Основы техники КАЧЕСТВЕННОЙ ПАЙКИ без ошибок.
Содержание
- 1 Основы пайки.
- 2 Приступаем к пайке!
- 3 Критерии качественной пайки!
- 4 Различные способы пайки
- 4.1 Пайка свободных проводов
- 4.2 Немного теории
- 4.3 Типичные ошибки начинающих и методы их исправления
Чтобы научиться правильно паять нужно подготовить: паяльник (как выбрать правильный паяльник), подставку для паяльника, деревянный брусок, припой, флюс, плоскогубцы или пинцет, бокорезы.
Перед пайкой радиодетали, ее следует подготовить. С помощью узких плоскогубцев или пинцета, согните выводы детали таким образом, чтобы они входили в отверстия платы (это называется формовкой выводов радиоэлементов). Полезно иметь специальное приспособление для формовки выводов деталей под определенные расстояния между монтажными отверстиями. Вставьте деталь в отверстия на плате. При этом следите за правильным размещением (полярностью — если таковая имеется) детали, например, диодов или электролитических конденсаторов. После этого слегка разведите выводы с противоположной стороны платы, чтобы деталь не выпадала из своего посадочного места. Не следует разводить выводы слишком сильно.
С помощью узких плоскогубцев или пинцета, согните выводы детали таким образом, чтобы они входили в отверстия платы (это называется формовкой выводов радиоэлементов). Полезно иметь специальное приспособление для формовки выводов деталей под определенные расстояния между монтажными отверстиями. Вставьте деталь в отверстия на плате. При этом следите за правильным размещением (полярностью — если таковая имеется) детали, например, диодов или электролитических конденсаторов. После этого слегка разведите выводы с противоположной стороны платы, чтобы деталь не выпадала из своего посадочного места. Не следует разводить выводы слишком сильно.
Чтобы правильно паять элемент расположите жало паяльника между выводом и платой, как изображено на рисунке, разогрейте место пайки. Время разогрева должно составлять не более 3-5 секунд, чтобы не вывести из строя деталь или плату.
Через 1-2 секунды поднесите припой к месту пайки.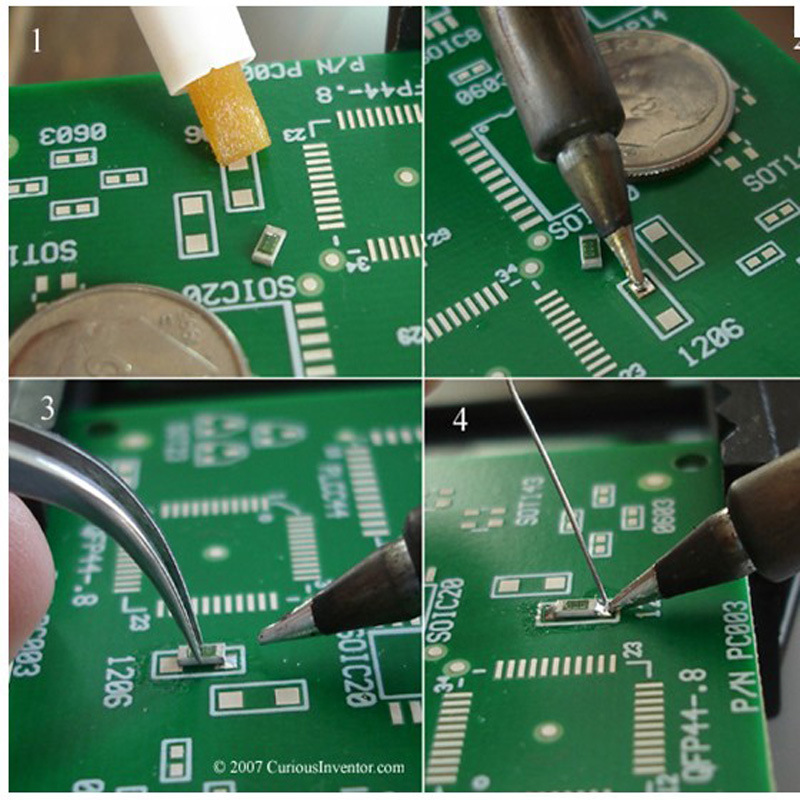 При касании припоем жала паяльника может брызнуть флюс. После того, как необходимое количество припоя расплавится, отведите проволоку от места пайки. Подержите жало паяльника в течение секунды у места пайки, чтобы припой равномерно распределился по месту пайки. После этого, не сдвигая деталь, уберите паяльник. Не сдвигая деталь, подождите несколько мгновений, пока место пайки не остынет окончательно.
При касании припоем жала паяльника может брызнуть флюс. После того, как необходимое количество припоя расплавится, отведите проволоку от места пайки. Подержите жало паяльника в течение секунды у места пайки, чтобы припой равномерно распределился по месту пайки. После этого, не сдвигая деталь, уберите паяльник. Не сдвигая деталь, подождите несколько мгновений, пока место пайки не остынет окончательно.
- Качественное место пайки соединяет контактную площадку и вывод детали и имеет гладкую и блестящую поверхность.
- Если место пайки имеет сферическую форму или имеет связь с соседними контактными площадками, разогрейте место пайки до расплавления припоя и удалите излишки припоя. На жале паяльника всегда остается небольшое количество припоя.

- Если место пайки имеет матовую поверхность и выглядит исцарапанным, то говорят о «холодной пайке». Разогрейте его до расплавления припоя и дайте ему остыть, не сдвигая детали. При необходимости добавьте немного припоя. После этого можно удалить остатки флюса с платы с помощью подходящего растворителя. Эта операция не является обязательной — флюс может оставаться на плате. Он не мешает и ни в коем случае не влияет на функционирование схемы (для эстетики внешнего вида платы, лучше конечно удалить остатки флюса).
Как правильно паять? На этот вопрос должны ответить представленные ниже параграфы. Они предназначены для начинающих радиолюбителей, ищущих нечто большее, чем просто теоретические знания.
Пайка свободных проводовС самого первого примера приступим к практике. Необходимо соединить светодиод с ограничивающим сопротивлением и припаять к ним питающий кабель. Здесь не используются монтажные штифты, платы или другие вспомогательные элементы. Необходимо выполнить следующие операции.
Здесь не используются монтажные штифты, платы или другие вспомогательные элементы. Необходимо выполнить следующие операции.
1. Снять изоляцию с концов провода. Тонкие медные проводники абсолютно чисты, так как они были защищены изоляцией от кислорода и влажности.
3. Залудить концы проводов очень важно для правильной пайки. Во время лужения разогретое жало паяльника необходимо подвести к проводу одновременно с припоем. Провод необходимо хорошо разогреть, чтобы припой равномерно распределился по поверхности жгута. Легкое потирание жалом помогает распределению припоя по всей длине лужения.
4. Укоротить выводы светодиода и резистора и также залудить их. Хотя выводы и лудились при изготовлении радиоэлементов, но в процессе хранения на них мог образоваться тонкий слой окислов. После лужения поверхность вновь будет чистой.
5. Удерживая соединяемые выводы параллельно друг другу, нанесите на них небольшое количество расплавленного припоя. Место пайки должно прогреваться быстро, расход припоя при этом — 2-3 мм (при диаметре 1,5 мм). Как только припой равномерно заполнит промежутки между соединяемыми выводами, необходимо быстро отвести паяльник. Место пайки должно оставаться в покое, пока припой не затвердеет полностью. Если детали сдвинутся раньше, то в пайке образуются микротрещины, снижающие механические и электрические свойства соединения.Немного теории
Пайка — это соединение металлов с помощью другого, более легкоплавкого металла. В электронике, как правило, используют припой, содержащий 60% олова и 40% свинца (ПОС — 40, ПОС — 60), как вы сами догадались цифры в обозначении типа припоя, указывают на процентное содержание олова в составе припоя.
- Поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов.
- Деталь в месте спайки необходимо нагреть до температуры, превышающей температуру плавления припоя. Определенные трудности при этом возникают в случае болших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева.
- Во время процесса пайки место пайки необходимо защитить от воздействия кислорода воздуха. Эту задачу выполняет флюс (канифоль), образующий защитную пленку над метом пайки. Флюс содержится в припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла.
 При расплавлении припоя он распределяется по поверхности жидкого металла.
При расплавлении припоя он распределяется по поверхности жидкого металла.- Начинающие монтажники касаются места пайки только кончиком жала паяльника. При этом подводится недостаточно тепла. Опытный монтажник обладает чувством оптимальной теплопередачи. Он прикладывает жало паяльника таким образом, чтобы между ним и местом пайки образовалась как можно большая площадь контакта. Кроме того, он очень быстро вводит между жалом и деталью немного припоя в качестве теплопроводника.
- Начинающие монтажники расплавляет немного припоя и с некоторой задержкой подводит его к нужному месту. При этом часть флюса испаряется, припой не имеет защитного слоя и на нем образуется оксидная пленка. Профессионал, напротив, всегда касается места пайки одновременно паяльником и припоем. При этом место пайки обволакивается каплей чистого расплава еще до того, как флюс успеет испариться.
- Начинающие монтажники часто не уверены, не перегрето ли место припоя. Они слишком рано отводят жало паяльника от места пайки, затем вынуждены опять подводить его для подогрева, вновь отводят, и т.д. Результатом является серое место пайки с неровными границами, так как соединяемые детали были нагреты недостаточно сильно, а сам процесс длился слишком долго и канифоль успел испариться. Мастер, напротив, нагревает место пайки быстро и интенсивно и завершает процесс резко и окончательно. Он вознаграждает себя гладкой, отливающей серебром поверхностью припоя.

Научившись паять можно купить паяльник с контролем температуры на Aliexpress, мы сделали подборку популярных моделей в отдельной статье.
Материал с сайта lessonradio.narod.ru переработанный и дополненный.
Поделиться с друзьями:
Твитнуть
Поделиться
Плюсануть
Поделиться
Отправить
Класснуть
Линкануть
Запинить
Основы пайки.
 Занятие 3 – презентация онлайн
Занятие 3 – презентация онлайнПохожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины. (Лекция 4.1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
1. Основы пайки
Занятие 3Основы пайки
2. Устройство паяльника
Газовый паяльник-горелка4. Виды жал
• Жало-игла -для очень мелких ювелирных работ.• Жало-нож. Используется для припаивания крупногабаритных
радиоэлементов. Быстро прогревает всю деталь, не остывая.
• Жало-скос. Удобно для переноса капельки припоя на своем
кончике
• Изогнутое жало.
 Очень удобен при демонтаже
Очень удобен при демонтажерадиокомпонентов в паре с медной оплеткой для снятия
лишнего припоя с платы.
• Обычное жало.
5. Инструменты для пайки
Подставка
Зажим платы
Оловоотсос
Паяльный фен
6. Расходники для пайки
• Припой-сплав с температурой плавления нижечем у соединяемых деталей
• Флюс-упрощает пайку, защищает и очищает от
окислов
• Медная оплетка-удаление лишнего припоя
7. Припои
Свойства:•Смачиваемость-явление, при котором надежность
связи между молекулами твердого вещества с
жидкостью больше, чем у жидкости
Например для пайки меди чистый свинец не
используют, он не смачивает медь.
•Температура плавления
Виды припоя: Мягкий/твердый, с флюсом/без.
Специальный-необходим для пайки редких
металлов, либо для особых специальных условий
8. Флюсы
Это химическое вещество, растворяющее ипоглощающее окислы. Флюс осуществляет
защиту металла от окисления и способствует
смачиванию соединяемых деталей.

Флюс паяльный спирто-канифольный
активированный ЛТИ-120.
Применение: пайка элементов радиомонтажа,
печатных плат, углеродистых
сталей, цинка легкоплавкими
припоями при температурах
200 – 300ºC.
Медная оплетка или многожильный провод с тонкими жилами
сперва окунается во флюс, а после прикладывается к месту с
припоем и прогревается паяльником. Из-за капиллярного
эффекта припой быстро заполняет пространство оплётки.
На фото – частично залуженная оплётка на фоне
механизма наручных часов
10. Подготовка паяльника к пайке
Периодически паяльник надо лудить, то есть снимать окислы.Сначала обрабатываем жало механически. Затем включаем
паяльник и горячее жало опускаем в канифоль, а затем – в
оловянный припой. Повторить процедуру несколько раз.
Данная процедура обеспечивает удобный захват припоя и
легкость самой пайки
Очистка жал паяльников
Если паяльником долго не пользоваться или при пайке выставили слишком
высокую температуру, то на жале образуется пленка нагара, которая
препятствует захвату припоя.

Очистка жал стружкой:
Очистка жала губкой, смоченной водой:
Лучше подходит для стальных жал.
Лучше подходит для медных жал.
Результат очистки:
13. Технология спайки проводов
Соединяемые проводники очищаются от изоляции
Провода очищаются от оксидной пленки
Скручиваются
Провода смачиваются флюсом
Пайка- на жало паяльника берут немного припоя,
вносят в зону пайки, прижимая жало к
проводникам. Припой растекается, заполняя
промежутки между проводами, обеспечивая
хорошее соединение.
• После остывания места пайки, по технологии
необходимо смыть остатки флюса
• Просушить соединение, покрыть его специальным
защитным лаком, после чего изолировать
Варианты пайки – с каплей на жале и с подачей припоя.
15. Характерные ошибки
• Самая существенная ошибка, влияющая на качество пайки, – этонедостаточное количество флюса. Ведь именно флюс:
– защищает детали от окисления;
– улучшает смачиваемость поверхностей и растекаемость припоя!
• Перегрев паяльника, если он без термостабилизации, или неправильно
выставленная (завышенная) температура.
 При перегреве флюс быстро
При перегреве флюс быстровыгорает, не успевая выполнить функцию защиты деталей от
окисления!
• Грязный паяльник затрудняет пайку.
• Недостаточный прогрев места пайки! Не убирайте паяльник сразу добейтесь равномерного распределения припоя. Если паяльник
мощный и флюса достаточно, припой растечётся, равномерно
соединяя детали, максимум за 1 – 2 секунды!
• Перегрев места пайки. Если припой уже растекся, соединив проводаубирайте паяльник сразу же, не ждите пока с места пайки выгорит весь
флюс.
Попытка спаять провода без флюса:
С флюсом :
Недогрев
< 180ºC
Норма
260-320ºC
Перегрев
> 330ºC
При пайке массивной детали важно помнить о площади теплового контакта!
Элементы, которым
вредно долго
подвергаться нагреву,
необходимо
придерживать
пинцетом выше
спаиваемого
соединения.
Спайка проводов при помощи «третьей руки»
22. Техника безопасности
• Работать только в защитных очках!!!Провод может «выстрелить» в глаз
каплей припоя из-за упругости,
либо сосед дернет рукой.

• Следить за тем куда ставишь
паяльник, не нужно прожигать кабель.
• Дым без причины-признак дурачины
• Не вдыхать специально дым! Он вреден!
• Ожоги обрабатывать спасателем!
Не оставлять паяльник включенным
в сеть, когда вы покидаете рабочее
место!
После выключения нужно
подождать 10-15 минут, прежде
чем убирать паяльники в коробку!
Проверить что стул не стоит на проводе!
24. Задание 1
Спаять их между собой 2 провода– Зачисть провод
– Скрутить его
– Покрыть флюсом
– Спаять между собой
– Защитить соединение термостяжкой
25. Задание 2
• Починить провод (если принесли)– Не забывать использовать термоусадку!
Если это акустический кабель, то нужно сжечь лак
на жилах провода жалом паяльника.
26. Задание 3
• Художественная пайка– Можете сделать все что сможете нафантазировать
Оцениваться будет качество пайки и идея
Еще примеры художественной пайки:
English Русский Правила
Понимание основ для успешной пайки
Пайка — это удивительно простой навык, если вы знаете, что делаете.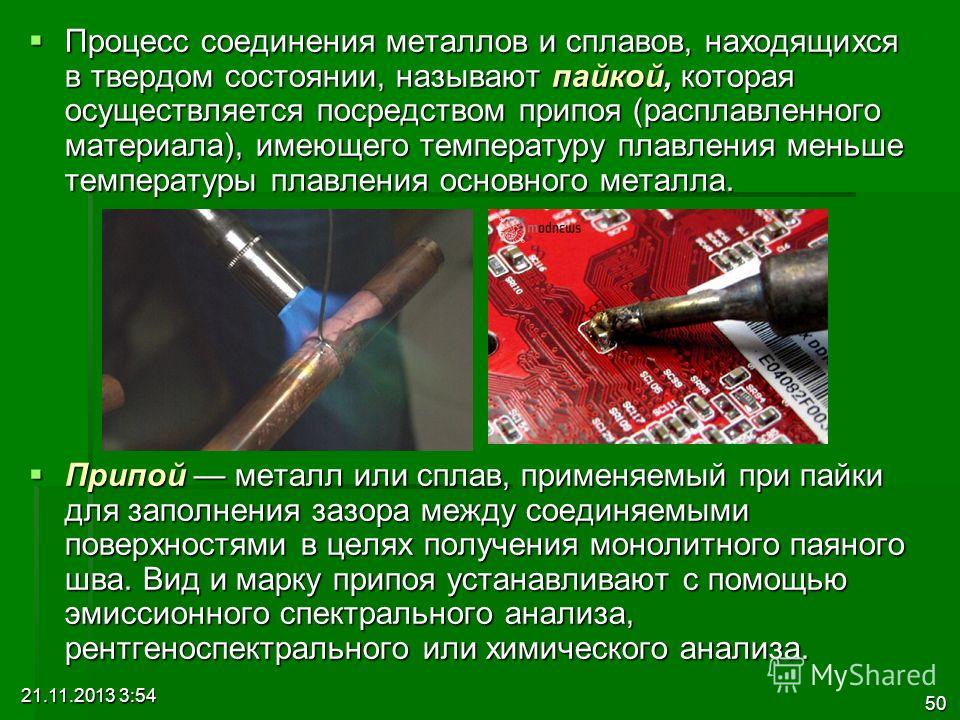 Последнее имеет решающее значение, потому что на корабле задействованы манипуляции с компонентами, рассчитанными на максимальную температуру 250°F, с помощью инструмента, работающего при температуре 650°F.
Последнее имеет решающее значение, потому что на корабле задействованы манипуляции с компонентами, рассчитанными на максимальную температуру 250°F, с помощью инструмента, работающего при температуре 650°F.
Вероятность ошибки здесь довольно мала, а ошибки часто бывают катастрофическими и дорогостоящими, что отпугивает большинство новичков от упорства в первоначальных неудачах. Тем не менее, этого можно избежать, если с самого начала разобраться в основах.
Читайте дальше, чтобы изучить основы пайки и избавить себя от ужасов обгоревшей электроники и разбитых мечтаний.
Зачем вам паять?
На самом базовом уровне пайка создает надежные электрические (и, следовательно, механические) соединения между проводящими металлическими компонентами. Это включает в себя соединение пары проводов или электронного компонента на печатной плате (PCB).
Критически мыслящие люди могут задаться вопросом, почему бы просто не скрутить провода вместе или не прикрепить компоненты к печатным платам с помощью гаек и болтов. При таком подходе есть две основные проблемы. Во-первых, такие соединения механически нестабильны при движении или вибрации. Во-вторых, хотя крепежные детали механически прочны, электрически они нестабильны.
При таком подходе есть две основные проблемы. Во-первых, такие соединения механически нестабильны при движении или вибрации. Во-вторых, хотя крепежные детали механически прочны, электрически они нестабильны.
Мы запросили информацию у доктора Лакшми Нараян Рамасубраманян из Департамента материаловедения и инженерии Индийского технологического института в Дели, чтобы уточнить некоторые технические аспекты пайки.
Чувствительной электронике абсолютно необходимы электрические соединения с низким сопротивлением, чтобы поддерживать постоянную проводимость на протяжении всего срока службы изделия. Этого трудно добиться, просто сопрягая компоненты с крепежными элементами. Неизбежный воздушный зазор между деталями в таких соединениях приводит к окислению (или ржавчине для черных металлов), что значительно снижает электропроводность. Эти препятствия делают пайку незаменимой для приложений низковольтной прецизионной электроники.
Связанный: Как обновить 3D-принтер Ender-3
Когда вы спаиваете два компонента, сам припой соединяется с металлом (обычно медью), образуя совершенно новый сплав.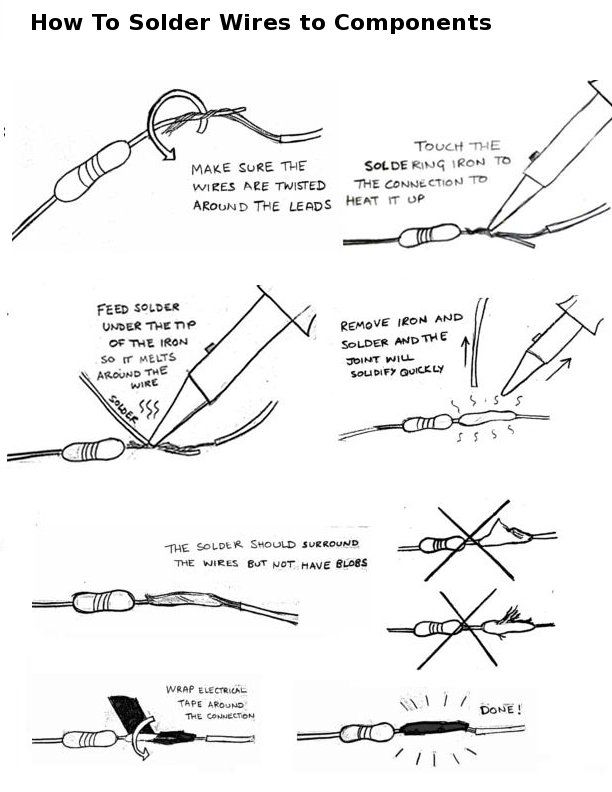 Пайка по существу связывает компоненты на молекулярном уровне, не оставляя воздушного зазора и тем самым исключая возможность окисления. Дополнительная механическая стабильность является приятным бонусом.
Пайка по существу связывает компоненты на молекулярном уровне, не оставляя воздушного зазора и тем самым исключая возможность окисления. Дополнительная механическая стабильность является приятным бонусом.
Эвтектический припой и растворитель для металлов
Склеивание металлов путем их плавления — рискованное предприятие, учитывая, что большинство полупроводниковых компонентов рассчитаны на работу при максимальной температуре 250°F. Использование тепла для сплавления выводов интегрированного чипа с контактными площадками на печатной плате невозможно, так как медь плавится при невероятной скорости 19.84°F. Вы обязательно поджарите компонент задолго до того, как создадите надежное соединение.
Именно здесь вступают в игру уникальный состав и термодинамические свойства припоя.
Припой представляет собой эвтектический сплав, состоящий из свинца и олова. Эвтектический бит важен, потому что он позволяет сплаву плавиться при значительно более низкой температуре по сравнению с составляющими его металлами. В то время как чистый свинец и олово плавятся при 620°F и 450°F соответственно, припой, состоящий из этих двух металлов, смешанных в соотношении 63:37, начинает течь уже при 361°F.
В то время как чистый свинец и олово плавятся при 620°F и 450°F соответственно, припой, состоящий из этих двух металлов, смешанных в соотношении 63:37, начинает течь уже при 361°F.
Хотя может показаться, что пайка включает расплавление медных проводов или выводов компонентов на печатную плату, на самом деле этот процесс работает за счет действия припоя на растворитель металла. Когда горячий припой подается на выводы медных компонентов, он действует как растворитель, проникая и растворяя открытые медные поверхности. Это действие растворителя сплавляет их на молекулярном уровне, образуя совершенно новый сплав в интерметаллическом слое.
Это явление называется смачивающим действием, и оно абсолютно критично для процесса пайки, то есть превращения разрозненных компонентов в сплошное и электропроводящее тело из гибридного сплава.
Связанный: Захватывающие проекты электроники DIY, которые можно решить менее чем за 15 долларов
Борьба с окислением с помощью Flux
Действие припоя, растворяющего металлы, является основой успешных паяных соединений. Однако на практике припой не может инициировать смачивающее действие сам по себе. Этот процесс катализируется подачей тепла как к припою, так и к медным выводам компонентов.
Однако на практике припой не может инициировать смачивающее действие сам по себе. Этот процесс катализируется подачей тепла как к припою, так и к медным выводам компонентов.
Это проблема, потому что тепло также вызывает быстрое окисление открытых медных поверхностей в присутствии воздуха. Образовавшийся оксидный пограничный слой действует как барьер, который делает смачивание невозможным. Проблема усугубляется грязью, жиром, жиром и другими загрязнителями, присутствующими на поверхностях компонентов. Они дополнительно подавляют действие металлического растворителя, необходимого для успешного паяного соединения.
Вы можете попробовать очистить поверхности, но вы столкнетесь с совершенно новым оксидным слоем в тот момент, когда вы снова нагреете медные выводы. Если бы только был способ удалить оксидный слой во время пайки. Ну, это именно то, что делает поток.
Flux состоит из канифоли, которая представляет собой твердую форму смолы, получаемой из растений. В электронике канифоль используется либо сама по себе, либо в сочетании с мягкими активаторами, которые позволяют полученному флюсу оставаться неагрессивным и непроводящим при комнатной температуре. То же самое становится достаточно активным, чтобы химически счищать оксиды и другие загрязнители при подаче достаточного тепла.
В электронике канифоль используется либо сама по себе, либо в сочетании с мягкими активаторами, которые позволяют полученному флюсу оставаться неагрессивным и непроводящим при комнатной температуре. То же самое становится достаточно активным, чтобы химически счищать оксиды и другие загрязнители при подаче достаточного тепла.
Когда вы покрываете флюсом поверхности, предназначенные для пайки, тепло, подаваемое в процессе пайки, катализирует флюс и удаляет загрязнения. Это обнажает чистую медь и делает возможным смачивающее действие. Флюс можно наносить на компоненты перед пайкой, но он также вводится во время процесса через саму проволоку припоя.
Большинство современных проволочных припоев имеют внутренний сердечник, заполненный канифольным флюсом, который автоматически распределяется во время пайки.
Когда паять и когда не паять
Теперь, когда мы познакомились с наукой, лежащей в основе пайки, не менее важно знать, когда паять, а когда это делать не стоит.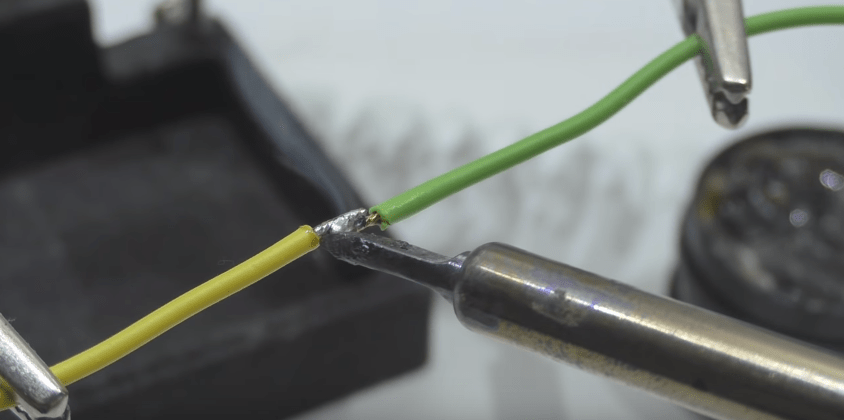 Все, что связано с печатными платами, почти всегда припаивается. Этот процесс обеспечивает отличную электропроводность и достаточную степень механического крепления, при этом значительно уменьшая общий размер ваших электронных проектов.
Все, что связано с печатными платами, почти всегда припаивается. Этот процесс обеспечивает отличную электропроводность и достаточную степень механического крепления, при этом значительно уменьшая общий размер ваших электронных проектов.
Однако иногда стоит точно знать, когда не стоит прибегать к пайке.
Хотя провода могут быть припаяны друг к другу или к печатным платам, вы должны пересмотреть свое решение всякий раз, когда желаемое приложение связано с любой степенью движения или вибрации. Автомобилестроение, робототехника и приложения для 3D-печати — отличные примеры, где пайка обычно ограничивается печатными платами и категорически избегается для всех кабельных вводов.
Это связано с тем, что паяные соединения твердые, но хрупкие и поэтому подвержены усталости при изгибе. Определенно нежелательная характеристика для электрических соединений, подверженных постоянной вибрации и движению. Паяные кабели в таких приложениях испытывают усталость при изгибе и, следовательно, выходят из строя в местах хрупких соединений.
Именно поэтому кабельные наконечники, подверженные таким нагрузкам, в этих приложениях обжимаются, а не припаиваются.
Хотя это может показаться нелогичным, пайка — не единственный способ получить газонепроницаемые, устойчивые к окислению соединения. Огромное давление, создаваемое при обжиме предохранителей, сплавляет медные выводы на молекулярном уровне, что делает их идеально газонепроницаемыми.
На самом деле, обжимные соединения как механически, так и электрически превосходят их паяные аналоги, а также устойчивы к усталости при изгибе. Доктор Рамасубраманиан указывает на отсутствие интерметаллидов в обжимных соединениях как на основную причину того, что интерфейс из чистой меди демонстрирует улучшенную проводимость по сравнению с паяными соединениями.
Он также объясняет, что соединение меди с медью в гофрированных соединениях по своей природе прочнее, потому что аналогичные атомы имеют тенденцию образовывать прочные и стабильные связи. С другой стороны, разнородные атомы меди, свинца и олова, обнаруженные в паяных соединениях, образуют относительно более слабые связи, которые находятся под постоянным напряжением, что, в свою очередь, ускоряет усталостное растрескивание под механическим напряжением.
Связанный: Руководство для начинающих по самодельным 3D-принтерам Voron
Именно поэтому вы не найдете ни одного припаянного наконечника кабеля в моторном отсеке вашего автомобиля. То же самое для 3D-принтеров и любых других устройств, подверженных постоянной вибрации и движению.
Чем больше вы знаете
Знание базовой механики пайки и того, когда ее целесообразно применять в ваших проектах, будет иметь значение между успехом и сотней с лишним долларов за поврежденную электронику.
Основы пайки | Windsor Model Railroad Club
Возможно, будет полезно ознакомиться с некоторыми советами и методами пайки для следующих типов пайки, которыми занимаются моделисты железных дорог…
• Соединение секций пути
• Добавление фидерных проводов к модели железнодорожного пути
• Соединение проводов вместе
Совет по пайке №1: Всегда соблюдайте осторожность
Не забывайте соблюдать осторожность, чтобы не пораниться.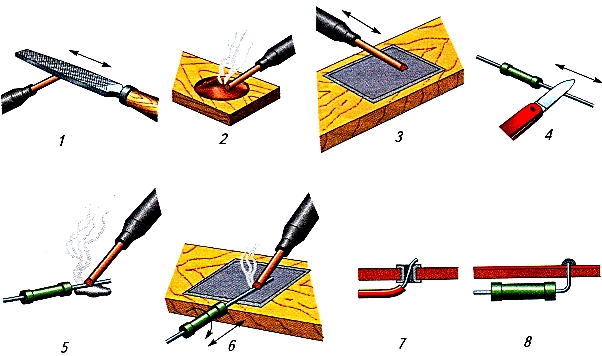 Не вдыхайте пары припоя. Держите голову подальше от того места, где происходит пайка. Кроме того, будьте осторожны, чтобы не поднести пальцы слишком близко к горячему наконечнику утюга или к горячим проводам или направляющим после того, как они только что были припаяны.
Не вдыхайте пары припоя. Держите голову подальше от того места, где происходит пайка. Кроме того, будьте осторожны, чтобы не поднести пальцы слишком близко к горячему наконечнику утюга или к горячим проводам или направляющим после того, как они только что были припаяны.
Совет № 2: инструменты для пайки
Для пайки вашей модели железной дороги вам понадобятся следующие инструменты:
• Стандартный паяльник… вы собираетесь припаивать провода к силовой шине 14-го калибра или больше, вам следует использовать утюг мощностью 40 или 60 Вт. Я пробовал так называемые холодные или холодные утюги, но был разочарован медлительностью и снижением эффективности. В последнее время я пользуюсь бутановым паяльником, который работает очень хорошо — очень быстро нагревается, можно легко регулировать уровень нагрева, можно быстро выключить. Какой бы утюг вы ни использовали, не забывайте использовать правильный наконечник — то есть используйте маленькие кончики карандашей для небольших работ.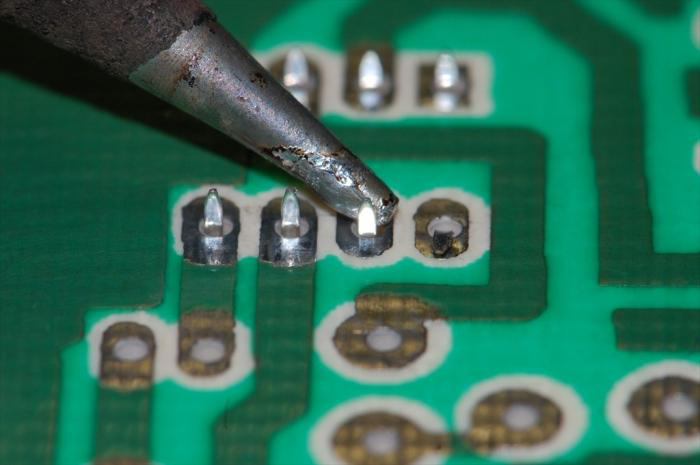
• Подставка для пайки , на которой можно оставить горячий паяльник, чтобы не повредить поверхность макета.
• Влажная губка , чтобы вы могли часто протирать паяльное жало, чтобы содержать его в чистоте.
• Припой… Используйте бессвинцовый припой со смоляным сердечником. Канифоль помогает припою легче проникать в соединение. Не используйте припой с кислотным сердечником, так как он может вызвать коррозию металла и не подходит для электрических применений.
• Флюс… Хорошо отводит тепло и облегчает проникновение припоя в соединение. Может быть жидким или пастообразным. Используйте пасту, если вы работаете на вертикальной поверхности. В противном случае используйте жидкость.
Совет по паянию №3: Соединение секций рельсового пути модели
Сначала тщательно выровняйте стык рельсов, чтобы верхняя и внутренняя части рельсов были на одном уровне. Если вы сможете удерживать их в этом положении во время пайки, у вас будет меньше сходов с рельсов.
Затем нанесите жидкий флюс на внешнюю сторону рельсового стыка. Снимите несколько дюймов припоя с катушки.
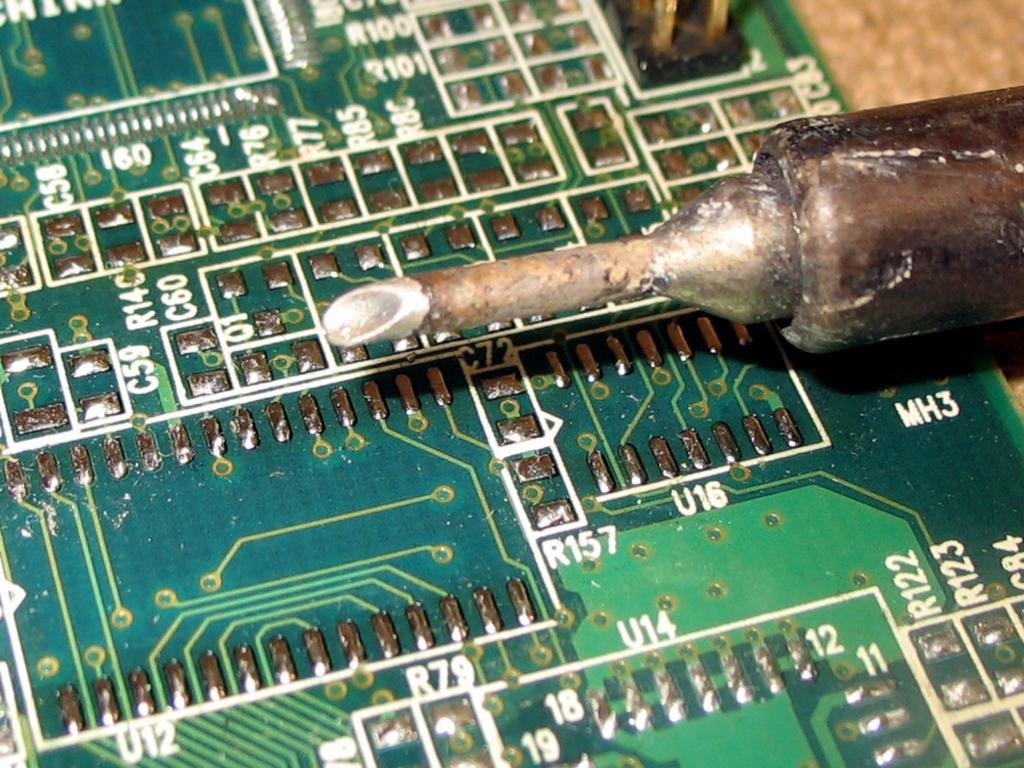
Нагрейте паяльник и «лужите» его, покрыв жало припоем, что поможет быстрее передать тепло к соединению.
Затем поднесите наконечник к снаружи сочленения рельса на несколько секунд, чтобы рельс нагрелся.
Затем коснитесь припоем направляющей и жала паяльника одновременно. Когда припой нагревается, он внезапно становится жидким и течет в стык и по внешней стороне рельсового стыка.
Для работы не требуется много припоя. Если он образует большой валик, возможно, вы нанесли слишком много припоя или недостаточно нагрели рельс перед нанесением припоя. Это нормально. Просто повторно приложите кончик утюга к внешней стороне рельса и к шарику припоя, пока он не выровняется. Иногда полезно провести наконечником по внешней стороне рельса, чтобы выровнять припой. Иногда приходится использовать кончик утюга, чтобы попытаться удалить лишний припой и стереть его о губку.
Техника обычно требует небольшой практики, но это не так сложно. После того, как вы сделаете несколько из них, станет легче.
Совет по пайке № 4: Добавление питающих проводов к пути
Питающие провода следует добавлять примерно через каждые 3 фута, чтобы гарантировать, что все секции вашего пути получат достаточную силу тока для бесперебойной работы ваших поездов.
Питающий провод должен проходить через просверленное отверстие снизу макета к внешней направляющей между стяжками. Снимите примерно полсантиметра изоляции с провода и согните его плоскогубцами так, чтобы провод мог ровно лежать на внешней стороне рельса. Мне нравится использовать хирургический зажим (кровоостанавливающий зажим), который можно приобрести в магазинах товаров для хобби, чтобы удерживать провод на месте, пока я его припаиваю. Затем нанесите жидкий флюс.
Нагрейте паяльник и одновременно приложите жало к проволоке и шине, чтобы нагреть их в течение нескольких секунд.