Пайка алюминия в домашних условиях: технология и инструменты
При выполнении мелкого ремонта, для сращивания проводов и мастерам-радиолюбителям приходится соединять алюминиевые детали. Пайка алюминия в домашних условиях происходит достаточно сложно.
Трудности возникают из-за прочной оксидной пленки на поверхности металла после зачистки, мгновенно образующейся от контакта с воздухом. Слой окислов препятствует выполнению лужения. А также по причине низкой температуры плавления алюминия – всего 660°С. По причине низкого порога плавления, металл, нагреваясь, теряет прочность, а устойчивость конструкций резко падает уже при 300°С.
Для облегчения процесса применяются специальные припои и сильнодействующий активный флюс. Выполнить высокотемпературную пайку поможет флюс марки 34А, состоящий из хлористого калия (50%) и цинка (8%), фторида натрия (10%), хлорида лития (32%).
Результат пайки будет зависеть от правильного выбора нагревательного элемента исходя из объемов и толщины металла, типа флюса и припоя.
Методы пайки
Существует три способа пайки алюминиевых деталей:
- С канифолью;
- С помощью припоя;
- Электрохимический.
Пайка с канифолью
Такая технология используется для мелких предметов, кабелей и проводов. Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Край паяльника не отводится от облуживаемого кабеля, а канифоль подается сверху.
Алюминиевые провода небольшого сечения позволяет соединить паяльник мощностью в 50 Вт. Для изделий сечением 1-2 мм потребуется устройство мощностью 100 Вт. Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.
С использованием припоя
Технология спаивания алюминиевых деталей с помощью припоя получила применение в электротехнике и при ремонте автомобилей. Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.
Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.
Припой для алюминия
Процесс пайки ведется легкосплавными припоями, включающими олово, цинк и кадмий. Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Такой температурный режим не влечет изменений структуры и свойств металла, полностью сохраняется прочность алюминия. Сплавы кадмия и олова не обеспечивают в полной мере надежность контакта, подвержены коррозии. Тугоплавкие композиции с добавлением цинка и меди, или же сплавы кремния с алюминием таких недостатков не имеют. Наилучшая растворимость у алюминия — с припоями на основе цинкового сплава. Такое соединение получается надежным.
Электрохимическая пайка
Для реализации метода потребуется установка для гальванических покрытий. В ней стыкуемые поверхности деталей или проводов проходят омеднение. В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
Это может быть аккумулятор, электровыпрямитель или батарейка. К положительному контакту подсоединяется зачищенный медный провод сечением около 1 мм, который находится в изолированной оболочке. Начнется процесс электролиза с медленным оседанием меди. После чего это место лудится и высушивается электропаяльником. Теперь уже можно и паять.
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.
Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится. Следовательно, важно контролировать температуру. Поможет в этом стержень припоя. При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
Технология пайки алюминия своими руками
Процесс пайки алюминия в домашних условиях нисколько не отличается от соединения других металлов. Начинается все с подготовки, включающей зачистку и обезжиривание мест стыковки. Элементы конструкции размещаются в нужном положении, и происходит фиксация деталей.
Очищенная зона металла покрывается флюсом для разрушения оксидной пленки, которая препятствует попаданию припоя на алюминиевые детали, или же используется стержень с содержанием активного флюса.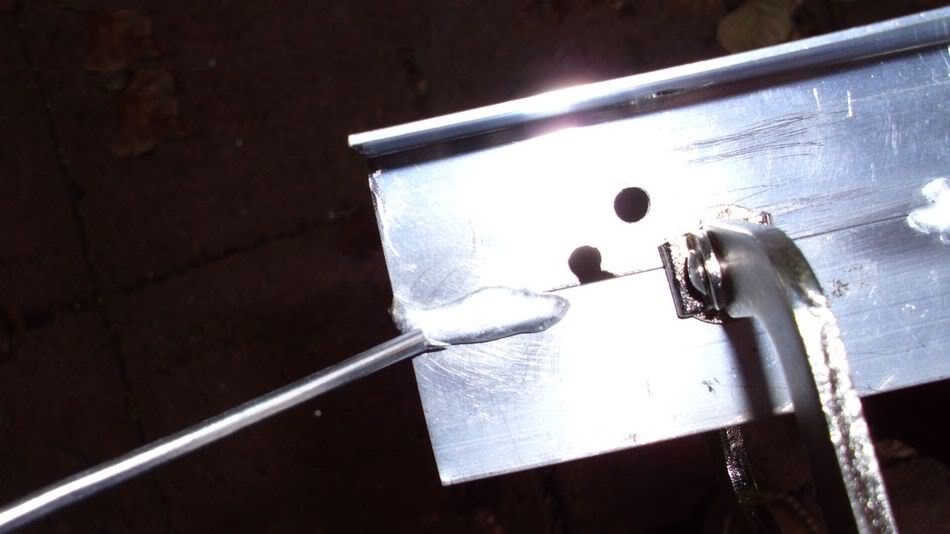 Флюс наносится сразу после зачистки, с минимальным интервалом времени.
Флюс наносится сразу после зачистки, с минимальным интервалом времени.
После этого соединяемые элементы нагревается электропаяльником либо горелкой. Благодаря теплопроводности алюминия тепло быстро распространяется по всей поверхности, но остывать деталь тоже будет быстро. С повышением температуры металла начинается плавление припоя, который постоянно находится в контакте с соединяемыми поверхностями.
Стержнем просто трут царапающими движениями по области спаивания, чтобы сплав вошел в контакт с алюминием.
При соблюдении технологии пайки качество соединения получается высоким и стойким к коррозии.
Альтернативный способ
Пайка алюминиевых элементов в домашних условиях безфлюсовым припоем имеет свои особенности. Для этого потребуется оловянный или олово-свинцовый сплав припоя. А флюс заменяется канифолью.
Образованию на поверхности оксида алюминия препятствует зачистка контактной области металла под слоем расплава канифоли. Луженый паяльник со специальным скребком будет не только греть, а еще и разрушать оксидную пленку. Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Описание технологии:
Температура плавления алюминия
- В зоне пайки разогреть канифоль паяльником.
- Начинать тереть об нее носик паяльника, как только она покроет поверхность.
- Вместе со стальными опилками жало разрушит оксидную пленку, а расплавленный слой канифоли на металле предотвратит образование новой.
- Параллельно с разрушением пленки будет проходить лужение детали.
- Луженые предметы приставляют одну к другой и прогревают до температуры плавления припоя.
Пайка алюминия без применения специальных материалов отличается трудоемкостью и не гарантирует успешный результат. Лучше не рисковать и сразу купить флюс и высокотемпературный припой.
Паять алюминий самостоятельно рекомендуется в помещении с хорошей вентиляцией, потому что при работе происходит выделение токсичных веществ.
Видео по теме: Пайка алюминия в домашних условиях
 youtube.com/embed/Jx8Astt2_vw?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&” title=”YouTube player” allow=”autoplay; encrypted-media” allowfullscreen=”” data-no-lazy=”1″ data-skipgform_ajax_framebjll=””/>
youtube.com/embed/Jx8Astt2_vw?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&” title=”YouTube player” allow=”autoplay; encrypted-media” allowfullscreen=”” data-no-lazy=”1″ data-skipgform_ajax_framebjll=””/>Пайка алюминия паяльником в домашних условиях своими руками
Процесс соединения алюминия и его сплавов при помощи пайки является сложным процессом, так как материал обладает не самыми лучшими свойствами для этого. Тем не менее, его активно используют в промышленной сфере и детали из него, которые нуждаются в ремонте, встречаются в различных областях. Пайка алюминия в домашних условиях осложняется тем, что невозможно обеспечить ту же техническую базу, что и при промышленной обработке. В то же время сам алюминий хорошо обрабатывается механическим способом, так что подготовить металл не составит большого труда.
Пайка алюминия
Здесь применяются практически те же самые методы, а также подбирается соответствующий припой для пайки алюминия. Иногда в качестве флюса используются подручные средства, такие как металлическая стружка из алюминия, канифоль и прочее. Они не всегда помогают в той же степени, как и заводские варианты, но обеспечивают улучшение качества соединения. Дома чаще всего паяются провода, различные корпуса бытовой техники, алюминиевая посуда и прочие детали. Несмотря на то, что пайка алюминия паяльником в домашних условиях не требует полного соблюдения технологических требований, все они повышают качество соединения, так что требуется максимально им соответствовать.
Технология пайки алюминия
Преимущества
- Пайка алюминия в домашних условиях происходит более быстро и просто, так что соединение можно спаять всего за несколько минут, имея в наличие все необходимые вещи;
- Тут не нужно применять сильно мощные средства, так как температура плавления самого алюминия является более низкой, чем у других металлов, а соответственно, припои имеют еще более низкую температуру плавления;
- Даже при выполнении всех операций дома это оказывается очень безопасной процедурой;
- Можно без проблем работать с тонкими заготовками и проводами, причем не нужно выставлять высокую точность в параметрах работы оборудования;
- Соединения получаются крепкими даже при работе дома.


Недостатки
- Высокий риск образования брака, причем все это усложняется плохими свойствами свариваемости металла;
- Сложно бороться с оксидной пленкой, которая образуется на поверхности металла практически моментально, даже после механической очистки, так как ее температура плавления в три раза выше плавления алюминия;
- Во время нагрева металла трудно отследить его степень его прогревания, так как цвет металла в это время практически не меняется;
- Если перегреть металл, то его структура начнет меняться и он будет терять свою прочность, поэтому, не стоит приближаться к значению температуры плавления металла;
- В домашних условиях порой трудно подобрать подходящий припой и флюс.
Возможные способы пайки алюминия дома
- Пайка при помощи алюминиевых припоев является самым стандартным способом, который очень распространен в домашних условиях. Это случилось благодаря его просто те и доступности, что не исключает высокого качества итогового результата. Тут пригодятся легкоплавкие присадочные материалы и флюсы для улучшения качества соединения. Здесь может использоваться как повольник, так и газовая горелка.
- Пайка карандашом в домашних условиях является одним из самых простых и доступных способов, так как для его осуществления требуется минимум инструментов. Сам карандаш является особым легкосплавным материалом, который может расплавиться при воздействии температуры на него и на место спайки, после чего застывает на поверхности. Несмотря на то, что качество соединения ниже, чем при предыдущем способе, он пользуется популярностью благодаря своей простоте.
- Пайка с помощью пасты, которую можно считать как припой своеобразной консистенции. Его предварительно следует распределить на месте соединения, а затем расплавить при помощи соответствующих инструментов. Пайка алюминия в домашних условиях газовой горелкой происходит намного проще, так как паста легко расплавляется от пламени и сразу растекается по всем необходимым местам.
 Тут пригодятся легкоплавкие присадочные материалы и флюсы для улучшения качества соединения. Здесь может использоваться как повольник, так и газовая горелка.
Тут пригодятся легкоплавкие присадочные материалы и флюсы для улучшения качества соединения. Здесь может использоваться как повольник, так и газовая горелка.
Материалы и инструмент
- Паяльник относится к основным инструментам, так как именно с его помощью расплавляется припой, флюс и прогревается деталь. Паяльники различаются по своей мощности, так как это основной параметр, на который стоит обращать внимание при выборе. Он определяет, в каком температурном диапазоне будет идти работа.
- Газовая горелка является альтернативным основным инструментом при пайке. Она обладает более высокой функциональностью, так как с ее помощью можно не просто разогревать металл припоя до расплавленного состояния, но и подогревать основную заготовку. Горелки также отличаются друг от друга по мощности, но она может регулироваться, в зависимости от расхода объема газа за единицу времени. Также в инструменте могут присутствовать другие дополнительные функции.
- Флюс является дополнительным расходным материалом, который применяется для улучшения качеств спаивания. Для самого алюминия и его сплавов могут быть различные разновидности флюса, что зависит от технологии процесса.
- Припой относится к основному расходному материалу, который заполняет область спаивания. Он должен отличаться высокой текучестью и хорошо смачивать поверхность. При выборе нужно ориентироваться, чтобы температура его плавления была ниже, чем у основного металла. Состав припоя выбирается в зависимости от способа сварки.
 Для самого алюминия и его сплавов могут быть различные разновидности флюса, что зависит от технологии процесса.
Для самого алюминия и его сплавов могут быть различные разновидности флюса, что зависит от технологии процесса.Пошаговая инструкция
- Подготовка металла, куда входит механическая зачистка при помощи наждачной бумаги или мелкой металлической щетки, а также обработка поверхности растворителем, таким как ацетон, или любой другой.
Зачистка алюминия
- Далее следует залудить место спайки при помощи флюса, что может потребоваться и для жала паяльника, чтобы ускорить расплавление припоя.

Флюс для пайки алюминия
- После этого можно приступать к самому спаиванию. Для этого требуется разогреть паяльник до нужной температуры, или отрегулировать горелку, после чего начать расплавлять припой в месте соединения. Это нужно делать небольшими частями, чтобы металл равномерно растекался по поверхности.
Припой для пайки алюминия
- Дать остыть и проверить качество соединения.
«Важно!
Из-за высокой текучести припоя следует устанавливать заготовки на ровной поверхности, чтобы они не стекали под углом.»
Режимы пайки
Вид припоя | Режим пайки | Максимальная прочность сплавов, кгс/мм2 | ||
АМц | АМг6 | Д20 | ||
П-300-А | 440° С, 20 минут | 11 | 22 | – |
П-425-А | 12 | 20,8 | 20,8 | |
34А | 550° С, 20 минут | 9-10 | – | 28,8 |
В-62 | 510° С, 15 минут | 12 | – | 23,8 |
Техника безопасности
Пайка алюминия в домашних условиях паяльником, как и при использовании горелки, должна проводиться при условии соблюдения всех правил безопасности. В первую очередь это касается использования основного инструмента, так как его не стоит бросать включенным, ведь от разогретого паяльника или горящей горелки может возникнуть пожар. Всегда должно быть место, куда можно безопасно положить горячий инструмент.
В первую очередь это касается использования основного инструмента, так как его не стоит бросать включенным, ведь от разогретого паяльника или горящей горелки может возникнуть пожар. Всегда должно быть место, куда можно безопасно положить горячий инструмент.
Некоторые виды флюса и припоя при расплавлении выделяют неприятный запах и могут быть токсичными, поэтому, при работе с ними следует обеспечить достаточно хорошие условия проветривания, чтобы не подвергать себя лишней опасности.
| Расход припоя, г | Расход газа, мл | |
| 1-2 | 0,5-1 | 3-5 |
| 2 -4 | 1-1,5 | 5,5 |
| 6 | 1,5 | 7 |
| 10 | 2 | 11 |

 После того, как средство для пайки затвердеет следует набрать на жало паяльника припой и сильно вдавить его в место пайки.
После того, как средство для пайки затвердеет следует набрать на жало паяльника припой и сильно вдавить его в место пайки. Одним из самых распространенных цинковых припоев является ЦОП40, в составе которого имеется 40% цинка и 60% олова. Кроме этого, популярным остается припой 34А, состоящий из 66% алюминия, 28% меди и 6% кремния.
Одним из самых распространенных цинковых припоев является ЦОП40, в составе которого имеется 40% цинка и 60% олова. Кроме этого, популярным остается припой 34А, состоящий из 66% алюминия, 28% меди и 6% кремния.
 В таком виде металл не плавится, а припой ложится максимально равномерно.
В таком виде металл не плавится, а припой ложится максимально равномерно.


 Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.

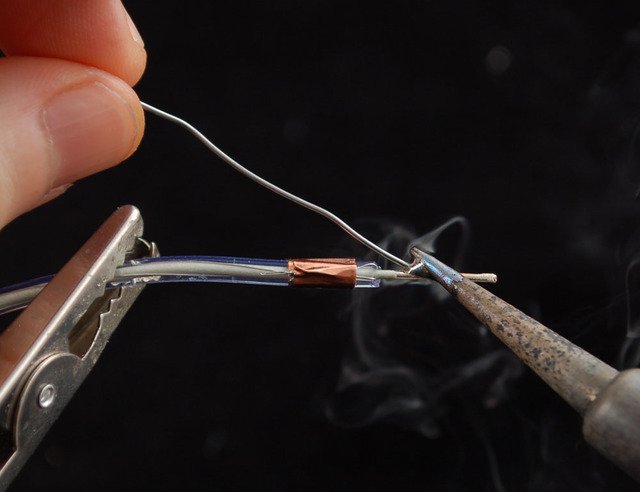
 Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий. Соответственно, для этого нужна какая-то ёмкость или ванна.
Соответственно, для этого нужна какая-то ёмкость или ванна. При контакте с воздухом алюминий быстро покрывается слоем оксида алюминия, который не может быть залужен и пропаян. Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном.
При контакте с воздухом алюминий быстро покрывается слоем оксида алюминия, который не может быть залужен и пропаян. Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном. Флюс нужно удалить и после охлаждения добавить новый и продолжать работу.
Флюс нужно удалить и после охлаждения добавить новый и продолжать работу. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
 Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
 Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания. Это поможет избежать многих неприятных нюансов в процессе работы.
Это поможет избежать многих неприятных нюансов в процессе работы.
 При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
 Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток. Дело в том, что различные виды и способы сварки металла не всегда могут предоставить результат достойного качества, а также не всегда являются подходящими. Поэтому, пайка алюминия газовой горелкой является вполне востребованным методом, который все же имеет ряд своих особенностей, которые придется освоить новичкам. Дело в том, что спаиваемость этого металла не так хороша, как у других разновидностей, но пайка становится более предпочтительной, так как при сильном нагревании металл меняет структуру и сварка портит его свойства, поэтому не всегда можно использовать сварку. Для поддержания качества следует использовать все имеющиеся дополнительные средства, которые предоставляет инфраструктура, разработанная за долгое время.
Дело в том, что различные виды и способы сварки металла не всегда могут предоставить результат достойного качества, а также не всегда являются подходящими. Поэтому, пайка алюминия газовой горелкой является вполне востребованным методом, который все же имеет ряд своих особенностей, которые придется освоить новичкам. Дело в том, что спаиваемость этого металла не так хороша, как у других разновидностей, но пайка становится более предпочтительной, так как при сильном нагревании металл меняет структуру и сварка портит его свойства, поэтому не всегда можно использовать сварку. Для поддержания качества следует использовать все имеющиеся дополнительные средства, которые предоставляет инфраструктура, разработанная за долгое время. Нередко в это время используются дополнительные флюсы и различные средства обработки. Пайка алюминия в домашних условиях газовой горелкой облегчает предварительное прогревание металла и расплавку дополнительных расходных материалов.
Нередко в это время используются дополнительные флюсы и различные средства обработки. Пайка алюминия в домашних условиях газовой горелкой облегчает предварительное прогревание металла и расплавку дополнительных расходных материалов.



методики и принципы, флюсы и припои
Алюминий является материалом с хорошей прочностью, высокой тепло- и электропроводностью. Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
Пайка алюминия
Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Сложность в том, что «крылатый металл» на воздухе мгновенно покрывается плёнкой окисла, к которой расплавленный припой не пристаёт. Необходимо с помощью механической зачистки удалить слой окисла, но он практически мгновенно образуется снова.
Для того чтобы избежать повторного образования оксидной плёнки, разработаны множество методик. Среди них:
- Зачистка небольших деталей под слоем жидкого флюса.
- Применение флюсов совместно с абразивными материалами.
- Использование медного купороса для создания медной плёнки на алюминиевом изделии.
- Применение специальных флюсов и припоев.
Зачистка под слоем флюса
Небольшие алюминиевые детали, например, проводники, можно зачищать, опустив часть детали в жидкий флюс, которым может служить обычный раствор канифоли или паяльная кислота. Жидкий флюс предохранит зачищаемый участок от контакта с кислородом и образования плёнки. Тем же защитным эффектом обладает и обычное трансформаторное масло.
Абразивные материалы
Часто к флюсу (той же канифоли) добавляются железные опилки. В процессе пайки необходимо тереть нагреваемое место жалом паяльника. Под действием трения опилки сдирают слой окиси, а канифоль закрывает доступ кислорода к освобождённому металлу. Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Под действием трения опилки сдирают слой окиси, а канифоль закрывает доступ кислорода к освобождённому металлу. Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Использование медного купороса
Любопытный метод, использующий гальваностегию. Два алюминиевых электрода опускаются в раствор медного купороса и соединяются с полюсами электрической батареи. Электрод, присоединённый к плюсу, зачищается. На зачищенную поверхность в результате электролиза начинает осаждаться медь. Когда алюминий оказывается полностью покрыт медной плёнкой, деталь высушивается. После этого пайка проходит гораздо легче, ведь медь — прекрасный материал для этого типа соединений.
Специальные припои
Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
При этом используются обычные легкоплавкие оловянно-свинцовые припои с температурой плавления 200−350 градусов. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт.
Для пайки больших алюминиевых деталей паяльник не подойдёт. Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
Он обладает несколькими достоинствами:
- Низкой температурой плавления (390 градусов Цельсия).
- Возможностью применения без флюса.
- Надёжностью соединения (во многих случаях способен заменить аргонную сварку).

Правда, HTS-2000 не исключает процесса зачистки. Более того, в процессе пайки необходимо сдирать прутком припоя или металлической щёткой оксидную плёнку, чтобы обеспечить надёжное соединение. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Кроме того, HTS-2000 — это практически единственный (за исключением аргона) способ соединения двух «крылатых» металлов: алюминия и титана.
Существуют и другие высокотемпературные припои, разработанные специально для пайки алюминия. Например, 34А, в составе которого содержится две трети алюминия, а также медь и кремний. Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Поэтому использование высокотемпературных припоев в домашних условиях опасно — алюминиевая деталь при нагреве до столь высоких температур может быть непоправимо испорчена.
флюс и припой для пайки алюминиевой проводки в домашних условиях
Существует мнение, что перед тем, как паять алюминий у себя в домашних условиях, следует запастись припоем особого качества, а также специальным паяльным инструментом (газовой горелкой в частности). При этом в качестве объяснений приводятся следующие факты: во-первых, на поверхности алюминия всегда имеется окисная плёнка и, во-вторых, температура его нагрева достаточно велика.
Пайка алюминия
И, действительно, из-за характерного металлического налёта лужение и пайка алюминия в домашних условиях связана с определёнными сложностями. Решить эту проблему помогут специальные припои, применяемые одновременно с активными флюсами для алюминия.
Рассмотрим каждый из представленных выше расходных материалов более подробно.
Высокотемпературный припой
В состав традиционного легкоплавкого припоя входят такие обязательные составляющие, как олово (Sn) и свинец (Pb) с небольшими добавками висмута (Bi), кадмия (Cd) и цинка (Zn). Посредством такого паяльного состава удаётся обрабатывать медные и стальные заготовки, при пайке которых поверхности редко нагреваются выше 300 градусов.
Посредством такого паяльного состава удаётся обрабатывать медные и стальные заготовки, при пайке которых поверхности редко нагреваются выше 300 градусов.
Перед тем, как паять алюминий обычными средствами, следует знать о том, что для обработки этого металла указанные составы не годятся, поскольку рабочая температура его нагрева должна быть значительно выше. Для работ этой категории потребуются особые припои для алюминия, включающие в свой состав высокотемпературный кремний. В качестве добавок в них содержатся медная и другие активные составляющие (серебряные и или цинковые компоненты, например).
Важно! В них также должна входить и алюминиевая компонента.
Припой ЦОП-40
Обратите внимание! При увеличении количества цинка припой для пайки алюминия приобретает хорошую устойчивость к коррозийному разрушению.
Таким образом, к разряду высокотемпературных принято относить припои, в состав которых входят такие обязательные компоненты, как кремний, медь и алюминий (цинк). В качестве примера может быть рассмотрен известный образец отечественного алюминиевого припоя – 34A, а также его импортный аналог под обозначением «Aluminium-13». В них обычно содержатся до 87% алюминия и примерно 13% кремния, что позволяет поднять температуру пайки ориентировочно до 590-600°С.
В качестве примера может быть рассмотрен известный образец отечественного алюминиевого припоя – 34A, а также его импортный аналог под обозначением «Aluminium-13». В них обычно содержатся до 87% алюминия и примерно 13% кремния, что позволяет поднять температуру пайки ориентировочно до 590-600°С.
Флюсовая компонента
Флюс для пайки алюминия обычно подбирается с учётом химической активности его составляющих по отношению к данному металлу. Для этих целей вполне сгодятся такие известные отечественные смеси, как Ф-64, Ф-59А, Ф-61А, включающие в свой состав компоненты аммония и другие, активные по отношению к алюминию добавки.
На ёмкостях с этими паяльными реагентами обычно имеются ярлычки со специальными пометками «для пайки алюминия».
Для работы с этим металлом может использоваться флюс, выпускаемый под фирменным обозначением «34А», включающий в свой состав хлористые соединения калия, цинка и лития в нужной пропорции, а также фторид натрия (10%). Эти смеси считаются наиболее подходящими, когда предполагается пайка алюминия с медью или другими цветными металлами.
Флюс для высокотемпературной пайки
Порядок проведения паяльных работ
Подготовка поверхности
Пайка алюминия оловом с активными добавками начинается с подготовки поверхностей сочленяемых деталей или изделий. Для этого над ними необходимо проделать следующие операции:
- Тщательно обезжирить их, воспользовавшись смоченной в ацетоне мягкой фланелью;
Дополнительная информация. Вместо ацетона может использоваться любой заменяющий его традиционный растворитель (бензин, например).
- Зачистить подлежащее пайке место, для чего рекомендуется использовать мелкозернистую наждачную шкурку;
- В качестве запасного варианта может быть предложено травление поверхности специальными активными составами, однако из-за своей специфичности эта процедура применяется крайне редко.
Следует помнить о том, что удалить оксидную пленку за один заход полностью не удаётся, поскольку на данном участке сразу же образуется новый тонкий слой. Зачистка поверхности осуществляется не для полного удаления нежелательного покрытия, а с целью частичной его нейтрализации перед обработкой флюсом. По завершении этой операции поверхность может быть запаяна достаточно легко.
Зачистка поверхности осуществляется не для полного удаления нежелательного покрытия, а с целью частичной его нейтрализации перед обработкой флюсом. По завершении этой операции поверхность может быть запаяна достаточно легко.
Нагрев зоны пайки
Для того чтобы спаять небольшие по размеру заготовки из алюминия, достаточно паяльника небольшой мощности (не более 100 Ватт). Для пайки массивных изделий или деталей нужно будет воспользоваться паяльником большей мощности. Лучше всего для этих целей подойдёт специальный мощный инструмент или газовая горелка.
Мощный паяльник на 300 Ватт
Пайка алюминия газовой горелкой (иногда для этих целей используют паяльную лампу) имеет особую специфику, проявляющуюся в следующих особенностях:
- Во-первых, не рекомендуется сильно перегревать алюминий, поскольку он может частично расплавиться. Для предотвращения этого эффекта по ходу пайки следует периодически прикасаться припоем к обрабатываемой поверхности. Его расплавление будет означать, что требуемая температура уже достигнута;
- Во-вторых, нежелательно применять кислород в качестве обогатителя газовой смеси, так как он может спровоцировать окисление металла.

Горелка газовая
Инструкция по пайке
Для того чтобы получить паяное соединение изделий из алюминия, следует руководствоваться стандартной методикой, предполагающей следующий порядок действий:
- Сначала поверхность в месте пайки обезжиривается, после чего эта зона тщательно зачищается;
- Если требуется припаять одну деталь к другой, обе они надёжно фиксируются в тисках или струбцине;
- После этого можно будет начать прогревать места соединения;
- В процессе пайки специальным припоем по алюминию, содержащим активатор, несколько раз прикасаются к месту сочленения. При использовании обычного припоя для активного воздействия на оксидную плёнку потребуется специальный флюс.
Обратите внимание! Для надёжного разрушения поверхностной пленки из оксида алюминия рекомендуется использовать щетку с щетинками из стальной проволоки. Посредством этого простейшего инструмента в процессе пайки удаётся равномерно распределить весь припой по плоскости обрабатываемых алюминиевых заготовок.
В ситуации, когда в хозяйстве отсутствуют необходимые для пайки расходные материалы, можно воспользоваться традиционными припоями. При этом флюс заменяется обычной спиртовой канифолью, с помощью которой поверхность алюминия заливается после её предварительной чистки. Благодаря этому обеспечивается защита от окисления и образования нежелательной оксидной плёнки.
При данном подходе паяльник одновременно используется в качестве инструмента, разрушающего это препятствие. С этой целью на жало паяльного приспособления устанавливается специальный скребок, посредством которого удаётся постоянно счищать образующийся слой оксида. Кроме того, повысить производительность такого процесса удаётся, если в канифоль добавить немного опилок, образующихся при резке металла.
Спаивают детали в этом случае следующим образом:
- Сначала хорошо прогретым паяльником с предварительно залуженным жалом на месте пайки расплавляется небольшое количество канифоли;
- После того, как она полностью закроет весь прогретый участок, по его поверхности следует с усилием потереть жалом паяльника. В место пайки нужно добавить небольшое количество металлических опилок, которыми совместно с жалом эффективно разрушают оксидную пленку;
- По завершении процедуры лужения обрабатываемые алюминиевые заготовки соединяют между собой и тщательно прогревают обычным паяльником.
 В место пайки нужно добавить небольшое количество металлических опилок, которыми совместно с жалом эффективно разрушают оксидную пленку;
В место пайки нужно добавить небольшое количество металлических опилок, которыми совместно с жалом эффективно разрушают оксидную пленку;В заключительной части обзора отметим, что пайка без применения специального оборудования и активных расходных материалов – это очень трудоёмкая и хлопотливая процедура, не гарантирующая получения положительного результата. Именно по этой причине прибегнуть к этому способу пайки могут только хорошо подготовленные пользователи, имеющие большой опыт работы с паяльным оборудованием.
В том случае, когда абсолютной уверенности в своих силах нет, лучше всего приобрести все необходимые материалы и попытаться взять напрокат требуемый инструмент (газовую горелку в частности).
Видео
Оцените статью:Пайка алюминия в домашних условиях.
Статьи о промышленности
Сегодня мы рассмотрим весь процесс пайки алюминия в домашних условиях. Многие мастера сталкиваются с данной задачей выполнения пайки. Не все знают, как технически правильно осуществить пайку алюминия в домашних условиях.
Первое главное правило, которого необходимо придерживаться это то, что наши провода должны быть зачищены от окиси. Затем необходимо покрыть провода флюсом. Для алюминия имеется специальный флюс.
Выполнять пайку алюминия в домашних условиях необходимо с подготовленных проводов. Используя кисточку, наносим флюс на оголенный провод. Только после этого выполняем скобление металла ножиком, очищая тем самым поверхность от окиси. Так флюс как бы создал дополнительную поверхность, которая защищает от окисления алюминий и под ней металл меньше соприкасается с воздухом.
Пайка алюминия в домашних условиях должна выполняться с использованием подготовленного инструмента. Берем раскаленный паяльник и также очищаем его от окисей. Очищать можно как напильником, так и используя твердый кусок припоя. Нехитрыми движениями очищаем поверхность жало паяльника и после этого набираем жалом паяльника припой. Теперь наносим тонкий слой на наш провод, тем самым выполняя лужение. Данным способом необходимо обрабатывать как алюминиевый провод, так и медный.
Очищать можно как напильником, так и используя твердый кусок припоя. Нехитрыми движениями очищаем поверхность жало паяльника и после этого набираем жалом паяльника припой. Теперь наносим тонкий слой на наш провод, тем самым выполняя лужение. Данным способом необходимо обрабатывать как алюминиевый провод, так и медный.
Только после того как выполнили лужение алюминиевого провода и медного провода можем приступать к пайке алюминия в домашних условиях с алюминиевым проводом. Для спайки проводов оптимальным будет использовать канифоль. Затем ровненько прикладываем провода друг к другу и окунаем жало паяльника сначала в канифоль, а затем набираем припой и припаиваем два провода.
Такая пайка алюминия в домашних условиях обеспечивает контакт между пленками алюминия и меди и соответственно контакт происходит через посредника. Так посредником между проводами выступает припой, поэтому при нагрузке на спайку она не будет греться и прослужит верой и правдой очень длительное время.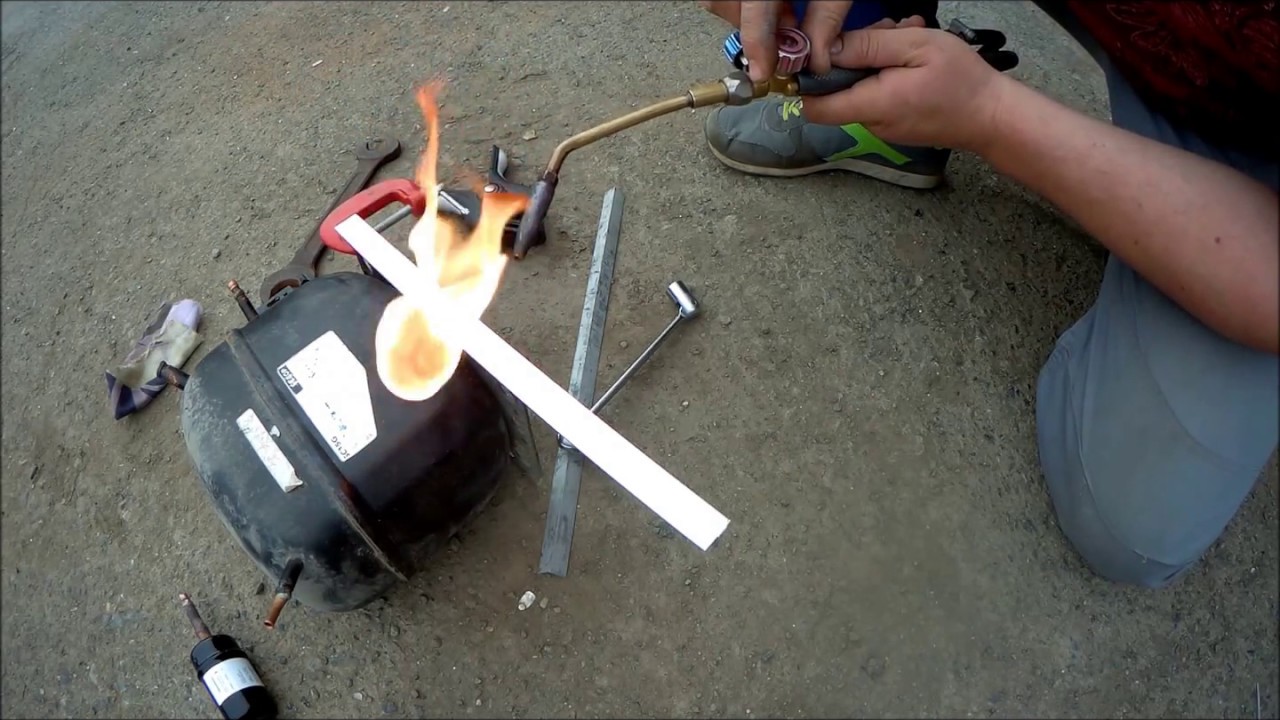
алюминиевые припои и флюсы, паяльник или газовая горелка
Сложность пайки алюминия не только в домашних условиях, но и в условиях промышленного производства, обусловлена в первую очередь особыми свойствами этого металла, что делает его принципиально отличным от других разновидностей цветных металлов, активно используемых как в промышленности, так и в быту.
Металл алюминий обладает целым набором парадоксальных свойств, то есть свойств, которые взаимно исключают друг друга, но тем не менее легко уживаются в одном металле.
С одной стороны, это очень легкоплавкий металл, температура плавления чистого алюминия составляет 660 градусов. Это химически очень активный металл. Алюминий способен мгновенно вступать в химические реакции практически со всеми активными веществами. Это очень мягкий и не очень прочный металл.
С другой стороны, крайне высокая химическая активность алюминия приводит к тому, что он мгновенно вступает в химическую реакцию с кислородом, содержащимся в окружающем воздухе, с образованием на своей поверхности плёнки оксида алюминия: Al2O3. Оксид алюминия имеет второе название — корунд. Это очень прочное, абсолютно химически инертное вещество. Температура плавления: 2400 градусов. Используется в промышленности как огнеупорный материал.
Оксид алюминия имеет второе название — корунд. Это очень прочное, абсолютно химически инертное вещество. Температура плавления: 2400 градусов. Используется в промышленности как огнеупорный материал.
Металл алюминий
Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
И этот же оксид алюминия превращает обычную пайку в достаточно сложный технологический процесс, требующий для своего успешного осуществления применения специальных флюсов, особых припоев и некоторых специфических методов.
Суть процесса пайки любого металла, в том числе и алюминия, состоит во введении в пространство между спаиваемыми деталями специального связывающего вещества в расплавленном состоянии. Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Трудности пайки
С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Поэтому основная трудность заключается в проблеме удаления практически неудалимой оксидной плёнки с поверхности металла.
Вторая трудность состоит в низкой температуре плавления алюминия. Дело в том, что наиболее прочное соединение получается при применении так называемых тугоплавких припоев. Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
Удаление оксидной плёнки
Проблему удаления поверхностной плёнки решают двумя принципиально разными способами:
- Путем применения специальных активных флюсов с предварительной механической очисткой поверхности металла.
- С помощью процесса электролиза.
Активные флюсы
Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
- Ф-34А. Специальный флюс. Плавится при температуре 420−620 градусов. Применяется с тугоплавкими припоями. Состав: Хлорид калия 50% Хлорид лития 32% Фторид натрия 10% Хлорид цинка 8%
- Ф-61А. Флюс для алюминия. Плавление происходит при температуре 150−320 градусов. Применяется с обычными олово — свинцовыми припоями. Состав: Фторборат цинка 10% Фторборат аммония 8% Триэтаноламин 82%
- Ф-64. Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.
- НИТИ-18 (Ф-380). Специальный флюс для алюминиевых сплавов. Температура пайки 390−620 градусов.
- А-214. Универсальный безотмывочный флюс средней активности.
Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
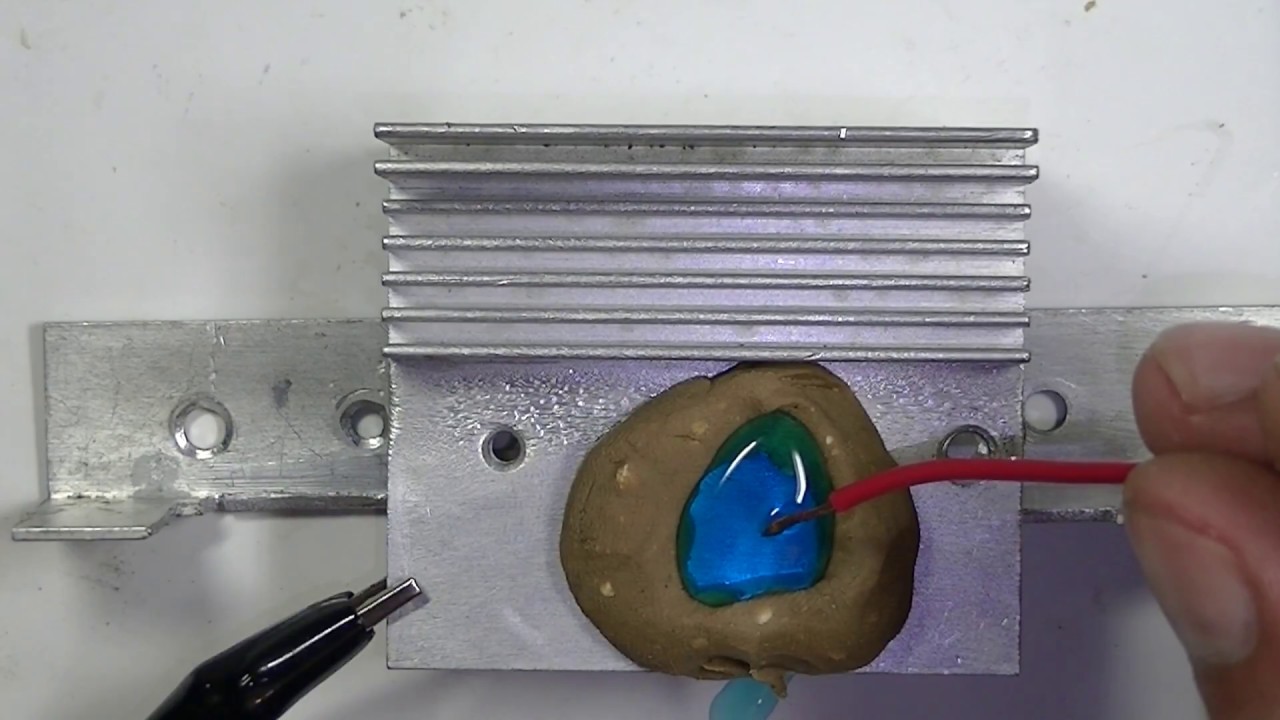
Электрохимический метод (процесс электролиза)
Суть этого способа заключается в том, что поверхность алюминия вместе с его непобедимым оксидом просто-напросто заменяется медной поверхностью. А пайка меди происходит намного проще, быстрее и надёжнее. Осуществляют это с помощью простейшей гальванической установки.
- Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.
- Медный провод, лишённый изоляции, закрепляется внутри железной щетины абразивной щётки таким образом, чтобы в процессе трения щётки о поверхность алюминия провод её не касался.
- На место пайки, предварительно обработанное шкуркой или иным абразивным инструментом, капают несколько капель медного купороса.
- В процессе трения на поверхности алюминия будет постепенно образовываться слой красной меди, как следствие процесса электролиза.
- Медная поверхность намного проще подвергается процессу лужения и последующей пайки, чем поверхность алюминиевая.
 Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.
Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.Припои для пайки
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Для алюминия применяют специальные припои, в состав которых входят сам алюминий, а также кремний, медь, серебро и цинк.
- 34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов.
- ЦОП 40. Состав: Цинк 60% Олово 40%. Плавится при температуре 300−320 градусов.
- HTS 2000. Основа состава цинк, алюминий и медь, а также некоторые незначительные добавки. Всего в припое девять компонентов, которые в совокупности обеспечивают его очень хорошие качества. Плавится при температуре 300 градусов. Производство США.
Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Как правило, тугоплавкие припои имеют температуру плавления, сопоставимую с температурой плавления самого алюминия, поэтому их применяют в основном для паяния крупногабаритных, массивных алюминиевых деталей. В этом случае возможно обеспечить хороший теплоотвод за счёт большой массы спаиваемых поверхностей и тем самым предотвратить разрушение конструкции в результате её расплавления вместе с припоем.
Латунный припой для алюминия не применяется.
Процесс пайки алюминия
Технология процесса пайки алюминия ничем не отличается от пайки любого другого металла и состоит из ряда последовательных действий:
- Обезжиривание места пайки.
- Механическая очистка с помощью абразивных средств.
- Нанесение флюса. Необходимо практически сразу после механической обработки нанести на обработанную поверхность флюс. Так как чем больше проходит времени после абразивного воздействия на оксидную плёнку, тем прочнее она становится.
- Лужение разогретых поверхностей. Расплавление припоя и распределение его по поверхности металла.
- Соприкосновение залуженных поверхностей и фиксирование. Фиксация производится до того момента, пока припой не застынет. Как правило, это происходит в течение одной-двух минут.
- Промывка под проточной водой места пайки с целью вымывания остатков флюса. Если этого не сделать, металл в месте спайки может начать корродировать, так как флюс содержит в своём составе сильные кислоты.
 Так как чем больше проходит времени после абразивного воздействия на оксидную плёнку, тем прочнее она становится.
Так как чем больше проходит времени после абразивного воздействия на оксидную плёнку, тем прочнее она становится.Разогрев спаиваемых поверхностей
Для пайки небольших алюминиевых деталей, например, проводов, как правило, используют электрический паяльник мощностью от 50 до 100Вт, в зависимости от сечения провода. Для более массивных деталей, например, кастрюли, автомобильные радиаторы — целесообразно применять более мощные источники тепла. Как правило — это паяльная лампа или газовая горелка, купленная или изготовленная самостоятельно. При пайке алюминия газовой горелкой и разогревании спаиваемых поверхностей необходимо придерживаться следующих правил:
- Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом. Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.
- Нельзя использовать кислород в целях дополнительного обогащения газовой смеси. Так как это будет усиливать окислительные процессы в месте пайки и, как следствие, ускорять образование оксидной плёнки на поверхности металла.
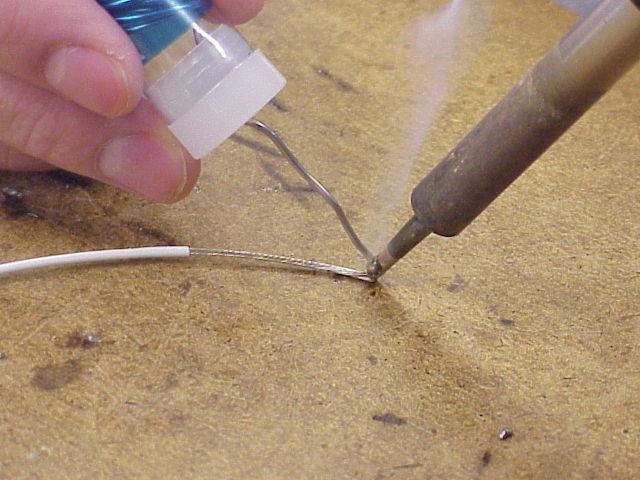
Использование канифоли
Чтобы спаять и припаять алюминиевые провода небольшого сечения, можно успешно применять свинцово-оловянные припои, используя в качестве флюса канифоль. В этом случае абразивную обработку поверхности провода производят под слоем расплавленной канифоли, а в качестве абразивного инструмента используют раскалённое жало паяльника, а также небольшое количество металлических опилок.
В этом случае абразивную обработку поверхности провода производят под слоем расплавленной канифоли, а в качестве абразивного инструмента используют раскалённое жало паяльника, а также небольшое количество металлических опилок.
- Кусочек канифоли и металлические опилки помещают на место будущей пайки.
- Разогретым луженым жалом паяльника расплавляют канифоль.
- После того как канифоль полностью расплавится и равномерно распределится по поверхности, начинают тереть жалом паяльника по поверхности алюминия сквозь слой расплавленной канифоли.
- В результате раскалённое жало паяльника вместе с металлическими опилками начинает достаточно легко разрушать поверхностную оксидную плёнку, а слой канифоли не даёт возможности воздуху проникнуть в место пайки, в результате новая оксидная плёнка не образуется.
- После того как лужение завершается, спаиваемые поверхности соединяют друг с другом и снова прогревают до тех пор, пока припой не расплавится вновь и не заполнит всё пространство между спаиваемыми поверхностями.

Необходимо отметить, что данный способ подходит лишь для малогабаритных тонкостенных деталей или для проводов небольшого сечения. Во всех остальных случаях необходимо использовать специальные алюминиевые флюсы и тугоплавкие припои, предназначенные для пайки алюминия.
Минусы пайки алюминия
Необходимо всегда помнить, что пайка — это не сварка. Она никак не затрагивает внутреннюю структуру металла, и поэтому место пайки по прочностным характеристикам всегда на несколько порядков слабее, чем сам спаиваемый металл. Место пайки нельзя подвергать большим механическим и температурным нагрузкам. В противном случае спаиваемые детали очень быстро разрушаться. Единственный вариант, когда пайка более уместна, чем сварка — это паяние алюминиевых проводов в электрических приборах или пайка прохудившегося автомобильного радиатора, когда отсутствует возможность заменить его новым.
Желательно исключить из домашней практики паяние и лужение прохудившихся алюминиевых кастрюль, кружек и прочих сковородок. В состав алюминиевых припоев и флюсов входят сильно ядовитые вещества. В этом случае тщательная промывка места пайки в проточной воде будет выглядеть, как игра в русскую рулетку.
Как паять алюминий паяльником
Как припаять алюминий паяльником
Вы предпочитаете паять алюминий паяльником и, следовательно, ищете подходящие рекомендации, которые позволят вам достичь отличных результатов? Если да, то это пошаговое руководство по пайке алюминия с помощью паяльника, обсуждаемое в этой статье, окажется полезным для ваших нужд. Пайка – это популярный метод соединения металлов, применяемый во всем мире.Хотя алюминий как металл можно паять, этот процесс может быть беспокойным и трудоемким или не дать желаемых результатов, если вы не будете придерживаться всех необходимых шагов.
Прежде чем приступить к процессу, жизненно важно, чтобы у вас был соответствующий комплект для пайки алюминия, а также другое оборудование, необходимое для получения отличных результатов.
Фактов, которые необходимо знать перед началом процесса
Во-первых, важно отметить, что оксид алюминия нельзя паять, и поэтому его необходимо утилизировать.Как правило, процедура пайки должна выполняться очень быстро, прежде чем образуется больше оксида алюминия.
Алюминий – это продукт, имеющий относительно низкую точку плавления, то есть примерно 660 градусов. Это означает, что вам потребуется уникальный продукт для пайки, в частности, с более низкой температурой плавления.
Советы по подготовке и безопасности перед тем, как приступить к пайке алюминия паяльником
* Определение сплава, если необходимо
Хотя чистый алюминий обычно можно паять, он считается твердым металлом, и поэтому с ним нелегко работать.Большинство изделий из алюминия, которые вы можете найти, представляют собой алюминиевые сплавы.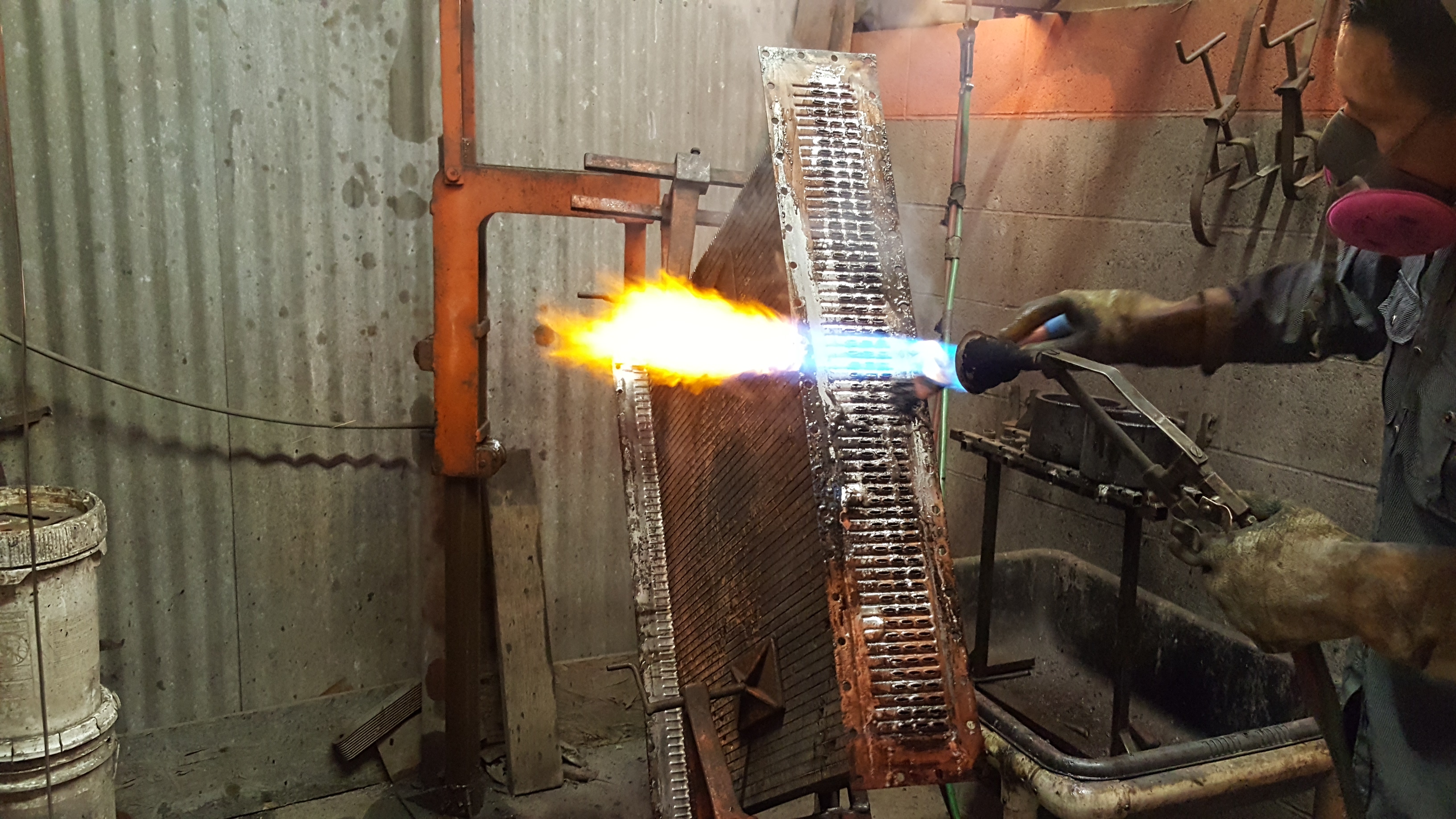 Многие из них можно припаять одним и тем же методом, но есть несколько, с которыми очень сложно работать, поэтому требуется участие профессионального сварщика.
Многие из них можно припаять одним и тем же методом, но есть несколько, с которыми очень сложно работать, поэтому требуется участие профессионального сварщика.
Если используемый вами алюминиевый продукт отмечен цифрой или буквой, убедитесь, что вы посмотрите, есть ли какие-то особые требования, которые вы должны соблюдать.
* Выбор низкотемпературного припоя
Как мы уже говорили ранее в этой статье, алюминий обычно плавится при температуре 600 градусов, что относительно ниже.Поэтому, поскольку он имеет более высокую теплоемкость, будет сложно паять, если вы будете использовать припои общего назначения. Хотя можно использовать сплав, изготовленный из комбинации алюминия, цинка или кремния, в этом обзоре основное внимание будет уделено использованию паяльника, поскольку он также имеет значительно более низкую температуру плавления.
Тем не менее, убедитесь, что вы подтверждаете, что приобретаемый вами паяльник специально предназначен для вашего типа соединения, т. е. алюминий-алюминий.
е. алюминий-алюминий.
* Выбор флюса для алюминиевого припоя
Очень важно, чтобы флюс, который вы используете, специально предназначен для алюминия.Поэтому целесообразно купить и припой для железа, и флюс в одном магазине и подтвердить, что они должны использоваться вместе. Требуемая температура для вашего флюса должна иметь такую же температуру плавления, как и у паяльника.
* Установка более безопасной рабочей станции
Во время работы вы должны носить респираторную маску, чтобы защитить себя от контакта с образующимися токсичными парами. Вам также следует убедиться, что вы работаете в хорошо вентилируемом месте.Некоторые из других предметов первой необходимости включают несинтетическую одежду и толстые кожаные перчатки.
Пошаговое руководство по пайке алюминия с помощью паяльника в соответствии с
Шаг № 1: Очистка алюминия
Тщательно очистите алюминий щеткой, желательно из нержавеющей стали. Это важно, поскольку алюминий может легко образовывать оксид алюминия при контакте с воздухом. Это может привести к образованию слоя оксида, который невозможно соединить.
Это может привести к образованию слоя оксида, который невозможно соединить.
Тщательно потрите алюминий стальной щеткой.Вам также следует очистить железный припой и флюс, чтобы исключить все возможности образования оксида.
Если вы используете старый алюминий, который сильно окисляется, рекомендуется его шлифовать, шлифовать или протирать ацетоном и изопропиловым спиртом.
Шаг 2: соединение основных металлов
Этот шаг необходим, только если вы соединяете две алюминиевые детали. Если вы соединяете две алюминиевые детали, зажмите их в том положении, в котором вы хотите их соединить.Вы должны убедиться, что между двумя алюминиевыми деталями есть небольшой зазор для стекания металлического припоя.
Если вы понимаете, что алюминиевые детали не стыкуются между собой гладко, попробуйте сделать стыки гладкими с помощью гибки или шлифования.
Шаг № 3: Нанесение алюминиевого припоя
После того, как вы очистите алюминиевый металл, вам следует осторожно нанести флюс на места, которые вы хотите соединить, используя крошечный металлический инструмент или стержень припоя. Это не только устранит вероятность дальнейшего образования оксида, но также позволит протянуть железный припой по самой длинной стороне соединения.
Это не только устранит вероятность дальнейшего образования оксида, но также позволит протянуть железный припой по самой длинной стороне соединения.
В случае, если провода для пайки, лучше окуните их в жидкий флюс. Однако, если ваш флюс находится в порошковой форме, ознакомьтесь с инструкциями по смешиванию на его этикетке.
Шаг 4 Нагрев металла
При нагревании алюминиевого металлического предмета следует использовать паяльник. Нагрейте металл, прилегающий к стыку, начиная с самого нижнего положения заготовки. Как правило, прямое воздействие пламени на проблемную зону может привести к перегреву флюса и припоя. Поэтому убедитесь, что вы постоянно перемещаете источник тепла маленькими и медленными движениями, чтобы можно было равномерно нагреть зону.
Перед применением паяльника вы должны знать, что может пройти более десяти минут, прежде чем он нагреется до необходимого уровня.
Шаг 5: Нанесение припоя
Проведите проволокой или прутком припоя над соединением, продолжая косвенно нагревать область, то есть нагрев с другой стороны алюминиевого металла. Используйте постоянные медленные движения при нанесении припоя для железа, чтобы результаты были одинаковыми.
Используйте постоянные медленные движения при нанесении припоя для железа, чтобы результаты были одинаковыми.
Подтверждение результатов
Если железный припой, который вы используете, не сцепляется с металлом, это может указывать на образование оксида алюминия на поверхности металла.Это потребует от вас очистки поверхности и немедленной пайки ее снова, пока вы не добьетесь желаемого результата.
Итог
Эти советы о том, как паять алюминий паяльником, пригодятся, если их протестировать. Убедитесь, что вы применяете их соответствующим образом, когда возникнет необходимость, чтобы вы могли ощутить их достоинства.
Лучшие паяльники для начинающих и экспертов в 2020 году
Будь то новичок, любитель или профессионал, комплекты паяльника являются незаменимыми инструментами для ремонта монтажных плат, ремонта электроники, изготовления ювелирных изделий, сварки и прочего.
С помощью паяльника вы можете соединить два металла или предмета вместе с максимальной точностью. Не все комплекты паяльников одинаковы.
Не все комплекты паяльников одинаковы.
Чтобы выбрать лучший набор паяльника , необходимо учитывать следующие факторы…
1. Мощность: Паяльники имеют диапазон мощности от 15 до 20 Вт.
- Для небольших работ по печатной плате – от 15 до 25 Вт
- Для общих паяльных работ – 40 Вт
- Для сложных и сложных работ от -50 до 60 Вт
2.Контроль температуры: У каждого проекта разные температурные требования. Паяльники бывают с контролем температуры или без него. Лучше выбирать модель с контролем температуры, так как вы можете повышать или понижать температуру в зависимости от задачи. Паяльники без терморегулятора дешевле, но они подходят только для простых домашних задач.
Некоторые другие факторы, которые следует учитывать, – это совместимость жала, качество, антистатичность, подставка и принадлежности для пайки.Мы четко упомянули о них в нашем Руководстве по покупке .
После сравнения нескольких моделей, имеющихся на рынке, мы составили список лучших комплектов паяльника.
Лучшие комплекты паяльника 10 лучших обзоров паяльника 1. Набор паяльника AnbesКупить сейчас на Amazon
Anbes привез с собой универсальный комплект электронного паяльника, который содержит все необходимое.Его очень легко переносить и использовать для сварки печатных плат, ремонта бытовых приборов, домашних работ, сварки ювелирных изделий и многого другого.
Мы ставим этот продукт на первое место благодаря его чрезвычайно полезным компонентам. Это комплект 14-в-1, содержащий широкий набор инструментов. Опорная станция имеет двойной пружинный держатель из губчатого железа, который безопасен в использовании. Паяльник очень быстро нагревается и имеет функцию замены 5 нескольких жало.
Стальную головку нелегко уронить из-за ударопрочной конструкции винтовой резьбы.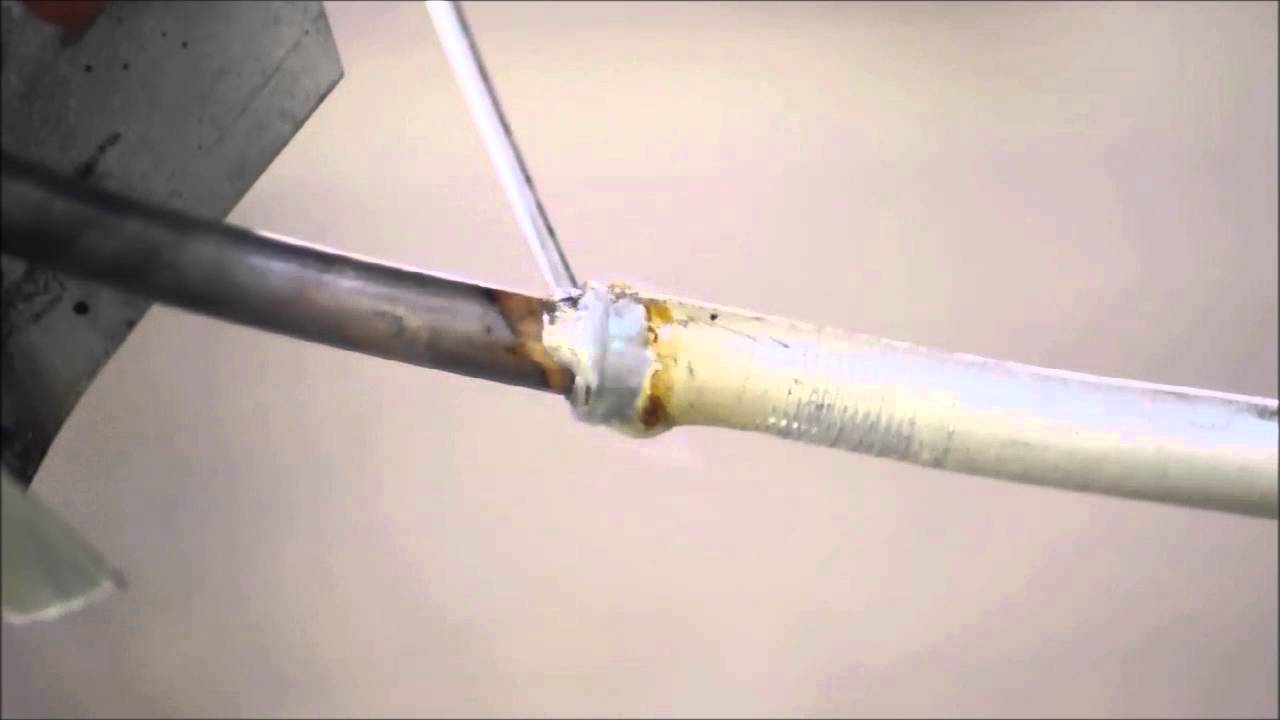 Работает от 60Вт 110В.
Работает от 60Вт 110В.
Насос для разупорядочения с присосом для припоя имеет алюминиевый корпус и вакуумную трубку высокого давления. Его можно использовать одной рукой, и это очень эффективно. Он используется для удаления припоя с печатной платы через отверстия для пайки.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 60 Вт
- Диапазон температур: 200 ℃ – 450 ℃
Включенные компоненты
- Паяльник
- Насос для демонтажа припоя
- Инструмент для зачистки проводов
- Подставка под паяльник
- Пинцет
- 2 X 24AWG электронный провод
- 5 разных жало паяльника
- Трубка из оловянной проволоки
- Сумка для переноски из ПУ
Купить сейчас на Amazon
Подобные товары
2.Комплект паяльника PlusivoКупить сейчас на Amazon
Полный комплект для пайки с мультиметром от Plusivo. В нем есть все необходимые инструменты, используемые для домашних ремонтных работ, паяльных работ, сварки печатных плат, изготовления поделок / ювелирных изделий, ремонта электрики, электроники и бытовой техники и т. Д.
В нем есть все необходимые инструменты, используемые для домашних ремонтных работ, паяльных работ, сварки печатных плат, изготовления поделок / ювелирных изделий, ремонта электрики, электроники и бытовой техники и т. Д.
Он оснащен ручкой регулировки температуры, четырьмя вентиляционными отверстиями, термостойкой ручкой, металлической основой, губкой для очистки, держателем пружины, набором сменных наконечников из 5 частей и трубкой для припоя из оловянной проволоки.Он оснащен мультиметром, а 20+ дополнительных предметов в комплекте используются как для пайки, так и для распайки.
Поставляется с прочной сумкой из полиуретана, которая позволяет упорядочить все компоненты, правильно хранить и легко переносить. Кроме того, вы можете загрузить электронную книгу – бонус, который поможет вам в пайке. Производитель предлагает 30-дневную гарантию возврата денег / замены на свой продукт.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 60 Вт
- Регулируемая температура: 200 ° C – 450 ° C
- Вес товара: 1. 016 кг
- Паяльная подставка: Сталь
- Сумка для переноски: PU
- Источник питания: батарея (2 батарейки ААА)
- Стиль: Пайка / Сварка
 016 кг
016 кгКомпоненты включены
- Паяльник с регулируемой температурой (60 Вт)
- Цифровой мультиметр с датчиками премиум-класса
- Подставка под паяльник
- Пинцет (прямой ESD-11, изогнутый ESD-15)
- Инструмент для резки диагональной проволоки, мини-инструмент для зачистки проводов и резак
- Насос для демонтажа припоя
- 5 Набор паяльных жало
- Трубка для припоя оловянной проволоки
- Миниатюрная печатная плата и мини-отвертка
- Фитиль для припоя и паяльная паста
- Термоусадочный комплект (бонус)
- Красный 22 и Черный 22 AWG Провод
- Отвертка в форме ручки
- Изолента (красная, черная и желтая)
- Электронная книга
 Комплект паяльника Vastar
Комплект паяльника Vastar Купить сейчас на Amazon
Комплект паяльника Vastar – профессиональный термостатируемый комплект. Он обещает быстрый нагрев и имеет хорошую эффективность отвода тепла. Усовершенствованная конструкция стальных трубок и паяльник помогают эффективно рассеивать тепло.
Этот продукт занимает третье место, так как паяльный пистолет не очень хорош при распайке по сравнению с вышеперечисленными ботворезами. Но помимо этого, у него есть другие улучшенные функции, такие как использование фиксированного резистора микросхемы для обновленной печатной платы вместо цветного фиксированного кольца
.Еще одно отличное преимущество заключается в том, что вам не понадобится паяльная станция.Вы можете просто подключить и играть. Жала паяльника полезны для гитары, оборудования, конденсаторов ТВ, печатных плат или аксессуаров.
По вопросам гарантии свяжитесь с производителем.
Характеристики
- Длина кабеля: 59,0 дюймов
- Рабочее напряжение: 110 В Мощность: 60 Вт
Включенные компоненты
- 1 Паяльник
- 5 жало паяльника
- 1 Паяльная стойка
- Трубка для припоя с 1 карманом
- 1 Антистатический пинцет
- 1 Демонтажный насос
Подобные товары
4. Комплект паяльника Anbes
Комплект паяльника Anbes Купить сейчас на Amazon
Это один из наиболее хорошо функционирующих комплектов паяльника, имеющий сертификаты FCC и RoHS. Его можно легко использовать для красок, различных ДСП для электроники, сварки, часов, мобильных устройств, компьютерного оборудования, телевизионных конденсаторов и т. Д.
Anbes занимает четвертое место из-за частой неисправности шкалы температуры и жала паяльника. Кроме того, паяльные насосы имеют вакуум высокого давления, который позволяет легко удалить припой с печатной платы.Мультиметр может работать как от переменного, так и от постоянного тока.
Паяльник имеет регулируемую температуру, которая может быть нагрета за 30 секунд, и имеет светодиодный индикатор, который делает его безопасным для сварочных целей. Он также имеет простой переключатель ВКЛ / ВЫКЛ.
Паяльник быстро нагревается и обладает свойством рассеивания тепла, благодаря чему легко остывает. Он имеет регулируемую температуру и технологию керамического сердечника.
На него предоставляется гарантия 12 месяцев и пожизненная поддержка клиентов.
Характеристики
- Температура: 200-450˚C
- Вес: 689 г
- Рабочее напряжение: 110 В
- Мощность работы: 60 Вт
Включенные компоненты
- Демонтажный насос
- Отвертка
- Пинцет антистатический
- 2 провода припоя
- 2 подсказки
- Кусачки
- Мультиметр
- Паяльная подставка
Подобные товары
5.Паяльники Pancellent с цифровым мультиметромКупить сейчас на Amazon
Этот паяльник Pancellent является универсальным решением для ваших требований к пайке и сварке, таким как печатные платы, бижутерия, проекты DIY, обучение навыкам, небольшие электронные платы и т. Д.
Из-за ненадежного контроля температуры и трудночитаемых цифр этот продукт попадает в эту категорию. Кроме того, он быстро нагревается и экономит энергию. У них также есть губчатые блоки для очистки паяльников.
Кроме того, он быстро нагревается и экономит энергию. У них также есть губчатые блоки для очистки паяльников.
Кроме того, он поставляется с цифровым мультиметром (модель DT831B +), кусачками для диагональной проволоки с противоскользящей ручкой, присоской для пайки одной рукой, новой конструкцией рассеивания тепла (4 отверстия), термоусадочной трубкой 328 различных размеров, губкой в основании и светодиодами. индикатор, чтобы без усилий выполнять ваши задачи.
Поставляется с сумкой для переноски из полиуретана, что позволяет удобно хранить небольшие инструменты и легко переносить. Он имеет различные удивительные функции и важные компоненты, которые все еще остаются в этом списке.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 60 Вт
- Диапазон температур: 200 ° C – 450 ° C
- Вес: 970 грамм
- Подставка для пайки: сталь, металл
Компоненты включены
- Паяльник 60 Вт (с 5 жалами)
- 328 Термоусадочные трубки
- 2 электронных провода
- Разрушающий насос
- Подставка и очиститель для паяльника
- Пинцет
- Трубка из оловянной проволоки
- Цифровой мультиметр (2 ручки мультиметра и батарея)
- Прецизионная карманная отвертка с 30 винтами
- Нож для хобби с 5 сменными лезвиями
- Инструмент для зачистки проводов
- Руководство пользователя
- Сумка для переноски из ПУ
- Гарантийный талон
 Паяльник Tabiger
Паяльник Tabiger Купить сейчас на Amazon
У Tabiger есть базовый набор паяльника для всех. У него есть определенные приложения, такие как ремонт различной электроники, печатных плат, сварка, гитара, проводка, мобильные устройства, компьютерное оборудование, конденсаторы для телевизоров, поделки и многое другое.
Основным недостатком этого продукта является тот факт, что иногда в упаковке нет ручки, и работа прекращается через 10 минут и длится недолго.Кроме того, он быстро нагревается и экономит энергию. Есть большие вентиляционные отверстия для отвода тепла и быстрого охлаждения.
Насос для распайки можно использовать одной рукой. Это отличное преимущество этого набора для пайки Tabiger. Корпус насоса изготовлен из алюминия, устойчивого к нагреванию, коррозии и обеспечивающего хорошее рассеивание тепла.
Имеет 12 месяцев гарантии на продукт и пожизненную поддержку клиентов.
Характеристики
- Мощность: 60 Вт
- Рабочее напряжение: 110 В
- Вес изделия: 14. 7 унций
- Диапазон температур: 200-450˚C
 7 унций
7 унцийВключенные компоненты
- Паяльник
- 5 жало паяльника
- Проволока для пайки
- Насос для демонтажа припоя
- Паяльная подставка
- Пинцет антистатический
- Чемодан для инструментов
Купить сейчас на Amazon
Этот продукт представляет собой паяльник с регулируемой температурой, который можно использовать для пайки и сварки печатных плат, проектов DIY, бижутерии, небольших электронных плат и т. Д.
Этот продукт является седьмым, потому что жала паяльника служат недолго, а паяльный пистолет показывает некоторые проблемы при использовании. Однако этот продукт все еще находится в списке из-за его ярких характеристик. Он нагревается за 2 минуты и питается от керамического сердечника нагревателя.
Он прост в использовании, им можно управлять одной рукой, а его нескользящая ручка из мягкой резины обеспечивает удобство использования.
По вопросам гарантии свяжитесь с производителем.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 60 Вт
- Диапазон температур: 200 ° C ~ 450 ° C
Включенные компоненты
- 1 х паяльник
- 1 припойная проволока (82% Sn, 18% Pb, диаметр 1 мм., 0,71 унции)
- 5 дополнительных паяльных наконечников
Купить сейчас на Amazon
В этом наборе паяльника используется индукционная технология с керамическим сердечником, регулируемая температура с большими вентиляционными отверстиями, двухпозиционный переключатель, изолирующий силикагель и быстрый нагрев за 30 секунд, что делает его энергосберегающим и обеспечивает безопасную сварку.
Подходит для различных применений, таких как сварка, ремонт электроники и печатных плат, часы, мобильные устройства, ювелирные изделия, компьютерное оборудование, телевизионные конденсаторы и т.д. Подходит как для начинающих, так и для любителей и профессионалов.
Из-за того, что шкала температуры и жала паяльника часто выходят из строя, комплект SREMTCH входит в эту позицию. Помимо этого, он имеет длину кабеля 57 м и легкий, что позволяет использовать его в течение длительного времени. его легко и быстро припаять.Набор инструментов поставляется в хорошо организованной сумке для переноски из полиуретана.
По вопросам гарантии свяжитесь с производителем.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 60 Вт
- Диапазон температур: 200 ° C – 450 ° C
- Вес: 100 грамм
- Подставка для пайки: сталь, металл
- Длина паяльника: 7 дюймов
- Длина кабеля: 57,5 дюйма.

Компоненты включены
- Паяльник с регулируемой температурой
- Подставка для паяльника из нержавеющей стали
- Насос для демонтажа припоя
- 5 жало паяльника
- Проволока для припоя (100 г / 0.8 мм)
- Губка желтая
- Сумка для переноски из ПУ
Купить сейчас на Amazon
Комплект утюга LDK содержит все необходимые компоненты в одном комплекте. Он имеет функцию регулировки температуры и улучшенный термостойкий материал.
Это девятая позиция, потому что жала паяльника плохо работают и нет выхода светодиода.Этот продукт по-прежнему попадает в список из-за легкого процесса охлаждения, заключающегося в наличии 4 вентиляционных отверстий.
Насос для удаления припоя поставляется с вакуумной трубкой высокого давления, которая лучше всего подходит для удаления печатных плат через отверстия под пайку.
По вопросам гарантии необходимо обратиться к производителю.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 20 Вт-60 Вт
- Диапазон температур: 200 ℃ ~ 450 ℃
- Подставка для пайки: нержавеющая сталь
Включенные компоненты
- 1 Паяльник: от 200 ℃ до 450 ℃ (от 392 ℉ до 842 ℉)
- 5 дополнительных разных жало паяльника
- 1 провод припоя
- 1 Антистатический пинцет
- 1 Присоска для припоя
- 1 Губка для очистки
- 1 Подставка под паяльник
- 1 Руководство пользователя
Купить сейчас на Amazon
Комплект для электро-пайки – это полезный набор, который содержит все остальные компоненты внутри. Паяльник быстро нагревается благодаря керамической технологии внутреннего нагрева. В стальной трубе есть четыре вентиляционных отверстия, что способствует более быстрому охлаждению.
Однако этот товар идет последним из-за дешевой упаковки. Мультиметр иногда не работает. Но, тем не менее, этот продукт находится в списке из-за некоторых других полезных функций.Доступ к демонтажному насосу можно получить, просто взведя и нажав спусковую кнопку.
На этот продукт предоставляется 30-дневная политика бесплатного возврата и замены и 2 года гарантии. Если вы обратитесь к ним сразу после покупки, вы можете получить дополнительную 3-летнюю гарантию.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 60 Вт
- Диапазон температур: 200 ° C-450 ° C
- Материал стойки: Сталь
- Демонтажный насос: пластик и алюминиевый сплав
- Сумка для переноски: искусственная кожа
Включенные компоненты
- Паяльник
- 5 Жало для нескольких паяльников
- Насос для демонтажа припоя
- Цифровой мини-мультиметр
- Подставка с губкой для очистки
- Пинцет антистатический
- Трубка из оловянной проволоки
- Тестовые провода
- Отвертка
- Канифоль
- Изолента
- Pu Сумка для переноски инструментов
Паяльник – это портативный инструмент, который можно использовать для нескольких электронных проектов.Он поставляется с крошечной паяльной лампой, которая нагревает металлические части, чтобы соединить две части вместе. Паяльники бывают разных типов: регулируемые паяльники, карандаши, паяльные станции и паяльники. У каждого комплекта паяльника есть свои плюсы и минусы. Некоторые типы подходят для определенных проектов, а другие нет. Однако основной принцип работы этих типов по сути схож.
Присадочный материал, также известный как припой, используется этими инструментами для соединения металлических деталей.Жало паяльника нагревается, что превращает припой в жидкость. Когда жидкость соприкасается с двумя объектами, она соединяет их вместе, как только затвердеет. Однако это полностью отличается от сварки, когда предметы нагреваются и соединяются вместе.
Обычно пайка подходит для таких деликатных работ, как создание мозаики из цветного стекла, ремонт электронных схем, сплавление медных труб и изготовление ювелирных изделий. Соединение, выполненное с использованием припоя, является электропроводным, что идеально подходит для соединения проводов и других электрических компонентов.
Насколько сильно нагревается паяльник? Паяльникиспользуется для работы с несколькими проектами, в том числе электронными. Они используют источник питания, чтобы нагреть наконечник. Горячий наконечник расплавит припой, что позволит проводящему материалу соединить два объекта вместе. Требуемая температура нагрева зависит от типа применения. Обычно припой начинает плавиться при температуре 380 градусов по Фаренгейту.
Некоторые паяльники могут нагреваться до температуры более 380 градусов по Фаренгейту, а некоторые могут даже нагреваться до 80 градусов по Фаренгейту.Однако у некоторых паяльников есть только фиксированная настройка температуры. Большинство паяльников поставляются с регулируемыми дисками, которые позволяют регулировать температуру нагрева в соответствии с вашим применением.
Как выбрать паяльник?Вложение в утюг с недостаточным энергопотреблением может быть неприятным в использовании и тратой денег. Потому что в конечном итоге вы получите испорченные комплекты и поврежденные компоненты. С плохим паяльником…
- Нагрев стыка занимает много времени.Более того, во время пайки необходимо время, чтобы передать тепло компонентам. Иногда это может привести к повреждению или перегреву компонента.
- Если у него более длительное время нагрева, то для образования оксидов на паяемых поверхностях требуется время. Это предотвратит растекание припоя и приведет к слабому стыку.
- Длительное время восстановления припоя между соединениями может привести к образованию холодных соединений.
Чтобы купить паяльник, не нужно тратить целое состояние.Дополнительные функции, такие как сменные наконечники и температура, хорошо иметь, но они не обязательно важны для любителей или новичков.
Чтобы помочь вам, мы предоставили всю информацию и факторы, которые следует учитывать при покупке паяльника. Внимательно прочтите его, чтобы принять обоснованное решение.
1. МощностьМощность – это первое, что нужно учитывать при покупке паяльника. Потому что вы можете приобрести утюг, который может быстро нагреваться и поддерживать равномерную температуру на протяжении всего выполнения задачи.Обычно паяльники, которые особенно используются в электронике, имеют диапазон мощности от 20 до 60 Вт. Паяльники мощностью 50 Вт являются обычным явлением, поскольку они обеспечивают достаточно тепла для большинства проектов с печатными платами.
Паяльникс более высокой мощностью (от 40 Вт до 60 Вт) не означает, что они нагревают паяное соединение сильнее. Это означает, что у железа больше мощности для выполнения сложных задач. Поскольку у большинства паяльных станций есть ручка на электростанции, вы можете отрегулировать температуру жала паяльника в соответствии с вашими требованиями.Когда дело доходит до паяльников с низкой мощностью, например от 20 Вт до 30 Вт, они быстрее теряют тепло, что приводит к слабым или плохим паяным соединениям.
Потребляемая мощность паяльника часто упоминается в технических характеристиках продукта. Стандартные утюги без температурного контроля мощностью 40 Вт идеально подходят для общих паяльных работ. Для тяжелой пайки обратите внимание на более высокую мощность. Для небольших работ на печатной плате мы рекомендуем от 15 до 25 Вт. Паяльники с регуляторами температуры имеют более высокую мощность, так как пользователь может регулировать температуру по мере необходимости.
Некоторые любители или новички могут выбрать модель с меньшей мощностью, чтобы сэкономить деньги. Паяльники с меньшей мощностью (от 20 до 30) справятся со своей задачей. Но, как уже упоминалось, они нагреваются дольше и быстро теряют тепло.
2. НапряжениеБольшинство паяльников, доступных в определенных странах, имеют правильное сетевое напряжение. Например, в Великобритании это 230 Вольт, в США – 115 В. Некоторые паяльники также поставляются с напряжением 12 В. Некоторые модели предназначены для специальных применений, требующих низкого напряжения.Итак, выбирайте в соответствии с вашими требованиями.
3. Контроль температурыЭто одна из основных особенностей, на которую следует обратить внимание, поскольку разные задачи пайки требуют пайки при разных температурах. В паяльниках доступны два типа регуляторов температуры. Менее дорогой паяльник не использует никакого электронного регулирования. Это означает, что при достижении необходимой температуры потери тепла будут равны выделенному теплу.
Большинство моделей имеют термостатическое управление, что означает, что температуру можно регулировать лучше.Потому что вы можете контролировать или регулировать температуру до желаемого значения. Эти утюги намного лучше, потому что даже когда тепло отводится во время пайки большого объекта, они будут лучше поддерживать температуру на протяжении всей задачи. В моделях без регулирования очень сложно поддерживать температуру при пайке большого объекта. Некоторые паяльники с контролем температуры поставляются с цифровым дисплеем, на котором отображается текущая температура. Это отличное дополнение к этой функции.
Еще одна последняя модель – без контроля температуры. Это более дешевые, но они не подходят для пайки, так как могут повредить компоненты. Если вы хотите паять только домашние проекты, то этой модели должно хватить.
4. Совместимость и замена наконечниковЛучше выбирать модель со сменными жалами, да и паяльник тоже должен быть совместимым. Имеются наконечники для пайки различных размеров, которые подходят для различных задач пайки.Еще один важный аспект, который следует учитывать при покупке набора для пайки, – это стоимость наконечников. Некоторые паяльники совместимы только с жалами определенных производителей. Жала паяльника со временем изнашиваются и окисляются, поэтому в долгосрочной перспективе они могут быть дороже, чем один паяльник. Идеальные паяльники совместимы с жалами любых производителей. На самом деле это довольно удобно, особенно в то время, когда они ломаются.
5. Размер и форма наконечниковКак вы уже знаете, паяльники со сменными жалами бывают разной формы, например, стамески, конические, конические и пирамидальные.Материал, из которого они изготовлены, также отличается друг от друга. Некоторые материалы – никель, медь и хром. Для выполнения разных работ подходят разные типы наконечников.
Форма и размер жала паяльника определяют способ укладки жала. Разные насадки предназначены для разных приложений. У них есть свои преимущества и недостатки.
Перед покупкой любого жала в первую очередь следует подумать, совместимо ли оно с вашей паяльной станцией. Большинство насадок имеют одинаковый дизайн, и в большинстве утюгов используются сменные насадки.Однако вам необходимо сверить размер с инструкцией производителя и приобрести наконечник в соответствии с требованиями.
Также следует учитывать форму наконечника. Для новичков наконечник стамески – лучший вариант, потому что он имеет плоскую поверхность и хорошо держится. Вы можете расположить его по-разному, чтобы работать с компонентами разных размеров и проводов. Они идеально подходят для соединений проводов, компонентов для распайки, макетных плат и SMD.
Наконечники копыт подходят для контактной пайки нескольких площадок для поверхностного монтажа.Однако этим приемом пользуются только профессионалы с повышенными навыками. Если вам нужно работать с устройствами SMD или более сложными проектами пайки, то кончик копыта – правильный выбор.
Конические наконечники очень сложны в использовании. Однако их работа точна, что делает их подходящими только для опытных пользователей. Последнее, что вам нужно проверить, это материал наконечника. Когда дело доходит до долговечности, идеально подходят железные наконечники. К тому же их дешевле покупать. Тем не менее, они отлично удерживают или передают тепло, как медный наконечник.Высококачественные паяльники поставляются с медным наконечником с железным покрытием, обеспечивающим лучшее из обоих вариантов.
6. Антистатическая защитаЭлектрические компоненты восприимчивы, особенно современные интегральные микросхемы, а статическая защита немного проблематична. Хотя большинство компонентов, используемых в домашних конструкциях, не подвержены статическим повреждениям, но лишь немногие из них. Поэтому лучше рассмотреть паяльник со статической защитой.
7.ПодставкаЭто важный фактор, потому что после завершения работы вы должны поместить горячий утюг в безопасное место. Подставка для паяльника предотвратит скатывание формы паяльника и защитит от возможных травм, например ожогов.
Большинство держателей паяльника поставляются с губкой и поддоном, которые позволяют идеально чистить паяльник. Поскольку утюг достигает температуры около 300 ° C, важно убедиться, что он находится в надежном месте.
8.Свинцовый припой против бессвинцового припояОдним из важных моментов, которые следует учитывать при покупке паяльника, является материал, из которого изготовлен припой. Раньше припой состоял из Pb (свинца), олова (Sn) и других металлов в следовых количествах. Его часто называют свинцовым припоем. Но свинец вреден для нашего здоровья, и при его воздействии в больших количествах существует вероятность отравления свинцом. Однако свинец считается полезным материалом и идеально подходит для пайки, поскольку он имеет низкую температуру плавления, что помогает пользователю создавать прочные паяные соединения.
Из-за вредного воздействия свинца некоторые страны решили отказаться от использования припоя. В 2006 году RoHS (Европейский Союз принял Директиву об ограничении использования опасных веществ) ограничил использование свинца в качестве припоя в электрическом оборудовании и электронике. С тех пор бессвинцовый припой стал очень популярным и распространенным.
Бессвинцовый припой такой же, как и свинцовый аналог, за исключением того, что он не содержит свинца. Он состоит из олова и других микроэлементов, таких как медь и серебро.Этот тип припоя обычно помечается символом RoHS, чтобы гарантировать подлинность.
9. Принадлежности для пайкиЕсли вы новичок и не имеете большого опыта в пайке, дополнительные аксессуары могут оказаться чрезвычайно полезными. Мы уже упоминали о некоторых дополнительных аксессуарах, которые указаны ниже…
- Припой: Легче всего работать с припоями 60/40 (свинец / олово), что означает 40% олова и 60% свинца, что является идеальной комбинацией электрического припоя.Они подходят как новичкам, так и профессионалам с продвинутыми навыками. Alpha Fry предлагает лучшие припои для сердечников, и все их продукты являются лучшими.
- Фитиль для припоя: Это один из лучших способов удалить излишки припоя с соединения. В отличие от других присосок для припоя, этот аксессуар впитывает расплавленный припой.
- Губка для очистки: Этот продукт полезен для очистки наконечника утюга во время пайки. Поскольку они являются мощными губками для чистки, они избавят от коррозии на кончиках, которые обычные губки не очистить.
- Тонировщик жала: Полезно очистить и повторно залудить жало паяльника, которое часто становится черным и окисляется.
- Диагональные кусачки: Очевидно, что для обрезки выводов компонентов вам потребуются диагональные кусачки.
- Тиски: Помогают устойчиво удерживать работу. Это самый полезный и важный аксессуар, поскольку он обеспечивает надежные и надежные соединения.
- Рука помощи: Он удерживает компоненты вместе во время пайки.Он особенно хорош для небольших плат, так как удерживает все вместе при сращивании или заделке проводов.
- Flux Pen: Помогает растеканию бессвинцового припоя.
- Вакуумный насос для пайки или присоска для пайки: Помогает инструменту удалить любой припой, оставшийся при распайке компонентов. По сравнению с солнечными насосами, паяльная присоска / вакуум для припоя является лучшим вариантом.
- Паяльный коврик: Его нужно разместить на столе, на котором вы работаете.Он защищает рабочий стол от любых неудач при пайке.
Приобретая любую модель паяльника, убедитесь, что в комплекте есть запасные части, которые можно легко найти, когда вы захотите заменить. Хотя детали паяльника будут работать несколько лет, жала необходимо регулярно менять. Чтобы избежать ненужных затрат на обслуживание, ремонт или замену, лучше приобрести паяльник высокого класса с контролем температуры и дополнительными запасными частями.
11. Вилка заземленияШтепсельная вилка паяльника с заземлением должна быть в комплекте с тремя контактами. Он защищает утюг от статических разрядов, которые могут повредить чувствительные электронные детали, если только не паять.
12. МаркиСуществует несколько популярных электронных брендов, таких как Weller. Вместо того, чтобы выбирать модель без марочного знака, мы рекомендуем выбирать паяльник, обладающий прочностью и высоким качеством. Также важно следить за хорошей репутацией производителей в области доставки и обслуживания клиентов.Фирменные паяльники редко перегреваются, удобны в обращении и имеют легкий захват.
13. Цена и бюджетПоследний, но не менее важный фактор, который следует учитывать при покупке паяльника, – это цена, которую вы можете потратить. Поскольку существует несколько моделей стоимостью от 10 до 200 долларов, вы можете легко выбрать любую, исходя из ваших требований. Даже если у вас ограниченный бюджет, вы все равно можете приобрести очень хороший товар. Большинство пользователей выбирают паяльники среднего класса и по-прежнему довольны долговечностью и качеством.
Различные типы паяльников Паяльникибывают нескольких типов, у которых есть свои преимущества и недостатки. Чтобы купить лучший, соответствующий вашим потребностям, лучше понять основные различия между ними. Некоторые паяльники выделяют огромное количество тепла и имеют высокую температуру плавления. В то время как другие разработаны, чтобы позволить пользователю регулировать температуру в соответствии с вашими требованиями. Исходя из ваших потребностей, вы должны выбрать подходящий паяльник. Существует несколько видов паяльников, о которых мы упомянули ниже для справки.
1. Простой утюгЕсли вам нужна обычная форма паяльника, то этот вариант подойдет идеально. Обычно он работает на номинальной мощности от 15 до 35 Вт, что в значительной степени достаточно для выполнения основных электронных проектов и ремонта. Сегодня даже простые наборы для пайки поставляются с регулируемыми регуляторами температуры, что увеличивает их универсальность. Они подходят для обычных пользователей, которым нравится использовать их для мелкого ремонта. Они доступны по цене, просты и удобны в использовании, что делает их идеальными для простых электронных проектов DIY.
2. Паяльная станция Паяльные станцииимеют схему контроля температуры, дисплей, блок питания и паяльную головку с датчиком температуры. Они также поставляются с подставками, которые позволяют размещать или хранить утюг, когда он не используется. Влажная губка предназначена для очистки жала до и во время пайки. Некоторые дополнительные аксессуары также доступны в некоторых наборах для пайки, например, вакуумный насос, термофен и вакуумный датчик.
Паяльный карандаш имеется в паяльной станции, которая обычно присоединяется к электростанции.Предусмотрены регулируемые элементы управления, позволяющие увеличивать или уменьшать температуру наконечника припоя в соответствии с вашими требованиями. Некоторые модели даже поставляются с электронным контролем температуры, который позволяет устанавливать и поддерживать точную температуру жала паяльника.
По цене паяльные станции немного дороже простого утюга. Паяльные станции подходят для большинства паяльных работ и очень тонких компонентов для поверхностного монтажа, даже таких небольших, как 0603 и 0805.
Некоторые паяльники поставляются с термостатом, который позволяет регулировать температуру бита. Это гарантирует, что температура всегда поддерживается должным образом. Если тепло отводится без слишком сильного повышения температуры, в таких случаях можно использовать элемент более высокой мощности, чтобы обеспечить хорошую пайку.
Утюги с контролем температуры поставляются с возможностью регулировки, в то время как другие поставляются даже с индикацией температуры. Паяльники с контролем температуры лучше и подходят практически для всех паяльных работ.Однако они немного дороже.
3. Паяльник Паяльные пистолетыочень похожи на аккумуляторные ручные дрели. У них есть кончик с проволочной петлей, который быстро остывает. Так что кобуры не нужны. Благодаря высокой скорости охлаждения уменьшается вероятность травм или возгорания. Они подходят для любителей DIY, поскольку активируются только при нажатии на спусковой крючок и имеют легкий захват.
Основным компонентом паяльника является трансформатор, способный преобразовывать 110 В переменного тока в более низкое напряжение.Трансформатор вторичной обмотки только однооборотный. Таким образом, вырабатывается очень низкое напряжение и сотни ампер тока. Этот сильный ток проходит через медный наконечник. Из-за большой силы тока жало паяльного пистолета довольно быстро нагревается.
Паяльник прост в эксплуатации и имеет очень короткое время прогрева. Однако он не подходит для тонких работ на печатных платах и точного обращения с тонкими паяными компонентами. Потому что они выделяют больше тепла, что также может повредить компоненты и печатную плату.Они подходят для работы с проволокой большого сечения. Ценовой диапазон паяльных пистолетов составляет от 20 до 70 долларов.
4. Переделка пайкиРемонт и доработка – сложные задачи пайки. Обычно они используются в крупносерийных производственных и промышленных предприятиях. В паяльных системах есть несколько наконечников, таких как термофен, термос-пинцет, паяльник, пистолет для распайки и другие. Их цена составляет от 250 до 2500 долларов. Среди всех брендов Pace считается одним из самых популярных.
ПаяльникProfessional поставляется со сменными жалами. Они потребляют мощность 50 Вт или более. Регулировка температуры позволяет установить наконечник на желаемый уровень. Варианты сменных насадок позволяют выбрать идеальный вариант в соответствии с вашими требованиями.
5. Пинцет для пайкиПинцет для пайки имеет два электронных вывода. Они способны работать с диодами, батареями, резисторами, конденсаторами и нишевыми предметами.Большинство пинцетов доступны отдельно, а другими можно управлять со станции. Пинцеты обычно поставляются с наконечниками с подогревом, которыми нужно управлять вручную. Вам просто нужно осторожно сжать, чтобы устройство заработало.
6. Паяльная горелкаПаяльная горелка работает на топливе или пропане. Он обеспечивает короткие выбросы тепла, которые в основном необходимы для плавления металлов. Чаще всего ими пользуются ювелиры. Они подходят для опытных пользователей, так как с ними могут справиться только профессионалы.Из соображений безопасности новичкам пробовать их не рекомендуется.
Как пользоваться паяльником?Паяльник – важный инструмент в мастерской, будь то изготовление ювелирных изделий, домашний ремонт или ремонт электронных схем. Хотя идея пайки может показаться сложной, с некоторой базовой информацией даже новичок сможет ее решить. Основные этапы пайки довольно просты. Мы упомянули их ниже для справки…
- Вначале необходимо нагреть паяльник до желаемой температуры.
- Используя губку для влажной очистки, очищайте жало паяльника перед использованием инструмента, а также во время процесса.
- После того, как наконечник будет чистым, дайте ему коснуться объекта, который вы хотите припаять.
- По прошествии 2 секунд добавьте еще немного припоя в области соединения, где вы хотите соединить два объекта.
- Тепло превратит припой в жидкое и податливое вещество.
- Вместо того, чтобы нагревать припой нажатием на наконечник, позвольте теплопередаче припоя.
- Если поместить наконечник непосредственно на припой, это может привести к образованию хрупких соединений, которые могут не проводить электричество.
- После того, как припой расплавится и соединит объекты, не трогайте заготовку, пока припой не остынет и соединение не станет прочным.
Так как жала паяльника могут нагреваться до температуры более 300 градусов, лучше использовать некоторые жала в качестве безопасных.Мы упомянули их ниже для справки.
- Поскольку железные наконечники могут сильно нагреваться, мы рекомендуем не ткнуть им партнера.
- Обязательно намочите губку, чтобы очистить утюг. Хотя это кажется мелочью, при неправильном выполнении вы можете повредить утюг. Сухой утюг не удалит коррозию паяльника, а повредит его. Каждый раз, когда вы поднимаете утюг для пайки, быстро проводите по нему влажной губкой. Это поможет паять намного быстрее и чище.
- Жало паяльника – не самая горячая часть паяльника. Требуется практика купола, чтобы научиться использовать правую часть железа для соединения. Если вы долгое время сидите на одном месте и ничего не течет, то сделайте шаг назад, очистите наконечник, снова добавьте припой на наконечник и снова начните пайку.
- Паяльник может только нагревать припой, он не может паять сам. Вы должны использовать утюг для нагрева двух вещей – доски и детали. Никогда не добавляйте припой к наконечнику и не трите им два предмета.Используя железную сторону, нагрейте две части и добавьте припой с противоположной стороны.
- Не пытайтесь достичь перфекционизма. Если паяное соединение в порядке, продолжайте. Не паяйте, не трогайте и не паяйте повторно. При повторной пайке тепло может вызвать нагрузку на печатную плату, что может привести к дальнейшему расслоению платы, контактных площадок, поднятию следов и разрушению платы.
- При пайке стыков термическим грузом дайте стыку нагреться еще 5–10 секунд. Если вы припаиваете большую часть контактной площадки с большим количеством меди, дайте утюгу нагреться еще несколько секунд, чтобы тепло проникло в деталь и образовало прочное соединение.Если железный наконечник кажется липким или вы видите шарик припоя на штифте, это означает, что тепла недостаточно. Обязательно удерживайте соединение еще несколько секунд, чтобы припой правильно растекся.
По сравнению с паяльниками, паяльные пистолеты обеспечивают большее напряжение питания от 100 до 140 вольт. Более того, они позволяют пользователю работать даже в ограниченном пространстве, чего сложно достичь с помощью наборов для пайки.В отличие от паяльника, их наконечник имеет форму петли из медной проволоки, что обеспечивает отличную гибкость.
Паяльные пистолетыподходят как для металлических проектов, так и для массивных соединений, которые обычно требуют более легких прикосновений. А также идеально подходит для более тяжелых проводных работ, сложных электрических соединений и других профессиональных работ.
В отличие от паяльных пистолетов, паяльники представляют собой фонари, что делает их пригодными для задач, требующих длительной пайки. Благодаря своей гибкости, они подходят для различных проектов, от домашних мастеров до тяжелых работ.Маленькие утюги подходят для более легких проектов сборки и электронного монтажа. Их не нужно выключать или включать повторно, так как они будут оставаться горячими очень долго.
Ниже приводится разбивка каждого типа…
Паяльник:
- Для более тяжелых деталей
- Не много разновидностей
- Быстро нагревается
- Напряжение не больше, чем у паяльников
Паяльник:
- Медленно нагревается
- Имеет меньшее напряжение, чем паяльные пистолеты
- Подходит для проектов малой мощности
- Есть много разновидностей и типов
лучше всего подходит для автомобильной проводки, поскольку в центре имеется флюс, который очищает поверхность провода для пайки. Припой обычно представляет собой комбинацию смешанных сплавов. В большинстве автомобильных применений используется припой 60/40, который содержит 60% олова и 40% свинца.
2. Паяльник какой мощности подходит для обычного ремонта автомобильной проводки?Большинство паяльников, которые используются для электроники, имеют мощность от 20 до 60 Вт.Утюги мощностью 50 Вт довольно распространены, поскольку они обеспечивают достаточно тепла для пайки печатных плат. Паяльники с более высокой мощностью, например от 40 до 60 Вт, намного лучше.
3. Как происходит разводка паяльника?Вы должны удерживать оба луженых провода друг на друге, а затем коснуться паяльником проводов. Этот процесс расплавит припой и нанесет должное покрытие на провода. Теперь снимите утюг и подождите несколько секунд, чтобы паяное соединение остыло и затвердело.Чтобы закрыть соединение, обязательно используйте термоусадочную пленку.
4. Опрессовка или пайка кабельных разъемов: что лучше?По сравнению с пайкой опрессовка обеспечивает более прочное и надежное соединение. В процессе пайки используется нагретый металл для соединения кабеля и разъема. Со временем присадочный металл может разрушиться, что может привести к нарушению соединения. Большинство электриков предпочитают опрессовку проще, чем пайку
. ЗаключениеМы предлагаем Комплект паяльника Anbes, 60 Вт, сварочный инструмент с регулируемой температурой .Этот чрезвычайно надежный, и если вы хотите недорогой, вы определенно можете сделать свой выбор среди всех них.
Эти продукты надежны и просты в использовании. Они работают лучше всего в стране и имеют удовлетворительные гарантийные характеристики.
Мы предлагаем вам просмотреть все продукты и сделать правильный выбор.
5 Применение паяльника в домашних условиях
Паяльники – отличные инструменты, которые можно носить дома, даже если вы никогда не планируете выполнять электромонтажные работы.У паяльников есть много применений, которые могут быть полезны в доме – от простого ремонта небольших отверстий в металлических предметах до устранения определенных автомобильных проблем.
Паяльники знакомы большинству ювелиров, слесарей, кровельщиков и техников-электронщиков, поскольку они часто используют припой для соединения металлических частей. В зависимости от работы используются разные типы припоя. Ювелиры используют припой с высоким содержанием серебра, а электрики обычно используют металлы с высоким содержанием олова.Кровельщики и слесари обычно используют смесь свинца и олова в соотношении 50/50, чтобы прикрепить два куска металла.
Дополнительную информацию о традиционном использовании паяльников можно найти на сайте handtoolsforfun.com. Однако есть много неэлектрических применений утюгов, которые могут быть весьма полезны дома и в гараже.
Ремонт кровлиПаяльники отлично подходят для ремонта кровли. В частности, они используются для оплавления оцинкованного металла для высечки, а также для соединения участков металлических желобов между собой.Часто из-за ветреного характера ремонта крыши используются паяльники с газовым усилителем, но на самом деле подойдет любой утюг с широким наконечником.
Самое приятное то, что где бы припой ни был нанесен на крышу или водостоки, он станет водонепроницаемым, как только припой остынет. Это может быть особенно полезно, если ремонт необходимо произвести в сезон дождей.
Artistic EndeavorsОтличный способ найти хорошее применение паяльнику – создать витражи или мозаику.Все, что требуется, – это большая плоская поверхность, на которой можно создать рисунок, и паяльник мощностью 100 Вт для соединения отдельных частей цветного стекла.
Традиционно ремесленники использовали припой на основе свинца для изготовления витражей, но поскольку свинец оказался токсичным, художники перешли к использованию металлов, не содержащих свинца, в своих мозаиках и окнах. Само собой разумеется, что паяльники не только создают витражи, но и являются идеальным инструментом для быстрого ремонта там, где кусок стекла мог ослабнуть.
АвторемонтВ то время как большинство соединений металлов, выполняемых на автомобилях, выполняется с использованием ацетиленовых горелок и более традиционных методов сварки, паяльники могут быть полезны для небольших задач. Металл, используемый при пайке, слишком мягкий для длительного ремонта двигателя, на который может повлиять давление, создаваемое в двигателе.
Тем не менее, припой металла – отличный способ заполнить любые неровные полости, затянуть стыки и сгладить любые неровности. Конечно, эти инструменты можно использовать для ремонта электрических систем.
Ремонт сантехникиПаяльник может быть полезен при необходимости быстрого ремонта медных и других металлических труб. Сантехники будут использовать бессвинцовый припой, чтобы не подвергать жителей воздействию токсичных материалов.
Обычно водопроводчики используют фонарик для ремонта труб, но для труб, которые расположены в местах с небольшим пространством для маневрирования, паяльник или ручка являются правильным инструментом. Для этого типа ремонта используются паяльники и пистолеты Roofer, потому что жало не нагревается, пока не будет нажат спусковой крючок.
Bottom LineПаяльник – это не просто инструмент для ремонта электрооборудования. Хотя это лучший способ соединить провода и несколько металлических частей, есть много других применений паяльника в доме. Проявив немного творческого мышления, можно придумать любое количество новых применений традиционного паяльника.
СопутствующиеКак паять | Паяльная проволока для электроники
Мэтью Вудсон
Для любителей, которые хотят создать свою собственную электронику с нуля, в каждом проекте наступает момент, когда две металлические поверхности должны слиться.Припой, который превращается из гибкого твердого вещества в жидкость, а затем обратно в твердое тело за секунды, – это волшебный металлический клей, благодаря которому это происходит.
Припой тоже может доставить неприятности. По эстетическим и функциональным причинам вы захотите научиться работать с ним чисто и аккуратно, потому что небрежная пайка означает, что ваш проект может не работать.
Профессиональные инструментыПаяльная станция Weller
Ничего особенного не надо.Паяльник-карандаш мощностью от 15 до 40 Вт подойдет. Эта подставка очищает утюг и не дает ему скатиться к вам на колени, когда вы не пайки (это не весело).
Инструмент для зачистки проводов
Хороший прост в использовании и подходит для проводов разных размеров.
Резак заподлицо с микропроцессором
Доуэлл
Вам нужен маленький, около 4 дюймов, который может резать прямо напротив доски.
Проволока для припоя с оловянным выводом
Чтобы избежать вязкого беспорядка, не покупайте слишком толстый припой – для работы с электроникой лучше всего подходит диаметр около 0,032 дюйма.
Доска для обучения навыкам пайки
Для дневного проекта ищите комплект, в который входят компоненты и печатная плата.
Знакомство с материалами
Мэтью Вудсон
Печатные платы (PCB) соединяют вместе электронные компоненты (конденсаторы, резисторы, светодиоды, микроконтроллеры, розетки и т. Д.)). Припой дает этим компонентам структурную и электрическую опору в местах их установки, называемых контактными площадками. Важно, чтобы эти поверхности были чистыми, поэтому протрите печатную плату неабразивным скребком.
Выводы для компонентов
Мэтью Вудсон
Провода, выходящие из компонентов, называются выводами. Некоторые детали, такие как микроконтроллеры, поставляются с жесткими выводами, которые совпадают с контактными площадками на печатной плате, а другие, такие как резисторы, поставляются с более длинными выводами, которые изгибаются, чтобы соответствовать.Некоторые части имеют один вывод, некоторые два, некоторые 28 и более.
Добавить компоненты к плате
Мэтью Вудсон
Чтобы подключить компонент к плате, протолкните его выводы через отверстия в контактных площадках (только один вывод входит в каждую контактную площадку) и согните их примерно на 45 градусов, чтобы компонент не выпал. Затем возьмите утюг, как карандаш, и прижмите его к подушечке и грифелю на 1 секунду. Затем протолкните примерно 1–3 мм припоя между выводом и контактной площадкой, чтобы он расплавился о нагретые компоненты.
Удерживайте наконечник неподвижно еще одну или две секунды, чтобы припой мог стекать вокруг вывода. Очень важно нагревать сами компоненты, а не припой напрямую, что может вызвать холодное соединение; Компоненты, которые недостаточно горячие, не будут должным образом сцепляться с припоем, в результате чего соединение станет слабым.
💡 Старайтесь не допускать попадания этого металла на руки – не только припой горячий, но и токсичный свинец. После пайки вымойте руки, чтобы не оставлять следов на коже.
Проверить соединения
Мэтью Вудсон
Идеальное соединение будет выглядеть как небольшая выпуклость вокруг провода и полностью закроет контактную площадку.Если часть площадки все еще открыта или соединение плоское, значит, вы использовали недостаточно припоя, и вы можете получить неполное соединение. Чтобы исправить это, просто добавьте больше припоя, но не слишком много – это может создать нежелательное соединение, замкнув цепь и направив электричество по неправильному пути.
Отрежьте свинец
Мэтью Вудсон
Последний шаг – обрезка проводов. Если они останутся слишком длинными, они могут согнуться и коснуться друг друга, что может вызвать короткое замыкание.Используя кусачки, отрежьте каждый провод чуть выше насыпи припоя. Держитесь за конец поводка, чтобы не попасть в глаз летящей проволокой.
Как соединить два провода
Присоединить провод к проводу
Припойтакже отлично подходит для сварки проводов. Совместите калибр каждого провода с маркировкой на приспособлении для зачистки проводов и удалите примерно 3 мм изоляции с его конца.
Олово до кончиков
Нагрейте оголенные провода с помощью паяльника и покройте концы тонким слоем припоя – процесс, называемый лужением, чтобы обеспечить надежное соединение проводов.Затем соедините провода, прижав утюг к обоим кончикам проводов и сплавляя их вместе. Как только припой расплавится, снимите утюг и удерживайте провода, пока металл не остынет. Затем вы – и ваши провода – настроены.
Не забывайте убирать
Популярная механика
Поскольку паяльник нагревается почти до 400 F, жало быстро окисляется, образуя ржавчину припоя, которая блокирует поток тепла. Поэтому перед пайкой каждого соединения используйте влажную губку, чтобы очистить кончик утюга (он чистый, когда блестит), чтобы удалить любой налет.
В чем разница между пайкой, пайкой и сваркой?
Кратко:
- Микроинъекционное формование ориентировано на производство небольших высокоточных деталей и компонентов с микронными допусками.
- Дизайнеры, которые строго придерживаются набора правил, ограничивают свои собственные возможности и творческий потенциал.
- Понимание свойств материала и опыт подбора материала с соответствующей геометрией могут иметь решающее значение.
Скорость расширения миниатюрных высокоточных инженерных компонентов опровергает утверждение о том, что микролитье – это ниша. Спрос на носимые интеллектуальные устройства и имплантируемые датчики с небольшими компонентами с жесткими допусками не ослабевает.
Нигде это не проявляется более очевидно, чем в индустрии медицинского оборудования, где усилия по оптимизации форм-факторов – меньших, более быстрых, дешевых – ограничиваются только способностью к инновациям. Системы доставки лекарств, системы доставки медикаментов, микрофлюидики и электронные компоненты – это лишь малая часть примеров.
В то время как литье под давлением – это процесс производства деталей путем впрыскивания расплавленного материала в форму, микролитье под давлением фокусируется на производстве небольших высокоточных деталей и компонентов с микронными допусками. В обоих случаях процесс включает нагнетание расплавленного пластика в полости стальной формы. После охлаждения детали выталкиваются.
Аарон Джонсон, вице-президент по маркетингу и стратегии работы с клиентами в Accumold, излагает критерии успешных приложений для литья под давлением.Accumold
Микро-литье под давлением также обеспечивает высокий уровень настройки и сложности, что делает его подходящим для специализированных и миниатюрных приложений в медицинских устройствах и автомобильной промышленности, где производители должны производить миллионы деталей с постоянным уровнем качества, точности и надежности .
В основе успешного проектирования микролитых компонентов и деталей лежит четкое понимание заявленных и неустановленных потребностей конечного пользователя. Это связано с тем, что производство компонентов и устройств на основе проектных параметров для небольших или микродеталей сопряжено с уникальным набором проблем и возможностей, которые обычно не связаны с традиционными методами литья под давлением, утверждает Аарон Джонсон, вице-президент по маркетингу и стратегии работы с клиентами в Accumold. во время ноябрь.Презентация 30 Virtual Engineering Week.
Его работодатель, Accumold, предлагает оснастку, формование, упаковку и метрологию. Компания работает на территории кампуса площадью 15 акров недалеко от Де-Мойна, штат Айова, где на ее территории с климат-контролем находится пять чистых комнат. Производимые здесь детали и компоненты обычно измеряются в микронах; они варьируются от микрооптических формованных линз и небольших расширителей зрачков формы до шестерен микротора и микролитых шестерен, а также некоторых с микрочастицами, которые могут быть отформованы внутри и вокруг существующих компонентов.
Микро-литье под давлением подходит для деталей, которые спроектированы с массой менее миллиграмма и размером менее 1 мм. Accumold
По мнению Джонсона, компонент или производственная деталь, которая весит менее грамма, считается кандидатом для микролитья и может быть дополнительно определен по трем критериям:
- Размер: «Работа с деталями, размер которых во многих случаях меньше сантиметра».
- Микро-характеристики: «Это относится к немного более крупным деталям с микрочипами.Иногда мы производим большую деталь, которая может достигать трех, четырех или пяти сантиметров, но в ней есть микрофлюидные каналы длиной 100 микрон, глубиной или шириной ».
- Допуск: «Это когда позиционные или геометрические допуски должны быть относительно идеальными; мы говорим о микрометрах ».
Посредством серии тематических исследований его презентация показала, как знание материалов, знания в области обработки, допуски на размеры, тонкие стенки, скорость впрыска и сборка сыграли роль в разработке процесса микропроизводства (DfMM) до того, как можно будет производить компоненты.
Джонсон отметил, что инженеры-конструкторы часто могут проектировать инновационные продукты на экране, но это не обязательно отражается в процессе формования. «Дизайн в микромасштабе требует особого внимания к тому, что в противном случае могло бы не иметь большого значения для более крупных деталей», – сказал он. «Вы можете проектировать в САПР вещи, которые нельзя слепить».
Его коллеги могут согласиться. «Некоторые законы физики, такие как электростатическая индукция, трибоэлектрический эффект и закон Ленца, могут заставить очень небольшую часть не идти туда, куда нам нужно, а именно вниз на землю под действием силы тяжести», – писал его коллега Рон Байотто в блог компании.
Маленькие компоненты слухового аппарата.Accumold
Выбросьте традиционные правила
Часто задаваемый вопрос о микролитье заключается в том, есть ли у него какие-либо рекомендации по микролитью. Общие рекомендации могут включать следующие правила:
- Тонкие стенки должны быть толщиной 0,004 дюйма (0,1 мм) или больше, и особое внимание следует уделять переходам между толстыми стенками и тонкими стенками, а также толщине стенок. единообразие.
- Соотношение сторон примерно 6: 1 (хотя это сильно зависит от материала).
- Ворота могут быть всего 0,1 мм, а выталкивающие штифты – 0,25 мм.
- Также важно понимать, как степень усадки повлияет на деталь, а также учитывать несовпадение линий разъема.
Но Джонсон отметил, что предоставление набора правил может быть ограничивающим, особенно когда правила основаны на принципах, предназначенных для традиционного литья под давлением. «Руководящие принципы нарушаются, когда вы начинаете раздвигать границы», – сказал он. «Я спросил одного из наших менеджеров по технологиям, который работает здесь почти 35 лет:« Каковы ваши рекомендации по поводу соотношения сторон изображения? »Первоначально он сказал мне шесть к одному.Тогда вы могли бы подтолкнуть его, и он мог сказать 10 к одному или восемь к одному – где-то в этом мире ».
В результате, по словам Джонсона, проектирование микролитовых компонентов носит ситуационный характер, и дизайнеры, которые строго связаны набором правил, ограничивают свои собственные возможности и творческий потенциал, что ограничивает результаты. По его словам, стоит отметить одно правило дизайна микролитья: «Начните со своего идеала… на самом деле все сводится к тому, чего вы в конечном итоге пытаетесь достичь».
Невероятно точное микролитье позволяет изготовить эту деталь, микролитую шестерню ротора с 18 зубьями вокруг.Диаметр 092 дюйма (2,3 мм) и отклонение от концентричности из 0,0005 (13 мкм). Accumold
Переменные и компромиссы
По словам Джонсона, компания OEMS, заинтересованная в приобретении микромформованных компонентов, как правило точки, которые вращаются вокруг двух аспектов: геометрии и масштаба.
С точки зрения геометрии, дизайнеры должны задать основные вопросы о механических потребностях: является ли конструкция формуемой? Может ли конструкция соответствовать допускам? Есть ли способ открыть и закрыть или извлечь компонент из формы? «Иногда возникает мнение, что из-за того, что он маленький, ему не нужны некоторые из этих [параметров], и тем не менее традиционные правила литья под давлением все еще применяются», – сказал Джонсон.
Материалу присущи некоторые механические свойства, которые обычно являются отправной точкой для проектирования, сказал Джонсон. При выборе материала важными факторами являются такие критерии, как биосовместимость, отклонение тепла, характер износа или гибкость. Accumold работает с обычными термопластическими материалами, включая PEEK, Ultem, нейлон со стекловолокном и другие материалы медицинского назначения и ослабленные материалы.
Когда клиент указывает конкретный материал для соответствия условиям окружающей среды, геометрию необходимо будет адаптировать для соответствия этому выбору.По словам Джонсона, в некоторых случаях технологические свойства материала могут повлиять на успех проекта.
Рассмотрим в качестве примера PEEK (полиэфирэфиркетон). Обычно используемый в имплантируемых устройствах, этот материал на 30% армирован стекловолокном и гранулирован для литья под давлением. Обратной стороной его использования является то, что он не может заполнять ультратонкие области. То же самое можно сказать и о Ultem, еще одном прочном термопласте, используемом в микрооптике, а также в аэрокосмической и автомобильной промышленности.
Производство детали самого высокого качества требует понимания потенциальных недостатков, которые могут повлиять на ее применение, сказал Джонсон. Эти детали должны быть частью процесса проектирования микролитья (DfMM) в начале каждого проекта. По сути, в Accumold процесс DfMM включает в себя соединение клиента с инженером-проектировщиком, проектировщиком пресс-форм и инженером по качеству, которые проводят клиентов по этапам процесса. По его словам, значительное количество времени уходит на предварительную обработку проектов, чтобы полностью понять потребности и требования клиентов.
Accumold также связывает клиентов и поставщиков смол, чтобы они могли исследовать различные материалы, которые могут соответствовать требованиям уникального компонента. «Наша цель – предоставить клиентам компоненты, готовые к изготовлению», – сказал он.
И, вместо того, чтобы отказываться от идеи, которая кажется слишком сложной, Джонсон советует обсудить ее с опытным специалистом по микропрессовке. По его словам, понимание свойств материала и опыт подбора материала с соответствующей геометрией могут иметь решающее значение.
Пайка металлов
Пайка
Мягкий припой в основном используется для соединения меди и латуни, где требуется герметичное соединение, а иногда и для подгонки соединений для повышения жесткости и предотвращения коррозии. Мягкая пайка обычно выполняется только при мелких ремонтных работах. Мягкий припой также используется для соединения электрических соединений. Он образует прочный союз с низким электрическим сопротивлением.
Мягкая пайка не требует тепла газокислородной горелки и может выполняться с использованием небольшой пропановой горелки или горелки MAPP®, электрического паяльника или, в некоторых случаях, паяльного котла, который нагревается от внешнего источника , например духовка или горелка.Мягкие припои – это в основном сплавы олова и свинца. Процентное содержание олова и свинца значительно различается в различных припоях с соответствующим изменением их температур плавления в пределах от 293 ° F до 592 ° F. Половина (50/50) – самый распространенный припой общего назначения. Он содержит равные части олова и свинца и плавится примерно при температуре 360 ° F.
Чтобы получить наилучшие результаты по передаче тепла при использовании электрического паяльника или паяльной меди, наконечник должен быть чистым и иметь на нем слой припоя.Обычно это называют лужением. Горячее железо или медь следует обработать флюсом и протереть припоем по наконечнику, чтобы образовался яркий тонкий слой припоя.
Флюс используется с мягким припоем по тем же причинам, что и при пайке. Он очищает соединяемую поверхность и способствует притоку капилляров в стык. Большинство флюсов следует удалять после завершения работы, поскольку они вызывают коррозию. Электрические соединения следует паять только мягким припоем, содержащим канифоль.Канифоль не разъедает электрические соединения.
Пайка алюминия
Пайка алюминия очень похожа на пайку других металлов. Требуется использование специальных алюминиевых припоев и необходимого флюса. Пайка алюминия происходит при температуре ниже 875 ° F. Пайка может выполняться с использованием кислородно-ацетиленовой, кислородно-водородной или даже воздушно-пропановой горелки. Нейтральное пламя используется в случае оксиацетилена или окси-водорода. В зависимости от типа припоя и флюса можно паять самые распространенные алюминиевые сплавы.Имея более низкую температуру плавления, используется наконечник на один или два размера меньше, чем требуется для сварки, а также настройка мягкого пламени.
Конфигурации стыков для пайки алюминия соответствуют тем же правилам, что и для любого другого основного материала. Соединения внахлестку предпочтительнее тройников или стыков из-за большей площади контакта с поверхностью. Однако такие детали, как трубы теплообменника, являются обычным исключением.
Обычно детали очищают, как при сварке или пайке, и наносят флюс в соответствии с инструкциями производителя.Детали нагреваются равномерно с внешней оболочкой пламени, чтобы избежать перегрева флюса, и припой наносится аналогично тому, как это делается для других основных металлов. Очистка после пайки может не потребоваться для предотвращения окисления, поскольку некоторые флюсы не вызывают коррозии. Однако после пайки всегда рекомендуется удалять все остатки флюса.
Пайка алюминия обычно используется в таких приложениях, как ремонт теплообменников или сердечников радиаторов, первоначально с использованием пайки.Однако его нельзя использовать в качестве ремонта, заменяющего пайку или сварку.
Серебряная пайка
Серебряный припой в основном используется в авиастроении при производстве кислородных трубопроводов высокого давления и других деталей, которые должны выдерживать вибрацию и высокие температуры.
Серебряный припой широко используется для соединения меди и ее сплавов, никеля и серебра, а также различных комбинаций этих металлов и тонких стальных деталей.При пайке серебром получаются более прочные соединения, чем при других процессах пайки.
Флюс необходимо использовать во всех операциях пайки серебром, чтобы обеспечить химическую чистоту основного металла. Флюс удаляет пленку оксида с основного металла и позволяет серебряному припою прилипать к нему.
Все серебряные паяные соединения должны быть чистыми как физически, так и химически. На стыке не должно быть грязи, жира, масла и / или краски. После удаления грязи, жира и т. Д. Любой оксид (ржавчина и / или коррозия) следует удалить шлифованием или опиливанием детали до тех пор, пока не станет виден блестящий металл.Во время операции пайки флюс продолжает удерживать оксид от металла и способствовать течению припоя.
Три рекомендуемых типа соединения для серебряной пайки: внахлест, фланец и кромка. С их помощью металл формируется так, чтобы обеспечить шов шире, чем толщина основного металла, и обеспечить такой тип соединения, который выдерживает все типы нагрузок. [Рисунок 5-27] Рисунок 5-27. Серебряные пайки.
Кислородно-ацетиленовое пламя для серебряной пайки должно быть мягким нейтральным или слегка редуцирующим.То есть пламя с небольшим избытком ацетилена. Во время предварительного нагрева и нанесения припоя кончик внутреннего конуса пламени должен находиться на расстоянии около 1⁄2 дюйма от изделия. Пламя должно постоянно двигаться, чтобы металл не перегревался.
Когда обе части основного металла имеют правильную температуру, флюс течет, и припой можно наносить непосредственно рядом с краем шва. Необходимо одновременно направлять пламя на шов и поддерживать его движение, чтобы основной металл оставался при равномерной температуре.
Бортовой механик рекомендует
Как спаять металл вместе | Пайка металла
Пайка – это процесс соединения двух независимых металлических частей для образования одного прочного несущего соединения.
- Пайка аналогична пайке, но при более высоких температурах.
- Используйте пруток, подходящий для металла, используемого в вашем проекте.
- Пруток для припоя должен плавиться за счет тепла соединяемых металлических деталей, а не за счет прямого контакта с пламенем горелки.
- Используйте горелку, излучающую пламя высокой интенсивности.
Рекомендуемые стержни по типу металла
Медь, латунь, бронза:
Медно-фосфорные прутки для пайки и сварки
Сталь, нержавеющая сталь, никелевые сплавы, медные сплавы, чугун, карбид вольфрама:
Прутки для пайки и сварки нейзильбера
Чугун, оцинкованный, никель, сталь, ковкий чугун:
Бронзовые прутки для пайки и сварки
Алюминий:
Bernzomatic AL3 Алюминиевые прутки для пайки и сварки
Указания
- Используйте проволочную щетку или наждачную бумагу, чтобы потереть поверхность металла.Затем очистите поверхности мыльной водой или обезжиривателем.