Как паять алюминий в домашних условиях паяльником
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Рассмотрим подробно эти материалы.
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха. Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения.
 Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ. - Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
 Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.Особенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +2500С до +3000С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +5000С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.
Оба способа проводятся только в среде с отсутствием доступа кислорода.
Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
 Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.Лужение алюминия оловом — Металлы, оборудование, инструкции
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого. По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
- сначала необходимо зачистить медный провод и залудить его с применением канифоли;
- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.

Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Снятие оксидной пленки
Обычно при наличии хорошего флюса, специально предназначенного для пайки алюминия, применение каких-либо особых ухищрений не требуется, достаточно произвести механическую зачистку и смочить паяемую поверхность флюсом.
Также возможно применение кислоты для пайки алюминия. Используют соляную кислоту, в которой растворен цинк (паяльная кислота), применяют также флюсы на основе ортофосфорной кислоты.
Но если такой флюс отсутствует или в силу плохого качества не обеспечивает пайку, можно пойти другим путём. Есть несколько способов удаления окисной плёнки для успешного лужения заготовки.
В канифоли
Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Погрузив деталь в канифоль, острым ножом нужно соскоблить плёнку окисла. Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Абразивным порошком
При отсутствии флюса и канифоли пайку алюминия можно произвести следующим образом. Готовится паста, состоящая из порошка абразива и трансформаторного масла.
В качестве абразива можно также использовать мелкие металлические опилки. Заготовка покрывается данным составом, после чего натирается горячим паяльником с припоем.
В результате этого зёрна абразива или металлической стружки снимают плёнку, а поверхность тут же, без доступа воздуха смачивается припоем. После лужения изделие можно легко запаять.
Химический способ очистки
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Разогрев детали
При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
Можно воспользоваться для разогрева алюминия в домашних условиях газовой горелкой. Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Можно также применить комбинированный метод нагрева. Например, массивную алюминиевую деталь поместить на конфорку кухонной газовой плиты и зажечь малый огонь. В месте пайки можно орудовать электрическим паяльником.
Всё сказанное о способах пайки алюминия относится к различным сплавам на основе этого металла. Несколько обособлена только тема пайки силумина. Этот материал является сплавом алюминия, содержащим кремний (грубо говоря, песок).
Пайка этого сплава доставляет особые трудности. Попытки спаять силумин часто терпят неудачи.
Даже после, казалось бы, удачной пайки, оказывается, что соединение не обладает нужной прочностью и может разрушиться. Специалисты не советуют паять этот материал. Лучший способ соединения этого сплава – аргонодуговая сварка.
Высокотемпературный процесс
Промышленные способы алюминиевой пайки отличаются применением более твёрдых припоев, содержащих алюминий. Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Так, нагрев и пайка заготовок производится в специальных печах туннельного типа. Процесс пайки осуществляется в среде инертных газов при температуре, достигающей 600 ℃. Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
Как паять алюминий в домашних условиях паяльником
Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Недостатки
- Высокий процент брака после завершения процесса;
- Пайка алюминий-медь требует большого количества различных дополнительных материалов, многие из которых являются узкоспециализированными, без которых невозможно получить качественное соединение;
- Иногда необходимо подбирать стальные муфты того же диаметра, что и свариваемые трубы;
- Процесс пайки оказывается весьма дорогостоящим благодаря использованию флюсов, специальных припоев и других дополнительных средств;
- Многие из дополнительных расходных материалов находятся в трудном доступе, так как не относятся к распространенным и часто употребляемым;
- Далеко не каждый метод пайки из существующих оказывается подходящим для конкретного случая;
- Справиться с работой может только мастер с большим опытом и в домашних условиях это трудноосуществимый процесс.

Трудности пайки
Основная трудность пайки заключается в том, что металлические изделия из этих материалов не могут нормально соединиться, так как даже при схватывании припоя шов может треснуть даже при относительно небольшом механическом воздействии. Положение усложняется оксидной пленкой алюминия, которая обволакивает материал припоя, мешая нормальному соединению, а также не плавится от температурного воздействия. С этим может помочь в борьбе хорошая очистка и обработка растворителем с последующим нанесением специализированного флюса.
Работа с медью также получается не простой в данном случае. Ведь даже припой для пайки медных труб оказывается не совсем подходящим для такого процесса. Он является тугоплавким, что и требуется для такого металла. В то же время алюминий может иметь более низкую температуру плавления, что приведет к его прогоранию прежде, чем расплавится сам припой. Таким образом, пайка алюминия с медью твердым припоем оказывается достаточно проблематичной. Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Возможные способы пайки алюминия с медью
Пайка алюминия с медью в домашних условиях и на производстве может проводиться следующими способами:
- Пайка с помощью муфты. В данном случае между металлами вставляется стальная часть, так что и медь и алюминий припаиваются с различных сторон стали более удобными способами, что помогает получить надежное соединение, так как со сталью и другими сплавами они взаимодействуют намного лучше, чем между собой.
- При использовании специальных припоев. Современные разработки, к примеру, как присадочный материал марки Castolin и специально разработанные флюсы к нему, помогают решать многие сложные вопросы. Большим недостатком такого способа является высокая стоимость расходных материалов и слабая распространенность.

- Поверхностная пайка. В данном случае из алюминия делают раструб, чтобы в него могла войти медная трубка. Края этого раструба запаивают легкоплавкими припоями, захватывая большую часть поверхности медной трубы, чтобы увеличит площадь соединения.
Материалы и инструмент
Вне зависимости от того, необходима вам пайка алюминия с медью провода, трубы или листов, для этого понадобятся:
- Горелка (газовая или бензиновая) или паяльник, в зависимости от условий, в которых это все проводится;
- Припой, который будет подходить для выбранного способа, так как для пайки через стальную муфту требуются расходные материалы, которые будут рассчитаны на пайку со сталью;
- Флюс, подобранный под припой, чтобы улучшить взаимодействие с разными металлами;
- Стальная, или из какого-либо другого сплава, муфта, если выбран именно этот метод;
- Инструменты для фиксации заготовок и разделки раструба.
Пошаговая инструкция
- Осуществляется полная подготовка всех металлических изделий, которые будут принимать участие в пайке. Это включает разделку кромок, подготовку раструба, механическая обработка щеткой и растворителями, чтобы снять все имеющиеся налеты и образовавшиеся пленки.
- Затем детали надежно фиксируются, чтобы во время процесса не было ни какого движения и смещения.
- На следующем этапе следует обработать концы деталей флюсом.
- Далее уже можно приступать к непосредственному спаиванию. Если выбран метод через муфту, то сначала она припаивается к одной заготовке, к примеру, медной трубе. Потом нужно выделить время на остывание и проверку качества, чтобы не было трещин и щелей. Только после этого следует приступать к соединению со второй частью, которое осуществляется точно также, но с помощью других расходных материалов.
- После окончания процедур дать шву остыть и проверить полностью готовое изделие на отсутствие брака, прежде чем пускать его в эксплуатацию.
 Это включает разделку кромок, подготовку раструба, механическая обработка щеткой и растворителями, чтобы снять все имеющиеся налеты и образовавшиеся пленки.
Это включает разделку кромок, подготовку раструба, механическая обработка щеткой и растворителями, чтобы снять все имеющиеся налеты и образовавшиеся пленки.При выборе расходных материалов нужно обращать внимание на прочность получаемого соединения, что особенно важно при работе с трубами, которые эксплуатируются под давлением. »
»
Пайка алюминия в домашних условиях: технология и инструменты
При выполнении мелкого ремонта, для сращивания проводов и мастерам-радиолюбителям приходится соединять алюминиевые детали. Пайка алюминия в домашних условиях происходит достаточно сложно.
Трудности возникают из-за прочной оксидной пленки на поверхности металла после зачистки, мгновенно образующейся от контакта с воздухом. Слой окислов препятствует выполнению лужения. А также по причине низкой температуры плавления алюминия – всего 660°С. По причине низкого порога плавления, металл, нагреваясь, теряет прочность, а устойчивость конструкций резко падает уже при 300°С.
Для облегчения процесса применяются специальные припои и сильнодействующий активный флюс. Выполнить высокотемпературную пайку поможет флюс марки 34А, состоящий из хлористого калия (50%) и цинка (8%), фторида натрия (10%), хлорида лития (32%).
Результат пайки будет зависеть от правильного выбора нагревательного элемента исходя из объемов и толщины металла, типа флюса и припоя.
Содержание
- Методы пайки
- Подготовка поверхности детали
- Инструменты для нагрева материала
- Технология пайки алюминия своими руками
- Альтернативный способ
Методы пайки
Существует три способа пайки алюминиевых деталей:
- С канифолью;
- С помощью припоя;
- Электрохимический.
Пайка с канифолью
Такая технология используется для мелких предметов, кабелей и проводов. Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Край паяльника не отводится от облуживаемого кабеля, а канифоль подается сверху.
Алюминиевые провода небольшого сечения позволяет соединить паяльник мощностью в 50 Вт. Для изделий сечением 1-2 мм потребуется устройство мощностью 100 Вт.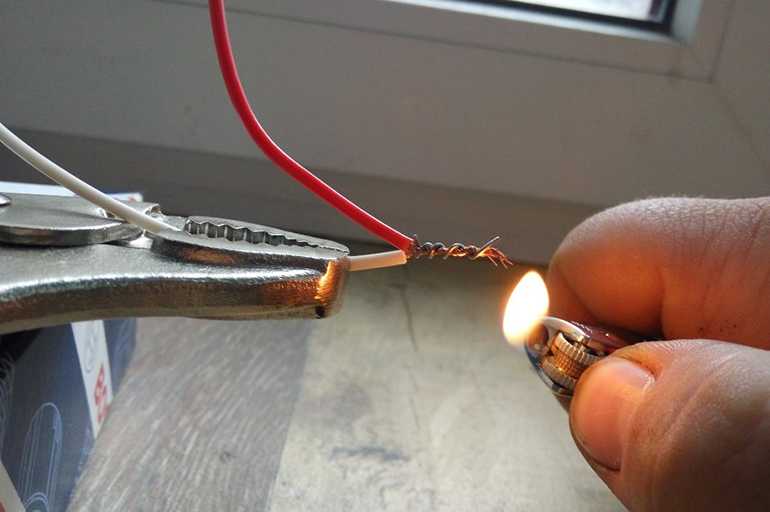 Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.
Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.
С использованием припоя
Технология спаивания алюминиевых деталей с помощью припоя получила применение в электротехнике и при ремонте автомобилей. Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.
Припой для алюминия
Процесс пайки ведется легкосплавными припоями, включающими олово, цинк и кадмий. Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Такой температурный режим не влечет изменений структуры и свойств металла, полностью сохраняется прочность алюминия. Сплавы кадмия и олова не обеспечивают в полной мере надежность контакта, подвержены коррозии. Тугоплавкие композиции с добавлением цинка и меди, или же сплавы кремния с алюминием таких недостатков не имеют. Наилучшая растворимость у алюминия — с припоями на основе цинкового сплава. Такое соединение получается надежным.
Такое соединение получается надежным.
Электрохимическая пайка
Для реализации метода потребуется установка для гальванических покрытий. В ней стыкуемые поверхности деталей или проводов проходят омеднение. В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
Это может быть аккумулятор, электровыпрямитель или батарейка. К положительному контакту подсоединяется зачищенный медный провод сечением около 1 мм, который находится в изолированной оболочке. Начнется процесс электролиза с медленным оседанием меди. После чего это место лудится и высушивается электропаяльником. Теперь уже можно и паять.
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.
Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится. Следовательно, важно контролировать температуру. Поможет в этом стержень припоя. При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
Технология пайки алюминия своими руками
Процесс пайки алюминия в домашних условиях нисколько не отличается от соединения других металлов. Начинается все с подготовки, включающей зачистку и обезжиривание мест стыковки. Элементы конструкции размещаются в нужном положении, и происходит фиксация деталей.
Очищенная зона металла покрывается флюсом для разрушения оксидной пленки, которая препятствует попаданию припоя на алюминиевые детали, или же используется стержень с содержанием активного флюса. Флюс наносится сразу после зачистки, с минимальным интервалом времени.
Флюс наносится сразу после зачистки, с минимальным интервалом времени.
После этого соединяемые элементы нагревается электропаяльником либо горелкой. Благодаря теплопроводности алюминия тепло быстро распространяется по всей поверхности, но остывать деталь тоже будет быстро. С повышением температуры металла начинается плавление припоя, который постоянно находится в контакте с соединяемыми поверхностями.
Стержнем просто трут царапающими движениями по области спаивания, чтобы сплав вошел в контакт с алюминием.
При соблюдении технологии пайки качество соединения получается высоким и стойким к коррозии.
Альтернативный способ
Пайка алюминиевых элементов в домашних условиях безфлюсовым припоем имеет свои особенности. Для этого потребуется оловянный или олово-свинцовый сплав припоя. А флюс заменяется канифолью.
Образованию на поверхности оксида алюминия препятствует зачистка контактной области металла под слоем расплава канифоли. Луженый паяльник со специальным скребком будет не только греть, а еще и разрушать оксидную пленку. Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Описание технологии:
Температура плавления алюминия
- В зоне пайки разогреть канифоль паяльником.
- Начинать тереть об нее носик паяльника, как только она покроет поверхность.
- Вместе со стальными опилками жало разрушит оксидную пленку, а расплавленный слой канифоли на металле предотвратит образование новой.
- Параллельно с разрушением пленки будет проходить лужение детали.
- Луженые предметы приставляют одну к другой и прогревают до температуры плавления припоя.
Пайка алюминия без применения специальных материалов отличается трудоемкостью и не гарантирует успешный результат. Лучше не рисковать и сразу купить флюс и высокотемпературный припой.
Паять алюминий самостоятельно рекомендуется в помещении с хорошей вентиляцией, потому что при работе происходит выделение токсичных веществ.
Видео по теме: Пайка алюминия в домашних условиях
 youtube.com/embed/Jx8Astt2_vw?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&” title=”YouTube player” allow=”autoplay; encrypted-media” allowfullscreen=”” data-no-lazy=”1″ data-skipgform_ajax_framebjll=””/>
youtube.com/embed/Jx8Astt2_vw?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&” title=”YouTube player” allow=”autoplay; encrypted-media” allowfullscreen=”” data-no-lazy=”1″ data-skipgform_ajax_framebjll=””/>выбрать припой, флюс, канифоль, паяльник или горелку
Пайка алюминия – сложный процесс в домашних условиях. Сложность связана со свойствами металла, которые затрудняют соединение отдельных частей алюминия с другими веществами. Пайка алюминия должна производиться в соответствии со специально разработанными технологиями, обеспечивающими качество пайки. Важен опыт мастера, который паяет алюминиевые детали.
Содержимое
- 1 Почему алюминий не пайет скважина
- 2 Как удалить оксидную пленку
- 3 потока для алюминия пайки
- 3.1 Розин
- 3.2 Порошковой поток
- 3,3 Жидкий поток
- 4 Solder для Aluminumber Seardering
- 5
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это связано с образованием на металле устойчивой оксидной пленки, имеющей низкую адгезию к припою. Способы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
Это связано с образованием на металле устойчивой оксидной пленки, имеющей низкую адгезию к припою. Способы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Окраска корунда меняется в зависимости от примесей: хром красноватый, а сапфир голубоватый. Оксидная пленка очень прочная и не поддается пайке. Его нужно удалить с поверхности и тогда детали можно спаивать.
Как снять оксидную пленку
Пленка удаляется с поверхности металла несколькими способами, наиболее эффективными являются химический и механический. Оба метода требуют безвоздушной среды, где нет кислорода.
Химический метод основан на осаждении цинка или меди на поверхность заготовки путем электролиза. Медный купорос в виде концентрированного раствора наносят на подготовленный к пайке участок. На чистый участок металла крепится минусовая клемма аккумулятора или другого источника питания. Один конец медного провода подключается к плюсовой клемме, а другой конец погружается в раствор на алюминиевой поверхности. Электролиз заставляет медь или цинк осаждать тонкий слой алюминия и прочно прилипать к нему. Теперь алюминий можно спаять с оловом.
Масляная пленка используется для удаления оксида. Для этого метода лучше взять синтетическое или трансформаторное масло с небольшим содержанием воды. Другие сорта масла следует хранить при температуре +150…+200°С, вода испарится. При более высоких температурах содержимое начнет брызгать. Обезвоженное масло следует нанести на поверхность алюминиевой детали. Используйте наждачную бумагу, чтобы потереть алюминий под нанесенным слоем, чтобы удалить оксид.
Наждачная шкурка может быть заменена скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из гвоздя, обточенного напильником. Стружка насыпается на масло и растирается жалом паяльника по поверхности, сдирая оксидный слой. Массивную часть желательно прогреть струей горячего воздуха.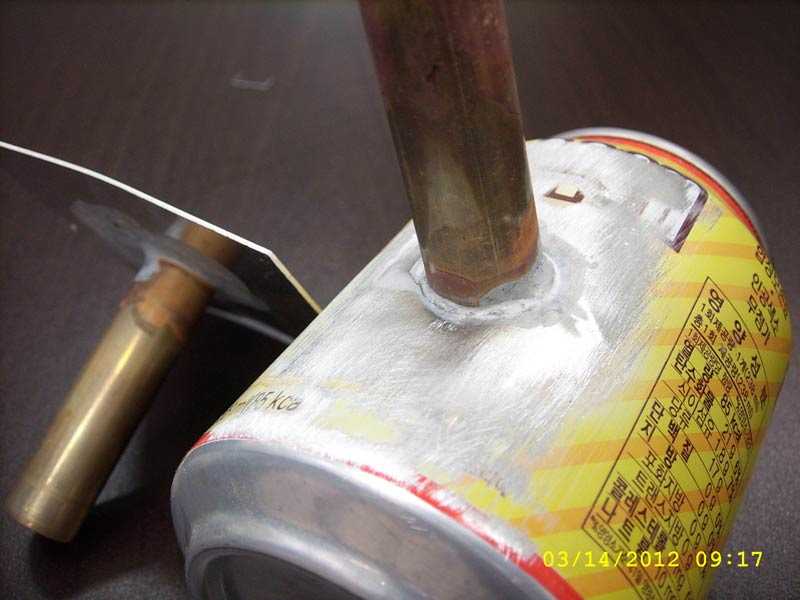 Припой окунается паяльником в каплю масла и растирается по месту пайки. Для лучшего процесса пайки добавляется канифоль или другой флюс.
Припой окунается паяльником в каплю масла и растирается по месту пайки. Для лучшего процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяют редко, в случае с алюминием она малоэффективна. Флюсы используются при пайке проводов, кастрюль и прочего.
Флюсы для пайки алюминия
Флюсы обладают высокой активностью, поэтому после пайки их необходимо смывать раствором воды со щелочью. Роль щелочи хорошо выполняет пищевая сода. После каустической соды промойте соединение чистой водой. Органы дыхания должны быть защищены от попадания паров флюса. Они могут раздражать слизистые оболочки и попадать в кровь. Наиболее распространенные из них нужно рассматривать каждый в отдельности.
Канифоль
Канифоль — самый популярный из всех флюсов. Используется для соединения различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. При работе с канифолью требуется больше времени, эффективность меньше. Этот флюс не для профессионалов, паять можно, но качество соединения не сильное.
При работе с канифолью требуется больше времени, эффективность меньше. Этот флюс не для профессионалов, паять можно, но качество соединения не сильное.
Порошковый флюс
Алюминий паяют газовой горелкой с использованием порошковых флюсов. Не рекомендуется добавлять кислород в пламя, это снижает эффективность флюса. Наиболее распространенными флюсами являются:
- Ф-34А;
- бура;
- Кислота ацетилсалициловая;
- смазка для припоя.
F-34A — активный флюс, содержащий 50 % хлорида калия, 32 % хлорида лития, 10 % фторида натрия и 8 % хлорида цинка. Состав используется с припоями, содержащими химические добавки. Он гигроскопичен и растворим в воде.
Бура – порошок, плавящийся при 700 °С, водорастворимый, запивается водным раствором лимонной кислоты. Его отличает невысокая стоимость.
Ацетилсалициловая кислота выпускается в виде таблеток аспирина. При нагревании паяльником выделяются вредные пары, обжигающие нос, глаза и органы дыхания.
Паяльное масло состоит из парафина, хлорида аммония и цинка и деионизированной воды. Он хорош для пайки предварительно нагретых деталей, которые подверглись лужению. После пайки алюминиевых деталей рекомендуется смыть флюс, иначе он вызовет коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе с паяльником он быстро испаряется, выделяя пары горения. Flux F-64 содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять крупногабаритные алюминиевые заготовки. Используется при пайке меди, алюминия, оцинкованного железа и других металлов.
F-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке алюминиевых сплавов при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32% олова. Наиболее эффективно работает при температуре выше 160°C.
Любой из вышеперечисленных флюсов позволяет производить пайку алюминиевых ванн, алюминиевых заготовок разных размеров, соединять пайкой дюралюминий, дюралюминиевые (дюралюминиевые) заготовки.
Припой для пайки алюминия
Припой для алюминия на основе цинка или алюминия. Прослеживаемые добавки добавляются для достижения различных характеристик: для снижения температуры плавления, для повышения прочности. Их производят в Америке, Германии, Франции и России. Давайте посмотрим на некоторые из них.
Распространенным и широко разрекламированным припоем для алюминия является HTS 2000. Его производит компания из США. Практика показывает его недолговечность: припаянные детали пропускают воздух и влагу. Без флюса его использовать нельзя.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Castolin производит припои 1827 и AluFlam-190 для пайки меди и алюминия при температуре 280°C.
Castolin 192FBK представляет собой трубчатый припой с флюсом в сердцевине. Выпускается в стержнях, 100 г которых стоит 100-150 рублей. Хорошо подходит для пайки небольших отверстий и трещин.
Chemet Aluminium 13 – припой, используемый для сварки деталей при температуре 640°С и выше. В его основе алюминий (87%) и кремний (13%). Температура плавления припоя составляет около 600°С. Он выпускается в виде стержней, которых на 100 г приходится 25 штук. Стоимость 100 г 500 руб. Разновидность под названием Chemet Aluminium 13-UF имеет полую структуру и содержит флюс в сердцевине. Его цена за 12 удилищ весом 100 г составляет 700 рублей.
В его основе алюминий (87%) и кремний (13%). Температура плавления припоя составляет около 600°С. Он выпускается в виде стержней, которых на 100 г приходится 25 штук. Стоимость 100 г 500 руб. Разновидность под названием Chemet Aluminium 13-UF имеет полую структуру и содержит флюс в сердцевине. Его цена за 12 удилищ весом 100 г составляет 700 рублей.
Припой алюминиевый выпускается также отечественными предприятиями. Марка 34А используется для пайки газовой горелкой. Плавится при 525°С и хорошо паяет сплавы АМз, АМ3М, АМг2. 100 г стоят 700 рублей.
Марка А состоит из 60 % цинка, 36 % олова и 2 % меди. Плавится при 425°С. Выпускается в стержнях массой 145 г. Цена за одно удилище 400 руб.
SUPER A+ производится в Новосибирске. Является аналогом HTS-2000. Используется вместе с флюсом SUPER FA. Стоит 800 рублей за 100 гр. В расплавленном состоянии он становится вязким, и для его расплющивания необходимо использовать стальные инструменты.
Порошковая проволока
Порошковая проволока применяется для сварки алюминиевых деталей, для пайки не пригодна. Сварка алюминия газовой горелкой порошковой проволокой не проводится. Сваривать детали лучше электрическим аппаратом.
Сварка алюминия газовой горелкой порошковой проволокой не проводится. Сваривать детали лучше электрическим аппаратом.
Какой паяльник подойдет
Чем паять, какой инструмент для этого нужен – все зависит от области пайки. Алюминий и медь хорошо проводят тепло, поэтому нужен мощный паяльник. Для детали площадью 1000 см² потребуется мощность паяльника 50-60 Вт. Часто спаивают две и более детали, в этом случае мощность увеличивают до 100Вт. При нагреве соединения подойдет паяльник меньшего размера. Наконечник выбирают широкий, на нем можно сделать зазубрины для снятия пленки оксида алюминия.
Требуется рассмотреть, как паять алюминий паяльником. Делается это хорошо нагретым инструментом после удаления оксидной пленки и лужения, чтобы залудился (лужить можно специальными припоями) участок хорошо прилипает к припою и хорош любой паяльник
Горелки для пайки алюминия
Нужно уметь паять газовой горелкой. Если площадь деталей большая и мощности паяльника не хватает, используйте горелку. Лучше использовать газовую горелку, т.к. Пайка алюминия газовой горелкой имеет большие возможности. Горелка быстро нагревает соединение почти до точки плавления алюминия. Флюс и припой наносятся на стык, сглаживаются жалом паяльника и закаляются. Обязательно смойте паяльную кислоту или другие остатки флюса с соединения.
Лучше использовать газовую горелку, т.к. Пайка алюминия газовой горелкой имеет большие возможности. Горелка быстро нагревает соединение почти до точки плавления алюминия. Флюс и припой наносятся на стык, сглаживаются жалом паяльника и закаляются. Обязательно смойте паяльную кислоту или другие остатки флюса с соединения.
При работе с горелками необходимо соблюдать правила пожарной безопасности. Рядом не должно быть легковоспламеняющихся жидкостей и материалов.
Что лучше – сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного метода зависит от использования деталей после их соединения. Автомобильный радиатор лучше запаять. Этот метод дешев и надежен. Молочные фляги и другие емкости для хранения продуктов лучше сваривать. Сварное соединение более прочное, особенно для больших размеров. Часто возникает необходимость сварки деталей из алюминиевых сплавов. Сварка силумина – практически единственный способ соединения, не считая использования клея.
При желании можно неплохо заработать на сварке и пайке. Часто возникают вопросы о том, как спаять алюминиевые трубки в холодильнике или отремонтировать раму велосипеда. В мастерских работа дорогая: пайка трубок – 1000 рублей и выше. При соединении электрических проводов методом пайки взимается плата по 15 рублей за каждый. Ремонт рамы велосипеда из алюминиевых сплавов с помощью припоя стоит 500 руб. Ремонт горшка будет стоить 100 руб. Добавьте к этим суммам затраты времени и денег на доставку изделий в мастерскую и обратно.
Чтобы сэкономить эти деньги, вам нужно научиться паять самому. Для этого нужно купить газовую горелку в виде баллончика за 700-1000 рублей и припаять. Научиться обрабатывать поверхности и швы можно на старом автомобильном радиаторе.
Связанные статьи:
Пайка и пайка – авиационная сварка
Горелочная пайка стали
Определение соединения двух металлических частей пайкой обычно означает использование латуни или бронзы в качестве присадочного металла. Однако это определение было расширено и теперь включает любой процесс соединения металлов, в котором связующим материалом является цветной металл или сплав с температурой плавления выше 800 ° F, но ниже, чем у соединяемых металлов.
Однако это определение было расширено и теперь включает любой процесс соединения металлов, в котором связующим материалом является цветной металл или сплав с температурой плавления выше 800 ° F, но ниже, чем у соединяемых металлов.
Для пайки требуется меньше тепла, чем для сварки, и ее можно использовать для соединения металлов, которые могут быть повреждены при высокой температуре. Однако, поскольку прочность паяного соединения не так велика, как у сварного соединения, пайка не используется для капитального ремонта конструкции самолета. Кроме того, любые металлические детали, подвергающиеся длительному воздействию высоких температур, не должны подвергаться пайке.
Пайка применяется для соединения различных металлов, включая латунь, медь, бронзовые и никелевые сплавы, чугун, ковкий чугун, кованое железо, оцинкованное железо и сталь, углеродистую и легированную сталь. Пайка также может использоваться для соединения разнородных металлов, таких как медь со сталью или сталь с чугуном.
При соединении металлов пайкой основные металлические части не расплавляются. Припой прилипает к основному металлу за счет молекулярного притяжения и межкристаллитного проникновения; он не сливается и не смешивается с ними.
При пайке кромки соединяемых деталей обычно скошены, как при сварке стали. Окружающие поверхности необходимо очистить от грязи и ржавчины. Детали, подлежащие пайке, должны быть надежно закреплены друг с другом, чтобы предотвратить любое относительное перемещение. Самым прочным паяным соединением является соединение, в котором расплавленный присадочный металл втягивается под действием капиллярных сил, что требует плотной посадки.
Флюс для пайки необходим для получения хорошего соединения между основным металлом и присадочным металлом. Он разрушает оксиды и выводит их на поверхность, оставляя чистую металлическую поверхность без следов окисления. Припой можно приобрести с уже нанесенным флюсовым покрытием, или можно использовать любой из многочисленных флюсов, имеющихся на рынке, для конкретного применения. Большинство флюсов содержат смесь буры и борной кислоты.
Большинство флюсов содержат смесь буры и борной кислоты.
Основной металл следует медленно предварительно нагревать нейтральным мягким пламенем, пока он не достигнет температуры текучести присадочного металла. Если используется присадочный стержень, предварительно не покрытый флюсом, нагрейте около 2 дюймов конца стержня горелкой до темно-фиолетового цвета и погрузите его во флюс. На стержень налипает достаточное количество флюса, поэтому нет необходимости распределять его по поверхности металла. Приложите стержень с флюсовым покрытием к раскаленному металлу щеточным движением, используя боковую сторону стержня; латунь свободно перетекает в сталь. Поддерживайте тепло горелки на основном металле, чтобы расплавить присадочный стержень. Не расплавляйте стержень горелкой. Продолжайте добавлять стержень в процессе пайки, ритмично погружая его, чтобы валик получился одинаковой ширины и высоты. Работа должна быть выполнена быстро и с наименьшим количеством проходов штанги и горелки.
Обратите внимание, что некоторые металлы являются хорошими проводниками тепла и быстрее рассеивают тепло от места соединения. Другие металлы являются плохими проводниками, склонными удерживать тепло и легко перегреваться. Чрезвычайно важно контролировать температуру основного металла. Основной металл должен быть достаточно горячим, чтобы припой мог течь, но никогда не перегреваться до температуры кипения припоя. Это приводит к тому, что соединение становится пористым и ломким.
Другие металлы являются плохими проводниками, склонными удерживать тепло и легко перегреваться. Чрезвычайно важно контролировать температуру основного металла. Основной металл должен быть достаточно горячим, чтобы припой мог течь, но никогда не перегреваться до температуры кипения припоя. Это приводит к тому, что соединение становится пористым и ломким.
Ключом к равномерному прогреву зоны стыка является наблюдение за появлением флюса. Флюс должен изменять внешний вид равномерно при равномерном нагреве. Это особенно важно при соединении двух металлов разной массы или проводимости.
Твердый припой плавится при нанесении на раскаленный докрасна основной металл и проникает в соединение за счет капиллярного притяжения. (Обратите внимание, что расплавленный твердый припой имеет тенденцию течь к области с более высокой температурой.) В сборке, нагреваемой горелкой, внешние металлические поверхности немного горячее, чем внутренние поверхности соединения. Присадочный металл должен наноситься непосредственно рядом с стыком. Там, где это возможно, тепло должно подаваться к сборке со стороны, противоположной той, где наносится наполнитель, потому что металл наполнителя имеет тенденцию течь к источнику большего тепла.
Там, где это возможно, тепло должно подаваться к сборке со стороны, противоположной той, где наносится наполнитель, потому что металл наполнителя имеет тенденцию течь к источнику большего тепла.
После завершения пайки узел или компонент необходимо очистить. Поскольку большинство флюсов для пайки растворимы в воде, флюс удаляется промывкой горячей водой (120 °F или выше) и проволочной щеткой. Если флюс был перегрет в процессе пайки, он обычно становится зеленым или черным. В этом случае флюс необходимо удалить слабым раствором кислоты, рекомендованным производителем используемого флюса.
Пайка алюминия с горелкой
Пайка алюминия с горелкой выполняется с использованием тех же методов, что и пайка других материалов. Сам припой представляет собой алюминиево-кремниевый сплав, имеющий несколько более низкую температуру плавления, чем основной материал. Пайка алюминия происходит при температуре выше 875 ° F, но ниже точки плавления основного металла. Это выполняется с помощью специального флюса для пайки алюминия. Пайка лучше всего подходит для конфигураций соединений, которые имеют большие контактные поверхности, например, внахлест, или для установки пробок и фитингов топливных баков. В качестве горючего газа можно использовать либо ацетилен, либо водород, оба из которых уже много лет используются в производственных целях. Рекомендуется использовать средства защиты глаз, уменьшающие натриевые блики, такие как линзы TM2000.
Это выполняется с помощью специального флюса для пайки алюминия. Пайка лучше всего подходит для конфигураций соединений, которые имеют большие контактные поверхности, например, внахлест, или для установки пробок и фитингов топливных баков. В качестве горючего газа можно использовать либо ацетилен, либо водород, оба из которых уже много лет используются в производственных целях. Рекомендуется использовать средства защиты глаз, уменьшающие натриевые блики, такие как линзы TM2000.
При использовании ацетилена размер наконечника обычно такой же или на один размер меньше, чем при сварке алюминия. Уменьшение пламени в 1–2 раза используется для образования более холодного пламени, а факел удерживается на большем расстоянии, используя внешнюю оболочку в качестве источника тепла, а не внутренний конус. Подготовьте флюс и нанесите его так же, как флюс для сварки алюминия, флюсуя как основной металл, так и присадочный материал. Нагрейте детали внешней оболочкой пламени, наблюдая за тем, чтобы флюс начал разжижаться; наполнитель может быть применен в этой точке.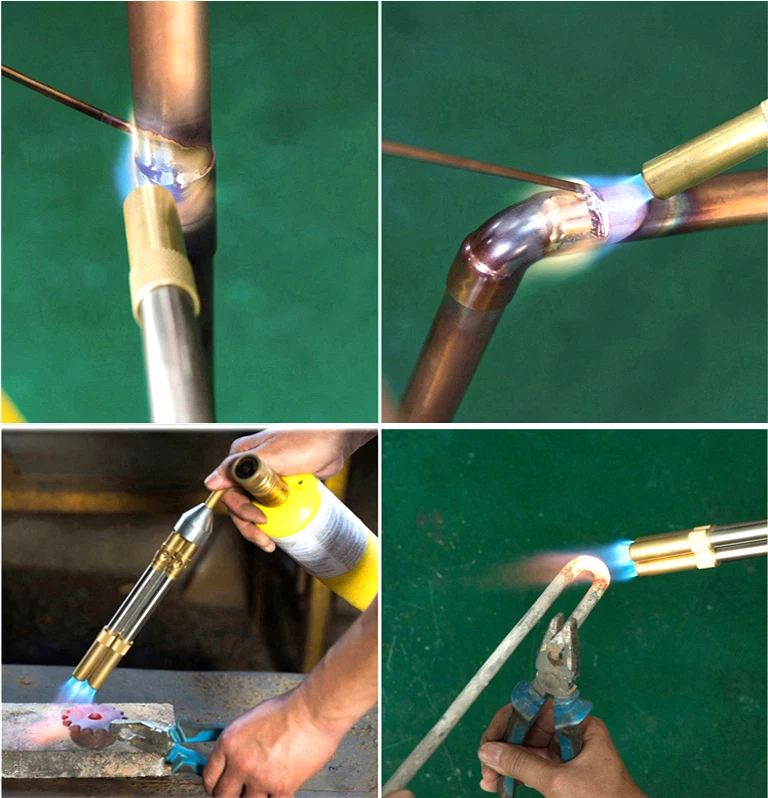 Наполнитель должен легко течь. Если деталь перегревается, флюс становится коричневым или серым. В этом случае повторно очистите и оплавьте деталь, прежде чем продолжить. Пайка легче выполняется на алюминиевых сплавах 1100, 3003 и 6061. сплав 5052 сложнее; Правильная очистка и практика имеют жизненно важное значение. Продаются продукты для пайки, в которых флюс содержится в пустотах в самом присадочном металле, которые обычно подходят только для сплавов 1100, 3003 и 6061, поскольку флюс недостаточно силен для использования на 5052. Очистка после пайки выполняется так же. как при кислородно-топливной сварке алюминия, используя горячую воду и чистую щетку из нержавеющей стали. Флюс вызывает коррозию, поэтому следует приложить все усилия для его тщательного и быстрого удаления после завершения пайки.
Наполнитель должен легко течь. Если деталь перегревается, флюс становится коричневым или серым. В этом случае повторно очистите и оплавьте деталь, прежде чем продолжить. Пайка легче выполняется на алюминиевых сплавах 1100, 3003 и 6061. сплав 5052 сложнее; Правильная очистка и практика имеют жизненно важное значение. Продаются продукты для пайки, в которых флюс содержится в пустотах в самом присадочном металле, которые обычно подходят только для сплавов 1100, 3003 и 6061, поскольку флюс недостаточно силен для использования на 5052. Очистка после пайки выполняется так же. как при кислородно-топливной сварке алюминия, используя горячую воду и чистую щетку из нержавеющей стали. Флюс вызывает коррозию, поэтому следует приложить все усилия для его тщательного и быстрого удаления после завершения пайки.
Пайка
Мягкий припой в основном используется для соединения меди и латуни, где требуется герметичное соединение, а иногда и для фитинговых соединений, повышающих жесткость и предотвращающих коррозию. Мягкая пайка обычно выполняется только при небольших ремонтных работах. Мягкий припой также используется для соединения электрических соединений. Он образует прочный союз с низким электрическим сопротивлением.
Мягкая пайка обычно выполняется только при небольших ремонтных работах. Мягкий припой также используется для соединения электрических соединений. Он образует прочный союз с низким электрическим сопротивлением.
Мягкая пайка не требует тепла кислородно-топливной газовой горелки и может выполняться с использованием небольшой пропановой горелки или горелки MAPP®, электрического паяльника или, в некоторых случаях, паяльной меди, которая нагревается от внешнего источника. например, духовка или горелка. Мягкие припои в основном представляют собой сплавы олова и свинца. Процентное содержание олова и свинца значительно различается в различных припоях с соответствующим изменением их температуры плавления в пределах от 29от 3 °F до 592 °F. Половина наполовину (50/50) — наиболее распространенный припой общего назначения. Он содержит равные части олова и свинца и плавится примерно при 360 ° F.
Для получения наилучших результатов теплопередачи при использовании электрического паяльника или паяльника жало должно быть чистым и иметь слой припоя. Обычно это называют консервированием. Горячее железо или медь следует офлюсить, а припой нанести на наконечник, чтобы образовался яркий тонкий слой припоя.
Обычно это называют консервированием. Горячее железо или медь следует офлюсить, а припой нанести на наконечник, чтобы образовался яркий тонкий слой припоя.
Флюс используется с мягким припоем по тем же причинам, что и при пайке. Он очищает поверхность, подлежащую соединению, и способствует капиллярному потоку в соединение. Большинство флюсов следует удалять после завершения работы, поскольку они вызывают коррозию. Электрические соединения следует паять только мягким припоем, содержащим канифоль. Канифоль не разъедает электрические соединения.
Пайка алюминия
Пайка алюминия очень похожа на пайку других металлов. Требуется использование специальных алюминиевых припоев вместе с необходимым флюсом. Пайка алюминия происходит при температуре ниже 875 °F. Пайка может выполняться с использованием кислородно-ацетиленовой, кислородно-водородной или даже воздушно-пропановой горелки. Нейтральное пламя используется в случае оксиацетилена или оксиводорода. В зависимости от типа припоя и флюса можно паять наиболее распространенные алюминиевые сплавы. Из-за более низкой температуры плавления используется наконечник на один или два размера меньше, чем требуется для сварки, а также устанавливается мягкое пламя.
В зависимости от типа припоя и флюса можно паять наиболее распространенные алюминиевые сплавы. Из-за более низкой температуры плавления используется наконечник на один или два размера меньше, чем требуется для сварки, а также устанавливается мягкое пламя.
Конфигурации соединений для пайки алюминия следуют тем же правилам, что и для любого другого основного материала. Соединения внахлестку предпочтительнее тавровых или стыковых соединений из-за большей площади контакта с поверхностью. Однако такие детали, как трубы теплообменника, являются обычным исключением.
Обычно детали очищают, как для сварки или пайки, и наносят флюс в соответствии с инструкциями производителя. Детали равномерно нагреваются внешней оболочкой пламени, чтобы избежать перегрева флюса, а припой наносится так же, как и для других основных металлов. Очистка после пайки может не потребоваться для предотвращения окисления, поскольку некоторые флюсы не вызывают коррозии. Однако всегда рекомендуется удалять все остатки флюса после пайки.
Пайка алюминия обычно используется в таких случаях, как ремонт теплообменников или радиаторов, изначально использующих паяное соединение. Однако его нельзя использовать в качестве прямой замены пайки или сварки.
Серебряный припой
Серебряный припой в авиастроении в основном используется для изготовления кислородных линий высокого давления и других деталей, которые должны выдерживать вибрацию и высокие температуры.
Серебряный припой широко применяется для соединения меди и ее сплавов, никеля и серебра, а также различных комбинаций этих металлов и тонких стальных деталей. При пайке серебром получаются соединения более прочные, чем при других процессах пайки.
Флюс должен использоваться во всех операциях пайки серебром, чтобы обеспечить химическую чистоту основного металла. Флюс удаляет оксидную пленку с основного металла и позволяет серебряному припою прилипать к нему.
Все соединения серебряной пайки должны быть физически и химически чистыми. На стыке не должно быть грязи, жира, масла и/или краски. После удаления грязи, жира и т. д. любые окислы (ржавчина и/или коррозия) должны быть удалены путем шлифовки или обработки напильником до тех пор, пока не станет виден блестящий металл. Во время пайки флюс продолжает удерживать оксид от металла и способствует течению припоя.
На стыке не должно быть грязи, жира, масла и/или краски. После удаления грязи, жира и т. д. любые окислы (ржавчина и/или коррозия) должны быть удалены путем шлифовки или обработки напильником до тех пор, пока не станет виден блестящий металл. Во время пайки флюс продолжает удерживать оксид от металла и способствует течению припоя.
Три рекомендуемых типа соединений для серебряной пайки: внахлестку, фланцевое соединение и кромка. При этом металл формируется таким образом, чтобы шов был шире, чем толщина основного металла, и обеспечивает тип соединения, который выдерживает все типы нагрузок. [Рисунок]
| Серебряные припои |
Кислородно-ацетиленовое пламя для серебряной пайки должно быть мягким нейтральным или слегка восстановительным пламенем. То есть пламя с небольшим избытком ацетилена. Как во время предварительного нагрева, так и во время нанесения припоя кончик внутреннего конуса пламени следует держать на расстоянии около 1/2 дюйма от изделия.