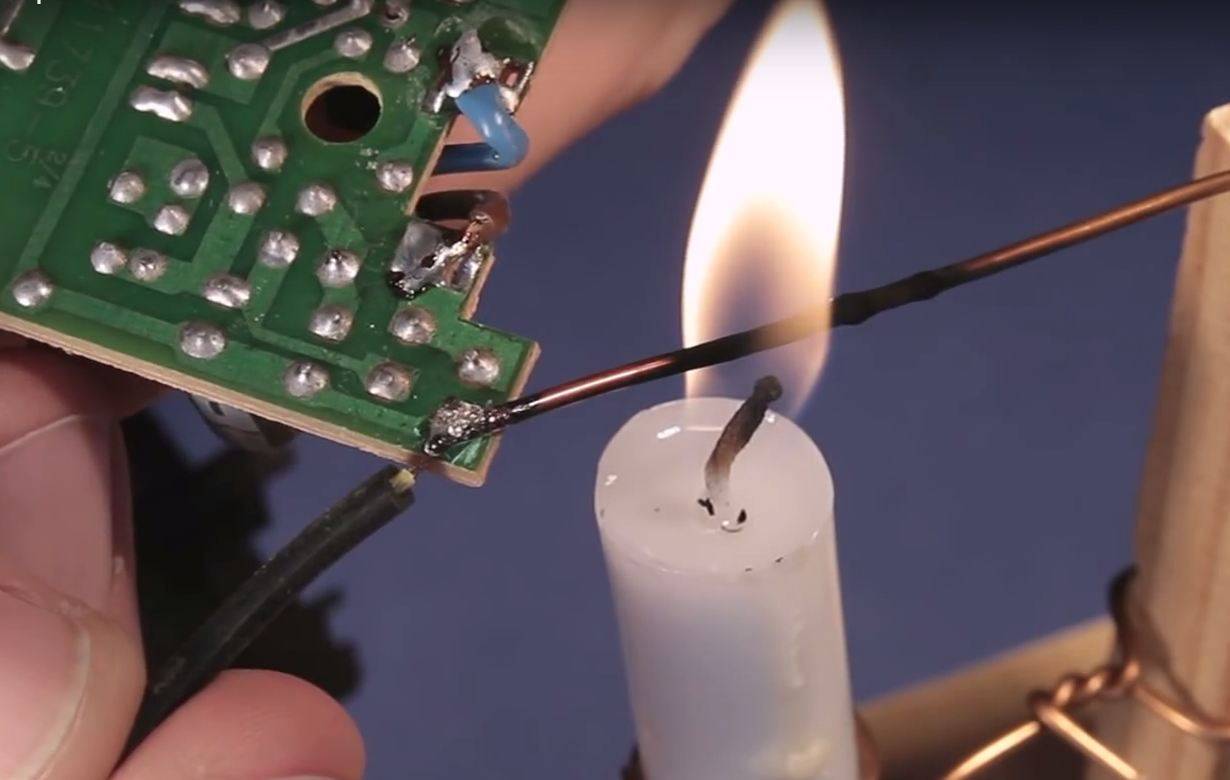
Чтобы спаять несколько проводов, нужно удалить с них слои защиты, изоляции. Используют кусачки, пинцет. Осторожно рекомендуется применять обжиг открытым пламенем, сильный нагрев. Некоторые оболочки электропроводки содержат фтористые и другие опасные химические соединения, способные при попадании в организм человека нанести вред. При сильном повреждении жилок нужно обрезать испорченную часть провода и повторить зачистку заново.
Далее изучают поверхность. Если это – медь, без лакового покрытия, применяется сразу техника лужения. Научиться можно по следующему алгоритму:
- очищенные части проводов кладут на подставку из дерева;
- жалом паяльника касаются канифоли, берут припой;
- его рабочей поверхностью обрабатывают провода;
- припой должен образовать равномерную оболочку на них. Если нужно, процедура выполняется повторно.
Если такая технология не обеспечивает создание качественного слоя, либо припой вовсе не закрепляется, необходимо удалить окислы. Специалисты предлагают пользоваться обычной таблеткой от боли, аспирином. При ее нагреве выделяется ацетилсалициловая кислота, чего вполне достаточно для получения нужного результата. Некоторые виды изоляции при расплавлении также разрушают окислы.
Специалисты предлагают пользоваться обычной таблеткой от боли, аспирином. При ее нагреве выделяется ацетилсалициловая кислота, чего вполне достаточно для получения нужного результата. Некоторые виды изоляции при расплавлении также разрушают окислы.
Лак не следует удалять наждачной бумагой, абразивными составами. Такие сильные механические воздействия способны повредить провода. Если же использовать открытое пламя, то можно превысить определенный температурный порог. В этом случае ухудшится прочность металла. Чтобы не рисковать, нужно применять флюс, специальное средство, предназначенное для удаления лаков и подготовки поверхности проводов для пайки.
Флюс паяльный для подготовки поверхности для пайки
С помощью этой сравнительно не сложной технологической операции можно освоить необходимые навыки. В частности, будет проще разобраться с оптимизацией температуры.
Если она чрезмерна, на жале паяльника появляются темные загрязнения, припой на нем не удерживается. При низкой температуре пайка не обладает равномерной структурой, достаточной прочностью. Внешне это определяют по матовому цвету ее поверхности.
Внешне это определяют по матовому цвету ее поверхности.
После накопления достаточного опыта можно приступать к более сложным процессам пайки. Теперь подробнее о том, как с плат демонтируются микросхемы. В этих элементах – много выводов. Если не планируется проверка с возможной установкой обратно, то проще будет использовать кусачки.
Но для деликатного обращения с изделием пригодится пайка. Нужно заранее приготовить особый инструмент, тонкую стальную трубочку. Электропаяльником нагревают необходимую область, а это приспособление одевают снизу платы на ножку микросхемы и вращают, отсоединяя расплавившийся припой. Если размеры выводов подходят, используют соответствующую иглу медицинского шприца.
Удалять лишний припой с плат можно с помощью ручного вакуумного насоса. Чтобы носик этого изделия выдерживал температурные и механические воздействия, но не присоединялся к рабочей области, его создают из фторопласта.
Демонтаж микросхемы с применением специальной насадки
Как правильно паять паяльником разные по параметрам провода и отсоединять электронные элементы с плат, выяснить несложно. Но лишь практика позволит узнать не только основы, но и тонкости правильной пайки. Вот рекомендации, которые упростят освоение отдельных технологий:
Но лишь практика позволит узнать не только основы, но и тонкости правильной пайки. Вот рекомендации, которые упростят освоение отдельных технологий:
- Спаять провода с применением скруток проще, так как не обязательно удерживать соединяемые части в определенном положении.
- Для наиболее сложных видов пайки надо купить специальное приспособление («третья рука»). Эта конструкция оснащена зажимами, которыми фиксируются детали, платы. Крупная лупа позволит разглядеть внимательно мелкие детали.
- Чтобы извлечь из платы светодиод, можно обмотать вокруг жала паяльника толстый медный провод (около 5 мм в диаметре). Его торцы изгибают на ширину, соответствующую расположению ножек прибора.
- Пайка будет аккуратной, если очистить поверхность плат, испачканную канифолью, удалить излишки припоя. Для этого пригодится медная оплетка, сжатая в ленту. Ее прикладывают к загрязненным участкам плат и нагревают паяльником.
Наработка навыков
Если нет никакого предыдущего опыта, то пригодится предварительная наработка элементарных навыков. Следующий алгоритм действий поможет освоить технологию пайки:
Следующий алгоритм действий поможет освоить технологию пайки:
- Берут одножильный провод. Разрезают его на одинаковые куски длиной 5-6 см.
- С концов каждого провода удаляют изоляцию. Эту процедуру выполняют с помощью кусачек, используя плоскую сторону поверхности инструмента.
- Если на поверхности имеется лаковый слой, то для его удаления применяют специальное средство.
- Поролоновую губку смачивают водой.
- Чтобы не испортить поверхность стола, все рабочие операции выполняют над листом фанеры.
- Паяльник включают в сеть 220 V, ожидают, пока обгорит упаковочная смазка.
- Для очистки от старого припоя будет использоваться губка. Но такие протирания не надо выполнять долго, чтобы не охладить жало чрезмерно.
- Свободные концы проводов нужно залудить, после чего создать из таких заготовок «кубик», используя только паяные соединения (без скрутки).
- Когда изделие остынет, его сжимают в кулаке. При правильном выполнении технологии, все соединения будут сохранены в целостности.

Если не получается, стоит проверить последовательность действий с учетом следующих рекомендаций:
- Все участки деталей, которые будут впоследствии соединены, должны быть тщательно очищены от лаковых покрытий, загрязнений.
- При совмещении их в процессе пайки нужно обеспечивать надежную фиксацию. Именно для этого пригодится приспособление «третья рука», о котором было написано выше. Даже небольшие вибрации, движения, способны ухудшить качество соединения.
- Количество припоя должно быть оптимальным. Не следует использовать «сбрасывание» его с жала.
- Время теплового воздействия надо ограничивать не только для сохранности функционального состояния электронных элементов на печатных платах. Опытный человек делает разовые пайки за 2-3 с.
- Если используется флюс, то надо учитывать, что он способен достаточно быстро испаряться. Это средство наносят непосредственно перед пайкой, поэтому первые тренировки легче выполнять с применением канифоли.
- После тщательной очистки жала, оно само станет притягивать припой. Такой эффект используют для демонтажа электронных элементов. При выполнении данного упражнения это не нужно, поэтому надо убедиться, что на разогретой рабочей поверхности паяльника достаточно припоя.
- Охладить жало может сильный сквозняк. С другой стороны, проветривание помещения необходимо для своевременного удаления вредных испарений. Следует обеспечить соответствующий режим вентиляции.
- Новичкам сложно определять по косвенным признакам степень разогрева паяльника. Чтобы не создавать лишних трудностей, рекомендуется использовать инструмент, оснащенный регулировкой температуры, либо приобрести специализированный блок, поддерживающий определенную потребляемую мощность.

Уроки пайки. Видео
Как залудить паяльник: подготовка и уход за паяльником
Как паять металл, новичкам можно узнать из этого видео.
Разные виды скруток, установка и демонтаж электронных приборов разных типов, устранение дефектов плат – ответы на эти и многие другие вопросы найти будет не слишком трудно. Но в любом случае для качественного выполнения рабочих операций понадобится достаточный опыт, который поможет приобрести только практика.
Но в любом случае для качественного выполнения рабочих операций понадобится достаточный опыт, который поможет приобрести только практика.
Пайка печатных плат: 8 советов и рекомендаций для начинающих
Практически в каждом электронном устройстве, содержащем печатную плату, компоненты соединяются друг с другом с помощью пайки. Пайка — это в основном процесс расплавления припоя вокруг соединения между двумя или более электрическими частями. Припой представляет собой металлический сплав, который создает прочную электрическую связь между деталями после охлаждения.
Ключом к пайке является использование ручного инструмента, известного как паяльник, который подключается к розетке и нагревается до температуры 896 градусов по Фаренгейту, чтобы расплавить припой.
Процесс пайки довольно прост и начинается с установки компонента на печатную плату. После того, как выводы вставлены в отверстия на печатной плате, вы можете нагреть площадку и вывод паяльником в течение 3-4 секунд, затем нанести припой на соединение, дать ему остыть и отрезать выводы.
В большинстве случаев при пайке создаются соединения, которые должны быть постоянными. Однако это также можно исправить с помощью инструмента для удаления припоя.
Каковы некоторые из лучших советов, связанных с пайкой?
Если вы новичок в пайке, вам следует знать ряд важных советов и приемов, связанных с процессом пайки, которые сделают вашу пайку более гладкой. Ниже приведены некоторые из наиболее важных моментов, о которых следует помнить, когда вам нужно что-то паять:
1. Имейте под рукой необходимое оборудование
Конечно, основное оборудование, которое вам понадобится для любого вида пайки твой паяльник. Однако это не все, что у вас должно быть. Вам также понадобятся сменные жала для паяльника, которые бывают разных форм. Кроме того, полезно иметь подставку для паяльника, чтобы предотвратить контакт жала вашего паяльника с легковоспламеняющимися материалами.
2. Выберите высококачественный паяльник
Что касается паяльников, существует широкий выбор типов и стилей, некоторые из которых относительно дешевы, а другие невероятно дороги. Хотя нет необходимости иметь самый дорогой паяльник, убедитесь, что вы получаете тот, который адекватно оснащен важными функциями, такими как регулируемый нагрев, быстрое время нагрева, надежное качество сборки и переключаемый наконечник.
Хотя нет необходимости иметь самый дорогой паяльник, убедитесь, что вы получаете тот, который адекватно оснащен важными функциями, такими как регулируемый нагрев, быстрое время нагрева, надежное качество сборки и переключаемый наконечник.
Если вы собираетесь много паять, вы можете приобрести паяльную станцию. Это более продвинутая версия автономной ручки для пайки, так как с ней намного проще работать благодаря контролируемым настройкам температуры.
3. Используйте подходящую форму и размер жала паяльника.
Существует множество различных форм и размеров паяльных жал, включая конические, долотообразные и скошенные, чтобы вы могли точно настроить область, которую необходимо нагреть. Важно, чтобы вы выбрали правильный тип железного наконечника для работы.
Например, при пайке печатных плат конический наконечник лучше всего подходит для подачи тепла на меньшие площади, не воздействуя на окружающую среду из-за его тонкого наконечника. Тем не менее, наконечник долота лучше подходит для пайки проводов к другим крупным компонентам из-за его широкого и плоского наконечника.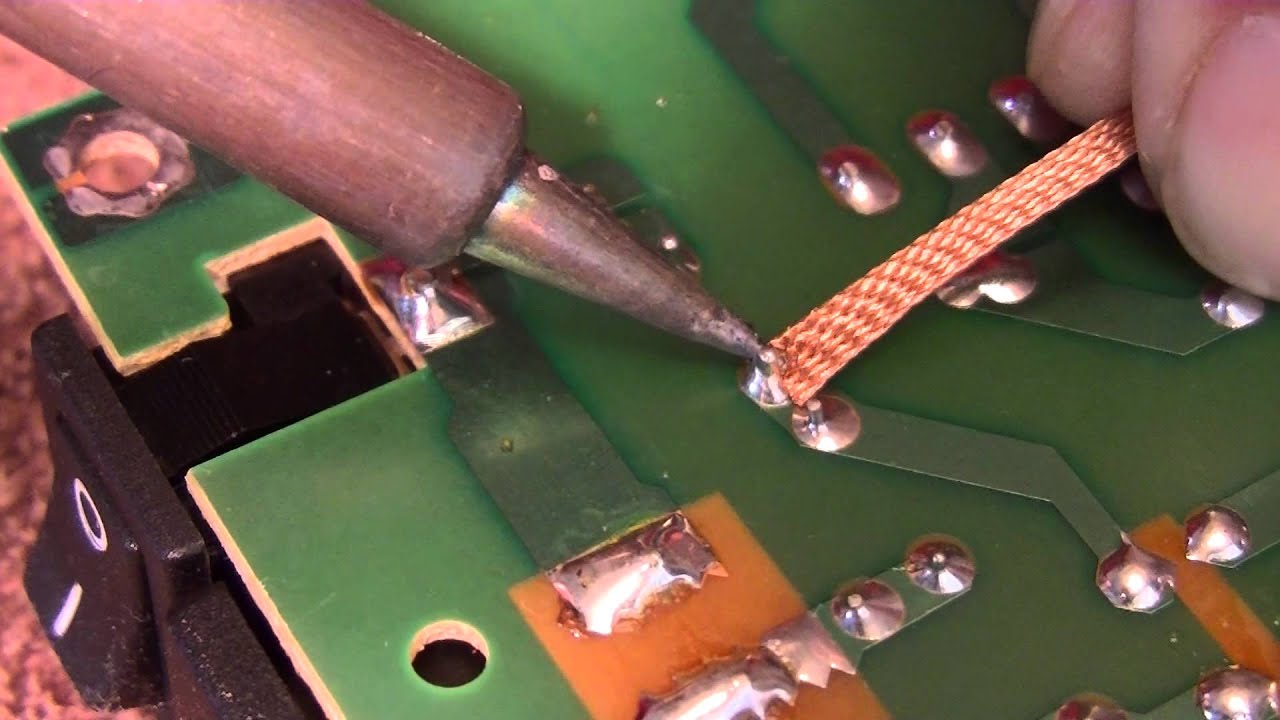
4. Используйте правильный припой
Поскольку пайка используется в различных отраслях промышленности, можно приобрести множество типов припоя. Наиболее распространенным припоем для пайки печатных плат современной электроники является бессвинцовый припой со смоляным сердечником. Вы должны избегать припоя с кислотным сердечником в электронике, потому что кислота разрушит части схемы.
В большинстве случаев лучше использовать самый тонкий припой, какой только можно найти, так как это снизит вероятность того, что вы прольете слишком много припоя на соединения.
5. Лужение и очистка жал
Важной частью процесса подготовки к пайке является лужение жал. Лужение включает в себя покрытие наконечника утюга небольшим количеством припоя перед контактом с устройством.
Также важно регулярно очищать наконечники утюга во время пайки, что можно сделать, тщательно протирая их влажной губкой.
6. Правильно применяйте тепло
Для достижения наилучших результатов необходимо помнить о последовательности своих действий. Лучше всего начать с нанесения металлического наконечника на соединение и добавления припоя, позволяя ему распространяться только после того, как соединение будет достаточно нагрето. Эта последовательность должна быть выполнена как можно быстрее, потому что вы можете поджарить паяльную площадку или компонент, если будете слишком долго держать утюг на стыке.
Лучше всего начать с нанесения металлического наконечника на соединение и добавления припоя, позволяя ему распространяться только после того, как соединение будет достаточно нагрето. Эта последовательность должна быть выполнена как можно быстрее, потому что вы можете поджарить паяльную площадку или компонент, если будете слишком долго держать утюг на стыке.
7. Дайте паяным соединениям остыть самостоятельно
Хотя может возникнуть соблазн обдуть паяные соединения, чтобы они быстрее остыли, это никогда не будет хорошей идеей. Если соединение остывает слишком быстро из-за того, что вы дули на него, оно может кристаллизоваться и стать хрупким. Это может привести к тому, что соединение станет холодным или неэффективным.
8. Всегда проверяйте паяные соединения
Крайне важно всегда проверять паяные соединения после их формирования, потому что даже одно из них некачественно выполнено, это может привести к шуму или отказу в цепи. Поиск проблемного соединения займет гораздо больше времени, если вы подождете, пока цепь не будет завершена, чтобы начать осмотр соединений. Однако, если вы проверите каждый из них сразу после его формирования, вы сразу узнаете, есть ли проблема.
Однако, если вы проверите каждый из них сразу после его формирования, вы сразу узнаете, есть ли проблема.
Помните, что хорошая пайка имеет блестящую поверхность и не слишком много припоя. Если вы сделали плохое соединение, вы просто оплавляете припой или сразу удаляете его и пробуете еще раз.
Воспользуйтесь преимуществами высококачественной пайки и сборки электронных устройств в Circuits Central
Если вы беспокоитесь о своих возможностях пайки печатных плат и предпочитаете доверить этот важный процесс профессионалам, в Circuits Central есть множество экспертов, которые могут обязательно помогите с пайкой, а также с любым другим этапом процесса производства электроники, в котором вам требуется помощь.
Мы являемся опытными экспертами в области сборки печатных плат и производства электроники и обладаем знаниями, опытом и инструментами для обеспечения неизменно высокого качества работы. Независимо от того, хотите ли вы, чтобы мы выполнили весь процесс для вас или только отдельные этапы, мы обязательно сможем позаботиться обо всех ваших потребностях своевременно, эффективно и профессионально.
Мы постоянно совершенствуем наш подход к сборке печатных плат, чтобы гарантировать, что мы используем новейшие и самые инновационные технологии в этом процессе, чтобы мы всегда могли производить печатные платы самого высокого качества. Мы также предлагаем услуги функционального тестирования на месте, чтобы вы могли сразу убедиться, что ваши печатные платы и электронные устройства соответствуют вашим ожиданиям.
Для получения дополнительной информации о том, как мы можем помочь обеспечить высококачественную пайку ваших печатных плат, или узнать больше о нашей линии сборки печатных плат и производственном предприятии, позвоните в Circuits Central по телефону 1 (888) 602-7264 или напишите нам по адресу info @ Circuits-central.com.
Как паять электронные платы на печатных платах
Научиться паять печатные платы несложно.
Правильная техника пайки требует практики. Изучая, как паять печатные платы, вы, вероятно, сделаете несколько ошибок, которые потребуют доработки.
Тем не менее, после нескольких проектов пайки вы заметите улучшение своих навыков пайки и достигнутый вами прогресс.
Способ пайки печатных плат зависит от типа печатной платы и типа припаиваемых компонентов.
При пайке печатных плат необходимо учитывать следующие три фактора:
- размер паяного соединения
- количество времени, в течение которого утюг контактирует с поверхностью пайки
- давление, которое вы оказываете паяльником на паяное соединение
Размер паяного соединения
Размер паяного соединения влияет на время, необходимое для активации флюса и расплавления припоя.
Большие паяные соединения требуют большего количества тепла для плавления припоя. Для больших паек следует использовать паяльники с более высокой мощностью. Кроме того, на паяльнике следует использовать большее жало.
Самое важное при выборе наконечника утюга – это количество тепловых связей между паяным соединением и утюгом. Термическая связь – это область контакта между паяным соединением и железом.
Термическая связь – это область контакта между паяным соединением и железом.
Время пайки
После того, как вы выберете правильный размер и форму жала, вы должны учитывать время, в течение которого ваш паяльник будет находиться в контакте с паяным соединением.
Правильное время пайки составляет от двух до четырех секунд.
Обычно этого времени достаточно, чтобы флюс активировался, а припой расплавился и затек в паяное соединение. Больше или меньше времени приведет к плохим результатам пайки. Слишком короткое время приведет к холодным паяным соединениям , а слишком долгое время может привести к повреждению печатной платы и электронных компонентов.
Давление
Держите паяльник под углом 45 градусов к поверхности печатной платы и слегка нажимайте на него. Держите его как ручку.
Уровень давления паяльника во время пайки должен быть достаточным только для удержания паяльника в нужном месте.
Слишком сильное давление может привести к поднятию и повреждению контактных площадок и следов на узле печатного монтажа.
Слишком много раз я видел, как новички в пайке сильно прижимают паяльник к месту пайки. Это происходит, когда они используют слишком маленькую железную насадку на большом паяном соединении, и поэтому они не могут расплавить припой. Это также может произойти, когда они используют маломощный паяльник. Они отчаянно пытаются компенсировать нехватку тепла, оказывая большее давление на место пайки паяльником. Очевидно, что это неправильная техника пайки, которая приводит к повреждению печатной платы.
Меры предосторожности
Перед пайкой обратите внимание на следующие меры предосторожности:
- Работайте в хорошо проветриваемом помещении или используйте переносной настольный поглотитель дыма.
- Всегда держите паяльник на подставке для утюга.
- Не прикасайтесь к наконечнику утюга, когда он включен (наконечник утюга очень горячий)
- Носите защитные защитные очки
- Убедитесь, что ваш паяльник никогда случайно не коснется корпуса компонентов, шасси, проводов или шнура питания.
- Мойте руки с мылом после пайки (припой содержит свинец)

Подготовка к пайке
Паяльник
Для пайки печатных плат вам понадобится приличный паяльник с регулируемой температурой. Вы можете купить один из этих утюгов по цене от 50 до 150 долларов на рынке США.
Эти утюги имеют встроенную настройку на базовой станции, которая обеспечивает точную регулировку и контроль температуры на кончике утюга. Паяльник с регулируемой температурой можно использовать для различных применений на печатной плате.
При пайке электронных компонентов на печатной плате рекомендуется использовать электрический паяльник, а не электрический паяльник. Паяльник можно использовать в течение провода для пайки , клеммы и соединители, но не для пайки небольших или чувствительных к температуре электронных компонентов.
Выбор железного наконечника
Вы должны выбрать размер и форму жала, которые наиболее подходят для вашего проекта пайки.
Замена жала паяльника должна производиться, когда паяльник холодный и не подключен к сети.
НаконечникиIron различаются по размеру и форме. Легко заменить железное жало на паяльнике.
Жалаявляются взаимозаменяемыми, что позволяет использовать паяльник для более широкого спектра задач пайки и для пайки большего количества различных типов компонентов. Эта гибкость в выборе формы и размера жала позволяет техническим специалистам адаптировать паяльник к конкретному проекту пайки.
Если жало утюга слишком маленькое, нагрев паяного соединения займет гораздо больше времени, чем хотелось бы. Это может привести к повреждению печатных плат и чувствительных к температуре электронных компонентов.
С другой стороны, если бита слишком велика, вы можете сжечь, поднять или треснуть проводники и контактные площадки на печатной плате. Вы также можете повредить электронные компоненты. Иногда повреждение сразу не видно, но позже в процессе эксплуатации компонент может работать не так, как ожидалось.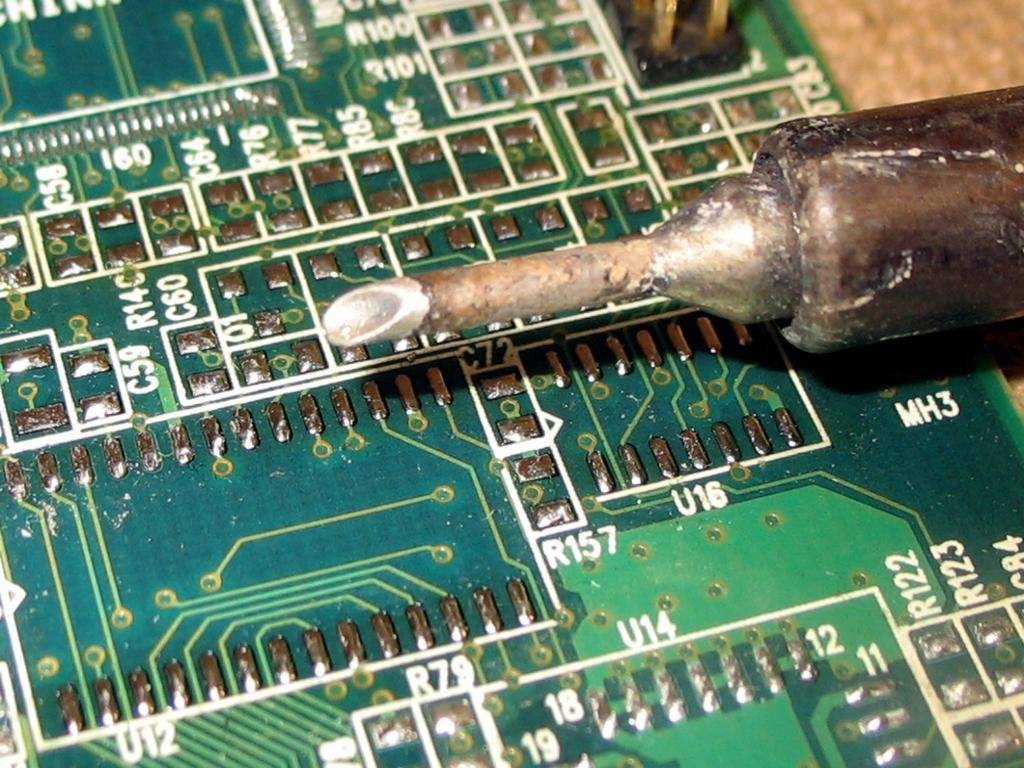 Это термическое повреждение также может сократить срок службы электронного компонента.
Это термическое повреждение также может сократить срок службы электронного компонента.
Железный наконечник на этом изображении имеет неправильный размер для применения на печатной плате, поскольку он слишком широкий. Это может привести к перегреву места пайки и области печатной платы, которая находится рядом с местом пайки. Кроме того, такая форма и размер жала не подходят для пайки небольших электронных компонентов, особенно компонентов для поверхностного монтажа.
Два наконечника, показанные на этом изображении, можно использовать для подавляющего большинства проектов по пайке печатных плат.
С левой стороны находится конический наконечник 1/32 дюйма (0,8 мм), который отлично подходит для пайки и отпайки мелких компонентов, проходящих через отверстия, включая интегральные схемы (ИС) и большинство устройств для поверхностного монтажа (SMD).
Наконечник долота на 3/32 дюйма (2,38 мм) вправо подходит для пайки крупных соединений, таких как пайка проводов, разъемов, клемм и крупных компонентов на печатных платах. Он также подходит для лужения проводов или больших участков заземления на печатных платах.
Он также подходит для лужения проводов или больших участков заземления на печатных платах.
Тип печатной платы
Перед тем, как начать паять компоненты на печатной плате, вы должны сначала узнать, с какой платой вы имеете дело. Печатные платы варьируются от простых односторонних печатных плат до многослойных плат.
Если электронные компоненты припаяны только к одной стороне печатной платы, это односторонняя плата. Односторонняя печатная плата имеет серьезное ограничение, когда у вас есть несколько взаимосвязей между компонентами. Соединительная линия между компонентами на печатной плате никогда не должна пересекать другую соединительную линию.
Простым решением этого ограничения является добавление еще одного слоя меди на другую сторону платы, что приводит к двусторонней плате. Это значительно увеличивает количество возможных путей, по которым могут быть проложены проводники.
Итак, если электронные компоненты припаяны с обеих сторон печатной платы, это двухсторонняя плата. Электронные компоненты установлены на верхней стороне печатной платы. Выводы компонента проходят через металлизированные отверстия (также известные как сквозные отверстия с покрытием) и припаиваются к другой стороне печатной платы. Припой должен проходить через все отверстие, обеспечивая электрическое соединение с обеих сторон металлизированного отверстия.
Электронные компоненты установлены на верхней стороне печатной платы. Выводы компонента проходят через металлизированные отверстия (также известные как сквозные отверстия с покрытием) и припаиваются к другой стороне печатной платы. Припой должен проходить через все отверстие, обеспечивая электрическое соединение с обеих сторон металлизированного отверстия.
Многослойная плата имеет три или более слоев. Дополнительные слои вставляются между верхним боковым слоем компонента и нижним боковым слоем печатной платы.
К каждому типу печатных плат нужно подходить по-разному при пайке на них электронных компонентов.
Очистка
Для правильной пайки необходимо провести тщательную очистку поверхностей.
Чистку можно производить щеткой или ватным тампоном. Для стойких пятен используйте изопропиловый спирт или другие чистящие средства.
Избегайте прикосновения пальцев к поверхностям паяных соединений, так как масло на пальцах является загрязняющим веществом./182768150-56a1add75f9b58b7d0c1a2cc.jpg) Если вам по какой-либо причине нужно прикоснуться, очистите их снова после прикосновения.
Если вам по какой-либо причине нужно прикоснуться, очистите их снова после прикосновения.
Если поверхности не были очищены, соединение может выглядеть как шарик, сидящий на медной площадке. Это плохое соединение, которое не обеспечивает ни электрического соединения, ни механической поддержки.
Припой
Припойпредставляет собой смесь олова и свинца. Наиболее распространены припои 60/40 (60 % олова и 40 % свинца) и 63/37 (63 % олова и 37 % свинца). Припой является наполнителем в паяном соединении.
При смешивании олова и свинца температура плавления сплава ниже, чем температура плавления олова или свинца.
Температура плавления — это точка, при которой припой переходит из твердого состояния в жидкое. Для припоя 60/40 температура плавления составляет 370 ° F (188 ° C).
Из-за низкой температуры плавления припой быстро плавится и, следовательно, подвергает деталь воздействию тепла в течение минимально возможного времени.
Припой, используемый для пайки печатных плат, бывает двух видов: припойная проволока и припойная паста.
Проволока припоя намотана на катушку. Размеры припоя, используемого в электронике, составляют от 0,010 до 0,050 дюйма (от 0,25 до 1,27 мм).
Паяльная паста имеет относительно короткий срок годности. Срок годности паяльной пасты находится в пределах 3-6 месяцев. Если вы хотите продлить срок годности паяльной пасты, ее необходимо хранить в холодильнике. Паяльная паста должна храниться в герметичной таре. Если контейнер с паяльной пастой оставить открытым, это приведет к окислению припоя
Последней тенденцией является удаление свинца из припоя, поскольку он был внесен в список опасных материалов. Предпринимаются попытки заменить его другим металлом, например серебром и висмутом. Однако этот новый сплав имеет более высокую температуру плавления, и в жидком состоянии он не течет плавно, как сплав олова и свинца.
Новый сплав олова/серебра более безопасен для окружающей среды, но он не обеспечивает такого хорошего соединения, как припой олово/свинец.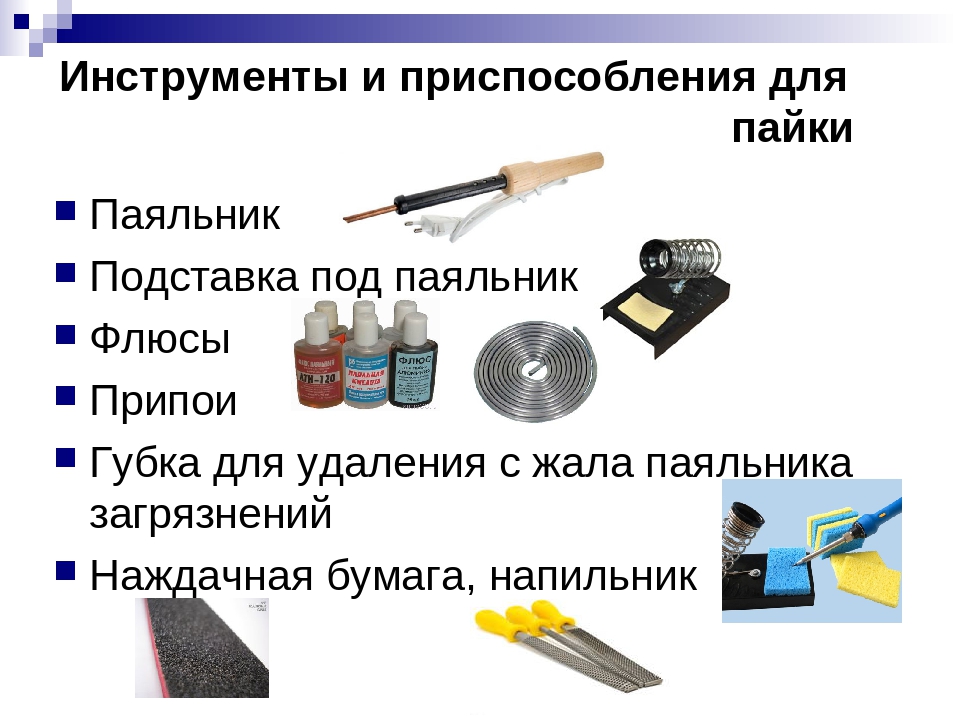
Флюс используется для удаления оксидов с поверхностей, подлежащих пайке, и для предотвращения образования новых оксидов в процессе пайки.
Канифольный флюс является наиболее популярным типом флюса для применения в электронике. Производится из экстракта сока сосны.
Большинство проводов для пайки содержат флюс в своей сердцевине. Если вам нужен один кусок проволоки от катушки, вы должны отрезать его кусачками. Не отрывайте и не стягивайте припой с катушки. В центре проволоки находится точное количество канифольного флюса. Когда вы отрываете проволоку припоя, чтобы отделить ее от катушки, вы меняете соотношение припой/флюс.
Flux доступен отдельно в виде ручки или пасты.
При необходимости можно нанести дополнительный флюс на паяное соединение и ножку или штифт компонента.
Флюс должен иметь температуру активации ниже температуры плавления припоя. Флюс обычно активируется при гораздо более низкой температуре, чем припой. Если флюс не активируется во время пайки, это признак плохой пайки (весьма вероятно, это признак холодной пайки).
Пайка
Наконец-то мы готовы начать пайку.
Включите пайку с уже установленным подходящим железным жалом. Дайте паяльнику нагреться. Большинство паяльников могут достичь рабочей температуры менее чем за минуту.
Лужение
Железный наконечник перед пайкой следует облудить. Лужение – это процесс покрытия металлической поверхности тонким слоем припоя. Паяльное жало может прослужить гораздо дольше, если его регулярно и правильно лужить и очищать.
Когда утюг достигнет рабочей температуры, нанесите припой на наконечник. При лужении наконечник утюга должен быть достаточно горячим. Лучше использовать более толстую проволоку для припоя диаметром примерно 0,050 дюйма (1,27 мм). Расплавьте пару дюймов припоя. Припой, стекающий с наконечника, удаляет многие оксиды и другие загрязнения.
Если наконечник утюга не используется в течение длительного времени и имеет толстый оксидный слой, перед лужением необходимо провести надлежащую очистку наконечника.
 Для этого вы можете использовать очиститель наконечников из латунной проволоки. Вставьте железный наконечник в очиститель наконечника из латунной проволоки и несколько раз поверните его.
Никогда не используйте стальную щетку вместо очистителя наконечника из латунной проволоки для очистки наконечника утюга, так как это повредит покрытие наконечника.
Для этого вы можете использовать очиститель наконечников из латунной проволоки. Вставьте железный наконечник в очиститель наконечника из латунной проволоки и несколько раз поверните его.
Никогда не используйте стальную щетку вместо очистителя наконечника из латунной проволоки для очистки наконечника утюга, так как это повредит покрытие наконечника.Наконечник утюга также следует лужить после каждого использования. Небольшое количество припоя, необходимое для лужения, может продлить срок службы наконечника утюга и сэкономить на его замене.
Поверхности, подлежащие пайке, также должны быть залужены. Улучшает паяемость и предотвращает окисление поверхностей во время пайки.
Лужение следует начинать только на чистой и неповрежденной поверхности.
Лужение должно быть выполнено перед соединением поверхностей. После лужения поверхности должны быть блестящими.
Пайка
Пайка — это процесс соединения двух металлов с целью получения электрического и механически прочного соединения.
При пайке электронного компонента со сквозным отверстием на печатной плате выводы компонента сгибаются, чтобы пройти через плату, и вставляются заподлицо с верхней поверхностью платы.
Компоненты, которые нагреваются при работе печатной платы (например, мощные резисторы), приподняты над поверхностью печатной платы для лучшей циркуляции воздуха.
Затем выводы раздвигаются наружу, чтобы компонент зацепился за плату. Не сгибайте выводы компонента более чем на 45°.
Для пассивных компонентов, таких как резисторы и конденсаторы, лучше сначала отрезать лишние провода, чтобы обеспечить лучший доступ к соединению.
Плата перевернута, все выводы компонента пропаяны, лишние выводы проводов обрезаны
С другой стороны, для полупроводников, таких как транзисторы и диоды, лучше сначала припаять их, а затем отрезать лишнюю длину проводов.
Излишки проволочных выводов отводят часть тепла от паяного соединения и предотвращают тепловое повреждение полупроводниковых компонентов во время пайки.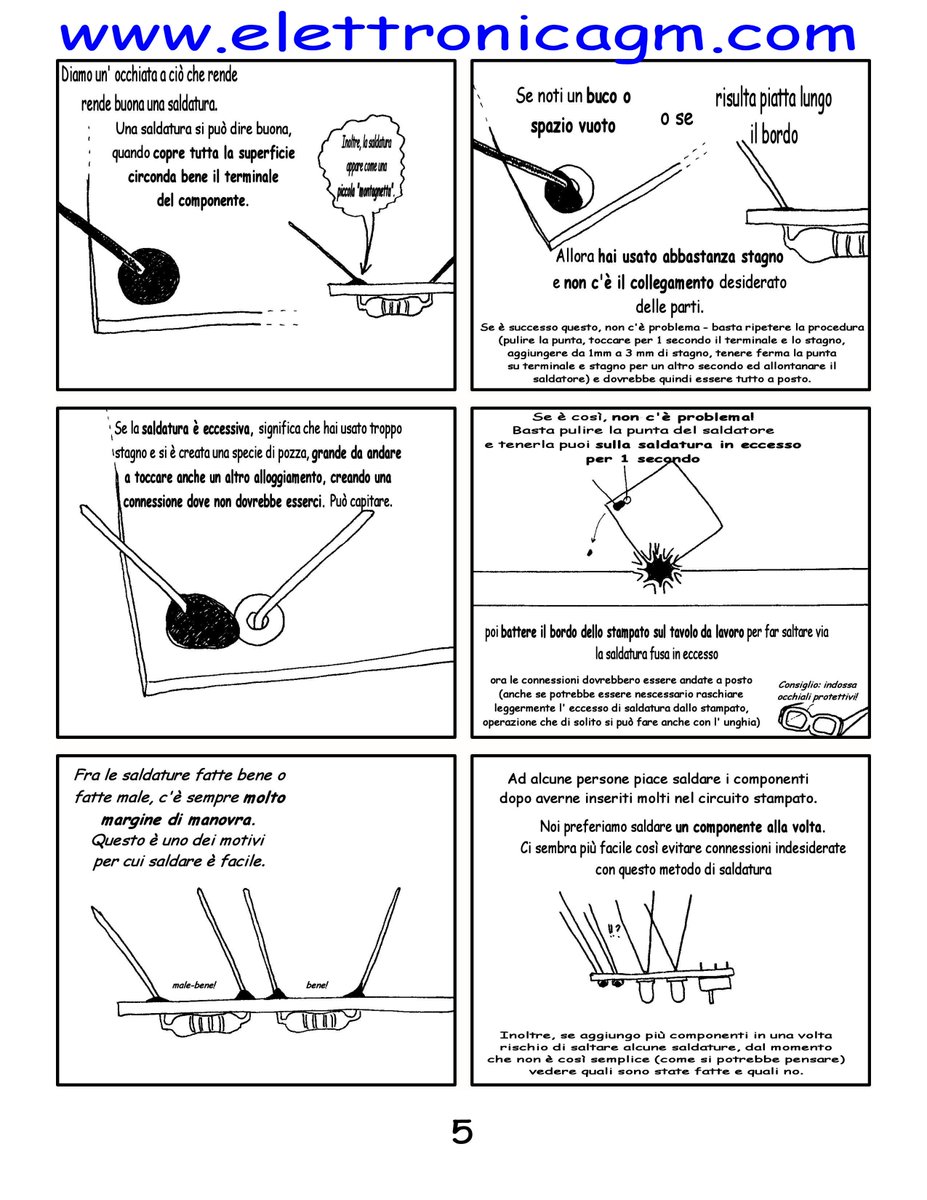
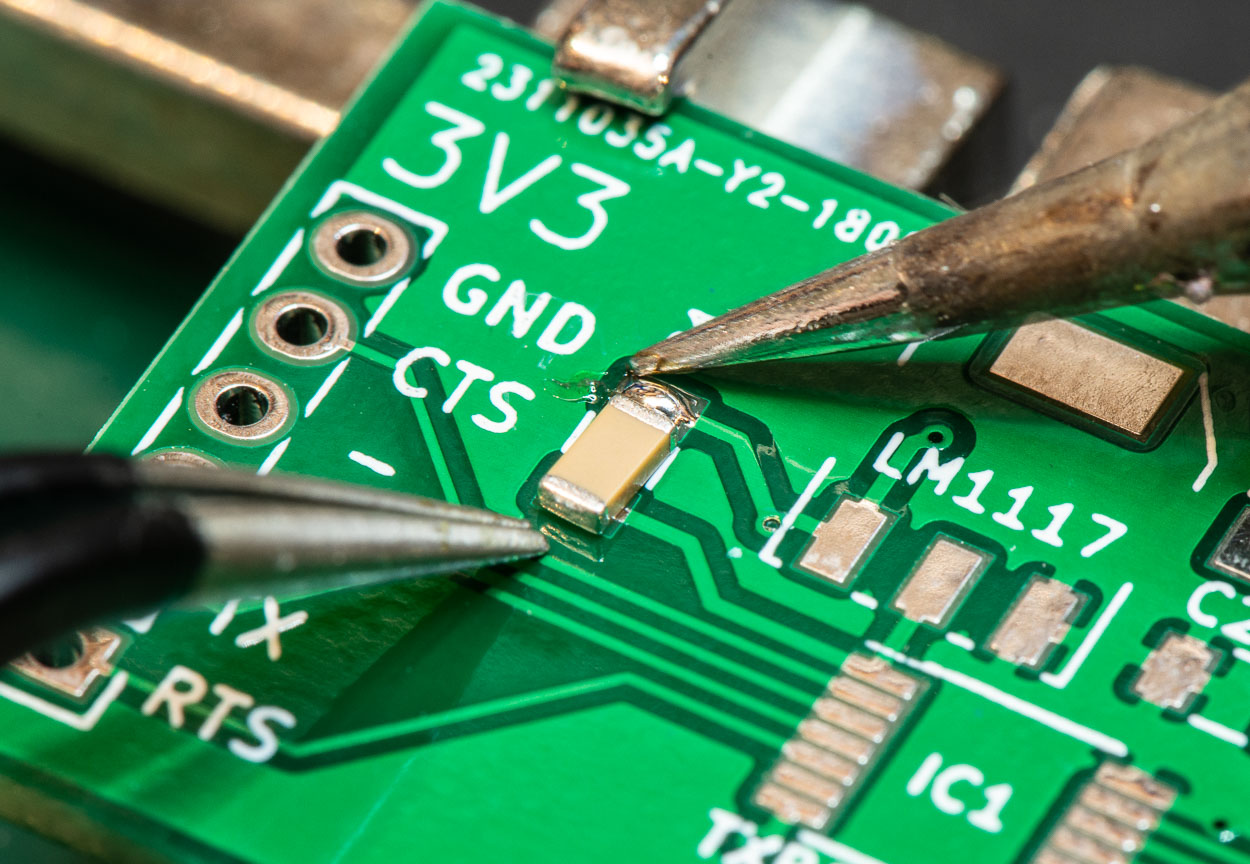
Рекомендуется удерживать вывод чувствительного к температуре компонента металлическим пинцетом.
Если захватить провод между местом пайки и корпусом компонента, пинцет заберет избыточное тепло и, таким образом, защитит компоненты от теплового повреждения.
Интегральная схема может быть припаяна непосредственно к печатной плате, но лучше припаять выводы двухрядного (DIP) разъема к печатной плате, а затем вставить интегральную схему в панель.
Таким образом, интегральная схема защищена от теплового повреждения во время пайки. Также намного проще заменить интегральную схему, вставленную в розетку, чем ту, в которой контакты припаяны непосредственно к печатной плате.
Удаление остатков флюса
После пайки все остатки флюса должны быть удалены, чтобы предотвратить возможную деградацию печатной платы.
Если остатки флюса остаются на печатной плате, они могут вызвать изменение сопротивления платы, что приведет к неточным результатам испытаний.
Остатки флюса также могут вызывать изменения в работе схемы после того, как печатная плата подключена к источнику питания и начинает работать в электронном устройстве.
Удаление остатков флюса можно выполнить в два этапа: очистку и промывку.
Лучше всего очищать остатки флюса изопропиловым спиртом.
Остатки флюса также можно удалить с помощью ручки для удаления флюса.
После того, как вы удалите остатки флюса спиртом, на втором этапе промойте место пайки дистиллированной водой, а не водой из-под крана. Водопроводная вода может оставлять пятна на ПХБ, так как она содержит минералы.
Осмотр
После пайки осмотрите паяные соединения на наличие дефектов, таких как холодная пайка, перемычки, шарики припоя и т. д. Если вы заметили какие-либо дефекты, немедленно устраните их. Большинство плохих паяных соединений можно легко исправить, перепаяв их.
Если паяные соединения на печатной плате выглядят плохо, скорее всего, они плохие.
 Однако хороший внешний вид паяного соединения часто может вводить в заблуждение. Припаивая электронный компонент к печатной плате, человек может повредить компонент или печатную плату незаметно. Электронная схема еще может работать некоторое время, но ее ресурс и надежность могут быть значительно снижены. Визуальный осмотр может не показать, что находится под ним.
Однако хороший внешний вид паяного соединения часто может вводить в заблуждение. Припаивая электронный компонент к печатной плате, человек может повредить компонент или печатную плату незаметно. Электронная схема еще может работать некоторое время, но ее ресурс и надежность могут быть значительно снижены. Визуальный осмотр может не показать, что находится под ним.Печатные платы
Печатная плата представляет собой платформу для монтажа и соединения электронных компонентов. Использование печатных плат в коммерческих устройствах началось в 1950-х годах.
Печатные платы могут иметь упаковку низкой или высокой плотности.
На печатных платах с низкой плотностью электронные компоненты расположены на большом расстоянии друг от друга, в то время как на печатных платах с высокой плотностью электронные компоненты припаяны очень близко друг к другу с небольшим зазором между ними.
Очевидно, что паять, собирать или ремонтировать печатные платы с низкой плотностью намного проще.

Печатные платы высокой плотности обычно содержат компоненты для поверхностного монтажа. Все электронные компоненты на плате с высокой плотностью могут быть установлены так близко друг к другу, что иногда невозможно пропаять отдельные компоненты с помощью паяльника.
Невозможно выпаять или выпаять компонент, если зазор между компонентами на плате меньше размера железного жала.
Для печатных плат высокой плотности мы должны использовать крошечный конический наконечник размером 3/64 дюйма (1,2 мм) или меньше.
При ремонте печатной платы специалист по ремонту должен заменить поврежденный электронный компонент новым и восстановить исходную производительность печатной платы. При снятии компонентов ремонтник должен следить за тем, чтобы не повредить дорожки или контактные площадки на печатной плате. Слишком сильный нагрев может сжечь или треснуть небольшие дорожки на печатной плате.
Печатные платы могут быть непокрытыми или покрытыми различными материалами покрытия.

Печатные платы состоят из двух основных частей: основного материала или подложки и схемы из проводящей медной фольги, которая приклеена к основному материалу.
Основной материал непроводящий. В большинстве современных печатных плат в электронике в качестве подложки используется армированный стекловолокном эпоксидный ламинат FR4. FR4 имеет зеленый цвет.
Основной материал должен иметь высокое сопротивление изоляции, хорошую температурную стабильность и низкое влагопоглощение. Наиболее распространенная толщина печатных плат составляет 0,031 дюйма (0,787 мм) и 0,060 дюйма (1,5 мм).
Вторая основная часть печатной платы представляет собой тонкую проводящую медную фольгу.
Состоит из проводников, контактных площадок и клемм
Эти медные проводники и контактные площадки часто покрыты тонким слоем припоя для уменьшения коррозии.
Это также облегчает пайку электронных компонентов к таким поверхностям, так как поверхность уже предварительно залужена. .
.
Печатная плата может быть покрыта слоем эпоксидной смолы, что придает ей зеленый вид.
Шелковая маска может быть добавлена к печатной плате, чтобы помочь сборщикам с размещением и ориентацией компонентов.
Наиболее распространенная толщина фольги: медь в полунции, медь в одну унцию и медь в две унции.
Эти единицы указывают вес меди на квадратный фут. Например, доска весом полунции содержит полунции меди на квадратный фут. Чем больше меди, тем толще медная фольга, и, следовательно, плата может проводить больший ток.
В печатной плате обычно просверлено несколько отверстий для установки электронных компонентов.
Стенка металлизированных сквозных отверстий покрыта припоем, проходящим через плату с одной стороны на другую.
Таким образом, сквозные отверстия образуют токопроводящий путь от одной стороны печатной платы к другой.
Электронные компоненты
Электронные компоненты на печатных платах могут иметь различные размеры и формы: от стандартных электронных компонентов со сквозными отверстиями и миниатюрных компонентов для поверхностного монтажа до многовыводных интегральных схем.