выбрать припой, флюс, канифоль, паяльник или горелку
Пайка алюминия – сложный процесс в домашних условиях. Сложность связана со свойствами металла, которые затрудняют соединение отдельных частей алюминия с другими веществами. Пайка алюминия должна производиться в соответствии со специально разработанными технологиями, обеспечивающими качество пайки. Важен опыт мастера, который паяет алюминиевые детали.
Содержимое
- 1 Почему плохо паяется алюминий
- 2 Как снять оксидную пленку
- 3 Флюсы для пайки алюминия
- 3.1 Канифоль
- 3.2 Флюс порошковый
- 3.3 Флюс жидкий 9 0019
- 4 Припой для пайки алюминия
- 5 Порошковая проволока
- 6 Какой паяльник вам подойдет
- 7 Горелки для пайки алюминия
- 8 Что лучше – сварка или пайка
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это связано с образованием на металле прочной оксидной пленки, имеющей низкую адгезию к припою. Способы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
Это связано с образованием на металле прочной оксидной пленки, имеющей низкую адгезию к припою. Способы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Окраска корунда меняется в зависимости от примесей: хром красноватый, а сапфир голубоватый. Оксидная пленка очень прочная и не поддается пайке. Его нужно удалить с поверхности и тогда детали можно спаивать.
Как снять оксидную пленку
Пленка удаляется с поверхности металла несколькими способами, наиболее эффективными являются химический и механический. Оба метода требуют безвоздушной среды, где нет кислорода.
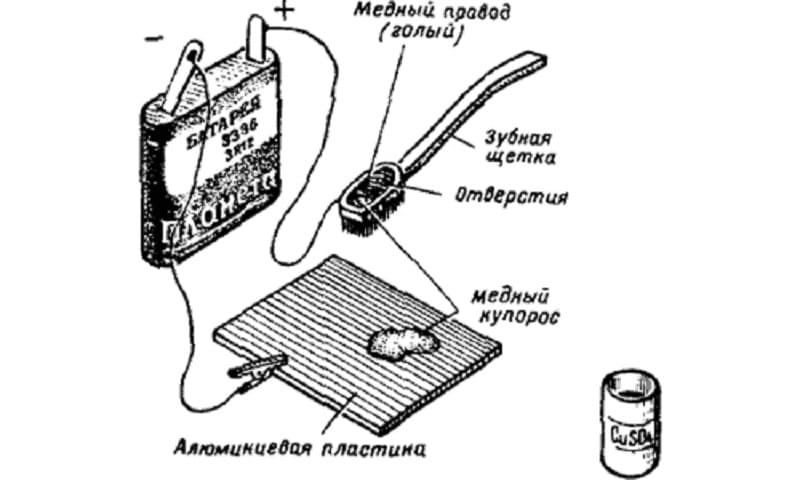
Химический метод основан на осаждении цинка или меди на поверхность заготовки путем электролиза. Медный купорос в виде концентрированного раствора наносят на подготовленный к пайке участок. На чистый участок металла крепится минусовая клемма аккумулятора или другого источника питания. Один конец медного провода подключается к плюсовой клемме, а другой конец погружается в раствор на алюминиевой поверхности. Электролиз заставляет медь или цинк осаждать тонкий слой алюминия и прочно прилипать к нему. Теперь алюминий можно спаять с оловом.
Один конец медного провода подключается к плюсовой клемме, а другой конец погружается в раствор на алюминиевой поверхности. Электролиз заставляет медь или цинк осаждать тонкий слой алюминия и прочно прилипать к нему. Теперь алюминий можно спаять с оловом.
Масляная пленка используется для удаления оксида. Для этого метода лучше взять синтетическое или трансформаторное масло с небольшим содержанием воды. Другие сорта масла следует хранить при температуре +150…+200°С, вода испарится. При более высоких температурах содержимое начнет брызгать. Обезвоженное масло следует нанести на поверхность алюминиевой детали. Используйте наждачную бумагу, чтобы потереть алюминий под нанесенным слоем, чтобы удалить оксид.
Наждачная шкурка может быть заменена скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из гвоздя, обточенного напильником. Стружка насыпается на масло и растирается жалом паяльника по поверхности, сдирая оксидный слой. Массивную часть желательно прогреть струей горячего воздуха. Припой окунается паяльником в каплю масла и растирается по месту пайки. Для лучшего процесса пайки добавляется канифоль или другой флюс.
Припой окунается паяльником в каплю масла и растирается по месту пайки. Для лучшего процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяют редко, в случае с алюминием она малоэффективна. Флюсы используются при пайке проводов, кастрюль и прочего.
Флюсы для пайки алюминия
Флюсы обладают высокой активностью, поэтому после пайки их необходимо смывать раствором воды со щелочью. Роль щелочи хорошо выполняет пищевая сода. После каустической соды промойте соединение чистой водой. Органы дыхания должны быть защищены от попадания паров флюса. Они могут раздражать слизистые оболочки и попадать в кровь. Наиболее распространенные из них нужно рассматривать каждый в отдельности.
Канифоль
Канифоль — самый популярный из всех флюсов. Используется для соединения различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. При работе с канифолью требуется больше времени, эффективность меньше. Этот флюс не для профессионалов, паять можно, но качество соединения не сильное.
При работе с канифолью требуется больше времени, эффективность меньше. Этот флюс не для профессионалов, паять можно, но качество соединения не сильное.
Порошковый флюс
Алюминий паяют газовой горелкой с использованием порошковых флюсов. Не рекомендуется добавлять кислород в пламя, это снижает эффективность флюса. Наиболее распространенными флюсами являются:
- Ф-34А;
- бура;
- Кислота ацетилсалициловая;
- смазка для припоя.
F-34A — активный флюс, содержащий 50 % хлорида калия, 32 % хлорида лития, 10 % фторида натрия и 8 % хлорида цинка. Состав используется с припоями, содержащими химические добавки. Он гигроскопичен и растворим в воде.
Бура – порошок, плавящийся при 700 °С, водорастворимый, запивается водным раствором лимонной кислоты. Его отличает невысокая стоимость.
Ацетилсалициловая кислота выпускается в виде таблеток аспирина. При нагревании паяльником выделяются вредные пары, обжигающие нос, глаза и органы дыхания.
Паяльное масло состоит из парафина, хлорида аммония и цинка и деионизированной воды. Он хорош для пайки предварительно нагретых деталей, которые подверглись лужению. После пайки алюминиевых деталей рекомендуется смыть флюс, иначе он разъедает металл.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе с паяльником он быстро испаряется, выделяя пары горения. Flux F-64 содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять крупногабаритные алюминиевые заготовки. Используется при пайке меди, алюминия, оцинкованного железа и других металлов.
F-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке алюминиевых сплавов при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32% олова. Наиболее эффективно работает при температуре выше 160°C.
Любой из вышеперечисленных флюсов позволяет производить пайку алюминиевых ванн, алюминиевых заготовок разных размеров, соединять пайкой дюралюминий, дюралюминиевые (дюралюминиевые) заготовки.
Припой для пайки алюминия
Припой для алюминия на основе цинка или алюминия. Прослеживаемые добавки добавляются для достижения различных характеристик: для снижения температуры плавления, для повышения прочности. Их производят в Америке, Германии, Франции и России. Давайте посмотрим на некоторые из них.
Распространенным и широко разрекламированным припоем для алюминия является HTS 2000. Его производит компания из США. Практика показывает его недолговечность: припаянные детали пропускают воздух и влагу. Без флюса его использовать нельзя.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Castolin производит припои 1827 и AluFlam-190 для пайки меди и алюминия при температуре 280°C.
Castolin 192FBK представляет собой трубчатый припой с флюсом в сердцевине. Выпускается в стержнях, 100 г которых стоит 100-150 рублей. Хорошо подходит для пайки небольших отверстий и трещин.
Chemet Aluminium 13 – припой, используемый для сварки деталей при температуре 640°С и выше. В его основе алюминий (87%) и кремний (13%). Температура плавления припоя составляет около 600°С. Он выпускается в виде стержней, которых на 100 г приходится 25 штук. Стоимость 100 г 500 руб. Разновидность под названием Chemet Aluminium 13-UF имеет полую структуру и содержит флюс в сердцевине. Его цена за 12 удилищ весом 100 г составляет 700 рублей.
В его основе алюминий (87%) и кремний (13%). Температура плавления припоя составляет около 600°С. Он выпускается в виде стержней, которых на 100 г приходится 25 штук. Стоимость 100 г 500 руб. Разновидность под названием Chemet Aluminium 13-UF имеет полую структуру и содержит флюс в сердцевине. Его цена за 12 удилищ весом 100 г составляет 700 рублей.
Припой алюминиевый выпускается также отечественными предприятиями. Марка 34А используется для пайки газовой горелкой. Плавится при 525°С и хорошо паяет сплавы АМз, АМ3М, АМг2. 100 г стоят 700 рублей.
Марка А состоит из 60 % цинка, 36 % олова и 2 % меди. Плавится при 425°С. Выпускается в стержнях массой 145 г. Цена за одно удилище 400 руб.
SUPER A+ производится в Новосибирске. Является аналогом HTS-2000. Используется вместе с флюсом SUPER FA. Стоит 800 рублей за 100 гр. В расплавленном состоянии он становится вязким, и для его расплющивания необходимо использовать стальные инструменты.
Порошковая проволока
Порошковая проволока применяется для сварки алюминиевых деталей, для пайки не пригодна. Сварка алюминия газовой горелкой порошковой проволокой не проводится. Сваривать детали лучше электрическим аппаратом.
Сварка алюминия газовой горелкой порошковой проволокой не проводится. Сваривать детали лучше электрическим аппаратом.
Какой паяльник подойдет
Чем паять, какой инструмент для этого нужен – все зависит от области пайки. Алюминий и медь хорошо проводят тепло, поэтому нужен мощный паяльник. Для детали площадью 1000 см² потребуется мощность паяльника 50-60 Вт. Часто спаивают две и более детали, в этом случае мощность увеличивают до 100Вт. При нагреве соединения подойдет паяльник меньшего размера. Наконечник выбирают широкий, на нем можно сделать зазубрины для снятия пленки оксида алюминия.
Требуется рассмотреть, как паять алюминий паяльником. Делается это хорошо нагретым инструментом после удаления оксидной пленки и лужения, чтобы залудился (лужить можно специальными припоями) участок хорошо прилипает к припою и хорош любой паяльник
Горелки для пайки алюминия
Нужно уметь паять газовой горелкой. Если площадь деталей большая и мощности паяльника не хватает, используйте горелку.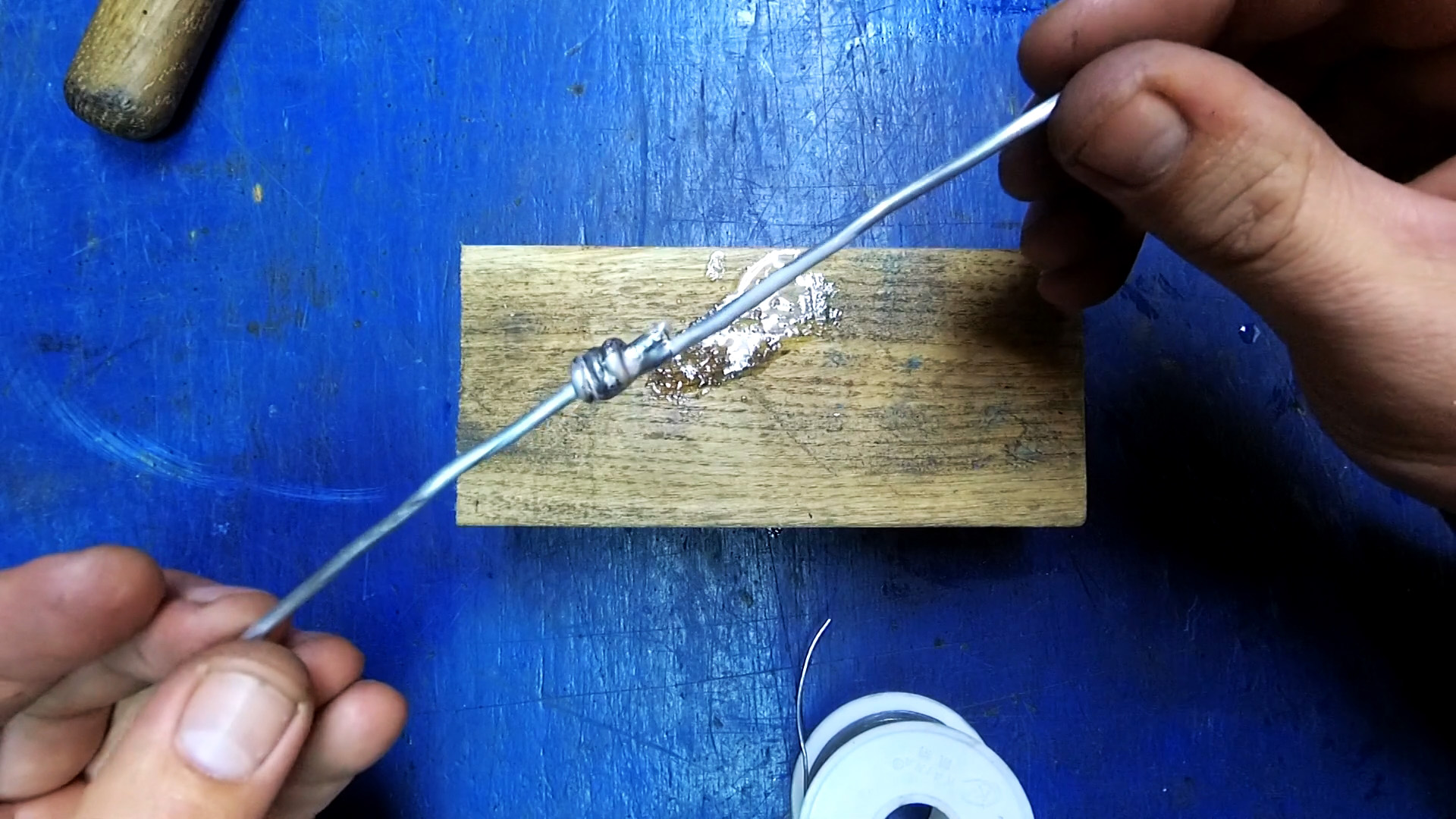 Лучше использовать газовую горелку, т.к. Пайка алюминия газовой горелкой имеет большие возможности. Горелка быстро нагревает соединение почти до точки плавления алюминия. Флюс и припой наносятся на стык, сглаживаются жалом паяльника и закаляются. Обязательно смойте паяльную кислоту или другие остатки флюса с соединения.
Лучше использовать газовую горелку, т.к. Пайка алюминия газовой горелкой имеет большие возможности. Горелка быстро нагревает соединение почти до точки плавления алюминия. Флюс и припой наносятся на стык, сглаживаются жалом паяльника и закаляются. Обязательно смойте паяльную кислоту или другие остатки флюса с соединения.
При работе с горелками необходимо соблюдать правила пожарной безопасности. Рядом не должно быть легковоспламеняющихся жидкостей и материалов.
Что лучше – сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного метода зависит от использования деталей после их соединения. Автомобильный радиатор лучше запаять. Этот метод дешев и надежен. Молочные фляги и другие емкости для хранения продуктов лучше сваривать. Сварное соединение более прочное, особенно для больших размеров. Часто возникает необходимость сварки деталей из алюминиевых сплавов. Сварка силумина – практически единственный способ соединения, не считая использования клея.
При желании можно неплохо заработать на сварке и пайке. Часто возникают вопросы о том, как спаять алюминиевые трубки в холодильнике или отремонтировать раму велосипеда. В мастерских работа дорогая: пайка трубок – 1000 рублей и выше. При соединении электрических проводов методом пайки взимается плата по 15 рублей за каждый. Ремонт рамы велосипеда из алюминиевых сплавов с помощью припоя стоит 500 руб. Ремонт горшка будет стоить 100 рублей. Добавьте к этим суммам затраты времени и денег на доставку изделий в мастерскую и обратно.
Чтобы сэкономить эти деньги, вам нужно научиться паять самому. Для этого нужно купить газовую горелку в виде баллончика за 700-1000 рублей и припаять. Научиться обрабатывать поверхности и швы можно на старом автомобильном радиаторе.
Статьи по теме:
Ультразвуковой паяльник SUNBONDER USM-560/USM-540/USM-528
Введение
Sunbonder — ваш лучший выбор для высококачественной ультразвуковой пайки без флюса.
Традиционная пайка использует гибкий материал, который требует процесса очистки и вызывает загрязнение. Наша инновационная технология ультразвуковой пайки устраняет флюс, Sunbonder представляет новый опыт пайки.
Вместе с нашим специальным припоем Cerasolzer вы можете паять почти все. Наша продукция отлично работает от стекла до молибдена, за исключением органических веществ.
Характеристики
Флюс
безОбеспечивает бесфлюсовую пайку. Не требуется процесс очистки и не нужно беспокоиться об остатках.
Склеивание
с материалами
, плохо поддающимися пайкеЛегко припаивается к материалам, плохо поддающимся пайке, таким как стекло, керамика и алюминий.
Соответствие RoHS
USM-560 и USM-540 соответствуют требованиям RoHS.

Источник
Напряжение
для
использования за границейСовместимость с переменным током 100–240 В для использования за границей. Мы запросим желаемое напряжение питания во время заказа и отрегулируем его перед отправкой.

Область пайки (диаметр наконечника)
Серия USM имеет три типа, каждый с различной площадью пайки (диаметром наконечника).
УСМ-560
- Размер наконечника
- φ1,0~4,0 мм
Подробнее
УСМ-540
- Размер наконечника
- φ10,00 мм
Подробнее
УСМ-528
- Размер наконечника
- 50×10 мм
Подробнее
Этот продукт решает эти проблемы
Корпус (1) Пайка алюминиевая
| До принятия | Пайка с сильнокислотным флюсом для удаления пленки оксида алюминия. Требуется очистка флюса Требуется очистка флюса |
|---|---|
| После принятия | Ультразвуковой метод пайки – бесфлюсовая пайка, что сокращает производственный процесс. |
Чемодан (2) Склеивание целевых материалов
| До принятия | Пайка с сильнокислотным флюсом для удаления пленки оксида алюминия. Требуется очистка флюса |
|---|---|
| После принятия | Улучшены вариации и пустоты, а также резко снижены потери индиевого материала. |
Корпус (3) Проводка электрода к стеклу солнечного элемента
| До принятия | Склеивание серебряной пастой требует процесса сушки, а ACF (анизотропная проводящая пленка) стоит дорого. |
|---|---|
| После принятия | Упрощение процесса массового производства и снижение стоимости материалов. |
Материал для пайки
Совместимость с материалами, плохо поддающимися пайке, такими как стекло, керамика, нержавеющая сталь и сверхпроводящая проволока.