заточка новой детали, средства для очистки и лужения
Как правильно залудить медное жало у паяльника
Инструменты с нихромовыми нагревательными элементами имеют медный круглый стержень, которому придается удобная для паяния форма. Механическая обработка прута выполняется напильником с последующей доводкой на наждачной бумаге или надфилем с мелкой насечкой. Затем полезно слегка отбить жало холодным способом на наковальне. Это уплотнит верхний слой меди, повысит механическую прочность и уменьшит скорость растворения материала расплавленным припоем. Не лишним будет заполировать для уменьшения скорости окисления. Все работы выполняются на извлеченном из гнезда наконечнике, включая ту часть, которая прячется внутри нагревательного элемента.
Облудить жало паяльника – это значит покрыть рабочую зону стержня тонким слоем сплава. Кипящий флюс растворяет слой окисла на медном сердечнике, и расплав покрывает поверхность.
Так как залудить паяльник с медным жалом несложно, можно это сделать самостоятельно следующим образом:
- Вставить очищенный стержень в паяльник, включить питание.

- Когда он разогреется до температуры плавления канифоли, жало полностью окунуть в канифоль.

Не нужно перегревать паяльник, так как погружение стержня во флюс вызывает выделение клубов дыма с разбрызгиванием, образованием шлака от сгоревшей канифоли. При нормальном нагреве смола плавится с выделением небольшого количества дыма.
- Прутком припоя натереть рабочую поверхность, покрытую слоем расплавленного флюса, который нужно периодически обновлять.
- Процесс закончен, когда образуется равномерный тонкий слой полуды. Излишек нужно удалить мокрой хлопчатобумажной тряпочкой.
Лужение паяльника.
Особенности жала
Жало представляет собой главный (и единственный) рабочий орган прибора. Он нагревается от электронагревателя и нагревает припой, канифоль( или другой флюс) и спаиваемые детали. В ходе работы на нем образуется невидимая глазу оксидная пленка, снижающая смачиваемость материала. Визуально это выглядит так: олово или канифоль не растекается равномерно по всей по площади, а собирается в каплю и стекает вниз.
Размер и геометрию рабочего органа выбирают так, чтобы они соответствовали выполняемым операциям. Так, при спаивании деталей больших размеров и толщины выбирают мощный паяльник с толстым жалом. Для монтажа ножек микросхем, наоборот требуется прибор особо малой мощности, с тонким жалом и хорошим заземлением, чтобы не повредить чувствительные компоненты статически зарядом или перегревом.
Пайка микросхем
Универсальный паяльник затачивают лопаткой. Тонкие детали паяют узкой боковой стороной, а более массивные — плоскостью лопатки.
Как залудить жало современного паяльника
Производители сердечников заявляют, что их изделия лудить не обязательно. Это частично справедливо для тех стержней, которыми работают методом подачи припоя проволокой или пастой в рабочую зону. Жало прогревает соединение с нанесенным на него флюсом, отплавляет от проволоки капельку сплава, которая, растекаясь по горячему, образует прочное соединение.
Жало прогревает соединение с нанесенным на него флюсом, отплавляет от проволоки капельку сплава, которая, растекаясь по горячему, образует прочное соединение.
Никель также окисляется на воздухе, хотя и медленнее, чем медь. Слой окиси ухудшает теплопередачу, снижая эффективность прогревания пайки, поэтому рабочую сторону лучше залудить. Сделать это нужно без повреждения покрытия. Для этого используется мокрый хлопчатобумажный лоскут, банка с твердой канифолью и ПОС. Правила того, как облудить паяльник новый:
- Рабочая поверхность обезжиривается.
- Включается питание.
- Нагревшийся сердечник очищается мокрой тряпкой и сразу втыкается в канифоль.
- Добавленный в банку кусочек припоя растирается, не вынимая стержня из флюса.
- Через короткое время кончик покроется ровным слоем олова.
Будет интересно➡ Как паять алюминий в домашний условиях
Чаще всего для жала используется коническая форма. Достаточно лудить 3-5 мм острия конуса.
Как залудить жало современного паяльника
Особенности лужения современного жала паяльника
Сейчас стержни делаются из меди, покрытой тонким слоем никеля, защищающим от обгорания или керамики. Не допускается механической обработки, его нельзя даже царапать. Для удаления излишков ПОС или продуктов выгорания флюса можно протирать его куском мокрой не синтетической ткани, если нет специальной губки или очистителя из латунной стружки.
Как залудить жало паяльника во время работы
При пайке из-за нагрева поверхность наконечника окисляется, припой перестает липнуть, накапливаются шлаки сгоревшего флюса, ухудшающие качество пайки. Приходится восстанавливать луженое покрытие. Лучше всего использовать устройство сухой очистки, состоящее из металлической спирали в контейнере. Доработав приспособление добавлением на дно густого флюса без кислоты, например стеарина или паяльного сала, можно решить две задачи:
- очистить поверхность стержня от нагара, потерев его о стружку;
- ухватив каплю ПОС на кончик горячего наконечника и утопив его во флюсе, получим очистку и лужение одновременно.

Процедура подходит для тонких медных, с никелевым покрытием и керамических сердечников. Проводится, когда окись начинает мешать работе.
Как залудить необгораемое жало
Наконечник легко лудится, если его горячим тщательно протереть влажной тряпочкой без синтетики и моментально опустить во флюс. Затем палочкой сплава натирать рабочую поверхность до полуды, протереть стержень тряпкой и приступать к работе.
Как залудить жало паяльника деревянным бруском
Если на поверхности есть значительный слой окисла, а механически абразивами или напильниками ее снимать нельзя, хорошо помогает при лужении брусок или дощечка хвойного дерева.
- Брус расположить так, чтобы волокна древесины были сориентированы перпендикулярно движению при натирании.
- Включается питание, на дощечку выкладываются маленькие кусочки канифоли и ПОС.
- Нагревшийся стержень ставится в кусок канифоли, которая образует расплавившуюся лужицу.
- Наконечник накрывает олово. После расплавления начинается движение наконечника поперек волокон, не покидая пределов канифоли.
Слой окисла растворяется горячей канифолью, сплав втирается в поверхность.
Чистое жало паяльника.
Как залудить жало в канифоли
Слабо окисленная поверхность легко залудится в банке с канифолью с положенным туда кусочком ПОС. Протертым наконечником растопить сплав в емкости с канифолью. Такая работа сопровождается выделением большого количества смолистого дыма и должна выполняться на свежем воздухе или в хорошо проветриваемом помещении.
Долговечность покрытия или полуды жала определяется температурным режимом. Вредно работать паяльником на максимальной мощности без необходимости.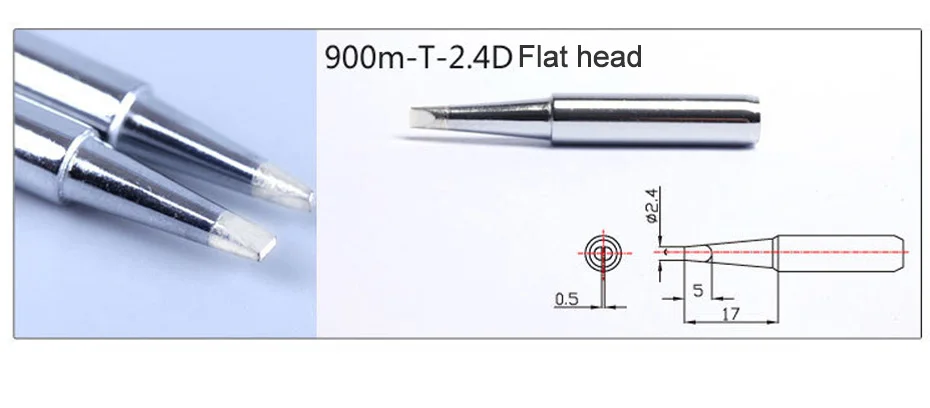 Там, где нельзя штатно изменять температуру нагрева, используйте приспособленные регуляторы мощности, самодельные ограничители напряжения в паузах паяния.
Там, где нельзя штатно изменять температуру нагрева, используйте приспособленные регуляторы мощности, самодельные ограничители напряжения в паузах паяния.
Разновидности жал
Все современные наборы жал для паяльников существенно отличаются между собой, все зависит от материала, защитного покрытия, формы и толщины. Кроме того, каждый сменный инструмент может рассеивать разную по величине мощность, что очень важно при выборе наиболее подходящего изделия. Специалисты утверждают, что больше всего нужно учитывать то, из какого материала изготовлено жало и какую форму оно имеет.
Что касается материала, то в зависимости от поставленных задач можно использовать жала с медным, керамическим, медно-стальным, латунным, хромовым либо никелевым покрытием. Форма изделия тоже может существенно отличаться: изогнутые, заострённые, конусообразные и даже со срезом. Как показывает практика, изогнутым приспособлением легче всего удалять лишний припой, а также проводить демонтаж деталей с платы. Именно материал и форма наконечников играют важную роль в работе паяльника, так как от них зависят следующие характеристики:
Как показывает практика, изогнутым приспособлением легче всего удалять лишний припой, а также проводить демонтаж деталей с платы. Именно материал и форма наконечников играют важную роль в работе паяльника, так как от них зависят следующие характеристики:
- Итоговая способность к накалыванию энергии на месте пайки. Именно эта характеристика определяет возможность качественного и равномерного прогрева рабочей зоны.
- Уровень теплопроводности, который определяет итоговое количество тепла, поступающего от паяльного инструмента к рабочей зоне.
- Степень устойчивости используемого наконечника к окислению.
Качественный паяльник со сменным жалом обязательно должен быть оснащён наконечником, который изготовлен из меди и специальных сплавов. Этот критерий связан с тем, что итоговая теплопроводность съёмного изделия будет значительно выше, нежели у стальных деталей.
Но, несмотря на все имеющиеся преимущества, даже медные жала имеют свои недостатки. Основная часть из них связана с низким уровнем износоустойчивости материала и тем, что они подвержены негативному воздействию коррозии. Для устранения этих нюансов производители наносят на жало никелевое или же стальное покрытие, при этом теплопроводность наконечника меняется.
Основная часть из них связана с низким уровнем износоустойчивости материала и тем, что они подвержены негативному воздействию коррозии. Для устранения этих нюансов производители наносят на жало никелевое или же стальное покрытие, при этом теплопроводность наконечника меняется.
Из-за того, что газовые паяльники широко востребованы как в частной, так и промышленной сфере, производители выпускают широкий ассортимент наконечников с различными эксплуатационными характеристиками. Благодаря этому можно приобрести наиболее подходящий стержень для паяльника по доступной цене.
 youtube.com/embed/_OwotiF2F28?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/_OwotiF2F28?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>  youtube.com/embed/Jqkivy-uRpk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/Jqkivy-uRpk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Уход за паяльником
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву.
Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву.
Очистка паяльника от нагара.
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Будет интересно➡ Как паять алюминий в домашний условиях
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.
Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.
Интересно почитать! Что такое варистор и где его применяют.
Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 – 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи.
Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью. Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900 М из меди. Они также требуют подготовки перед работой.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900 М из меди. Они также требуют подготовки перед работой.
Процесс пайки.
Подготовка нового паяльника
Подготовка паяльника к работе заключается в том, чтобы прокалить его исполнительную часть (жало) до такого состояния, при котором оно сможет полноценно выполнять свои функции.
Дело в том, что у любого паяльного инструмента, только что принесённого из магазина, на жало имеются следы окислов меди (они образуются после длительного контакта с воздухом). Естественно, что этот налёт ухудшает контакт с рабочими составами (припоем и флюсом).
Подготовить инструмент к работе – означает устранить все помехи хорошей адгезии поверхности жала с припоем.
Для достижения этого необходимо предпринять следующие шаги:
- Во-первых, следует тщательно прокалить жало до состояния, пока металл не приобретёт красновато-оранжевый оттенок. С этого момента оно будет обгорать, то есть начинается процесс термического выжигания остатков окислов, сопровождающийся характерным резким запахом.
- Во-вторых, по истечении определённого времени, когда на поверхности жала появится характерный для меди нагар, следует соскрести его любым острым металлическим предметом.
- В-третьих, очищенное от нагара жало паяльника должно пройти ещё одну операцию, называемую лужением. Для того чтобы качественно залудить наконечники любого типа следует научиться отличать варианты их исполнения.
 С этого момента оно будет обгорать, то есть начинается процесс термического выжигания остатков окислов, сопровождающийся характерным резким запахом.
С этого момента оно будет обгорать, то есть начинается процесс термического выжигания остатков окислов, сопровождающийся характерным резким запахом. youtube.com/embed/abegqxwXOAY?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/abegqxwXOAY?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Советы по лужению
Чтобы облегчить процесс пайки металлических деталей, надо придерживаться некоторых правил и следовать советам мастеров. Главное – рабочее место: оно должно быть обеспечено безопасной розеткой. Необходимые материалы надо расположить таким образом, чтобы удобно было выполнять все действия. Также следует позаботиться о нормальном освещении. Половина успеха пайки зависит от того, как залудить жало, поэтому данному действию следует уделять достаточно внимания. В качестве припоя для пайки в основном используется олово.
 youtube.com/embed/tpNwkvaNV5I?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/tpNwkvaNV5I?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Но значительно ускорить и облегчить данный процесс можно при помощи паяльной пасты или другого химического состава (флюса), приобрести которые можно в специализированных или строительных магазинах. Используя данные средства, можно работать не только с мягкими металлами, но и с железом, сталью или цинком. Если паяльник используется регулярно, то, для того чтобы жало всегда было в рабочем состоянии, можно, предварительно его сняв, аккуратно постучать по нему молотком.
Для этого надо, чтобы жало было съемным. Это позволяет сделать процесс пайки более удобным и аккуратным.
Как правильно выставить температуру паяльника
Для того, чтобы правильно выставить температуру паяльника, берем припой и касаемся им жалом паяльника. Повышаем температуру на паяльной станции и смотрим, когда припой начнет плавиться и будет держаться на кончике паяльника. Ловим этот момент и прекращаем повышение температуры паяльной станции.
Ловим этот момент и прекращаем повышение температуры паяльной станции.
Не путайте плавление припоя с его размягчением. Когда припой становится как каша, это значит, что температура паяльника еще маловата. Надо еще чуток добавить. На разных паяльных станция индикация температуры разная. Я, например, выставляю на своей станции температуру порядка 360-370 градусов. Некоторые электронщики выставляют температуру 330-340, а кто-то даже 300. Это говорит о том, что датчик температуры паяльника у каждой паяльной станции разный. Больше всего врут по температуре китайские дешевые паяльные станции, типа Lukey. Но, немного отходя от темы, скажу что эти паяльные станции очень хорошо себя зарекомендовали, особенно Lukey 702.
Основные сведения о процессе лужения
Лужение разделяют на первоначальное, проводимое на новом или длительное время хранившемся паяльнике, и рабочее, выполняемое непосредственно перед пайкой. Как залудить жало паяльника? Сначала выполняется механическая очистка жала от окалины, оксидной пленки, шлаков и других загрязнений, далее на подготовленную поверхность наносится тонкий слой расплавленного припоя, чаще всего на оловянной основе.
Для механической очистки применяются:
- абразивный камень;
- наждачка;
- другой паяльник.
Для малоопытных паяльщиков мастера рекомендуют начинать с напильника. По мере укрепления навыков паяльщик подбирает наиболее удобные для себя способы зачистки.
Жало паяльника.
Заточка паяльника
- Заточка жала паяльника производится напильником под углом 30-40 градусов.
- Край оставляют шириной 1 мм и слегка тупым.
- На новом паяльнике нужно только обработать мелкой наждачкой жало, чтобы удалить патину. Патина — это окись меди зеленоватого цвета.
- Если магазинная заточка не устраивает, то нужно вынуть жало и самостоятельно отковать его, придав форму вогнутой лопатки. У этого метода есть и еще один плюс — металл станет менее подвержен коррозии.
- Чтобы придать жалу законченный вид, остается обработать его напильником с мелкой насечкой.
Интересное по теме: Как устроен предохранитель
Как поменять жало?
Белая палочка, торчащая из ручки паяльника – это нагревательный элемент. Именно он греет жало паяльника.
Именно он греет жало паяльника.
После разборки паяльника убираем жало и ставим другое. Собираем в обратной последовательности.
Подготовка и обслуживание
Чем интенсивнее идет работа, тем скорее жало паяльника выгорает и обрастает чешуйками окалины. Во время продолжительного нагрева до высоких температур медь, из которой сделан наконечник, частично переходит в расплав олова, а частично истирается о паяемые поверхности и контакты.
Происходит физическая и химическая эрозия вещества. Кроме того, под действием тепла происходит окислительная реакция меди с кислородом воздуха. На моделях, позволяющих регулировать температуру, рекомендуется снижать ее при случающихся перерывах в пайке, или просто выключать на это время паяльник.
Последовательность операций по удалению окалины:
- Аккуратно вытащить жало.
- Зачистить слой окалины мелкозернистой абразивной бумагой.
- Нанести на жало графитовый защитный слой, натерев его грифелем простого карандаша, Это замедлит повторное появление слоя окалины.
- Легко постукивая по корпусу электронагревателя и поворачивая его, удалить окалину из углубления для медного стержня.
- Вставить жало обратно в крепление.

Будет интересно➡ Как паять алюминий в домашний условиях
Для обеспечения электробезопасности следует каждый раз перед началом работы осматривать изоляцию сетевого кабеля на предмет отсутствия механических повреждений и оплавлений. Время от времени полезно также измерить величину сопротивления изоляции. Замер проводится между контактами вилки и жалом. Значение должно превышать 10 мом.
Пайка двух проводов
Детали для USB-инструментов
Многие современные мастера все чаще интересуются, как сделать тонкое жало для паяльника USB с активатором в домашних условиях. Стоит учесть, что жало должно соответствовать величине, которая ограничена применяемым напряжением. Лучшими характеристиками в этом случае обладает тонкий наконечник из качественных материалов.
Если под рукой имеется старое покупное изделие, тогда можно воспользоваться запасным наконечником, который всегда идёт в комплекте. Сделать самостоятельно жало для такого паяльника может практически каждый мастер, который обладает минимальными слесарными навыками. В этом случае своё предпочтение лучше отдать медному прутку, диаметр которого не должен превышать трёх миллиметров.
Сделать самостоятельно жало для такого паяльника может практически каждый мастер, который обладает минимальными слесарными навыками. В этом случае своё предпочтение лучше отдать медному прутку, диаметр которого не должен превышать трёх миллиметров.
Когда нужная по длине заготовка отрезана, следует заточить один из её концов. Эта процедура должна проводиться в зависимости от личных предпочтений, так как мастеру должно быть удобно паять элементы микросхем. А вот второй конец прутка должен быть подогнан по толщине под посадочное отверстие в паяльнике. В противном случае можно нанести резьбу соответствующего размера.
Зачем лудить и точить
Лужение жала перед пайкой существенно упрощает все операции с паяльником, состоящие в переносе расплавленного припоя в зону контакта. Без этой процедуры удаётся обходиться лишь в том случае, когда купленное паяльное устройство имеет жало, покрытое защитной плёнкой из серебра. Покрытие на основе серебра хорошо удерживает припой, не ухудшая показателя теплопроводности основы из меди.
Обработка паяльника канифолью.
Однако изделия с таким покрытием стоят немалых денег; к тому же серебряная плёнка со временем сходит и обнажает медное основание (говорят, что она растворяется в припое). Так что и в этом случае по истечении некоторого времени облудить жало, так или иначе, придётся. Точить остриё напильником приходится не только перед лужением, но и в тех случаях, когда необходимо придать жалу удобную для работы форму. Некоторые из пользователей предпочитают, чтобы жало было заточено «под конус». Другие же стараются так заточить его боковые части, чтобы получить плоскую заострённую форму.
Напильником и наждачкой
Классический способ подготовки и лужения жала паяльника перед началом работы с ним – это обработка напильником (наждачной бумагой) совместно с использованием качественной канифоли.
При подготовке жала по этому способу сначала напильником с мелкой насечкой надо наточить одну из граней наконечника, после чего она погружается в канифоль и протирается по деревянной доске с расплавленным припоем.
Заметьте, что такая процедура должна повториться несколько раз. По завершении лужения одной гранить, точно так же надо затачивать и лудить вторую грань.
Для лужения медного жала, заточенного «под конус», оно сначала зачищается наждачной бумагой по всей рабочей окружности, после чего вращательным движением лудится о деревянную подкладку с расплавленным припоем.
Узнаем как залудить жало паяльника, чтобы он паял правильно?
Многие отечественные паяльники производятся с медным жалом. Например, паяльники типа ЭПСН. Медное жало необходимо обработать соответствующим образом, прежде чем можно будет этим паяльником работать. Жалу нужно придать удобную для пайки форму.
Например, паяльники типа ЭПСН. Медное жало необходимо обработать соответствующим образом, прежде чем можно будет этим паяльником работать. Жалу нужно придать удобную для пайки форму.
Некоторые обрабатывают его простым напильником, а особенно творческие личности предпочитают отковывать его. В результате жало паяльника становится более долговечным и гораздо меньше происходит его растворение в припое в процессе пайки. Но все рано или поздно задаются вопросом о том, как залудить паяльник с медным жалом.
Особенности паяльников
Лучше всего покупать паяльники, у которых жало крепится при помощи специального винта. Такое жало всегда можно легко вынуть и обработать его снова. Конечно, если оно прикипит в процессе использования, то этот процесс станет не таким уж легким. Поэтому, пользуясь паяльниками со съемными жалами, необходимо время от времени вынимать их и очищать место крепления, чтобы оно не прикипало.
После того как жалу придана нужная форма, его необходимо залудить. Под фразой “как залудить жало паяльника” следует понимать, что придется покрыть рабочую область жала тонким слоем припоя. Сделать это не слишком сложно. Достаточно включить паяльник в сеть, дождаться, пока он нагреется до температуры, при которой начнет плавиться канифоль, а затем обмакнуть в нее жало.
Под фразой “как залудить жало паяльника” следует понимать, что придется покрыть рабочую область жала тонким слоем припоя. Сделать это не слишком сложно. Достаточно включить паяльник в сеть, дождаться, пока он нагреется до температуры, при которой начнет плавиться канифоль, а затем обмакнуть в нее жало.
После того как паяльник будет разогрет до своей рабочей температуры, нужно ту его часть, которой производится пайка, со всех сторон покрыть припоем. Лучше для этого брать маленькие кусочки или припой, выполненый в виде проволоки. Большой кусок припоя паяльник с мощностью 25 Ватт не сможет расплавить.
Форма жала паяльника
Форма жала может быть разной. Выбор зависит от привычек того, кто пользуется паяльником, и, конечно, от вида производимых с его помощью работ. Некоторым больше нравится жало паяльника в форме конуса, другим – обрезанное под 45 градусов.
Дело в том, что остро заточенным жалом паяльника можно будет паять даже транзисторы, скрытые в корпусах SOT-23, детали SMD или конденсаторы с резисторами размером 1206. Для выпаивания таких деталей из плат в больших количествах обычно применяют строительный или паяльный фен. При его отсутствии пригодится обычный паяльник с мощностью около 25 Ватт, у которого жало обработано в виде буквы П. Необходимо помнить о том, что делается это до того, как залудить жало паяльника.
Для выпаивания таких деталей из плат в больших количествах обычно применяют строительный или паяльный фен. При его отсутствии пригодится обычный паяльник с мощностью около 25 Ватт, у которого жало обработано в виде буквы П. Необходимо помнить о том, что делается это до того, как залудить жало паяльника.
Делается это для того, чтобы не перегревать выводы детали, что происходит при выпаивании паяльником с обычным жалом. А при помощи такого П-образного жала выводы выпаиваются сразу вместе, и деталь легко высвобождается из места пайки.
Лучше при выполнении работ по массовой выпайке радиодеталей использовать паяльник мощней, применяя при этом регулятор мощности. Его не так сложно изготовить самостоятельно. В таком случае подойдет паяльник с мощностью до 65 Ватт.
Довольно часты случаи, когда во время пайки вдруг начинает дымить канифоль. Это означает, что паяльник перегрет. Приходится выключать его из сети и ждать, пока он остынет. В то же время, если паяльник остывает ниже нормы, он начинает плохо паять. Используя регулятор мощности, таких проблем удается с легкостью избежать, и работать становится намного проще, а из необходимых предварительных работ не останется ничего, кроме как залудить жало паяльника.
Используя регулятор мощности, таких проблем удается с легкостью избежать, и работать становится намного проще, а из необходимых предварительных работ не останется ничего, кроме как залудить жало паяльника.
Заточка паяльника
- Заточка жала паяльника производится напильником под углом 30-40 градусов.
- Край оставляют шириной 1 мм и слегка тупым.
- На новом паяльнике нужно только обработать мелкой наждачкой жало, чтобы удалить патину. Патина – это окись меди зеленоватого цвета.
- Если магазинная заточка не устраивает, то нужно вынуть жало и самостоятельно отковать его, придав форму вогнутой лопатки. У этого метода есть и еще один плюс – металл станет менее подвержен коррозии.
- Чтобы придать жалу законченный вид, остается обработать его напильником с мелкой насечкой.
Залудить жало – означает покрыть его тонким слоем припоя. Для этого необходимо:
- Включить паяльник и дождаться, пока медный стержень станет красновато-оранжевого оттенка. Дольше ждать не стоит, поскольку стержень может обгореть.
- Погрузить все жало в канифоль и расплавить небольшой кусок припоя.
- Покрыть припоем всю поверхность жала. Оно покроется лучше, если предварительно потереть его о деревянную поверхность.
 Дольше ждать не стоит, поскольку стержень может обгореть.
Дольше ждать не стоит, поскольку стержень может обгореть.Как залудить необгораемое жало?
В продаже можно встретить паяльники, у которых рабочая часть покрыта специальным необгораемым составом. Этот слой очень тонкий и зачищать его, как в случае с обычным паяльником, ни в коем случае нельзя. Возникает вопрос: “Как залудить жало паяльника, если его нельзя зачищать обычным способом?” Необходимо использовать специальную губку. Подойдет и та, которой хозяйки обычно моют посуду, или кусок ткани, предварительно намоченный в воде. Пользуясь такими паяльниками, следует помнить, что любые механические воздействия существенно сокращают срок их службы.
Чтобы облудить жало такого паяльника, нужно в расплавленную канифоль опустить кусок припоя, потереть жалом по влажной ткани, удалив с него окислы, а затем поводить разогретым паяльником по припою. После лужения остается протереть тряпкой жало, и паяльник готов к работе.
После лужения остается протереть тряпкой жало, и паяльник готов к работе.
При работе с любым типом паяльников следует стараться не перегревать их выше 300 градусов С, иначе придется снова заниматься лужением жала. И конечно, любой, кто пользуется паяльником, должен знать, как правильно залудить жало паяльника.
Технология правильного лужения проводов
Практически каждый хозяин сталкивается с такой технической операцией, как пайка с помощью паяльника, однако не каждый хозяин знает, как облудить паяльник. В процессе использования у некоторых умельцев возникает вопрос по поводу того, почему в процессе эксплуатации паяльник начинает плохо работать. Очень часто отказ от работы обусловлен тем, что в процессе работы происходит обгорание и покрытие жала паяльника слоем нагара.
Наличие нагара на поверхности жала приводит к тому, что припой перестает прилипать к нему. Большинство умельцев знают, что для восстановления работоспособности требуется удалить нагар и провести облужение наконечника устройства, однако не все соблюдают эти требования к работе, и не каждый хозяин знает, как правильно осуществлять процедуру облужения жала.
Для восстановления работоспособности устройства следует приготовить следующие приборы, инструменты и материалы:
- паяльник;
- наждачная бумага и плоский напильник;
- плоскогубцы;
- тиски;
- припой;
- флюс;
- кусок махрового полотенца;
- кусок поролоновой губки;
- глицерин.
При проведении этой процедуры следует учитывать особенности конструкции паяльников.
Особенности отечественных паяльников
Приобретаемый инструмент должен иметь соответствующие технические характеристики, чтобы можно было выполнять те операции, выполнение которых на прибор возложено. Различные модели паяльников отличаются между собой мощностью нагревательного элемента. Использование приборов со слабой мощностью не позволит нормально работать при необходимости прогрева большой области пайки, а слишком мощные паяльники будут в процессе работы перегревать и пережигать металл подвергающийся пайке.
При выборе паяльника следует придерживаться принципа – чем больше поле для пайки и чем объемней детали, тем мощнее требуется для работы инструмент.
Самые простые отечественные приборы не имеют терморегулирующих устройств, а жало таких приборов способно разогреваться до температуры в 450 градусов Цельсия. Такая температура является вредной при проведении пайки. При осуществлении прикосновения таким раскаленным жалом к канифоли происходит ее бурное плавление, напоминающее извержение вулкана.
При использовании для пайки перегретого жала соединение получается низкого качества, а используемое в процессе работы жало устройства быстро изнашивается. Для выполнения тонких операций рекомендуется приобретать паяльную станцию.
Преимущества использования паяльных станций
В конструкции паяльной станции предусмотрена установка терморегулятора, благодаря наличию которого в процессе выполнения работы можно задавать жалу инструмента необходимую температуру.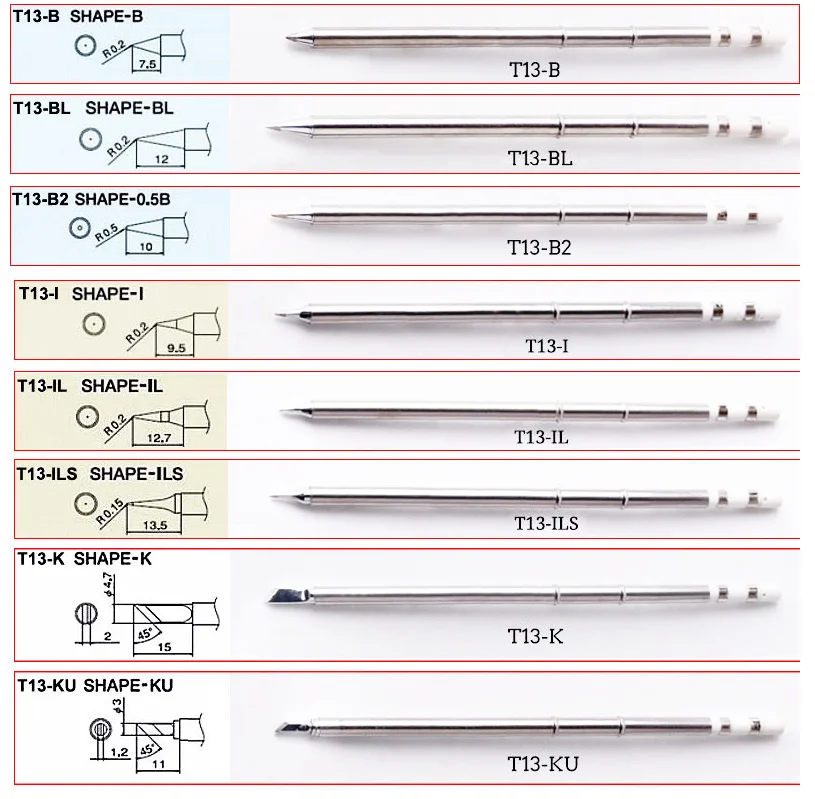 Питание установки осуществляется от низковольтного трансформатора имеющего выходное напряжение от 12 до 36 вольт. Такая конструкция позволяет безопасно работать прибором. Благодаря наличию гальванической развязки, в процессе работы не происходит проникновения в паяемые детали электромагнитных наводок. Особенно полезной эта техническая характеристика становится при проведении работ по пайке диодов, так как эти элементы электроники являются особо чувствительными к различным электромагнитным воздействиям.
Питание установки осуществляется от низковольтного трансформатора имеющего выходное напряжение от 12 до 36 вольт. Такая конструкция позволяет безопасно работать прибором. Благодаря наличию гальванической развязки, в процессе работы не происходит проникновения в паяемые детали электромагнитных наводок. Особенно полезной эта техническая характеристика становится при проведении работ по пайке диодов, так как эти элементы электроники являются особо чувствительными к различным электромагнитным воздействиям.
В отечественных паяльниках и паяльных станциях в качестве материала для изготовления жала применяется медь. Она обладает высокой теплопроводностью, однако наравне с этим имеет один существенный недостаток. В процессе нагрева и соприкосновения с воздухом материал очень быстро подвергается окислению.
При возникновении этого процесса на поверхности рабочего элемента прибора возникает тонкая оксидная пленка, которая препятствует нормальной работе прибора. Благодаря пленке происходит отторжение олова и его сплавов от рабочего элемента.
Используемые при работе флюсы вызывают не только удаление пленки оксидов, но и разъедают само медное тело жала. Помимо этого, при нагреве медь рабочего элемента растворяется в небольшом количестве используемыми припоями. В процессе интенсивной эксплуатации на жале паяльника появляются выемки и неровности.
Для использования паяльника потребуются припой и канифоль.
Для устранения этой проблемы импортные производители выпускают специальные необгораемые жала. От обычных они отличаются белой блестящей поверхностью. Такой цвет поверхности придает им использование в качестве защитного слоя покрытия из никеля. Внутри основу такого жала составляет медь.
При работе с таким жалом требуется определенная осторожность, необходимая для того, чтобы избежать возникновения повреждения покрытия. Так как в случае возникновения последнего, рабочий элемент быстро приходит в негодность.
Некоторые производители для продления сроков службы паяльного жала делают покрытие из никеля более толстым или двойным. При изготовлении двойного покрытия для него применяется сталь и алюминий.
При изготовлении двойного покрытия для него применяется сталь и алюминий.
Основные правила лужения медного сердечника
Для качественной и быстрой пайки требуется облудить жало паяльника. Предварительной зачистке подвергается как новый, так и использовавшийся в работе рабочий элемент.
Зачистка проводится до блеска при помощи напильника и наждачной бумаги. При этом требуется проводить зачистку как открытой, так и закрытой части сердечника.
После проведения зачистки паяльник нагревается, и наконечник опускается в канифоль. К канифоли добавляется небольшой кусок припоя. Очищенное и вытертое мокрой тканью жало помещается в канифоль под припой.
Плавящаяся канифоль осуществляет очистку жала от оксида меди, а припой обеспечивает залуживание наконечника паяльника.
В процессе проведения операции экономить канифоль не следует, так как при небольшом ее количестве происходит неравномерное распределение припоя по поверхности рабочего элемента. После проведения операции излишки покрытия удаляются при помощи мокрой тряпки.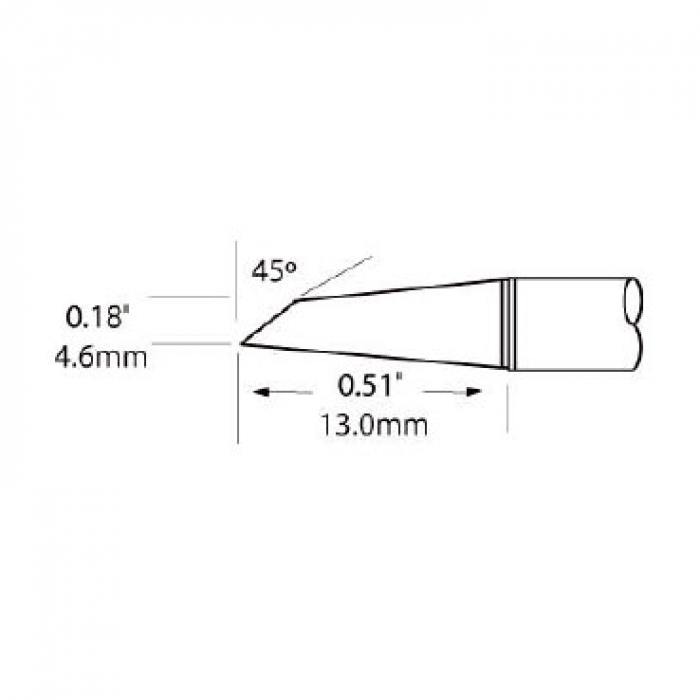
В процессе работы таким жалом следует контролировать его нагрев. При возникновении перегрева выше 300 градусов происходит окисление сердечника, что потребует повторного проведения операции по очистке и лужению.
Для того чтобы контролировать температуру и мощность паяльника, в его цепь питания можно включить диммер, представляющий собой регулятор мощности, который используется в электроцепях освещения помещений.
Для проведения обслуживания лучше всего использовать припой марки ПОС-40 в виде толстого прутка расплющенного перед проведением процедуры.
Припой марки ПОС-61 не рекомендуется использовать для этих целей, так как он имеет меньшую температуру плавления и быстрее выгорает на рабочем элементе паяльника. Нанесение припоя на поверхность жала лучше всего при использовании второго более мощного паяльника.
Основные правила проведения лужения необгораемого сердечника
С необгораемым жалом требуется обращаться с особой осторожностью. Такой тип сердечников в отличие от сердечников, изготовленных из меди без использования покрытия, нельзя зачищать при помощи напильника или наждачной бумаги. Такой тип наконечника протирается только мокрым куском махрового полотенца. Для очистки сердечника можно использовать губку, смоченную в глицерине. Для очистки от излишков припоя и окислов можно использовать специальный очиститель, в который время от времени требуется опускать сердечник паяльника.
Такой тип сердечников в отличие от сердечников, изготовленных из меди без использования покрытия, нельзя зачищать при помощи напильника или наждачной бумаги. Такой тип наконечника протирается только мокрым куском махрового полотенца. Для очистки сердечника можно использовать губку, смоченную в глицерине. Для очистки от излишков припоя и окислов можно использовать специальный очиститель, в который время от времени требуется опускать сердечник паяльника.
О степени нагрева сердечника можно судить по качеству получаемой пайки. В случае достижения оптимальной температуры место пайки имеет блестящий вид и гладкий четкий контур. В случае если происходит перегрев сердечника, наблюдается растекание припоя по детали, а пайку выполнить невозможно. При недостаточном нагреве место пайки имеет матовый цвет и низкую прочность соединения элементов.
Для лужения старого и сильно обгоревшего сердечника можно использовать препарат Solins TTC-20. В составе препарата имеется фосфорный аммоний, который облегчает очистку.
- Как залудить жало паяльника?
- Как правильно подготовить провода для скрутки к пайке?
- Как происходит пайка проводов?
- Советы по лужению
До того как залудить паяльник, следует узнать, в чем заключается данная процедура и для чего ее нужно проводить. Суть состоит в том, что в результате паек из-за перегрева жало паяльника окисляется и, соответственно, теряет способность нормально расплавлять припой. Поэтому периодически возникает необходимость залудить его, то есть снять окисленную пленку.
Для этого можно использовать несколько способов, общий принцип которых сводится к следующему: при помощи напильника, наждачной бумаги, точильного камня или любого другого абразива следует очистить жало и натереть его до металлического блеска, а затем покрыть рабочую часть припоем.
Как залудить жало паяльника?
Все паяльники, за исключением так называемых паяльных станций, которые представляют собой проволочный припой из оловянной трубки с канифолью, надо залуживать. И в первую очередь это касается новых инструментов, для того чтобы привести жало в рабочее состояние и использовать его для пайки.
И в первую очередь это касается новых инструментов, для того чтобы привести жало в рабочее состояние и использовать его для пайки.
Чтобы залудить жало паяльника, следует к его срезу приложить абразивный материал, удобнее всего работать небольшим напильником (хотя у каждого мастера со временем вырабатывается свой любимый метод) и затачивать его до блеска, идеальной гладкости, следя при этом затем, чтобы срез получился ровным. Четких требований к тому, какую форму придать жалу, нет. Универсальной является форма в виде среза, но для выполнения пайки, например, радиодеталей, транзисторов, SMD-детали более удобной является конусообразная форма, которой добиваются точности и качества соединений.
Кроме абразивной обработки, жало можно отковать. В этом случае удается добиться увеличения срока его эксплуатации из-за меньшей растворимости в припое. Также следует обратить внимание на то, что жало паяльника может быть и съемным, закрепленным с помощью винта. В таком случае его значительно легче обработать напильником, просто сняв его.
Для того чтобы залудить паяльник, его надо включить в розетку и подождать до тех пор, пока он не разогреется до своей рабочей температуры. Горячее жало надо опустить в подготовленную заранее канифоль, а затем – в оловянный припой. Надо настроиться, что данную процедуру придется выполнить несколько раз (в среднем – 3-5 раз, но все зависит от мощности паяльника, состояния жала, его рабочей части).
Достав жало из припоя, его надо приложить к дереву. Для этого мастера обзаводятся небольшими дощечками (предпочтительно из хвойных пород дерева из-за смолы, наличие которой в древесине помогает ускорить процесс, хотя допускается использовать и другие доски, но только не материалы из древесных опилок, таких, как ДСП). Надо соблюдать последовательность (сначала канифоль, затем припой на доску) до тех пор, пока срез жала не приобретет равномерный слой припоя блестящего серебристого цвета.
Это своеобразное свидетельство того, что жало паяльника удалось залудить правильно и качественно. Можно залудить жало при помощи другого паяльника, но, так как редко у домашних мастеров в наличии одновременно имеются два инструмента, данный метод используется редко.
Можно залудить жало при помощи другого паяльника, но, так как редко у домашних мастеров в наличии одновременно имеются два инструмента, данный метод используется редко.
Часто бытовые паяльники не обладают большой мощностью, например, от 25 до 65 Вт, а электросети не всегда могут обеспечить стабильные 220 В. Поэтому жало может не нагреваться до своей рабочей температуры, что может не позволит залудить его. Об этом красноречиво будут свидетельствовать шарики, скатывающиеся из припоя и настойчиво не желающие к жалу прилипать. Выход в этом случае один: надо использовать стабилизатор напряжения или трансформатор с возможностью повышения напряжения. Иногда допускается увеличить его до 230 В.
Вернуться к оглавлению
Как правильно подготовить провода для скрутки к пайке?
Для того чтобы, например, припаять медный проводок к другому в скрутке или к жестянке из латуни, их потребуется залудить не менее тщательно, чем жало. Для этого используется жало паяльника, которое, естественно, должно быть разогретым.
Разогретое до нужной температуры жало окунают в сначала в канифоль, затем – в припой, после – на провод или жестянку, прижимая его плотно и одновременно елозя по поверхности. Данная процедура должна выполняться очень быстро, для того чтобы не дать возможности канифоли успеть испариться. Следует заметить, что это очень кропотливая работа и такую процедуру придется делать неоднократно, до тех пор, пока на поверхности подготавливаемых к пайке материалов не образуется ровный слой припоя.
Затрачиваемое на залуживание поверхности время отличается для чистых материалов, не успевших еще окислиться от деталей с приличным слоем окислов. В этом случае их рекомендуется сначала снять механическим способом, например, с помощью напильника или наждачной бумаги. В особо сложных случаях, когда никак не удается залудить проволоку, вместо канифоли лучше использовать специальный химический состав, паяльную пасту или кислоту, которая в основном используется для лужения железа.
Часто для пайки используется припой в виде проволоки. В этом случае жало паяльника после канифоли быстро прикладывается к залуживаемой поверхности, одновременно в точке их соприкосновения ставится проволочный припой. Кончиком жала надо тереть об край припоя. Таким образом канифоль и олово взаимодействуют между собой, происходит обогащение этим соединением места контакта.
В этом случае жало паяльника после канифоли быстро прикладывается к залуживаемой поверхности, одновременно в точке их соприкосновения ставится проволочный припой. Кончиком жала надо тереть об край припоя. Таким образом канифоль и олово взаимодействуют между собой, происходит обогащение этим соединением места контакта.
Вернуться к оглавлению
Как происходит пайка проводов?
Залуженные материалы полностью готовы к пайке, которая обеспечит между ними надежную связь, например, для безопасного и беспрепятственного движения электрического тока (если выполняется скрутка электрических проводов). Непосредственно процесс пайки выглядит следующим образом:
Для пайки проводов паяльником понадобятся канифоль и пропой.
- Сначала к месту соединительного контакта надо поднести жало паяльника с припоем, который и обволочет залуженные части деталей.
- Так как процесс пайки обеспечивается присутствием канифоли, то, как правило, для того чтобы выполнить пайку, необходимо несколько раз окунать в нее паяльник, а затем подносить его к месту соединения.
- Процесс пайки следует завершить в тот момент, когда залуженные части деталей полностью окажутся в припое. В этот момент аккуратно убирается жало так, чтобы не сдвинуть их.
- Место пайки считается застывшим, после того как блеск припоя несколько ослабнет.
В бытовых условиях есть потребность в пайке цветных металлов: медь, латунь, олово, свинец, золото или серебро – все они довольно податливы в работе. Значительно сложнее будет совладать со сталью, железом или цинком, прежде всего, из-за того, что они значительно хуже поддаются лужению. А вот алюминий и некоторые другие металлы с помощью бытового паяльника паять нельзя.
Но паяльник можно использовать не только для соединения различных металлических деталей, но и для их разъединения. В этом случае выполняется обратный процесс, но для этого жало паяльника тоже должно быть залужено правильно. Для того чтобы отпаять, например, провода в скрутке, надо разогреть место соединения. Жало следует обмакивать в канифоль и подносить к припою до тех пор, пока последний не расплавится. После этого детали очень легко разъединить. Для того чтобы удалить остатки канифоли с их поверхности, можно маленькой кисточкой обработать их растворителем.
После этого детали очень легко разъединить. Для того чтобы удалить остатки канифоли с их поверхности, можно маленькой кисточкой обработать их растворителем.
Нельзя в домашнем хозяйстве обойтись без паяльника. Он необходим и при ремонте бытовой техники, и при починке радиоаппаратуры, да и во многих других случаях приходит паяльник на выручку любому домашнему мастеру. Перед применением паяльник следует подготовить (залудить) специальным образом, чтобы пайка получалась качественной и долговечной.
Заточка жала паяльника
Перед тем как начинать паять следует подготовить к работе новый паяльник, а точнее, под определенную форму заточить жало и покрыть сверху тонким слоем припоя. Необходимо заточить жало напильником под углом в 30-40 градусов, так, чтобы в результате получился клин. Следует затупить острый край жала, чтобы в результате у нас был плоский край в один миллиметр примерно шириной, у новых паяльников уже заточено жало клином, но покрыто он слоем патины – зеленоватым окислом кислорода и меди. Необходимо убирать этот окисел мелкозернистой шкуркой или напильником по металлу. Кроме клиновидной «классической» формы можно придать жалу и другую форму, все здесь будет зависеть от того, что вы паять будете. Можно для пайки мелких деталей, к примеру, можно его форму сделать наподобие вытянутого конуса с шириной края при этом в 2-3 миллиметра. Или же в краю сделать пропил, чтобы одним касанием можно было выпаивать SMD-резисторы. Сразу после того, как жало заточили, необходимо его установить в сам паяльник и залудить. Если этого не сделано, то окислится на воздухе медная поверхность жала и заново придется заточить его!
Необходимо убирать этот окисел мелкозернистой шкуркой или напильником по металлу. Кроме клиновидной «классической» формы можно придать жалу и другую форму, все здесь будет зависеть от того, что вы паять будете. Можно для пайки мелких деталей, к примеру, можно его форму сделать наподобие вытянутого конуса с шириной края при этом в 2-3 миллиметра. Или же в краю сделать пропил, чтобы одним касанием можно было выпаивать SMD-резисторы. Сразу после того, как жало заточили, необходимо его установить в сам паяльник и залудить. Если этого не сделано, то окислится на воздухе медная поверхность жала и заново придется заточить его!
Как залудить жало паяльника?
Затем нам необходимо залудить жало паяльника, то есть покрыть ее тонким слоем припоя. Включают для этого в сеть электрический паяльник и ждут, когда до определенной температуры прогреется стержень. Когда прогреется жало, станет заметно это по красноватому оттенку, станет медь оранжево-красноватого цвета. Не стоит затягивать прогрев, иначе обгорит жало. Как только чуть красноватый оттенок приобретет жало, его прислоняют к смоле или к кусковой канифоли.
Как только чуть красноватый оттенок приобретет жало, его прислоняют к смоле или к кусковой канифоли.
Будет при этом обильное выделение дыма. Покрывают расплавленной канифолью все жало. Далее небольшой кусочек припоя расплавляют, добиваясь равномерного покрытия припоем жала. Можно о деревянную дощечку потереть жало, так лучше по поверхности медного жала растечется припой. Ровным слоем припоя должно быть покрыто медное жало. Если остались на поверхности припоем непокрытые участки, то лучше будет повторить процесс. Вот так осуществляется подготовка к работе паяльника. Процесс надо по мере необходимости повторять, но совсем не обязательно делать это часто. Старались все достаточно подробно, так что у вас должно получиться.
Уход за паяльником
Паяльник, как и любой другой инструмент, нуждается в уходе. Жало у паяльника время от времени выгорает, появляются на нем неровности и рытвины. Выгорание устраняется затачиванием жала и его лужением. Также необходимо внимание обратить на то, что стержень при длительном использовании покрывается окалиной, что препятствует быстрому прогреву жала.
Почему выгорает жало паяльника ? Дело заключается в том, что медь при нагреве частично в припое растворяется, а сам край жала подвергается пусть и небольшому, но все-таки механическому воздействию. Также необходимо отметить, что когда не используется паяльник, сильно жало разогревается и способствует это окислению меди. Поэтому рекомендуют при холостом простое или выключить паяльник или уменьшить температуру жала. У обыкновенного электрического паяльника нет температурной регулировки, поэтому лучше выключить его при простое.
Окалину удаляют следующим образом . Пассатижами из паяльника вытаскивают медный стержень. Со стержня убирают окалину при помощи мелкозернистой шкурки. Можно небольшим слоем графита покрыть стержень, потерев его о грифель обыкновенного карандаша. Это в будущем предотвратит быстрое образование окалины. По нагревательному элементу паяльника легким постукиванием добиться извлечения и нагревательного элемента окалины, где установлен был медный стержень. На прежнее место устанавливают медный стержень.
На прежнее место устанавливают медный стержень.
Время от времени следует проверять состояние изоляции вашего электрического паяльника. Замеряют для этого сопротивление между жалом паяльника и сетевой вилкой. На омметре необходимо установить мегаомный предел измерения (1-10 Мом). Следует помнить, что нельзя руками касаться при замере сопротивления металлических шурупов мультиметра. Иначе, покажет прибор общее сопротивление замеряемой цепи и вашего тела. Должен показать прибор бесконечно большое сопротивление. Это свидетельством будет добротной изоляции между электрической сетью и жалом паяльника.
Лужение
Лужение – это процесс покрытия тонким слоем припоя поверхности припоя – может быть как самостоятельной, конечной операцией, так и подготовительным и промежуточным этапом пайки. Когда это подготовительный этап, в большинстве случаев успешное лужение детали означает, что самая трудоемкая часть паяльной работы (соединение с металлом припоя) выполнена, припаять друг к другу облаженные детали, как правило, не составляет особого труда.
Лужение кончиков электрических проводов является одной из самых частых процедур. Ее производят перед припайкой к контактам проводов, между собой спаиванием или для того чтобы обеспечить более лучший контакт с клеммами при подсоединении при помощи болтов. Из многожильного облуженного провода сделать удобно колечко, которое обеспечивает удобство при креплении к клемме, а также отличный контакт. Провода могут быть алюминиевыми и медными, одножильными и многожильными, лаком покрытыми или нет, новыми и чистыми или старыми закисленными. В зависимости от данных особенностей их обслуживание и различается.
Проще всего будет лудить медный одножильный провод. Если новый он, то окислами не покрыт и даже без зачистки лудится, нужно просто флюс нанести на поверхность провода, нанести припой на прогретый паяльник и по проводу проводить паяльником, пи этом слегка поворачивая провод. Лужение, как правило, осуществляется без проблем. Если же не хочет лудиться проводник – из-за наличия лака (эмали), то вам поможет обыкновенный аспирин.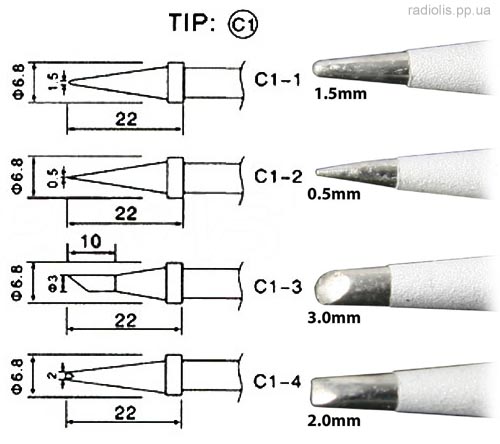 Знание о том, как паяльником паять при помощи таблетки аспирина (ацетилсалициловая кислота) может оказаться в некоторых случаях очень полезным. Необходимо ее положить на дощечку, к ней прижать проводник и паяльником прогреть его в течение нескольких секунд. При этом плавиться начинает таблетка, и разрушает лат образующаяся кислота. Провод после этого легко лудиться.
Знание о том, как паяльником паять при помощи таблетки аспирина (ацетилсалициловая кислота) может оказаться в некоторых случаях очень полезным. Необходимо ее положить на дощечку, к ней прижать проводник и паяльником прогреть его в течение нескольких секунд. При этом плавиться начинает таблетка, и разрушает лат образующаяся кислота. Провод после этого легко лудиться.
Если аспирина нет, то с поверхности проводника убрать мешающий лужению лак также помогает и хлорвиниловая изоляция от электропроводов, которая выделяет при нагревании вещества, разрушающие лаковое покрытие. Необходимо к кусочку изоляции прижать паяльником проводок и протащить несколько раз его между паяльником и изоляцией. После чего в обычном порядке облудить провод. При зачистке от лака с помощью ножа и наждачной бумаги нередки надрезы и обрывы тонких жил провода. При зачистке с помощью обжига, провод потерять может прочность, и сломаться легко. Следует также учитывать, что расплавленный аспирин и поливинилхлорид в воздух выделяют для здоровья человека вредные вещества. Еще, для проводов покрытых лаком (эмалью) можно будет купить специальный флюс, который удаляет лак.
Еще, для проводов покрытых лаком (эмалью) можно будет купить специальный флюс, который удаляет лак.
Новый медный многожильный провод также легко лудиться, как и одножильный. Состоит единственная особенность в том, чтобы его вращать в ту сторону, при которой скручиваться будут проводки, а не раскручиваться. Могут быть старые провода покрыты окислами, которые препятствуют лужению. Поможет с ними справиться та же таблетка аспирина. Необходимо проводник расплести, его положить на аспирин и паяльником прогреть несколько секунд, проводником двигая взад-вперед и исчезнет ваша проблема облужения. Потребуется для лужения алюминиевого провода специальный флюс – к примеру, тот, который и именуется так «флюс для пайки алюминия». Является универсальным данный флюс и также подходит для пайки металлов с химически стойкой окисной пленкой – в частности нержавеющей стали. Необходимо при его использовании только не забыть про то, что следует после очистить соединение от всех остатков флюса, чтобы избежать коррозии. Если образовался избыток прибоя на них при лужении проводов, то его можно убрать, расположив вертикально провод концом вниз и к его концу прижав нагретый паяльник. С провода на паяльник стечет лишний припой.
Если образовался избыток прибоя на них при лужении проводов, то его можно убрать, расположив вертикально провод концом вниз и к его концу прижав нагретый паяльник. С провода на паяльник стечет лишний припой.
Лужение большой поверхности металла
Может потребоваться лужение поверхности металла для защиты его от коррозии или для последующей припайки другой детали к нему. Даже если совсем новы лист лудится, который выглядит внешне чистым, всегда могут на его поверхности находиться посторонние вещества – различные загрязнения, консервирующая смазка. Если же лудится лист, который покрыт ржавчиной, то он нуждается тем более в очистке. Поэтому всегда начинается лужение с тщательной очистки поверхности. Зачищается ржавчина металлической щеткой или наждачной шкуркой, масла и жиры убираются ацетоном, бензином или иным растворителем. Затем кисточкой или прочим инструментом, который соответствует флюсу, наносится на поверхность листа флюс (это может быть не обычный пастообразный флюс, а к примеру, раствор хлористого цинка или прочий активный флюс). Разогревается паяльник с относительно большей плоской поверхностью жала до нужной вам температуры и наносится припой на поверхность детали. Желательно при этом, чтобы мощность паяльника была примерно 100 Вт и выше. Затем прикладывают паяльник к припою на детали наибольшей плоскости и в таком положении держится. Зависит время нагрева детали от ее размеров, площади контакта и мощности паяльника. Свидетельствует о достижении необходимой температуры вскипание флюса, плавление припоя и его растекание по поверхности. Припой постепенно по поверхности распределяется. Поверхность металла после лужения очищается от всех остатков флюса мыльной водой, бензином, ацетоном, спиртом (в зависимости от химического состава флюса).
Если не растекается припой по поверхности металла, то может быть это из-за плохой очистки перед лужением поверхности, плохого прогрева металла (по причине того, что мощности паяльника не хватает, недостаточного времени прогрева металла, маленькой площади контакта), грязного наконечника паяльника. Еще может быть причиной неправильный выбор припоя или флюса.
Еще может быть причиной неправильный выбор припоя или флюса.
Может осуществлять лужение путем нанесения с паяльника припоя и распределением его по поверхности «жалом», или подачей припоя непосредственно на саму площадку – плавится припой от прикосновения к разогретому металлу детали.
Пайка листового металла внахлест
В процессе ремонта кузовов автомобилей и всевозможных различных жестяных работ возникает в пайке листового металла внакладку необходимость. Ставить листовые детали друг на друга наложением можно двумя способами, – облудив их предварительно, или применяя паяльную пасту, которая содержит флюс и припой. Перекрывающиеся зоны деталей в первом случае после механической зачистки и обезжиривания лудят предварительно. Затем прикладывают части соединения друг к другу обезжиренными поверхностями, зажимными устройствами фиксируются и с разны сторон прогреваются при помощи паяльника до температуры плавления припоя. Свидетельством удачной пайки выступает вытекание из зазора расплавившегося припоя. После подготовки деталей при втором способе контактная зона одной из деталей покрывается специальной паяльной пастой. Затем в нужном положении фиксируют детали, зажимами стягивают и, как в самом первом случае, прогревают с двух сторон шов паяльником. При приобретении паяльной пасты, необходимо обращать свое внимание на ее предназначение, так как многие паяльные пасты предназначены для пайки электроники и активных флюсов не содержат, которые позволяют сталь паять.
После подготовки деталей при втором способе контактная зона одной из деталей покрывается специальной паяльной пастой. Затем в нужном положении фиксируют детали, зажимами стягивают и, как в самом первом случае, прогревают с двух сторон шов паяльником. При приобретении паяльной пасты, необходимо обращать свое внимание на ее предназначение, так как многие паяльные пасты предназначены для пайки электроники и активных флюсов не содержат, которые позволяют сталь паять.
Пайкой называется физико-химический процесс образования соединения между деталями при взаимодействии припоя со спаиваемым металлом. В отличие от сварки, рабочие поверхности не оплавляются, а происходит их смачивание припоем.
Как выглядит простой паяльник
Непременным условием для осуществления процесса пайки является расплавление припоя и смачивание им поверхности рабочего инструмента. Со временем наконечник паяльника чернеет и перестаёт работать. Поэтому необходимо знать способ его восстановления – как правильно залудить жало паяльника. На фото ниже изображена окисленная поверхность инструмента и покрытая припоем.
На фото ниже изображена окисленная поверхность инструмента и покрытая припоем.
Поверхность жала паяльника: 1) окисленная поверхность инструмента; 2) покрытая припоем – луженая
В первом случае даже не стоит пытаться производить пайку, поскольку окислы препятствуют удержанию припоя на поверхности жала.
Паяльник будет готов к работе только тогда, когда его жало покроется слоем расплавленного материала с более низкой температурой плавления, чем соединяемые металлы.
Материалы для пайки
Для пайки применяется припой – материал, служащий для соединения металлических поверхностей и имеющий более низкую температуру плавления, чем у материалов соединяемых деталей.
Припой состоит из разных сплавов, куда могут входить олово, свинец, медь, никель и кадмий. Его изготавливают преимущественно в виде прутков и проволоки.
Пайка необходима для создания соединения, уменьшения переходного сопротивления электрического контакта и защиты соединения деталей от окисления.
Припой должен обладать свойством смачивания основы. При этом происходит его диффузия в основной металл, а тот растворяется в припое, образуя промежуточный слой, после застывания соединяющий детали как одно целое.
Для паяльников применяют мягкие припои с температурой плавления от 191 0 С до 280 0 С. Их основными компонентами являются олово и свинец в разных соотношениях.
С поверхности соединяемых металлов под пайку необходимо удалять оксиды. Для этого служат флюсы. Кроме того, они способствуют лучшему растеканию припоя и защищают поверхности от действия внешней среды.
Флюс применяется в твёрдом, жидком и пастообразном виде. Он может находиться внутри трубки из припоя.
В качестве флюса применяются:
- канифоль;
- ацетилсалициловая кислота;
- ортофосфорная кислота;
- соли;
- глицерин;
- нашатырь.
Распространённые флюсы для пайки в твёрдом, жидком и пастообразном виде
Флюсы должны обеспечивать низкий ток утечки и не обладать коррозионной активностью.
Принцип и процесс пайки
Пайка производится путём захвата припоя и флюса жалом паяльника, введения их между соединяемыми деталями и дальнейшего нагрева контактирующих поверхностей до их смачивания припоем, который впоследствии застывает, образуя соединение. Для этого следует прекратить нагрев.
Заточка паяльника
Жало паяльника перед работой затачивается напильником под углом в 30-40 0 . Край делают слегка притупленным, шириной 1 мм.
Если наконечник новый, заточка на нём уже есть. Здесь остаётся только обработать жало мелкозернистой шкуркой, напильником или надфилем, чтобы снять патину – зеленоватый окисел меди.
Магазинная заточка многих не устраивает, поскольку паять с ней не всегда возможно. Поэтому целесообразно вынуть медный наконечник из корпуса и отковать рабочую часть в виде вогнутой лопатки.
Подобная холодная обработка эффективней заточки, поскольку структура металла уплотняется, и жало меньше поддаётся коррозии. Небольшая шлифовка напильником на конечном этапе необходима, чтобы придать рабочей части паяльника законченный вид.
Как залудить жало?
После заточки жало следует облудить тонким слоем припоя. Для этого включается электрический паяльник, и медный стержень прогревается, пока не примет красновато-оранжевый оттенок.
Долго ждать не нужно, иначе стержень обгорит. После разогрева всё жало погружают в канифоль, а затем расплавляют кусочек припоя и покрывают им всю рабочую поверхность.
Если потереть жало о поверхность дерева, припой лучше покрывает рабочую зону паяльника.
Слой припоя на жале должен быть равномерным. Если поверхность покрылась частично, процесс повторяется. Как только паяльник будет готов к работе, его можно применять для пайки изделий.
Как залудить необгораемое жало?
Рабочая часть некоторых паяльников покрывается специальным защитным составом. Слой является достаточно тонким, и зачищать его нельзя. Для этого применяется специальная губка. Если её нет, подойдёт обычный кусок ткани, смоченный водой или глицерином. Можно использовать губку, предназначенную для мытья посуды.
Производятся специальные очистители жала в виде клубка из стружки цветного металла, в который погружается жало. При этом окислы остаются внутри. Их можно потом высыпать наружу.
Механические воздействия сокращают срок службы защитного слоя. При пайке не рекомендуется шаркать по плате или стучать по металлическим поверхностям.
Необгораемый слой окисляется достаточно быстро. Для повышения его срока службы рекомендуется поддерживать температуру пайки не выше 250 0 С.
Температура считается нормальной, когда от канифоли дым идёт тонкой струйкой, а не облаком с брызгами. При этом пайка получается с чёткими границами и характерным блеском. Если поверхность припоя получается матовой и с низкой механической прочностью, температуру нагрева следует увеличить.
Чтобы облудить жало паяльника с покрытием, надо в расплавленную канифоль положить кусок припоя. Паяльник разогревается и его концом нужно пошаркать по мокрой ткани, удалив со всех сторон окислы. Затем жало опускается в канифоль под кусок припоя. При этом снимаются остатки окислов, а припой плавится и частично остаётся на жале.
При этом снимаются остатки окислов, а припой плавится и частично остаётся на жале.
После лужения жало снова протирается тряпочкой и паяльник готов к работе. Важно его не перегреть выше 300 0 С, иначе всё придётся повторять сначала.
Перегрев виден по кипению и разбрызгиванию канифоли при опускании в неё жала паяльника.
Набор сменных необгораемых жал, применяемых на паяльной станции
Стандартное жало типа «игла» обладает низкой теплопроводностью, и паять им удобно только миниатюрные элементы. Выпаивать радиодетали с его помощью довольно сложно.
Более удобны жала типа «цилиндр со скосом». Для пайки в наборе целесообразно иметь 3 наконечника подобного вида, диаметром 1, 2 и 3 мм.
Ножевидное жало 5 мм обладает приличной мощностью и с его помощью можно паять как тонкие детали, так и массивные, если правильно разворачивать нож. Аналогично можно использовать классический клиновидный наконечник.
Перегрев паяльника
При отсутствии регулятора напряжения паяльник может разогреваться выше 300 0 С, что приводит к его обгоранию. Если не удаётся замерить температуру жала, перегрев можно заметить по кипению и брызгам канифоли.
Если не удаётся замерить температуру жала, перегрев можно заметить по кипению и брызгам канифоли.
Уменьшить температуру паяльника можно с помощью регулятора мощности – диммера. Здесь можно подобрать обычное устройство управления яркостью лампы накаливания. Важно, чтобы оно подходило по мощности.
Можно собрать тиристорный регулятор на микросхеме Кр1182ПМ2 своими руками, позволяющий управлять приборами, мощностью до 150 Вт.
Регулятор мощности на основе микросхемы, который можно собрать своими руками
В качестве нагрузки изображена лампа HL1. Вместо неё, можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1.
В диммерах предусмотрено плавное включение и отключение нагрузки. Для паяльника этого не требуется и можно обойтись более простым устройством.
Схема простого тиристорного регулятора
Положительный полупериод не управляется и проходит через диод VD1. Регулирование производится только через отрицательный полупериод путём управления тиристором VD2 с помощью переменного резистора R2. Для паяльника этого вполне достаточно.
Для паяльника этого вполне достаточно.
Миниатюрные устройства регулирования встраиваются в ручку паяльника. Лучшие способы поддерживания оптимальной температуры пайки применяются в паяльных станциях, где режим может быть ручным или автоматическим.
Распространённая паяльная станция «Weller»
Для домашней сети со стабильным напряжением питания вполне достаточно ручного управления нагревом, в зависимости от марки припоя.
Износ паяльника происходит неравномерно. При выгорании на поверхности жала появляются неровности. Время от времени его надо затачивать и лудить.
Медь при нагреве растворяется в припое, а длительный разогрев без использования приводит к образованию слоя окислов. Поэтому рекомендуется в паузы выключать паяльник или уменьшать его температуру.
Закрепление жала паяльника
Наличие съёмного жала позволяет его снять и заточить. Но во многих конструкциях требуется его дополнительная фиксация, так как стержень начинает болтаться и выпадать. У него предусмотрена металлическая втулка, которая надевается сверху. Если её постоянно снимать при замене жала, прочность соединения уменьшится. Можно втулку оставить на месте, но со временем её заклинит и вынуть жало будет сложно.
У него предусмотрена металлическая втулка, которая надевается сверху. Если её постоянно снимать при замене жала, прочность соединения уменьшится. Можно втулку оставить на месте, но со временем её заклинит и вынуть жало будет сложно.
Для создания надёжного соединения корпуса паяльника с жалом, втулку заменяют другой, чтобы она легко надевалась. Затем в ней сверлится отверстие и нарезается резьба М3 или М4. После того как втулка будет надета на жало, в неё вворачивается винт, создающий надёжное соединение и предотвращающий проворачивание жала. На рисунке ниже изображён паяльник в разобранном (а) и собранном виде (б), где в качестве втулки использована обычная гайка.
Как выглядит крепление сменного жала паяльника
Съёмное жало необходимо для паяльника ещё с целью регулирования его температуры. Если вставлять его в нагреватель на разную глубину, температура рабочей части будет изменяться.
Периодически требуется удаление окалины из соединения. Когда она накапливается, снижается рабочая температура паяльника. Очистку производят следующим образом:
Очистку производят следующим образом:
- вынуть медный стержень пассатижами из паяльника;
- наждачной шкуркой удалить окалину;
- нанести на стержень слой графита, потерев об него грифель карандаша;
- извлечь остатки окалины из отверстия нагревательного элемента, слегка постукивая по нему;
- установить новый или вернуть старый медный стержень и закрепить его с помощью втулки с винтом.
Периодически следует проверять изоляцию паяльника. Для этого омметр устанавливается на мегаомный предел (1-10 мОм) и замеряется сопротивление между жалом и штырьками вилки паяльника, которое должно быть бесконечно большим.
Уроки пайки. Видео
Основы пайки для начинающих собраны в этом видео.
Паяльник в процессе работы со временем выгорает. Его жало необходимо периодически затачивать и лудить. При наличии необгораемого покрытия рабочая поверхность очищается специальными химическими средствами, после чего также лудится. В процессе работы важно, чтобы паяльник не перегревался.
Мы уже Вам рассказывали о том, где немного остановились на таком этапе пайки, как лужении оголенных медных жил. Сейчас мы более подробно расскажем, зачем лудить провода и как это правильно сделать без наличия опыта в работе с паяльником. Инструкция будет предоставлена следующим образом – сначала поговорим о том, для чего нужно лужение, после чего поговорим обо всех нюансах этого процесса.
Почему это так важно?
Дело в том, что на воздухе медь может окисляться, что часто приводит к ухудшению контакта между проводами. В дальнейшем плохой контакт начинает нагреваться и как следствие – может произойти возгорание электропроводки. Чтобы этого не происходило и было долговечным, надежным и безопасным, необходимо лудить зачищенные концы жил с помощью свинцово-оловянного припоя.
Помимо этого лужение используют во время пайки, к примеру, при к блоку питания. Если жилы LED-ленты не облудить, место пайки будет ненадежным и не исключено, что со временем проводки отвалятся.
Пошаговая инструкция
Итак, чтобы Вам было понятно, как правильно лудить провода, предоставляем пошаговую инструкцию в картинках:
Вот таким способом Вы сможете качественно и быстро лудить провода в домашних условиях. Обращаем Ваше внимание на то, что лужение тонких проводов от наушников (либо микрофона) нужно выполнять немного по-другому. Так как проводки эмалированные (вскрыты лаком), сначала Вы должны аккуратно счистить эмаль острым ножом. После этого уже необходимо выполнить лужение паяльником.
Видео уроки по теме:
Вы можете лудить провода и без канифоли – используя специальную паяльную кислоту. В этом случае сначала нужно обработать рабочие поверхности (жало и кончик проводка) кисточкой, смоченной в кислоту, после чего уже наносить припой. И тот и другой способ можно использовать, не опасаясь за качество будущего соединения. Что касается толстого провода, облудить его проще, чем очень тонкого. Немного сноровки и еще меньше времени на это потребуется, главное – не забудьте зачистить поверхность жилы ножом..JPG)
Вот по такой простой технологии можно самому выполнить лужение паяльником. Надеемся, что теперь Вы знаете, как лудить провода и для чего это нужно. Если какой-то момент был Вам не понятен, рекомендуем просмотреть наглядную видео инструкцию либо задать вопрос в комментариях!
Обязательно прочтите:
Надоело постоянно точить жало паяльника (уж очень быстро теряет форму из-за растворения меди в припое), а вечным жалом паять не умею, не хочу и не буду (были попытки – не понравилось). | | |
А если попробовать снизить температуру жала до прелела, но чтоб паять еще удобно было. Я, при переходе на паяльник с термостабилизацией, заметил, что жало стало дольше сохранять форму… | | |
Мне тут принесли ПОСК-45 с добавкой кадмия. Легкоплавкий. Вопрос – насколько он вреден при пайке без вентиляции? В принципе я уже отказался от него, но может зря? | | |
По поводу медного жала – есть много хитростей как его срок службы увеличить. ПОС61М не пробовал, работаю чаще с Sn96Ag4 😉 | | |
MNK: выкрутили из паяльника | | |
Уже месяцев пять пользуюсь “вечным жалом” | | |
Я считаю, что главным недостатком обычных жал – это образование раковин с острыми «наклепанными» краями, которые сильно портят монтаж. | | |
Пробовал “металлокерамическое” за 100р. | | |
Алюминием можно покрыть почти любой металл методом плакирования. Это что-то из серии молекулярной сварки. То есть на железное жало надевается тонкая трубка из алюминия и волочится через фильеру. Пластичный алюминий на молекулярном уровне внедряется в поверхностный слой железа, а фильера оставляет его совсем тонкий слой и обжимает. Типа натирания, но технологичнее. Основное требование-высокое качество поверхности и “свежее” её состояние. | | |
Красиво сказано! | | |


 Действительно, внутри медь. Рабочая часть покрыта чем-то (видимо железом) и облужена. Толщина этого “чего-то” излишне велика и создает проблемы тепловому контакту. Жало будет жить вечно у меня, поскольку я им не пользуюсь
Действительно, внутри медь. Рабочая часть покрыта чем-то (видимо железом) и облужена. Толщина этого “чего-то” излишне велика и создает проблемы тепловому контакту. Жало будет жить вечно у меня, поскольку я им не пользуюсь 
медные, физика процесса и необходимые материалы
Пайка проводов паяльником — одно из самых простых и надёжных технологических решений. При наличии умений оно позволяет решать задачи электротехнического характера и получать работающие приборы/инфраструктуру.
Дым — обычная вещь при пайке
Физика процесса пайки
Этот процесс используется для соединения металлов. Происходит в условиях повышенной температуры, достаточной для расплавления используемых расходных материалов, которые заполняют зазоры между сцепливаемыми поверхностями и обеспечивают их скрепление вследствие кристаллизации нанесённого шва.
Знание физических свойств пайки обеспечивает широкое использование в различных сферах. Она используется при изготовлении электроприборов, узлов техники, в энергетики и ряде других сфер.
Достоинства и недостатки спаивания проводов
Использование этого технологического подхода обладает следующими преимуществами:
- Качественное исполнение обеспечивает надёжность и долговечность готового изделия.
- Низкий уровень переходного сопротивления в точке крепления. В этом она существенно превышает все контактные варианты.
- Минимальные затраты на осуществление монтажа. Основное используемое оборудование — это паяльник. Стоит он недорого, а расходные материалы — ещё меньше.
- Универсальность использования. Пайка подходит для работы с проводами, у которых даже разное количество жил и параметры сечения. Всё это позволяет успешно решать даже нестандартные задачи.
- Нетребовательность к обслуживанию.
- Долгая служба и высокий уровень безопасности (при соблюдении правил обращения).

Для полной картины следует знать и о недостатках:
- Невысокий уровень технологичности. Перед работой всегда следует выполнять подготовительные операции.
- Высокая трудоёмкость. Из-за этого пайка не используется в промышленных масштабах.
- Относительно высокие требования к уровню знаний, навыков и умений исполнителя.
- Необходимость подбирать паяльник под условия выполняемых задач (главный параметр — мощность).
- Для работы годятся исключительно нейтральные флюсы.
Оборудование для пайки
Рабочий процесс должен осуществляться с использованием всех необходимых инструментов и расходников.
Паяльник электрический
То, без чего невозможна никакая пайка. Представляет собой инструмент, делимый на ручку, стержень и систему питания. Будучи подключенным к сети электропитания, нагревается до температуры, достаточной для использования расходников.
Припой оловянно-свинцовый
Один из самых популярных расходников. Ценится за способность создавать образования, обладающие эвтектическими свойствами. Обладает рядом ценных особенностей, из-за которых широко и используется.
Важно! Низкая температура работы, удобность нанесения, прочность создаваемого крепления — это далеко не полный перечень достоинств.
Хотя есть внушительный перечень более современных средств, вроде кислоты для пайки, этот припой, сделанный на основе олова и свинца, всё ещё остаётся крайне популярным. Он идеально подходит для плат, дешев и позволяет качественно спаять практически всё, что угодно.
Флюс для медных проводов
Припой и металлы должны взаимодействовать между собой для получения качественного взаимодействия. Но естественные химические процессы часто этому препятствуют.
Для очистки проводов от возникающей оксидной плёнки и используется флюс. Дополнительно, он обеспечивает защиту от процессов окисления.
Паяльные пасты
Так называют пастоподобные однородные смеси, сделанные сразу из двух компонентов — припоя и флюса. Сделано это для совершенствования технологических процессов и получения более высокого качества работы вместе с ускорением совершаемых действий.
Подставка для горячего паяльника
Подставки на любой вкус — от самодельных до покупныхПоскольку паяльник для работы должен нагреться (потом ещё и остыть), а держать его всё время в руках не вариант, необходима теплоустойчивая подставка. В процессе подготовки или при перерыве она сильно выручает, освобождая руки и обеспечивая пожарную безопасность.
Оплетка для удаления лишнего припоя
Это средство для удаления излишков, нанесённых в процессе работы. Полное его название — плетенная из мёдных проводов лента. Она позволяет делать изделия более привлекательными внешне и экономнее тратить расходники.
Выбор паяльника
Чтобы не переплачивать, а вместе с тем и подобрать идеально подходящее оборудование, следует четко знать и понимать, что необходимо для достижения поставленных целей. Их формулирование позволяет дать ответы сразу на большое количество вопросов.
Их формулирование позволяет дать ответы сразу на большое количество вопросов.
Мощность нагревателя
Новички часто ошибочно полагают, что чем мощнее инструмент, тем лучше. Это не соответствует действительности. Параметры мощности напрямую зависят от целевого предназначения.
Для справки! Для пайки схем подойдут паяльники мощностью в 25-30 Вт, тогда как для работы с трубами используют инструменты на 1-2 кВт.
Уход за жалом паяльника
Насколько легко работать с инструментом, чистить его после работы, можно ли провести замену или изменить положение, заточить его или сместить — все вопросы ухода следует продумывать. Есть статичные инструменты, а есть и более гибкие паяльники, позволяющие проделывать всё описанное.
Выбор температуры пайки
Ещё один параметр, влияющий на выбор — количество выделяемого тепла. Измеряется в достигаемой температуре.
Следует подбирать паяльник исходя из задач, для которых он покупается. Ведь этот параметр будет неизменным у самого инструмента. Его можно подкорректировать за счёт использования специальных расходников, но это влияет на конечную стоимость работы.
Ведь этот параметр будет неизменным у самого инструмента. Его можно подкорректировать за счёт использования специальных расходников, но это влияет на конечную стоимость работы.
Подготовка к работе
Насколько легко начинать трудиться — это момент, который часто недооценивается. Оптимально, если достаточно просто достать, подключить к электропитанию и положить нагреваться на подставку. Но даже в этом случае различается время, затрачиваемое на достижение требуемой температуры и влияющее на длительность подготовки к работе.
Заточка жала
В процессе эксплуатации жало понемногу приходит в негодность. Проявляются зазубрины, уменьшается размер. Длительное химическое воздействие пускай и незаметно, но буквально разъедает его.
При сильном износе выполняется замена, в остальных случаях достаточно простой заточки. Насколько это легко сделать — важно, хотя часто и недооценивается.
Лужение паяльника
Перед началом основной работы полезно начинать с малых нагрузок.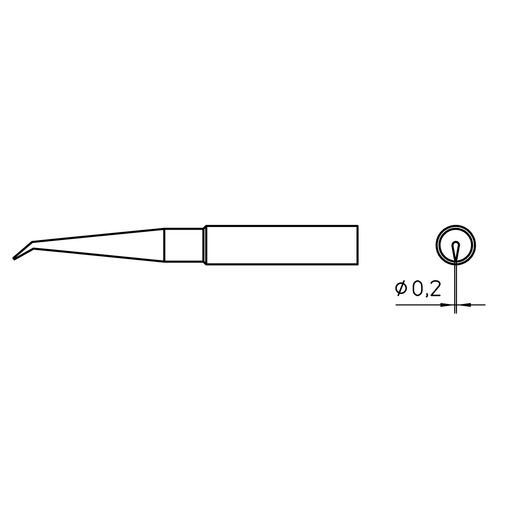 Для этого жало покрывается тонким слоем припоя, подготавливая его к последующему влиянию химических компонентов. Это делается при разогреве инструмента и позволяет увеличить срок его эксплуатации. Название для этих действий — лудить жало.
Для этого жало покрывается тонким слоем припоя, подготавливая его к последующему влиянию химических компонентов. Это делается при разогреве инструмента и позволяет увеличить срок его эксплуатации. Название для этих действий — лудить жало.
Подготовка проводов к спаиванию
Хорошая подготовка — половина успехаПрежде чем паять, провода должны соответствующим образом быть обработаны. Для этого достаточно соблюдать последовательность:
- В местах соединения жил проводов срезается изоляционный слой на 2-5 сантиметра.
- Оголённые участки зачищаются от оксидной плёнки.
- Осуществляется лужение, например, посредством канифольной смолы.
- Провода соединяются посредством скрутки.
Теперь можно непосредственно паять.
Процесс пайки электропаяльником
А теперь непосредственно к вопросу, как паять провода паяльником. Последовательность действий для этого процесса следующая:
- Поверхность скрутки покрывается флюсом.
- Берётся кончиком жала немного припоя. Когда он расплавится до жидкого состояния, то его следует нанести на место скрутки.
- Дать застыть и всё — готово!
 Когда он расплавится до жидкого состояния, то его следует нанести на место скрутки.
Когда он расплавится до жидкого состояния, то его следует нанести на место скрутки.Это простая пошаговая инструкция по тому, как правильно припаивать. Но за этим небольшим списком скрывается существенная подготовительная работа. Она важна, даже если планируется использование только в домашних условиях.
Отличия технологии при использовании флюса
В зависимости от техпроцесса могут вноситься небольшие изменения. Например, для некоторых составов не нужно снимать изоляцию, они с нею отлично справляются. Спаивать можно и так, сложного ничего нет. Но в таком случае приходится протирать место спайки спиртом для утилизации химически агрессивных веществ. Или может наноситься дополнительный раствор на очищенные провода перед их пайкой.
Особенности пайки многожильных проводов
Отличия в нюансах:
- провода перед лужением следует раскрутить для удобного окунания в канифоль;
- каждую жилу следует покрывать тонким слоем припоя;
- как остынут, все они скручиваются в один провод и изолируются.

В остальном, чтобы припаять, необходимо придерживаться стандартного порядка действий.
Провода в изоляции
Изоляция — требование техники безопасностиДля удаления защитного покрытия можно использовать кусачки, нож или сам паяльник (но это для опытных людей и сопровождается вредными испарениями). В последнем случае достаточно просто проплавить изоляцию по кругу и стянуть её вручную с жилы. В других случаях приходится следить, чтобы не повредить сердцевину провода.
Важно! Вариант с паяльником хорош, если приходится иметь дело с полипропиленом. Ведь есть и термостойкая изоляция, с которой подобное обращение не получается.
Эмалированные провода
Вводят в заблуждение своёй «чистотой». На самом деле они имеют покрытие из бесцветной эмали. Удаляется оно так же, как и оксидная плёнка.
Кабеля из нескольких изолированных проводов
Пайке предшествует разделение жил. Их обработка осуществляется по отдельности.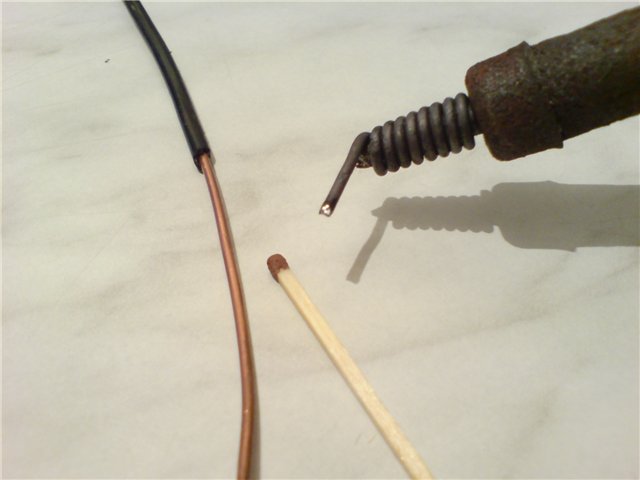
Можно ли паять медный провод с алюминиевым
Напрямую алюминий соединять с химически активными металлами запрещено. А медь как раз принадлежит к их числу. Поэтому, их не соединяют напрямую и не паяют. Хотя есть вариант с промежуточным болтом.
Возможные проблемы при пайке
Частые ошибки, которых следует избегать:
- Работа под напряжением. Вся электроника должна быть отключена от электропитания. Высокая температура влияет на физические процессы в элементах, что приводит к их выходу из строя.
- Высокий уровень загрязнения. Нужно чистить жало и места обработки, прежде чем начинать и обеспечивать продвижение процесса.
- Механические повреждения паяльника. Из-за них может не достигаться требуемая температура для эффективной работы.
- Использование уже непригодных расходников. Повторное использование одного и того же материала ведёт к понижению качества получаемого результата.
Запаять элементы и схемы качественно новичкам сложно, даже если используются самые лучшие инструменты. Достичь вершин мастерства выйдет только после приобретения солидного опыта. И хотя первые попытки будут весьма скромными, в последующем можно рассчитывать и на успешное выполнение более сложных задач, таких как ремонт автопроводки.
Достичь вершин мастерства выйдет только после приобретения солидного опыта. И хотя первые попытки будут весьма скромными, в последующем можно рассчитывать и на успешное выполнение более сложных задач, таких как ремонт автопроводки.
Сменные жала для паяльника TS100
Небольшой обзор сменных жал для паяльника TS100.Программируемый паяльник TS100 — практически идеальное сочетание удобства, мобильности и мощности.
Конечно паяльник TS100 не сравнится с стационарной паяльной станцией за $100500, но тем не менее не раз выручал меня при мелком ремонте, а также в отдалении от рабочего места (и даже при отсутствии розеток).
В плане удобства он на голову выше газовых паяльников.
А сменные жала позволяют расширить возможности его применения, да и можно лишний раз побаловать себя и паяльник дополнительными аксессуарами.

Приветствую всех и поздравляю с праздниками!))))
Небольшой обзор на сменные жала для паяльника.
Для программируемого паяльника TS100 предусмотрены следующие типы насадок:
TS-B2, TS-BC2, TS-I, TS-К, TS-D24, TS-KU, TS-C4.
В обзоре речь пойдет в основном про жала TS-I, TS-К, так как комплектное у меня было TS-D24.
Ссылки на жала:
Replacement Solder Tip — TS-I («иголка»)
Replacement Solder Tip — TS-K (широкое)
Replacement Solder Tip — TS-D24 (для меня штатное, заточка с двух сторон)
Replacement Solder Tip — TS-BC2 (заточка с одной стороны).
Есть еще Replacement Solder Tip — TS-С4 (более толстое, пятно контакта круглое, угол заточки 45°).
Паяльник Handhold Electronic Tool for TS100 Digital Soldering Iron. Брал по акциям, что-то около $35.
Маленький, легкий, удобный, мощный (65Вт для такого размера — это очень хорошо!), просто запрограммировать под себя. Питается от любого источника от 12В до 24В. Из минусов — только специальные фирменные жала, которые подходят именно для TS100.
На рисунке представлено сравнение и маркировка жал для TS100
И небольшое описание для некоторых (в части длины и заточки рабочей части)
Характеристики у всех примерно одинаковые:
Brand: NiN
Type: Soldering Iron Tip
Model: TS-I / TS-BC2 / TS-К / TS-D24.
Material: Metal, Plastic, Ceramic.
Special function: Welding.
Power dissipation: up to 65W.
Product weight: 0.010 кг
Package weight: 0.041 кг
Product size (L x W x H): 10.38 x 1.20 x 10.38 см
Package size (L x W x H): 13.50 x 6.00 x 2.30 см
Package Contents: 1 x Replacement Solder Tip
Конструкция жала примерно одинаковая у всех. Присутствует фланец с круговыми контактами для подключения в паяльнике, а также заостренный кончик для пайки. Форма и заточка кончика отличаются в зависимости от типа жала.
На фирменных жалах также присутствует логотип NiN
Теперь чуть подробнее про жала по очереди.
Тонкое жало типа TS-I. Представляет собой практически иголку.
Представляет собой практически иголку.
Площадь на конце жала меньше 1 мм (на рисунке указано R0.2).
Очень удобно для мелких и точных работ. Отлично подходит для монтажа/демонтажа мелких SMD компонентов.
Не менее удобное жало TS-B2, но чуть более «толстое». Тоже в виде иголки для точных работ.
Далее простое универсальное жало TS-D24. У меня было штатное с паяльником TS100. Имеет чуть больший контакт, чем у предыдущего, и по сути является универсальным для большинства работ — тут и провода можно паять, и SMD, и выпаивать какие то детали покрупнее.
Далее, широкое жало TS-K.
Угол острия 45°, ширина заточки около 5 мм, что обеспечивает хороший тепловой контакт на большой площади. Подходит для демонтажа элементов, опайки больших компонентов. Лучше использовать для TS100 питание около 24В, так как на 12В будет обеспечена меньшая мощность, и соответственно эффективность такого жала будет ниже.
Похожее жало жало TS-KU. Чуть поменьше, чем предыдущее, но также подходит для работ с большой площадью
Есть еще универсальные жала типа TS-BC2 . Также имеют заточку под 45°, но площадь значительно меньше (есть сходство с TS-D24). Заточка односторонняя. Также подходит практически для любого применения.
Также имеют заточку под 45°, но площадь значительно меньше (есть сходство с TS-D24). Заточка односторонняя. Также подходит практически для любого применения.
Также универсальное жало TS-С4. Жало более толстое, пятно контакта круглое, угол заточки 45°
Если у вас еще нет подобного паяльника, или колеблетесь при покупке, добавляю небольшой видеообзор паяльника TS100 (из описания лота)
Теперь с общей информацией пока все, добавляю фотографии и описание полученных сменных жал.
Посылка — один смех, полупустой пакет. Я даже подумал, что выпало по пути.
Масса 2х упаковок (двух жал) около 60 грамм.
По отдельности, первое жало TS-I
Второе жало TS-К
Упакованы в фирменные блистеры с логотипом NiN
Размер упаковки небольшой, около 13 см х 5 см
На обороте присутствует штрихкод с маркировкой конкретного жала, а также таблица с перечнем всех вариантов (упаковка универсальная)
TS-I
TS-К
Распакованные жала
Есть еще пара жал в таблице, которые я еще не держал в руках: TS-KU и TS-C4. Последнее также похоже на универсальное, а TS-KU — по размерам промежуточные вариант между TS-К и универсальными с углом заточки 45°
Последнее также похоже на универсальное, а TS-KU — по размерам промежуточные вариант между TS-К и универсальными с углом заточки 45°
А с указанными все просто. Достаточно небольшие жала, на вид изготовлены качественно. На фотографии TS-I
На корпусе присутствует логотип NiN и маркировка TS-I
Внешний вид кончика жала. Ну иголка))))
Контактные кольца
Ну и длина почти у всех жал одинаковая, около 10 см.
А вот кончик жала TS-К напоминает «топорик»
Заточка 45°
Маркировка TS-К, NiN и кольцевые контакты
Длина на сантиметр чуть больше предыдущего, в основном за счет более массивной рабочей части
Сравнение TS-D24 vs TS-К
И все три вместе
Подобный комплект обеспечивает большинство проводимых работ: точные работы («иголка»), демонтаж («топорик») и универсальные работы
Для того, чтобы установить жало в паяльник (заменить), нужно найти отвертку TORX 1. 5 (у меня за время использования комплектный ключ потерялся).
5 (у меня за время использования комплектный ключ потерялся).
Откручиваем винт-фиксатор
И легким движением руки извлекаем жало из корпуса.
Паяльник с демонтированным жалом
Внутри видно контакты
Приводу схематично внутренности паяльника TS100, для понимания конструкции
Установленные жала удобно использовать)))))
Еще фотография установленной «иголки»
Привожу несколько фотографий возможного использования для иллюстрации назначения жал.
Жало TS-I, как я уже говорил, удобно использовать для мелких и точных работ.
Размер жала позволяет комфортно пропаивать/прогревать отдельные выводы элементов.
Жало TS-K подходит для работ с бОльшей площадью, в основном из-за формы и заточки рабочей части.
Еще раз отмечу необходимость питания паяльника от источников на 24В, так как на 12В пропаивать подобные контакты одно мучение.
Жала под микроскопом
Интересно посмотреть рабочую часть жал при увеличении.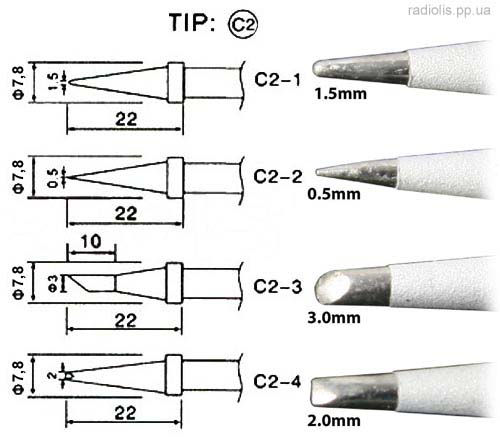
Контактные кольца
Жало TS-K
Жало TS-D24
Жало TS-I
Привожу дополнительно достаточно интересную информацию о конструкции самих жал.
Вскрытие жала TS-B2
Дополнительное видео про TS100 и работу от батарейки
Собственно говоря, у меня все.
Использую паяльник TS100 не очень часто, скорее как резервный/выездной (дома есть паяльная станция Bacon, она чуть удобнее, но стационарная).
Иногда бывают такие моменты, что готов отдать любые деньги за портативную паяльную станцию. И тут очень выручает TS100. Особенно с учетом неприхотливого питания (и 12В, и 24В) и можности 65Вт.
В плане конкретного выбора жал могу сказать, что до этого момента пользовался только TS-D24, и уже порядком надоело это универсальное кунг-фу, когда одним жалом приходится выполнять и точные работы, и достаточно мощные. Это то и было стимулом к покупке.
Это то и было стимулом к покупке.
В плане удобства – TS-B2 чуть более удобное, чем TS-I. Хотя для точных работ именно TS-I удобнее.
В плане универсальности удобны как TS-BС2, так и TS-D24. Тут дело привычки.
А вот для мощных работ можно взять как TS-K, так и TS-KU, но можно обратить внимание и на TS-С4.
Весь комплект вряд ли имеет смысл приобретать, а вот взять «на ход ноги» пару-тройку сменных — вполне можно.
Дополнительная информация – пруф покупки
Брал давно, еще в начале ноябряСпасибо за внимание!
Как научиться паять паяльником — мастер-класс: tvin270584 — LiveJournal
Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мастер сантехник поделится с читателями азами паяльного дела и базовыми навыками работы.
Как работает паяльник
Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- Для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- Для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- Заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
Подготовка к процессу пайки
Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
- Подставкой , на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала;
- Штативом, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
В набор необходимых инструментов входит:
- Напильники;
- Круглогубцы;
- Кусачки;
- Пассатижи;
- Пинцеты;
- Наждачная бумага;
- Нож.
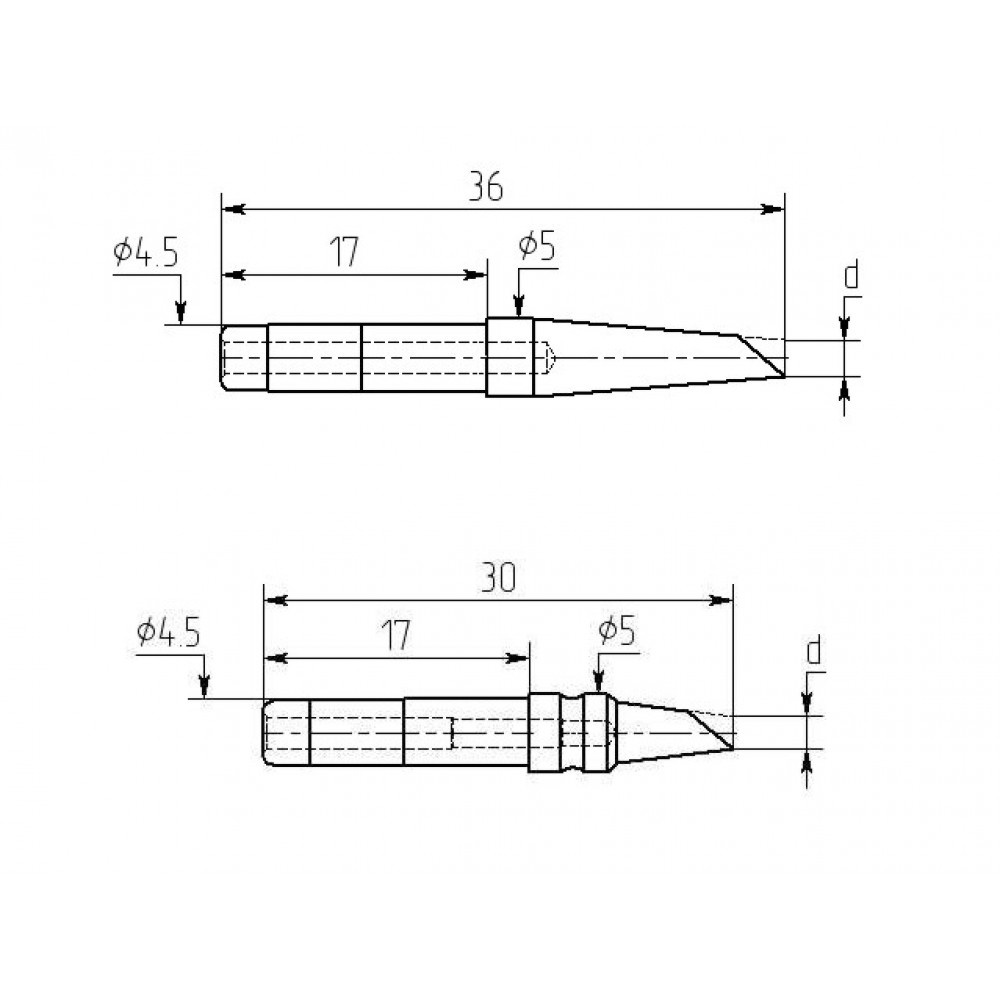
Подготовка паяльника
Перед работой с паяльником, его жалу придают определенную форму. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Жало рабочего инструмента должно быть равномерно покрыто припоем. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под подготовленный для пайки материал:
- Для соединения проводов и микросхем применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь;
- Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости;
- Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли;
- Для нержавейки используется ортофосфорная кислота;
- Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка;
- Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки
Для электротехнических паек и радиомонтажных работ применяются легкоплавкие оловянно-свинцовые сплавы. Наиболее популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.
С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Как правильно паять паяльником
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов:
Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов:
- При подаче припоя на детали с паяльника, на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку;
- При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника;
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества;
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
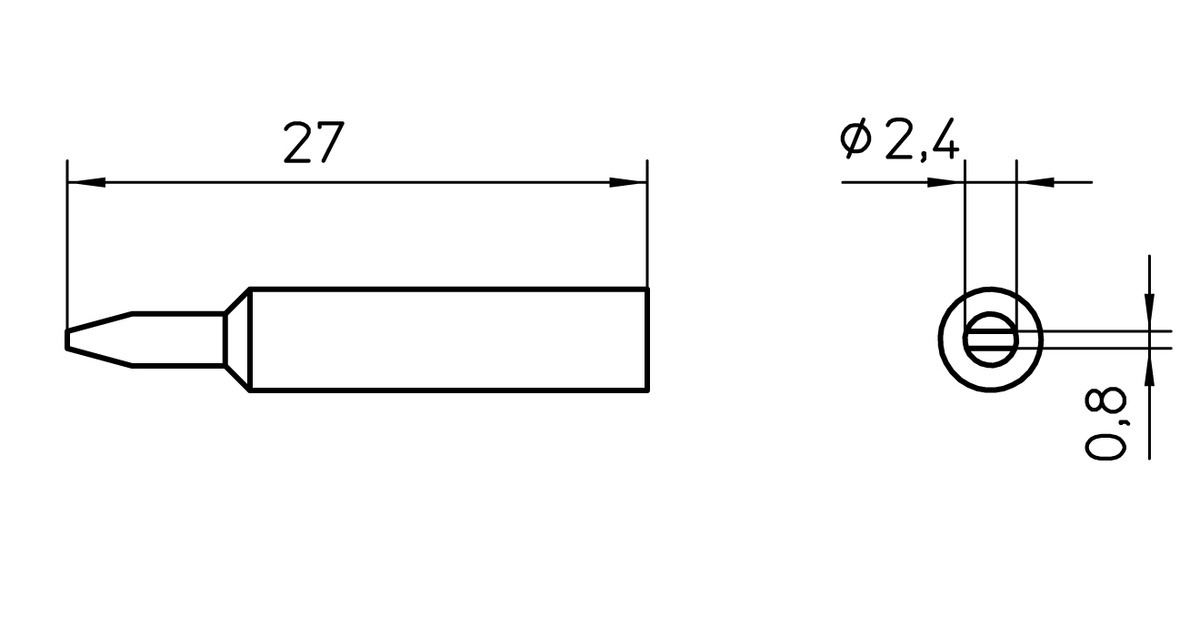 Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника;
Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника;Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- Провод опускается в ванночку с канифолью;
- Капля припоя с помощью паяльника распределяется по медным жилам;
- Чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- Залуженный конец провода окунается в разогретый припой, излишки которого удаляются.

Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой.
Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.
Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
Видео
В сюжете – Как паять паяльником, обучение
В сюжете – Вы узнаете о типах и уходе за разными типами паяльников, как залудить жало паяльника и как очистить его от следов припоя, канифоли и оксидов, как заточить жало паяльника и что с ним делать дальше
В сюжете – 10 Советов для новичка
В продолжение темы посмотрите также наш обзор Как надежно соединить провода без использования пайки
Источник
https://santekhnik-moskva. blogspot.com/2020/08/Kak-payat-payalnikom.html
blogspot.com/2020/08/Kak-payat-payalnikom.html
Восстановление мертвого не луженого паяльного жала
Я видел несколько сообщений по этой определенной теме, но, используя все эти сообщения подтвердил ответ , результаты никогда не были значительными, долгосрочными или даже отдаленно приносящими результаты.
У меня есть паяльник Wellers средней мощности, и я использую его в основном для ДСП. Теперь, прежде чем вы скажете мне, что я должен научиться паять, прежде чем делать чипы, я лучше изучу что-нибудь вроде производства электроники, одновременно изучая пайку.С учетом всего этого, ниже представлен весь комплект для пайки. Да, я использую алюминий, но алюминий отлично подходит для мелкомасштабных микросхем.
Набор для пайки
Как видите, наконечник, который я использую для пайки таких вещей, как конденсаторы, переключатели и резисторы, очень мал. Пайка, которую я здесь использую (если это важно), представляет собой «припой для сердечника из тонкой элетрической канифоли».
Настоящий виновник – жала паяльника.Единственная причина, по которой я не понимаю, как их исправить, заключается в том, что я хочу сказать, что черный материал, который вы видите на кончике конуса, – это нагар. Я также слышал, что металл, используемый в жалах паяльников, склонен к окислению. Теперь смущало то, что этот утюг у меня был всего неделю. В то время как у моего отца НИКОГДА не залуживал его паяльник, и спустя почти десять лет он все еще работает, как если бы он был совершенно новым.
Сначала я подумал, что мне просто нужно просто взять шлифовальный блок и отшлифовать странную деформацию, созданную моим утюгом, но это не сработало.Я попробовал залудить утюг, но флюс не прилипал. Итак, я расплавил лужу паяльного флюса, думая, что это заставит ее прилипнуть, и погрузил свой паяльник в ванну с расплавленным флюсом, но безрезультатно. В конце концов, я несколько раз попытался стереть его, повторно нанеся на него флюс, и все получилось так, как сейчас. Что еще хуже, теперь, когда я прикладываю паяльный стержень к кончику паяльника, он его даже не плавит.
Что еще хуже, теперь, когда я прикладываю паяльный стержень к кончику паяльника, он его даже не плавит.
Под вопросом жалюзи
Я могу вернуть его, но он имеет для меня сентиментальную ценность, особенно потому, что это было первое, чем я паял, и за которое, на мой взгляд, стоит держаться, поэтому я лучше постараюсь сохранить ядра и выучить что-то из этого, чем вернуть его и ничему не научиться.
Как сделать паяльник
Если вы сломали паяльник и вам нужно быстрое решение, эта статья поможет, как сделать паяльник из хозяйственных материалов. Паяльник в основном используется для пайки, то есть подачи тепла для расплавления припоя, так что он течет в соединение между двумя деталями. Вы должны изучить различные типы паяльников и принципы их работы, прежде чем пытаться их сделать.
Есть три разных типа паяльников, и они используются для разных целей в зависимости от типа проекта. Вот 3 различных типа паяльников:
- Обычный паяльник: этот паяльник состоит из медной насадки, приклепанной к стали, которая затем вставляется в деревянную / пластиковую ручку для изоляции. Перед началом пайки биту немного нагревают, а затем подпиливают, чтобы удалить слой оксида. Затем паяльник погружается во флюс, а затем на жало наносится припой.
- Электрический паяльник: Этот паяльник идеально подходит для повторяющихся работ, когда другие формы нагрева недоступны / нежелательны.Эти паяльные пистолеты доступны с различными размерами и сменными насадками, которые имеют различные формы и размеры.
- Термический паяльник из алюминия: – это особый тип паяльника, который используется в чрезвычайных ситуациях, особенно когда другие источники тепла недоступны.
 Перед началом пайки биту немного нагревают, а затем подпиливают, чтобы удалить слой оксида. Затем паяльник погружается во флюс, а затем на жало наносится припой.
Перед началом пайки биту немного нагревают, а затем подпиливают, чтобы удалить слой оксида. Затем паяльник погружается во флюс, а затем на жало наносится припой.Как сделать паяльник
Необходимые материалы или оборудование
- Электрические провода
- Гибкий кусок металла
- Термостойкая клейкая лента
- Клейкая лента
- Карандаш
- Ручка
- Блок питания (PSU)
- ПЛОСКОГУБЦЫ
- Универсальный нож
- Пара ножниц
- Сварочные очки
- Напильник или наждачная бумага
- Паяльный флюс
Осторожно
Вот меры безопасности и советы, которым вы должны следовать:
- Используйте паяльник осторожно, потому что он может нагреться до 400 ° C и обжечь вас или вызвать пожар.
- Всегда отключайте паяльник, когда он не используется
- Когда паяльник находится на линии питания, вы не должны прикасаться к его наконечнику, потому что он может вызвать ожог или поражение электрическим током
- Когда паяльник не используется, верните его поставьте его на подставку для безопасности
- Не кладите паяльник на стол, чтобы избежать повреждений
- Всегда работайте в хорошо проветриваемом помещении
- Избегайте вдыхания воздуха при работе с паяльником, чтобы избежать возможных побочных эффектов
- Мойте руки после использования паяльника, поскольку он содержит ядовитый свинец.

Этапы инструкции
- Заточите карандаш кухонным ножом. Вы должны быть осторожны, потому что графит (от карандаша) не должен расколоться. Поэтому точите карандаш, так как вы планируете использовать его в будущем, с особой осторожностью.
- Теперь, когда у нас есть графит, следующая часть должна искать способ удержать его. Можно использовать толстую проволоку или пластину. Единственные свойства, на которые следует обратить внимание, – это гибкость и наличие конца, который можно обернуть в электрический провод.
- Чтобы удерживать наконечник, вы можете использовать ручку, потому что она может действовать как изолятор. Однако важно понимать, что некоторые пластмассы могут выделять ядовитые газы при горении.
- Чтобы ручка удерживала кончик, удалите внутренние детали, например хрящ и пружину, а затем снимите колпачок. В зависимости от типа ручки, которую вы используете, вам, возможно, придется разобрать, разрезать или сломать ее, чтобы она соответствовала цели.
- Вам нужно учитывать и графит, и тип ручки, чтобы определить, насколько хорошо вы подходите к ним.При необходимости вы можете использовать напильник, чтобы вырезать ручку любой формы. Когда закончите, пропустите электрический провод через ручку, а затем оберните кусок металла, чтобы убедиться, что они не разъединятся.
- Наконец, вам просто нужно вставить кусок металла в ручку, чтобы получить держатель для наконечника. Если у вас есть термостойкая лента, желательно обмотать кончик лентой. Однако, если у вас нет термостойкой ленты, наконечник все равно может работать, так что не беспокойтесь.
- Осталось только подключить наконечник к БП.Вам просто нужно знать все провода (где большинство блоков питания объясняют цветные провода). Во-вторых, вам нужно знать GND, потому что вам нужно подключить один из проводов.
- Короче говоря, подключите провод, прикрепленный к ручке, к одной из выбранных вами направляющих, а затем подключите другой провод к земле. Чтобы они оставались прочно соединенными, оберните их обычной лентой.
- После всего этого все готово. Чтобы нагреть наконечник, вам просто нужно коснуться графита свободным проводом, подключенным к GND.
 Можно использовать толстую проволоку или пластину. Единственные свойства, на которые следует обратить внимание, – это гибкость и наличие конца, который можно обернуть в электрический провод.
Можно использовать толстую проволоку или пластину. Единственные свойства, на которые следует обратить внимание, – это гибкость и наличие конца, который можно обернуть в электрический провод. Если у вас есть термостойкая лента, желательно обмотать кончик лентой. Однако, если у вас нет термостойкой ленты, наконечник все равно может работать, так что не беспокойтесь.
Если у вас есть термостойкая лента, желательно обмотать кончик лентой. Однако, если у вас нет термостойкой ленты, наконечник все равно может работать, так что не беспокойтесь. youtube.com/embed/UrJLdPShVXA?rel=0&modestbranding=1&controls=1&showinfo=1&fs=1&wmode=transparent&start=undefined” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/UrJLdPShVXA?rel=0&modestbranding=1&controls=1&showinfo=1&fs=1&wmode=transparent&start=undefined” frameborder=”0″ allowfullscreen=””/> Вы можете посетить еще одну статью о паяльных изделиях.
подготовка и уход за паяльником
→ →(C) Игорь Майоров, 1996 (R) Сергей Романов и Федий Савин, 1997 ──────────────────────────── Возьмите в руки простой паяльник. Для начала подготовим его к работе: Жало (жало паяльника) должно быть серебряным. Если это не так, то берем файл или файл и тщательно его очищаем.Затем берем напильник и прикрепляем жало к форме либо «лезвия», если нужно припаять два провода, либо «иглы» или «конуса», например, для работы с платой. (см. рис.) Теперь включаем паяльник в сеть, ждем, пока он нагреется, и последовательно касаемся жала (окунув жало) сначала на канифоль, а затем на банку, чтобы банка равномерно покрыла его. После этого протрите жало куском ткани. Все. Паяльник готов к работе.
 Следующим шагом будет правильная пайка.Обычно у новичков после первой пайки достают что-то, скрепленное КУСОКОМ олова. Не бойтесь получить такой же результат. Навык приходит с опытом … Для начала попробуем спаять между ними две «одножильные» проводки, которых оптом в любом доме. Для хорошей пайки провода сначала засчитают где-то 5 мм в длину. Для этого чаще всего используют заостренный режущий инструмент, такой как хирургический скальпель, нож, кусачки или, на худой конец, острые ножницы… Осторожно, стараясь не порезать пальцы, снимите изоляцию с проводки. Ничего, если в первый раз вместо того, чтобы снимать изоляцию, перекусите провод целиком. Несколько попыток, и у вас обязательно получится. После снятия изоляции поскребите оголенную часть, например, ножом. Часть должна сиять сильнее. Итак, провод зачищен. Теперь его надо «консервировать» или «консервировать» – и так и так говорят. Берем зачищенный провод, и горячим паяльником долго не проталкиваем в канифоль, а потом вынимаем.После этого, расплавив паяльником небольшой кусочек олова, снова касаемся нежирного от канифоли конца провода и слегка закручиваем его вокруг своей оси, чтобы олово равномерно покрыло зачищенный участок.
Следующим шагом будет правильная пайка.Обычно у новичков после первой пайки достают что-то, скрепленное КУСОКОМ олова. Не бойтесь получить такой же результат. Навык приходит с опытом … Для начала попробуем спаять между ними две «одножильные» проводки, которых оптом в любом доме. Для хорошей пайки провода сначала засчитают где-то 5 мм в длину. Для этого чаще всего используют заостренный режущий инструмент, такой как хирургический скальпель, нож, кусачки или, на худой конец, острые ножницы… Осторожно, стараясь не порезать пальцы, снимите изоляцию с проводки. Ничего, если в первый раз вместо того, чтобы снимать изоляцию, перекусите провод целиком. Несколько попыток, и у вас обязательно получится. После снятия изоляции поскребите оголенную часть, например, ножом. Часть должна сиять сильнее. Итак, провод зачищен. Теперь его надо «консервировать» или «консервировать» – и так и так говорят. Берем зачищенный провод, и горячим паяльником долго не проталкиваем в канифоль, а потом вынимаем.После этого, расплавив паяльником небольшой кусочек олова, снова касаемся нежирного от канифоли конца провода и слегка закручиваем его вокруг своей оси, чтобы олово равномерно покрыло зачищенный участок. Такую же операцию проводим со вторым проводом. Затем, уложив друг на друга «луженые» провода, прикоснитесь к ним горячим паяльником, окунув его в канистру. Все. Теперь снимаем паяльник и даем проводам остыть, ни в коем случае не задувая – это сказывается на качестве пайки.Несколько слов о том, как припаять можно несколько проводов: -Правильная пайка проводов. -Не правильная пайка проводов. Теперь поговорим о том, как обращаться с печатной платой и ее элементами. Печатная плата представляет собой лист покрытого фольгой гетинакса или текстолита, на котором протравлены токопроводящие дорожки. На плате есть отверстия (дырочки), куда потом будут впаиваться элементы схемы, ну то есть всякие детали. Обычно эти отверстия уже покрыты лужением, так что особых проблем нет.Но если у вас получится «левая» плата, то перед монтажом печатные проводники и контактные площадки необходимо подготовить к пайке – очистить от оксидной пленки и загрязнений. Если с момента изготовления доски прошло много времени и металлическое покрытие потемнело (окислилось), то сначала необходимо его очистить до блеска мелкозернистой пенкой, а затем тщательно промыть спиртом (не обязательно) .
Такую же операцию проводим со вторым проводом. Затем, уложив друг на друга «луженые» провода, прикоснитесь к ним горячим паяльником, окунув его в канистру. Все. Теперь снимаем паяльник и даем проводам остыть, ни в коем случае не задувая – это сказывается на качестве пайки.Несколько слов о том, как припаять можно несколько проводов: -Правильная пайка проводов. -Не правильная пайка проводов. Теперь поговорим о том, как обращаться с печатной платой и ее элементами. Печатная плата представляет собой лист покрытого фольгой гетинакса или текстолита, на котором протравлены токопроводящие дорожки. На плате есть отверстия (дырочки), куда потом будут впаиваться элементы схемы, ну то есть всякие детали. Обычно эти отверстия уже покрыты лужением, так что особых проблем нет.Но если у вас получится «левая» плата, то перед монтажом печатные проводники и контактные площадки необходимо подготовить к пайке – очистить от оксидной пленки и загрязнений. Если с момента изготовления доски прошло много времени и металлическое покрытие потемнело (окислилось), то сначала необходимо его очистить до блеска мелкозернистой пенкой, а затем тщательно промыть спиртом (не обязательно) . После обезжиривания тонкий слой канифольного флюса наносится кистью на все контактные поверхности печатной платы.(Состав,%: канифоль – 15-18, остальное спирт; канифоль – 6, глицерин – 14, спирт этиловый – все остальное). Ну а если у вас из состава флюса ничего не было, расстраиваться не надо, можно просто кончиком паяльника взять маленькую банку, потом немного выдавить в канифоль и быстро (до канифоль испарилась), прикоснемся жало к месту, которое нужно залудить, и немного Подождав, снимаем. Это место заполнится. Если ваша яма залита оловом, значит, вы взяли слишком много для укуса.Последний метод требует хорошей тренировки. Радиоэлементы и микросхемы также нужно подготовить к установке и пайке. Для этого их выводы (ножки) формируются (получают желаемую форму), обрезаются до необходимой длины, при необходимости зачищаются и тонируются. Формование можно выполнять с помощью пинцета, мини-плоскогубцев или других подобных инструментов / принадлежностей. Так как прочность сцепления фольги с платой мала и уменьшается при нагревании, постарайтесь, чтобы паяльник не нагревал плату более 5 секунд.
После обезжиривания тонкий слой канифольного флюса наносится кистью на все контактные поверхности печатной платы.(Состав,%: канифоль – 15-18, остальное спирт; канифоль – 6, глицерин – 14, спирт этиловый – все остальное). Ну а если у вас из состава флюса ничего не было, расстраиваться не надо, можно просто кончиком паяльника взять маленькую банку, потом немного выдавить в канифоль и быстро (до канифоль испарилась), прикоснемся жало к месту, которое нужно залудить, и немного Подождав, снимаем. Это место заполнится. Если ваша яма залита оловом, значит, вы взяли слишком много для укуса.Последний метод требует хорошей тренировки. Радиоэлементы и микросхемы также нужно подготовить к установке и пайке. Для этого их выводы (ножки) формируются (получают желаемую форму), обрезаются до необходимой длины, при необходимости зачищаются и тонируются. Формование можно выполнять с помощью пинцета, мини-плоскогубцев или других подобных инструментов / принадлежностей. Так как прочность сцепления фольги с платой мала и уменьшается при нагревании, постарайтесь, чтобы паяльник не нагревал плату более 5 секунд. Для пайки плат необходимо использовать припой с низкой температурой плавления: ПОСК 50, ПОС 61 и др. Мощность паяльника не более 35-40 Вт. Паяльник должен иметь игольчатое жало (правда, на ваше усмотрение), заточенное и луженное. Осуществляется пайка всех элементов схемы, а также пайка 2-х проводных проводов, т.е. вставляем ножки деталей в нужные отверстия и нагреваем их по очереди.
Для пайки плат необходимо использовать припой с низкой температурой плавления: ПОСК 50, ПОС 61 и др. Мощность паяльника не более 35-40 Вт. Паяльник должен иметь игольчатое жало (правда, на ваше усмотрение), заточенное и луженное. Осуществляется пайка всех элементов схемы, а также пайка 2-х проводных проводов, т.е. вставляем ножки деталей в нужные отверстия и нагреваем их по очереди.У любого человека в определенный период есть желание научиться паять паяльником.Возможно, возникла необходимость починить контакт в розетке, или вообще отремонтировать электрическую схему. Какой бы ни была причина, такой интерес полностью оправдан.
С помощью паяльника два металла соединяются с помощью другого металла, имеющего значительно более низкую температуру плавления.
Использование паяльника в быту уже давно стало обычным явлением. Вопрос, как учиться, большинство решает еще в детстве. Сама по себе пайка – простой процесс, но требует внимания и аккуратности.
Основы процесса пайки
Пайка – это процесс соединения двух металлов с использованием другого металла, имеющего значительно более низкую температуру плавления. Плавкий металл называется припоем. Принцип любой пайки основан на нагреве металлов в зоне пайки до температуры, превышающей температуру плавления припоя. При этом припой в расплавленном состоянии перетекает в зазор между металлами и частично проникает в их структуру. Обеспечивает механическое соединение и электрический контакт между припаянными металлами.
Плавкий металл называется припоем. Принцип любой пайки основан на нагреве металлов в зоне пайки до температуры, превышающей температуру плавления припоя. При этом припой в расплавленном состоянии перетекает в зазор между металлами и частично проникает в их структуру. Обеспечивает механическое соединение и электрический контакт между припаянными металлами.
Припой для меди и медных сплавов, можно сочетать сталь, алюминий и другие материалы. Пайка крупногабаритных элементов ограничивается возможностью их прогреть до нужной температуры.
В качестве припоя обычно используется оловянно-свинцовый сплав с различным содержанием олова. Наиболее применим припой ПОС-40 и ПОС-60 (61), где числа указывают процентное содержание олова в припое. Эти припои плавятся при температуре 235 и 183ºС соответственно. Находит применение припой оловянно-свинцово-висмутовый марки ПОСВ-33, плавящийся даже при температуре 130ºС.При пайке алюминия необходимо использовать специальные алюминиевые припои, температура плавления которых намного выше. Стандартный припой продается в виде прутков или проволоки диаметром до 2,5 мм.
Стандартный припой продается в виде прутков или проволоки диаметром до 2,5 мм.
Для надежной пайки необходимо очистить поверхность металла от оксидных пленок. Для этого используется флюс. Как правило, в качестве флюса используют канифоль. В процессе пайки флюс также защищает нагретые металлы от воздуха. В современных припоях в их состав входит канифоль. Пайку можно проводить без флюса, но тогда необходимо очистить поверхность кислотой для пайки.Флюс можно использовать как раствор канифоли в спирте. Для комплексных рационов используется канифоль марки ЛТИ-120.
Вернуться к содержанию
Наиболее легко паяемые медь и медные сплавы. Достаточно использования POS-припоя и канифоли. Серебряные и посеребренные изделия обычно паяют так же, как и медь, но для обеспечения наилучшего качества лучше использовать припой с добавкой серебра. Сталь и оцинкованные металлы плохо паяются канифолью и требуют обработки поверхности кислотой для пайки.Нихром, константан и некоторые другие сплавы (с высоким электрическим сопротивлением) припаиваются с помощью специальных флюсов. Хорошие результаты были получены с аспирином в качестве флюса. Пайка алюминия и высоколегированной канифоли невозможна. Необходимо использовать специальные флюсы (например, фосфорную кислоту) и припои.
Хорошие результаты были получены с аспирином в качестве флюса. Пайка алюминия и высоколегированной канифоли невозможна. Необходимо использовать специальные флюсы (например, фосфорную кислоту) и припои.
Пайка металлов осуществляется специальным нагревательным инструментом – паяльником. Паяльник состоит из двух основных частей – нагревателя (обычно нагревательной спирали) и жала паяльника, а также ручки и шнура для подключения к сети.Нагреватель накрыт кожухом, внутри которого вставлено медное жало и закреплено. Нагреватель обеспечивает нагрев всего жала.
Главный параметр паяльника – его мощность. Он определяет температуру и объем нагретого металла. Бытовые паяльники обычно имеют мощность от 25 до 100 Вт. При ремонте бытовой электроники и радиоаппаратуры используются пайки малогабаритных проводов, паяльники мощностью 25-40 Вт.
Весь процесс пайки осуществляется острием жала, касание которого обеспечивает нагрев металла, плавление припоя и флюса, распределение припоя по поверхности металла. Чтобы быстро нагреваться и передавать тепло паяемым металлам, материал наконечника должен обладать высокой теплопроводностью, что обуславливает использование меди.
Чтобы быстро нагреваться и передавать тепло паяемым металлам, материал наконечника должен обладать высокой теплопроводностью, что обуславливает использование меди.
Форма и размер жала паяльника существенно влияют на качество пайки. По размерам жало условно делят на обыкновенное, диаметром 4-5 мм, и миниатюрное, диаметром 2-3 мм. Миниатюрное жало используется при пайке тонких проводов и очень мелких медных деталей.
По форме жало может быть выполнено в виде лопатки, конуса, иглы или специальной формы для определенной работы.Чаще всего укус имеет форму лопатки со скосом 45 ° с одной стороны или со скосом с обеих сторон (например, отвертка). Кроме того, наконечник может быть прямым по длине или согнутым под углом для облегчения пайки.
Вернуться к содержанию
Подготовка к пайке
Для того, чтобы паять паяльником, необходимо провести определенные подготовительные работы. Для начала нужно очистить поверхность металлов, на которую будет наноситься припой. При значительных размерах деталей рекомендуется шлифовка наждачной бумагой. Очистка от загрязнений, масел, жиров осуществляется растворителем. Стальные поверхности очищают паяльной кислотой.
Подготовка жала паяльника важна. Рабочая поверхность жала должна быть гладкой, без провисаний, раковин и других дефектов, а также иметь форму, предусмотренную конструкцией. Если конец наконечника подвергся деформации или частичному оплавлению, следует использовать напильник, чтобы вернуть желаемую форму и сформировать скос под углом 45 °.
Для качественной пайки желательно обработать рабочую поверхность жала, т.е. покрыть тонким слоем припоя. Для этого нагрейте жало в паяльнике, натрите рабочую поверхность канифолью и окуните ее в расплавленный припой. Избыточную массу припоя следует удалять быстрым движением тряпки по горячей поверхности или трением поверхности жала о дерево.
Для удобного выполнения пайки необходимо установить паяльник в положение, в котором его можно было бы легко взять в руки и использовать по назначению. Во время работы паяльник может нагреваться выше 300ºС; Для него подходит электрическое напряжение 220В – все это требует оптимизации места, где находится рабочий паяльник. Для этих целей используется подставка для паяльника. Он может быть стандартным, покупным, но обычно его изготавливают самостоятельно. Самодельная подставка может иметь вид плоского основания, на котором крепятся два кронштейна, изогнутые так, что в центральной части образуется седло для установки паяльника.
Во время работы паяльник может нагреваться выше 300ºС; Для него подходит электрическое напряжение 220В – все это требует оптимизации места, где находится рабочий паяльник. Для этих целей используется подставка для паяльника. Он может быть стандартным, покупным, но обычно его изготавливают самостоятельно. Самодельная подставка может иметь вид плоского основания, на котором крепятся два кронштейна, изогнутые так, что в центральной части образуется седло для установки паяльника.
Вернуться к содержанию
Процедура пайки
Соединение однопроволочных алюминиевых жил пайкой двойной скрутки с пазом: 1 – двойная скрутка; 2 – припой; 3 – пропан-бутановая горелка.
Пайка осуществляется в определенном порядке. Подготовленный к пайке паяльник устанавливается на подставку и подключается к сети. Пайка начинается, когда паяльник достигает необходимой температуры. Обычно время нагрева паяльника составляет 5-6 минут.В этот период необходимо правильно определить, что температура укуса достигла желаемого значения. Правильно нагретый паяльник (температура 230-290ºС) вызывает закипание канифоли и равномерное плавление припоя. Если температура у жала недостаточна (недогрев), то канифоль только размягчается и немного плавится, а припой приобретает кашообразную консистенцию. Значительное превышение нагрева приводит к разбрызгиванию и шипению канифоли, а припой теряет эластичность расплава.Такой паяльник необходимо выключить и немного остудить.
Правильно нагретый паяльник (температура 230-290ºС) вызывает закипание канифоли и равномерное плавление припоя. Если температура у жала недостаточна (недогрев), то канифоль только размягчается и немного плавится, а припой приобретает кашообразную консистенцию. Значительное превышение нагрева приводит к разбрызгиванию и шипению канифоли, а припой теряет эластичность расплава.Такой паяльник необходимо выключить и немного остудить.
Сам процесс пайки начинается с лужения паяемых поверхностей. Для этого по поверхности металла для нанесения флюса проводят жало нагретого паяльника после помещения его в канифоль. Затем с помощью жала расплавленный припой переносится и наносится тонким слоем на всю поверхность. Для облучения проволоки ее конец вдавливают в расплавленную канифоль, а затем на нее наносят тонкий слой расплавленного припоя.
Для пайки металлов луженые поверхности плотно прижимаются друг к другу. Горячий паяльник подводят к месту совмещения поверхностей и нагревают до тех пор, пока слой припоя не начнет плавиться и соединить детали. Жало паяльника опускается в расплавленный припой, и дополнительная часть припоя переносится в зону пайки. Прижимание поверхностей друг к другу сохраняется до полного остывания и затвердевания припоя.
При пайке проводов вместе их концы (предварительно луженые) рекомендуется предварительно плотно скрутить.Это обеспечит надежный контакт при пайке. При пайке паяльник правой рукой подводится к соединению, а конец проволочного припоя вводится в зону пайки левой рукой. Расплавленный припой с помощью паяльника распределяют по поверхности скрученных проводов так, чтобы пространство между скрученными проводами было заполнено припоем.
Если провода нельзя скрутить, то их припаивают внахлест, т.е. их концы уложены параллельно друг другу с давлением.В этом случае один из проводов удерживается левой рукой и прижимается ко второму проводу. Расплавленный припой переносится из ванны в зону пайки с помощью паяльника. Припой должен заполнить пространство между проводами. Провод держат руками и после извлечения паяльника из зоны пайки до полного затвердевания припоя.
Стыковая сварка не выполняется, так как она не обеспечивает необходимой прочности соединения.
Если необходимо припаять провод к середине другого провода, то желательно скрутить конец в нужном месте вокруг второго провода.Пайку нужно проводить аналогично пайке витых проводов. В случае, когда нет возможности намотать 2-3 витка, обеспечивается частичное покрытие поверхности второго провода, т.е. провод изгибается вокруг второго провода на 180º. При такой пайке прикрепленный провод держится одной рукой и он надежно прижимается к поверхности второго провода, а паяльником манипулируют второй рукой.
С процессом пайки может столкнуться любой человек, и чтобы результат оправдал ожидания, необходимо соблюдать несколько важных правил.
Что такое пайка: особенности процесса
Пайка – процесс, при котором одни металлы соединяются с помощью других, из более плавких. Это происходит при высокой температуре (180 – 300 ° C) за счет введения между частями припоя (сплава свинца и олова), который имеет более низкую температуру плавления. В результате его затвердевания образуется прочный, цельный и хорошо проводящий материал. Нагрев производится паяльником. Существуют различные виды паяльников, припоев и флюсов.
Для домашнего использования лучше всего приобрести самый обыкновенный паяльник с напряжением 220В и мощностью 40Вт.
Обычно металлические поверхности покрываются слоем оксида, и перед пайкой их необходимо очистить. Но поверхности могут снова окислиться. Что бы это ни случилось, и поверхность расплавленного припоя станет более текучей, используйте флюс .
Самый распространенный вид флюса – канифоль . Он состоит из смол хвойных пород и имеет янтарно-желтый цвет.Благодаря этому место пайки не подвергается коррозии и не допускает утечки электрического тока.
Какой паяльник выбрать
Чтобы правильно выбрать паяльник, предлагаю ознакомиться с его типами:
- Паяльник от 3 до 10 Вт – для микросхем;
- От 20-40 Вт – бытовой вариант, подойдет например для радио;
- От 60 до 100 Вт – для пайки толстых проводов;
- От 100 до 250 Вт – для крупных предметов, например радиатора.
Паяльник лучше всего выбирать со встроенным датчиком температуры.
Правила техники безопасности
Пайка – процесс небезопасный, и перед тем, как приступить к нему, необходимо обязательно соблюдать все правила техники безопасности.
- Перед началом работ наденьте хорошие защитные очки – они защитят глаза от припоя;
- Паяльник можно держать только за ручку;
- Нагретый паяльник не должен касаться изоляции питающего провода, так как это может привести и, как следствие, к возгоранию;
- Также нельзя перегреть паяльник – проверяем это прикосновением к канифоли – должен появиться легкий дымок;
- Позаботьтесь о подставке для паяльника – они есть в продаже;
- При пайке электронных устройств провода питания должны быть отключены.Например, электронная схема может быть отключена, но заземлена. А если корпус паяльника не заземлен, либо имеет плохую изоляцию, это может привести к появлению дуги в несколько кВ;
- Не вдыхать пары при пайке – они вредны для организма. Проветривайте комнату до и после работы. Используйте для этого лучше технические средства;
- После работы тщательно вымыть руки и лицо. Их лучше носить в одежде с длинными рукавами.
Паяльная техника
5 правил для хорошего результата
- Для получения качественного результата необходимо следить за равными температурами паяемых поверхностей.То есть недостаточно нагреть одну поверхность и нанести ее на другую. При слабом нагреве припой лишь слегка размягчается, но не плавится. При высоком – будет чрезмерное испарение припоя.
- Если что-то не получилось с первого раза – нужно дать деталям остыть! На них нельзя дуть и искусственно охладить. Время подбирается экспериментально. Перед тем, как приступить к основной работе, рекомендуется сначала потренироваться на чем-нибудь, например, на медных проводах.
- Флюс наносится непосредственно перед пайкой.Чтобы получить 1 каплю припоя, достаточно немного прикоснуться к канифоли.
- Наносим жало на место пайки всей лопаткой!
- Припой следует распределить равномерно по всей поверхности. И жало хорошо очищается от окислов.
Только практика поможет научиться хорошо паять. Соблюдайте технику безопасности и не бойтесь экспериментировать!
Если на эту страницу попадут те, кто уже умеет правильно паять, то информация вряд ли будет вам полезна, это инструкция для новичков.
Электроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если набор для пайки готов, значит, самое время приступить к подготовке инструмента.
Заточка жала паяльника.
Перед пайкой необходимо подготовить новый паяльник к работе, а точнее заточить жало до определенной формы и покрыть его тонким слоем припоя.
Жало необходимо заточить напильником под углом 30-40 градусов, чтобы получился клин.Острый край жала следует притупить, чтобы получился плоский край шириной около 1 мм. Обычно у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым оксидом меди и кислорода. Этот оксид необходимо удалить напильником по металлу или мелкозернистой наждачной бумагой.
Кроме “классического” жала клиновидной формы можно дать еще жало, все зависит от того, что паять. Для пайки мелких деталей можно придать ей форму вытянутого конуса с шириной кромки 2 – 3 мм.Или сделайте надрез по краю, чтобы можно было одним касанием припаять резисторы SMD.
Сразу после заточки жала нужно установить его в паяльник и олово. Если этого не сделать, медная поверхность жала окислится на воздухе, и его придется снова затачивать!
Лужим жало паяльника.
Далее нужно залудить жало, т.е. покрыть его тонким слоем припоя. Для этого включите в сеть электрический паяльник и дождитесь, пока медный стержень прогреется до определенной температуры.Когда жало нагреется, оно станет заметным в красноватом оттенке, медь станет красновато-оранжевой. Не откладывайте разминку, иначе жало пригорит. Как только жало приобретет слегка красноватый оттенок, его необходимо прислонить к комку канифоли или смолы.
В этом случае будет сильное дымовыделение. Заливаем все жало расплавленной канифолью. Далее расплавляем небольшой кусочек припоя, чтобы он равномерно растекся по поверхности. Можно натереть жало о деревянную доску, чтобы припой лучше распределился по поверхности меди.
Медный стержень следует покрыть ровным слоем припоя. Если на поверхности есть участки, не покрытые припоем, лучше повторить процесс еще раз.
Так готовится паяльник к работе. При необходимости процесс необходимо будет повторять, но зачастую в этом нет необходимости.
Он все написал достаточно подробно, чтобы было легко для новичков.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода.Время от времени жало паяльника выгорает, на нем появляются выбоины и неровности. Выгорание устраняется заточкой жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, препятствующей быстрому нагреву.
Почему выгорает жало паяльника? Дело в том, что при нагревании медь частично растворяется в припое, а сама кромка жала подвергается хоть и небольшому, но механическому удару.Также стоит понимать, что когда паяльник не используется, жало очень сильно нагревается, и это способствует окислению меди. Поэтому на холостом ходу рекомендуется либо выключить паяльник, либо снизить температуру. Обычный электрический паяльник типа EPSN не имеет терморегулятора, поэтому на холостом ходу его лучше выключить.
Окалина удаляется следующим образом.
Плоскогубцами вытащить медный стержень из паяльника. Накипь удаляется со стержня при помощи мелкозернистой кожицы.Вы можете покрыть сердцевину небольшим слоем графита, потерев его стилусом обычного карандаша. Это предотвратит быстрое образование накипи в будущем. Слегка постучав по нагревательному элементу паяльника, снимите шкалу с нагревательного элемента, на который был установлен медный стержень. Установите медный стержень на прежнее место.
Время от времени следует проверять состояние изоляции электрического паяльника. Для этого измерьте сопротивление между вилкой паяльника и наконечником.О том, как измерить сопротивление, я уже рассказывал. На омметре следует установить предел измерения мегаомов (1 – 10 МОм). Помните, что при измерении сопротивления нельзя касаться руками металлических щупов мультиметра. В противном случае прибор покажет полное сопротивление вашего тела и измеряемой цепи. Устройство должно показывать бесконечно большое сопротивление. Это будет свидетельством звукоизоляции между наконечником паяльника и электросетью.
Тем, кто уже приобрел паяльную станцию, подойдут сменные медные жала 900М.Они также требуют тренировки перед работой.
Пайка – это физико-химический процесс образования стыка между деталями при взаимодействии припоя с наплавленным металлом. В отличие от сварки рабочие поверхности не плавятся, а смачиваются припоем.
Как выглядит простой паяльник
Непременным условием проведения процесса пайки является плавление припоя и смачивание им поверхности рабочего инструмента.Со временем жало паяльника чернеет и перестает работать. Поэтому нужно знать, как его восстановить – как правильно залудить жало паяльника. На фото ниже показана окисленная поверхность инструмента, покрытая припоем.
Поверхность жала паяльника: 1) окисленная поверхность инструмента; 2) покрытый припоем – луженый
В первом случае не стоит даже пытаться паять, так как оксиды мешают припою удерживаться на поверхности жала.
Паяльник будет готов к работе только тогда, когда его наконечник будет покрыт слоем расплавленного материала с более низкой температурой плавления, чем соединяемые металлы.
Паяльные материалы
Для пайки используется припой – материал, который служит для соединения металлических поверхностей и имеет более низкую температуру плавления, чем у материалов соединяемых деталей.
Припой состоит из различных сплавов, которые могут включать олово, свинец, медь, никель и кадмий. Изготавливается в основном в виде прутьев и проволоки.
Пайка необходима для создания стыка, уменьшения переходного сопротивления электрического контакта и защиты стыка деталей от окисления.
Припой должен иметь способность смачивать основание. В этом случае он диффундирует в основной металл, и он растворяется в припое, образуя промежуточный слой, после затвердевания, соединяющий детали в целом.
Для паяльников используются мягкие припои с температурой плавления от 191 0 С до 280 0 С. Их основные компоненты – олово и свинец в разном соотношении.
Необходимо удалить оксиды с поверхности соединяемых металлов для пайки. Для этого используются флюсы. Кроме того, они способствуют лучшему растеканию припоя и защищают поверхности от воздействия внешней среды.
Флюс применяется в твердом, жидком и пастообразном виде. Это может быть внутри трубки для припоя.
В качестве флюса используются:
- канифоль;
- ацетилсалициловая кислота;
- ортофосфорная кислота;
- соли;
- глицерин;
- аммиак.
Флюсы обычные для твердой, жидкой и пастообразной пайки
Флюсы должны обеспечивать низкий ток утечки и не иметь коррозионной активности.
Принцип действия и процесс пайки
Пайка осуществляется путем захвата припоя и флюса наконечником паяльника, введения их между соединяемыми деталями и дальнейшего нагрева контактирующих поверхностей до тех пор, пока они не будут смачиваются припоем, который впоследствии затвердевает, образуя совместное. Для этого прекратите нагрев.
Заточка паяльника
Жало паяльника перед работой затачивают напильником под углом 30-40 0. Край слегка матовый, шириной 1 мм.
Если наконечник новый, на нем уже идет заточка. Осталось только обработать жало мелкозернистой наждачной бумагой, напильником или напильником для удаления патины – зеленоватого оксида меди.
Магазинная заточка подходит не многим, так как паять ею не всегда получается. Поэтому желательно вынуть медный наконечник из корпуса и выковать рабочую часть в виде вогнутой лопатки.
Такая холодная обработка более эффективна, чем заточка, так как металлическая конструкция уплотнена, а острие менее подвержено коррозии. Небольшая заточка напильником на завершающем этапе необходима для придания рабочей части паяльника законченного вида.
Как залудить жало?
После заточки жало необходимо обработать тонким слоем припоя. Для этого включаем электрический паяльник, и медный стержень нагревается, пока не приобретет красновато-оранжевый оттенок.
Долго ждать не надо, иначе сгорит ядро. После прогрева все жало погружается в канифоль, затем расплавляется кусок припоя и им покрывается вся рабочая поверхность.
Если натереть жало о поверхность дерева, припой лучше покрывает рабочую зону паяльника.
Слой припоя на жиле должен быть однородным. Если поверхность покрыта частично, процесс повторяется. Когда паяльник будет готов к работе, его можно использовать для пайки продуктов.
Как олово несгораемого жала?
В некоторых паяльниках рабочая часть покрыта специальным защитным составом. Слой достаточно тонкий, и убрать его нельзя. Для этого используется специальная губка. В противном случае подойдет обычная ткань, пропитанная водой или глицерином. Можно использовать губку, предназначенную для мытья посуды.
Специальные очистители жала изготовлены в виде шарика из стружки цветных металлов, в который погружено жало. В этом случае оксиды остаются внутри.Затем их можно вылить.
Механические воздействия сокращают срок службы защитного слоя. При пайке не рекомендуется тасовать плату или стучать по металлическим поверхностям.
Негорючий слой достаточно быстро окисляется. Для увеличения срока службы рекомендуется поддерживать температуру пайки не выше 250 0 С.
Нормальной считается температура, когда дым выходит из канифоли тонкой струйкой, а не из облака брызг. В этом случае пайка получается с четкими границами и характерным блеском.Если поверхность припоя матовая и с низкой механической прочностью, температуру нагрева следует увеличить.
Чтобы облучить жало паяльника с покрытием, поместите кусок припоя в расплавленную канифоль. Паяльник нагревается и его конец нужно шаркать по мокрой ткани, удаляя оксиды со всех сторон. Затем в канифоль опускают жало под кусок припоя. В этом случае удаляются остатки оксидов, а припой плавится и частично остается на жало.
После лужения жало снова протирают тряпкой и паяльник готов к работе.Важно не перегревать его выше 300 0 С, иначе сначала все придется повторить.
Перегрев видно по кипению и разбрызгиванию канифоли при опускании в нее жала паяльника.
Набор сменных огнеупорных наконечников, используемых на паяльной станции
Стандартный «игольчатый» наконечник имеет низкую теплопроводность, и для пайки удобны только миниатюрные элементы. Паять с его помощью радиодетали довольно сложно.
Более удобные жала типа “цилиндр со скосом”.«Для пайки в комплекте желательно иметь 3 наконечника одного типа, диаметром 1, 2 и 3 мм.
Жало в форме ножа 5 мм имеет приличную мощность и с его помощью можно паять как тонкие детали, так и массивные, если нож повернут правильно.Также можно использовать классический клиновидный наконечник.
Паяльник перегрев
При отсутствии регулятора напряжения паяльник может нагреваться выше 300 0 С, что приводит к его возгоранию.Если невозможно измерить температуру жала, перегрев можно заметить по кипячению и разбрызгиванию канифоли.
Снизить температуру паяльника можно с помощью регулятора мощности – диммера. Здесь можно выбрать обычный прибор регулировки яркости лампы накаливания. Важно, чтобы он подходил по мощности.
Тиристорный регулятор на микросхеме Кр1182ПМ2 можно собрать своими руками, что позволяет управлять устройствами мощностью до 150 Вт.
Регулятор мощности на базе микросхемы, который можно собрать самостоятельно
В качестве нагрузки показана лампа HL1.Вместо этого можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1.
Диммеры обеспечивают плавное включение и выключение нагрузки. Для паяльника это не требуется, и можно обойтись без более простого устройства.
Схема простого тиристорного регулятора
Положительный полупериод не контролируется и проходит через диод VD1. Регулирование осуществляется только после отрицательного полупериода за счет управления тиристором VD2 с помощью переменного резистора R2.Для паяльника этого достаточно.
Миниатюрные устройства управления встроены в ручку паяльника. Наилучшие способы поддержания оптимальной температуры пайки используются на паяльных станциях, где режим может быть ручным или автоматическим.
Паяльная станция Common Weller
Для домашней сети со стабильным питающим напряжением вполне достаточно ручного управления нагревом, в зависимости от типа припоя.
Износ паяльника неравномерный.При выгорании на поверхности жала появляются неровности. Время от времени его нужно затачивать и лужить.
При нагревании медь растворяется в припое, и длительный нагрев без использования приводит к образованию слоя оксидов. Поэтому рекомендуется на паузы выключать паяльник или снижать его температуру.
Крепление паяльного жала
Наличие съемного жала позволяет снимать и точить его. Но во многих конструкциях требуется его дополнительная фиксация, так как стержень начинает болтаться и выпадать.У него металлический рукав, который надевается сверху. Если его постоянно снимать при замене наконечника, прочность сцепления снизится. Рукав можно оставить на месте, но со временем он заклинит и удалить жало будет сложно.
Для создания надежного соединения корпуса паяльника и жала замените втулку на другую, чтобы ее можно было легко надеть. Затем в нем просверливается отверстие и нарезается резьба М3 или М4. После того, как втулка надета на наконечник, в нее вкручивается винт, создающий надежное соединение и предотвращающий проворачивание наконечника.На рисунке ниже показан паяльник в разобранном (а) и собранном виде (б), где в качестве втулки используется обычная гайка.
Как выглядит сменное жало паяльника
Съемное жало необходимо паяльнику для регулирования его температуры. Если вставить его в каменку на разной глубине, температура рабочей части изменится.
Периодически требуется удаление накипи от смеси. Когда он нарастает, рабочая температура паяльника снижается. Чистку проводят следующим образом:
- снимите медный стержень с помощью паяльника плоскогубцами;
- удалить песчаный налет наждачной бумагой;
- нанести на стержень слой графита, потерев его грифелем карандаша;
- Удалите остатки накипи из отверстия нагревательного элемента, осторожно постучав по нему;
- установите новый или верните старый медный стержень и закрепите его втулкой с помощью винта.
Изоляцию паяльника следует периодически проверять.Для этого на омметре устанавливают предел мегаом (1-10 мОм) и измеряют сопротивление между наконечником и контактами вилки паяльника, которое должно быть бесконечно большим.
Уроки пайки. Видео
В этом видео собраны азы пайки для начинающих.
Паяльник со временем выгорает. Его жало необходимо периодически затачивать и лужить. При наличии негорючего покрытия рабочая поверхность очищается специальными химикатами, после чего также лужится.В процессе работы важно, чтобы паяльник не перегревался.
подготовка и уход за паяльником. Проверенный метод и профилактика
Пайка – это физико-химический процесс образования соединения между частями, когда припой взаимодействует с паяемым металлом. В отличие от сварки рабочие поверхности не оплавляются, а смачиваются припоем.
Как выглядит простой паяльник
Непременным условием проведения процесса пайки является плавление припоя и смачивание им поверхности рабочего инструмента.Со временем жало паяльника чернеет и перестает работать. Поэтому необходимо знать, как его восстановить – как правильно залудить жало паяльника. На фото ниже показана окисленная поверхность инструмента, покрытая припоем.
Поверхность жала паяльника: 1) окисленная поверхность инструмента; 2) покрытый припоем – луженый
В первом случае не стоит даже пытаться паять, так как оксиды препятствуют удержанию припоя на поверхности жала.
Паяльник будет готов к работе только тогда, когда его наконечник будет покрыт слоем расплавленного материала с более низкой температурой плавления, чем соединяемые металлы.
Паяльные материалы
Для пайки используется припой – материал, который служит для соединения металлических поверхностей и имеет более низкую температуру плавления, чем материалы соединяемых деталей.
Припой состоит из различных сплавов, в том числе олова, свинца, меди, никеля и кадмия. Изготавливается в основном в виде стержней и проволоки.
Пайка необходима для создания соединения, уменьшения переходного сопротивления электрического контакта и защиты соединения деталей от окисления.
Припой должен иметь свойство смачивать основание. В этом случае он диффундирует в основной металл и растворяется в припое, образуя после затвердевания промежуточный слой, соединяющий части в целом.
Для паяльников используются мягкие припои с температурой плавления от 191 0 C до 280 0 C.Их основные компоненты – олово и свинец в разном соотношении.
Необходимо удалить оксиды с поверхности соединяемых металлов для пайки. Для этого используются флюсы. Кроме того, они способствуют лучшему распределению припоя и защищают поверхности от воздействия внешней среды.
Флюс применяется в твердом, жидком и пастообразном виде. Он может находиться внутри трубки для припоя.
Используется как флюс:
- канифоль;
- ацетилсалициловая кислота;
- ортофосфорная кислота;
- соль;
- глицерин;
- аммиак.
Обычные флюсы для пайки в твердой, жидкой и пастообразной форме
Флюсы должны иметь низкий ток утечки и не вызывать коррозию.
Принцип и процесс пайки
Пайка выполняется путем захвата припоя и флюса наконечником паяльника, введения их между соединяемыми частями и последующего нагрева контактирующих поверхностей до тех пор, пока они не будут смачиваться припоем, который впоследствии затвердеет, образуя соединение. Для этого прекратите нагрев.
Заточка паяльника
Перед работой жало паяльника затачивается напильником под углом 30-40 0. Лезвие делается слегка затупленным, шириной 1 мм.
Если наконечник новый, на нем уже есть заточка. Здесь остается только обработать жало мелкозернистой наждачной бумагой, напильником или напильником для удаления патины – зеленоватого оксида меди.
Магазинная заточка многим не подходит, так как паять ею не всегда получается. Поэтому желательно вынуть медный наконечник из корпуса и выковать рабочую часть в виде вогнутой лопатки.
Такая холодная обработка более эффективна, чем заточка, так как металлическая конструкция уплотнена, а острие менее подвержено коррозии. Небольшая шлифовка напильником на завершающем этапе необходима для придания рабочей части паяльника законченного вида.
Как залудить жало?
После заточки наконечник необходимо обработать тонким слоем припоя. Для этого включают электрический паяльник, и медный стержень нагревается до тех пор, пока не приобретет красновато-оранжевый оттенок.
Долго ждать не надо, иначе стержень сгорит. После прогрева все жало погружается в канифоль, а затем расплавляется кусок припоя и покрывается им вся рабочая поверхность.
Если протереть жало о поверхность дерева, припой лучше покроет рабочую зону паяльника.
Слой припоя на наконечнике должен быть ровным. Если поверхность покрыта частично, процесс повторяется. Как только паяльник готов к работе, его можно использовать для пайки изделий.
Как залудить негорючее жало?
В некоторых паяльниках рабочая часть покрыта специальным защитным составом. Слой достаточно тонкий и не поддается очистке. Для этого используется специальная губка. В противном случае подойдет обычная ткань, смоченная водой или глицерином. Можно использовать губку для мытья посуды.
Специальные очистители наконечников выпускаются в виде шарика из стружки цветных металлов, в который погружается наконечник. В этом случае оксиды остаются внутри.Затем их можно вылить.
Механическое напряжение сокращает срок службы защитного слоя. При пайке не рекомендуется царапать плату или стучать по металлическим поверхностям.
Негорючий слой окисляется достаточно быстро. Для увеличения срока службы рекомендуется поддерживать температуру пайки не выше 250 0 С.
Нормальной считается температура, когда дым от канифоли идет тонкой струйкой, а не облаком с брызгами.В этом случае пайка получается с четкими границами и характерным блеском. Если поверхность припоя тусклая и имеет низкую механическую прочность, температуру нагрева следует увеличить.
Чтобы облучить кончик паяльника с покрытием, поместите кусок припоя в расплавленную канифоль. Паяльник нагревается и нужно шарить концом по мокрой тряпке, удаляя оксиды со всех сторон. Затем наконечник опускают в канифоль под кусок припоя. При этом удаляются остатки оксидов, а припой плавится и частично остается на наконечнике.
После лужения жало снова протирают тканью и паяльник готов к работе. Важно не перегревать его выше 300 0 С, иначе все придется повторять сначала.
Перегрев видно по кипению и брызгам канифоли при опускании в нее жала паяльника.
Набор сменных негорючих наконечников, используемых на паяльной станции
Стандартный наконечник типа «игла» имеет низкую теплопроводность, и удобно паять только миниатюрные элементы.Паять им радиодетали довольно сложно.
Более удобные ножи типа «конический цилиндр». Для пайки желательно иметь в комплекте 3 жала аналогичного типа, диаметром 1, 2 и 3 мм.
Лезвие 5 мм имеет приличную мощность и может использоваться для пайки как тонких деталей, так и массивных при правильном вращении ножа. Точно так же можно использовать классический клиновидный наконечник.
Перегрев паяльника
При отсутствии регулятора напряжения паяльник может нагреваться выше 300 0 С, что приводит к его возгоранию.Если температуру наконечника невозможно измерить, перегрев можно увидеть по кипению и разбрызгиванию канифоли.
Снизить температуру паяльника можно с помощью регулятора мощности – диммера. Здесь вы можете выбрать обычный прибор для управления яркостью лампы накаливания. Важно, чтобы он подходил по мощности.
Собрать тиристорный регулятор на микросхеме Кр1182ПМ2 можно своими руками, что позволяет управлять устройствами мощностью до 150 Вт.
Стабилизатор мощности на базе микросхемы DIY
Лампа HL1 показана как нагрузка. Вместо этого можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1.
Диммеры обеспечивают плавное включение и выключение нагрузки. Для паяльника это не требуется, и можно обойтись без более простого устройства.
Схема простого тиристорного регулятора
Положительный полупериод не контролируется и проходит через диод VD1.Регулирование осуществляется только через отрицательный полупериод путем управления тиристором VD2 с помощью переменного резистора R2. Для паяльника этого вполне достаточно.
Миниатюрные юстировочные устройства встроены в ручку паяльника. Лучшие способы поддержания оптимальной температуры пайки используются на паяльных станциях, где режим может быть ручным или автоматическим.
Обычная паяльная станция «Веллер»
Для домашней сети со стабильным питающим напряжением достаточно ручного управления нагревом, в зависимости от марки припоя.
Износ паяльника неравномерный. При выгорании на поверхности наконечника появляются неровности. Время от времени его нужно затачивать и лужить.
При нагревании медь растворяется в припое, и длительный нагрев без использования приводит к образованию оксидного слоя. Поэтому рекомендуется выключать паяльник во время пауз или снижать его температуру.
Крепление паяльного жала
Наличие съемного жала позволяет снимать и затачивать.Но во многих конструкциях требуется дополнительная фиксация, так как стержень начинает болтаться и выпадать. У него металлический рукав, который надевается сверху. Если его постоянно снимать при замене наконечника, прочность стыка снизится. Гильзу можно оставить на месте, но со временем она заклинит и удалить жало будет сложно.
Для создания надежного соединения корпуса паяльника и жала втулку заменяют на другую, чтобы ее можно было легко надеть.Затем в нем просверливается отверстие и нарезается резьба М3 или М4. После того, как втулка надета на наконечник, в нее вкручивается винт, создающий надежное соединение и предотвращающий проворачивание наконечника. На рисунке ниже показан паяльник в разобранном (а) и собранном (б) виде, где в качестве втулки используется обычная гайка.
Как выглядит насадка сменного паяльного жала?
Съемное жало необходимо паяльнику для регулирования его температуры.Если вставить его в каменку на разной глубине, температура рабочей части изменится.
Необходимо периодически удалять окалину из стыка. Когда он накапливается, рабочая температура паяльника снижается. Чистку проводят следующим образом:
- снимите медный стержень плоскогубцами с паяльника;
- удалить окалину наждачной бумагой;
- нанесите на стержень слой графита, потерев его грифелем карандаша;
- удалите остатки накипи с отверстия нагревательного элемента, слегка постукивая по нему;
- установить новую или вернуть старую медную шину и закрепить втулкой с винтом.
Изоляцию паяльника следует периодически проверять. Для этого омметр выставляют на мегомный предел (1-10 мОм) и измеряют сопротивление между наконечником и контактами вилки паяльника, которое должно быть бесконечно большим.
Уроки пайки. Видео
Основы пайки для начинающих собраны в этом видео.
Паяльник со временем выгорает в процессе эксплуатации. Его жало необходимо периодически затачивать и лужить.При наличии негорючего покрытия рабочая поверхность очищается специальными химическими средствами, после чего также лужится. Во время работы важно, чтобы паяльник не перегревался.
Если на эту страницу зашли те, кто уже умеет правильно паять, то информация вряд ли будет вам полезна, это мануал для новичков.
Электроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, требует практики.Если набор для пайки готов, значит, самое время приступить к подготовке инструмента.
Заточка жала паяльника.
Перед пайкой нужно подготовить новый паяльник к работе, а точнее заточить жало до определенной формы и покрыть его тонким слоем припоя.
Жало необходимо заточить напильником под углом 30-40 градусов, чтобы получился клин. Острый край наконечника должен быть тупым, чтобы образовался плоский край шириной около 1 мм. Обычно на новых паяльниках жало уже заточено клином, но покрыто слоем патины – зеленоватым оксидом меди и кислорода.Этот оксид необходимо удалить металлическим напильником или мелкозернистой наждачной бумагой.
Кроме «классического» клиновидного жала, можно подарить еще один, все зависит от того, что паять будете. Для пайки мелких деталей его можно сделать в виде удлиненного конуса с шириной края 2 – 3 мм. Или сделайте надрез по краю, чтобы можно было одним касанием припаять резисторы SMD.
Сразу после заточки жала нужно установить его в паяльник и залудить.Если этого не сделать, медная поверхность наконечника окислится на воздухе, и ее придется снова затачивать!
Лужение жала паяльника.
Далее нужно залудить жало, то есть покрыть тонким слоем припоя. Для этого включите электрический паяльник в сеть и дождитесь прогрева медного стержня до определенной температуры. Когда кончик нагреется, он станет заметен по красноватому оттенку, медь станет красновато-оранжевой. Не стоит откладывать нагрев, иначе жало пригорит.Как только жало приобретет слегка красноватый оттенок, его необходимо прислонить к комку канифоли или смолы.
В этом случае будет сильный дым. Покройте все жало расплавленной канифолью. Затем расплавьте небольшой кусочек припоя, чтобы он равномерно распространился по поверхности. Вы можете потереть жало о кусок дерева, чтобы распределить припой по медной поверхности.
Медный наконечник следует покрыть ровным слоем припоя. Если на поверхности есть участки, не покрытые припоем, лучше повторить процесс еще раз.
Так готовится паяльник к работе. При необходимости процесс нужно будет повторять, но часто в этом нет необходимости.
Я написал все достаточно подробно, чтобы сделать это как можно проще для новичков.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало паяльника выгорает, на нем появляются колеи и неровности. Выгорание устраняется заточкой наконечника и его лужением.Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, препятствующей быстрому нагреву.
Почему выгорает жало паяльника? Дело в том, что при нагревании медь частично растворяется в припое, а сам наконечник жала подвергается небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно нагревается и это способствует окислению меди. Поэтому при простое рекомендуется либо выключить паяльник, либо снизить температуру.Обычный электрический паяльник типа ЭПСН не имеет регулировки температуры, поэтому на холостом ходу его лучше выключать.
Шкала снимается следующим образом.
С помощью плоскогубцев вытяните медный стержень из паяльника. Удалите окалину со стержня с помощью мелкозернистой наждачной бумаги. Вы можете покрыть стержень небольшим слоем графита, потерев его о стержень обычного карандаша. Это предотвратит быстрое образование шлака в будущем. Слегка постучав по нагревательному элементу паяльника, удалите накипь с нагревательного элемента, на который был установлен медный стержень.Установите медный стержень на место.
Время от времени проверяйте состояние изоляции электрического паяльника. Для этого измерьте сопротивление между вилкой паяльника и жало. Я уже говорил о том, как измерить сопротивление. На омметре установите предел измерения МОм (1 – 10 МОм). Помните, что при измерении сопротивления нельзя прикасаться руками к металлическим щупам мультиметра. В противном случае прибор покажет полное сопротивление вашего тела и измеряемой цепи.Устройство должно показывать бесконечно высокое сопротивление. Это будет свидетельством хорошей изоляции жала паяльника от электрической сети.
Тем, кто уже приобрел паяльную станцию, подойдут сменные медные жала 900М. Также они требуют подготовки перед работой.
Все сталкивались с проблемой пайки. Причина может заключаться в новом, только что купленном устройстве или, наоборот, старом, находящемся в эксплуатации долгое время. В обоих случаях ситуацию легко исправить.Соблюдая правила ухода и эксплуатации электроприбора, можно избежать многих проблем и неприятностей во время работы.
При изготовлении большинства паяльников используются медные наконечники или стальной стержень. Перед тем как приступить к работе с паяльником, жало нужно будет придать нужную форму и правильно с ним обращаться. Лужение поможет настроить аппарат на качественную и продуктивную работу. Многие делают обработку обычным напильником или в процессе ковки. Это делает его более прочным и позволяет избежать быстрого износа при пайке.Характеристики инструмента
В эксплуатации лучшими являются паяльники, стержень которых закреплен винтом. Это позволяет изменить его, вытащить и произвести необходимую обработку. Главное, убедиться, что винт не прилип, тогда его замена станет невозможной. Для этого в процессе использования своевременно очищайте место крепления и периодически вытаскивайте съемный стержень. Для начала необходимо облучить новое жало и придать ему желаемую форму. Чтобы залудить жало, нужно покрыть его припоем.Для этого хорошо нагрейте кончик и растопите канифоль с жалом. После этого паяемая деталь покрывается припоем. Лужение позволяет продлить срок службы стержня.
- Заточите наконечник паяльника напильником под углом 45 градусов. У вас должна получиться форма клина. Но можно придать форму, необходимую для пайки конкретных изделий.
- Кромка должна быть тонкой и немного тупой.
- Если жало паяльника не лужится, желательно очистить паяльник медным жало с наждачной бумагой для удаления окисленного слоя патины.
- Из лезвия можно выковать лезвие.
- Ясно.
- После заточки стержень нужно установить и сразу залудить, иначе он снова окислится.
Паяльник с медным наконечником
После длительного использования инструмента нужно будет повторить заточку и лужение.
При перегреве на стержне может образоваться окалина. Для их очистки стержень вытаскивают и обрабатывают мелкой наждачной бумагой. Покройте стержень графитом, потерев его грифелем. Очистите нагревательный элемент , вы можете удалить шлак, слегка постучав по нему. После полной очистки стержень возвращается на место. При работе старайтесь не перегревать наконечник, иначе его нужно будет снова восстанавливать. Припой не прилипнет, и вам придется снова залудить и обжечь наконечник. Запомните правила работы с паяльником и способы его лужения.
Огнестойкий наконечник
Имеется рабочая часть, покрытая негорючим составом.С этими советами нужно обращаться очень осторожно. Подойдет влажная тряпка или губка для мытья посуды.
Почему нельзя использовать файл? Потому что при агрессивном действии негорючий состав удалится, и наконечник будет дымить, а банка прилипнет. Срок службы будет больше без механических нагрузок. Для облучения жала такого паяльника нужно опустить в расплавленную канифоль кусок припоя, затем, когда припой начнет плавиться, нужно медленно начать тереть кончиком стержня о деревянный брусок.Затем протрите его влажной тканью, удалив с него оксиды, а затем проведите нагретым паяльником по припою. После лужения осталось протереть жалость тряпочкой – и можно приступать к работе.
Лужение защищает металлическую поверхность от коррозии. Если новый стержень не залуживается, его нужно очистить от грязи и жира. Для этого прогреваем стержень и наносим на него флюсовую пасту, после закипания и распределения по поверхности остатки загрязнений и флюса удаляем мыльной водой или бензином.
Из-за перегрева на стержне появляются раковины, они повреждают медный наконечник, и его необходимо снова лужить. Чтобы избежать этих неприятностей, очищайте после работы от остатков жести и канифоли. Протрите все рабочие части инструмента тканью или бумагой. Своевременная чистка поможет продлить срок службы вашего паяльника.
Знания, как правильно паять, нужны не только радиолюбителям и электромонтажникам. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте бытовых электроприборов.
Подготовка паяльника к работе
Перед пайкой паяльником следует хорошенько подготовить его к работе. В быту чаще всего применяется электрический паяльник с медным наконечником, который при хранении и эксплуатации постепенно покрывается слоем оксида и подвержен механическим повреждениям. Для получения качественного паяного соединения подготовка паяльника к работе осуществляется в следующей последовательности:
- Напильником с мелкой насечкой зачищается рабочая часть жала на 1 см от края.После зачистки инструмент должен приобрести рыжевато-медный цвет и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, коническую форму, чтобы припаять то, что нужно мастеру.
- Подключите паяльник и прогрейте его до рабочей температуры.
- Наконечник должен быть залужен, покрыт тонким слоем олова – тем же припоем, который используется для пайки подключаемых проводов. Для этого кончик инструмента погружают в канифоль, а затем над ним пропускают кусок припоя.Не используйте пруток с канифолью внутри для лужения паяльника. Чтобы припой равномерно распределился, потрите рабочие кромки о металлическую поверхность.
В процессе работы половинка будет выгорать и стираться, поэтому паяльник придется несколько раз чистить и лужить в процессе пайки. Очистить жало можно наждачной бумагой.
Если мастер использует инструмент с никелированным негорючим стержнем, его придется очистить специальной губкой или влажной тканью.Лужить такое жало в расплаве канифоли, пропустив над ним кусок припоя.
Пайке можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Флюс или лужение
Традиционный и самый доступный флюс – канифоль. При желании можно паять твердым или его спиртовым раствором (СКФ, канифоль-гель и др.), А также флюсом ТАГС.
Ноги радиодеталей или микросхем покрывают пол дня на заводе.Но чтобы избавиться от оксидов, можно перед установкой снова залудить, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медная проволока перед флюсованием или лужением очищается мелкой наждачной бумагой. Это удаляет оксидный слой или изоляцию эмали. Жидкий флюс наносится кистью, а затем точка пайки нагревается паяльником и покрывается тонким слоем олова. Лужение в твердой канифоли производится следующим образом:
- расплавить кусок вещества на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Необходимо правильно паять массивные детали из меди, бронзы или стали активными флюсами, содержащими кислоты (F-34A, Глицерин-гидразин и др.). Они помогут создать ровный слой половин и прочно соединить части крупных предметов. На обширные поверхности паяльником наносят олово, равномерно распределяя по ним припой. После работы с активным флюсом нейтрализуйте кислотные остатки щелочным раствором (например, содой).
Нагрев и выбор температуры
Новичкам сложно определить, при какой температуре инструмент может начать работу.Степень нагрева следует выбирать в зависимости от типа материала:
- пайка микросхем требует нагрева не выше, чем до + 250 ° С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали выдерживают нагрев до + 300 ° С;
- лужение и соединение медной проволоки может происходить при + 400 ° С и чуть ниже;
- массивные детали можно нагревать на максимальной мощности паяльника (около + 400 ° С).
Многие модели приборов имеют терморегулятор, по которому легко определить степень нагрева.Но при отсутствии сенсора следует учитывать, что бытовой паяльник можно нагревать максимум до + 350 … + 400 ° С. Приступить к работе с инструментом можно, если канифоль и припой расплавятся в течение 1-2 секунд. Большинство припоев марки POS имеют температуру плавления около + 250 ° C.
Даже опытный мастер не сможет правильно паять недостаточно горячим паяльником. При слабом нагреве структура припоя после застывания становится губчатой или зернистой.Пайка не имеет достаточной прочности и не обеспечивает хороший контакт между деталями, и такая работа считается браком.
Пайка
При достаточном нагреве расплавленный припой должен течь. Для небольших работ можно взять каплю сплава на острие инструмента и перенести ее на соединяемые детали. Но удобнее использовать тонкую проволоку (прут) разного сечения. Часто внутри провода находится слой канифоли, который помогает правильно паять паяльником, не отвлекаясь от процесса.
При использовании этого метода поверхность соединяемых проводов или деталей нагревается горячим инструментом. Конец стержня припоя подводится к наконечнику и слегка (1-3 мм) проталкивается под ним. Металл моментально плавится, после чего остаток планки снимается, а припой нагревается паяльником до тех пор, пока он не приобретет яркий блеск.
При работе с радиодетали необходимо учитывать, что нагрев для них опасен. Все операции выполняются в течение 1-2 секунд.
При пайке соединений крупных одножильных проводов можно использовать толстый стержень. При достаточном нагреве инструмента он тоже быстро плавится, но может медленнее распределяться по припаяемым поверхностям, стараясь заполнить все бороздки скрутки.
Процесс пайки знаком каждому, кто хоть раз держал в руках паяльник. Качество работы зависит от правильной температуры, состава припоя, флюса и состояния жала.Часть паяльника, находящаяся непосредственно в зоне пайки, может быть керамической или медной.
Традиционным материалом, несомненно, является медь из-за ее превосходной теплопроводности. И адгезия у нее хорошая. Однако этот металл нестабилен и быстро изнашивается – другими словами, он выгорает или растворяется в припое. Поэтому медные наконечники часто покрывают тонким слоем никеля или серебра.
Поэтому большинство радиолюбителей (особенно олдскул) предпочитают работать с чистой медью.Однако у такого наконечника есть серьезный недостаток – раскаленная медь моментально покрывается оксидом. Этот тонкий слой не только имеет нулевую адгезию, но и снижает теплопередачу. Поэтому рабочий наконечник всегда должен быть покрыт тонким слоем припоя – лужением.
Казалось бы, при первом включении накрыл наконечник оловом, и работа. Однако и здесь свойства меди оказывают медвежью услугу. Под слоем припоя выгорает медная основа. Образуются шлаки (а у них нет прилипания), и покрытие припоя быстро стекает к месту пайки.Вы снова отвлекаетесь от работы и начинаете чистить жало. Мы расскажем об этом процессе подробнее.
Важно! Никогда не пытайтесь шлифовать керамические наконечники и наконечники с покрытием.
В первом случае вы разделите материал, во втором превратите дорогой аксессуар в простой медный стержень.
Как залудить паяльник с медным наконечником?
Сам процесс укрытия затруднений не вызывает. На нагретую медь отлично ложится любой вид расплавленного припоя – олово, свинец или серебро.При одном условии – металл должен быть чистым. А это возможно только в холодном состоянии. Температура – катализатор окисления, снижающий адгезию до нуля. И холодный припой не плавится. Круг замкнут?
Если вы знаете, как почистить жало паяльника, вы можете восстановить его работоспособность за несколько минут.
Удаление накипи, шлаков, пригоревших остатков канифоли и пластмассовой изоляции можно производить на холодном паяльнике. Правильнее будет вытащить (осторожно) медный стержень из корпуса и почистить отдельно от ТЭНа.
Важно! Часть стержня внутри нагревательного элемента также окисляется.
Подробное видео, как восстановить негорючее жало паяльника
Не беда, тепло от катушки все равно хорошо передается. Хуже, когда на внутренней стороне наконечника появляется окалина. При таком загрязнении ухудшается теплопередача и теряется электроэнергия.
N3ZI DDS SMT Пайка для поверхностного монтажа
Многие домашние пивовары пугаются Технология поверхностного монтажа.Дело в том, что эта технология захватил промышленность, но был разработан для машин, а не для людей, пайка. Я не решался попробовать, но у тебя нет выбора, если Придя к DDS, микросхемы доступны только в поверхностном монтаже. В чтобы задача была как можно проще, я решил не делать все остальное на плате для поверхностного монтажа. И я выбрал аналог Микросхемы DDS, которые, как мне показалось, паять проще всего. Это 16-контактная часть, большинство других используемых микросхем DDS имеют много большее количество контактов.И как выясняется, дело не в этом жесткий. Я использовал свою дешевую, хорошо использованную пайку Radio Shack 15w. утюг. Я немного заточил кончик своим дреммелем. я припой специального не покупал, использовал кестер 032 60/40. Нет дополнительный поток. Я использовал фитиль для припоя. У меня тоже есть один из тех красивые увеличительные лампы с круглой люминесцентной лампой и большой увеличительная линза посередине. Вам понадобится немного увеличение. У меня также есть очки по рецепту, которые иметь очень крупный план. Я получил их в Zenni оптических, которые продает очки по рецепту по цене 8 долларов за пару.Тщательно выровняйте чип в нужном месте. Обратите внимание на направление. Контакт 1 идет в правом нижнем углу. Pin1 на микросхеме имеет точку отступ в пластиковой упаковке. Также посмотрите фото. Выровняйте провод на колодках и убедитесь, что он расположен по центру слева направо. Припой один угловых штифтов. Повторно выровняйте чип и припаяйте противоположный угол штырь. Припаяйте все оставшиеся контакты, не беспокойтесь о припое мосты. После того, как вы закончите, используйте фитиль для припоя, чтобы удалить излишки припоя. и всякие паяные мосты.Внимательно осмотрите его на глаз под увеличительным стекло. Вы можете использовать свой тестер непрерывности, чтобы убедиться, что нет контактов чтобы закрепить шорты, и все соединения выполнены, но тестирование выполняется правильно, как вывод выходит из упаковки, затем на печатной плате в соответствующей точке.
Теперь профессионалы посоветуют вам купить красивый регулируемый паяльник с острым наконечником. И очень мелкий припой с разная смесь и дополнительный флюс. Все это наверное хорошо идея. С моим первым прототипом я получил запчасти на 3, и полностью ожидал повредить 2, прежде чем у меня есть право.Я попробовал первый один с инструментами, которые у меня были под рукой, но я планировал заказать необычные вещи. Но, как оказалось, это было довольно просто, и я никогда не потрудился заказать нарядные вещи.
Если вы поищете в Интернете и даже на YouTube, вы найдете много информации
о людях, которые паяют детали для поверхностного монтажа. Не только окорока,
но любители робототехники и многие другие. И в большинстве других случаев
люди вручную паяют намного больше деталей на плату, а детали с
большее количество контактов. Мои печатные платы сделаны профессионально высокого качества
бессвинцовые платы с паяльной маской.К ним можно припаять
свинец или бессвинцовый припой.
ручка для пирографии nz
Случайный узор зерна привлекает внимание и обязательно привлечет внимание. Ручка Bult Action Bullet Pen с отделкой под дерево Rewarewa. Авторское право 2021 Timberly Woodturning. Случайный узор зерна привлекает внимание и привлекает много внимания. Razertip Large Skew F1L… Наконечник Razertip с шариковым наконечником 0,8 мм F99.008 43,00 $. Объяснение перьев для пирографии – Часть 3. Самый популярный цвет? Umitive 94Pcs Набор ручки для пирографии для сжигания дерева, цифровой ЖК-дисплей, кабель питания с переключателем, регулируемая температура 180 ° C- 480 ° C, паяльная ручка 80 Вт и трафареты для сварных резьбы.Это настоящее потрясающее зрелище как с необычной расцветкой, так и с рисунком текстуры. Пирография Содержание – 1 x ручка для пирографии с цифровым дисплеем, 15 различных наконечников для выжигания и пайки по дереву, 10 различных наконечников для резьбы по дереву, 5 различных наконечников для тиснения, 1 патрон для горячего ножа, 1 лезвие, 12 цветных карандашей, 12 × форма, 10x копировальная бумага, 6x древесная стружка, 1x точилка для карандашей, 1x держатель для пайки с чистящей губкой, 1x сумка для переноски и 1x руководство пользователя. Доступны PayPal и ZipMoney. 20 января 2019 г. – Исследуйте “шаблоны пирографии” на доске Деби Кнапп, за которыми следят 670 человек на Pinterest.Отличная новинка подарочная ручка. Самый распространенный материал набора для сжигания древесины – дерево. Это процесс нанесения изображения на кусок дерева путем выжигания линий на поверхности дерева различной формы и интенсивности с помощью инструмента типа паяльника. Случайный узор зерна привлекает внимание и привлекает много внимания. Ручка поставляется с картриджем в стиле Parker, и вы можете купить сменные картриджи, чтобы пользоваться ручкой долгие годы. На шаблоны, содержащиеся в этом документе, распространяется авторское право.Наконечник Razertip Small Skew F1S 43,00 $. Ручка Heavy Duty 14M – Средний нож Средний нож – Ручка Heavy Duty с фиксированным наконечником. Более 800 комбинаций ручек и наконечников доступны через Razertip, а хороший выбор можно заказать через другие компании, что делает его одним из самых универсальных инструментов для пирографии на рынке. деревянная отделка. Мне он понадобится около 4-5 дней. Если у вас есть один, который я могу позаимствовать, дайте мне знать. Искусство и Ремесла онлайн: VILLCASE 25Pcs Набор для выжигания по дереву Ручка для пирографии Резьба для тиснения Горящая ручка Резак для резьбы по дереву для сварки Резьба (Красное золото), Рыбный пруд.co.nz В противоположных углах – хлопковые катушки. 99. Новые продукты. Сменные дровяные жгуты Pyrography Wood Grain NZ обладают рядом важных преимуществ. Ручки для выжигания дерева напоминают паяльник, за исключением того, что кончик ручки, который используется для создания рисунков, имеет форму, больше напоминающую ручку. Миллионы товаров с бесплатной доставкой по всей Новой Зеландии. Стандартные перья для пирографии от Razertip – самые маленькие и самые универсальные в мире. Контактный почтовый адрес: P.O. Ручка металлического цвета с золотой отделкой.40 дизайнов, 112 страниц, полноцветный. Инструменты и наборы для пирографии в Carbatec – родине деревообработки. Или лучшее предложение. … – Перо для генеральной пирографии 10R. Каури Рут, чтобы отдать должное, было уделено много внимания выбору дерева, подходящего для ручки. Наши сверхмощные ручки для пирографии с фиксированным наконечником немного больше, но они понесут наказание, как никто другой. 30,99 $ 30 $. Два разъема. Добавить в корзину. Изготовлен из новозеландской сосны Timbe, покрыт слоями лака. Случайный узор зерна привлекает внимание и привлекает много внимания.Добавить в корзину. Сейчас Джанет занимается токарной обработкой предметов по дереву на своем токарном станке и украшает их всеми видами творчества, включая пирографию. Ручка металлического цвета с золотой отделкой. 39,95 долларов США 39 долларов США. Диапазон, 100 мм, 4 дюйма, канавочный диск с плоской поверхностью, диаметр 22 мм, диаметр 7/8 дюйма, 5 дюймов, диск, колесо с плоской поверхностью, с отверстиями, диаметр 7/8 дюйма, диски SaburrTooth 4 дюйма для шлифования резьбы, оборудование для обеспечения безопасности – респираторы , Щиты, респираторная маска PureLite / Trend и ACC, инструменты для токарной обработки Штангенциркули Hamlet и аксессуары, набор сверл для мини-пилы с двумя ПК и микромотором / Dremel 627030, мини-набор сверл из 30 предметов, хвостовик 3/32 дюйма 627020, Saburrtooth 100 мм 4 дюйма, плоский Диск для обработки торцевых канавок, диаметр 22 мм, 7/8 “, акриловая ручка, чистый кофе с розовой линией.Эта ручка для гравировки по дереву также обеспечивает безопасность и надежность. Fishpond Новая Зеландия, VILLCASE 25шт. Набор для выжигания по дереву Ручка для пирографии Резьба для тиснения Ручка для резьбы по дереву Резак для сварки Резьба по дереву (Красное золото) Аналоги. Бесплатная доставка на Amazon. Переключатель разъема для переключения питания с одного разъема на другой. Каждому наконечнику тщательно придана форма, а затем проволока была закалена, что делает его идеальным для многократного экстремального нагрева и помогает им дольше сохранять форму. Стартовый комплект Woodturner на липучке с наждачной бумагой Astra Dot.The Timberly Textura “(My Ten Dollar Tool)” Продажи в Новой Зеландии, стартовый набор Woodturner на липучке Astra Dot, дополнительный курс с хвостовиком Saburrtooth Sphere 1/8 18S14-70, YorkShire Grit Micro Fine 227g Скоро в продаже, GLENN LUCAS ROUND NOSE NEGATIVE RAKE СКРЕБОК Гл-2. Случайный узор зерна привлекает внимание и привлекает много внимания. Ручка поставляется с картриджем в стиле Parker, и вы можете купить сменные картриджи, чтобы пользоваться ручкой долгие годы. Округлый каблук предпочитают многие художники.Наша сверхпрочная ручка со сменным наконечником BPH позволяет вам покупать те «малоиспользуемые» наконечники… Ее текущий ассортимент дизайнов для квилтинга и рукоделия продается по всему миру. 4,3 из 5 звезд 1452. Получите как можно скорее в пятницу, 5 февраля. Ручка металлического цвета с серебряной отделкой. 142 страницы, полноцвет. 29,98 долларов США. Добавить в корзину. Подставка для пера для пирографии – очень полезное дополнение к вашему набору инструментов. Используя подставку, вы держите горячий инструмент подальше от рабочего стола или скамейки и в безопасности. 95. 2 оценок продукта – Профессиональный набор инструментов для паяльника для выжигания по дереву, 60 Вт, 110 В.Голосовой: 1-306-931-0889. Эта высококачественная ручка заслужила выдающийся образец новозеландского древнего корня каури, чтобы отдать должное, поэтому было уделено много внимания выбору древесины, подходящей для ручки. Ручка металлического цвета с серебряной окантовкой. Несмотря на то, что они по-прежнему способны отображать очень мелкие детали, они идеально подходят для применений, где используется плоская сторона наконечника (затенение, изготовление перьев и т. Д.). Это настоящее ошеломление с необычной окраской и узором текстуры. 38,00 долларов США. Размеры древесины составляют 14 см (5 дюймов) квадрат.Паяльники 60 Вт Набор для выжигания древесины AC 220 В 110 В Цифровой дисплей Ремесла Набор для пирографической ручки Паяльные инструменты для вилок ЕС и США NZ $ 78,59 – 149,99 / шт. Электрический паяльник 24 в 1 Инструмент для пирографии Сварочный наконечник Комплект сварочных наконечников Ручка для сжигания древесины Простота и удобство использования NZ $ 37,49 – 49,50 /… Пирографическая ручка nz. Добавить в корзину. TW-BS6-BL, Оранжевая и черная акриловая ручка с белой линией TW-BS22-BL, Заготовка для акриловой ручки розовая с белой линией TW-BSO1-BL, паста для позолоты в стиле барокко (полный спектр цветов), перфорированная липучка Astra Dot Диски для наждачной бумаги [10 шт.], Формула финишера Bee Kind Finisher для токарной и ремесленной обработки, Шлифовальное масло для токарных станков / Shell Ondina Oil 15 – 1 литр, НОВИНКА !!! Опубликовано 28/12/2020, 28/12/2020 автором Мне нужен инструмент / машина для выжигания по дереву, также известная как ручка для пирографии, которую я мог бы одолжить для использования в школьном проекте (украшение маленькой крышки шкатулки для драгоценностей).Ручка для пирографии по дереву и коже TRUArt Stage 1 – лучший набор инструментов для выжигания по дереву и кожи – поставляется с 21 различными наконечниками – режим двойной мощности – 30 Вт и 15 Вт, тыква. $ 54.00 Она участвовала в художественных проектах, которые висят в здании парламента Новой Зеландии (Beehive). Это настоящее потрясающее зрелище как с необычной расцветкой, так и с рисунком текстуры. или в школах или клубах… … “Продажи в Новой Зеландии. 110 Harris Rd East Tamaki, Окленд 2013, Новая Зеландия, почтовый ящик 259126 Окленд 2163, Новая Зеландия. Тележка для покупок от Interspire, Woodcut Cup Tool (Little Wonder) и аксессуары, Инструменты для разделения, Наклоны, скребки с отрицательными граблями, заточка инструментов для резки древесины с помощью TruGrind, международные продажи деревянных инструментов в США, заточка WoodCut – круги Trugrind-CBN за рубежом, бывшие в употреблении токарные станки / оборудование и аксессуары, специальная паста для позолоты в стиле барокко, 4 или более специальных жестяных пластин, механическая резьба – долота для ручной резьбы – текстурирование, высокоскоростной резчик NSK и аксессуары, отделка – герметики – масла – воски – лак, абразивная паста для токарных станков YorkShire Grit Wood Turners, GEMCOAT – эпоксидные смолы для литья под давлением плюс пигменты, оборудование – принадлежности для рукоделия – комплекты-вставки для часов, Специальные эффекты Langridge Verdigris и Rust, CrushGrind и стандартные мельницы для перца / соли, аксессуары для токарных станков – торцевые пластины-приводные центры, новозеландские деревянные подарки и произведения искусства ручной работы, микродвигатели для механической резьбы и Acce ssory, Выжигание по дереву с пирографией – Станки для работы с покером, Машина для пирографии Питера Чайлдса Роберта Сорби, Инструменты и аксессуары Роберта Сорби для текстурирования, SABURRTOOTH – Боры и резаки для резьбы В этот набор входит лучшая ручка для пирографии, которая поставляется в термостойком корпусе, чтобы защитить ваши пальцы во время работы в течение длительного времени.Box 910, Martensville, SK, S0K 2T0, Canada. Купон 5% применяется при оформлении заказа. Сэкономьте 5% с купоном. 4,4 из 5 звезд 1165. Во многом как 14L, но для художников, которые предпочитают немного меньший наконечник. Доступны как: стандартная ручка, только стандартный наконечник, сверхпрочная ручка и только сверхпрочная головка. Общие детали в пирографии, тыквах, волосах или перьях. Также занимается искусством с помощью своей пилы для свитков. 0,00 долларов США. Бесплатная доставка и возврат товаров eBay Plus для участников Plus. Ручка поставляется с картриджем в стиле Parker, и вы можете купить сменные картриджи, чтобы пользоваться ручкой долгие годы.НОВЫЙ! Ручка Sierra из древесины корня Kauri с потрясающей текстурой натуральной текстуры. Образцы дикой природы – линии и тональные узоры и способы их адаптации к различным ремеслам, включая пирографию. Древняя древесина корня каури ручка Sierra с потрясающей текстурой натуральной текстуры. Сравнивать. Pyrography Pen Tips – это оригинальная работа, впервые опубликованная в 2016 году Lora S. Irish и Art Designs Studio и полностью защищенная авторским правом. Все международные права защищены и не могут распространяться каким-либо образом. Краткая история: Слово «пирография» имеет греческое происхождение, «pur» означает огонь, а «graphos» означает письмо, которое затем легко переводится в наше более распространенное название «сжигание древесины».Принадлежности для чистки пера для пирографических перьев: наждак с зернистостью 1500. Рукоятка Razertip с шариковым наконечником 1,5 мм F99.015 $ 43.00. Резьба по дереву – это искусство вырезания рисунков и изображений на дереве с использованием тепла, также известное как пирография. Ручка поставляется с картриджем в стиле Parker, и вы можете купить сменные картриджи, чтобы пользоваться ручкой долгие годы. Остался только 1! Делайте покупки в Интернете, нажмите и заберите или получите товар. Бесплатная доставка. … 25w 220V ДЕРЕВЯННАЯ РУЧКА ИНСТРУМЕНТ ДЛЯ ПИРОГРАФИИ 21 НАКОНЕЧНИК КОЖАНЫЕ ЧЕРТЕЖИ.Телефон – (09) 274 9454 Факс – (09) 274 9455 Электронная почта – [email protected] Заказы: 0800 444 329 ← Юимару Хаккен – интенсивные семинары по карате на Окинаве. 37PCs Набор ручек для пирографии для сжигания дерева Температура Кабель питания Комплектные железные наконечники Трафареты Гравировка Ремесленные инструменты Деревообработка Кожа Пробка AngmartCrafts. Бесплатная линия для заказа (Канада и США): 1-877-729-3787 Ручка для выжигания тыквы для машины для выжигания тыквы 18,99 долларов США Многофункциональная машина для пирографии мощностью 50 Вт Набор инструментов для ремесла ручки для выжигания древесины тыквы 129 долларов США.85 60PCS 60W 110V Набор перьев для сжигания дерева Советы Трафарет Паяльник Инструмент Набор для пирографии ремесел $ 38.16 Карта сайта | На Etsy продается 217 комплектов для сжигания дров, и они стоят в среднем 54,72 новозеландских доллара. Эта высококачественная ручка заслужила выдающийся образец новозеландского древнего корня каури, чтобы отдать должное, поэтому было уделено много внимания выбору древесины, подходящей для ручки. Эта высококачественная ручка заслужила выдающийся образец новозеландской Rewarewa, чтобы отдать должное, поэтому было уделено много внимания выбору дерева, подходящего для ручки.175,00 $ 138,00 $. 123,00 $ 122,00 $. Пирографы используют инструмент, называемый ручкой для выжигания древесины. Делайте покупки сегодня! Ручка поставляется с картриджем в стиле Parker, и вы можете купить сменные картриджи, чтобы пользоваться ручкой долгие годы. 56,68 австралийских долларов. Эта высококачественная ручка заслужила выдающийся образец Новой Зеландии. Гарантия самых низких цен. Это настоящее потрясающее зрелище как с необычной расцветкой, так и с рисунком текстуры. Каталог »Выжигание по дереву … Шариковая ручка Razertip 0,4 мм F99.004 $ 49.00. 1: Как затачивать инструменты для токарной обработки древесины.Ручка поставляется с картриджем в стиле Parker, и вы можете купить сменные картриджи, чтобы пользоваться ручкой долгие годы. Запасные шнуры для горелок Colwood Wood. Подушечка для иголок с пирографией Цветочная подушечка-иголка с выгравированными по краям цветами, листьями и ягодами. Отличная новинка подарочная ручка. 147,00 $ 110,00 $. Это настоящее потрясающее зрелище как с необычной расцветкой, так и с рисунком текстуры. Ручки HD требуют более высокой температуры, чем большинство стандартных ручек, и их лучше всего использовать с прочным шнуром (HD). Сэкономьте до 10%, когда покупаете больше.Эта высококачественная ручка заслужила выдающийся образец новозеландского реварева, чтобы отдать должное, поэтому было уделено много внимания выбору дерева, которое подходило к ручке. Удерживая горячий конец пера для пирографии поднятым, вы ограничиваете вероятность ожога или отметок на рабочем месте. TW-BS23-BL, акриловый ярко-фиолетовый, бледно-лиловый с белой линией TW-BS29-BL, акриловая пустая ручка для карандашей желто-оранжево-зеленая, акриловая пустая ручка для кофе с черной линией. Набор из 10 твердосплавных заусенцев. Сравнивать. Один соединитель… (серия из 5 частей от Сью Уолтерс) Думайте о пишущем наконечнике как о шариковой ручке вашего набора для выжигания древесины.Ручка поставляется с картриджем в стиле Parker, и вы можете купить сменные картриджи, чтобы пользоваться ручкой долгие годы. Ручка металлического цвета с серебряной окантовкой. Ручка Sierra из древесины Rewarewa с потрясающей текстурой натуральной текстуры. Набор для рукоделия Pyrography Pen Kit от интернет-магазина Fishpond.co.nz. На двух углах наперстков я выгравировал инициалы и год. Узнайте больше о пирографии, узорах пирографии, искусстве выжигания по дереву. Получите лучшие предложения на Craft Wood Burning Pens. Древняя древесина корня каури ручка Sierra с потрясающей текстурой натуральной текстуры.Учебное пособие по пирографии – полное руководство по искусству выжигания по дереву. Ручка Sierra из древесины Rewarewa с потрясающей текстурой натуральной текстуры. Одно перо для пирографии. Делайте покупки с помощью Afterpay для подходящих товаров. 37PCs Набор ручек для пирографии для сжигания дерева Температура Кабель питания Комплектные железные наконечники Трафареты Гравировка Ремесленные инструменты Деревообработка Кожа Пробка AngmartCrafts. Все цены указаны в новозеландских долларах. Свяжитесь с Carbatec NZ.
Руководство по заточке ножей – Северная архитектура
Текст: Роберт Хессон, среда, 27 января 2021 г.
Руководство Burr Smith по заточке ножей является одним из наиболее надежных и эффективных руководств.Это помогает пользователям получить очень простую информацию о том, как заточить ножи до острых, как бритва, лезвий и лезвий, до которых доходит до волос. Руководство 12-летней девочки, увлекающейся заточкой ножей, помогло многим людям найти решения для своих тупых ножей. Все мы знаем, насколько опасными могут быть тупые ножи. Это потому, что у них слишком много давления, из-за чего он соскользнет с большой силой и может причинить вред. Вот почему вам нужно руководство, чтобы получить нож, который легко режет, чтобы избежать несчастных случаев. Вам следует выбрать руководство Burr Smith, чтобы получить наиболее доступное и лучшее руководство с простым в использовании руководством, не требующим технических знаний перед его использованием.Другие источники предоставляют очень сложные детали с предположением, что пользователи уже знают указанные инструменты, необходимые для работы. Но руководство Burr заботится о том, чтобы дать пользователю все правильные наконечники для эффективной заточки ножей вручную. Чтение книги помогает понять ошибки людей и способы их исправления. Вы также получите видео и изображения, которые помогут лучше понять процесс. Продукт является законным, никаких мошенников по этому поводу. Это также удобно и недорого по сравнению с руководствами других людей, которые не так эффективны, как это.Подробнее здесь …
Руководство по заточке ножей Сводка
Рейтинг: 4,7 звезды из 12 голосов
Содержание: Электронные книги
Автор: Burr Smith
Официальный сайт: burrsblades.com
Доступ сейчас
Мой обзор руководства по заточке ножей
Я обычно нахожу книги, написанные по этой категории, трудными для понимания и полными жаргона. Но писатель умел излагать передовые методы на чрезвычайно легком для понимания языке.
Мое мнение об этой электронной книге: если у вас нет этой электронной книги в вашей коллекции, ваша коллекция неполная.Я не жалею о покупке этого.
Если лист фанеры недостаточен для покрытия ширины, один лист укладывается, как уже описано, а следующий с нахлестом 1 дюйм (25 мм) (280 4). Затем центральная линия нахлеста прорезается острым ножом, работая против линейки, края осторожно приподнимаются, при необходимости вставляется свежий клей, участок повторно нагревается и забивается молотком, а стык заклеивается бумагой, чтобы удерживать края вместе, пока клей схватывается. Если шов впоследствии открывается, это обычно признак того, что было использовано слишком много воды или слишком большое давление, приложенное к волокну, растягивая влажный шпон.Составные узоры, подобранные завитки и т. Д. Укладываются таким же образом, центральные или направляющие линии проводятся по основанию основы и размечаются по краям, первый лист укладывается так, чтобы перекрывать направляющую, второй лист укладывается и прорезается (280 5). Бриллианты и четвертинки и др. Также можно
Когда рендеринг был завершен, он был удален из остальной части растяжения путем обрезки по границам острым ножом. Сначала на каждом углу был сделан короткий надрез под углом 45 градусов (см. Рисунок 10.9). Сначала были вырезаны верх и низ, затем обрезаны стороны. Предупреждение. Если возможно, рендеринг должны выполнять два человека: один режет одну сторону, а другой – противоположную. Если разрез синхронизирован так, что два ножа находятся точно напротив друг друга, давление растяжения будет постепенно уменьшаться. Большие участки, особенно, иногда трескаются, если их неаккуратно вырезать из доски.
Внутри этой рамки должны быть проведены параллельные линии и положение пальцев отмечено твердым карандашом. Затем пальцы врезаются острым ножом, отходы поднимаются, и два винира плотно прижимаются друг к другу и фиксируются на месте.На рис. 292 показаны различные этапы, а завершенное пальцевое соединение, которое не было «подделано» каким-либо образом, показывает соединение как небольшое отклонение только в направлении волокон на правой стороне готовой панели. Этот метод также может быть использован для фанеры произвольной длины, при условии, что волокно на нескольких листах достаточно однородно.
Часто называемые «голубятни», они предназначены для хранения канцелярских принадлежностей обычных размеров, а в 247 9 приведены типичные примеры. Лучше всего их собирать как отдельные блоки, скрепленные вместе (247 11) или с фальцем, склеенные и пришпиливаемые (A), с небольшим зазором для облегчения входа, привинченные к бокам каркаса и зазоры, закрытые молдингом крышки (B ).При тонкой работе основные элементы имеют толщину 3 16 дюймов (5 мм) или 1 4 дюйма (6 мм), с делениями не более 18 дюймов (3 мм) с клиновидными канавками (247 10), склеенными и приклеенными штифтами. вместе. Клиновидный паз можно прорезать острым ножом напротив скошенного блока, а перегородки отполировать перед сборкой.
Показано, 1, 2, 3, 4 и т. Д., Работая с волокнами в максимально возможной степени, молоток по волокну растянет влажный шпон, и последующая усадка по ширине будет значительной.На рис. 280 3 показан другой метод, предпочитаемый некоторыми рабочими, когда они работают от центра наружу, но здесь опять же нет строгих правил, и многое зависит от типа фанеры и скорости рабочего. Следует избегать чрезмерного использования воды, ее достаточно лишь для того, чтобы облицовка оставалась эластичной, а утюг не прилипал. Небольшие локальные пятна или волдыри, которые отказываются прилипать, часто можно убрать с помощью груза, накрыв волдыря клочком бумаги, чтобы предотвратить прилипание груза. Устойчивые пузыри можно обнаружить, постучав ногтем, и, если клей застыл, пузырек следует разрезать острым ножом вдоль волокон, вставить свежий клей, накрыть клочком бумаги и утяжелить.Если облицовка производится без использования нагретого утюга, фундамент должен быть …
Волдыри и незакрепленные пятна можно найти, постучав ногтем, чтобы выявить глухой звук, или кончиками пальцев, быстро проведя щеткой вперед и назад, что дает легкий шепот над полыми местами. Вопреки общему мнению, пузыри на винирах, уложенных полимерным клеем, отремонтировать несложно. Шпон следует разрезать лезвием бритвы или острым ножом вдоль волокон, вставить свежий клей, сильно потереть острие молотка, чтобы удалить излишки клея, заклеить бумажной или целлюлозной лентой, накрыть нагретым стальным скребком или деревом. блок и на мгновение утяжелил.Можно использовать паяльник или электрический утюг, но сначала нужно выдавить весь лишний клей, иначе тепло превратит его в твердый комок под облицовкой. Если волдыри возникают в очень светлых или нежных породах дерева, кусок белой доски
Я предпочитаю использовать современные фломастеры (например, водонепроницаемый Pilot или Staedtler) с гладкой, довольно тонкой бумагой (например, альбом для рисования Daler 3404). Ручки для рисования с тушью обычно забиваются или текут слишком медленно для моего стиля рисования. В качестве альтернативы вы можете использовать ручку со стальным пером (например, перо для почтового отделения), которую просто вставляют в держатель для ручки и при необходимости окунают в емкость с чернилами.Большим преимуществом устаревших стальных перьев является то, что толщина линии меняется в зависимости от оказываемого давления, поэтому эскизы имеют гораздо больше характера и акцентов. Архитектор и градостроитель Раймонд Анвин использовал линии разной толщины от одного перья для хорошего эффекта в своих эскизах. Недостатком открытых стальных перьев является время, необходимое для высыхания чернил, и их склонность к разбрасыванию чернильных пятен во всех направлениях. Однако, проявив терпение, хороший солнечный свет и коробку салфеток, проблемы можно решить, и если вы сделаете чернильное пятно, это можно будет исправить…
Бумага с мягкой текстурой, например бристольский картон с детской отделкой, калька, веллум, угольная бумага, пастельная бумага или любые цветные доски для иллюстраций и плакатов. Единственным его недостатком является то, что острие легко ломается, поэтому рекомендуется очень осторожно заточить карандаш вручную с помощью острого ножа, обнажая только около 1 дюйма углерода. Следует проявлять осторожность, чтобы не порезать углерод во время удаления древесины. Как и в случае с графитным карандашом, окончательная форма острия клонируется на блоке наждачной бумаги или тонком напильнике.
Исключительно, потому что полка могла слегка сужаться по толщине, что приводило к неаккуратной посадке, если корпуса были квадратными в поперечнике и постоянной ширины по всей длине. Лучше всего провести карандашную линию на щеке, положить конец полки вертикально на щеку напротив карандашной линии и нанести толщину с обеих сторон острым ножом, сильно прижатым к полке. Переносной электрический маршрутизатор можно использовать для разрезания корпусов, работая против стесненной планки, зажатой в работе.В качестве альтернативы, если резка выполняется вручную, правильная глубина измеряется на заднем крае, отверстие просверливается спереди на нужную глубину, отверстие вырезается под квадрат, надрезы ножа углубляются и формируется небольшой скос, служащий ориентиром для шипорезом, стороны пропилены на глубину, а отходы вырублены зубилом или фрезерованы
Шерсть безопасна в обращении, требуются только перчатки и респиратор в качестве минимальной защиты. Он не вызывает раздражения, за исключением редких случаев у людей с определенной аллергией на шерсть.Шерстяные войлоки, которые для поддержания формы содержат 85 единиц шерсти и 15 полиэстеров, можно легко разрезать острым ножом или разорвать до нужного размера. Шерсть потенциально восприимчива к грызунам, которые могут использовать ее в качестве материала для гнезд, если она доступна, но войлоки обрабатывают инсектицидом для предотвращения нападения моли или жуков и неорганическими антипиренами.
Как латексные, так и синтетические пенопласты могут быть получены в виде листов (твердая пена) и с полостями, которые уменьшают вес и придают повышенную мягкость, и имеют диапазон толщины до 12 дюймов (305 мм) в зависимости от типа.Они также доступны в диапазоне плотностей, соответствующих мягким, средним и жестким сиденьям для движения (железные дороги, автобусы и т. Д.). Толщина подкладки может быть увеличена с помощью резинового клея (Bostik и т. Д.) И может быть разрезана ножницами, гофрированными кухонными ножницами, острыми ножами или ленточной пилой. Их можно приклеивать непосредственно к прочным фанерным основам или размещать прямо над упругими ремнями. Должна быть обеспечена соответствующая вентиляция, и, если они покрыты непроницаемыми материалами, кожа, кожаная ткань и ткани с покрытием из ПВХ должны быть проделаны с отверстиями 1 4 дюйма (6 мм) с центрами 3 дюйма (76 мм), а свободные подушки снабжены латунными проушинами. дырки вшиты, иначе потенциальные пользователи пострадают от серьезного затруднения, так как эффект будет эффектом подушки для шуток.Обычно покрывают поролоном набивку …
.