видео инструкция, как работает паяльник, пайка проводов
Для эффективного соединения металлических поверхностей лучше всего прибегать к помощи температурных воздействий. Наиболее простым и распространенным способом является пайка паяльником. В этом случае материалы из металла соединяются под воздействием местного повышения температур и наплавки с более низкой температурой.
Для того чтобы правильно соединить металлические детали при помощи паяльника, необходимо узнать основные моменты, которые характеризуют процесс пайки. Для этого достаточно будет прочитать статью, посмотреть видео урок и попробовать освоить технологию на практике.
Как работает паяльник
Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.


К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
Подготовка к процессу пайки
Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
Подставкой , на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала.
Штативом, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
В набор необходимых инструментов входит:
- напильники;
- круглогубцы;
- кусачки;
- пассатижи;
- пинцеты;
- наждачная бумага;
- нож.
Подготовка паяльника
Перед работой с паяльником, его жалу придают определенную форму. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Жало рабочего инструмента должно быть равномерно покрыто припоем. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под подготовленный для пайки материал:
Для соединения проводов и микросхем применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.
Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс.
Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли.
Для нержавейки используется ортофосфорная кислота.
Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка.
Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
 Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.
Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки
Для электротехнических паек и радиомонтажных работ применяются легкоплавкие оловянно-свинцовые сплавы. Наиболее популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.
Наиболее популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.
С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Как правильно паять паяльником – советы, видео
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
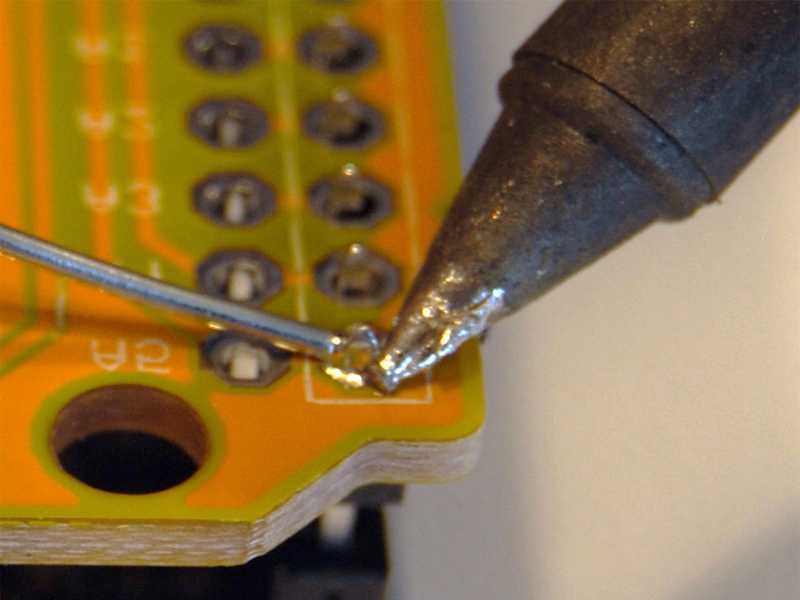
При подаче припоя на детали с паяльника , на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться.
В это время наконечником прибора следует распределить припой по стыку.При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
 В это время наконечником прибора следует распределить припой по стыку.
В это время наконечником прибора следует распределить припой по стыку.Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.

Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- провод опускается в ванночку с канифолью;
- капля припоя с помощью паяльника распределяется по медным жилам;
- чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.
Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
- Автор: Александр Романович Чернышов
- Распечатать
Оцените статью:
(5 голосов, среднее: 5 из 5)
Поделитесь с друзьями!
Основы пайки – как правильно паять паяльником
Базовые принципы пайки намного легче, чем вы думаете. В этой статье вы узнаете, как правильно паять и что нужно, чтобы припаять провод к плате. Этот навык пригодится при пайке электросхем.
В этой статье вы узнаете, как правильно паять и что нужно, чтобы припаять провод к плате. Этот навык пригодится при пайке электросхем.
Шаг 1: Припой
Что нужно для паяния проводов? В простейшей робототехнике используется в основном трубчатый припой 0,8 мм 60/40. Можно использовать припой и другого диаметра, чуть больше или чуть меньше. Однако соотношение олова и свинца должно быть 60/40.
Так как в припое содержится свинец, примите меры предосторожности:
- Всегда мойте руки с мылом после использования припоя, чтобы смыть все остатки свинца.
- Не прикасайтесь к глазам и слизистым покровам во избежание попадания на них свинца.
Шаг 2: Включаем паяльник
Прежде чем приступить к пайке, включите паяльник и дайте ему нагреться до нужной температуры. Если у вашего прибора есть регулятор температуры, выставьте его на 300-350°С, в этом диапазоне происходит пайка большинства сплавов.
Если ваш паяльник не обладает возможностью регулировать температуру, просто дайте ему нагреться в течение пяти минут, а затем можете попробовать паять.
Шаг 3: Учимся держать ручку
Всегда держитесь за изолированную рукоятку! Металлическое жало чрезвычайно горячее, и прикосновение к нему вызовет тяжелые ожоги.
Очень часто рекомендуют держать ручку паяльника как ложку, однако мне удобнее держать ее как пишущую ручку. Попробуйте сами и решите, как вам удобнее.
Шаг 4: Всегда ставьте паяльник на подставку
Всегда ставьте прибор на подставку, если вы закончили работать с ним на данный момент.
Просто отложенный в сторону паяльник может стать причиной катастрофы, поэтому возьмите себе за правило всегда возвращать его на подставку.
Поскольку вы собрались творить, а не разрушать, приучите себя всегда быть на чеку во время работы с паяльником, вплоть до его полного остывания. И никогда не отвлекайтесь, если держите паяльник в руке.
Шаг 5: Лужение наконечника
Если вы используете новый прибор, вам нужно будет покрыть тонким слоем олова – залудить его. Этот слой облегчит работу с припоем при пайке.
Шаг 6: Оголяем провода
Чтобы спаять провода вместе нужно сначала снять с них изоляцию.
Шаг 7: Скручиваем провода
Оголенные концы двух проводов скрутите вместе.
Шаг 8: Припой
Прикоснитесь жалом к скрутке, чтобы провода нагрелись. Прижимайте припой к скрутке до тех пор, пока он не расплавится, и они не спаяются вместе. Как только припой и провода сплавятся вместе, уберите припой и паяльник.
Шаг 9: Отрезаем лишнее
Отрежьте лишнюю длину спаянной скрутки. Вам нужно лишь основание паяного соединения, где два провода становятся единым целым.
Шаг 10: Чистим паяльник
Теперь вы знаете как правильно пользоваться паяльником, и помните, что после любой пайки жало нужно почистить. Для этого просто проведите жалом по специальной чистящей подушке. Если у вас ее нет, воспользуйтесь слегка влажной губкой.
Как использовать паяльник для пайки металла
В этом руководстве вы узнаете, как правильно использовать паяльник для соединения проводов и других предметов.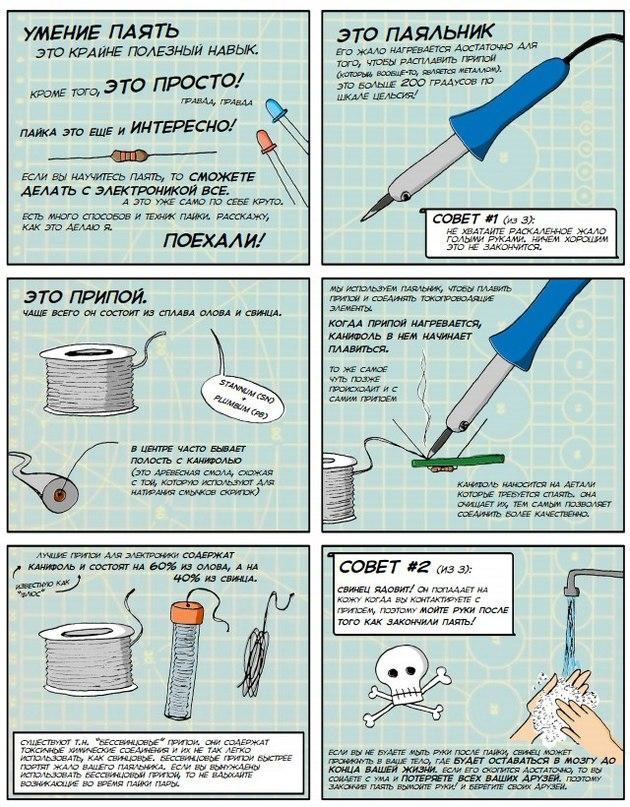 Вы также узнаете о различных типах паяльников, паяльных жалах и о том, какие инструменты и продукты вам нужны для пайки.
Вы также узнаете о различных типах паяльников, паяльных жалах и о том, какие инструменты и продукты вам нужны для пайки.
Паяльник — это невероятно удобный инструмент, обычно используемый для пайки металлов, т. е. для плавления припоя поверх или вокруг металлического объекта или объектов, которые необходимо соединить вместе.
Одно из наиболее распространенных применений паяльника и проволоки для пайки своими руками — это ремонт оборванных электрических проводов или электрических плат, соединение проводов вместе, а также соединение медных водопроводных труб.
В этом руководстве вы узнаете все, что вам нужно знать о том, как использовать паяльник и проволоку, читайте ниже.
Что такое паяльник?
Паяльник имеет нагревательный элемент на конце термоизолированной ручки, обычно питаемый от сети или аккумулятора.
Элемент нагревательного наконечника работает благодаря процессу резистивного материала, через который проходит электрический ток, тот же процесс, что и при возгорании электрического стержня, только не такой агрессивный или не такой горячий.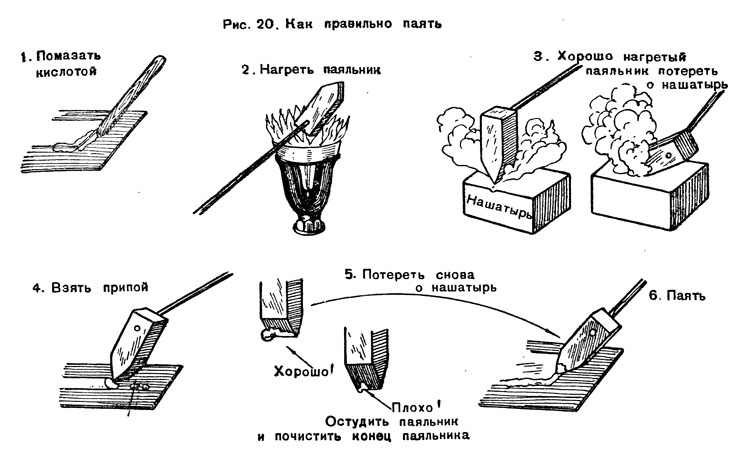
Когда наконечник утюга затем подвергается воздействию проволоки из сплава, проволока плавится над соединяемым объектом, а затем охлаждается, твердеет и соединяет объекты вместе.
Для большинства работ такого типа, связанных с электрическими цепями, подойдет устройство мощностью 15–30 Вт, любое более мощное устройство может повредить предполагаемую работу.
Техника пайки используется во многих областях, но в основном в области электроники, изготовления ювелирных изделий и витражей. Для этих других типов работ обычно могут потребоваться более мощные паяльники в зависимости от двух соединяемых металлов.
Если вы планируете выполнять более существенную работу, вам понадобится паяльник с источником питания мощностью 40 Вт или выше.
Паяльники могут быть разных форм и стилей, каждый из которых подходит для определенного типа работы или ситуации:
Для чего используются различные жала паяльника?
На рабочем конце паяльника находится жало.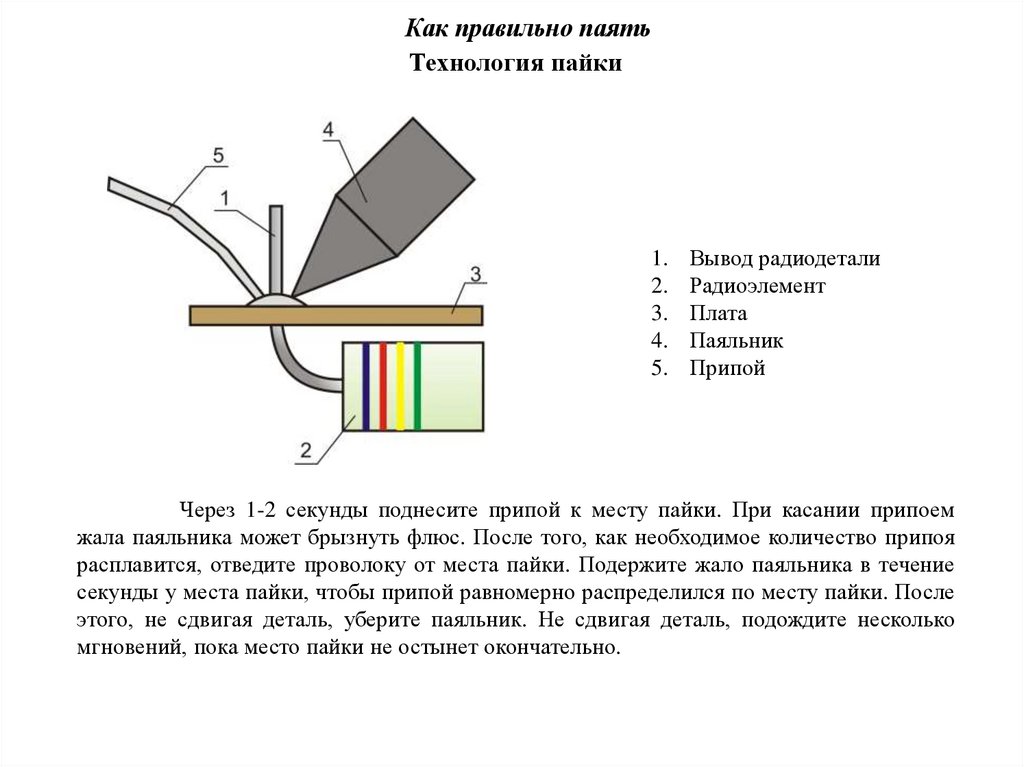 Это часть инструмента, которая нагревается, позволяя расплавить припой на объекте, над которым вы работаете.
Это часть инструмента, которая нагревается, позволяя расплавить припой на объекте, над которым вы работаете.
Чтобы помочь охватить широкий спектр различных работ, связанных с пайкой, доступно множество различных стилей и форм наконечников, а поскольку большинство паяльных наконечников являются съемными, их можно быстро и легко заменить в зависимости от выполняемой вами работы. делает.
Ниже приведены наиболее распространенные типы паяльных жал и то, для чего каждый из них обычно используется:
- Коническое паяльное жало : Коническое жало обычно является жалом, которое уже установлено на паяльники карандашного/перьевого типа и благодаря этому в большинстве случаев это наиболее часто используемый тип наконечника. Несмотря на это, на самом деле они предназначены для выполнения очень точных паяльных работ, обычно связанных с электрическими компонентами
- Паяльное жало со скосом : Наконечники со скошенными углами, как правило, используются не так часто, но, несмотря на это, они очень удобны для работ, связанных с загрузкой большого количества припоя. Прекрасным примером этого является соединение электрических проводов, так как обычно требуется достаточное количество припоя для создания прочного соединения. отлично подходит для пайки проводов и нанесения большего количества припоя на заданную область
 Прекрасным примером этого является соединение электрических проводов, так как обычно требуется достаточное количество припоя для создания прочного соединения. отлично подходит для пайки проводов и нанесения большего количества припоя на заданную область
Прекрасным примером этого является соединение электрических проводов, так как обычно требуется достаточное количество припоя для создания прочного соединения. отлично подходит для пайки проводов и нанесения большего количества припоя на заданную областьКакие инструменты и продукты вам нужны для пайки?
Для того, чтобы успешно спаять объекты вместе, помимо настоящего паяльника, вам понадобятся несколько других основных инструментов, а именно:
Проволока для припоя
Плавкий металлический сплав, используемый для соединения двух металлических поверхностей вместе, проволока для припоя поставляется в различных соотношениях сплавов в зависимости от того, какой тип металлов вы пытаетесь соединить.
На базовом уровне существует два основных типа припоя – бессвинцовая (содержит смесь меди и олова) и свинцовая (содержит олово и свинец).
Как правило, свинцовый припой имеет более низкую температуру плавления, поэтому он отлично подходит для использования с хрупкими электрическими компонентами.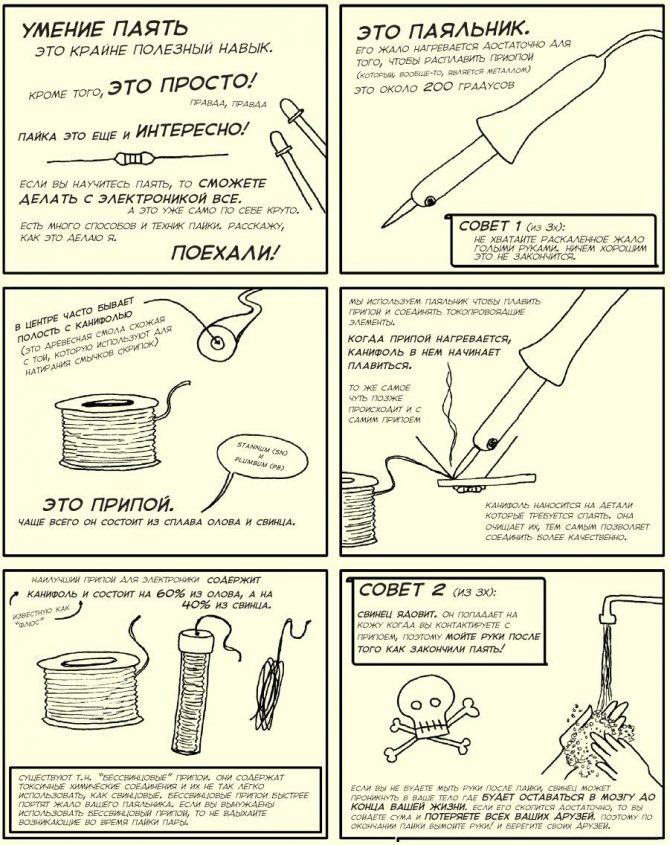 Однако он содержит свинец, который вреден как для окружающей среды, так и для вас, поэтому, если вы можете использовать бессвинцовый аккумулятор, он выполняет почти ту же работу.
Однако он содержит свинец, который вреден как для окружающей среды, так и для вас, поэтому, если вы можете использовать бессвинцовый аккумулятор, он выполняет почти ту же работу.
Перед покупкой уточните у своего поставщика, есть ли у вас подходящий тип проволоки для пайки, они должны посоветовать вам
Проволока для пайки
Флюс для пайки
Это химическое чистящее средство, которое облегчает поток припой, когда он работает. Этот продукт образует дым при использовании, что является нормальным явлением.
В нерасплавленном состоянии флюс довольно безопасен, но имейте в виду, что в расплавленном состоянии он чрезвычайно едкий, поэтому будьте очень осторожны, чтобы он не попал на кожу! Флюс эффективно используется для уменьшения и удаления любого окисления с объектов, которые вы соединяете, так что создается максимально прочная связь.
В большинстве случаев вы будете соединять электрические детали и компоненты, поэтому вам нужно будет использовать флюс на основе канифоли, который немного менее агрессивен.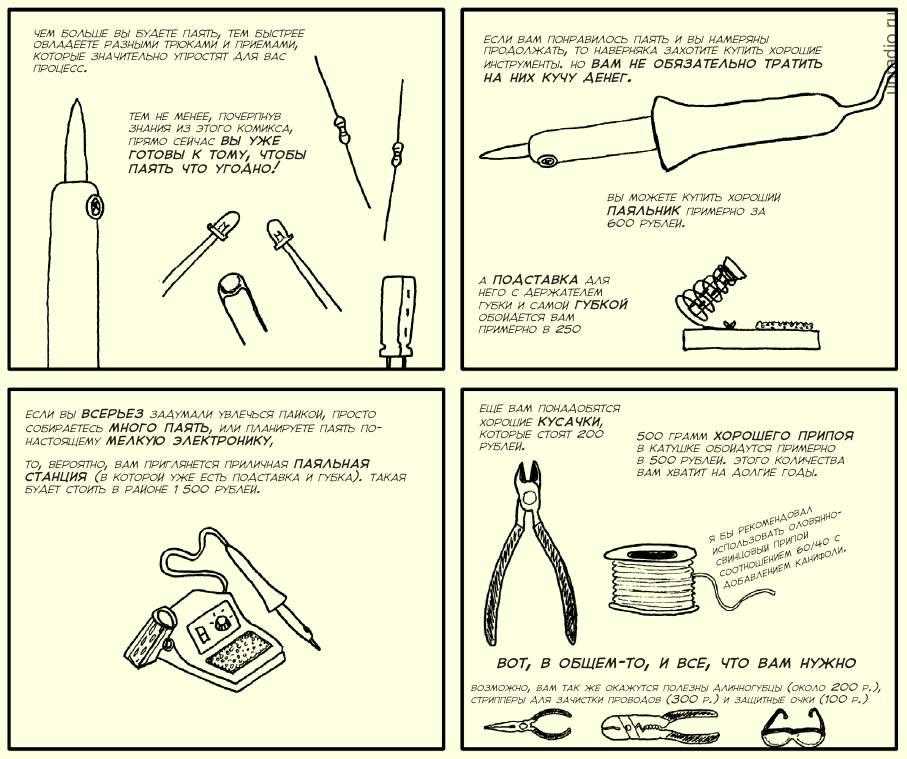
Однако при пайке более крупных изделий, таких как медные трубы, следует использовать сильный флюс на кислотной основе.
Флюс для припоя
Подставка для паяльника
Используется для хранения горячего паяльника, когда он не используется. Также неплохо иметь под рукой влажную тряпку или губку, чтобы счищать грязь с работы, а также формировать кончик утюга.
Очень важно иметь приличную подставку, так как она надежно удерживает утюг, защищая горячий наконечник от всего легковоспламеняющегося, а также от рук!
Подставка для паяльника
Рука Помощи
Это отличный набор, и если вы занимаетесь пайкой любых металлов, особенно мелких деликатных деталей, он действительно необходим.
Встроенные зажимы типа «крокодил» используются для надежной фиксации предмета, над которым вы работаете, и предотвращения его перемещения, а увеличительное стекло позволит вам рассмотреть мелкие предметы с гораздо большей детализацией, гарантируя, что ваша пайка будет точной в той области, где вы находитесь.
Помощник при пайке
Подготовка к пайке
Прежде чем приступить к пайке металлических предметов любого типа, необходимо сделать несколько вещей.
Перед использованием утюга вам необходимо пройти процесс «лужения», который представляет собой процесс нагревания и покрытия кончика вашего инструмента слоем припоя.
Это предотвращает окисление жала, защищая его от воздуха, повышает эффективность теплопередачи от вашего паяльника, а также предотвращает загрязнение вашей работы или припоя окислением.
Перед лужением максимально очистите паяльное жало. Для этого вы можете использовать влажную ткань или губку, но лучше всего использовать губку из латуни или нержавеющей стали.
Поскольку латунь мягче стали, это предпочтительнее, но подходящей заменой является нержавеющая сталь.
Очистите жало паяльника, пока оно не станет блестящим. Это указывает на то, что вся окисленная мякина удалена. Как только он станет чистым, запустите процесс лужения, чтобы он был полностью защищен.
Также убедитесь, что область, в которой вы работаете, максимально свободна и что у вас достаточно места для работы.
Как пользоваться паяльником
Теперь вы знаете, какой провод использовать, какие инструменты и продукты нам нужно, идеальная область, в которой вы должны выполнять любые паяльные работы, а также как правильно чистить и готовить паяльник, теперь вы знаете все, что вам нужно, чтобы начать работу.
В этом примере мы собираемся спаять вместе два куска проволоки, чтобы создать постоянное и прочное соединение.
Чистка паяльника и объектов для пайки
Первая задача – тщательно все очистить. Используя наконечники, упомянутые выше, мы сначала очистили паяльное жало с помощью мочалки из нержавеющей стали, протирая его до тех пор, пока не было удалено любое окисление, и наконечник не стал красивым и блестящим.
Затем с каждого провода сняли примерно 10 мм изоляции, чтобы обнажить жилу. Поскольку он был покрыт, ядра были красивыми и чистыми, поэтому не нуждались в дополнительной обработке.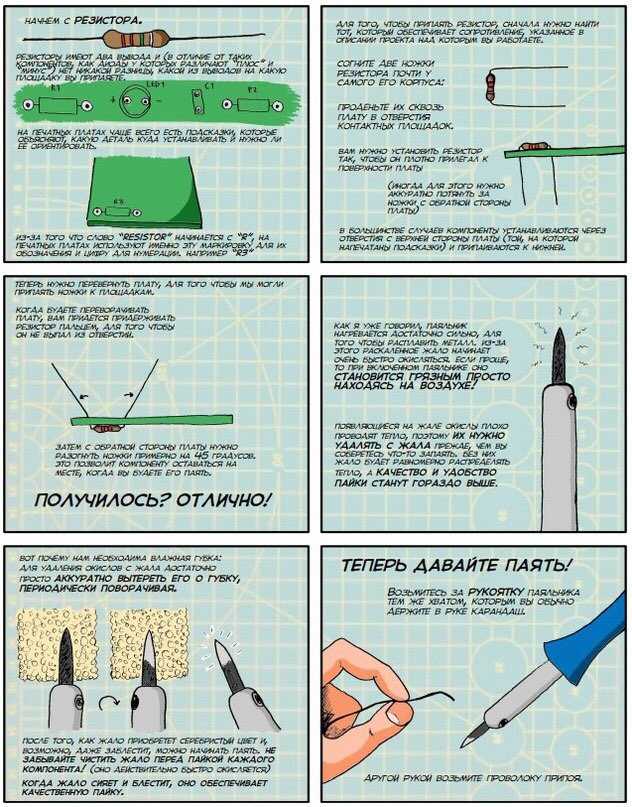
Провода со снятой изоляцией
Подготовьте рабочее место
Уберите все ненужные предметы с дороги, чтобы у вас было чистое место для работы. Откройте все окна и двери, чтобы обеспечить достаточную вентиляцию.
Поскольку мы соединяем несколько проводов, идеальным инструментом для использования здесь являются «Руки помощи», поскольку зажимы надежно удерживают провода на месте во время пайки.
Расположите «Руки помощи» в подходящем месте на рабочем месте и возьмите два провода, скрутив каждую жилу, а затем скрутите их вместе как можно туже. Технически вам не нужно этого делать, но их скручивание создаст еще более надежную связь.
После скручивания закрепите провода в «Руках помощи» и переместите увеличительное стекло в подходящее положение, чтобы вы могли четко видеть область, которую будете спаивать.
Провода скручены плоскогубцами
Наконец, подключите паяльник к сети и нагрейте его.
Нанесите флюс на припаиваемый объект
Используя маленькую кисть, окуните кисть во флюс и нанесите его на оголенные провода, убедившись, что все хорошо покрыто.
Флюс для припоя, нанесенный на оголенные провода
Когда температура утюга нагреется, прижмите наконечник к проводам, чтобы нагреть флюс до тех пор, пока он не начнет плавиться. Держите наконечник нажатым до тех пор, пока весь флюс не расплавится и не попадет на жилы проволоки.
Подача припоя и соединение проводов
Когда флюс расплавится, прижмите кончик паяльника к проводам, чтобы они оставались нагретыми.
Возьмите припой и прижмите наконечник к проводам. Если провода все еще достаточно горячие, припой сразу же начнет плавиться.
Удерживая жало паяльника на месте, двигайте провод вдоль электрических проводов, покрывающих его.
Припой оплавился на провода, соединяющие их вместе
Повторите при необходимости, чтобы создать хорошее покрытие припоем на оголенных электрических проводах, но на этот раз снимите железный наконечник с проводов и расплавьте припой поверх наконечника. Если оставить наконечник на месте, проволока, которую мы уже наложили, начнет плавиться, а мы не хотим этого делать!
Дайте припою остыть и затвердеть
После того, как оголенные провода будут полностью покрыты, сотрите остатки припоя с наконечника утюга с помощью мочалки из нержавеющей стали, затем поместите паяльник обратно в держатель и выключите его.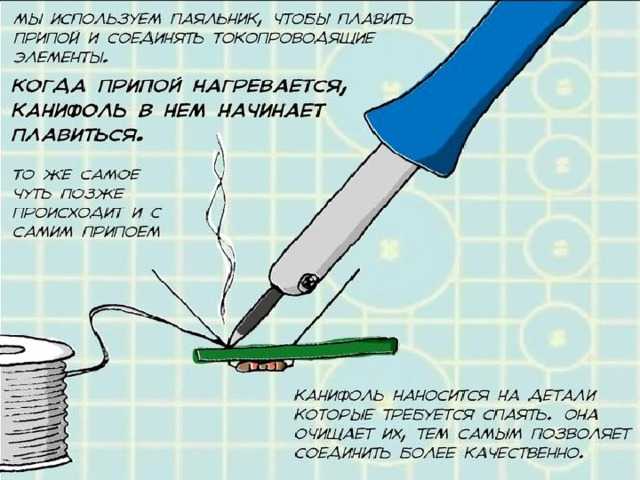 от сети, чтобы он остыл.
от сети, чтобы он остыл.
В ту секунду, когда вы удалите источник тепла из припоя, он начнет затвердевать и в течение 20-30 секунд полностью остынет и затвердеет, после чего электрические провода будут полностью соединены вместе.
Электрические провода, полностью соединенные вместе с помощью припоя
Советы по безопасности при пайке
Поскольку пайка включает в себя как горячие предметы, коррозионные пасты, возможное использование свинца, так и пары, образующиеся при нагреве флюса и припоя, существует довольно много указаний по безопасности, которые вам нужно подумать.
- Всегда работайте в хорошо освещенном и вентилируемом помещении с достаточным пространством
- Убедитесь, что рядом с местом работы нет легковоспламеняющихся предметов или жидкостей, и по возможности работайте на негорючих поверхностях. Коврик для пайки сантехники — идеальная временная поверхность для использования
- Всегда устанавливайте паяльник на подставку, когда он не используется.
- Избегайте вдыхания любых паров
- Если вы используете свинцовый припой, вышеперечисленное необходимо. Также не прикасайтесь к самому припою и надевайте перчатки! Свинец в любой форме может вызвать серьезные хронические заболевания!
- Никогда не поддавайтесь искушению прикоснуться к паяльному наконечнику, когда он включен. они могут достигать температуры выше 375°C
- Как только вы закончите работу или собираетесь оставить паяльник на какое-то время, выключите его!!
- Как только вы закончите, немедленно вымойте руки, особенно если вы использовали свинцовый припой
- Всегда надевайте негорючую одежду, перчатки и защитные очки
- Будьте осторожны при использовании припоя, могут быть брызги которые могут вызвать серьезные ожоги
- Любые отходы припоя должны собираться и храниться в контейнере с надежной крышкой
- Любые тряпки, губки или подобные предметы, покрытые припоем, должны рассматриваться как опасные отходы и утилизироваться соответствующим образом

Прочитав вышеизложенное, может показаться, что пайка сопряжена со всевозможными опасностями, но не бойтесь, если вы не торопитесь с работой, руководствуйтесь здравым смыслом, и если вы можете избежать использования каких-либо материалов на основе свинца, вы будете отлично.
Как удалить припой
И последнее, что следует отметить, это то, что одним из преимуществ использования припоя является то, что при необходимости его можно легко удалить с помощью процесса, называемого «Отпайка».
Чтобы распаять ранее спаянное соединение, вам понадобится демонтажный фитиль или, как его еще называют, демонтажная оплетка.
- Во-первых, поместите предмет, который вы хотите выпаять, на твердое основание. В качестве альтернативы вы также можете получить «Руку помощи», если у вас есть один плагин
- , включите паяльник и дайте ему нагреться до температуры
- . Разверните отрезок оплетки длиной примерно 4 дюйма и поместите ее на область вы удаляете припой из
- Поместите жало паяльника поверх оплетки, позволяя ему нагреть припой под ним. Когда припой нагревается и плавится, оплетка впитывает его и удаляет
- Перемещайте жало паяльника вдоль оплетки до тех пор, пока весь припой не впитается и не будет удален
- После удаления вы сможете легко разделить объекты
Использование паяльника и припоя для соединения двух объектов вместе довольно простая работа, и после небольшой практики вы привыкнете к ощущению железа и к тому, как течет припойная проволока, и в кратчайшие сроки будете укладывать припой так же аккуратно, как профессионал.
Весь контент проекта написан и подготовлен Майком Эдвардсом, основателем DIY Doctor и отраслевым экспертом в области строительных технологий .
10 вариантов использования паяльника – Chandlertools
Каждый мастер знаком с паяльником. Он расплавляет припой (металлический сплав с низкой температурой плавления) для сплавления двух материалов с использованием тепла, подаваемого через концентрированную точку. Это особенно удобно для таких продавцов, как электронщики, ювелиры, слесари и т.п.
Это также намного безопаснее и точнее, чем плавление с помощью других нагревательных инструментов, таких как горелка, и практически не имеет риска воспламенения или сжигания материалов, которые вы используете. Чтобы узнать больше о том, что может паяльник, вот 10 способов:
1) Пайка в кровельном деле
Кровельщики часто используют припой для сплавления компонентов медной кровли. Он также используется при создании мигающей крыши. Поскольку кровельные работы не требуют такой аккуратности, как работа с мелкими деталями, обычный паяльник для кровельных работ имеет широкое жало, которое может очень быстро нагреваться и часто поддерживается газом для поддержания своего тепла в ветреную погоду.
2) Пайка Металлических желобов
Металлические желоба для домов скрепляются пайкой. Это похоже на материалы, которые кровельщик использовал бы для гидроизоляции крыш. Пайка создает постоянное соединение, которое делает желоба герметичными. Однозначно пригодится в дождливую погоду!
3) Пайка витражей и мозаик
Красивые узоры разных цветов, которые вы видите в витражах и мозаиках, скреплены припоем. Обычно для этого требуется более мощный 100-ваттный паяльник, а также другие инструменты, такие как стеклорез или шлифовальный станок.
4) Пайка пластиковых печатных плат
Одним из наиболее распространенных применений паяльника является пайка пластиковых печатных плат в электронике. Металлический сплав припоя обеспечивает продолжение электрического тока при соединении двух проводов. Требуемая для этого точность часто означает необходимость использования более точных инструментов, включая контроль температуры паяльника.
5) Пайка для электриков
Как и в случае с печатными платами, электрики используют паяльники для сращивания проводов в жилых и коммерческих помещениях.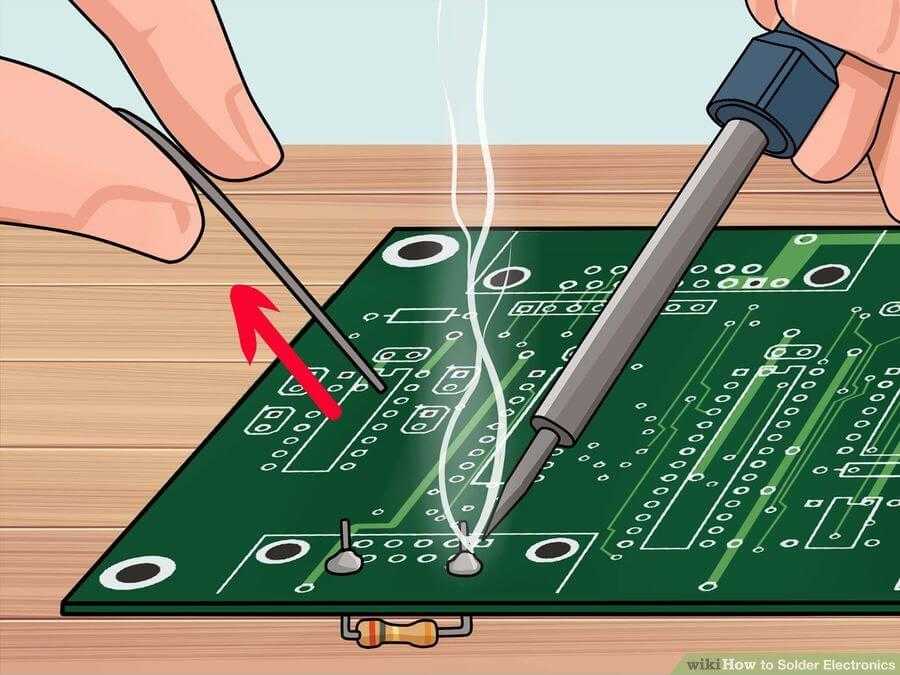 Они также используют их для плавления проводов в электрических клеммах или панелях управления.
Они также используют их для плавления проводов в электрических клеммах или панелях управления.
6) Пайка при ремонте автомобилей
Хотя припой недостаточно прочный для ремонта двигателя, он обычно используется для заполнения неровных пространств, сглаживания шероховатых поверхностей или уплотнения соединений. Его также можно использовать для заполнения отверстий, сплавления металлических панелей и лужения краев металлических листов при ремонте кузова вашего автомобиля.
7) Паяльные инструменты для домашних работ
Еще одно распространенное применение паяльника — домашние проекты, сделанные домашним мастером. Широкая тематика означает, что в дополнение к обычному паяльнику есть несколько инструментов для пайки, таких как паяльник или паяльник.
8) Пайка в ювелирных изделиях
Еще одна профессия, требующая большой точности. Ювелиры, как правило, используют паяльники или паяльники со сменными наконечниками для большей точности при работе с ювелирными изделиями.