Заказать Сварка и пайка латуни и меди
Сварочный процесс меди и медных сплавов является технически сложным. Проведение работ требует опыта и знаний. К усложняющим процесс факторам относят специфические свойства меди. При нагревании частицы этого металла вступают в химические соединения с водородом и кислородом. В результате образуется закись медных элементов. Для того, чтобы избежать негативных результатов, необходимо знать технологию сварочного процесса.
Технологические особенности
На практике сварка меди обладает несколькими особенностями, которые значительно осложняют протекание процесса работы. К ним относят:
- Высокую теплопроводность металла. Эта характеристика предполагает использование в процессе сварки меди специальной дуги, при помощи которой часть создаваемого тепла выводится из рабочей зоны. Из-за повышенной теплопроводности во время процесса невозможно применять различные виды швов. Специалисты рекомендуют использовать для сварки соединения стык в стык.

- При проведении сварки стыковочных швов в основании изделия важно обязательно использовать подкладки из асбеста и графита, а также флюсовые подушки. Они помогут избежать возможных прожогов деталей.
- Под действием высокотемпературных режимов медь активно соединяется с водородом и кислородом. Из-за этого в шве образуются небольшие трещины и мелкие пористые образования. В результате чего качество работ снижается. Для того, чтобы избежать появления этой проблемы, нужно позаботиться о защите рабочей зоны. Применение газа для нагревания металла поможет улучшить качество и надежность шва.
- Сплавы меди хорошо окисляются. Появившаяся пленка на металле отличается тугоплавкостью. Чтобы не начался окислительный процесс во время работы, необходимо применять присадочную проволоку. В ее состав должны входить: кремний, фосфор и марганец.
- В отличие от других металлов медь быстро деформируется при нагреве. На поверхности изделия образуются заломы и трещины. Для решения этой проблемы деталь перед началом работ прогревают в печи или над газовой горелкой до температуры 300ºС.

 В ее состав должны входить: кремний, фосфор и марганец.
В ее состав должны входить: кремний, фосфор и марганец.Если следовать правилам проведения процесса, сварка меди осуществляется в домашних условиях.
Выбор инструмента
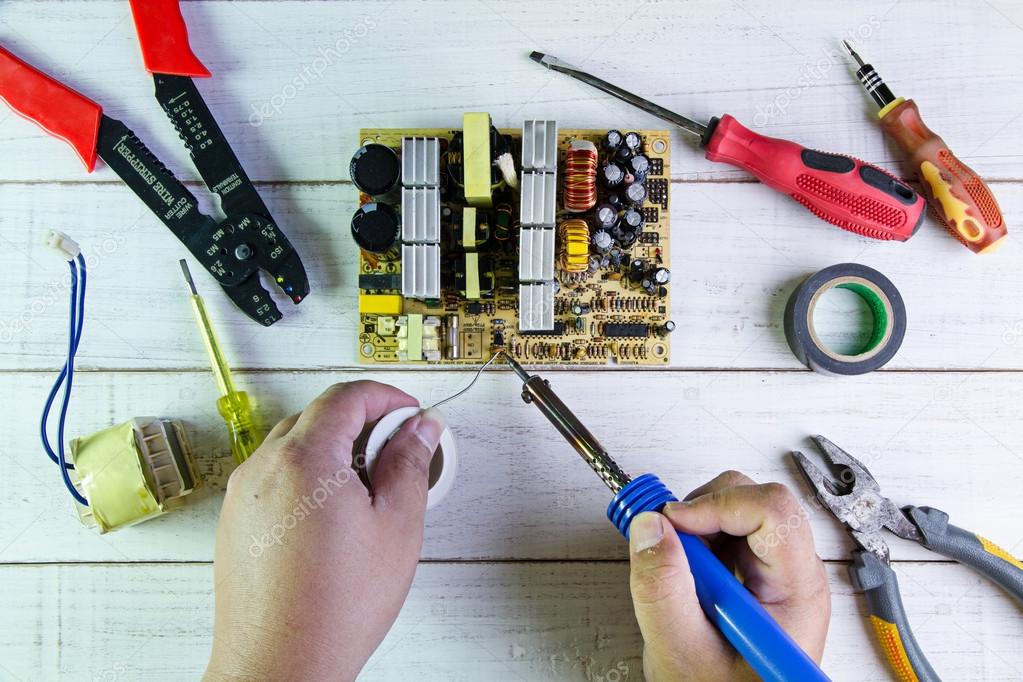
Выбор используемого рабочего инструмента будет зависеть от задачи. Если необходимо припаять несколько проводов, то на прогрев нужно потратить небольшое количество энергии. Работу проводят при помощи паяльника.
При необходимости соединения друг с другом двух массивных деталей нужно учитывать высокую теплопроводность материала. Для улучшения процесса сварки меди применяют специальные флюсы. Их эффективность выше по сравнению с часто используемым веществом для сварки других металлов под названием канифоль. Флюсы наносят при помощи кисточки перед началом работы.
Крупные детали неудобно паять при помощи паяльника. При подготовке работы необходимо учитывать следующие особенности:
- Какая максимальная температура должна быть достигнута. В домашних условиях можно применять инструмент, при помощи которого достигают температуру плавления около 1500ºС. Когда речь идет о профессиональной мастерской, то там используют аппараты, способные разогреть металл до 2000ºС. Они позволят качественно паять крупные детали и применять флюсы и тугоплавкие припои.
- Какую форму и размер будет иметь пламя. Когда проводят точечные работы, то пламя должно быть небольшим. Его форма: заостренная кверху. Для крупных свариваемых деталей необходимо хорошее горение и появление вихревого пламени. На деле удобно, если в процессе сварки меди есть возможность настраивать газовую горелку и регулировать вид пламени.
- Сварка меди в домашних условиях может проводиться при помощи устройства, которое устанавливают на переносной газовый баллон. В профессиональных мастерских применяют горелки, которые присоединяют при помощи специальных шлангов к газовым баллонам.

Часто горелку пытаются изготовить своими руками. Но для этого необходимо обладать определенными знаниями и опытом. Их отсутствие может привести к несоблюдению элементарных правил безопасности во время сварочного процесса. Поэтому лучше приобретать горелки в специализированных магазинах.
Получите качественную сварочную работу от “Сиван-XXI”
Благодаря современному оборудованию, высококачественным инструментам и профессионализму наших специалистов, а также большому опыту – наша работа всегда качественная.
Получить предложение
Какой выбрать припой
Принимая во внимание технические характеристики, припои делят на три основные группы. К ним относят:
- Припои низкотемпературные. Ими стоит воспользоваться при условии, что при помощи выбранного инструмента невозможно обеспечить хороший разогрев изделия. Но прочности стыковочного шва будет невысока.
- Припои для пайки меди среднетемпературные. При достаточной мощности инструмента использование этого вида припоя помогает наложить достаточно прочный шов, эксплуатационные свойства которого будут высоки.
- Припои высокотемпературные. С их применением можно достичь более хорошее соединение. Важно учитывать, что не все медные сплавы способны сохранять свою прочность после сильного нагревания. Перед применением припоя для сварки меди нужно тщательно изучить состав соединения.

Припои отличаются друг от друга еще и по входящим в состав компонентам. Самым распространенным способом является пайка меди с применением твердого припоя. Для его изготовления используются различные смеси:
- олово с медью и медные припои с серебром относят к низкотемпературным;
- медь с фосфором – особый вид высокотемпературных припоев, позволяющий проводить работы без применения флюсов;
- медные припои с серебром и цинком – смесь отличается хорошей тугоплавкостью, шов после обработки обладает антикоррозийными свойствами;
- серебряные припои относят к высокотемпературным, обязательно использование флюсов, обладают высокой стоимостью.
Большой выбор различных припоев в продаже дает возможность подобрать нужную смесь для пайки меди.
Очень часто возникает вопрос: можно ли паять медные изделия, используя олово. При помощи этого элемента добиваются прочного соединения деталей. Важно помнить о том, что для этого нужно использовать мощный паяльный инструмент. Олово незаменимо, когда нужно сварить элементы изделий, которые используются для приготовления пищи.
Пайку меди проводят с использованием активных составов, таких как: Ф-38Н и ЗИЛ-2. В качестве флюсов также незаменимы паяльный жир и ортофосфорная кислота. После того, как проведение работ окончилось, шов тщательно промывают. Правильный выбор флюса влияет на надежность и прочность соединения сплавов из латуни.
Прайс-лист на виды сварочных работ
Мы сотрудничаем как с крупными заказчиками, так и осуществляем мелкие заказы, выполняя работы в требуемом объеме, качественно и строго в оговоренные сроки. Цена сварочных работ рассчитывается и прописывается в договоре. Сумма является фиксированной, а все затраты сверх сметы мы берем на себя.
Сварка металлоконструкций
Сварка листового металла
от 50р за 1см.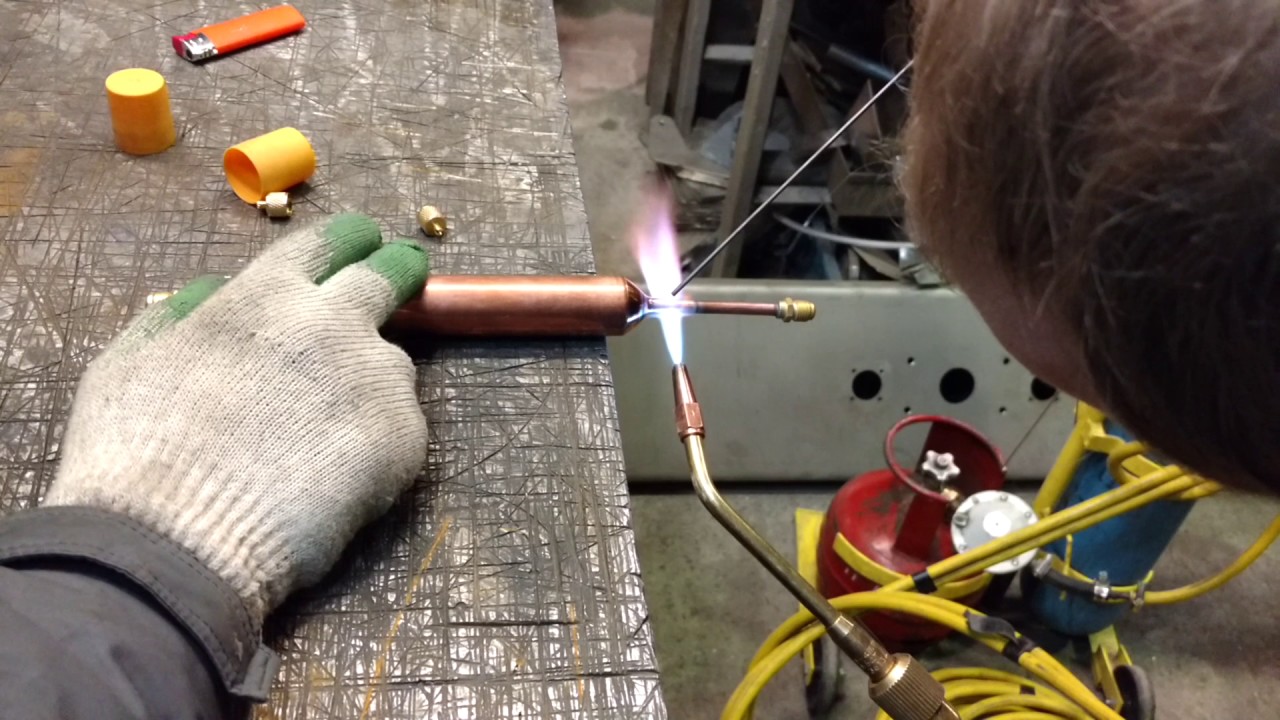
Сварка трубопровода
от 500р за стык
Сварка металлоконструкций
от 1500р за 1 п.м.
Сварка стальных труб
от 80р за 1см.
Как подготовиться к работе
Процесс пайки меди и пайки латуни требует проведения подготовительных этапов работы. При пайке медных труб изделия аккуратно режут на несколько элементов. Это можно делать при помощи трубореза или специальной шлифмашинки. Подготавливаются кроки деталей.
Металлическая поверхность при пайке меди очищается от налипшей грязи и появившейся окисной пленки. Металл обезжиривается и обрабатывается вручную при помощи наждачки или специальной щетки с щетинками из металла. Во время проведения работ важно следить за сохранением целостности обрабатываемой поверхности.
В заранее подготовленном растворе делают травление детали и присадочного материала. В качестве основы раствора берется соляная или серная кислота. В воде растворяют кислоту и кладут в нее заготовки детали. После окончания процесса обработки части изделия тщательно промываются в чистой воде и сушатся с использованием горячего воздуха.
Если толщина детали составляет более 10 мм, то ее части перед началом пайки греют в печи или над горелкой. Затем детали стыкуют друг с другом. Важно оставлять между ними маленький зазор и следить за тем, чтобы его размер не менялся, если потребуется дополнительная стыковка. Для точной стыковки понадобятся специальные прихватки. Их также нужно предварительно зачистить для того, чтобы избежать появления трещин.
При сварке меди и сплавов меди нужно применять дополнительные инструменты и приспособления. Подкладки из графита и меди используют, когда стыкуются нижние швы. Специальные съемные экраны могут понадобиться при работе на ветру.
Технология процесса
На практике применяются электроды из угля и графита для сварки меди и пайки латуни. Во время работы допускается выпуск электрода не более 7 мм. Электроды из вольфрама не рекомендуют использовать, потому что этот элемент быстро расходуется. Необходимая проволока может быть медной, медно-никелевой или из сплава бронзы.
Проволоку рекомендуют подавать с края зоны, в которой ведется основная работа. Этим правилом пользуются для того, чтобы избежать попадания металла на электрод. Чтобы соединить детали изделия сверхпрочными швами используется диффузионная сварка. Работы проводятся в специальных камерах с вакуумом.
Процесс работы со сварочным аппаратом опасен для жизни и здоровья людей. Нельзя пренебрегать правилами собственной безопасности. Требуется использование спецодежды, очков и рукавиц для защиты рук.
Разобраться с технологией сварочного процесса при желании сможет каждый. Важно перед началом работ изучить информацию по этой теме и суметь воспользоваться ею на практике.
Пайка латуни газовой горелкой и паяльником: технология, припои, флюсы
Проволока латунная – разновидность цветного металлопроката, произведенная холоднодеформированным методом из медных сплавов.
Проволока латунная сварочная обладает целым комплексом важных свойств:
- Стойкость коррозионная;
- Прочность;
- Пластичность.

Иногда к товарам из медных сплавов выдвигаются особые условия, определяемые факторами последующей эксплуатации: улучшенная упругость, антимагнитные качества, более высокие прочностные показатели.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Латунь
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
 Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
По содержанию цинка в сплаве:
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.

Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Специфика эксплуатации
Обычно припой для латуни применяется при сварке меди, нержавейки, стали. Паять аналогичный материал таким видом проволоки нецелесообразно, но при отсутствии альтернативы хороший специалист может использовать и этот вариант. Латунный припой может спровоцировать прожигание детали с вероятностью 90%. Это обусловлено тем, что пределы расплавления находятся в границах температуры плавления проволоки, в том числе и бронзовой проволоки. В этом случае лучше выбрать медно-фосфорный или серебряный припой. Продажа металлической продукции – основная специализация ООО «Компания Промышленное Снабжение». В каталоге вы найдёте любой припой для пайки латуни, с помощью которого получится достичь максимальной прочности и термоустойчивости соединения. Изделия целесообразно купить для применения в машиностроительной, сельскохозяйственной отрасли или для частного использования. Интересует стоимость? Цена на латунные припои зависит от марки, размера и прочих факторов. Если необходимо, мы уточним расценки по телефону. Звоните и заказывайте в розницу латунные припои для аргоновой сварки с доставкой в Москве в любом варианте исполнения. Оформить заказ
Изделия целесообразно купить для применения в машиностроительной, сельскохозяйственной отрасли или для частного использования. Интересует стоимость? Цена на латунные припои зависит от марки, размера и прочих факторов. Если необходимо, мы уточним расценки по телефону. Звоните и заказывайте в розницу латунные припои для аргоновой сварки с доставкой в Москве в любом варианте исполнения. Оформить заказ
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
 Это может быть: желтая, красная, зелёная или золотистая латунь.
Это может быть: желтая, красная, зелёная или золотистая латунь.Пайка трубы из латуни
Где используют проволоку из латуни
Проволока из латуни пользуется неизменно высоким спросом. Товар этой категории известен своими хорошими эксплуатационными показателями, превосходящими аналогичные качества медных изделий. Основное назначение латунной проволоки указанного типа – соединение элементов путем газовой сварки латунного состава и наплавки на сталь. Товары активно используются современным человеком в различных сферах деятельности:
- Кораблестроение;
- Автомобилестроение;
- Самолетостроение;
- Приборостроение;
- Обувная отрасль;
- Электротехника;
- Нефтеперерабатывающая отрасль;
- Пищевая отрасль и т.д.
Проволока латунная 0,25 мм очень часто применяется для производства обмотки трансформаторов. Изделия, диаметр которых не превышает 2 мм, востребованы при изготовлении украшений. Относительно недавно (вторая половина 20 в. ) используется проволока латунная 0.25 для электроэрозионных станков. Кроме всего прочего, этот тип изделий, сформированный в небольшие сетки, стал незаменимым в современном медицинском оборудовании. Гибкость материала позволяет с легкостью производить из него различные предметы декора.
) используется проволока латунная 0.25 для электроэрозионных станков. Кроме всего прочего, этот тип изделий, сформированный в небольшие сетки, стал незаменимым в современном медицинском оборудовании. Гибкость материала позволяет с легкостью производить из него различные предметы декора.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.

Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.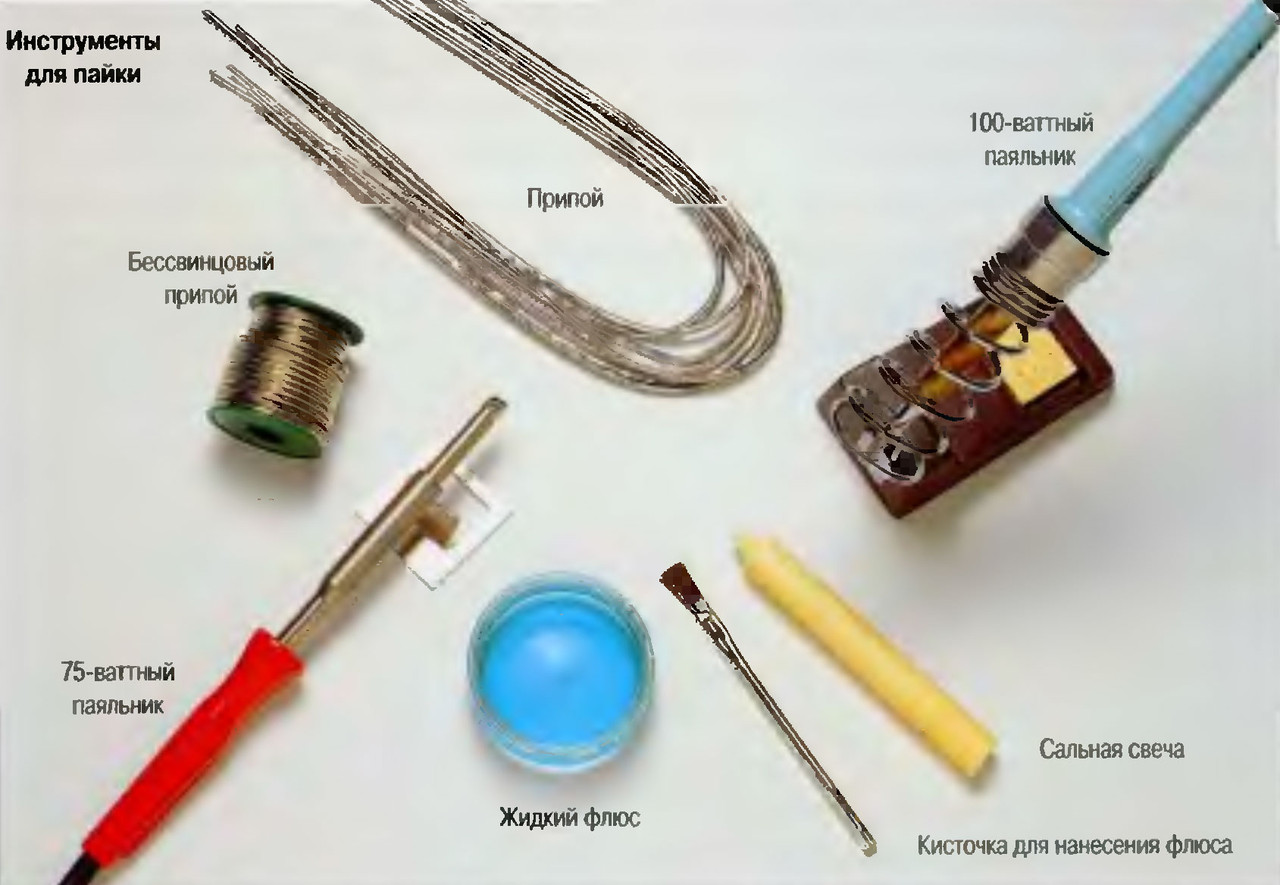
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Суть технологии и ее особенности
В первую очередь необходимо ознакомится с особенностями процедуры пайки. Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Образование шва происходит при расплавлении присадочного материала, который называется припоем. После кристаллизации застывший состав надежно соединяет заготовки.
Отличительной особенностью пайки является подход воздействие на рабочую поверхность. При выборе припоя главным показателем является температура плавления, которая должна быть ниже, чем у основного металла. Он не меняет своего агрегатного состояния, свойства остаются неизменными. Это позволяет соединять заготовки с разнородным составом.
В этом и заключается разница между сваркой и пайкой. При проведении работ, в состав сварочной ванны входят основной металл и присадочный материал. Вместе они формируют шов, что неизменно отражается на качестве металла, который подвергся температурному воздействию. Недаром при строительстве ленточного фундамента каркас крепят с помощью проволоки, а не сварки. Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Выделим основные особенности пайки:
- в качестве присадочного материала используют припой;
- соединяемые изделия не плавятся;
- материалы не взаимодействуют друг с другом;
- походит для соединения миниатюрных элементов.

Метод широко востребован в сфере высоких технологий, благодаря низкому температурному воздействию на поверхность, что является основным показателем для чувствительных к колебаниям температур компонентов плат и электронных схем. Требования к качеству работ изложены в ГОСТе 17325-79.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Приготовление своими руками
Многие мастера предпочитают готовить припой своими руками в домашних условиях. Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
После проведения замеров, металл расплавляют в тигле и путем перемешивания добиваются получения однородной массы. Охлаждение проходит в холодной воде.
Готовому припою придается нужная форма, после чего производят зачистку с помощью крупного напильника.
Оптимальные размеры тигеля – 20х20. Его основой могут служить графитовые угли из контактных элементов.
Как паять латунь: рекомендации
Для пайки необходимо подложить что-то термостойкое, подойдет пластина из асбеста. На ней размещаются детали, подлежащие спаиванию, смачиваются флюсом, посыпаются припоем в совсем небольших количествах и постепенно нагреваются. Поначалу припой должен только схватить детали, поэтому температуру не нужно сразу поднимать до высоких значений. Как только припой начинает действовать, можно разогревать горелку до 700 градусов, чтобы детали раскалились. Расплавленный припой растечется, надежно заполнив соединения.
На ней размещаются детали, подлежащие спаиванию, смачиваются флюсом, посыпаются припоем в совсем небольших количествах и постепенно нагреваются. Поначалу припой должен только схватить детали, поэтому температуру не нужно сразу поднимать до высоких значений. Как только припой начинает действовать, можно разогревать горелку до 700 градусов, чтобы детали раскалились. Расплавленный припой растечется, надежно заполнив соединения.
Температурный режим в первую очередь зависит от размера деталей. Массивные и крупные требуют постепенного нагревания. Тонкие детали небольших размеров подвержены быстрому нагреву, но латунь перегревать нельзя, за этим нужно следить очень внимательно. Лучше греть изделие с разными по размеру деталями медленно: так самые большие успеют прогреться.
Готовый шов, полученный таким образом, по цвету практически не отличается от основных деталей. Это достигается благодаря тому, что во время пайки описанным методом припой и основной металл смешиваются на стыке. По этой причине тот же самый припой может быть использован и для серебра, при этом шов обретет белый цвет.
В завершение пайки изделие нужно промыть, чтобы избавиться от флюса, оставшегося на его поверхности. После пайки он принимает стеклоподобный вид капель. Для очистки от него достаточно опустить готовое изделие ненадолго в разогретую 3% серную кислоту. Если таким же методом паяется золото, то кислота должна быть 15%. Закрепленная пробирка с кислотой разогревается на газовой плите. Изделие, привязанное за что-то, не реагирующее с кислотой, опускается в пробирку и через короткое время вынимается, после чего его нужно промыть обычной проточной водой.
Этапы проведения работ
Пошаговая инструкция процесса пайки латуни в домашних условиях имеет следующий вид:
- Очистка и обезжиривание места соединения.
- Обработка поверхности флюсом.
- После завершения подготовительных процедур в зону нагрева вносим припой, измельченный до состояния стружки.
- Начинаем постепенный прогрев поверхности. Важно, чтобы пламя постоянно перемещалось, во избежание перегревов.
- После формирования шва прекращаем обработку заготовку и ждем остывания в естественных условиях.
- Смываем остатки флюса.

Качественные характеристики шва зависят от правильности выбора расходных и присадочных материалов, а также соблюдения требований к технологическому процессу.
Флюсы для пайки меди и латуни
Superior Flux предлагает полный ассортимент флюсов для пайки меди, включая безопасные в использовании флюсы на основе органических кислот и более стойкие флюсы на основе неорганических кислот (хлорид цинка). Если вам нужен флюс для пайки латуни, который не окрашивает латунь в красный цвет, см. наш флюс для пайки латуни.
№ 30
| Superior Flux Номер | № 30 |
| Описание | Жидкий флюс на основе органической кислоты – подходит для электроники |
| Рек. Основные металлы | Медь, латунь, никель, сплавы 42 и 51, ковар, некоторые черные металлы.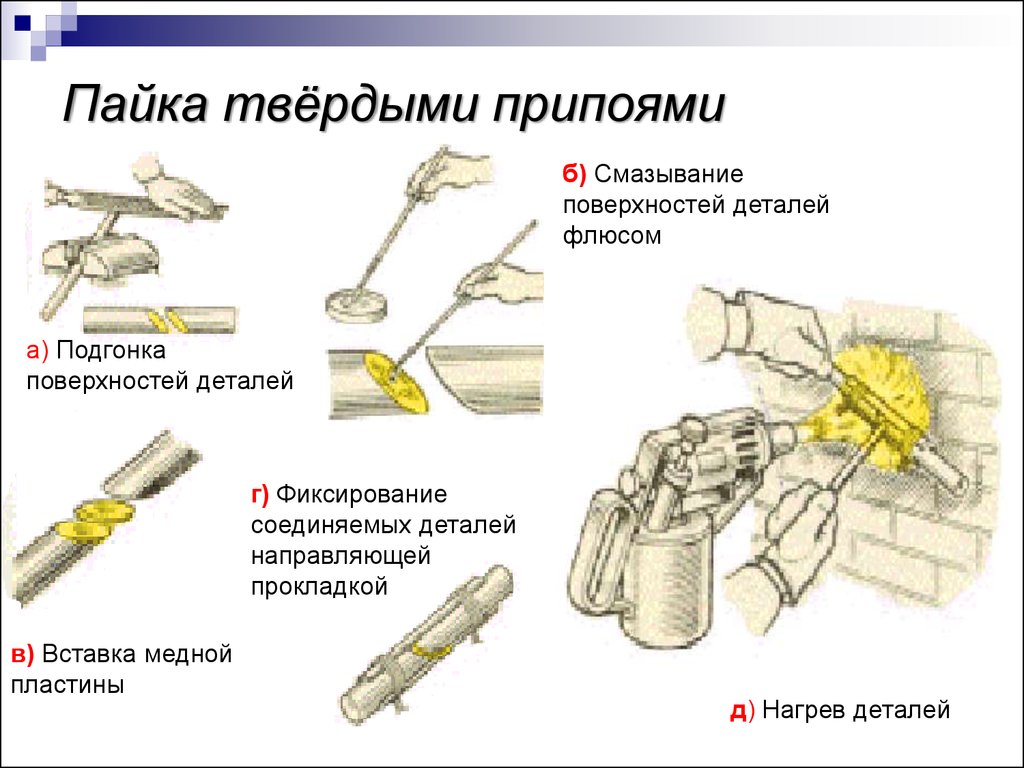 |
| Рек. Припои | Бессвинцовые, оловянно-свинцовые, легкоплавкие сплавы |
| Рек. Диапазоны температур | 95-315°C / 200-600°F |
| Спецификации. | МПК ANSI-J-STD ORM1; O-F-506C, тип 1, форма B |
| SDS | Link |
| Спец. Лист | Ссылка |
№ 75
| Верхний поток номер | № 75 |
| Описание | Жидкий поток солятся |
| Rec. Основные металлы | Медь, латунь и сталь |
| Рек. Припои | На основе олова; Без свинца или со свинцом |
| Рек. Диапазоны температур | 95-345°C 200-650°F |
| Спецификации. | МПК ANSI-J-STD INh2; O-F-506C, тип 1, форма B |
| SDS | Link |
Спец. Лист Лист | Link |
№ 130
| Высокий поток номер | № 130 |
| Описание | Petrolatum Paste Flulux | Описание | Petrolatum Paste Flulux | Petrolatum Paste Flulux | Petrolatum Paste | 9. Основные металлы | Медь, латунь и сталь |
| Рек. Припои | Бессвинцовый, 50/50 и другое олово/свинец |
| Рек. Диапазоны температур | 95-315°C / 200-600°F |
| Спецификации. | O-F-506C, тип 1, форма B; MIL-S-6872A |
| SDS | Ссылка |
| Спец. Лист | Ссылка |
№ 135
 org/Table”>
org/Table”>Наши флюсы для пайки меди соответствуют требованиям RoHS.
Superior No. 30 — жидкий флюс, идеально подходящий для пайки меди или латуни. № 30 безопаснее в использовании, чем типичный паяльный флюс на основе неорганической кислоты. № 30 достаточно мягкий для использования с электронными и электрическими компонентами. Все остатки припоя растворимы в воде и должны быть удалены водой с температурой 60°C/140°F во избежание нарушения чистоты. № 30 обычно используется с паяльником или электроплиткой и не предназначен для использования с горелкой.
Все остатки припоя растворимы в воде и должны быть удалены водой с температурой 60°C/140°F во избежание нарушения чистоты. № 30 обычно используется с паяльником или электроплиткой и не предназначен для использования с горелкой.
Superior No. 75 представляет собой паяльный флюс общего назначения на основе неорганической кислоты, который можно использовать для пайки сильно окисленной меди или латуни. № 75 содержит хлорид цинка, и его можно паять с помощью горелки, а также паяльника или электроплитки. Поскольку № 75 содержит хлорид цинка, его нельзя использовать с электронными компонентами, так как остатки цинка могут повредить электронные компоненты. Все остатки припоя растворимы в воде и должны быть удалены водой с температурой 60°/140°F.
№ 130 представляет собой флюс для пайки на нефтяной основе, содержащий хлорид цинка и хлорид аммония. № 130 идеален для пайки медных труб и других медных и латунных деталей горелкой. Поскольку № 130 содержит хлорид цинка, его нельзя использовать с электронными компонентами, так как остатки цинка могут повредить электронные компоненты. №
Поскольку № 130 содержит хлорид цинка, его нельзя использовать с электронными компонентами, так как остатки цинка могут повредить электронные компоненты. №
Superior No. 135 – паяльный флюс на основе канифоли и вазелина, идеально подходящий для работы с медью. Вазелин помогает защитить паяное соединение от коррозии, а канифоль оставляет защитное покрытие на месте пайки после пайки. № 135 идеально подходит для пайки электронных или электрических компонентов. Паять следует паяльником или электроплиткой, но не горелкой.
Узнайте о нашем полном ассортименте промышленных флюсов для пайки, флюсов для пайки нержавеющей стали, флюсов для пайки латуни, флюсов для пайки электроники, флюсов для алюминия, флюсов для пайки и сварки.
Можно ли припаять медь, медь к латуни? Паяльные жала
0 акции
Вы когда-нибудь хотели научиться паять медь? Это действительно полезный навык, особенно если вы занимаетесь проектами «сделай сам». Пайка — это процесс соединения двух металлов путем расплавления небольшого количества металла (припоя) и его протекания между двумя поверхностями.
Пайка — это процесс соединения двух металлов путем расплавления небольшого количества металла (припоя) и его протекания между двумя поверхностями.
Одним из самых популярных способов является использование паяльника. Чтобы правильно паять медь, вам понадобится флюс, паяльник, припой и медная проволока.
В этой записи блога мы покажем вам, как паять медную проволоку, чтобы вы могли соединять куски металла, как профессионал! Давайте начнем!
Вы умеете паять медь?
Да, медь можно паять. Пайка — отличный способ соединения медных труб и фитингов. При пайке меди вам понадобится продукт под названием «флюс». Флюс помогает припою прилипать к меди и создает водонепроницаемое уплотнение. Вам также понадобится паяльник и немного бессвинцового припоя.
Для начала очистите место пайки проволочной щеткой. Это поможет припою прилипнуть к меди. Затем нанесите флюс на область, которую вы будете паять.
Нанесите припой на соединение, а затем нагрейте его паяльником, пока он не расплавится. Когда припой расплавится, уберите утюг и дайте соединению остыть. Вот и все!
Когда припой расплавится, уберите утюг и дайте соединению остыть. Вот и все!
Можно ли припаять медь к латуни?
Да, медь можно припаять к латуни. Ключ в том, чтобы использовать правильный тип припоя и следовать нескольким простым шагам.
При пайке меди с латунью важно использовать бессвинцовый припой. Этот тип припоя не добавляет свинца в соединения, что важно для безопасности. Существуют также бессвинцовые припои, специально разработанные для использования с медью и латунью.
Для начала очистите поверхности меди и латуни, которые вы будете соединять. Это поможет припою лучше прилипнуть.
Затем нанесите небольшое количество припоя на жало паяльника. Затем коснитесь припоем соединения между медью и латунью.
Нагревать соединение до тех пор, пока припой не расплавится и не потечет в него. Вы узнаете, что он готов, когда припой станет блестящим. Уберите паяльник и дайте соединению остыть.
При правильном выполнении паяное соединение между медью и латунью может быть таким же прочным, как и сами металлы. Просто убедитесь, что используете правильный тип припоя и выполните несколько простых шагов.
Просто убедитесь, что используете правильный тип припоя и выполните несколько простых шагов.
Как паять медные трубки?
Посмотрите это видео на YouTube
- Отрежьте медную трубку нужной длины с помощью трубореза.
- Очистите место среза медной трубки проволочной щеткой, чтобы удалить заусенцы.
- Нанесите флюс на место пайки.
- Нагрейте место пайки пропановой горелкой, пока оно не станет достаточно горячим, чтобы расплавить припой.
- Прикоснитесь припоем к участку и дайте ему стечь в соединение.
- Уберите пламя и дайте соединению остыть.
- Осмотрите соединение, чтобы убедиться в отсутствии зазоров.
- Слегка надавите на соединение, чтобы проверить прочность паяного соединения.
Следуя этим шагам, вы сможете успешно паять медные трубки.
Советы по пайке медных трубок
Если вы работаете с медными трубками, при пайке следует помнить о нескольких вещах:
- Перед пайкой убедитесь, что трубка чистая. Грязь или мусор на поверхности трубки будут препятствовать правильному прилипанию припоя.
- Используйте припой с флюсовой сердцевиной для меди. Этот тип припоя содержит встроенный флюс, который помогает предотвратить образование оксидов на поверхности трубки.
- Используйте контролируемый источник тепла. Для этой цели идеально подходит паяльник. Применение слишком большого количества тепла к трубке может привести к ее повреждению, поэтому обязательно используйте умеренную температуру.
- Нанесите припой на соединение между трубкой и фитингом. Припой должен легко проникать в соединение и создавать прочное соединение.
- Дайте суставу полностью остыть перед использованием. Это гарантирует, что припой установлен правильно и не оторвется со временем.
 Грязь или мусор на поверхности трубки будут препятствовать правильному прилипанию припоя.
Грязь или мусор на поверхности трубки будут препятствовать правильному прилипанию припоя.Следование этим советам поможет вам создать прочное и надежное соединение при пайке медных трубок.
Устранение распространенных проблем при пайке
Устранение некоторых распространенных проблем при пайке:
1) Холодное соединение
Одной из наиболее распространенных проблем при пайке является холодное соединение. Это происходит, когда припой течет неравномерно и создает слабое соединение. Чтобы это исправить, нужно повторно нагреть соединение до тех пор, пока припой не потечет равномерно.
Это происходит, когда припой течет неравномерно и создает слабое соединение. Чтобы это исправить, нужно повторно нагреть соединение до тех пор, пока припой не потечет равномерно.
2) Мостовое соединение
Другой распространенной проблемой является мостовое соединение. Это происходит, когда два провода соединены слишком толстым куском припоя. Чтобы это исправить, нужно аккуратно удалить излишки припоя паяльником.
3) Равномерное растекание припоя
Если у вас возникли проблемы с равномерным растеканием припоя, вероятно, ваш утюг недостаточно нагрет. Убедитесь, что утюг настроен на правильную температуру, и повторите попытку. Если это все еще не работает, возможно, вам нужно очистить наконечник утюга. Это можно сделать, протерев его влажной губкой или с помощью латунной щетки.
4) Припой прилипает к стыку
Если у вас возникли проблемы с прилипанием припоя к стыку, вероятно, поверхность недостаточно чистая. Убедитесь, что вы очистили область вокруг сустава спиртом или другим растворителем. Вам также может понадобиться зачистить поверхность металла наждачной бумагой.
Убедитесь, что вы очистили область вокруг сустава спиртом или другим растворителем. Вам также может понадобиться зачистить поверхность металла наждачной бумагой.
Как убрать беспорядок при пайке?
Если во время пайки вы устроили беспорядок, не беспокойтесь — его легко убрать!
- Сначала влажной тканью или губкой удалите излишки припоя.
- Затем с помощью паяльника нагрейте место загрязнения и тщательно протрите его чистой тряпкой.
- Если есть какие-либо неподатливые кусочки припоя, вы можете удалить их проволочной щеткой или наждачной бумагой.
После того, как вы очистите область, при необходимости вы можете нанести новый слой припоя.
Часто задаваемые вопросы – Вы умеете паять медь?Можно ли паять медь паяльником?
Да, медь можно паять паяльником. Однако важно выбрать правильный тип паяльника и использовать правильные методы, чтобы не повредить медь.
Если вы новичок в пайке, рекомендуется потренироваться на медном ломе, прежде чем пытаться паять ваш окончательный проект.
Может ли припой плавить медь?
Да, припой может расплавить медь. Пайка является распространенным способом соединения медных труб и других медных компонентов. Тепло припоя плавит металл, и два куска металла соединяются вместе при охлаждении.
Медь имеет высокую температуру плавления, поэтому вам также необходимо использовать припой с высокой температурой плавления.
Пайка труб станет незаконной?
В связи с недавними новостями о том, что Европейский Союз планирует запретить несколько опасных химических веществ, включая свинец, возможно, что в ближайшее время паяльные трубы могут стать незаконными. Хотя пока нет информации о том, когда и будет ли этот запрет введен в действие, об этом должны знать сантехники и работники трубопроводной отрасли.
Если в конечном итоге свинец будет запрещен в припое, это может означать большие изменения в способах монтажа и ремонта труб.
Пока ничего не известно о том, чем можно заменить свинцовый припой, если он будет запрещен. Тем не менее, есть несколько доступных вариантов, которые можно использовать вместо этого. Одним из вариантов является использование бессвинцового припоя, который уже доступен на рынке
Тем не менее, есть несколько доступных вариантов, которые можно использовать вместо этого. Одним из вариантов является использование бессвинцового припоя, который уже доступен на рынке
. Другая возможность состоит в том, чтобы полностью использовать альтернативные материалы, такие как медь или нержавеющая сталь.
Можно ли паять медь без флюса?
Да, медь можно паять без флюса, но не рекомендуется. Флюс помогает предотвратить окисление соединяемых металлов, а также способствует растеканию припоя. Без флюса пайка может быть более сложной, а соединение может быть не таким прочным.
Final Words
Если вы подумываете о карьере сварщика, пайка меди — отличное место для начала. Прежде всего, всегда используйте бессвинцовый припой. Также важно убедиться, что ваша рабочая поверхность чистая и на ней нет масел или других загрязнений.
Наконец, при пайке меди полезно использовать флюсовый карандаш, так как это поможет припою лучше прилипать.