Пайка алюминия паяльником в домашних условиях своими руками
Составы припоев для пайки алюминия
В состав большинства припоев для пайки входят химические элементы, которые с алюминием почти не растворяются. Поэтому для соединения алюминиевых деталей выбор рекомендуется остановить на тугоплавких припоях на основе алюминия и легкоплавких, созданных на основе кадмия, олова или цинка.
Более удобны в использовании легкоплавкие составы, с помощью которых процесс пайки можно проводить при низких температурах, тем самым избежав больших изменений свойств алюминия.
Существенным минусом применения соединений из олова и кадмия является их нестойкость к коррозиям, что приводит к скорым разрушениям материала.
Наиболее надежны тугоплавкие сплавы, имеющие в своей основе алюминий. В их состав может входить:
- кремний;
- цинк;
- медь.
Самым простым из них является сплав алюминия с кремнием. Наиболее надежный результат можно получить после применения состава, в который входит алюминий, медь и цинк.
Совершая плавку с применением тугоплавких припоев, жало паяльника необходимо нагреть до температуры в 350 градусов. При этом нужно использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые виды припоев можно приготовить в домашних условиях, если для этого есть соответствующее оборудование. Однако не составит труда купить состав для пайки алюминия в магазине. В них, как правило, представлен широкий выбор различных марок.
Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.
Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится. Следовательно, важно контролировать температуру. Поможет в этом стержень припоя. При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
HTS -2000 – припой для пайки алюминия и его сплавов
Американский продукт выпускается в форме стержня и состоит из девяти сплавов. Припой HTS -2000 – это продукт последних достижений, с помощью которого пайку можно проводить без флюса. Он легко проникает через лежащие ниже поверхности примеси, через которые не могут проникнуть составы конкурентов.
При применении продукта HTS -2000 не требуется обладать какими-то специальными навыками, что означает его высокое качество. Нагреваясь, припой легко проникает через образовавшуюся на поверхности пленку оксида алюминия и создает прочные молекулярные соединения.
Из-за того, что электрохимический потенциал между алюминием и припоем невелик, коррозия материалу не страшна. Срок эксплуатации изделий с таким соединением более 10 лет.
Область применения продукта HTS -2000:
- восстановление деталей после сколов, поломки, износа;
- ремонт картеров автомобилей;
- ремонт алюминиевых днищ лодок;
- ремонт трубок кондиционеров, компрессоров, насосов;
- пайка и медных и алюминиевых элементов в различных сочетаниях;
- ремонт топливных баков из алюминия;
- восстановление и ремонт головок блока цилиндра;
- ремонт радиаторных трубок;
- восстановление резьбовых отверстий.
Кроме этого, с помощью такого припоя можно ремонтировать алюминиевые лестницы, желоба, лодки. Довольно часто его применяют при ремонте дизельных двигателей.
Важно знать, что припой HTS -2000 специалисты не рекомендуют использовать для пайки алюминия с медью. Вследствие такой процедуры возникает электрохимическая коррозия, которая быстро разрушает металл.
Материал используется с кислородно-ацетиленовой или пропановой горелкой. Он является самым сильным, быстрым и в то же время простым припоем для пайки среди других аналогичных сплавов.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления.
 Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C. - По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
 Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.

Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Castolin AluFlam 190 – припой из Франции
Продукт применяется в качестве присадочного прутка для ремонта алюминиевых деталей и высокотемпературной пайки.
Технические характеристики припоя Castolin AluFlam 190:
- Обладает высокой прочностью и исключительной капиллярной текучестью.
- Характеризуется отличной электропроводностью.
- По цвету соответствует многим сплавам из алюминия.
Продукт Castolin AluFlam 190 рекомендуется для высокопрочного соединения:
- алюминиевых сплавов с кремнием;
- кованого алюминия;
- листов;
- трубопроводов.
Его нельзя использовать для алюминиевых сплавов, в которых присутствует более 1,5% магния, и для деталей, которые требуют последующего анодирования.
Из-за своей способности формировать вязкий и прочный шов, припой Castolin AluFlam 190 может применяться в самых различных областях. Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
С продуктом Castolin AluFlam 190 специалисты рекомендуют использовать флюс Castolin 190 Flux .
Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Читать также: Как проверить тестером обрыв провода
Металл алюминий
Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
И этот же оксид алюминия превращает обычную пайку в достаточно сложный технологический процесс, требующий для своего успешного осуществления применения специальных флюсов, особых припоев и некоторых специфических методов.
Суть процесса пайки любого металла, в том числе и алюминия, состоит во введении в пространство между спаиваемыми деталями специального связывающего вещества в расплавленном состоянии. Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Трудности пайки
С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Поэтому основная трудность заключается в проблеме удаления практически неудалимой оксидной плёнки с поверхности металла.
Вторая трудность состоит в низкой температуре плавления алюминия. Дело в том, что наиболее прочное соединение получается при применении так называемых тугоплавких припоев. Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Читать также: Пилорама с шиной от бензопилы
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Подготовка материала
Чтобы достигнуть хорошего качества соединения, нужно использовать не только правильные технологии, но и уметь хорошо подготовить обрабатываемую поверхность. Нужно удалить все загрязнения и оксидные плёнки. Механическая обработка выполняется при помощи шкурки или металлической щётки, а также иногда применяют проволочную нержавеющую сетку и шлифовальную машинку. А также можно использовать разные кислотные растворы.
Обезжиривать поверхность нужно с помощью растворителя, ацетона или бензина. Когда происходит зачистка алюминиевой поверхности, то сразу же образовывается оксидная плёнка. Однако её толщина будет ниже первоначальной, а потому паяльный процесс облегчится.
Как осуществляется пайка алюминия в домашних условиях
Пайка алюминия в домашних условиях осуществляется многими мастерами-самоучками. У каждого мужчины в доме можно найти паяльник, так как без данного инструмента не обойтись. На производстве, да и дома, чтобы произвести пайку алюминия, необходимо использовать специальные материалы и приспособления. Данный вид пайки можно осуществлять с помощью оловянно-свинцовых припоев 50 и 61. Если вы собираетесь в домашних условиях осуществить данный вид работы, это можно сделать несколькими способами и различными материалами.
Данный вид пайки можно осуществлять с помощью оловянно-свинцовых припоев 50 и 61. Если вы собираетесь в домашних условиях осуществить данный вид работы, это можно сделать несколькими способами и различными материалами.
Схема подготовки к пайке алюминия.
Запомните, что главной задачей является удаление оксидной пленки с поверхности металла, и нельзя допустить прямого контакта с воздухом, для этого воспользуйтесь канифолью, минеральным маслом или щелочным, а еще можно использовать насыщенный раствор медного купороса.
Для того чтобы начать рассматривать процессы пайки алюминия в домашних условиях, необходимо знать некоторые способы подготовки материала к этому процессу.
Способы подготовки материала
Для первого способа используют канифоль для очищения места пайки. И после этого сразу же к работе подключается паяльник, с помощью которого прижимаете шкурку к месту пайки. Затем вам необходимо шкуркой протереть место пайки. А теперь пришло время для алюминиевой заплатки, которую вы можете припаять обычным способом.
Хоть канифоль часто используют в данном методе обработки, но лучше всего минеральное масло для швейной машинки.
Читайте также:
Как производится аргоновая сварка.
Особенности электрошлаковой сварки.
Второй способ очистки. В то место, где необходимо что-то припаять, дополнительно в канифоль вносят железные опилки. С помощью такой смеси разогретый паяльник натирает место так, что припой будет максимально эффективен. Такой эффект происходит из-за того, что металлические опилки с поверхности снимают окись, и благодаря этому обеспечивается максимальное сцепление между поверхностями. Данный метод дополнительной очистки металла не требует.
Схема устройства паяльника.
Третий способ очистки является трудоемким и займет у вас большое количество времени. Но он считается самым надежным. Для начала вам необходимо требуемый участок обработать, чтобы снять оксидную пленку. Затем в том месте, где будет осуществляться пайка, необходимо создать пластиковый бортик, который в дальнейшем послужит ванночкой.
Данную ванночку вы можете сделать из обычного пластилина. На ее дно необходимо нанести слой медного купороса. Только помните, что ванночку используют там, где большая площадь пайки, а для незначительных повреждений вам она совершенно не нужна.
Теперь в данное приспособление помещают оголенный медный провод. Его диаметр составлять около 3 мм. Только помните, что провод должен состоять только из меди. Провод необходимо удерживать на расстоянии одного миллиметра от рабочей поверхности.
Для этого используйте дополнительно какую-нибудь подставку, а тот провод, который находится в ванночке, непременно должен создавать контакт с корпусом. Затем подведите контакт с какого-нибудь источника тока, напряжение должно быть от 3-х от 12-ти Вт.
Это все вы сможете осуществить с помощью двух соединительных концов, а за источник питания вам может сойти аккумулятор, выпрямитель или самая обычная батарейка. Все это вам необходимо снабдить лампочкой, которая будет отвечать за номинальное напряжение постоянного питания.
Она загорится во время соприкосновения алюминиевой поверхности с медным проводом, который опущен в ванночку. Если лампочка срабатывает, значит, провод коснулся дна ванночки, а если нет, то весь процесс прервался.
После этого медный купорос должен прийти в состояние закипания, и в этот момент происходит образование красной меди. Красный слой вы должны промыть и просушить. Приступайте смело к обыкновенной пайке поверхности.
Вернуться к оглавлению
Процесс пайки алюминия
Инструменты и материалы для пайки.
Материалы и инструменты:
- канифоль;
- паяльник;
- минеральное масло;
- металлические опилки;
- медный купорос;
- пластилин;
- сварочный карандаш;
- зажигалка;
- кусок стекла.
Сварочный карандаш напоминает припой-герметик, благодаря ему вы можете получить крепкое и надежное соединение деталей, проводов, алюминиевых трубок. Многие отказываются от простых газовых горелок, а все больше склоняются к сварочному карандашу.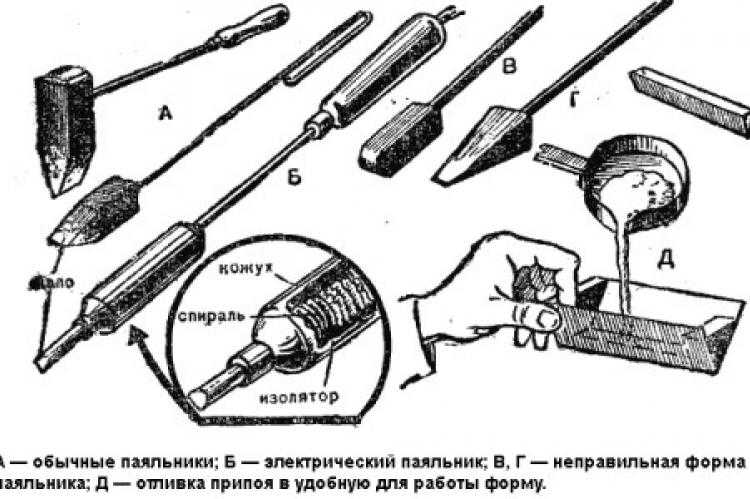
Но нужно учитывать то, что в работе разных приборов есть свои плюсы и минусы. Процесс работы данного вида инструмента очень прост, для этого вам необходимо поджечь карандаш.
Для такого рода манипуляций подойдет простая зажигалка, с помощью которой вы подожжете край припоя. Аппарат будет гореть за счет магния, который входит в его состав. Он нагревается до той температуры, которая необходима, чтобы расплавить алюминий.
Под действием высокой температуры возникает расплавленная масса. Ее вам необходимо нанести на рабочую поверхность. Угол воздействия карандаша не имеет значения, так как полученная масса очень хорошо пристает к алюминию.
После того как происходит припой с рабочей поверхности, карандаш прекращает свою работу, но алюминиевая масса продолжает гореть. Примерно через 20 секунд вся поверхность будет иметь одинаковую температуру.
И после этого вы смело можете приступить к заполнению алюминия в рабочую поверхность. Воспользуйтесь для этой цели карандашом или куском стекла.
Вернуться к оглавлению
Советы для пайки в домашних условиях
Для тех, кто только собирается приобрести паяльник, необходимо знать, что надо стараться выбирать ту модель, у которой есть функция смены жала.
Каждый раз перед началом работы проверяйте жало: если оно сильно загрязнено, то очистите его с помощью напильника. Очень удобно для этого использовать кусочки дерева или картона, такой способ подойдет, если имеются загрязнения после флюса, пыли или окиси.
Если ваш паяльник разогретый, то его не рекомендуют оставлять на сухую, для этого вам необходимо его поместить в канифоль.
Хранить припой ни в коем случае нельзя в металлической коробке, крышке или банке, так как, упав на металлическую поверхность, он сразу же прилипает.
Чтобы припой был качественным, необходимо, чтобы поверхности для пайки были одинаковой температуры.
Для изменения температуры паяльника вам достаточно будет менять длину жала. Самым удобным вариантом будет изменение при помощи специального регулируемого устройства. Если у вас паяльник разогрелся до температуры 260, максимум 300 градусов, то время процесса не должно превышать пяти секунд.
Самым удобным вариантом будет изменение при помощи специального регулируемого устройства. Если у вас паяльник разогрелся до температуры 260, максимум 300 градусов, то время процесса не должно превышать пяти секунд.
Как паять алюминий
Рубрики: Избранные статьи » Секреты электрика
Количество просмотров: 248 370
Комментариев к статье: 2
Алюминий
— один из самых удобных материалов в строительной практике. Немного уступает по прочности стали, намного легче обрабатывается, обладает хорошей электро- и теплопроводностью, красивым внешним видом
Однако основная проблема, которая возникает у любителей при работе с алюминием, это его пайка. Просто потому, что алюминий не паяется. Причиной невозможности пайки алюминия обычными методами является способность на воздухе очень быстро (за доли секунды) образовывать оксидные пленки. Поэтому разработанные ранее технологии требуют либо специальных ртутных флюсов, либо специальных сменных жал для паяльников.
Поэтому разработанные ранее технологии требуют либо специальных ртутных флюсов, либо специальных сменных жал для паяльников.
Чаще всего необходимость пайки алюминия возникает при ремонте резонансных стабилизаторов напряжения. В целях экономии все обмотки стабилизаторов промышленной сети выполнены из алюминиевого провода. Сами эти провода паять не нужно. Достаточно прикрутить к ним хорошо припаянный провод любым удобным для вас способом и припаять не этот алюминий, а этот провод.
А что, если паять нужно не проводники, а, например, самые неудобные для пайки плоские поверхности?
Предлагаемый способ осуществляется с использованием обычного припоя и канифоли при помощи обычного паяльника. Так как алюминий очень хорошо проводит тепло, лучше взять мощный паяльник на 60-100 Вт. Если мощности вашего паяльника недостаточно для прогрева крупных припаиваемых деталей, используйте дополнительный параллельный нагрев с помощью газовой или электрической плиты.
Перед соединением место пайки следует тщательно затереть любым крошащимся камнем (песчаником, кирпичом, кусочком засохшего раствора, содержащего песок и т. п.). Камень очищает поверхность алюминия от толстой оксидной пленки. Песок и пыль, образовавшиеся в процессе очистки, необходимо оставить на месте пайки. Сразу после протирки поверхность алюминия покрывается слоем расплавленной канифоли.
п.). Камень очищает поверхность алюминия от толстой оксидной пленки. Песок и пыль, образовавшиеся в процессе очистки, необходимо оставить на месте пайки. Сразу после протирки поверхность алюминия покрывается слоем расплавленной канифоли.
Далее техника пайки мало чем отличается от пайки обычных материалов, за исключением того, что теперь жало паяльника нужно протирать более тщательно, чтобы перед нанесением разрушить песком тонкую пленку оксидов, образовавшуюся на очищаемой поверхности канифоль.
Прочность паяного алюминия выше прочности паяной меди. Это объясняется низкой температурой плавления алюминия (значительно ниже, чем у меди), а также большой способностью алюминия диффундировать в другие металлы.
Среди всех известных мне методов пайки алюминия этот метод является самым простым, дешевым и удобным. Он также подходит для пайки любых других металлов.
См. также на сайте i.electricianexp.com
также на сайте i.electricianexp.com
крепление моего алюминиевого HLT с помощью паяльного пистолета | Homebrew Talk
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы goat_power
- Дата начала
Help Support Homebrew Talk — форум для обсуждения пивоварения, вина, медовухи и сидра:
goat_power
Участник
- #1
Итак, у моей фритюрницы для индейки на 32 кварты в нижней части есть отверстие размером с булавку, из-за которого она протекает. В остальном он в приличной форме. Мне было интересно, не будет ли это ужасной идеей затыкать дыру шариком припоя. Я понимаю, что во многих припоях содержится свинец, но я видел бессвинцовую проволоку для пайки.
Я знаю, что новый банк обойдется мне примерно в 30 долларов, но я бы хотел сохранить этот
П-Дж
Член поддержки
- #2
Вы можете это сделать. Для этого потребуется специальный флюс, предназначенный для пайки алюминия.
Для этого потребуется специальный флюс, предназначенный для пайки алюминия.
Найдите Флюс для припоя Harris Stay-Clean или аналогичный.
Попробуйте это: Наборы флюсовой пасты и припоя Markal для алюминия
роднейпирс
Известный член
- #3
вам придется использовать факел, чтобы нагреть его достаточно, чтобы принять припой. Тогда какова температура плавления? Когда на нем горит горелка, я не уверен, что он выдержит.
П-Дж
Член поддержки
- #4
Набор Harris для алюминиевого припоя и флюса имеет диапазон температур твердого вещества – 391ºF, жидкости – 482ºF. Этого достаточно для использования с паяльником.
Еще один момент – Не будет возможности расплавления припоя при использовании чайника, пока в нем есть вода.
роднипирс
Известный член
- #5
PJ, какова температура окружающего алюминия при попытке нагреть его паяльником?? Не будет достаточно горячим, чтобы на самом деле принять припой. Он может расплавить припой и образовать комок на поверхности, но я не думаю, что вы достаточно нагреете этот гигантский чайник утюгом. .. Это гигантский радиатор…….
.. Это гигантский радиатор…….
goat_power
Участник
- #6
Привет, спасибо, ребята. Даже если мне нужно купить горелку, я, вероятно, потрачу меньше денег, чем если бы я купил новую кастрюлю.
Вильзербрюер
BIAB Expert Tailor
- #7
Возможно, на этом горшке есть другие проколы или слабые места? Я бы начал искать что-то по дешевке, а не тратить деньги, пытаясь это исправить.
Recirc Улучшения eBIAB: Whirpool Recirc, новая мельница, датчик температуры, новый мешок?
- теннессиан_87
- Пивоварня BIAB
- Ответы
- 23
- просмотров
- 2К
оди
Устройство камеры для ферментации
- Дисковые молотки
- Ферментеры
- Ответы
- 6
- просмотров
- 1К
Флоппи-нокеры
Что бы я сделал по-другому
- Islandboy85
- Электрическая пивоварня
- Ответы
- 0
- просмотров
- 369
Islandboy85
My Bluetooth Repeater Build (работает с наклонами)
- garzlok
- Проекты своими руками
- Ответы
- 16
- просмотров
- 4К
неосмола
Другой вопрос GFCI на 240 В
- кегконг
- Электрическая пивоварня
- Ответы
- 13
- просмотров
- 2К
jprofit
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Электронная почта Делиться Связь
Ожидал SG 1.
