Как спаять латунь с медью
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами. Пайка меди и латуни не особо отличаются между собой. Основное отличие – теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного. Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Пайка меди в домашних условиях
- Как и чем паять медь в домашних условиях? (видео)
- Сварка и пайка меди и м/у стали
- Пайка латунью: как и чем правильно паять латунь
- Пайка твердыми припоями
- Как припаять медь к латуни?
- Пайка латуни – надежное соединение в домашних условиях
- Как припаять медь к латуни
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: 0027 Пайка нержавейки с медью. Строительсятво самогонного аппарата
Строительсятво самогонного аппарата
Пайка меди в домашних условиях
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент.
Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях. Пайка — один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей.
С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления. Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат.
Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала.
В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей.
Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними. Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным.
Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов.
Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса.
Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода. Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках.
Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная. Пайка может быть высоко- либо низкотемпературной.
В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость это связано с тем, что припои для этого типа обработки имеют большую температуру плавления. Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом.
Для него необходимо специальное оборудование, что в значительной степени усложняет работу. Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий.
Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк. Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия.
Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.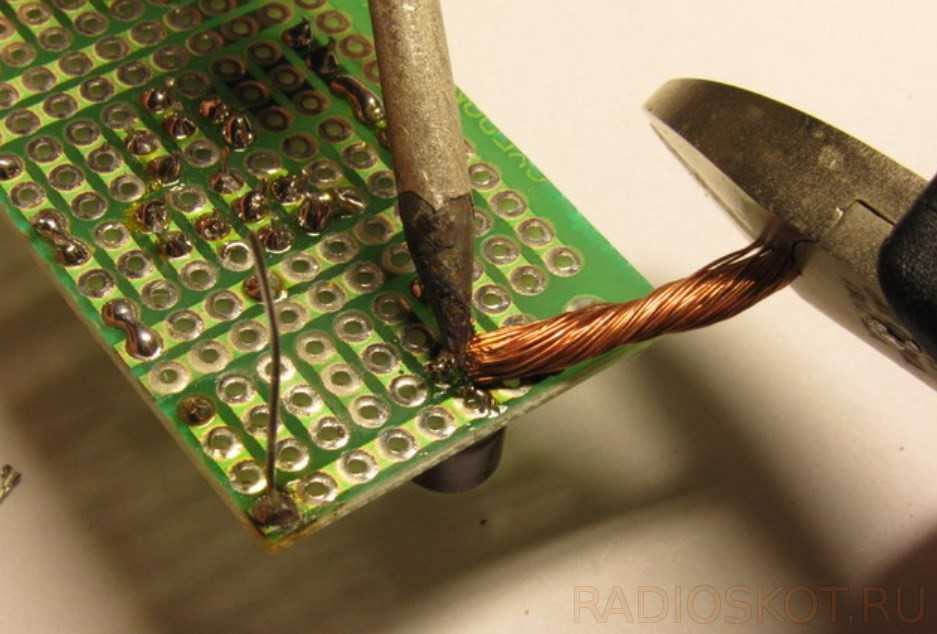 Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни.
Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали.
Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей. Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать.
При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными.
Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой. Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь.
Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:. Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Тем более что нам понадобятся всего-то:. Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота.
Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки. Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении и заливаются водой.
Так, взяв по 20 грамм каждого компонента, понадобится мл жидкости. Теперь приступаем непосредственно к процессу.
Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Содержание Основы пайки и области применения Пайка латуни — особенности материалов Как паять латунь — инструкция для домашнего применения. Рекомендуемые организации. Трубогиб ручной ТР и другие марки — рассматриваем типы этого приспособления В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать руками, применяя только мускульную Виды сварочных аппаратов — обзор популярных моделей Статья подскажет вам, какое специальное оборудование имеет смысл приобрести, если вы планируете производить работы по
Как и чем паять медь в домашних условиях? (видео)
В нашей практике часто приходится иметь дело с латунными деталями. Они хорошо обрабатываются, паяются и затем чернятся. Большинство паяют латунь паяльником обычным оловянным припоем. У этого способа, наряду с его простотой, есть три серьезных недостатка: шов получается белый, заметный и мало у кого получается сходу сделать этот шов тонким; шов получается относительно слабым, при изгибе он может легко разойтись; при чернении олово может повести себя иначе, чем латунь и шов получится совсем другого цвета или оттенка.
Они хорошо обрабатываются, паяются и затем чернятся. Большинство паяют латунь паяльником обычным оловянным припоем. У этого способа, наряду с его простотой, есть три серьезных недостатка: шов получается белый, заметный и мало у кого получается сходу сделать этот шов тонким; шов получается относительно слабым, при изгибе он может легко разойтись; при чернении олово может повести себя иначе, чем латунь и шов получится совсем другого цвета или оттенка.
Латунь медленнее, чем медь, растворяется в расплавах Детали из латуни можно паять и в соляных ваннах при температурах °С. Для.
Сварка и пайка меди и м/у стали
В чем состоят их особенности и каковы их отличительные свойства? Насколько опасными для здоровья человека могут быть их соединения? Каков принцип действия огнезащитных покрытий? Наиболее популярным является метод горячей оцинковки. Главная Плотность металлов и сплавов Твёрдость металлов Температура плавления металлов Удельная проводимость металлов. Какие на сегодняшний день существуют наиболее эффективные способы защиты металлов от коррозии? Какие из металлов относятся к драгоценным?
Пайка латунью: как и чем правильно паять латунь
Содержание: Условия и область применения пайки Особенности технологии Краткая инструкция. Пайка латуни, позволяющая получать качественные и надежные соединения, — это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях.
Пайка латуни, позволяющая получать качественные и надежные соединения, — это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях.
Забыли пароль?
Пайка твердыми припоями
Пайка латунных труб газовой горелкой, оловянно-свинцовыми и другими припоями распространена, но выполнять её самостоятельности решаются немногие. В действительности, паять латунные трубы можно и в домашних условиях. Пайка предназначена для получения неразъёмных соединений. Её выполняют, вводя между соединяемыми элементами расплавленный припой. Пайку используют для соединения разнородных металлов, иногда она — единственный допустимый способ крепления. Пайка — распространённый способ создания неразъёмных соединений.
Пайка — распространённый способ создания неразъёмных соединений.
Как припаять медь к латуни?
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты трещины, отверстия, изломы. Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ. Пайка латуни.
Латунь медленнее, чем медь, растворяется в расплавах Детали из латуни можно паять и в соляных ваннах при температурах °С. Для.
Пайка латуни – надежное соединение в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты. Медь — один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком.
Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком.
Как припаять медь к латуни
ВИДЕО ПО ТЕМЕ: Пайка меди и латуни
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди. Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия.
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях. Пайка — один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка в разных пропорциях и различных добавок. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца.
Аккуратная пайка / Мастерские / В помощь стим-мастеру / Коллективные блоги / Steampunker.ru
Готовлю материал о почти самодельной пропанобутановой горелке, но процесс несколько затянулся. Сайт без внимания не оставляю, ну и подвигло поделиться некоторым опытом пайки. В недавней показанной работе, не плохой работе, обозначилась как раз проблема с излишками олова, при пайке элементов и сложностью зачистки от избытка олова.
(В материал добавлены новые фото. Макросъёмка.)
Попытаюсь показать способ с возможностью почти полной скрытности мест пайки, хотя для пайки мягкими припоями это довольно сложно, цвет припоя выделяется и отличен от цвета меди и латуни.
Однако, помня давний опыт, набрался наглости показать это на одном из самых сложных элементов, на котором «натаскивают» ювелиров, — пайка колец и цепочек.
Что нам потребуется видно на снимке.
Обычная медная или латунная проволока для изготовления звеньев цепочки. Естественно потребуется паяльник, горелкой быстрей и надёжней, но «набить руку» лучше с паяльником.
В качестве флюса пойдёт канифоль, но нужен спиртовой раствор канифоли, либо любой жидкий флюс. Я применил хлористый цинк. Требуется и олово, но вот олово надо сделать в виде тонкой пластинки, толщиной 0,1 – 0,3 мм. Лучше потоньше. Олово взял самое тонкое и сплющил его древними пассатижами. Ещё потребуется хитрая державка.
Прежде делал такую из деревянной бельевой прищепки, иногда усиливая её резинкой от велокамеры и малость подрезав «губки», что бы они прочно удерживали и сжимали вложенную для пайки деталь. Сейчас деревянной прищепки не нашёл и сделал примитивный зажим слегка похожий на прищепку, который «вихляется» и несколько менее удобен.
Аккуратно намотав проволоку на подходящий стержень, снимаем полученную «пружинку» и насекаем отдельные звенья будущей цепочки. Как правило, это выполняется бокорезами и концы звеньев имеют «фасонный» срез, однако лучше отсекать колечки звеньев будущей цепочки лезвием. Срез будет чище, и «припасовка» торцов получится более лёгкой. Применяя бокорезы, получим «фасонные» срезы проволоки и их будет сложней подготовить к пайке. С помощью плоского надфиля, а лучше применить металлическую пилку для ногтей (алмазная быстро «засалится») надо припасовать концы каждого звена до плотного соприкосновения всей поверхностью разреза. Ни в коем случае не следует зачищать поверхность звена там, где не будет пайки, а лучше, если проволока будет в лаковой изоляции. Обрабатываются только торцы.
Срез будет чище, и «припасовка» торцов получится более лёгкой. Применяя бокорезы, получим «фасонные» срезы проволоки и их будет сложней подготовить к пайке. С помощью плоского надфиля, а лучше применить металлическую пилку для ногтей (алмазная быстро «засалится») надо припасовать концы каждого звена до плотного соприкосновения всей поверхностью разреза. Ни в коем случае не следует зачищать поверхность звена там, где не будет пайки, а лучше, если проволока будет в лаковой изоляции. Обрабатываются только торцы.
Начав работать, вдруг обнаружил, что ничерта не вижу рабочую зону!!! Пришлось срочно искать бинокуляр, приводить в порядок и цеплять на голову.
Итак – продолжим….
На серии снимков показываю как готовились звенья цепочки. Намотать проволоку на подходящий стержень могут все, это пропустим.
Вот такие срезы получаются при работе бокорезами.
Здсь почти готово к пайке, но на левом срезе остался след бокорезов, его надо ещё поправить, иначе в лунке будет видно припой и его не удалить. Я нарезал заготовку из чистой медной проволоки, на которой нет ни лака, ни окислов. Паять будет несколько сложней.
Я нарезал заготовку из чистой медной проволоки, на которой нет ни лака, ни окислов. Паять будет несколько сложней.
Здесь можно сравнить первично отрезанное звено и почти готовое к пайке.
Следующий снимок сделан мобильником и плоховат. В фотике сдохли батарейки. Потом заменю фото.
Зажимаем звено губками прищепки (в губках надо сделать выборку, для удобства работы и надёжного удержания звена), вкладываем в разрез звена тонкую пластинку припоя, смоченный флюсом и, помогая прищепке, плотно сжимаем срезы и отсекаем лишний припой. Далее надо только прогреть место пайки любым доступным способом до плавления припоя и полного смыкания места пайки. Есть маленькая тонкость в момент пайки. С М О Т Р И Т Е….
Греть надо не жалом паяльника и не припой. На жале всегда есть остатки припоя, который в данном случае может навредить. Греть надо приложив паяльник горячим стержнем к плоскости колечка, прогревая проволоку звена кольца и уже проволока передаст тепло олову. В этом случае олово спаяет плоскости среза и будет просто тончайшей ниточкой, которую можно с трудом заметить. Когда олово расплавится, это сразу видно, надо чуть поджать колечко, что бы оно плотней сомкнулось, и шов был как можно более тонким. Если олово было несколько толстовато, то часть его может быть выдавлена, но к лакированной наружной поверхности оно не прилипнет и его очень просто убрать.
В этом случае олово спаяет плоскости среза и будет просто тончайшей ниточкой, которую можно с трудом заметить. Когда олово расплавится, это сразу видно, надо чуть поджать колечко, что бы оно плотней сомкнулось, и шов был как можно более тонким. Если олово было несколько толстовато, то часть его может быть выдавлена, но к лакированной наружной поверхности оно не прилипнет и его очень просто убрать.
У меня проволока была довольно чистая, а олово я хоть и обжал пассатижами, но видимо недостаточно тонко и в нижней части звена олово всё же показалось. С дуру мазнул пальцем и только размазал, пришлось чуточку зачистить. Для того, что бы увидеть шов, надо его искать. Приглядевшись, конечно найдёшь, но не сразу….
Всё. Успехов всем. Может быть, этот способ пайки кому пригодится.
Звено в образце преднамеренно сделал чуть крупней, для лучшей видимости процесса. С более мелкой деталькой работа такая же, но показать сложней, да и выполнить будет более сложно. Мелочь, она всегда кропотливая….
PS При пайке твёрдыми припоями и правильном подборе припоя по цвету и температуре плавления шов получается абсолютно не заметен. Это можно проверить на любом обручальном кольце, паяным таким способом.
Как и обещал даю дополнительные фото в режиме макросъёмки. Переделывать ранее написанное не стану — долго. Текст будет с верху и за ним будет фото.
Показываю правильно подготовленное место пайки.срезы ровные и параллельные. Это не то колечко, что паял ранее. Подготовил другое.
Так заправляется олово в место пайки. Промерил толщину пластинки — 0,2 мм.Оставляется только зажатый в звене кусочек. Всё остальное надо срезать. Я срезал скальпелем. Прежде, для такого дела был специальный ножичек. Маленький, но острее бритвы.
Здесь в другом ракрусе и покрупней.
Это снять было сложно 10копеек и олово в плоскости
Вот так прогревалось место пайки. Это снимок телефоном, вчера забыл его разместить.
Место пайки вверху. Звено сжато «прищепкой» и поджато тисочками.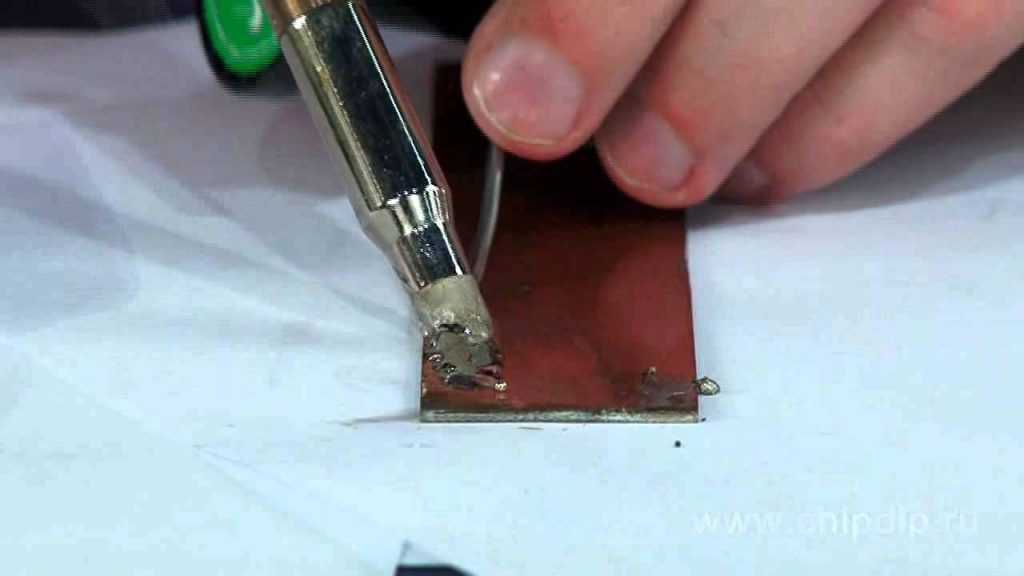
Ну и наконец макросъёмка шва паяного. Сделано 2 снимка но на одном подсветка обычной лампой, а вторую сторону подсветили светодиодом холодного света и получились дурацкие блики похожие на размазанное олово. Сегодня заходил внук. Показал ему запаянное звено. Спрашивает — а что в нём такого? Отвечаю — паяное.
ГДЕ !???? Пришлось показать.
Ну ты дед даёшь!!!
Пайка латуни и меди | Хобби-машинист
EmilioG
Активный пользователь
- #1
Как лучше всего паять латунь и медь? Либо друг к другу, либо к медному проводу
. Я хотел бы использовать провод разного сечения, от 14 до 23. Какой припой и флюс
Какой припой и флюс
а мини-фонарик какой марки лучше? Максимум. температура?
Я делаю легкую, но прочную скульптурную арматуру, которая должна поддерживать глину.
Спасибо
darkzero
Глобальный модератор
- #2
Зависит от толщины латуни или металла. Раньше я припаивал провода к нестандартным деталям фонарика, которые делал из латуни и меди. На эти мелкие детали я смог припаять их с помощью простого паяльника, но мой регулируемый, и я увеличил нагрев. В противном случае потребуется небольшая горелка. Латунь нуждается в большем количестве тепла.
Я использую обычный припой 60/40 или 62/36/2 и канифольный флюс. Однако нет ссылок на temp.
Однако нет ссылок на temp.
Джим Доусон
Глобальный модератор
- #3
Как говорит Darkzero, старое доброе 60/40 будет работать нормально. Я предпочитаю жидкий флюс с хлоридом цинка для неэлектрических работ. Что-то вроде этого. http://www.harrisproductsgroup.com/en/Products/Alloys/Soldering/Fluxes/Stay-Clean-Liquid-Flux.aspx
Наносить кислотной кистью. Крупные магазины обычно продают этот тип флюса в отделе сварочных материалов, ваш местный поставщик сварочных материалов также должен иметь его.
Небольшая бутановая газовая горелка подойдет для тонкой работы. Доступен в Radio Shack и большинстве хозяйственных магазинов.
Доступен в Radio Shack и большинстве хозяйственных магазинов.
Доктор Ульма
Бесконечно Любопытный
- #4
сплав свинцового припоя будет плавиться где-то около 360-370*F
вам действительно не понадобится температура выше 450*F какое-то время для пайки соединения.
достаточно пропановой или бутановой горелки
для выполнения той же работы без пламени можно также использовать тепловую пушку.
ацетиленовая горелка также очень удобна, если вам предстоит много паять на больших работах, горелка может быть оснащена наконечниками размером от микро до большого.
(конечно, ацетиленовая/воздушная горелка избыточна, но мне нравится, как звучит горелка)
Джордж Уилсон
Глобальный модератор
- #5
Если это латунь из сплава 360, что характерно почти для всех круглых прутков, используйте бессвинцовый припой. Не любит свинцовый припой.
Если нагреть латунь докрасна со свинцовым припоем, он сплавится с латунью, и будет невозможно разобрать соединение без того, чтобы большие сталагмиты латуни не вылезли и не разрушили всю деталь. Это может быть сделано в ваших интересах, если вы хотите получить сверхпрочное соединение, просто используя свинцовый припой на латуни из сплава TWO SIXTY (260) без затрат на серебряный припой.
Я не пробовал нагревать 360 докрасна с помощью бессвинцового припоя, чтобы посмотреть, будет ли он работать так же. Или бронза тоже. Излишне говорить, что существует также много бронзовых сплавов.
Тони сообщил, что то же самое происходит при перегреве латунных радиаторов.
jbollman
Зарегистрировано
- #6
11-26-14 12:05
Лучший припой для использования – это серебряный припой OATEY “Safe Flo”, который, как мне кажется, представляет собой смесь олова и серебра. Наряду с этим 9Вы должны использовать флюс 0020: OATY 30374 No. 95 Бессвинцовый флюс для лужения. Я использовал эту комбинацию в течение многих лет, и
мой опыт работы с ней был выдающимся. Конечно, Silver Flo немного дороговат, но стоит своих денег. Я использовал это для
электрических работ, а также в сантехнике. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь со мной на этом сайте.
С уважением, )
jbollman
JPMacG
Активный пользователь
- #7
Я не знаю, что такое скульптурная арматура. Если вам нужно выполнить паяные электрические соединения с медным проводом AWG 14 – AWG 23, я бы использовал эвтектический припой Sn63Pb37 для электроники с флюсовым сердечником, такой как Kester 44. Radio Shack предлагает подходящий продукт. И я бы использовал паяльник, а не горелку.
Латунь — это отдельная история. Для пайки латуни требуется более агрессивный флюс, хотя флюс электронного качества будет работать, если вы действительно хорошо очистите латунные детали, а затем сразу же припаяете.
Если вы пытаетесь добиться высокой механической прочности, мой совет может быть неправильным.
Джордж Уилсон
Глобальный модератор
- #8
Скульптурные каркасы представляют собой «скелеты» из жесткой проволоки или другого материала, в зависимости от размера скульптуры, вокруг которых можно сформировать мягкую глину при изготовлении статуй или любой другой формы, которая будет прогибаться под собственным весом. Арматура удерживает скульптуру от провисания до тех пор, пока ее нельзя будет обжечь или пока глина не затвердеет.
Уоррен57
Зарегистрировано
- #9
Привет
Как сантехник на пенсии, мы регулярно припаивали медь к меди, медь к латуни и латунь к латуни.
Я рекомендую обратиться в любой магазин сантехники Lowes/ HomeDepot. Купите рулон бессвинцового припоя, небольшой контейнер флюса (кислоты). Отшлифуйте обе соединяемые поверхности, чтобы удалить окисление, флюсуйте обе поверхности, нагревайте, пока припой не расплавится при прикосновении к нагретым частям, на самом деле довольно просто.
Для электрических соединений не используйте это, вместо этого используйте припой на основе канифоли, в котором флюс канифоли находится в ядре припоя.
Отправлено с моего iPhone с помощью Tapatalk
EmilioG
Активный пользователь
- #10
Спасибо за прекрасную информацию.
Мне нужно припаять мелкие детали и проволоку, медный и латунный лист 22 г, проволоку 30 г и т. д.
Тонкая проволока к тонкому листу. Я попробую серебряно-оловянный припой Oatey и флюс.
Я также присматриваюсь к мини-бутановой горелке Proxxon.
Всем спасибо!
Важные факторы, которые следует учитывать при пайке латуни к медной трубе
2 февраля 2022 г. 2 февраля 2022 г. | 9:56
Как паять латунь и медь?Пайка — это метод соединения металла с металлом, при котором припой нагревается и используется для соединения нескольких металлов вместе. Припой — это металлический сплав олова и свинца, расплавляемый горячим утюгом. Чтобы получить прочное электрическое соединение, утюг нагревают до температуры выше 600 градусов по Фаренгейту, а затем охлаждают.
Как это работает? Для расплавления припоя использовались регулятор температуры и утюг. Он нагревается до температуры выше точки плавления, которая составляет около 600 ° F, в результате чего он плавится, а затем охлаждается, образуя паяное соединение.
Он нагревается до температуры выше точки плавления, которая составляет около 600 ° F, в результате чего он плавится, а затем охлаждается, образуя паяное соединение.
Инструмент для удаления припоя можно использовать для удаления припоя, а также для создания надежных электрических соединений.
Припой представляет собой металлический сплав, который используется для создания прочных и долговечных соединений, например, в печатных платах и соединениях медных труб. Он также доступен в двух различных типах и размерах: свинцовый и бессвинцовый, с диаметром от 0,032 дюйма до 0,062 дюйма. Флюс — это вещество, используемое для повышения и улучшения механических характеристик ядра припоя.
Для начала процесса пайки нам понадобится следующее:- Паяльная лампа или паяльник – нагревает медные или латунные трубки с помощью железной насадки.
- Припой — термин, используемый для описания используемого вещества. Для футеровки или проводки используется сплав с низкой температурой плавления, такой как свинец или олово, или их смесь.

- Флюс — это паста, которая наносится на соединение и железо, чтобы помочь припою правильно сцепиться с металлом.
- Латунная трубка – трубка толщиной 8 мм и 2,0 мм или стержень, пластина, трубка или проволока из меди
- Стальная мочалка, проволочная щетка или чистящая подушечка. Очищают трубки и удаляют любые покрытия, а также способствуют прилипанию.
- Подушка для пайки. Положите ее на ровную поверхность, чтобы поддерживать и защищать паяльные работы.

- Используя стержень или трубку, создайте план желаемого готового продукта.
- Очистите всю поверхность меди или латуни, подлежащую пайке, с помощью проволочной щетки, чистящей губки или стальной мочалки. Его также можно использовать для очистки железного наконечника.
- Вырежьте металлические детали точно по размеру вашего творения. Обязательно избавьтесь от любых заусенцев. Стержни будут достаточно легкими, чтобы можно было использовать малярную ленту для временного связывания каждого соединения.
