с канифолью и оловом в домашних условиях
Пайка — это надежный и популярный способ соединения проводов и деталей. Зная, как правильно паять паяльником и освоив все тонкости процесса, можно проводить самостоятельно несложные работы, не прибегая к помощи мастеров.
Паяльник относится к травмоопасным приборам, поэтому при его эксплуатации следует соблюдать осторожность
Что такое пайка
Пайка — это способ соединения металлических деталей с помощью более легкоплавкого металла. Сам по себе процесс представляет собой проникновение одного вещества в другое при высокой температуре (180-250 градусов).
Овладев техникой пайки, мастер сможет соединить любые деталиВажно! Главным является качественное прогревание деталей, подлежащих пайке, с последующим закреплением их припоем.
Технология пайки паяльником
Существует два вида технологий, а именно с использованием флюса или с канифолью.
Пайка с канифолью
Паять инструментом с канифолью намного сложнее, чем с использованием флюса. Однако, мастерски овладев техникой, любой человек может выполнить 90 процентов задач.
Ярким примером станет техника, как правильно паять провода паяльником. Первоначально следует его прогреть: жало инструмента приложить плоскостью. Затем опустить провод с прижатым жалом в канифоль. После выполнения данной процедуры он становится подготовленным. Затем, жалом прибора необходимо взять небольшую часть припоя и нанести его на провод.
Жало прибора нужно очистить металлической губкой и коснувшись канифоли, провести прибором по плате, при этом останется тонкий слой канифоли на поверхности. После выполнения данных манипуляций, поверхности становятся подготовленными. В завершение, следует прижать к проводу жало тонким слоем припоя и «пройтись» по месту спайки.
Важно! Если работа выполнена безошибочно, то поверхность будет блестеть, а соединение иметь высокую прочность.
Пайка с флюсом
Для пайки потребуется окунуть во флюс кисточку и переместить ее на место спайки. Затем, нанести припой и приступить к процессу.
Казалось бы, процедура проста и выполнить ее может даже человек, не имеющий опыта. Однако, это не так. Работа с кислотой имеет массу сложностей:
- под каждый материал следует подбирать свой флюс, поскольку они не взаимозаменяемы и зачастую могут давать обратный эффект;
- категорически запрещено применять через чур активные флюсы на микросхемах;
- по окончании эксплуатации прибора важно удалить остатки флюса, в противном случае он будет способствовать разложению металла.
Что может понадобиться для пайки
 В домашних условиях используют электрический прибор, который предназначен для:
В домашних условиях используют электрический прибор, который предназначен для:- различных электросхем и в том случае, когда нужно спаять радиодеталь;
- ремонта электрического оборудования;
- лужения припоем изделий из металла.
Итак, что же нужно для пайки паяльником? Об этом подробнее дальше.
Для работы рекомендуется использовать специальную подставкуПаяльник
Ручное устройство используется для:
- прогрева соединяемых деталей;
- нагрева припоя;
- нанесения жидкого припоя на элементы, подлежащие соединению.
Важно! Для работы бытового паяльника необходимо напряжение электрической сети 12 и 220 в.
Припой
Для эксплуатации агрегата мастеру может потребоваться припой — сплав олова со свинцом. Он бывает, как в форме трубки, так и проволоки. Трубчатый припой более удобен в эксплуатации.Для домашних целей паяют сплавами с меньшим процентом содержания олова. Кроме того, используют мягкие и твердые припои. Первые имеют температуру плавления до 450 градусов, остальные относятся к твердым.
Кроме того, используют мягкие и твердые припои. Первые имеют температуру плавления до 450 градусов, остальные относятся к твердым.
Флюс
Процесс обязательно осуществляют под флюсом, который обеспечивает:
- максимальное сцепление с ним сплава;
- растворение окисных пленок.
Зачастую применяют канифоль, а также составы в которые она входит. Для размягчения материала достаточно температуры 50 градусов, при 200 градусов она уже кипит.
С помощью флюса можно определить готовность к пайкеПаяльные пасты
Паяльные пасты также необходимы для пайки. Они представляют собой смесь из припоя и флюса. Позволяют осуществить пайку в любых местах. Состав наносят на компонент, а затем жалом прогревают его.
Приготовить состав можно своими руками в домашних условиях. Для этого необходимо соединить оловянные опилки и жидкий флюс. Масса должна по консистенции напоминать гель.
Важно! Хранить самостоятельно приготовленную паяльную пасту допустимо не более 6 месяцев.
Подставка для паяльника
Подставка для инструмента необходима в первую очередь для безопасности. В процессе эксплуатации прибор нагревается до максимальной температуры, поэтому в перерывах между работой его следует ставить на подставку. Для мощных приборов используют подставку с двумя опорами, которая может крепко держать прибор.
Оплетка для удаления припоя
Пайка с оплеткой осуществляется, когда работа заключается в удалении припоя с печатной платы при демонтаже деталей. Принцип следующий: в процессе сетка «принимает» припой, за счет капиллярных сил.
Перед каждой эксплуатацией прибор нужно проверять на техническую исправностьВспомогательные приспособления для пайки
Чтобы использование паяльника было комфортным и главное безопасным для работника, могут потребоваться дополнительные инструменты. Чтобы определить, что нужно для пайки паяльником, следует разобраться в каком конкретном случае и какие приспособления используются.
Для работы могут потребоваться различные вспомогательные приспособленияПодставка для паяльника
Отнести подставку к вспомогательным предметам можно условно, поскольку ее роль существенна в процессе эксплуатации агрегата. Паяльник, в перерывах между работой, нужно ставить на свое место, которое специально выделено для этой цели на рабочем столе. Такое простое правило позволит работнику обезопасить себя от получения случайного ожога в процессе эксплуатации прибора.
Паяльник, в перерывах между работой, нужно ставить на свое место, которое специально выделено для этой цели на рабочем столе. Такое простое правило позволит работнику обезопасить себя от получения случайного ожога в процессе эксплуатации прибора.
Важно!
Рекомендуется выбирать модель с дополнительной подставкой под губки.
«Третья рука»
Для работы очень удобно использовать «третью руку». Прибор получил такое наименование за счёт надёжной фиксации объектов пайки в абсолютно любом положении, к примеру, это может быть чайник, светодиодный материал или труба.
С помощью паяльника можно восстановить изделия из самых различных материаловОчистители для жал
В ходе пайки жало быстро окисляется, поэтому его регулярно нужно очищать от окислов и нагара. Для этого применяются целлюлозные губки и стружка для очистки.
Ручной инструмент
К полезным ручным приспособлениям относят:
- пинцеты;
- кусачки;
- набор для пайки.

Применение пинцетов позволяет сделать комфортным пайку и демонтаж электронных элементов на платах. Использовать разрешено как обычные прямые модели, так и с загнутым хвостиком.
При проведении пайки обойтись без кусачек очень сложно, так как с их помощью мастер может безопасно удалить остатки ножек радиокомпонентов при пайке их на плату.
В стандартный комплект дополнительных инструментов для пайки входят зажимы и держатели разного типа. Зачастую в комплекте идут щеточки для очистки плат и лента.
Прибор следует регулярно очищать от различных загрязненийПодготовка
Правильная подготовка позволит работнику избежать трудностей в ходе эксплуатации инструмента и травм.
Рабочего места
В первую очередь важно обеспечить достаточное освещение— не меньше 500 люкс. При необходимости улучшить условия можно путем использования источника местного освещения.
Также следует уделить внимание вентиляции. Помещение лучше всего оборудовать вытяжкой, но если это невозможно, то в ходе работы мастеру потребуется делать небольшие перерывы, для проветривания рабочего места.
Важно! Если в качестве материала для пайки выступает полипропилен или пластиковый элемент, то работать с ним в неотапливаемом помещении не рекомендуется. Также полипропиленовый материал не следует паять при минусовой температуре.
Выбор паяльника по мощности
Для работы используют приборы различной мощности. Чтобы выбрать конкретную модель, чаще всего учитывают то, что:
- для работы с электроникой используют маломощные паяльники;
- если необходимо спаивать толстый слой меди, применяют 100-ваттный инструмент;
- для массивных деталей используют модели с мощностью 200 Вт.
Для домашнего применения подойдут паяльники с небольшой мощностьюВажно! Определить мощность инструмента можно «на глаз»: чем больше он по размерам, тем выше его мощность.
Подготовка паяльника к работе
Перед первой эксплуатацией агрегата важно убрать остатки заводской смазки с его корпуса.
Подготовка деталей к пайке
Паяют детали всегда в несколько шагов. Изначально следует подготовить поверхность проводника:
- удалить оксидную пленку с последующим обезжириванием;
- выполнить облуживание.
После выполнения данных действий можно приступать к соединению деталей. Важно также зачистить провода, которые ранее использовались.
Также следует снять оксидную пленку. Выполнить действие можно с помощью наждачной бумаги, ножа или напильника. Паять деталь разрешено только после обезжиривания.
Залудить проводник из меди нужно под флюсом, после прогрева припой должен покрыть поверхность материала тонким слоем. Если имеется наплыв, пайку стоит отложить. В данном случае припой нужно расположить вертикально и провести паяльником с верхней в нижнюю точку.
Если же нужно паять алюминий, то следует совместить процесс зачистки и обслуживания. Для этого провод, покрытый канифолью, необходимо поместить в наждачную бумагу, разогреть его с одновременным вращением.
Для этого провод, покрытый канифолью, необходимо поместить в наждачную бумагу, разогреть его с одновременным вращением.
Разогрев и выбор температуры
Чтобы правильно паять инструментом, мастеру важно научиться определять хорошо ли разогрето место пайки. Если применяется обычный паяльник, то ориентироваться можно на канифоль и флюс, а именно на их поведение. Так, при достаточном разогреве, они кипят, выделяют пар, но ни в коем случае не горят.
Если используется паяльная станция, то исходить необходимо из следующих правил:
- температура, при которой происходит нагрев деталей должна быть на 40-80 градусов больше температуры плавления припоя;
- температура наконечника инструмента должна быть на 20-40 градусов выше температуры нагрева деталей.
Важно! При нагреве следует ориентироваться на состояние канифоли — когда она кипит, но не дымится, стоит начать припаивать материал.

Пошаговая техника пайки проводов
Существует пошаговая инструкция, которую работнику необходимо соблюдать, чтобы не столкнуться с дополнительными сложностями:
- Удалить изоляцию на длине 3-5 см.
- Зачистить и обезжирить соединяемые жилы.
- Выполнить плотную скрутку проводов.
- Нанести флюс на полученный сросток.
- Набрать на жало припой и припаять скрутки.
- Полученный сросток нужно изолировать.
Возможные проблемы при пайке
В ходе эксплуатации паяльника, могут возникнуть проблемы, которые мастеру потребуется устранить. Однако, большую часть недочетов можно определить «на глаз», к примеру:
- холодная пайка — припой имеет тусклый цвет, прочность контакта низкая, в результате чего со временем он разрушается;
- перегрев компонентов — припой не покрывает поверхность;
- перемещение компонентов, подлежащих соединению, до полного затвердевания припоя.
Перед тем как приступить к работе, следует пройти обучение у опытных специалистовВажно! Устранить все вышеперечисленные проблемы возможно путем повторной пайки.

Меры безопасности
Важно не только знать, как работать паяльником, но и изучить меры безопасности при его эксплуатации, поскольку их выполнение позволяет:
- защитить кожу от термических ожогов;
- предотвратить возгорание;
- защититься от поражения током.
Перед тем, как приступить к эксплуатации паяльника, мастеру необходимо убедиться в том, что кабель питания находится в исправном состоянии. Жало не должно соприкасаться с предметами и поводками.
В процессе эксплуатации паяльника, брать его разрешено только за ручку — держать включенный инструмент за корпус, опасно для здоровья. В перерывах между работой инструмент следует помещать на подставку.
Важно! Рекомендуется перед самостоятельными действиями пройти обучение у мастеров, чтобы начинающая практика не обернулась рядом ошибок.
Зная, как пользоваться паяльником, мастер сможет выполнить качественно любую работу. Важно, помнить о соблюдении техники безопасности, поскольку при неправильном применении инструмент способен нанести серьезный вред здоровью.
Канифоль: что это такое и как пользоваться
Эх, знали бы вы, сколько я пожег дорожек, транзисторов и диодов, пока научился самостоятельно паять в детстве без наставника. Мне было интересно осваивать ремонт бытовой техники самому, а хорошего наставника, да и интернета тогда у меня не было.
Я ничего не знал про канифоль: что это такое и как ей пользоваться. Поэтому наделал очень много ошибок. Вы не должны их повторять. Написал статью на эту тему. Читайте и делитесь своим мнением.
Содержание статьи
Историческим названием канифоли стало словосочетание «колофонская смола» благодаря древнему греческому городу Колофон. В нем очень ценилась хорошая музыка, а музыканты натирали ей смычки и струны.
В основу состава канифоли входят смеси природных карбоновых кислот с их изомерами.
По внешним признакам она выглядит хрупким аморфным веществом, обладающим характерным изломом с раковинами, и блестит подобно стеклу. Ее оттенки: от яркого светло желтого до темного красного цвета.
Электрики издавна используют ее при пайке в качестве флюса для соединения металлов. Потребительские свойства этого вещества сильно зависят от способов его получения.
3 метода промышленного изготовления канифоли и как они влияют на качество пайки
Производственное получение канифоли осуществляется одним из трех способов:
- Термической переработкой живицы (народное название смоляного сока от хвойных деревьев: сосны, лиственницы, кедра) с целью выпаривания из нее воды со скипидаром. Полученные твердые полупрозрачные куски очищают химическими веществами.
- Измельчением на механическом оборудовании хвойной древесины до мельчайших частиц и экстракцией (извлечением смол) специальными растворителями (экстрагентами), не смешивающимися со смолами.
- Перегонкой таллового масла, выделяемого в качестве отходов во время производства целлюлозы и бумаги.

Способ изготовления канифоли и ее сырье закладывают в ее название. Например, галловая, экстрационная, сосновая или гарпиус. По нему, как и по цвету, можно уже судить, пользуясь вторичным методом, о качестве продукта.
Самая светлая желтая канифоль лучше всего подходит в качестве флюса для пайки, а более темная работает хуже, оставляя больший нагар на жале паяльника.
Состав и физико-химические свойства: на что обращать внимание
Будем использовать научный подход. Для этого вначале обратимся к требованиям государственного стандарта по характеристикам канифоли, как выпускаемой продукции, а затем — на производственные возможности технологического оборудования ее изготовления разными способами.
ГОСТ 19113-84 определяет технические требования к качеству канифоли и подразделяет ее на три сорта по потребительским показателям:
- высший;
- первый;
- второй.

В то же время промышленность способна обеспечить только следующие характеристики качества при производстве тремя перечисленными выше способами.
В живичной канифоли практически отсутствуют жирные кислоты, применять которые часто недопустимо при выполнении определенных операций. А экстракционный состав может содержать их до 10%.
Полезные свойства канифоли
Для практического применения в домашней мастерской следует учитывать следующие качества колофонской смолы:
- высокие диэлектрические свойства, которые позволяют в ряде случаев после пайки не удалять остатки флюса на спаиваемых деталях. Исключением являются очень ответственные соединения на микрочипах точной электроники;
- хорошее растворение такими органическими растворителями, как ацетон, бензин, спирт, хлороформ, эфир;
- не растворяется в воде;
- температура плавления колеблется от 50÷70 градусов до 130 у отдельных сортов. Она зависит от исходного материала, из которого производится, и способа получения;
- основную часть смоляных кислот, а это порядка 90% всей массы, составляет полезная абиетиновая кислота;
- даже большие куски довольно просто разделять и размельчать самыми простыми механическими инструментами;
- срок годности практически ничем не ограничен.

Домашнему мастеру полезно знать, что кроме пайки это вещество используют:
- в процессе изготовления большого ассортимента красок или лаков;
- при производстве пластмасс;
- для обработки струн и смычков на музыкальных инструментах;
- как порошок для натирки подошв у балетной обуви или обеспечения хорошего хвата ладонями у гимнастов на спортивных снарядах;
- в качестве эффективного средства, создающего дымовые завесы при постановках в театре и кино.
2 технических приема, которые портят полезные свойства канифоли для пайки
Обратите внимание на:
- Температуру нагрева жала паяльника, которое должно надежно расплавить флюс, но не пережечь его. Иначе происходит повышенное образование дыма. Из продуктов сгорания создаются твердые частицы. На соединяемых деталях образуется нагар. Наблюдать этот процесс можно по образованию слоя сажи на паяльнике, преобразованию светлого цвета колофонской смолы в темно бурый.
- Хотя канифоль и не растворяется в воде, но обладает определенной гигроскопичностью. При хранении в неотапливаемых влажных помещениях она может впитать влагу, что значительно ухудшит ее применение в качестве флюса.

Краткие сведения о получении в домашних условиях
Канифоль среднего качества можно успешно изготавливать своими руками без дорогого промышленного оборудования для собственных нужд. По этой теме имеются видеоролики на канале Ютуб.
Рекомендую посмотреть один из них: владельца Эквибривалентум. Однако он допускает определенные ошибки в технологии. На них в комментариях обратил внимание посетитель Сяотестер Сяомей.
После просмотра ролика обязательно прочитайте его комментарий в случае, если возникнет желание заняться подобной деятельностью.
Простое объяснение технологии пайки с научной точки зрения: что делают флюсы
Под пайкой принято понимать технологический процесс безразъёмного соединения различных деталей за счет ввода между ними другого металла с более низкой температурой плавления (припоя), нежели у соединяемых элементов.
При этом соединение создается за счет образования межатомных связей между материалами при их нагреве меньшем, чем температура собственного плавления. Жидкий горячий припой затекает в зазоры между деталями, заполняет их, а при дальнейшем охлаждении кристаллизуется и прочно схватывает.
Припой в жидком состоянии взаимодействует с основным металлом. В результате между ними создаются переходные процессы, образующие твердые растворы и интерметаллоиды.
Они обеспечивают адгезию (прилипание) соединяемых частей. Надо знать, что на качество и прочность создаваемого контакта влияет его величина. Толстый слой интерметаллоидов обладает повышенной хрупкостью, легко разрушается.
На адгезию также сильно влияет чистота поверхностей припоя и соединяемых деталей. Грязь, коррозия, минеральные примеси, масла, жиры не позволяют качественно соединить детали.
Грязь, коррозия, минеральные примеси, масла, жиры не позволяют качественно соединить детали.
Поэтому их до пайки очищают различными способами, а при нанесении припоя используют флюсы — химические вещества или их смеси, способные удалять слои оксидов с поверхностей спаиваемых деталей. При этом они дополнительно:
- понижают поверхностное натяжение расплавленного припоя;
- улучшают его растекание по образованным зазорам;
- защищают от воздействия внешней окружающей среды, предохраняя от начала образования окислительных процессов.
Канифоль является универсальным флюсом, хорошо подходит для спаивания большинства металлов кроме стали, чугуна, алюминия. Благодаря своей универсальности ее издавна применяют при домашнем ремонте и в небольших мастерских.
Однако пайка деталей в производстве промышленных масштабов требует более качественного соблюдения технологии, точного подбора характеристик флюса. По этим причинам колофонской смолой пользуются реже, а для каждой технологии применяют свои специально подобранные флюсы.
Виды флюсов из канифоли для пайки: 3 состава для разных ситуаций
Канифоль для спаивания металлов используют в различных физических состояниях. Она выпускается промышленностью в:
- твердом кристаллообразном состоянии;
- специальным жидким раствором;
- в виде геля.
Каждый из этих типов имеет свои особенности в применении, достоинства и недостатки.
Колофонская смола в кристаллообразном состоянии применяется издавна, пользуется популярностью, хорошо хранится, проста в обращении. Однако паяльщику необходимо сформировать точные практические навыки, уметь грамотно соблюдать пропорции при нанесении такого флюса в труднодоступных местах.
Жидкий флюс на основе спиртового раствора обладает более универсальными способностями. Он хорошо подходит для спаивания деталей различных размеров, как больших, так и мелких. Правильную пропорцию здесь соблюсти проще, а его нанесение на металлы осуществляется простой кисточкой.
Подобный раствор легко сделать самому на основе концентрированного медицинского или технического спирта и измельченной в мелкий порошок канифоли. В стеклянную баночку заливают жидкость и засыпают порошок. Соотношение примерно 70/30%.
Все перемешиваем и ставим в теплое место для растворения. Периодически проверяем и встряхиваем. Можно немного досыпать порошка при необходимости. Время окончательной готовности — несколько часов, но пользоваться раствором можно и раньше.
Канифоль-гель обладает вязкой консистенцией. Таким веществом просто покрывать обрабатываемые поверхности. Им удобнее пользоваться в труднодоступных местах. Точнее соблюдается дозировка флюса. К тому же гель не так быстро высыхает, как спиртовые растворы. Гель более технологичен чем твердые кристаллы.
Как паять паяльником с канифолью: 2 методики пользования флюсом
В принципе технология пайки во всех случаях имеет общие черты. Отличия заключаются в особенностях применения флюса.
До начала момента спаивания необходимо подготовить рабочее место, инструмент и соединяемые материалы. Всегда обращайте внимание на чистоту жала паяльника, не допускайте образования нагара и сажи на нем.
3 совета по борьбе с нагаром и сажей
Если не рассматривать дорогие паяльные станции, то сейчас можно встретить два вида паяльников:
- старые советского типа с медным наконечником;
- современные с веллеровским жалом из никелевого покрытия.
При неправильном обращении нагар может образоваться на любом. Однако в первом случае достаточно взять напильник или надфиль с мелкой насечкой и просто зачистить им металл меди до чистого слоя. Когда жало съемное, то его лучше слегка проковать на наковальне: станет плотнее поверхностный слой.
Дальше такой паяльник начинают нагревать, но, не доводя до рабочей температуры, его слегка смазывают канифолью и, пока он прогревается, водят по припою, чтобы хорошо залудить.
Во втором случае поступают иначе, ибо механическая очистка даже лезвием ножа способна повредить внешнюю поверхность никелевого покрытия. В нем станут образовываться микротрещины, начнется процесс растворения ядра жала.
В нем станут образовываться микротрещины, начнется процесс растворения ядра жала.
Самый безопасный в этом случае способ иной: загрязненный наконечник паяльника прогревают до высокой температуры порядка 450÷480 градусов около пяти минут. За это время весь нагар просто выгорит. Затем ему дают возможность остыть при температуре 280°.
После этого надо взять обыкновенный целлюлозной карандаш, которым чистят подошву утюгов, и окунуть в него жало с последующей обработкой в специальном активаторе. Если же его нет, то просто обработать паяльной губкой. Последняя должна быть пропитана не обыкновенной водой, а водяной глицериновой смесью с соотношением 7/3, где 7 частей отводятся глицерину.
Чистота жала паяльника — первое необходимое условие обеспечения качественной пайки.
Здесь же важно правильно подобрать паяльник по мощности, ибо каждый его вид предназначен для соединения металлов разных объемов и габаритов. При этом учтите:
- Мощные модели хорошо создают высокий нагрев соединяемых деталей, но они легко пережигают малогабаритные электронные детали и дорожки плат.
- Низковатные паяльники используют при точной пайке маломощных транзисторов и микросхем, но ими невозможно нормально прогреть провода.

Я же отдаю предпочтение трансформаторным паяльникам: видимо сказывается сила привычки и необходимость работать в разных местах. С Советских времен использую заводской паяльник Момент.
Даже, на основе методики простого расчета трансформатора, сделал
его более мощный аналог на 100 ватт.
Он немного тяжеловат, но для спаивания проводов 2,5 квадрата подходит идеально, а перегорающие тонкие медные наконечники делаю сам. У электрика такой исходный материал всегда имеется под рукой.
Нагрев наконечника происходит быстро. Он регулируется длительностью включения кнопки на рукоятке, позволяет контролировать процесс визуально по дымообразованию от канифоли.
В большинстве случаев домашнего мастера выручают регуляторы температуры жала паяльника, которые можно сделать своими руками из доступных деталей или приобрести в магазине.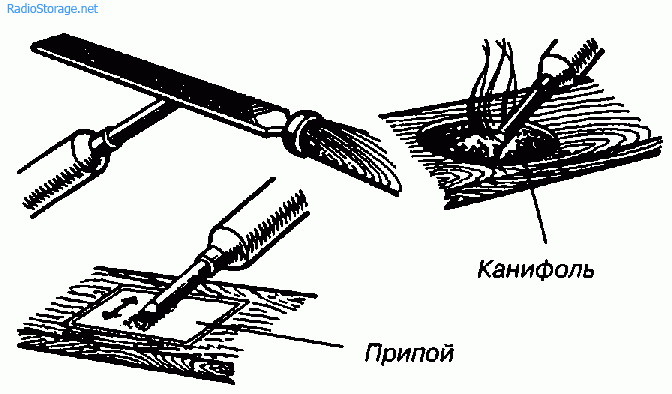
Стал часто наблюдать, что многие радиолюбители стали пользоваться простыми диммерами, предназначенными для регулирования освещения.
Только подбирают их по нагрузке и ограничивают величину выходного напряжения в пределах от 150 до 220 вольт.
Во всех случаях пайки необходимо позаботиться не только о чистоте жала паяльника, но не забыть про качество поверхности соединяемых деталей. Минеральные и органические загрязнения, влагу — удалить, а после очистки будущие контактные соединения необходимо по отдельности залудить.
Особенности пайки твердым флюсом
Этот вариант рассматривается как классическая схема пайки. Ее можно представить за пять шагов.
Шаг №1. Подготовительный этап.
Какая бы спешка ни была, всегда начинайте с оборудования рабочего места, обеспечения правил безопасности и подготовки инструмента. Заранее продумайте стационарное фиксирование проводов и соединяемых деталей.
Помните, что закрепленный с одной стороны провод работает как пружина и способен при случайном нажатии на конец паяльником отбросить расплавленный припой в глаз. Пользуйтесь защитными очками, не паяйте навесу.
Пользуйтесь защитными очками, не паяйте навесу.
Твердую канифоль удобно держать в специальной жестяной баночке, которая показана на фотографии моего советского паяльника. О чистоте жала и спаиваемых поверхностей я уже заострял внимание выше.
Шаг №2. Лужение соединяемых поверхностей
Процесс сводится к покрытию зачищенных медных жил и контактных площадок тонким слоем припоя.
Для этого начинают нагревать паяльник и его наконечник погружают в твердую канифоль. Она плавится и смачивает жало, дополнительно очищая его. Сразу же быстро касаются припоя. Он переходит в жидкое состояние, а небольшая капелька прикрепляется на конце наконечника.
Ее переносят на очищенную контактную площадку, быстро прогревают колебательными движениями и убирают паяльник в сторону. Припой охлаждается и затвердевает.
Если необходимо залудить обычный конец провода, то его можно просто прогреть паяльником в баночке с канифолью, а затем обработать припоем.
Процесс необходимо выполнять быстро, уложиться буквально за пару секунд. Правильно залуженная поверхность выделяется однородным цветом чистого олова, покрыта ровным тонким слоем.
Правильно залуженная поверхность выделяется однородным цветом чистого олова, покрыта ровным тонким слоем.
Новые электронные детали обычно всегда залужены на заводе. Им дополнительная обработка припоем не требуется.
Шаг №3. Фиксация деталей
Элементы, подлежащие спаиванию, необходимо четко соединить и надежно зафиксировать, исключить их случайное смещение. С этой целью используют небольшие тиски, пинцеты, острогубцы.
Удобно пользоваться специальным приспособлением, которое получило название «третья рука».
Существует много вариантов его заводского исполнения и самодельных конструкций.
Шаг №4. Непосредственная пайка
Подготовленные детали соединяют и прогревают паяльником с каплей припоя, а затем быстро отводят его, обеспечивая естественное охлаждение.
Работаем быстро, помним о правиле двух секунд.
Шаг №5. Проверка качества и заключительные операции
Созданную спайку необходимо визуально осмотреть, проверить соединение деталей на механическую прочность легким продергиванием. Поверхность застывшего припоя не должна иметь шероховатостей, пор.
Поверхность застывшего припоя не должна иметь шероховатостей, пор.
На этом этапе многие работники считают процесс законченным, что неправильно. Необходимо удалить следы оставшегося флюса с поверхностей и дорожек.
Дело в том, что канифоль, являясь хорошим диэлектриком, обладает гигроскопичностью. Влага же, впитанная ей, нарушает изоляционные свойства. В результате на ответственных участках микросхем и малогабаритных электронных плат возможны токи утечек. Они приведут к сбоям в работе микропроцессорных устройств.
Да и внешний вид пропаянного участка изменится, станет более аккуратным, скроются следы ремонта.
Удаляют остатки флюса с дорожек спиртом. Он растворяет возникшие подтеки, после чего обработанное место протирается сухой чистой тряпочкой.
В продаже можно встретить трубчатый припой в виде прутков с канифолью, расположенную во внутренних полостях. Такой материал сокращает время пайки, удобен в работе.
Как паять растворенной и гель-канифолью
Технологический процесс практически повторяет предыдущий метод. Только в нем используется жидкий флюс, диктующий особенности:
Только в нем используется жидкий флюс, диктующий особенности:
- Спиртовым раствором или гель-канифолью первоначально покрывают очищенные контактные площадки для лужения.
- Обрабатывают их разогретым паяльником с каплей припоя, обеспечивая равномерное тонкое покрытие.
Залуженные детали прочно соединяют и пропаивают, как описано выше.
Старый проверенный прием: упражнение для освоения качества пайки от бывалых
Проверить свое мастерство и усовершенствовать практический навык может любой человек. Для этого потребуется паяльник с подготовленным рабочим местом и кусочек медного провода от электропроводки.
Из него нарезается 12 отрезков одинаковой длины порядка пары сантиметров. Они будут служить ребрами кубика. А его потребуется спаять и проверить на прочность небольшим усилием сжатия в ладони.
Тренируйтесь на этом упражнении и осваивайте правильную, качественную пайку. Надеюсь, что мой материал про канифоль: что это такое поможет вам хорошо развить этот навык. Если же знаете другие способы или имеете отличное от меня мнение, то пишите его в комментариях. А я рекомендую посмотреть видеоролик автора AlexGyver «Как паять паяльником».
Если же знаете другие способы или имеете отличное от меня мнение, то пишите его в комментариях. А я рекомендую посмотреть видеоролик автора AlexGyver «Как паять паяльником».
В нем много полезной информации.
Как правильно паять паяльником с канифолью
Как правильно паять паяльником с припоем и канифолью
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.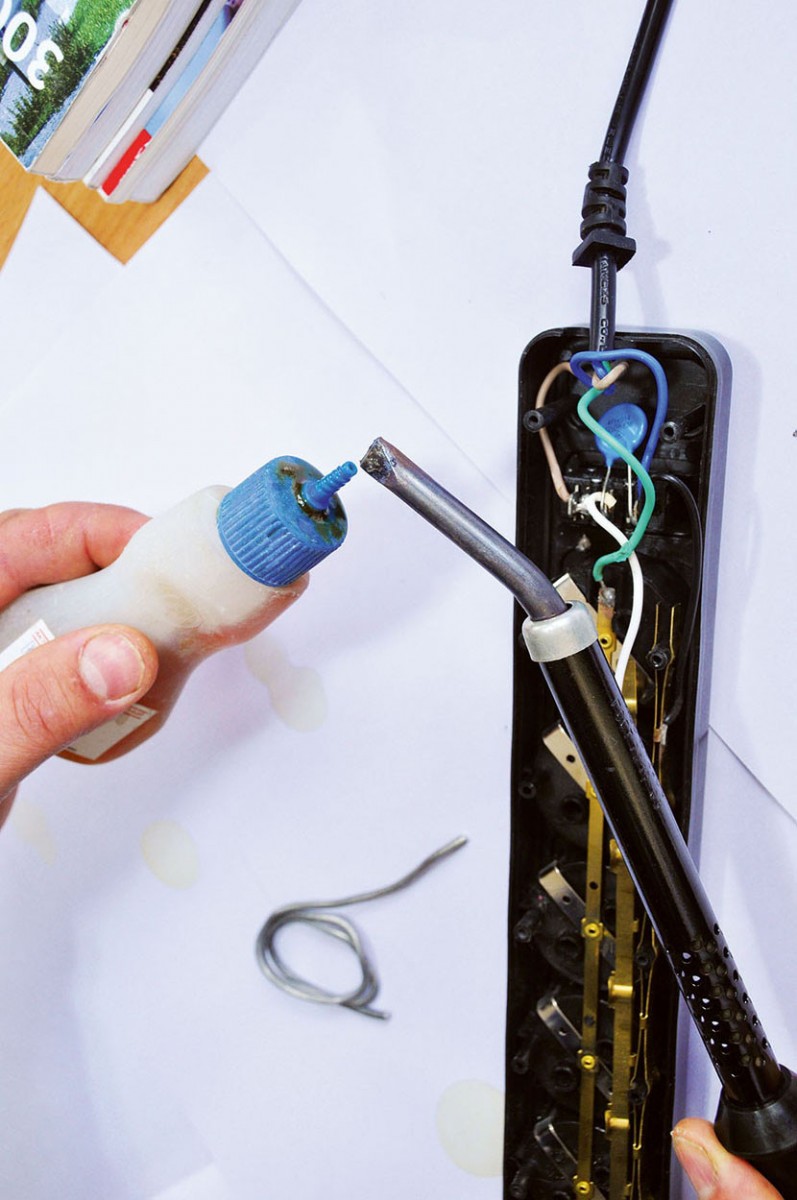
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
Как правильно пользоваться паяльником с канифолью: учимся паять
Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала — припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
- Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
- Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
- При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
- Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
- Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
- Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
- По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.

 Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
 Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
- Вначале подготовить провода. Для этого концы проводов, которые нужно припаять, предстоит хорошенько зачистить от изоляции. Все сращиваемые между собой проводки, как правило, изолируются посредством специальной термоусадочной трубки. Если такая трубка присутствует, то её нужно обрезать при помощи острого ножа таким образом, чтобы длина выходила на 2−7 мм за пределы всех швов. Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
- Затем соединяемым концам проводов нужно обеспечить качественное механическое соединение. Для этого два конца провода перекручиваются между собой так, чтобы их центры плотно пересекались друг с другом. После этого конец одного провода следует скрутить вдоль длины кабеля. Туже самую манипуляцию следует проделать и со вторым концом другого провода.
- Затем нужно поставить нагреваться паяльник, чтобы вначале залудить провода, а затем прогреть их. Для этого нагретый паяльник опускается в канифоль и берётся немного припоя, после чего прибором проводится пару-тройку раз по концам провода. В ходе лужения провод следует поворачивать и прогревать, что поможет обеспечить равномерное покрытие канифолью.
- По окончании работы готовый провод следует заизолировать. Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.
 Для этого нагретый паяльник опускается в канифоль и берётся немного припоя, после чего прибором проводится пару-тройку раз по концам провода. В ходе лужения провод следует поворачивать и прогревать, что поможет обеспечить равномерное покрытие канифолью.
Для этого нагретый паяльник опускается в канифоль и берётся немного припоя, после чего прибором проводится пару-тройку раз по концам провода. В ходе лужения провод следует поворачивать и прогревать, что поможет обеспечить равномерное покрытие канифолью.Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное — не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
 Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
 Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Подводя итоги
Паяльник — это универсальный инструмент, при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков.
Как правильно паять паяльником с канифолью
Знания о том, как правильно паять, нужны не только радиолюбителям и специалистам по монтажу электроаппаратуры. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов.
Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов.
Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова — того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
 Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Обработка флюсом или лужение
Традиционный и самый доступный флюс — канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Работа с припоем
При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса.
При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск.
При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд.
Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки.
Как правильно паять паяльником с канифолью
19 Фев 2012г | Раздел: Радио для дома
Здравствуйте уважаемые читатели сайта sesaga.ru. Сегодня хочу поделиться с Вами секретом хорошей пайки, и рассказать, как правильно паять паяльником.
У каждого радиолюбителя есть минимальный набор инструментов, которые ему необходимы для сборки или ремонта любой радиоэлектронной конструкции. Это всевозможные отвертки, плоскогубцы, кусачки, напильники, молотки и т.д.
Поэтому, что-либо здесь рекомендовать я не буду, а остановлюсь на самых основных. Это уже в дальнейшем, если Вам понадобится дополнительный инструмент,то Вы его приобретете.
Первое, что нужно приобрести, если у Вас нет, это пинцет и паяльный набор:
1. Паяльник,
Паяльник,
2. Припой (олово),
3. Флюс (баночка канифоли).
Паяльник лучше купить обычный, мощностью 40Вт с питающим напряжением 220В. В домашних условиях любой другой мощности не надо, когда научитесь паять, то это поймете. А когда мы соберем для него регулятор мощности, регулируемый температуру жала, он станет более удобным и универсальным.
В радиотехнике для соединения между собой поверхностей узлов и деталей применяют припой — сплав свинца и олова в различных пропорциях.
Как правило, припой изготавливают в виде проволоки, или трубки заполненной флюсом. Лучше отдать предпочтение припою в виде проволоки, так как флюсом придется пользоваться в любом случае.
Обычно припои различаются по температуре плавления и твердости, и маркируются буквенными и числовыми значениями, например, ПОС-60.
ПОС — припой оловянно-свинцовый, цифра 60 означает процентное содержание олова в сплаве, соответственно свинца 40%. Чем больше свинца в припое, тем он темнее, и температура плавления припоя выше. Для домашнего быта лучше приобрести припой ПОС-60 с температурой плавления около 190 °С, и к тому же обладающий хорошей прочностью.
Чем больше свинца в припое, тем он темнее, и температура плавления припоя выше. Для домашнего быта лучше приобрести припой ПОС-60 с температурой плавления около 190 °С, и к тому же обладающий хорошей прочностью.
Флюсы предназначены для растворения и удаления окислов с поверхности спаиваемых деталей, служат для защиты поверхностей металла и припоя от окисления, и обеспечивают хорошее смачивание поверхности деталей жидким припоем.
Например, жало паяльника сделано из меди, которая при нагреве окисляется, и на рабочей поверхности жала образуется корка нагара. Если Вы прикоснетесь таким жалом к припою, то он естественно расплавится, но на рабочей поверхности не останется, а просто скатится, соответственно запаять что-либо таким паяльником Вы не сможете.
Самым распространенным и доступным флюсом является канифоль, которая изготавливается из сосновой смолы. Выглядит она как янтарь, прозрачная с желтоватым оттенком.
Подготавливаем жало паяльника для пайки.

И так, паяльный набор Вы купили. Первым делом надо подготовить паяльник, а именно его рабочую часть (жало), так как для пайки пока оно не очень годится. Зажимаем его плоскогубцами, берем напильник, и начинаем аккуратно обрабатывать кончик, придавая ему форму двугранного угла приблизительно 30…45 градусов.
Кончик жала Вы подготовили, но паяльник включать еще нельзя, так как при первом включении от него идет дым и неприятный запах, это нормально.
Это происходит потому, что при первом нагреве идет выгорание клейкого слоя, которым были склеены листы слюды при намотке нагревательного элемента.
Устройство нагревательного элемента паяльника.
Рассмотрим устройство нагревательного элемента в разрезе.
Нагревательным элементом в паяльниках обычно служит нихромовый провод, намотанный на металлическую трубку, в которую вставляется медный стержень (жало). Электрический ток раскаляет нихромовый провод, а он в свою очередь отдает тепло медному стержню, нагревая его.
Для изоляции этого провода от контакта с защитным кожухом и металлической трубкой, служит слюда, которая слоями прокладывается между ними.
Самодельная подставка для паяльника.
Еще, что Вам нужно, а без этого никуда, так это подставка для паяльника.
Ее можно купить там же в магазине, а можно сделать самому. Достаточно взять небольшой деревянный брусок и металлическую крышку, применяемую в домашнем консервировании. В нее Вы будете складывать остатки припоя и флюса, а так же в ней облуживать выводы деталей и жало паяльника.
Из крышки желательно сделать прямоугольную ванночку. Только будьте осторожны, когда будете резать крышку, края у нее острые как лезвие, все работы производите в рукавицах.
И так. Из крышки ножницами вырезаете прямоугольник, маркером делаете разметку, как на картинке, и плоскогубцами загибаете края. По окончании, края ванночки обязательно обрабатываем напильником и прибиваем ее двумя маленькими гвоздями к бруску.
Все. Ваша подставка готова.
Совет! Возьмите изоленту, и примотайте провод паяльника к ручке как изображено на фото. Это Вас избавит от всяких неожиданностей. Поверьте.
Теперь можно включать паяльник.
Если Вы находитесь в помещении, то открываете окно, включаете паяльник в розетку и выставляете его на свежий воздух, минут на 30-40. По истечении этого времени, изделие готово к употреблению.
Окончательная подготовка жала паяльника. Облуживание.
Как Вы заметили, медь стала темно-синей, поэтому берем напильник, и проходимся по рабочей части жала, снимая с него окалину. Теперь быстро макаем жало в баночку с канифолью, и припоем касаемся к обеим сторонам.
Затем по дну ванночки мелкими движениями, если бы Вы работали ластиком, водим жалом вперед-назад, периодически макая его в канифоль для лучшего смачивания, пока рабочая часть с обеих сторон не покроется припоем. Получилось!
Таким белым жало должно быть всегда.
Запомните! Залог хорошей пайки – это чистое от окислов, и хорошо облуженное жало паяльника. Припой должен быть тонким слоем равномерно распределен по всей рабочей поверхности жала.
Ну вот. Паяльник для пайки Вы подготовили, и теперь можно смело приступать к практике. Во второй части статьи как правильно паять паяльником с канифолью Вы узнаете, как облудить и спаять между собой проводники.
Удачи!
Как правильно паять паяльником с канифолью
Любой начинающий специалист, связанный с обслуживанием и ремонтом радиоэлектроники сталкивается с необходимостью покупать прибор, предназначенный для качественной работы по соединению повреждённых участков микросхемы. Попробуем разобраться, как правильно паять паяльником с канифолью, что необходимо знать начинающему специалисту и мастеру с богатым багажом знаний.
Пайка с использованием канифоли
Основные принципы и правила проведения паяльных работ
Для того чтобы понять и выяснить, как правильно пользоваться паяльником для пайки проводов, необходимо иметь минимальный набор инструментария:
- Паяльник, желательно электрический от основного источника питания сети 220 вольт.
- Олово или иной взаимозаменяющие припои.
- Канифоль.
Мощность паяльника должен быть не более 40 Ватт, сеть питания стандартная- 220 Вольт. Для бытового использования вполне достаточно такой мощности прибора. Готовый припой понадобиться для качественного соединения деталей и узлов. В качестве основных компонентов припоя используем олово с компонентами свинца, а также традиционную канифоль. В розничной сети продаются готовые трубки, с расположенным внутри составом или специальная проволока. Последний вариант признан самым эффективным и лучшим по многим параметрам производительности.
Характеристики припоя и канифоли
Далее, разберёмся, как правильно паять паяльником с канифолью и оловом провода при выборе необходимой марки припоя. В этом случае подойдёт маркировка ПОС, так называемый оловянно-свинцовый припой. В маркировке присутствуют цифровые значения, так 60, это процентное содержание олова, а 40%- содержание свинца. В продаже можно найти припои, которые имеют высокое содержание свинца. Такой материал имеет лучшие характеристики, обеспечивающие высокое качество работы при соединении деталей. Состав отличается по цвету, температура плавления будет на порядок выше, чем при обычных сериях и маркировки ПОС, но и качество места обработки будет также высоким.
Такой материал имеет лучшие характеристики, обеспечивающие высокое качество работы при соединении деталей. Состав отличается по цвету, температура плавления будет на порядок выше, чем при обычных сериях и маркировки ПОС, но и качество места обработки будет также высоким.
Не последнюю роль в этом процессе играет канифоль, которая позволяет решить не только задачу, как правильно паять провода паяльником, но и поможет добиться необходимой прочности соединения. Основное предназначение канифоли, это удаление окислов с обработанных спаиваемых деталей. Использование канифоли является обязательным, так как медный наконечник при разогреве образует специфический нагара, мешающий качественному обеспечению прочности соединения деталей на микросхеме.
По своей природе, канифоль, это природный материал, который имеет в своем составе компоненты смолы с хвойных пород древесины, как правило, сосна. Вещество имеет специфический хвойный запах. В продаже имеется несколько вариантов канифоли, это жидкообразная масса или в твёрдом состоянии.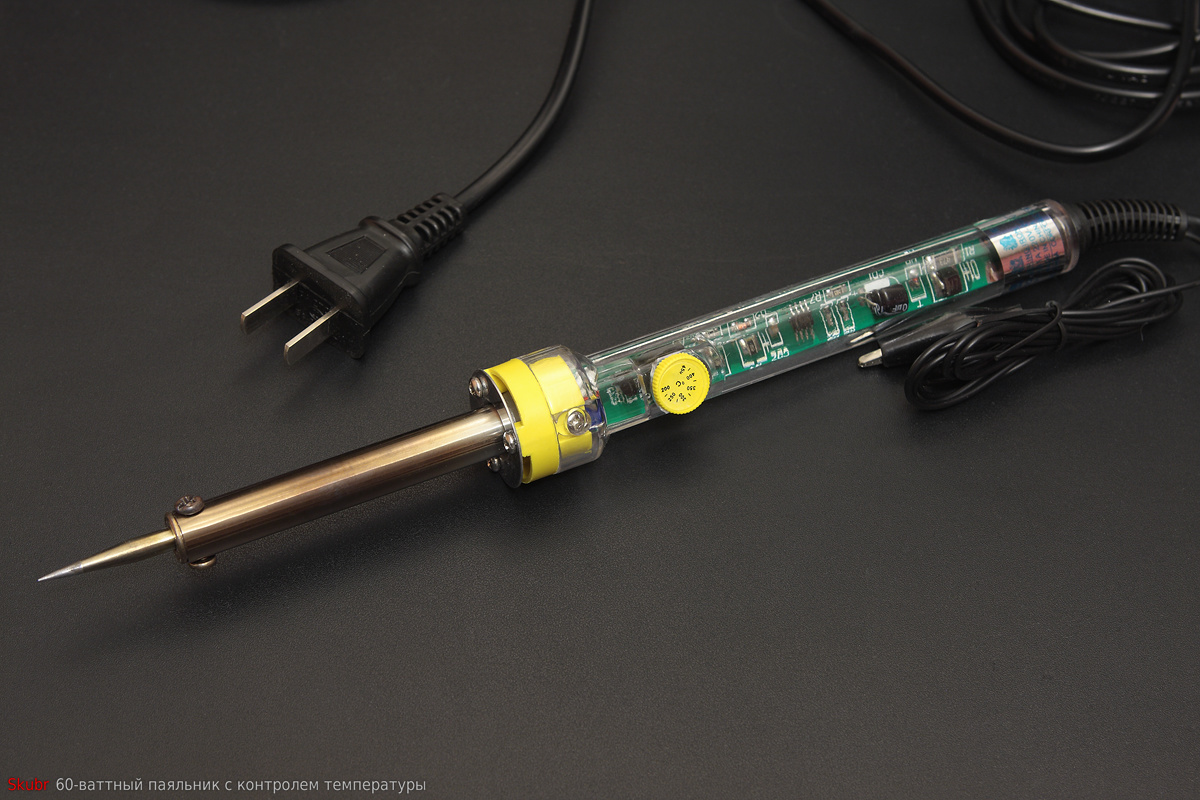 Кроме этого, чтобы знать, как правильно научиться паять паяльником, новичок может использовать комбинированный вариант канифоли с добавлением этилового спирта, так называемый спиртово-канифольный состав.
Кроме этого, чтобы знать, как правильно научиться паять паяльником, новичок может использовать комбинированный вариант канифоли с добавлением этилового спирта, так называемый спиртово-канифольный состав.
Правила пайки канифолью
Теперь мы перейдём к практической части задачи, как правильно паять паяльником с канифолью и оловом провода сам процесс. Прежде всего, необходимо подготовить минимальный набор инструментов. Перед рабочим процессом как работать паяльником для проводов, необходимо сплющить жало и зачистить его как следует. В случае если жало не сплющено, рекомендуем это сделать самостоятельно, не повредив основной корпус прибора. Помните, чем тоньше жало, тем эффективней результат работы. Как правило, лучшим и оптимальным вариантом жала станет острием под углом 30-45градусов.
Основные правила пайки паяльником:
- Все работы должны проводиться при проветриваемом помещении, открываем окна.
- Включаем в сеть паяльник, дожидаемся, пока он прогреется, и уйдёт характерный запах. Необходимо чтобы жало прокалилось.
- Выключаем на время паяльник и очищаем наконечник от старой грязи.
- Снова включаем в работу прибор.
- Слегка проводим залуживание деталей и частей соединяемых фиксаторов деталей. Для этого дожидаемся, пока разогреется жало до нужной температуры, слегка касаемся канифоли и направляем жало на место обработки соединения.
- Чтобы взять необходимое количество припоя снова направляем раскалённое жало на канифоль. Прикладываем к сосновой доске и снова повторяем операции с оставшимися частями.
- Новичку необходимо поэкспериментировать на досуге, чтобы понять, как правильно паять медные провода паяльником.
- Типичная ошибка новичка, все работы по соединению проводить при оголённом жале, где отсутсвует припой и флюс. Это роковая ошибка может привести к возгоранию всей платы микросхемы.
- Далее, что нужно для пайки проводов паяльником для медных материалов. Для этого технологического процесса достаточно иметь одного залуживания. Прогреваем для начала жало, прикасаемся к канифоли, после этого прикладываем жало к рабочей поверхности обрабатываемой детали. После этого снова приподнимаем провод, опускаем его в канифоль, снова прикладываем жало раскалённое и снова соединяем контакты.
- В процессе пайки сама канифоль начнёт дымиться (естественный процесс). Это означает, что провод обтекается необходимой массой канифоли, предназначенной для работы.
- В процессе пайки и выполнения задачи, какой паяльник нужен для пайки проводов, обращаем внимание, если цвет провода изменился с жёлтого на серебристый, то весь процесс прошёл вполне успешно.
- Теперь остаётся припаять оставшиеся 2 провода, но необходимо при этом концы залудить.
Что нужно знать, чтобы обеспечить меры безопасности пайки
Как и любой технологический процесс работы с электроинструментом, требует обеспечения мер безопасности. Какой мощности нужен паяльник для пайки проводов, мы уже определились, это не более 40 ватт, но для новичков лучше всего будет применение маломощного инструмента, вполне достаточно прибора до 20 Ватт. Канифоль, как и припой, оказывают негативное воздействие на слизистую оболочку глаз и дыхательных путей. Обязательно необходимо продумать способы проветривания помещения. Используйте паяльник, который имеет систему заземления, таким образом, вы обеспечите полную электробезопасность проведения работ.
Процесс пайки проводов канифолью
Теперь попробуем разобраться, что можно паять паяльником? Да практически все, что связано с металлом, и необязательно радиоэлектронику. Повреждённые металлические ведра, посуда может снова иметь привлекательный вид, если мы добьёмся эффективной работы паяльника и необходимой группы припоя. В процессе работы используйте доступные сподручные материалы, например деревянный брусок, а также обычные слесарные инструменты – пассатижи, кусачки, молотки. Вам достаточно один раз попробовать эксперимент на несложном металлическом предмете, и тогда вы загоритесь большим желанием устранить дома дефекты на предметах домашнего обихода которые изготовлены из металла. При проведении любых работ с паяльником соблюдайте минимальные требования пожарной и электрической безопасности. Используйте специальные родства защиты и обязательно проветривайте помещение, где планируете производить технологические работы по соединению деталей с использованием канифоли и припоя.
Как правильно паять паяльником с канифолью: видео
Чтобы научиться правильно и хорошо паять, необходимо взять на заметку несколько основных моментов. Данное ремесло подразумевает работу о том, как научиться правильно паять паяльником различные соединения, детали, провода, и совершать прочие операции.
Отвечая на вопрос, как правильно паять паяльником с канифолью, всегда можно учесть, что залуженые провода перед пайкой можно скрутить.
В частности, распространённым методом является пайка с припоем, в состав которого входит свинец и олово. Их непосредственная пропорция создаёт идеальные условия для температурного плавления. При использовании припоя можно соединять между собой различные образцы деталей. Лучше всего этому процессу поддается медь и латунь. Чуть сложнее дело обстоит с обработкой стали и прочих металлов, например, алюминиевых изделий, где требуется специальный флюс и присадки.
Раз упомянули про флюс, то стоит сказать, что это вещество, необходимое, чтобы препятствовать образованию окисления на металлической поверхности при совершении операции пайки. Наиболее простым и распространённым флюсом является канифоль сосновая. Этот компонент может иметь кусковой вид или жидкий раствор, чтобы эффективно паять медь и латунь. А вообще, рекомендуем вам посмотреть, как научиться паять паяльником видео, чтобы многое почерпнуть на практических примерах. Кстати при помощи флюса можно изначально подготовить детали для качественного спаивания.
Удалить оксидную пленку является очень важным мероприятием, поскольку припой, который расплавится под действием жала паяльной станции, должен будет смочить поверхностный слой металла. Если в этот момент на площади будут окислы, то это все равно, что жир, который будет препятствовать проникновению на поверхность воды. В общем, как правильно паять паяльником с кислотой – это уже отдельная тема для разговора.
Как подготовить паяльник к работе?
Рассмотрим вариант подготовки паяльника к предстоящей процедуре:
- Если у аксессуара грязное жало, то эффективности от такой пайки будет мало.
- Жало следует обработать наждачной бумагой перед включением его в розетку питания. Снять грязь необходимо до основания меди, чтобы жало начало блестеть.
- Уже прогретым паяльником нужно коснуться канифоли и припоя. Сделать это нужно несколько раз, чтобы добиться равномерного покрытия зачищенной области.
Как подготовить провода?
- Сначала основание провода нужно зачистить.
- Жилы между собой необходимо скрутить.
- Почерпнув на паяльник немного припоя, следует разогреть канифоль, в готовый сплав погрузить провод, и равномерно распределить припой по проводнику.
- Как результат, вы получите облуженый (подготовленный) провод.
- Если понадобится произвести пайку полупроводниковых выводов, таких как транзисторы и диоды, то чтобы кристалл не перегрелся (если что, то вольтметр поможет определить поломку), пайка должна проводить максимально оперативно, например, с использованием теплоотвода.
Как правильно паять паяльником с канифолью: видеоинструкция
В процессе пайки любых металлических деталей необходимо использовать флюс. Он позволяет удалить оксидную пленку с поверхности металла, значительно улучшить его сцепление с припоем. Кроме того, флюс обеспечивает защиту места соединения от самых различных агрессивных воздействий окружающей среды, сводит к минимуму риск появления ржавчины.
Читайте также: Как пользоваться паяльной станцией
В качестве флюса при пайке уже долгие годы вполне успешно применяется канифоль. Это стекловидное вещество, имеющее красивый янтарный цвет, обладает сразу несколькими неоспоримыми преимуществами:
- Природное происхождение. Изготавливается канифоль из смолы хвойных деревьев, называемой живицей.
- Абсолютная кислотная нейтральность.
- Максимальная защита места пайки от коррозийных процессов.
- Предотвращение утечки электрического тока в месте соединения проводов или радиодеталей.
- Простота в использовании.
Как правильно паять провода паяльником с канифолью? Если вы впервые берете в руки данный прибор, обязательно ознакомьтесь с нашей пошаговой инструкцией. Она поможет быстро разобраться в тонкостях пайки.
Читайте также: В чем отличия импульсного паяльника от обычного
Соединяем электрические провода
Умение правильно паять провода пригодиться вам для ремонта какой-либо электроники, а также для удлинения, к примеру, USB-кабеля или сетевого шнура телевизионного приемника. Выполняется процедура в несколько этапов:
- Удаляем изоляцию провода.
- Делаем так называемую скрутку. Если к ней нужно присоединять дополнительный кабель, можно соорудить простое, бандажное или желобковое ответвление.
- Разогреваем паяльник.
- «Окунаем» жало прибора сначала в канифоль, а затем без продолжительных пауз в припой. Наносим оловянно-свинцовый состав на нашу скрутку, которая предварительно хорошо нагревается.
После этого остается только надеть поверх соединения термоусадочную трубку, которая будет исполнять роль изоляции.
Пайка печатных плат
Она представляет собой более сложную задачу, поэтому новичкам можно порекомендовать потренироваться с платами из старых радиоприемников, кассетных магнитофонов и других домашних приборов. Последовательность работ выглядит следующим образом:
- Готовим поверхность платы к пайке. Она должна быть тщательно очищена от любых загрязнений. Также выполняется обезжиривание для улучшения адгезии. Для этой цели применяется ацетон или более безопасный для здоровья растворитель метилгидрат.
- Рисуем схему и проделываем в печатной плате отверстия для радиодеталей.
- Располагаем все необходимые компоненты на плате. Первым делом к ней обычно припаиваются варисторы, резисторы и другие плоские детали небольшого размера. Затем можно переходить к конденсаторам, трансформаторам, транзисторам и прочим элементам.
- Обрезаем слишком длинные ножки электронных деталей.
- Разогреваем паяльник и «окунаем» его сперва в канифоль, а затем в припой. Соединяем детали на плате между собой токопроводящими дорожками. На этом этапе главное не перестараться и не «перегреть» электронные компоненты, так как чрезмерно высокая температура вызовет их разрушение.
- Исправляем возможные ошибки и дожидаемся, пока припой полностью остынет.
- Удаляем следы канифоли и лишний припой, после чего можно использовать готовую плату для своих целей.
Нюансы пайки с канифолью
Чтобы добиться максимально качественного и надежного соединения, рекомендуем учитывать все приведенные ниже правила:
- Соединяемые между собой детали нужно тщательно зачищать с применением наждачной бумаги. Эта нехитрая процедура поможет удалить окислы меди и повысить сцепляющие свойства металла. После зачистки рекомендуем окунуть жало паяльника в канифоль и нанести расплавленный флюс на поверхность провода. Это позволит обеспечить защиту от окисления и коррозии.
- Для повышения прочности соединения детали нужно хорошо прогреть. Чтобы сделать это, поднесите к месту контакта паяльник с каплей расплавленного припоя. Подержите его так около минуты, что позволит обеспечить нужную температуру. Затем дождитесь остывания припоя и переходите к пайке.
- Если с первого раза припой не заполнил все пространство между соединяемыми деталями, подождите, пока он остынет, и нанесите на место контакта еще один слой состава. Добивайтесь идеально ровной поверхности без комков и пустот – это обеспечит высокую надежность соединения и исключит разрыв контакта при малейшем физическом усилии.
При работе с паяльником нужно соблюдать все необходимые меры предосторожности. Расплавленный припой, а также разогретая до высокой температуры канифоль оказывают негативное влияние на слизистые оболочки, могут высушивать их. Кроме того, испарения олова и свинца чрезвычайно токсичны. Поэтому старайтесь длительные работы выполнять с применением респиратора, достаточно надежно защищающего дыхательные пути.
Как правильно паять паяльником
Многие электрики и радиолюбители часто сталкиваются с необходимостью соединения между собой различных деталей и проводников. В связи с этим, начинающим домашним мастерам приходится решать задачу, как правильно паять паяльником, поскольку данный способ позволяет получить самое надежное и качественное соединение. Для того чтобы в полной мере освоить данную операцию, необходимо в общих чертах представлять себе физику самого процесса, а также правила и рекомендации, обязательные для выполнения.
Пайка: физические свойства и основные принципы
Процесс пайки представляет собой технологию соединения металлических элементов, находящихся в твердом состоянии. Для этого используются специальные припои, которые, находясь в расплавленном состоянии, растекаются по соединяемым поверхностям и попадают в зазоры между деталями. После застывания припоя и его кристаллизации в этом месте образуется прочный и надежный шов.
Следовательно, процедура пайки обязательно связана с нагревом. Непременным условием является предварительное удаление оксидной пленки с поверхностей деталей. Это нужно обязательно знать всем, перед тем как паять паяльником.
Соединение методом пайки во многом напоминает сварку, но это лишь внешнее сходство. На самом деле оба способа принципиально различаются между собой. При сварке кромки основных деталей и электрод приходят в расплавленное состояние, тогда как во время пайки соединяемые элементы остаются твердыми. Капиллярный зазор просто заполняется расплавленным припоем, а при остывании он кристаллизуется с проникновением в металл деталей. Еще одним отличием является возможность соединения деталей при нагреве, не превышающем температуру плавления соединяемых деталей.
Этим методом возможно припаять многие виды углеродистых, нержавеющих и легированных сталей, а также разновидности цветных, твердых и специальных сплавов. В соответствии с используемыми материалами, процесс соединения разделяется на паяние с припоями мягкого или твердого типа. В первом случае применяются материалы с температурой плавления менее 400 градусов, а во втором этот показатель достигает более 700 градусов, обеспечивая высокую термическую и механическую прочность соединений.
На стадии подготовки большое значение имеет очистка деталей от окислов и загрязнений, плотная подгонка их друг к другу. Места соединений обезжириваются и обрабатываются специальными составами, обеспечивающими дальнейшую чистую и ровную пайку.
Мягкая пайка осуществляется паяльниками с медными наконечниками, которые хорошо прогреваются и держат тепло в течение долгого времени. Разогрев может выполняться с помощью электротока или открытого пламени газовой горелки или паяльной лампы.
Паяльник – основной инструмент
Основным инструментом, без которого невозможно соединить детали и провода, является паяльник. Существует множество конструкций с различными техническими характеристиками, поэтому выбор нужного изделия будет непростой задачей для новичка.
Данные инструменты отличаются мощностью, в них устанавливаются керамические или спиральные нагреватели. Первые разогреваются очень быстро, но требуют максимума аккуратности, поскольку даже незначительные удары приводят к поломке и выходу из строя. Во втором случае паяльники разогреваются дольше, но отличаются большей практичностью и повышенным сроком эксплуатации. Любые из этих модификаций используются при решении задачи, как паять паяльником с оловом и канифолью.
Большинство известных паяльников по своей мощности разделяются на следующие категории:
- От 3 до 10 ватт. Применяются для работы с наиболее мелкими микросхемами.
- От 20 до 40 ватт. Используются радиолюбителями и для бытовых целей.
- От 60 до 100 ватт. Позволяют соединять толстые провода и конструкции средних размеров.
- От 100 до 250 ватт. При помощи этих паяльников соединяются массивные и крупногабаритные металлические детали.
Размеры паяльника зависят от его мощности: чем он мощнее – тем габаритнее. Поэтому для выполнения разных работ опытные мастера приобретают устройства с разными параметрами. Те, кто постоянно занимается пайкой, вместо паяльника используют паяльную станцию. Она имеет возможность точно регулировать диапазон нагрева и поддерживать постоянную температуру жала.
В комплект станции входит специальная подставка для инструмента и ванночка для чистящей губки. Подобные устройства требуют знаний и практических навыков, но они же и обеспечивают высококачественную скоростную пайку. Работа с обычным паяльником не требует столь качественного обучения.
При выборе паяльника нужно обращать внимание на форму жала. Она может быть в виде конуса, лопатки, иглы и т.д. То есть, каждый выбирает ту конфигурацию, к которой привык. Существуют инструменты с набором сменных насадок, облегчающих выполнение конкретной работы. В процессе эксплуатации они постепенно изнашиваются, поэтому рекомендуется выбирать жала с повышенной термической устойчивостью.
Дополнительное оборудование
Важной деталью, без которой неудобно работать, служит специальная подставка для паяльника. Инструмент, будучи включенным, разогревается в среднем до 300 градусов и его нельзя просто положить на стол. Подставка располагается справа, в наиболее удобном месте.
В процессе работы используется не только паяльное оборудование, но и различные дополнительные приспособления, способствующие ускорению и повышению качества соединений. К ним относятся следующие компоненты:
- Паяльная лампа. Используется при соединении между собой крупных деталей и конструкций. Даже самый мощный паяльник не сможет их прогреть до нужной температуры. Поэтому вначале места будущих соединений прогреваются лампой, а уже затем в работу включается паяльник. Источником энергии служит бензин, керосин, газ или спирт.
- Пинцет. Необходим при пайке для удерживания мелких деталей в нужном положении для припаивания. Иногда он выполняет функцию теплоотвода при работе с полупроводниками и другими предметами, чувствительными к перепадам температур.
- Надфили. Продаются в наборах и применяются для очистки жала паяльника от окисла и нагара перед его лужением. В основном используются инструменты плоской и круглой формы.
- Кусачки. С их помощью разрезаются провода, зачистка изоляции, механическое удаление излишков припоя.
- Отвертки. Применяются для демонтажа электронных и других компонентов из корпусов и плат приборов и электронных устройств. Инструменты, изготовленные из стали должны быть предварительно размагничены.
- Струбцины металлические. Применяются для фиксации деталей между собой и на рабочей поверхности. Такое положение сохраняется на весь период пайки и последующего остывания.
- Увеличительное стекло на штативе. Требуется при работе с очень мелкими деталями, в том числе и с ювелирными изделиями.
- Принудительная вентиляция. Устанавливается в помещениях, где паяльные работы проводятся регулярно.
Использование флюсов в процессе пайки
В качестве дополнительных компонентов, без которых невозможно качественно спаять детали, используются флюсы. Наибольшее распространение получила канифоль, изготавливаемая из хвойных деревьев твердых пород. Она становится мягкой уже при 50 градусах, а при достижении 250 переходит в кипящее состояние.
Недостатком канифоли считается ее взаимодействие с окружающей средой, поэтому по окончании работы оставшийся флюс должен быть удален. В противном случае влага, попавшая в эти места из атмосферы, приведет к нарушению нормальной работы электронных компонентов. Это требование следует обязательно учитывать при решении задачи, как правильно паять паяльником с канифолью.
Существует несколько видов флюсов, чаще всего применяемых при действиях с электрическими приборами:
- Неактивные флюсы с канифолью. С их помощью соединяется медь и прочие мягкие металлы, в том числе провода. Светлая канифоль не содержит дополнительных веществ и может сразу же применяться для работы. Раствор спирта и канифоли представляет собой смесь в соотношении 1:5, их смешивание производится перед началом работы. Для создания герметичных соединительных швов используются смеси с канифолью и глицерином.
- С использованием активных флюсов можно спаять любые виды цветных и драгоценных металлов. Они производятся на основе хлористого цинка, спирта или вазелина. В последнем случае флюс находится в пастообразном состоянии и более удобен для работы.
- Кислотно-активные флюсы представлены хлористоцинковым веществом и ортофосфорной кислотой. Выпускаются в виде жидкости или пасты с добавлением канифоли и других компонентов. С их помощью можно успешно паять паяльником с кислотой.
В состав ортофосфорной кислоты входят этиловый спирт, вода и сама кислота, плотность которой составляет 1,7. С ее помощью соединяются детали из нержавейки, серебряных или медных материалов. Все флюсы на основе спирта должны быть упакованы в герметичную тару.
Качество соединений зависит не только от флюсов, но и от припоев, используемых в процессе работы. Они изготавливаются на основе легких металлов, расплавляющихся при определенной температуре. Идеальным вариантом считается чистое олово, но ввиду его высокой стоимости применяются сплавы на его основе, преимущественно со свинцом. В зависимости от составляющих, все припои могут быть твердыми или мягкими, которыми паяют провода.
В твердых сплавах нередко используются добавки легирующих сталей и другие примеси, с помощью которых возможно получить заданные характеристики, уровень прочности, антикоррозийные свойства. Как правило, используются материалы марки ПОС, означающие припои оловянно-свинцовые. Число после букв соответствует процентному содержанию олова. Температура плавления составляет 700 градусов и выше.
Если для пайки приходится использовать материалы неизвестного происхождения, то в первую очередь нужно обратить внимание на следующие внешние проявления:
- Свинцово-оловянные припои начинают плавиться при температуре 183-265С.
- Припой с высоким содержанием олова отличается ярким металлическим блеском, что соответствует марке ПОС-61 и выше.
- Тусклый серый оттенок и матовая поверхность указывает на повышенное содержание свинца.
- Припой в виде проволоки с большим количеством свинца можно легко согнуть руками. Более качественные сплавы сгибаются с большим трудом.
Легкоплавкие низкотемпературные припои переходят в жидкое состояние при температуре до 450 градусов. Они применяются для соединения проводов, ремонта радиоэлектронной аппаратуры и других работах, где требуется низкотемпературный режим. В электронике используются специальные сплавы, которые становятся жидкими уже при 70 градусах.
Чаще всего, материал для пайки выпускается в форме проволоки, диаметром 2-2,5 мм и выше. Низкотемпературными сплавами можно паять транзисторы, предохранители и другие детали, обладающие повышенной чувствительностью к перегреву.
Общие правила пайки
На начальном этапе выполняется подготовка паяльника. Эта процедура включает в себя несколько этапов:
- Рабочая часть жала зачищается напильником с мелкой насечкой, после чего металл становится красноватого цвета, характерного для меди. Сама поверхность должна слегка блестеть. Одновременно жалу придается форма, необходимая для работы в данный момент.
- Инструмент подключается к сети и разогревается до нужной температуры.
- Далее жало подвергается лужению, после чего его покрывает тонкий слой олова. Вначале кончик опускается в канифоль, а затем по нему нужно провести припоем и равномерно распределить его, потерев о металлическую поверхность.
Во время работы слой олова обгорает и стирается, поэтому лужение проводится неоднократно с предварительной очисткой жала о наждачную шкурку. Если в инструменте установлен никелированный стержень, не подверженный обгоранию, то во время работы он очищается влажной тканью или специальной губкой.
Подготовленный паяльник нужно разогреть и выбрать подходящую температуру. Современные модели оборудуются терморегуляторами, позволяющими легко определять степень разогрева. При его отсутствии следует ориентироваться на состояние припоя и канифоли, которые должны плавиться через 1-2 секунды. От нагрева паяльника зависит прочность соединения. При недостаточной температуре припой не достигнет нужной кристаллизации, а его структура приобретет гранулированный или губчатый вид и контакт будет слабым.
Нормально разогретый паяльник переводит припой в текучее состояние, после чего можно начинать спаивать. Нужное количество берется на кончик жала и переносится на соединяемую деталь. Если используется проволока, то припой без переноса сразу же ложится на свое место. Таким же образом можно паять провода паяльником. Все операции выполняются максимально быстро и точно. Такой результат достигается регулярной работой с паяльником и отработкой всех движений.
простой способ научиться хорошо паять провода (инструкция + 125 фото)
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки; 2) Залудить их припоем; 3) Снова нанести флюс на контакты; 4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.
Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Что такое термоусадка?
Во время сращивания проводов профессионалы рекомендуют применять специальные термоусадочные трубки. Диаметр их обязательно должен быть в два раза больше, чем у провода. Трубка надевается на один конец провода. После осуществления его механического сцепления с другим проводом и пайки термоусадка перетаскивается на место их соединения. Она должна располагаться так, чтобы с каждого конца шва оставалось по 1 см. После этого пайка выполняется заново. Термоусадка должна равномерно покрывать и нагревать соединение проводов. В результате воздействия на трубку высоких температур она запаивается, обеспечивая надежную изоляцию в зоне соединения, а также прочность механического сцепления.
С чего начать
Для начала, необходимо определиться с какой целью нужна пайка. Для радиолюбительства это начальный уровень, для пайки проводки и простого уровня нужны более профессиональные инструменты. А для ремонта и пайки SMD, BGA микросхем придется выучить все азы пайки и приобрести специальные инструменты и расходники.
Правильный выбор набора для пайки
Припои бывают разных типов и диаметров.
Большой диаметр припоя удобен по время пайки проводов, а мелкие для точечной пайки SMD компонентов, или разъемов. Так же припои бывают с канифолью или без. С канифолью припой очень удобен. Его проще всего брать на жало паяльника.
Набор для начинающих
Для радиолюбителей магазины продают сразу все в одной пачке. Такие наборы дешевле всего, так как по отдельности все будет стоить дороже. Например, есть наборы с паяльником и жалами, а также пинцетами.
Отличный набор для начинающих с Алиэкспресса
Паяльник или станция
Для пайки радиоконструкторов и проводов достаточно паяльника, а для более продвинутой пайки уже понадобится станция. Паяльная станция обладает в свое составе как правило и феном. С помощью фена можно паять SMD компоненты, и получится лучше прогревать плату.
Лучше всего начать с паяльника и выбрать тот, у которого доступна регулировка температуры и смена жал.
Жала паяльника
Существует арсенал жал для паяльников. Конус, плоское, топорик, волна и т.п. Они все могут быть различной площади и формы.
Выбор паяльного жала
Для начинающих отлично подойдет мини волна. Такое жало проще всего лудится, и способно на большой спектр задач.
Особенности применения
Для пайки проводов это массивные жала, а для планарных контактов это, как правило, конусные и изогнутые жала. Например, чтобы опаять шлейф от платы, лучше всех подойдет топорик. Этот тип обладает широкой рабочей поверхностью, которая позволяет массивно прогреть большую поверхность платы.
Вечные жала и правила их использования
Главное правило использование вечных жал — всегда на жале должен быть припой или флюс. Если игнорировать это правило, на жале начнут появляться черные точки, которые со временем перейдут на всю поверхность.
Это слой нагара, который образуется при окислении воздуха на рабочей поверхности. Припой или флюс выполняют защитную функцию, и во время работы паяльника окисляются они, а не жало паяльника.
Почему паяльник начал плохо паять
Если паяльник плавит припой, однако не берет его на свою рабочую поверхность, то его нужно залудить. Он сильно окислен, но его не стоит выкидывать.
Подготовка к работе
После включения паяльника в сеть, нужно дождаться его нагрева. Вся подготовка сводится к чистке нагара с рабочей поверхности и нанесения припоя. При работе с жалами нельзя использовать режущие инструменты. Нельзя удалять нагар с паяльника лезвиями или другими острыми предметами.
Лужение паяльника
Лужение паяльника происходит поэтапно:
- Разогретое жало нужно почистить. С помощью мокрой губки или медной стружки.
- На чистую поверхность наносился припой.
Черная поверхность жала удаляется с помощью долгого залуживания. Делается это с помощью комка припоя и флюса. Жало топится в припое до тех пор, пока оно не будет чистым. Периодически оно должно обмокать в припое. И затем снова чиститься с помощью губки. В этом случае лучше всего использовать медную стружку, она удаляет окислы и нагар намного лучше. Мокрая губка только удаляет припой, но не нагар. Если вышеперечисленные методы не помогают, то придется использовать активатор жал или паяльную кислоту.
Сопла фена
У паяльного фена тоже существую свои насадки. Они бывают разного диаметра, формы и крепления. Все зависит от того, какие работы проводятся.
Выбор паяльного флюса
Паяльные работы обладают большим спектром. И для разных задач нужны свои материалы. Например, для пайки проводов ни что не сравниться с обычной канифолью. Канифоль дешевая, практичная и удобная в работе. А для микросхем нужен иной подход. Пастообразный флюс и шприц для точечной дозировки флюса к SMD компонентам.
Чем отмывается флюс после пайки
С помощью бензина «Калоша» или спирта.
Инструментов и расходники для чистки:
- Вата;
- Ватные диски;
- Палочки из ваты;
- Зубная щетка.
Рабочее место и дополнительные инструменты
Для рабочего места подойдет деревянный стол. Если не хочется портить поверхность стола, то можно воспользоваться деревянной дощечкой. Дерево мало впитывает тепло и не действует как радиатор. А если нет такой дощечки, то можно приобрести силиконовый термостойкий коврик. В таком коврике есть удобная площадка для разборки электроники, различные карманы и места для инструментов. Коврик можно чистить обычным спиртом после работы, если остались какие-либо пятна или следы припоя.
Пинцеты и лопатки
С помощью пинцетов можно двигать детали при пайке, позиционировать и устанавливать детали. Они также изготавливаются из разных материалов, бывают угловыми, прямыми, с фиксацией и т.п.
Оптика и микроскопы
Лупы не очень удобны, поэтому намного удобнее и практичнее использовать микроскопы. Лучше всего начать с бюджетного варианта. Например, простой USB микроскоп позволит оценить результат пайки на экране компьютера.
Конечно, частота кадров не позволяет нормально работать под ним, но он позволяет без вреда для зрения рассматривать мелкие детали платы.
Вентиляция помещения и правила безопасности
Помещение должно быть с хорошей вентиляцией. При паяльных работах нужно держать дистанцию, и не приближаться близко, чтобы припой не попал на лицо. После паяльных работ обязательно проветрить помещение, и помыть руки и лицо с мылом. Нельзя употреблять пищу при пайке, ибо на слизистых поверхностях остаются осадки от дыма.
Виды паяльных жал никелированных
- Жало в форме иглы — им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка — применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли — им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой — чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.
Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Простая пайка проводов
Первый пример это припаивание проводов.
Что потребуется
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.
Пошаговый процесс
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Ремонт наушников
Основная проблема при ремонте наушников это стойкая изоляция проводов.
Особенности залуживания проводов
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Включаем паяльник в сеть
Нагревающим элементом является провод из нихрома, намотанный на трубку, спрятанный под кожухом. На конце трубки находится жало. Нихром, раскаляясь под воздействием идущего по нему тока, нагревает заостренные рабочие кромки.
Чтобы проверить готовность паяльника, касаемся им кусочка канифоли. Если пойдет небольшая струйка дыма, можно приступать к работе. Повалит густой дым – паяльник перегрелся. Придется его немного охладить. Выключить из сети.
Лучше всего – использовать терморегулятор, чтобы не дергать постоянно вилку из розетки туда-сюда.
Лужение эмалированной проволоки
Эмалированная медная проволока теплоемкая и трудно поддается лужению.
Но ее можно легко залудить с помощью обычной канифоли. Достаточно наждачной бумаги.
Удаляем эмалированное покрытие с помощью наждачки, наносим канифоль и проволока успешно задужена и готовка к пайке.
Подготовка
Для того, чтобы начать паять, нужно обзавестись нужным инструментом. Вот что нам понадобится:
- Канифоль, кислота, флюс;
- Набор отверток;
- Припой оловянно свинцовый – ПОС 60;
- Плоскогубцы;
- Пинцет;
- Кусачки, бокорезы;
- Молоток;
- Напильник, наждачка;
- Паяльник средней мощности (40 – 60 Ватт)
Предварительно зачищаем спаиваемую поверхность. Используем наждачную бумагу, напильник. Затачиваем жало паяльника – две кромки, когда он новый. Освобождаем от старого припоя, если он ранее использовался. Для этого чистим его напильником, протираем губкой.
Пайка светодиодной ленты
Светодиодная лента так же теплоемкая, как и толстый провод. Она имеет в своем составе медную подложку, которая забирает тепло при нагреве.
Залуживаем контакты с помощью канифоли. Используем мини волну и совсем немного припоя. На месте пайки должно быть немного припоя.
Далее, берем паяльник от себя ручкой, прислоняем провод к контакту и сверху жалом паяльника. Пайка должна длиться не дольше секунды, пока есть флюс. Это связано с тем, что медная подложка быстро забирает тепло, а сгорающий флюс уже не в состоянии собрать припой в единое целое. Поэтому, если паяльные работы будут длиться больше секунды, то на ленте будут комочки припоя с признаками холодного контакта. Если такое произошло, снова наносим флюс и одним касанием исправляем плохую пайку.
Канифоль (флюс) чиститься с ленты при помощи спирта (или бензина) и ватного диска.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Как правильно паять паяльником: второй способ внесения припоя
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Такой метод пайки очень опасен и не эффективен.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
- Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Ремонтируем посуду без паяльника
Различные емкости и другую кухонную утварь можно ремонтировать с помощью так называемых карандашей, которые продаются в специализированных магазинах или на рынках. При отсутствии такого приспособления предлагаем сделать следующее:
- Обрабатываем место повреждения наждачной бумагой.
- Удаляем следы ржавчины, а также выполняем дополнительную обработку соляной кислотой.
- С внешней стороны емкости укладываем широкую пластину рукой. Она нужна для того, чтобы исключить протечку припоя.
- Изнутри насыпаем измельченное олово и канифоль на поврежденный участок.
- Ставим емкость на огонь и дожидаемся расплавления припоя.
Паяльная паста: быстро производим соединение деталей
Еще один способ соединения проводов или металлических деталей без паяльника – это использование специальной пасты, состоящей из таких ингредиентов:
- соляная кислота – 32 мл;
- олово – 7,8 г;
- цинк – 8,1 г;
- вода – 12 мл.
Сперва разводим в воде соляную кислоту, после чего последовательно вливаем в нее цинк и олово. Затем добавляем дополнительные компоненты:
- глицерин – 10 мл;
- свинцовый порошок – 7,4 г;
- олово – 14,8 г;
- цинковая пыль – 29,6 г;
- канифоль – 9,4 грамма.
Все ингредиенты предварительно нагреваются и после расплавления смешиваются между собой.
Получившимся пастообразным составом нужно намазать на соединяемый участок. После этого осуществляется нагрев с помощью свечи или зажигалки до полного расплавления этого своеобразного припоя. Паста достаточно надежно соединяет даже толстые провода, однако с ее приготовлением придется повозиться. Очень важно соблюдать все указанные выше пропорции, чтобы добиться нужного результата.
Паяльник является очень простым и удобным инструментом. С помощью него соединяются маленькие металлы, и об этом знает каждый мужчина с самого детства. А вот на вопрос о том, как паять без него, могут ответить немногие. Иногда могут возникнуть такие ситуации, когда необходимо спаять провод или иную деталь, но под рукой не оказывается паяльника. Пайка является самым распространённым видом соединения маленьких деталей, которую можно сделать в домашних условиях. Сварить детали, когда паяльник сломался, не так сложно, как может показаться, необходимо только обладать некоторыми знаниями.
Как правильно паять феном
Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.
В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.
Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.
Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.
Далее, спустя около минуты следует плавно повысить нагрев.
Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.
Шаг около 20 — 30 °C на каждые десятки секунд.
Выводы по краткому обучению пайке
Сегодня мы познакомились с тем, как учатся паять американцы. Задорнов сказал бы…ну в общем вы поняли. В оригинале, как мне кажется, все выглядит немного коряво и поверхностно, так что постарался внести свои уточнения в текст. В принципе, самые азы раскрыты, но останавливаться в этом деле никак нельзя, так что подписывайтесь на обновления блога — будут еще подробности о процессе пайки.
К одним из самых надежных и эффективным методик скрепления различных элементов — пайка. Для бытовых задач нередко применяются обыкновенные электропаяльники. Существуют устройства, функционирующие и от 220 В, и от 380 В, и даже от 12 В. Двенадцативольтные паяльники характеризуются небольшими показателями мощности. Они зачастую применяются на опасных производствах. Они используются и в быту, однако их нагревание осуществляется крайне медленно.
Как понять, что деталь уже выпаивается
На контактах появляется блик. С помощью пинцета следует аккуратно подтолкнуть микросхему. Если она двигается легко и плавно из стороны в сторону, то ее уже можно снимать, если нет – греем дальше.
Эту технику необходимо индивидуально подстраивать под каждую пайку и паяльную станцию. Например иногда придется дольше греть плату, а в порой и около 240 °C хватит. Метод паяльных работ зависит от случая.
Устройство нагревательного элемента паяльника.
Рассмотрим устройство нагревательного элемента в разрезе.
Нагревательным элементом в паяльниках обычно служит нихромовый провод, намотанный на металлическую трубку, в которую вставляется медный стержень (жало). Электрический ток раскаляет нихромовый провод, а он в свою очередь отдает тепло медному стержню, нагревая его.
Для изоляции этого провода от контакта с защитным кожухом и металлической трубкой, служит слюда, которая слоями прокладывается между ними.
Сплав Розе
Чтобы уменьшить риск перегрева, можно использовать сплав Розе. Он поможет снизить нагрев до 120 °C. Таким способом можно выпаять деталь из опасных и чувствительных участков. Достаточно добавить пару гранул припоя и немного флюса.
После лужения контактов, деталь легко выпаивается. Нужно аккуратно выпаивать контакты, они могут легко повредиться из-за резкого движения.
Получившийся припой в обязательном порядке удаляется с платы. Он очень хрупкий и не подходит для использования.
Пошаговое освоение навыков пайки
Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять.
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка. С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника. Подробнее…
Подготовка паяльника к работе. Советы и рекомендации по уходу за паяльным инструментом. Подробнее…
Припои. Свойства и характеристики оловянно — свинцовых припоев. Подробнее…
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте здесь.
Также в процессе пайки и сборки потребуется монтажный инструмент. Подробнее…
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.
Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть здесь.
Паяем куб
В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).
ЛТИ — 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.
Третья рука
Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия — THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.
Поверхностный монтаж
Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте здесь.
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов, то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Комбинированный метод
Еще одна очень эффективная техника. Если во время пайки деталь плохо паяется или не выпаивается – это следствие низкокачественного припоя, флюса или недостаточного прогрева платы.
Для этого во время работы паяльником, необходимо сверху помогать паяльным феном. Фен следует ставить до 200°C. Так нагрев будет происходить быстрее, и температура на контактах стабилизируется, окружающий воздух будет меньше забирать тепло.
Технология паяния
Сегодня наибольшей популярностью пользуются паяльники электрического типа. Люди, чья работа тесно связана с процессом пайки (починка техники, чайников, микросхем, плат, наложение страз ), зачастую выбирают паяльную установку, любители же обходятся обыкновенными устройствами без каких-либо регуляторов.
Чтобы научиться паять паяльником, необходимо разобраться в общем процессе, после чего можно углубляться в особенности.
Потому следует начать с небольшого описания последовательности работы.
Пайка предполагает определенную схему действий. Речь пойдет о спаивании радиотехнических элементов и проводов, так как это встречается повсеместно. Итак, действия будут следующими:
- Подготовка элементов к работе.
- Лужение или обработка поверхностей флюсом.
- Нагрев обрабатываемых элементов до определенных температурных показателей.
- Внесение припоя в область пайки.
Далее припой остается лишь остудить и произвести проверку качества стыка. Если вы сделали все верно, то обработанная поверхность будет блестеть. Если же припой обладает пористой структурой и тусклым оттенком, то это может свидетельствовать о том, что при пайке не была достигнута достаточная температура. Такую пайку специалисты называют «холодной». Она с легкостью разрушается — провода при этом достаточно просто потянуть. Также участок пайки может обугливаться. Это свидетельствует о чрезмерно высокой температуре.
Подготовка к работе
Перед работой следует избавиться от изоляции. У оголяемого провода может быть разная длина. Если вам нужно спаять проводку, то оголяют от 10 до 15 см. Для наушников же, к примеру, будет достаточно небольшой длины — от 7 до 10 см.
После удаления изоляционного материала нужно осмотреть провода. Если они покрыты специальной оксидной пленкой или лаком, то от покрытия тоже нужно удалить. Для этого можно воспользоваться сразу несколькими способами:
- Механический. Применить мелкозернистую наждачку, которой нужно обработать оголенный провод. Однако, этим способом очень неудобно обрабатывать тонкие проводки, а многожильные можно вообще повредить.
- Химический. Оксидную пленку можно снять с помощью растворителей и чистого спирта. ЛКМ-покрытие удаляется ацетилсалициловой кислотой (обыкновенный аспирин из аптеки). Провод просто укладывают на поверхность таблетки, после чего нагревают паяльником. Кислота очень быстро начнет съедать лак.
Вам также нужно будет научиться определять достаточно прогрева участка пайки. В том случае, если вы используете обыкновенное паяльное устройство, то следует обратить свое внимание на поведение флюса или канифоли. Если нагрев достаточный, то вещества начинают кипеть и выделять пар. При поднятии кончика жала капельки горячей канифоли не спадают.
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Это все равно что вскипятить стакан воды с помощью одной спички. Повышать температуру тоже не вариант, это уничтожит как саму деталь, так и плату.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Какой паяльник выбрать?
Научиться паять правильно — легко, но при условии удачно выбранного инструмента. Среди большого разнообразия этих устройств мастеру-любителю, решившему заняться починкой оргтехники, стоит выбрать акустический паяльник, который отличается малыми размерами и хорошей работоспособностью. Он имеет низкую теплоемкость, что желательно для тонких паечных работ при сборке микросхем. Начинающему мастеру лучше остановить свой выбор на приборе, мощность которого не превышает 40 Вт. Важно, чтобы паяльник также не был слабее 15 Вт, поскольку мощности в таком изделии будет недостаточно даже для соединения простых проводов оргтехники. Покупать предпочтительнее инструмент с трехнаправляющим заземляющим штекером. Его наличие предотвратит возможные рассеивания напряжения во время движения электротока к металлической трубке.
Для выполнения работ по присоединению калибровочных проводов, шасси и витражных работ подойдет промышленный паяльник.
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.
Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.
Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.
Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Такой техникой можно выпаять и DIP контакты.
Припой и флюс. Для чего они нужны?
Пайка представляет собой процесс сваривания двух деталей. Только вместо электрода используется припой – сплав свинца и олова. Для смачивания спаиваемой поверхности, защиты от окисления применяется флюс. Обычно это – канифоль, изготовленная из смолы сосны. По виду и цвету напоминает кусок янтаря.
Припой выпускается в виде проволоки или трубки с флюсом внутри. Первый вариант – более популярен. Флюс в любом случае используется.
В зависимости от способов соединения, пайки проводов, подбирается соответствующий вид припоя. Чем он темнее, тем больше в нем содержится свинца, на большую температуру плавления он рассчитан.
Припой для тех или иных целей подбирают согласно его маркировки. Расшифровка кода обозначения очень проста: буквы обозначают, что припой состоит из олова и свинца, цифры – процентное содержание элементов
Для домашних целей оптимально подходит припой марки ПОС 60, температура плавления которого – около двухсот. Несмотря на низкое содержание свинца и высокого – олова, соединение будет достаточно прочным.
Дополнительная тренировка
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.
Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
Конструкторы
Так же отлично помогают радиоконструкторы.
Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.
Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты. Подробнее о паяльной кислоте
Необходимый инструмент
Если необходимо припаять провод или что-то другое без паяльника, нужно подготовить следующий инструмент:
- пассатижи с тонкими носиками;
- плоскогубцы;
- нож;
- ножницы;
- шкурку наждачную;
- напильник;
- надфиль;
- кисточку.
В качестве источника огня следует использовать спиртовку или лампу на сухом спирте.
Вопрос, как припаять без паяльника, только на первый взгляд кажется абсурдным. Такую пайку можно произвести очень простыми способами, а можно сделать качественно с применением паяльной пасты.
Для чего нужна канифоль?
Она — катализатор процесса. Это твердая смола, и при расплаве пахнет так же, как и зеленая хвоя, ведь производится из терпентина – части смол этого дерева.
Её просто обожают радиолюбители, создающие свои изделия и ремонтирующие заводские качественно и быстро. Носик паяльника и провода подносят к смоле, расплавляют её немного и проводки сами сплавляются.
Нужно только погреть, чтобы лишнее олово стекло. Но не к каждому металлу этот припой подходит. Но медь и латунь, бронза лучше соединяются с ней.
Способы пайки деталей и компонентов
Пайка проводов считается самой легкой процедурой. В растворенный флюс окунаются концы каждого провода, после чего по ним необходимо пройтись паяльником, жало которого также хорошо смочено флюсом.
Во время самого лужения весь лишний припой рекомендуется стряхивать. В процессе соединения постепенно формируется скрутка. Она прогревается, а все свободное место заполняется оловом.
В другом случае концы вымачиваются во флюсе, а пайка производится сразу же, без лужения. Данный способ часто применяется в соединениях тонких проводников или много проволочных жил. При хорошем флюсе и мощном паяльнике обеспечивается качественное и надежное соединение.
Работа с электроникой значительно сложнее. Здесь уже требуются определенные знания и практические навыки. Однако, несложные действия по ремонту схемы может выполнить и начинающий мастер:
- Элементы выводов с ножками перед тем как паять, нужно зафиксировать воском или пластилином в своих отверстиях. На другой стороне платы паяльник нужно плотно прижать к выводу для его прогрева. Далее в это место вставляется тонкий припой в виде проволочки с флюсом. Олова требуется совсем немного, главное, чтобы оно со всех сторон равномерно затекало в лунку.
- Если отверстие слишком большое и ножки в нем болтаются, это место нужно смочить небольшим количеством флюса. Далее олово подносится к ножке и стекает по ней, после чего лунка равномерно заполняется.
Пайка с помощью жидких или пастообразных флюсов
Преимущество таких составов в том, что их можно предварительно нанести на точку соединения. То есть, флюс начинает работать еще до нагрева. При касании паяльником, происходит вторая ступень реакции, и жидкий флюс служит смазкой для растекания припоя.
Еще один плюс — пастообразный или жидкий очиститель увеличивает пятно контакта. Основная проблема пайки не плоских предметов — площадь передачи тепла от паяльника минимальна. Если место касания смочено флюсом — температура передается эффективнее.
Единственный недостаток: нет механического воздействия на поверхность.
Информация: некоторые профессионалы старой закалки растворяют сосновую канифоль спиртом или более жидким флюсом, и получается эффективный состав практически без недостатков.
Как припаять или выпаять микросхему без паяльника
Вы уже поняли, что для успешной пайки требуется разогрев детали до температуры плавления припоя. Его можно расплавить с помощью тепловой пушки, или паяльного фена. Это аналог фена строительного, только он компактный и часто оснащен специальными формованными соплами.
С его помощью прогревается рабочая зона, при этом припой плавится не в определенной точке, а на относительно большой площади. Это эффективный способ, особенно если необходимо выпаивать микросхему (все ножки нагреваются одновременно). Но при таком способе есть риск повредить саму деталь от перегрева.
Если вы извлекаете неисправный элемент — нет проблем.
Вообще, паяльный фен необходимо использовать только в случаях, когда традиционный способ пайки невозможен. Например, при монтаже SMD деталей (кто не знает — у них нет ножек) на радиаторную пластину.
Советы по пайке — Как правильно паять.
1.Инструменты для ручной пайки
Электрический паяльник / подставка / термофен / паяльная головка и т. Д.
Условия для пайки:
Паяемые детали / Чистая припаянная металлическая поверхность / Подходящий флюс / Правильный флюс температура пайки / время правильной пайки
2. Припой и флюс
Любой металл или сплав, используемый для соединения двух или более металлических поверхностей в единое целое, называется припоем.Упомянутый здесь припой относится только к припою, используемому для пайки.
Обычные паяльные материалы:
Трубчатый припой / Антиокислительный припой / Серебристый припой / Паяльная паста
Выбор флюса:
В процессе пайки будет образовываться тонкая оксидная пленка, когда металл нагревается, что будет препятствовать проникновению припоя и повлиять на формирование сплавов паяных соединений, склонных к ложной пайке.
Использование флюса может улучшить характеристики пайки. Флюс включает канифоль, раствор канифоли, припойное масло для паяльной пасты и т. Д., Которые могут быть разумно выбраны в соответствии с различными объектами сварки. Паяльная паста и паяльное масло вызывают коррозию и не должны использоваться для сварки электронных компонентов и печатных плат. После пайки остатки паяльной пасты и паяльного масла следует полностью стереть. Канифоль следует использовать в качестве паяльного флюса при лужении выводов компонентов. Если печатная плата была покрыта раствором канифоли, нет необходимости использовать флюс при пайке компонентов.
3. Меры предосторожности при ручной сварке
Правильная рабочая поза для удержания Электрический паяльник :
Для уменьшения вреда, причиняемого людям химическими веществами, испаряющимися при испарении флюса нагревается, и для уменьшения вдыхания вредных газов в нормальных условиях расстояние между паяльником и носиком должно быть не менее 20 см, обычно 30 см.
Три способа удержания паяльника
Метод обратного захвата стабилен, и его нелегко утомить после длительной эксплуатации. Подходит для работы паяльника большой мощности; метод вертикального захвата подходит для работы маломощного паяльника или электрического паяльника с коленом; обычно пайка деталей, таких как печатные платы, на операционном столе при использовании метода удерживания ручки.
Правильное рабочее положение припоя припоя :
Поскольку припой в определенной пропорции содержит свинец, а свинец является тяжелым металлом, вредным для человеческого тела, вам следует надеть перчатки или мыть руки после операции, чтобы избежать попадания свинцовой пыли.
Два способа удержания припоя
После использования паяльника обязательно надежно вставьте его на подставку паяльника и обратите внимание на то, чтобы провода и другие предметы не касались кончика паяльника, чтобы избежать ожоги проводов и стать причиной несчастных случаев, например утечки.
4. Пять шагов ручной пайки
Установите температуру и время пайки электрического паяльника и выберите правильное положение контакта между наконечником паяльника и паяными соединениями, чтобы получить хорошее паяное соединение.
Основные этапы работы:
a. Готовность к пайке: Держите паяльный провод в левой руке, а паяльник в правой руке, чтобы перейти в состояние подготовки к пайке. Жало паяльника должно быть чистым, без оксидов, таких как припойный шлак, а на его поверхность должен быть нанесен слой припоя.
b. Нагрев сварного шва: головка паяльника опирается на соединение двух сварных деталей, нагревая весь сварной шов в течение 1-2 секунд.При пайке компонентов на печатной плате обратите внимание на то, чтобы головка паяльника контактировала с двумя припаяемыми объектами одновременно. Например, провода и клеммы, выводы компонентов и контактные площадки на рисунке (b) должны быть одновременно нагреты равномерно.
в. Подача паяльной проволоки: когда паяльная поверхность сварного изделия нагревается до определенной температуры, припойная проволока касается сварного изделия с противоположной стороны паяльника. (Примечание: не отправляйте припой на наконечник паяльника)
d.Удалите паяльную проволоку): Когда паяльная проволока расплавится, немедленно переместите паяльную проволоку на 45 ° вверх влево.
e. Извлеките паяльник: после того, как припой пропитает контактную площадку и паяльную часть сварного изделия, извлеките паяльник в верхнем правом направлении под углом 45 °, чтобы завершить пайку. От начала третьего шага до конца пятого шага время составляет от 1 до 2 секунд.
Трехэтапный метод пайки:
Для сварных соединений с небольшой теплоемкостью, таких как соединение более тонких проводов на печатной плате, его можно упростить до трех этапов.
а. Подготовка: То же, что и в первом шаге выше.
г. Нагревание и подача проволоки: поместите паяльную проволоку в головку паяльника после ее размещения на паяльной детали.
г. Удалите провод и снимите паяльник: после того, как припой пропитается и расплывется по поверхности пайки для достижения ожидаемого диапазона, немедленно удалите припой и снимите паяльник, и обратите внимание на время удаления паяльной проволоки, чтобы лагает время снятия паяльника.
Для сварных деталей, поглощающих мало тепла, весь вышеупомянутый процесс занимает всего от 2 до 4 секунд. Контроль ритма каждого шага, точное управление последовательностью и умелая координация движений – все это проблемы, которые можно решить с помощью большой практики и внимательного опыта.
5. Восемь способов ручной сварки
а. Следите за чистотой жала паяльника
При пайке жало паяльника долгое время находится в высокотемпературном состоянии, подвергается воздействию слабых кислотных веществ, таких как флюс, а его поверхность легко окисляется, корродирует и окрашивается слой черных примесей.Эти примеси образуют теплоизоляционный слой, который препятствует теплопередаче между наконечником паяльника и сварным узлом. Поэтому не забывайте протирать жало паяльника влажной тканью или влажной губкой из древесного волокна. Для обычных жало паяльника вы можете использовать напильник для ремонта поверхностного оксидного слоя, когда коррозионное загрязнение является серьезным. Этот метод нельзя использовать с долговечными жалами паяльника.
б. Ускорение теплопередачи за счет увеличения площади контакта
При нагревании все части сварного изделия, которые должны быть пропитаны припоем, должны быть равномерно нагреты, а не только часть сварного соединения, и не использовать паяльник для увеличения давления сварного соединения, чтобы избежать повреждений или скрытых опасностей, которые нелегко обнаружить.Некоторые новички используют жало паяльника, чтобы надавить на поверхность пайки, пытаясь ускорить процесс пайки. Это не верно. Правильный метод – выбрать разные жала паяльника в соответствии с формой сварного изделия или самостоятельно обрезать жало паяльника так, чтобы жало паяльника и сварная деталь образовывали поверхностный контакт, а не точечный или линейный контакт. Таким образом можно значительно повысить эффективность теплопередачи.
г. Используйте паяльную перемычку для теплопередачи.
При непроводящих операциях формы паяных соединений могут быть разными, и маловероятно, что паяльное жало будет постоянно заменяться.Для повышения эффективности нагрева требуется паяльная перемычка для передачи тепла. Так называемый паяльный мостик предназначен для удержания небольшого количества припоя на наконечнике паяльника в качестве моста для передачи тепла между наконечником паяльника и сварным узлом во время нагрева. Поскольку теплопроводность расплавленного металла намного выше, чем у воздуха, сварная деталь быстро нагревается до температуры пайки. Следует отметить, что количество олова, используемого в качестве паяльной перемычки, не должно быть слишком большим, не только потому, что припой, оставшийся на жало паяльника в течение длительного времени, перегревается, но качество фактически ухудшилось, и это может вызвать неправильное соединение и короткое замыкание между паяными соединениями.
г. Обратите внимание на снятие паяльника
эл. Не может двигаться до затвердевания припоя
Не приводите сварную конструкцию в движение или не подвергайте ее вибрации, особенно когда сварная деталь зажимается пинцетом, обязательно дождитесь затвердевания припоя, прежде чем снимать пинцет, иначе это легко вызвать структура паяного соединения должна быть неплотной или ложной сваркой.
ф. Количество припоя должно быть умеренным.
Трубчатый припой, обычно используемый при ручной пайке, уже залит флюсом из канифоли и активатора.Диаметр припоя имеет различные характеристики, такие как 0,5, 0,8, 1,0,…, 5,0 мм и т. Д., Которые следует выбирать в соответствии с размером паяного соединения. Обычно диаметр припоя должен быть немного меньше диаметра контактной площадки.
Как показано на рисунке, чрезмерное количество припоя не только расходует ненужный припой, но также увеличивает время пайки и снижает скорость работы. Что еще более серьезно, чрезмерное количество припоя может легко вызвать короткое замыкание, которое не так легко заметить.Слишком мало припоя не может образовать прочного соединения, что также является недостатком. Особенно при сварке печатных плат к выводным проводам, это может легко привести к выпадению проводов, когда количество припоя недостаточно.
г. Количество флюса должно быть умеренным.
Правильное количество флюса очень полезно для пайки. Чрезмерное использование канифольного флюса неизбежно приведет к стиранию излишков флюса после пайки, что увеличит время нагрева и снизит эффективность работы.При недостаточном времени нагрева легко образуется дефект «шлаковые включения». При пайке переключателей и разъемов излишек флюса легко попадет на контакты и вызовет плохой контакт.
Надлежащее количество припоя должно быть таким, чтобы аромат сосны мог только смачивать части, в которых будут образовываться паяные соединения, и не вытекал через сквозные отверстия на печатной плате. Для сварки канифольной порошковой проволокой в принципе не нужно применять флюс.
ч.Не используйте жало паяльника в качестве инструмента для транспортировки припоя.
Некоторые люди привыкли паять на паяльной поверхности, что приводит к окислению припоя. Поскольку температура жала паяльника обычно превышает 300 ℃, флюс в припойной проволоке склонен к разложению и выходу из строя при высоких температурах, а припой также находится в некачественном состоянии перегрева.
6. Качество и контроль паяных соединений
Требования к качеству паяных соединений должны включать три аспекта: хороший электрический контакт, прочное механическое соединение и эстетический вид.Самым важным моментом для обеспечения качества паяных соединений является недопущение ложной пайки.
Причины и опасности ложной пайки
Причиной ложной пайки в основном являются оксиды и грязь на поверхности паяемого металла. Это превращает паяные соединения в состояние соединения с контактным сопротивлением, что вызывает ненормальную работу схемы, и возникает нестабильное явление хорошего и плохого соединения, а шум нарастает беспорядочно. которые несут серьезные скрытые опасности при отладке, использовании и обслуживании цепей.
Кроме того, есть некоторые ложные паяные соединения, которые все еще находятся в хорошем контакте в течение длительного периода времени, когда цепь начинает работать, поэтому их нелегко найти. Однако под воздействием условий окружающей среды, таких как температура, влажность и вибрация, контактная поверхность постепенно окисляется, и контакт постепенно становится неполным. Контактное сопротивление ложных паяных соединений вызовет местный нагрев, а локальное повышение температуры приведет к дальнейшему ухудшению паяных соединений с неполным контактом и, в конечном итоге, даже приведет к отваливанию паяных соединений, и схема вообще не сможет работать должным образом.
Иногда этот процесс может занять до одного или двух лет. Принцип можно объяснить концепцией «гальванической батареи»: когда паяные соединения влажные и водяной пар проникает в зазор, молекулы воды растворяют оксиды металлов и грязь с образованием электролитов и виртуальных паяных соединений. оловянный припой с обеих сторон эквивалентен двум электродам гальванической батареи. Свинцово-оловянный припой теряет электроны и окисляется, а медный материал приобретает электроны и восстанавливается.В такой структуре гальванического элемента коррозия с потерей металла происходит в виртуальных паяных соединениях, локальное повышение температуры усугубляет химическую реакцию, а механические колебания вызывают расширение зазоров, пока порочный круг не заставит виртуальные паяные соединения наконец раскрыться.
По статистике, почти половина отказов электронных изделий вызвана плохой сваркой. Однако нелегко найти ложные паяные соединения, которые привели к выходу из строя электронного устройства с тысячами паяных соединений.Следовательно, ложная пайка представляет собой серьезную скрытую опасность для надежности схемы, и ее следует строго избегать. Особое внимание следует уделять выполнению операций пайки вручную.
Вообще говоря, основными причинами ложной пайки являются: низкое качество пайки; плохая восстанавливаемость или недостаточное количество флюса; поверхность припаянного участка заранее не очищается и лужение не прочное; температура жала паяльника слишком высокая или слишком низкая, на поверхности есть оксидный слой; время пайки не контролируется, слишком велико или слишком мало; когда припой не затвердевает во время сварки, компоненты пайки расшатываются.
Требования к паяным соединениям
- Надежное электрическое соединение
- Достаточная механическая прочность
- Гладкий и аккуратный внешний вид
Формирование и внешний вид типичных паяных соединений
На односторонних и двусторонних (многосторонних) слой) печатных плат, формирование паяных соединений иное: как показано на рисунке, на односторонней плате паяные соединения формируются только над контактными площадками на паяльной поверхности; но на двусторонних платах или на многослойных платах расплавленный припой не только проникает в верхнюю часть контактной площадки, но также проникает в металлизированное отверстие из-за капиллярного действия.Область, образованная паяным соединением, включает верх контактной площадки на поверхности пайки, металлизированное отверстие и часть контактной площадки на поверхности компонента.
На рисунке показано типичное паяное соединение непосредственно снаружи. К нему предъявляются следующие требования: форма похожа на конус, а поверхность слегка утоплена, демонстрируя наклонный наклон, со сварочной проволокой в центре, симметрично выступающей в форме юбки. Поверхность ложных паяных соединений часто выступает наружу и может быть идентифицирована.
На паяном соединении соединительная поверхность припоя представляет собой вогнутый естественный переход, стык припоя и паяльной детали гладкий, а угол контакта минимально возможный; поверхность гладкая с металлическим блеском; нет трещин, проколов и включений шлака.
PCBWay предоставляет услуги, включая изготовление прототипов печатных плат и серийное производство, сборку печатных плат (SMT), проектирование печатных плат и продажу электронных модулей. Мы стремимся удовлетворить потребности мировых производителей из разных отраслей в отношении качества, доставки, рентабельности и любых других требовательных запросов в области электроники.
Щелкните, чтобы получить мгновенное предложение
Оловянный припой, свинцовый припой, припой с флюсовым сердечником и канифольный припой – различия и применение
Когда дело доходит до сборки промышленных электронных схем, припой и припой провод являются основными факторами, определяющими общее качество и долговечность печатной платы. Но в большинстве случаев пайка считается само собой разумеющимся, и часто мы легко забываем о выборе припоя, но правильный выбор и использование могут иметь большое значение для качества и надежности паяных соединений.Вот почему в этой статье мы расскажем вам все, что вам нужно знать о различных типах припоев, их использовании и реализации. Итак, без лишних слов, приступим.
Виды припоев и их состав
Припой – это легкоплавкий сплав с низкой температурой плавления, который используется для соединения металла на любой печатной плате. Техника использования сплава с низкой температурой плавления для сплавления двух материалов существует уже много лет, но в случае припоя это, как правило, олово, свинец и флюс.В зависимости от состава припой можно классифицировать как:
.Бессвинцовый припой
Как следует из названия, он не содержит свинца. Вместо этого припой в основном состоит из олова, легированного другими металлами, такими как серебро и медь. Бессвинцовые припои соответствуют стандарту RoHS (Снижение содержания вредных веществ) и лучше подходят для окружающей среды, при этом вредное воздействие свинца на окружающую среду хорошо известно.
Самый распространенный бессвинцовый припой из сплава , который вы можете найти, – это SAC305.Он состоит из олова с 3% меди и 0,5% серебра, используемого при сборке поверхностного монтажа. Далее в списке идет SAC387: олово с 3,8%, медь 0,7% и серебро. Это самые дорогие. Затем у нас есть SAC405, в котором есть олово с 4%, медь 0,5% и серебро.
Из перечисленных выше сплавов SAC387 и SAC405 являются эвтектическими, что означает, что они имеют одинаковую температуру плавления и затвердевания, в данном случае 217 ° C. Между тем, SAC305 имеет температуру плавления 217–219 ° C.
Припой на свинцовой основе:
Выводы Припой – наиболее распространенный тип припоя.Он содержит металлический свинец. В целом, этилированный припой считается лучшим из-за его хороших смачиваемых и механических свойств. Список наиболее распространенных типов припоев на основе свинца приведен ниже.
60 / 40– Это, пожалуй, самый известный и распространенный тип свинцового припоя, он состоит на 60% из олова и на 40% из свинца. Он плавится при температуре около 190 ° C и образует мягкие стыки, в результате чего стыки не растрескиваются. Но если соединение перемещается до того, как припой успевает полностью расплавиться, полученное соединение называется «холодным соединением» и имеет плохие электрические и механические свойства.Он имеет тенденцию очень легко распадаться.
63/37 – это эвтектический аналог припоя 60/40, плавящийся точно при 183 ° C. Это свойство исключает образование холодных швов.
50/50 – Эта смесь в основном используется для водопровода с высокими температурами плавления и низкой пластичностью.
Сравнение свойств аналогичных свинцовых и бессвинцовых припоев:
Имущество | Припой с выводами | Бессвинцовый припой |
Состав | 37% Sn, 64% Pb | 95.5% Sn, 5% Ag, 0,5% Cu |
Температура плавления | 183 ° С | 217 ° С |
Соответствие RoHS | № | Есть |
Плотность | 8.5 г / м 2 | 3,7 г / м 2 |
Удельное сопротивление | 15 МОм-см | 11 МОм-см |
Sn – олово, Pb – свинец, Cu – медь, Ag – серебро
Важные параметры, которые следует учитывать при выборе свинцового и бессвинцового припоя:
- В целом бессвинцовый припой гораздо труднее, чем свинцовый припой.Более высокая температура плавления усугубляет проблему.
- Флюсы, используемые с бессвинцовым припоем, обычно более агрессивны и вызывают большее раздражение, чем флюсы, используемые для свинцового припоя, и с ними следует обращаться более осторожно. Они могут разъедать жало паяльника намного быстрее, чем обычный флюс.
- Повышенные температуры, необходимые для работы с бессвинцовым припоем, увеличивают количество флюса (и, в меньшей степени, количество фактически выделяемых паров металла), что может быть опасно для здоровья.
- Сплавы припоя, содержащие в основном олово, могут со временем образовывать усы в паяном соединении. Это может привести к короткому замыканию с близлежащими суставами.
- Бессвинцовый припой гораздо менее сыпучий (смачиваемый) по сравнению со свинцовым припоем, что может значительно затруднить пайку.
Паяльная проволока, которую вы обычно видите, имеет внутри полый сердечник, вы можете сказать, что припойная проволока представляет собой трубчатую структуру, внутри этой трубки могут быть разные материалы, и в зависимости от материала он подразделяется на четыре категории: из них приводится ниже.
Припой без сердечника:
Обычный припой без сердцевины из флюса или канифоли. Обычно работать с ним сложно или утомительно, так как перед нанесением стыки необходимо хорошо обработать флюсом.
с канифолью:
Канифоль – это смола, полученная из хвойных растений, которую кипятят для удаления летучих соединений. Обычно он используется в качестве флюса для припоя и находится внутри припоя в качестве сердечника. Также доступны несколько сердечников на провод.Канифоль обычно оставляет после себя остатки, которые необходимо очистить.
Порошковый:
Припой с флюсовой сердцевиной содержит одну или несколько сердечников из флюса. Флюс несколько более кислый, чем канифоль, поэтому остатки необходимо смыть, чтобы предотвратить дальнейшее повреждение суставов и окружающих компонентов.
Кислотный припой сердечника:
Припой с кислотным сердечником состоит из флюса на кислотной основе, который представляет собой прочную и более агрессивную форму припоя.Этот тип припоя помогает предотвратить образование оксидного слоя, вредного для поверхности. Припой с кислотным сердечником чаще всего используется в сантехнике.
Заключение
Для любителей свинцовый припой намного удобнее, так как с ним легче всего работать. Опыт работы с бессвинцовым припоем зависит от качества продукта. Также важно иметь припой с флюсовой сердцевиной, это значительно упростит пайку.Флюсовый наполнитель предпочтительнее канифольного, поскольку его легче очистить.
| 17шт – 30Вт Паяльник Комплект
Как паять Паяльное оборудование Паяльник / пистолет
Первое, что вам понадобится, это паяльник, который является источником тепла для плавления припоя.Утюги мощностью от 15 до 30 Вт подходят для большинства работ с электроникой и печатными платами. Припой Выбор припоя также важен. Доступно несколько видов припоя, но только некоторые из них подходят для работы с электроникой. Самое главное, вы будете использовать только канифольный припой для сердечников. Припой с кислотным сердечником широко используется в хозяйственных магазинах и магазинах товаров для дома, но предназначен для пайки медных водопроводных труб, а не электронных схем.Если в электронике используется припой с кислотным сердечником, кислота разрушит следы на печатной плате и разъедает выводы компонентов. Он также может образовывать проводящий слой, ведущий к коротким замыканиям. Kester Для большинства работ с печатными платами желателен припой диаметром от 0,75 мм до 1,0 мм. Можно использовать более толстый припой, который позволит быстрее паять более крупные соединения, но затруднит пайку мелких соединений и увеличит вероятность образования паяных перемычек между близко расположенными контактными площадками печатной платы.Сплав 60/40 (60% олова, 40% свинца) используется для большинства электронных работ. В наши дни также доступно несколько бессвинцовых припоев. Припой Kester “44” Rosin Core уже много лет является основным продуктом электроники и продолжает оставаться доступным. Он доступен в нескольких диаметрах и имеет неагрессивный флюс. Для больших стыков, таких как пайка кронштейна к шасси с помощью паяльного пистолета высокой мощности, потребуется отдельное нанесение кисти на флюс и припой толщиной в несколько миллиметров. Помните, что при пайке флюс в припое выделяет пары при нагревании. Эти пары вредны для ваших глаз и легких. Поэтому всегда работайте в хорошо проветриваемом помещении и избегайте вдыхания образующегося дыма. Горячий припой тоже опасен. На удивление легко плеснуть на себя горячий припой, а это очень неприятное занятие. Также рекомендуется защита глаз. Подготовка к пайке Лужение жала паяльника Перед использованием новое или очень грязное паяльное жало необходимо залудить.«Лужение» – это процесс нанесения на жало паяльника тонкого слоя припоя. Это способствует теплопередаче между наконечником и компонентом, который вы паяете, а также дает припою основу, из которой он вытекает. Шаг 1. Разогрейте утюг Шаг 2: Подготовьте немного места Шаг 3: Тщательно покройте жало припоем Шаг 4: Очистите жало паяльника Пайка проводов или стыковДругой очень распространенной задачей является пайка стыка между двумя или более проводами. В отличие от пайки печатной платы, где компонент обычно удерживается только самим паяным соединением, стык между проводами должен быть физически прочным перед пайкой. Обычно это означает правильное скручивание проводов, а затем их пайку. Области, где вы увидите паяные соединения проводов, – это ремонт кабелей и автомобильная проводка.В этих случаях стык также необходимо заизолировать после пайки.
Советы и хитростиПайка – это то, что нужно практиковать. Эти советы должны помочь вам добиться успеха, чтобы вы могли перестать заниматься и приступить к серьезному строительству.
Безопасность пайкиХотя пайка, как правило, не является опасным занятием, следует помнить о нескольких вещах. Первое и наиболее очевидное – это высокие температуры. Паяльники будут иметь температуру 350F или выше и очень быстро вызовут ожоги. Обязательно используйте подставку для поддержки утюга и держите шнур вдали от мест с интенсивным движением.Сам припой может капать, поэтому имеет смысл избегать пайки открытых частей тела. Всегда работайте в хорошо освещенном месте, где у вас есть место, где можно разложить детали и передвигаться. Избегайте пайки лицом непосредственно над стыком, потому что пары флюса и других покрытий будут раздражать дыхательные пути и глаза. Большинство припоев содержат свинец, поэтому не прикасайтесь к лицу во время работы с припоем и всегда мойте руки перед едой. Под комплектом освещения ТАРДИС «Полный базовый стартовый комплект для светодиодных лент.” В этот стартовый комплект входят 2 шестидюймовые белые светодиодные ленты (по 9 светодиодов на каждой, НИКАКИЕ РЕЗИСТОРЫ ИЛИ МАТЕРИАЛЫ НЕ ТРЕБУЮТСЯ!), 9-вольтовый разъем для батареи и два разъема БЕЗ ПАЙКИ! Легко использовать! Вы можете связать две полосы вместе с помощью некоторого провода или использовать их в двух разных модельных наборах. Они создают МНОГО света, а на обратной стороне нанесен клей 3M! Доступны более длинные (12 дюймов и 36 дюймов), а также дополнительные соединители БЕЗ ПАЙКИ. Подключение светодиодов
Более короткий / толстый провод светодиода – ОТРИЦАТЕЛЬНАЯ СТОРОНА. Более длинный / более тонкий провод светодиода – ПОЛОЖИТЕЛЬНАЯ СТОРОНА. Припаиваем резистор к ПОЛОЖИТЕЛЬНОЙ СТОРОНЕ Пример паяного соединения. Припаиваем резистор к ПОЛОЖИТЕЛЬНОМУ ПРОВОДУ Припаиваем светодиод к ОТРИЦАТЕЛЬНОМУ ПРОВОДУ Тест Примеры кнопок включения-выключения 2 x защелкивающиеся разъемы для батарейки 9 В, тип I, черный |
Процесс пайки
ПАЙКАСледующая информация поможет вам освоить базовые навыки пайки.Должно позволяет припаять провода к электрическим разъемам, стыкам и клеммным наконечникам, которые мы обсуждали ранее в этой главе. Специальные навыки и образование требуются для методы пайки, применяемые при ремонте печатных плат и микроминиатюрных компонентов.
ПРОЦЕСС ПАЙКИ
Чистота важна для эффективной пайки. Припой не прилипает к грязным, жирным или окисленным поверхностям.Нагретые металлы имеют свойство быстро окисляться. Это причина, по которой оксиды, окалина и грязь должны быть удалены химическими или механическими средствами. Смазка или масляные пленки можно удалить подходящим растворителем. Соединения, подлежащие пайке, должны быть очищается непосредственно перед самой операцией пайки.
Паяемые детали, как правило, следует «лужить» перед тем, как производить механическую пайку. связь. Лужение – это покрытие материала, подлежащего пайке, легким слоем припой.Когда поверхность будет должным образом очищена, необходимо нанести тонкий ровный слой флюса. помещается на поверхность, подлежащую лужению. Это предотвратит окисление во время установки детали. нагревается до температуры пайки. Припой с канифольным сердечником обычно предпочтительнее в электрических Работа. Однако вместо этого можно использовать отдельный канифольный флюс. Отдельный канифольный флюс часто используется при лужении проводов при производстве кабелей.
Q.21 Почему предметы, подлежащие пайке, необходимо очищать непосредственно перед процессом пайки?
ПРОВОЛОКА И КАБЕЛЬ ДЛЯ ЛУЗОВАЯ МЕДИ
Провода, подлежащие пайке к разъемам, должны быть зачищены, чтобы при размещении провода в стволе будет зазор примерно 1/32 дюйма между концом ствол и конец утеплителя.Это сделано для предотвращения подгорания утеплителя. во время процесса пайки и для облегчения изгиба проволоки в точке напряжения. Перед тем, как медные провода будут припаяны к разъемам, обнаженные после зачистки концы оловятся. чтобы пряди прочно скреплялись. Операция лужения удовлетворительна, когда концы а стороны жилы проволоки сплавлены вместе с помощью слоя припоя. Не лужите провода которые должны быть прижаты к беспаечным клеммам или соединениям.
Медные проволоки обычно покрывают лужением, погружая их во флюс (вид A на рис. 2-25) и затем в ванну для припоя (горшок) (вид B на рисунке).В полевых условиях медные провода можно луженые паяльником и канифольным припоем. Оловите проводник примерно на половину его длины. выставленная длина. Лужение или припой на проволоке над стволом делает проволоку жесткой. в точке изгиба. Это приведет к обрыву провода.
Рисунок 2-25. – лужение окунанием в ванну для припоя.
Флюс, используемый для лужения медной проволоки, представляет собой смесь денатурированного спирта и свежего канифоль молотая.Этот тип флюса можно смешивать непосредственно перед использованием. Флюс из предварительно приготовленной пасты может также можно использовать. Припой, используемый для наконечников клемм, стыков и соединителей, представляет собой смесь 60 процентов олова и 40 процентов свинца. Поддерживайте температуру паяльной ванны (ванны) между 450 и 500F. Это сохраняет припой в жидком состоянии. Проведите по поверхности при необходимости припаяйте горшок металлической ложкой или лезвием. Это сохраняет припой чистым и без окислов, грязи и т. д.
Проволока с оловянным покрытием меньше No.8 в группах по 8 или 10. Проволока оловянная с размерами № 8 и крупнее индивидуально. Процедура лужения окунанием следующая:
Не стряхивайте лишний припой. При контакте с ним он может вызвать серьезные ожоги. твоя кожа. Это также может вызвать короткое замыкание в открытом электрическом оборудовании, которое может находиться в в непосредственной близости от операции по лужению.
Для лужения медных проводов используйте только канифольный флюс или канифольный припой. используется в электрических и электронных системах.Коррозионный флюс вызовет повреждение. В течение при лужении, не оплавляйте, не поджигайте и не сжигайте изоляцию.
Q.22 Что означает «лужение» по отношению к пайке?
В.23 Почему нужно зачищать провод на 1/32 дюйма длиннее, чем глубина припоя?
Q.24 Какая часть оголенной жилы должна быть луженой?
Основы пайки | Смит-Кеттлуэлл
ОСНОВЫ ДЛЯ ПАЙКИ
Билл Джерри
Введение
Этот обзор методов слепой пайки был адаптирован Джошем Миле для использования из книги «Пайка», часть II, Билла Герри, первоначально опубликованной
в Техническом файле Смита-Кеттлвелла, том 2, №4, Winter, 1981. Исходная статья
включала подробные ссылки на продукты, поставщиков оборудования,
и цены, многие из которых устарели и были опущены в этой адаптации
. Настоящая версия этой статьи была разработана в качестве справочного материала
для семинара по слепой пайке, предложенного LightHouse для слепых
и слабовидящих в Сан-Франциско и Центром реабилитации
Smith-Kettlewell Engineering Research Center, 4-6 ноября 2016 г.
Формирование припоя
Принципы формирования припоя можно резюмировать следующим образом:
- Расплавленный припой действует как растворитель – он растворяет металл
на поверхности соединяемых деталей, образуя мостик из сплавов
одного металла к другому. - Все соединяемые металлы должны достичь «температуры легирования
», чтобы они растворились в расплавленном припое. Металлы
должны плотно контактировать друг с другом, чтобы все они достигли температуры легирования
.
- Передача тепла от горячего утюга к стыку металлов
должна быть чрезвычайно эффективной, чтобы обеспечить хорошую пайку и
предотвратить повреждение соединенных компонентов работы. Если передача тепла
осуществляется неэффективно, пройдет много времени, прежде чем соседние металлы
достигнут температуры легирования; за это время компоненты будут поглощать значительную часть энергии
, что может привести к повреждению. - Для эффективной передачи тепла к металлам
от горячего чугуна должен быть проложен полный металлический путь
между утюгом и изделием. На самом деле само железо
должно быть задействовано в непрерывности сплавов.
железо и соединяемые металлы должны быть все поверхности в растворе с расплавленным припоем; это известно
как «смачивание». - Оксиды на металлических поверхностях предотвращают смачивание расплавленным припоем
; припой не может достичь чистой поверхности металла, чтобы сплавиться с ним
.Кроме того, оксиды накапливаются очень быстро при высоких температурах,
изолируя горячий утюг от обрабатываемой детали. Во время пайки
на все поверхности необходимо нанести химический «восстановитель
», известный как флюс, чтобы очистить эти поверхности от оксидов, что позволит образовать
чистые металлические сплавы. Канифольный флюс - (используемый при электрической пайке) является довольно активным восстановителем
при нагревании, но остается инертным при температурах ниже
температур пайки. Его стойкость к химическому взаимодействию после охлаждения припоя
делает его идеальным для электромонтажных работ; его остаток
не вызывает коррозии. - При идеальных условиях пайка выполняется следующим образом
: кончик горячего утюга контактирует со всеми прилегающими металлами
. Припой с флюсовым сердечником контактирует с изделием, а наконечник
– с железом, в результате чего столб расплавленного припоя течет между железом
и изделием. После этого начального плавления припоя дополнительный припой
следует подавать в первую очередь на заготовки, а не на кончик утюга
. Припой, который наносится только на железо и который
впоследствии стекает в изделие, обычно не участвует в соединении
.Его флюс будет израсходован на чистку утюга, а не на работу;
не сможет проникнуть сквозь оксиды на голые металлические поверхности.
Подача припоя на изделие сама по себе максимизирует эффективность флюса,
и дает хорошее представление о том, достигли ли соединяемые металлы
температуры пайки.
Паяльники непрерывного действия
Многое из того, что следует ниже, является полным отходом от теории; это очень субъективное обсуждение
техник, которые я использую при пайке постоянно горячим утюгом.
Многие из следующих утверждений опровергаются. Воспринимайте каждую заявленную технику как семя
, из которого вы можете «вырастить свое собственное».
Существует два основных класса паяльников непрерывного нагрева: простые садовые паяльники
с постоянной мощностью и утюги
с регулируемой температурой.
Агрегаты постоянной мощности сравнительно недороги. Их нагревательный элемент
представляет собой простой силовой резистор, который постоянно находится под напряжением. Их главный недостаток
заключается в том, что, хотя они не контактируют с заготовкой, они должны
рассеивать всю свою тепловую энергию в свободном воздухе, что означает, что они достигают довольно высоких температур
между операциями пайки.Температура их наконечника может достигать 90–476 градусов по Фаренгейту (около 450 дг C), пока железо находится в остальной стойке. Чтобы
защитить “луженую” поверхность наконечника от окисления, при таких высоких температурах
критически важно, чтобы на наконечнике всегда присутствовал свежий припой.
Утюги с регулируемой температурой – это утюги, которые имеют
«термостатически-регулируемые» механизмы для определения и поддержания температуры
наконечника. С помощью этих устройств температура поддерживается на уровне
, независимо от того, используется ли утюг или находится в состоянии покоя.Обычно эти утюги
предназначены для поддержания температуры наконечника 650 dg F (около 350 dg C).
Наконечник утюга с регулируемой температурой не подвергается циклическому нагреву
в широком диапазоне температур, а общая температура наконечника ниже
(более чем на 300 дг). Эти особенности увеличивают срок службы наконечников. В добавлении
вероятность того, что паяное соединение достигнет очень высокой температуры,
, которая может повредить флюс, сведена к минимуму. Наконец, 30-процентное снижение температуры наконечника
может быть немного менее опасным для пальцев, если работа
такова, что к наконечнику нужно часто прикасаться.(Честно говоря, здесь должно быть указано
, что Деннис Бернье, вице-президент по исследованиям и разработкам в
Kester Solder Company, предпочитает хорошо спроектированные утюги постоянной мощности, а не утюги
с регулируемой температурой. Он утверждает, что хорошо – Утюг с постоянной мощностью
способен поддерживать довольно постоянную температуру, и что утюги с регулируемой температурой
часто могут подвергать свою работу кратковременным электрическим токам
при включении и выключении. Он также рекомендует, чтобы при выборе утюга с регулируемой температурой
для эффективного нагрева изделия предпочтительнее получение одного с температурой на кончике не ниже 90 476 700 dg F.)
При выборе паяльника выберите паяльник с высокой номинальной мощностью, чтобы
мог подавать тепловую энергию в локализованную интересующую область с гораздо большей скоростью
, чем энергия может отводиться от соединения компонентами
работы . Малогабаритные утюги малой мощности предназначены для специальных применений,
, таких как миниатюрные узлы, на которых утюги большего размера не могут быть перемещены в положение
. (Я использовал 25-ваттный утюг в течение многих лет, только чтобы узнать, что компоненты
поглощают достаточно тепловой энергии, чтобы повредить их, в то время как я перешел с одной ноги
на другую, ожидая, пока припой расплавится).Утюг должен быть такого размера, чтобы его можно было использовать на практике, учитывая его физический размер и конфигурацию.
Утюги с регулируемой температурой
, если они не очень маленького размера, рассчитаны на подачу высоких уровней тепловой энергии, когда они для этого необходимы. Когда
температура наконечника упадет ниже заданного значения, утюг будет поставлять большое количество энергии
до тех пор, пока температура наконечника не вернется к номинальному значению
.
имеют только с номинальной мощностью
, доступной для передачи тепловой энергии на работу.В идеале, учитывая размер
электронных компонентов, используемых в большинстве сборок, утюг мощностью 50 Вт
или более позволяет пользователю выполнять соединения быстро и эффективно. Однако
для слепых техников, утюги этой мощности могут иметь неблагоприятные физические характеристики
; они часто бывают очень длинными, а их нагревательный элемент
может быть сравнительно большим в диаметре. Слепой техник может пожелать
пойти на компромисс в отношении номинальной мощности, чтобы получить утюг меньшего физического размера.Я
рекомендую не использовать утюги мощностью менее 35 Вт.
Основные физические параметры
Выбрав утюг с определенными основными физическими характеристиками, вы можете повысить точность и стабильность при выполнении задачи пайки
.
Длина части утюга hot (от ручки до наконечника
) должна быть как можно короче, чтобы вы могли точно предсказать положение наконечника
. Утюг становится продолжением вашей руки; положение вашей руки
и угол, под которым вы держите утюг, являются ценными
частями информации, которые вы должны использовать, чтобы предсказать положение наконечника.Чем короче
утюг, тем значительнее будет эта информация.
По той же логике, ручка утюга должна быть достаточно хорошо изолирована
от тепла, чтобы можно было удерживать ручку на ее крайнем переднем конце.
Диаметр «бочки», являющейся нагревательным элементом, должен быть
как можно меньше, чтобы свести к минимуму вероятность его контакта с ближайшей проводкой
или другой рукой.
По моему опыту, большое преимущество в стабильности дает
выбор наконечника с плоскими контактными поверхностями.В отличие от этого, форма наконечника
, получившая широкое признание, имеет коническую форму; у него нет плоской контактной поверхности
. При удерживании конического наконечника напротив детали сила контакта
должна быть точно перпендикулярна поверхности конуса, в противном случае утюг
будет иметь тенденцию соскользнуть или «соскользнуть» с соединения. Другими словами,
трудно удерживать круглый конический наконечник напротив обрабатываемой детали, и
может быть нестабильным. Я обнаружил, что при использовании наконечника с плоскими контактными поверхностями
«соскальзывание» утюга с работы становится меньшей проблемой.
Сменные насадки с плоскими контактными поверхностями доступны практически для любого железа марки
. В общем, у производителей паяльных аппаратов
доступны три таких типа наконечников: наконечники в форме пирамиды, долота и отвертки.
(Кстати, все эти стили имеют гораздо лучшую теплопроводность, чем наконечник
конической формы). Наконечники отвертки являются наиболее подходящими для сборки электроники
, поскольку они обычно достаточно тонкие, чтобы поместиться между близко расположенными клеммами
.Какой бы стиль ни был выбран, ручка утюга должна иметь маркировку
рядом с каждой плоской поверхностью, чтобы наконечник можно было правильно сориентировать с помощью
по отношению к работе. На ручке можно сделать отметку, проделав в ней насечки или прикрепив по ней узкие полоски ленты Dymo
.
Уход за паяльником и питание
Паяльник – очень уязвимый инструмент. Работая при чрезвычайно высоких температурах
, утюг может выделять достаточно тепловой энергии, чтобы способствовать
разнообразным «эндотермическим» химическим реакциям, все из которых
отрицательно сказываются на его эффективности.
Поскольку металлическая поверхность жала паяльника химически активна,
она склонна к окислению; и эта тенденция значительно усиливается при высоких температурах 90–476 ° C.
Во время периодов простоя тепло чугуна может обугливать любые остатки флюса
, присутствующие на наконечнике.
Утюг может случайно соприкоснуться с посторонними предметами, плавящимися
под воздействием сильного тепла. Некоторыми примечательными примерами являются пластиковые строительные материалы
, изоляция на проводке, окрашенные поверхности и недостаточно влажные губки для очистки
.Если отложения таких посторонних веществ растекаются на наконечнике утюга
, они быстро обугливаются и прочно прилипают к наконечнику.
Любая грязь на наконечнике действует как теплоизолятор, из-за чего утюг
не может эффективно нагревать изделие. Единственная защита, которую железо
может иметь от этой почвы, – это оставаться влажным с припоем. Поскольку металлическая поверхность
наконечника не будет подвергаться воздействию атмосферы в этих условиях, окисление
металла наконечника не произойдет.Любые карбонизированные остатки
будут иметь тенденцию «плавать» на поверхности расплавленного припоя, защищая, таким образом, сам наконечник
от загрязнения.
Следовательно, раствор расплавленного припоя должен всегда находиться на кончике
хорошо ухоженного железа. Наконечник, смоченный припоем, можно легко протереть влажной чистящей губкой
, но эту процедуру следует повторить вскоре после нанесения на наконечник свежего припоя
.
В обычной последовательности выполнения паяных соединений одно за другим кончик утюга
автоматически остается достаточно влажным.Однако случайное нанесение припоя
на наконечник гарантирует, что пустоты в растворе поверхности
не останутся без обработки; хорошая ванна в свежем флюсе удалит
оксидов и других загрязнений с поверхности металла. Первоначально, конечно, новые наконечники
перед использованием должны быть промыты свежим припоем.
Особо следует отметить простейшие наконечники
, изготовленные из чистой меди. Медь прекрасно растворяется в припое. Медь
из этих наконечников фактически растворяется в каждом паяном соединении; эти наконечники
со временем изнашиваются и изнашиваются.Их можно исправить путем опиливания или шлифования
до новой гладкой поверхности, после чего с ними нужно обращаться как с
как с новым наконечником. Никогда, , не пытайтесь выполнить эту процедуру восстановления стальных или железных наконечников
(см. «Пайка», Часть I).
«Лужение» утюга означает нанесение на наконечник слоя свежего припоя
. Это можно сделать двумя способами. Если утюг холодный, оберните
примерно трехдюймовым припоем вокруг наконечника и включите утюг. (Некоторым людям
эти три дюйма могут показаться чрезмерным количеством припоя, но точка
должна гарантировать, что вся поверхность наконечника залита свежим припоем
.Превышение количества ничего не повредит.) Если железо
должно быть «луженым» в горячем состоянии, припой необходимо «растереть» вдоль наконечника.
Чтобы убедиться, что весь наконечник залит свежим припоем, медленно поверните утюг
, «нанося» припой на наконечник.
Найти кончик горячего утюга с куском припоя – задача не из легких.
Для облегчения этого положите обе руки на какой-нибудь знакомый предмет, например, на тиски
или подставку для отдыха, чтобы иметь некоторое представление о том, где будут пересекаться железо
и кусок припоя.Я часто вытягиваю кусок припоя примерно на
дюймов за предполагаемую точку пересечения, таким образом позволяя утюгу
«разрезать» припой до точной длины.
Выполните процедуру «лужения» на неважной поверхности,
негорючей. Рекомендуется «залудить» утюг поверх влажной чистящей губки
, но не забудьте удалить капли припоя с губки;
они будут больше тех, что остались в губке после обычного протирания, и вы,
, не хотите, чтобы утюг забирал их позже.
Утюг можно очистить, протерев его влажной тканью или влажной целлюлозной губкой
. Что бы вы ни использовали, предмет
не должен содержать ничего, что может загрязнить утюг. Например, не допускается использование ткани, содержащей компоненты из полиэстера.
Кроме того, многие губки общего назначения содержат химические вещества, которые могут испачкать
наконечник. Прежде всего, используемый предмет должен быть мокрый (допустимо мокрый
). Это важно, поскольку, пока с паяльника вытирают защитный излишек припоя
, он очень уязвим для обугливания посторонних предметов.
Губки, предназначенные для этой цели, можно приобрести у различных производителей паяльного оборудования. Лучшие губки для очистки – это те, которые покрывают кончик наконечника, когда его протирают, или
. Эти губки могут быть свернутыми
(состоящими из лепестков) или состоять из «бутерброда» из
отдельных губок, стоящих на краю. При использовании простых плоских губок необходимо сделать несколько проходов
(вращая утюг между каждым проходом), чтобы убедиться, что кончик
протерт со всех сторон.Это способствует большему охлаждению утюга, чем
за один проход через губку сложной конфигурации. (Для слепого специалиста
жизненно важно удалить все капли излишка припоя, поскольку
они могут вызвать серьезные ожоги. Деннис Бернье из Kester Solder Company указал мне на
, что протирание наконечника простой плоской губкой имеет тенденцию к переносу
капель на неизолированную сторону жала и не гарантирует, что они будут удалены.
.) Протрите утюг непосредственно перед пайкой.После завершения пайки
верните утюг на подставку; не вытирайте наконечник
от излишков припоя в это время.
Из-за повреждения утюга может произойти множество несчастных случаев. Все
несчастных случаев можно предотвратить, если принять разумные меры.
Шнур питания утюга следует всегда держать в стороне, чтобы
предотвратить соприкосновение с ним утюга. Фактически, все кабели
следует держать подальше от дороги, даже если они не представляют непосредственной опасности поражения электрическим током.Если кончик утюга соприкоснется с каким-либо таким кабелем,
будет загрязнен очень стойкой почвой.
не должны соприкасаться с подставкой, чтобы не задеть инструмент
наконечником, что приведет к его загрязнению.
Наконец, не следует ударять наконечником о предметы, которые могут повредить его поверхность.
Чтобы не ударить кончиком об острые углы и края подставки для отдыха,
внимательно запомните положение подставки для отдыха, чтобы вы могли подойти к ней медленно и изящно с помощью утюга.
Работа с утюгом
Этот раздел охватывает большую часть территории – потренироваться в достижении, установлении
четко определенных контрольных точек и положений покоя («разметка»),
и прикосновении и удерживании утюга. Ограничение написания состоит в том, что эти
идей не могут быть переданы все одновременно. Как и в случае с плаванием, которое
можно описать как объединение ударов ногами, гребли, дыхания и принятия хорошей осанки
, компоненты этого обсуждения должны быть взяты вместе, когда
выполняет задачу пайки.
Само собой разумеется, что следующие техники следует практиковать
, когда утюг холодный. Кроме того,
может оказаться полезным утюг для занятий, который всегда остается холодным. Пустышку можно сделать, просунув карандаш в
пару пробок для бутылок подходящего размера; карандаш должен выступать на такое же расстояние
, как и горячая часть вашего утюга, а пробки должны быть размером
, что примерно имитирует ручку вашего утюга. С помощью этого инструмента вы можете
потренироваться в любое время, когда захотите.Даже у таких ветеранов, как я, время от времени возникает потребность в тренировочном выстреле
. Например, при работе в гнезде
электропроводки или при работе в небольшом пространстве тренировочный пробег может привести к использованию
наилучшего подхода и может избавить вас от неприятного сюрприза.
Удерживающие инструменты
Хирурги, ювелиры и специалисты по микросборке знают, как
держать инструменты и поддерживать руки, чтобы обеспечить максимальный контроль и стабильность.
Мы извлечем из них следующие уроки.(Я благодарен доктору Ирен Гилберт
из Медицинского центра Калифорнийского университета и доктору Брайану Брауну из
Института Смита-Кеттлвелла за эти уроки физиологии.)
У нас есть один набор мышц, способных к точным манипуляциям, большой палец и 90 476 пальцев. Мышцы имеют большое количество нервных волокон, предназначенных для них, и
большая часть мозга предназначена для их контроля. По словам доктора Гилберта,
слов: «Область кортикальных нейронов, контролирующих только большой палец, почти на
таких же больших, как и область, контролирующая всю ногу и ступню.Следовательно, точные манипуляции с инструментами
лучше всего выполнять с помощью большого пальца и пальцев.
Грубые мышечные системы, не предназначенные для тонкой работы, а именно мышцы
, контролирующие движение руки, должны быть исключены из игры. Свободное движение кронштейна
сильно влияет на точность движений пальцев.
основных мышц, которые управляют пальцами, на самом деле находятся не в пальцах, а в
– на предплечье. Пальцы управляются через сложную систему сухожилий и связок
запястья.Точный контроль большого пальца и
пальцев не может быть достигнут с помощью нестабильной системы шкивов.
Большая часть того, что рассматривается как тремор кистей и пальцев, вызвано неспособностью
стабилизировать руку и запястье. Люди, которые хорошо выполняют работу, быстро учатся стабилизировать
запястья и предплечья на твердых предметах. Доктор Гилберт заметил: «Однажды я
сделал гипсовую половину своего предплечья от локтя до запястья и установил его
через шар и гнездо на основании. Снаряд мог поворачиваться и качаться, и все же
удерживал мое запястье и предплечье. , оставляя мои прекрасные мускулы руки и пальцев, чтобы
мог свободно и точно управлять.«По крайней мере, ваш локоть должен
упираться в ваше тело, а ваше запястье или рука должны удобно опираться
на какой-нибудь твердый предмет. Часто достаточно
прижать руку к заготовке; однако книги, блоки или катушку припоя следует использовать как
.
Держать утюг, как карандаш, обычно рекомендуется при обсуждении пайки
. Держа руку на стабилизирующем объекте, утюг
удерживается между большим и указательным пальцами, а средний палец на
загибается под рукоятью, образуя опорную перекладину.Я модифицирую эту рукоятку, разворачивая
средний палец и помещая его вдоль рукоятки под указательный палец
; это расположение дает мне лучшую информацию о вертикальном положении. Я держу припой
между большим и средним пальцами другой руки, оставляя первый палец
свободным для касания и направления утюга там, где это необходимо. Для максимального контроля
припой следует удерживать примерно на три четверти дюйма от конца
.
Land-Marking
При выполнении всех задач, связанных с движением, в значительной степени полагаются на чувство сустава и положение мышц (кинестетическое чувство).Когда пианисты и
машинисток достигли совершенства, они больше не смотрят на клавиши. Навык
действительно усваивается, когда можно сказать: «Я могу делать это с закрытыми глазами».
При пайке без визуальной обратной связи многое о положении утюга
можно предсказать с помощью кинестетического чутья, но необходимо понимать пределы этой биофизической системы
. «Может ли ощущение положения
вашей рукой когда-либо достичь разрешения в одну десятую дюйма, которое необходимо для
для пайки интегральных схем?» На этот вопрос нужно ответить с помощью другого вопроса
: «Где ваша отправная точка по отношению к цели
?» Точность, с которой может быть выполнено движение, составляет фиксированную пропорцию
от расстояния, на которое нужно переместиться.Как правило, это примерно 5 процентов
расстояния, которое нужно переместить, поэтому для достижения точности, необходимой для пайки
выводов интегральной схемы, последнее перемещение должно происходить от ориентира
на расстоянии примерно двух дюймов. Я предлагаю идентифицировать несколько контрольных точек и точек покоя
на пути к цели, процедуру, которую я назову
«наземной маркировкой».
Отметьте расположение основных элементов, связанных с проектом, над которым вы работаете
. Держа утюг в руке, эти предметы можно найти
пяткой руки или парой сбившихся пальцев.Путем поднесения утюга
к одной из этих перекрестных контрольных точек расстояние до цели
может быть уменьшено по крайней мере до одной пятой исходного расстояния (от остальной стойки
). Оставаясь в контакте с этими предметами (используя их в качестве опорных точек для стабилизации руки
), утюгом можно очень точно управлять большим пальцем
и пальцами.
На следующем этапе железо можно использовать для разметки местности.
Обычно существует ряд относительно инертных предметов, которым не будет причинен вред
при кратковременном контакте с ними ствола или наконечника утюга.Край корпуса
, ручка тисков или стратегически размещенный C-образный зажим, зажим типа «крокодил»
или защелкивающийся радиатор – вот примеры, достойные внимания. Если вы так же ленивы, как
ваш редактор, вы можете использовать край печатной платы, ближайшую клемму
или корпус бакелитового компонента для разметки с помощью утюга
(непослушный-непослушный). Перед тем как сделать это, убедитесь, что кончик паяльника очищен от припоя
, иначе капельки припоя попадут на изделие.
Помните, будьте осторожны с наконечником в это время, так как
он будет уязвим без защитного покрытия из излишков припоя.
Последний ориентир должен быть выбран так, чтобы у вас был короткий прыжок к цели
. Что касается выбора положения этого ориентира, д-р Гилберт предлагает
отметить следующую информацию о текущих исследованиях:
- Горизонтальные движения точнее, чем движения
по вертикали. - Направление
движения точнее, чем его длина.
Во время финальной досягаемости утюг становится вашей «тростью». Таким образом,
может указать вам, когда он остановился на цели. В отличие от путешественника-трости
, человек, владеющий паяльником, может контролировать
особенности своей местности. Он может сделать так, чтобы цель имела уникальные особенности
. Некоторые примеры этого перечислены ниже:
- Если компонент впаивается в печатную плату
(печатная плата), оставляйте выводы длинными, чтобы целью было «единственное дерево
в лесу».Эти длинные выводы будет легко найти с
наконечником утюга, особенно если вы не забудете отрезать лишний провод от компонентов
, которые вы ранее припаяли. - Провод, припаянный к наконечнику клеммы, можно расположить
так, чтобы его конец выступал за клемму, что
позволяет легко найти эту клемму с помощью утюга. После того, как он будет припаян, отрежьте лишний провод. - При подключении интегральных схем к перфорированной плате
(двухточечная проводка) проложите вывод компонента через предназначенный для него вывод IC;
отрежьте его так, чтобы он выступал заметно за центральную линию микросхемы
(между двумя рядами контактов).Приближаясь к этому соединению с паяльником
, дотянитесь не до вывода IC, а до точки, в которой вывод компонента
пересекает центральную линию IC. Другими словами, ловите
за удлиненный провод острием утюга; когда вы его найдете,
проследите за ним до штифта. После того, как это соединение будет припаяно, отрежьте
лишний провод рядом с контактом и перейдите к следующему контакту. Расположите
порядок ваших задач так, чтобы контакты были припаяны в последовательной последовательности
(труднее попасть в контакт, если он находится между двумя ранее припаянными
).(У вас будет больше пространства между выводами и будет меньше проблем с их перемычкой
, если вы используете только один вывод компонента на вывод.
Другие компоненты, идущие к этому выводу, могут быть припаяны к выводу первого компонента
.) - При пайке многополюсных компонентов с очень длинными выводами
, таких как потенциометры для ПК и гнезда для проволочной обмотки, припаивайте эти выводы
последовательно и по ходу отрежьте их рядом с паяным соединением.
Прикосновение к утюгу
При выполнении некоторых работ, таких как пайка компонентов с короткими выводами в плату ПК
или удаление дефектных компонентов с платы ПК, не существует удобной системы
, которая предоставляла бы целевой уникальные функции, с помощью которых ее можно было бы легко найти.В таких случаях
утюг может быть установлен на место свободным пальцем другой руки
. Вы не поверите, но к горячему утюгу можно прикоснуться.
При прикосновении к утюгу необходимо соблюдать два основных принципа: наконечник
необходимо протереть, и вы не должны совершать быстрых неконтролируемых движений.
Любой рыбак знает, что нельзя делать резких рывков вокруг своей снасти,
иначе он может проткнуть себя на крючок. Та же философия
должна преобладать при обращении с горячим паяльником.Чем более расслаблены и ровны ваши движения,
, тем меньше у вас шансов неожиданно плотно прижаться к стволу
или наконечнику утюга. Если работа такова, что вы должны дотронуться до утюга, делайте это
плавными, легкими чистящими движениями. (Ваш редактор считает, что
страх перед такими вещами относительный. Я бы скорее паял, чем зажигал сигарету,
пугает меня дьявола.)
Тактильная обратная связь
Когда вы попали в цель, можно использовать несколько индикаторов, чтобы подтвердить, что
является желаемой.На данный момент у вас есть «трость» в каждой руке
, железо находится в одной руке, а припой (который ожидает вашего прибытия к цели
) служит «тростью» в другой руке.
Используя утюг в качестве «трости»,
контур цели должен иметь смысл, если вы осторожно сканируете его утюгом.
Припой, прижимаемый к соединению другой рукой,
будет вибрировать, когда утюг касается соединения. На этом этапе переместите припой
туда, где, как вы подозреваете, кончик паяльника опирается на соединение
.Если оно плавится, значит, железо попадает в цель, и вы были правы насчет его позиции
. Верните припой в точку, которая не находится в прямом контакте с концом утюга
, и подайте желаемое количество припоя в соединение (от одной восьмой до половины дюйма
в зависимости от размера соединения и размера соединения). припой
).
Припой может расплавиться сразу же, когда утюг касается соединения; этот
указывает на то, что железо и припой коснулись цели в одном и том же месте
.Часто вы теряете соединение с припоем. Когда это происходит,
нащупывает припой, пока вы не примените его к соединению, в результате чего
расплавится.
Еще одним признаком достижения желаемой цели является нагрев проводки и компонентов
, связанных с соединением. Запасной палец руки подачи припоя
можно использовать для контроля этого состояния.
Признаки того, что вы не достигли цели:
- Компоненты, связанные с другим соединением, могут нагревать
, указывая на то, что вы нашли их соединение вместо желаемого соединения
. - Припой не будет плавиться при сканировании соединения
. Сканирование соседних соединений с помощью припоя покажет
, какое из них по ошибке нагревается. - Если вы подозреваете, что подключились не к тому соединению
, существует подсказка, которая может указать вам, было ли это соединение
ранее припаяно. Если небольшие движения утюга кажутся
«скрипящими», то поверхности, с которыми соприкасается утюг,
смочены припоем, что, вероятно, означает, что соединение было припаяно ранее
(если рабочие материалы были ранее
«лужены» утюг может скрипеть о отдельные детали
, а не о полностью готовом паяном соединении).Если небольшие движения утюга
не ощущаются «скрипучим», то предметы, с которыми вы связались, не паяли
.
Инструменты и принадлежности
Общие комментарии
Когда люди говорят о «балансе» инструментов, они
на самом деле имеют в виду легкость и контроль, с которыми можно
манипулировать этими инструментами. Используемый в этом смысле термин «баланс» означает, что в конструкции
был сделан благоприятный компромисс в отношении веса и распределения массы.
Как правило, наиболее полезными инструментами являются те, которые имеют легкий вес
и обладают минимальной инерцией.
Отсюда следует, что меньшими инструментами легче управлять, чем более крупными,
, потому что характеристики, неблагоприятные для манипулирования, становятся менее значимыми.
В течение многих лет я пользовался большим модным складным ножом, в рукоятке которого находились плоскогубцы (
). Однако для многих небольших работ (например, зачистки проводов)
было неудобно держать, и он часто опрокидывался.С тех пор я пришел к
и предпочитаю очень маленькие ручные ножи без посторонних приспособлений в ручке.
Приведенные выше принципы могут быть расширены, чтобы включить все ручные инструменты, используемые при пайке
. Короткие и легкие инструменты, которые можно удерживать около центра тяжести
, обеспечивают точное управление и стабильность при удерживании их в положении
.
Что касается тисков и зажимов, то предпочтительны «низкопрофильные» системы
. Работа рядом с рабочим столом обеспечивает удобное положение
и значительно увеличивает количество предметов, на которых можно стабилизировать запястье
.
Чистящие губки
Губки для чистки, которые идут в комплекте с подставкой для большинства паяльников
, имеют простейшую форму, плоскую. Хотя это лучше, чем использование фартука
, над ними необходимо сделать несколько проходов, пока утюг вращается в руке на
. Это охлаждает утюг, ослабляет шнур питания и не гарантирует,
, что наконечник будет очищен от опасных капель припоя.
Пинцеты и радиаторы
Щипцы, которые могут фиксировать или зажимать проволочные выводы, являются очень полезными инструментами.
Эти устройства можно закрепить на выводах термочувствительных компонентов в
, чтобы поглотить тепло и предотвратить повреждение компонентов. Эти щипцы
могут использоваться в качестве «ручек», с помощью которых провода удерживаются на месте во время их пайки
.
Мне больше всего нравятся такие инструменты, как хирургические щипцы. Имея форму ножниц
, они могут использоваться как очень маленькие плоскогубцы для помощи в формировании проводов вокруг соединительных клемм
. У них есть механизмы, позволяющие зафиксировать их на месте.Поскольку
изготовлены из нержавеющей стали, их нельзя случайно впаять в проект.
Подпружиненные радиаторы могут служить многим из тех же целей.
Тиски и удерживающие устройства
Хорошие прочные тиски – лучший инструмент для жесткой поддержки заготовки. Тиски
становятся еще более удобными, поскольку их можно повернуть, чтобы ориентировать изделие
в удобное для пайки положение. Помимо традиционных тисков, очень популярными стали
приспособления, специально разработанные для удержания печатных плат.Многие такие держатели зажимают один край доски между двумя планками или
блоками. Для использования этого типа необходимо оставить участок вдоль одного края платы
свободным от элементов схемы. Держатели Panavise с другой стороны
удерживают противоположные края платы между двумя подпружиненными V-образными каналами
. Такое расположение обеспечивает максимальную гибкость компоновки платы.
Все держатели для досок имеют возможность переворачивать доску, так что работу можно
выполнять с любой стороны.
Заключение
Основные различия между пайкой для зрячего человека и для слепого человека
можно описать в терминах обратной связи. Нет никаких аргументов в пользу того, что слепой
человек работает “разомкнутым контуром” (без прямой обратной связи) часть времени
. При переходе от одного места к другому и выяснении того, что
на самом деле происходит во время процесса пайки, слепой вынужден
использовать прерывистые биты информации, тогда как его зрячий двойник имеет
непрерывной информации.Пробелы – разрывы в информации
можно сделать менее значительными. Уменьшая радиус действия, цель
может быть поражена довольно точно без обзора. Обращаясь к альтернативным или косвенным подсказкам,
дедуктивное рассуждение может проверить факты, которые не видны. Эти принципы
не новы, но они трагически остались недосказанными.
Слепые паяли все это столетие. Что касается самого
, я работал техником в течение трех лет, создавая очень сложное электронное оборудование
.С тех пор я подключил прототипы собственной разработки
.
Использование компонентов из нержавеющей стали на печатных платах
Какой флюс следует использовать для пайки компонентов из нержавеющей стали на печатную плату? Мы получаем этот вопрос изрядно, и это хороший вопрос. Проблема, конечно же, в нержавеющей стали. Его защитный слой восстанавливается быстро, чтобы избежать коррозии с течением времени, и этот барьер затрудняет правильное сцепление и смачивание припоя с поверхностью.
Но в чем на самом деле проблема? Ведь флюсы для пайки нержавеющей стали наверняка есть. Например, наш № 71 (звено) отлично подходит для пайки нержавеющей стали, демонстрируя отличные результаты даже с простыми эвтектическими припоями, такими как Sn96,5 / Ag3,5 (олово-серебро) или Sn63 / Pb37 (олово-свинец). Итак, у вас есть флюс № 71 для пайки нержавеющей стали. У вас есть компонент из нержавеющей стали и пустое место на печатной плате. Так почему бы вам просто не использовать наш № 71, чтобы припаять компонент из нержавеющей стали к плате?
Ответ: можно – вроде как.Теоретически вы можете использовать № 71 для пайки компонента из нержавеющей стали непосредственно на печатную плату, , но вы сильно рискуете испортить плату. Это потому, что флюсы, достаточно активные для пайки нержавеющей стали, содержат коррозионные соединения, такие как хлорид цинка и другие галогениды. Эти активаторы, оставленные на печатной плате в виде остатков коррозионного флюса, впоследствии вызывают всевозможные проблемы. Можно ли смыть водой остатки флюса после пайки – это не так важно, как вы думаете.У остатков есть способ уйти туда, где они вам меньше всего нужны. А когда они содержат что-то столь же сильное, как хлорид цинка, вы напрашиваетесь на проблемы.
Итак, что вы делаете? Какой флюс следует использовать для припайки компонента из нержавеющей стали к печатной плате?
Есть несколько вариантов.
Опция 1 , описанная ниже, предлагает возможность пайки компонента из нержавеющей стали непосредственно на печатную плату за один этап. Вариант 2 , подробно описанный ниже, предлагает способ использования No.71, но таким образом, чтобы его сильные остатки не попадали на печатную плату.
Вариант 1
Определенные флюсы из активированной канифоли (классифицируются как тип RA), такие как наш № 100, могут успешно паять нержавеющую сталь с медью. Информационные листы для него можно найти на главной странице технических данных или внизу этого сообщения.
Помните о двух вещах при использовании нашего флюса № 100 RA для пайки нержавеющей стали с медью:
- Паять нержавеющую сталь не так просто, как паять медь.Вам потребуется нагреть нержавеющую сталь больше, чем медь. Это может включать предварительный нагрев компонента из нержавеющей стали с помощью паяльника, чтобы довести его до идеальной температуры пайки.
- Флюсы для активированной канифоли, такие как № 100, – это НЕ флюсы без очистки. Счистить остатки флюса нужно растворителем, например изопропиловым спиртом (99%) или уайт-спиритом. Хорошо счистите остатки, иначе активаторы флюса могут впоследствии повредить печатную плату.
Если использование канифольного флюса № 100 типа RA не дает хороших результатов, вероятно, конкретная нержавеющая сталь в вашем компоненте не подходит для пайки. К счастью, есть второй вариант.
Вариант 2
Этот вариант включает предварительное лужение компонента из нержавеющей стали с использованием нашего паяльного флюса № 71 для нержавеющей стали вместе с оловянно-свинцовым припоем (Sn63 / Pb37) или бессвинцовым припоем, содержащим серебро (например, Sn96.5 / Ag3.5).
Фактически вы покрываете деталь из нержавеющей стали слоем олова, чтобы, когда приходит время фактически припаять компонент из нержавеющей стали к печатной плате, вы больше не припаиваете поверхность из нержавеющей стали к печатной плате, а скорее вы припаиваете к плате оловянную поверхность. (В этом процессе вы фактически паяете компонент из нержавеющей стали дважды: один раз, когда вы оловеете его, и второй раз, когда вы припаиваете его к печатной плате.)
Это можно сделать двумя способами:
Первый способ предварительного лужения компонента из нержавеющей стали (метод припоя)
- Окуните компонент в No.71 поток.
- Окуните флюсовый компонент в ванну с расплавленным припоем (Sn63 / Pb37, Sn96.5 / Ag3.5). Это покроет компонент из нержавеющей стали слоем присадочного сплава.
- Дайте луженой детали остыть, чтобы припой затвердел.
- СМЫЙТЕ ОСТАТКИ ПОТОКА № 71 ВОДОЙ!
- Высушите компонент, чтобы на нем не осталось воды. Заключительное полоскание изопропиловым спиртом (99%) ускорит процесс удаления воды, но это необязательно.
- Теперь, используя флюс No-Clean, канифоль или органическую кислоту вместе с паяльной проволокой или используя проволоку для припоя с сердечником (канифоль, канифоль или органическая кислота), вы можете просто припаять луженую деталь из нержавеющей стали к печатной плате. .)
ПРИМЕЧАНИЕ. Чтобы приобрести № 100, свяжитесь с нами.
Второй способ предварительного лужения компонента из нержавеющей стали (метод припоя)
- Окуните компонент во флюс № 71.
- При помощи паяльника или нагревательной пластины предварительно нагрейте деталь из нержавеющей стали.
- Продолжая нагревать компонент из нержавеющей стали, введите сплошную припойную проволоку (Sn63 / Pb37, Sn96,5 / Ag3,5) во флюсовую область компонента из нержавеющей стали. При необходимости добавьте еще флюса. (Примечание: вам, вероятно, потребуется использовать зажим или тиски для удержания компонента, так как вам понадобится одна рука, чтобы держать паяльник, а вторая – для ввода провода.)
- Дайте луженой детали остыть, чтобы припой затвердел.
- СМЫЙТЕ ОСТАТКИ ПОТОКА № 71 ВОДОЙ!
- Высушите компонент, чтобы на нем не осталось воды.Заключительное полоскание изопропиловым спиртом (99%) ускорит процесс удаления воды, но это необязательно.
- Теперь, используя флюс No-Clean, канифоль или органическую кислоту вместе с проволокой для припоя или проволоку для припоя с флюсом (канифоль, No-Clean или органическая кислота), вы можете просто припаять луженый компонент из нержавеющей стали печатной платы.)
ПРИМЕЧАНИЕ. Чтобы приобрести № 71, перейдите на сайт www.sra-solder.com.
Если у вас есть какие-либо вопросы об этих процессах или других применениях флюсов, свяжитесь с нами.
Паспорта нашего № 100: TDS, SDS.
Паспорта нашего № 71: TDS, SDS.
первый паяльник? | Стр. 2
Я всегда предлагал … если это будет ваша первая и последняя пайка, просто купите дешевый утюг 40 Вт. Если вы думаете, что паяете снова в будущем, паяльная станция Weller, о которой упоминалось несколько раз, идеально подходит для начинающих или даже промежуточных пользователей. У меня никогда не было такого, но я часто пользовался им в магазине, и у меня никогда не было проблем с ним.При выборе паяльной станции или паяльной станции важно учитывать выбор и доступность наконечников. За 10 долларов утюги, кого это волнует, просто замените весь утюг. Но для Weller WLC100 или чего-то подобного вам нужно убедиться, что у вас есть хороший выбор наконечников и что их легко купить. Так обстоит дело с WLC100.
Пару лет назад я наконец купил себе подходящую паяльную станцию Hakko FX888d. И ничего себе, эта штука ОТЛИЧНАЯ! Мне нравится, как он нагревается всего за несколько секунд.
60/40 олово / свинец с канифолью (флюсом), вот и все. Если вы не живете в стране, где запрещены свинцовые припои, это стандарт. Канифольный стержень необходим для этого типа пайки, не покупайте припой без канифольного стержня (это то, что вы найдете на острове сантехники в хозяйственном магазине). Диаметр действительно зависит от выполняемой вами работы, но это тоже вопрос предпочтений.Для гитар я бы порекомендовал припой большего диаметра. Я использую припои диаметром 0,062 и 0,032 дюйма. Больший из двух я использую для гитар, таких как горшки и гнезда. Меньший слишком мал для такого рода вещей, вы просто сведете себя с ума, но это гораздо лучший выбор для печатных плат.Еще один вопрос для новичков. Я смотрю на пайку на Amazon и вижу 37 миллиардов различных вариантов, какие-нибудь рекомендации?
Щелкните, чтобы развернуть …
Это лучший стартовый видеоролик для пайки. Это все, что вам нужно знать, чтобы начать работу, но оно очень краткое.
Вот еще одно хорошее видео, которое я знаю в верхней части моего глава.
Один совет, который вы всегда слышите, – держите наконечник утюга в чистоте, но вы также должны всегда держать его в луженом состоянии. Если держать его в луженом виде, срок службы наконечника продлится.
“При какой температуре паять?” Это еще один вопрос, который задает большинство новичков. Естественно, это относится только к станциям, где есть контроль температуры. Вы хотите паять при любой температуре, при которой припой плавится почти мгновенно. Если вы ждете несколько секунд, пока припой расплавится, вам необходимо повысить температуру.Что я делаю, так это начинаю с низкого уровня, а затем постепенно повышаю его, пока не найду оптимальное место. По сути, вам нужно, чтобы он был достаточно горячим, чтобы мгновенно расплавить припой, но достаточно горячим, чтобы добиться этого. Слишком сильный нагрев может повредить компоненты. Кроме того, продолжительное нагревание может повредить компоненты. Вы хотите припаять каждое соединение всего за секунду или две. Это очень хорошо видно в двух видео выше.
При пайке будет дым, просто горит флюс. Тем не менее, вдыхать его нехорошо.Кроме того, ваше лицо обычно находится прямо над тем, что вы паяете. Таким образом, дым имеет тенденцию попадать вам в глаза, что делает их водянистыми. Если у вас небольшой вентилятор, продуйте им рабочее место на низкой скорости.