Два способа пайки алюминия обычным паяльником | Сделай Сам – Своими Руками
Пайка алюминия осуществляется с помощью оловянно-свинцового припоя. Но процесс осложняется тем, что алюминий трудно залудить. Чаще всего паяются алюминиевые плоские поверхности или алюминиевые провода к алюминию либо алюминий к меди.
Причина плохой пайки алюминия связана с тем, что он сам по себе очень активный металл и на воздухе мгновенно покрывается очень тонким, но прочным слоем оксидной пленки, который защищает этот металл от атмосферных воздействий.
Даже если зачистить поверхность металла обычной наждачкой и попытаться ее залудить, то ничего не получится, потому что за считанные секунды металл покрывается той же самой оксидной пленкой.
Два распространенных способа пайки алюминия в домашних условиях
Есть 2 решения этой проблемы: либо зачищать металл под защитной средой, либо использовать специализированные флюсы. В первом случае покрываем поверхность минеральным маслом и пытаемся ее залудить.
В первом случае покрываем поверхность минеральным маслом и пытаемся ее залудить.
Для этого под поверхностью масла начинаем царапать поверхность металла, счищая оксидную пленку. При этом масло не дает кислороду проникать до металла, и он не окисляется.
Маленькую площадку можно очистить при помощи мощного паяльника, поскольку алюминий очень теплопроводный материал, и как только мы нагреваем поверхность, температура на ней начинает падать.
Поэтому берем оловянно-свинцовый припой и затираем его, но даже под слоем масла это сделать очень трудно, тем не менее такой способ все-таки является рабочим, если долго продолжать тереть. После того, как поверхность «залудилась», масло удаляем, и припаиваем медный провод.
По второму варианту используем специализированный флюс для пайки по алюминию, в котором находятся все элементы, разъедающие оксидную пленку, и реагирующие с самим металлом, что облегчает пайку.
В данном случае это низкотемпературный припой, которым капаем на поверхность, и видим, что происходит шипение, т. е. сам флюс взаимодействует с металлом, и поэтому происходит лужение, и есть возможность припаять провод.
е. сам флюс взаимодействует с металлом, и поэтому происходит лужение, и есть возможность припаять провод.
Теперь производим пайку проводов между собой. Отметим, что первый способ под маслом, не подходит для пайки проводов из-за неудобства места и очень трудной организации затирки. А вот флюс для пайки проводов – незаменимая вещь. Если пошло шипение, то лужение состоялось и соединение проводов внахлест произошло.
Далее попробуем соединить провода, когда конец одного провода закручивается в пружину и в него вставляется другой провод. Для их соединения контакт нужно залудить, поэтому покрываем его флюсом и запаиваем.
Проверим качество пайки. При первом и втором способе провода оторвались с трудом. Поэтому оба способа абсолютно работоспособны. Ими можно залудить алюминиевую поверхность, разве что первый способ подходит только для плоских поверхностей, а второй (с флюсом) для пайки проводов.
Смотрите видео
 youtube.com/embed/RZHcuJ4UeEU?feature=oembed”/>
youtube.com/embed/RZHcuJ4UeEU?feature=oembed”/>Поделиться в социальных сетях
Вам может понравиться
Пайка алюминия паяльником в домашних условиях своими руками
Составы припоев для пайки алюминия
В состав большинства припоев для пайки входят химические элементы, которые с алюминием почти не растворяются. Поэтому для соединения алюминиевых деталей выбор рекомендуется остановить на тугоплавких припоях на основе алюминия и легкоплавких, созданных на основе кадмия, олова или цинка.
Более удобны в использовании легкоплавкие составы, с помощью которых процесс пайки можно проводить при низких температурах, тем самым избежав больших изменений свойств алюминия.
Существенным минусом применения соединений из олова и кадмия является их нестойкость к коррозиям, что приводит к скорым разрушениям материала.
Наиболее надежны тугоплавкие сплавы, имеющие в своей основе алюминий. В их состав может входить:
- кремний;
- цинк;
- медь.

Самым простым из них является сплав алюминия с кремнием. Наиболее надежный результат можно получить после применения состава, в который входит алюминий, медь и цинк.
Совершая плавку с применением тугоплавких припоев, жало паяльника необходимо нагреть до температуры в 350 градусов. При этом нужно использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые виды припоев можно приготовить в домашних условиях, если для этого есть соответствующее оборудование. Однако не составит труда купить состав для пайки алюминия в магазине. В них, как правило, представлен широкий выбор различных марок.
Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.
Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится. Следовательно, важно контролировать температуру. Поможет в этом стержень припоя. При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
HTS -2000 – припой для пайки алюминия и его сплавов
Американский продукт выпускается в форме стержня и состоит из девяти сплавов. Припой HTS -2000 – это продукт последних достижений, с помощью которого пайку можно проводить без флюса. Он легко проникает через лежащие ниже поверхности примеси, через которые не могут проникнуть составы конкурентов.
При применении продукта HTS -2000 не требуется обладать какими-то специальными навыками, что означает его высокое качество. Нагреваясь, припой легко проникает через образовавшуюся на поверхности пленку оксида алюминия и создает прочные молекулярные соединения.
Из-за того, что электрохимический потенциал между алюминием и припоем невелик, коррозия материалу не страшна. Срок эксплуатации изделий с таким соединением более 10 лет.
Область применения продукта HTS -2000:
- восстановление деталей после сколов, поломки, износа;
- ремонт картеров автомобилей;
- ремонт алюминиевых днищ лодок;
- ремонт трубок кондиционеров, компрессоров, насосов;
- пайка и медных и алюминиевых элементов в различных сочетаниях;
- ремонт топливных баков из алюминия;
- восстановление и ремонт головок блока цилиндра;
- ремонт радиаторных трубок;
- восстановление резьбовых отверстий.
Кроме этого, с помощью такого припоя можно ремонтировать алюминиевые лестницы, желоба, лодки. Довольно часто его применяют при ремонте дизельных двигателей.
Довольно часто его применяют при ремонте дизельных двигателей.
Важно знать, что припой HTS -2000 специалисты не рекомендуют использовать для пайки алюминия с медью. Вследствие такой процедуры возникает электрохимическая коррозия, которая быстро разрушает металл.
Материал используется с кислородно-ацетиленовой или пропановой горелкой. Он является самым сильным, быстрым и в то же время простым припоем для пайки среди других аналогичных сплавов.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью.
 Поэтому для паяния латуни применяют специальные припои.
Поэтому для паяния латуни применяют специальные припои.Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.

Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Castolin AluFlam 190 – припой из Франции
Продукт применяется в качестве присадочного прутка для ремонта алюминиевых деталей и высокотемпературной пайки.
Технические характеристики припоя Castolin AluFlam 190:
- Обладает высокой прочностью и исключительной капиллярной текучестью.
- Характеризуется отличной электропроводностью.
- По цвету соответствует многим сплавам из алюминия.
Продукт Castolin AluFlam 190 рекомендуется для высокопрочного соединения:
- алюминиевых сплавов с кремнием;
- кованого алюминия;
- листов;
- трубопроводов.
Его нельзя использовать для алюминиевых сплавов, в которых присутствует более 1,5% магния, и для деталей, которые требуют последующего анодирования.
Из-за своей способности формировать вязкий и прочный шов, припой Castolin AluFlam 190 может применяться в самых различных областях. Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
С продуктом Castolin AluFlam 190 специалисты рекомендуют использовать флюс Castolin 190 Flux .
Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Читать также: Как проверить тестером обрыв провода
Металл алюминий
Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
И этот же оксид алюминия превращает обычную пайку в достаточно сложный технологический процесс, требующий для своего успешного осуществления применения специальных флюсов, особых припоев и некоторых специфических методов.
Суть процесса пайки любого металла, в том числе и алюминия, состоит во введении в пространство между спаиваемыми деталями специального связывающего вещества в расплавленном состоянии. Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Трудности пайки
С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Поэтому основная трудность заключается в проблеме удаления практически неудалимой оксидной плёнки с поверхности металла.
Вторая трудность состоит в низкой температуре плавления алюминия. Дело в том, что наиболее прочное соединение получается при применении так называемых тугоплавких припоев. Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях.
 Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Читать также: Пилорама с шиной от бензопилы
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Подготовка материала
Чтобы достигнуть хорошего качества соединения, нужно использовать не только правильные технологии, но и уметь хорошо подготовить обрабатываемую поверхность. Нужно удалить все загрязнения и оксидные плёнки. Механическая обработка выполняется при помощи шкурки или металлической щётки, а также иногда применяют проволочную нержавеющую сетку и шлифовальную машинку. А также можно использовать разные кислотные растворы.
Обезжиривать поверхность нужно с помощью растворителя, ацетона или бензина. Когда происходит зачистка алюминиевой поверхности, то сразу же образовывается оксидная плёнка. Однако её толщина будет ниже первоначальной, а потому паяльный процесс облегчится.
Когда происходит зачистка алюминиевой поверхности, то сразу же образовывается оксидная плёнка. Однако её толщина будет ниже первоначальной, а потому паяльный процесс облегчится.
Пайка меди с алюминием | Kapp Alloy
Должен ли я использовать пропановую горелку или паяльник для пайки алюминиевых деталей?
Лучший метод пайки определяется размером компонентов , которые вы пытаетесь соединить, и размером необходимого паяного соединения . Обе части должны нагреваться одновременно для лучшей адгезии, а алюминий очень быстро рассеивает тепло.
- Крупногабаритные компоненты : пропановая горелка.
- Мелкие компоненты и более тонкие алюминиевые детали : паяльник
Если пропановая горелка используется в слишком малом объеме, существует риск перегрева и плохого сцепления между оголенными металлами. Более подробное объяснение см. в инструкциях по пайке алюминия с KappAloy.
Каким образом баббит служит опорной поверхностью для вращающегося вала?
В современных высокоскоростных подшипниках для формирования поверхности подшипника используется баббитовый сплав олова, меди и сурьмы.
- Всасывание грязи и мусора и удаление их с вращающегося вала
- Предусмотреть каналы для смазки в зазорах между твердыми сплавами с зазубренной поверхностью олова
Со временем вы должны увидеть рубцы от грязи и мусора на поверхности оловянного баббита. Поверхность подшипника должна быть восстановлена до того, как на более твердом и гораздо более дорогом вращающемся стальном валу появятся царапины.
Как правильно выбрать размер и характеристики паяльника?
При выборе паяльника следует учитывать три основных момента:
1) Мощность (мощность)
a) Выбор мощности паяльника зависит скорее от запаса тепла (мощности), чем от достигнутой температуры.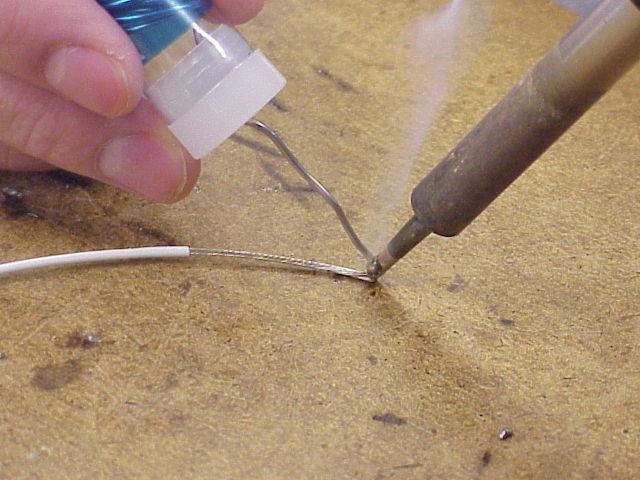 . Паяльник с более высокой мощностью лучше поддерживает постоянную температуру, так как он имеет большую мощность для подачи на жало во время использования. Требуемый запас мощности для вашей пайки зависит в первую очередь от состава и массы нагреваемых деталей, а также от размера паяного соединения.
. Паяльник с более высокой мощностью лучше поддерживает постоянную температуру, так как он имеет большую мощность для подачи на жало во время использования. Требуемый запас мощности для вашей пайки зависит в первую очередь от состава и массы нагреваемых деталей, а также от размера паяного соединения.
Пример: Если вы паяете два больших (тяжелых) алюминиевых компонента на большой площади стыка, лучше всего подойдет мощный паяльник. Алюминий быстро рассеивает тепло, поэтому сложно одновременно нагреть обе большие детали до температуры пайки. Если ваш единственный процесс — припаивание тонкой медной проволоки к небольшому медному выводу, вам не нужно много резервной мощности, чтобы нагреть обе части до температуры пайки. Помните, что обе детали достигают температуры пайки, что создает связь между припоем и деталями. Если только один нагревается до температуры пайки, соединение с более холодной частью может быть нестабильным.
2) Выбор наконечника (многие теперь поставляются с различными сменными наконечниками для различных геометрий соединения)
a) Он также зависит от массы деталей и площади соединения. Выберите наконечник, который будет нагревать всю область соединения на обеих частях одновременно.
Выберите наконечник, который будет нагревать всю область соединения на обеих частях одновременно.
3) Простой включаемый/выключаемый паяльник или паяльная станция , включающая датчики температуры и элементы управления, подставку для паяльника, чистящий блок или вату и т. д.
a) Простой включаемый/отключаемый паяльник можно купить за 10-20 долларов. Паяльные станции с контролем температуры и показаниями, а также всем оборудованием для эффективного выполнения широкого спектра паяных соединений на различных металлах могут стоить более 250 долларов. Что вам нужно, зависит от вашего текущего проекта и ваших планов на будущее .
Выбрав подходящий утюг, воспользуйтесь нашим инструментом выбора припоя, чтобы найти подходящий припой для вашего проекта.
Какой тип паяльника мне следует использовать, если у меня есть различные металлы и размеры деталей?
Мы рекомендуем:
- Паяльник большей мощности . Например, 85 или более Вт
- Паяльник с набором паяльных жал , так как у вас будет несколько различных геометрических форм соединения для пайки.
- Паяльник или паяльная станция с контролем температуры , а не паяльник, который либо подключен к сети и нагревается, либо отключен от сети и холоден

После выбора паяльника убедитесь, что у вас есть правильный припой для вашего проекта, используя наш инструмент выбора припоя.
Можно ли предварительно облудить чугунную поверхность для гладкого нанесения баббита №2?
Да, используя приведенные ниже шаги, вы сможете преодолеть трудности предварительного лужения поверхности чугуна, чтобы получить более гладкую, однородную и долговечную баббитовую поверхность. В отличие от корпусов подшипников из стали, поверхность чугуна предварительно залужить гораздо сложнее из-за окисления и примесей в пористости металла, которые затрудняют получение прочной связи металл-металл.
- Вариант 1 (наиболее распространенный) : Тепловые и химические флюсы, такие как Kapp Copper-Bond Flux™. Применяя химический флюс, подходящий для температурного диапазона вашего баббита, вы можете удалить эти загрязнения из корпуса подшипника.

Примечание : Однако для очень грязного старого корпуса необходимо заменить исходные загрязнения – масло, ржавчину, грязь, старую баббитовую стружку и т. д. – продуктами окисления при флюсовании. В результате вам нужно постоянно наносить флюс и нагревать, чтобы поверхность чугуна была достаточно чистой, чтобы принять баббит.
- Вариант 2: Состав для предварительного лужения, такой как KappaTinning™Compound. Состав KappaTinning™, нанесенный ровным слоем олова на поверхность чугуна, состоит на 50% из флюса и на 50% из чистого олова. Компонент флюса удаляет оксидный слой и другие загрязнения, оставляя олово готовым для соединения с чугуном.
Примечание: Хотя было бы идеально иметь предварительно луженую поверхность для новой футеровки из баббита, это может оказаться невозможным для многих старых корпусов из чугуна. Если вы обнаружите, что срок службы подшипника значительно снижается из-за невозможности приклеить достаточное количество баббитовой футеровки к корпусу подшипника, вероятно, необходимо повторить эту процедуру или изготовить новый корпус.
Есть ли у вас общие инструкции по пайке, которые подходят для большинства припоев?
Да! У нас есть общие инструкции по пайке, в которых подробно описаны следующие три основных шага:
- Очистка и разрушение оксидного слоя на соединяемых деталях
- Нагревать детали, а не припой
- Равномерно нанесите припой на область соединения и удалите тепло
Что делает пайку алюминия и нержавеющей стали настолько сложной?
И алюминий, и нержавеющая сталь быстро образуют на металле очень прочное оксидное покрытие. Гладкое и однородное оксидное покрытие предотвращает коррозию этих металлов, за исключением самых суровых условий. Вы можете паять оба, однако , разрушив это оксидное покрытие, чтобы получить прочную связь металл-металл между припоем и деталями путем предварительной очистки, удаления оксида путем перемешивания или флюса и предварительного лужения. Чтобы узнать больше, просто следуйте нашим инструкциям по пайке.
Мне нужно припаять язычки батарейки. 1 из вкладок алюминий; другой – медный лист с покрытием. Что я должен использовать для пайки этих компонентов?
У вас есть два варианта пайки электрических компонентов между алюминием и медью:
Продукт Каппа | % Олово | % Цинк | Диапазон температур °F | Диапазон температур °C | Код продукта |
KappAloy9™ | 91 | 9 | 390°F Эвтектика | 199°C Эвтектика | 121 |
KappAloy15™ | 85 | 15 | от 390°F до 550°F | от 199°C до 288°C | 124 |
- Припой KappAloy9 ™ представляет собой стандартный эвтектический припой для соединения алюминия с алюминием и/или медью. Он широко используется в печной пайке и других автоматизированных системах пайки . Его эвтектическая природа делает его идеальным для высокопроизводительных автоматизированных паяльных систем. Кроме того, он сводит к минимуму тепловое воздействие на хрупких электронных деталей.
 Он широко используется в печной пайке и других автоматизированных системах пайки . Его эвтектическая природа делает его идеальным для высокопроизводительных автоматизированных паяльных систем. Кроме того, он сводит к минимуму тепловое воздействие на хрупких электронных деталей.
Он широко используется в печной пайке и других автоматизированных системах пайки . Его эвтектическая природа делает его идеальным для высокопроизводительных автоматизированных паяльных систем. Кроме того, он сводит к минимуму тепловое воздействие на хрупких электронных деталей. - KappAloy15 ™ может дать вам большую гибкость . Благодаря диапазону плавления от 390°F до 550°F (от 199°C до 288°C), он дает вам возможность манипулировать деталями до полного затвердевания. Многие клиенты используют ручная пайка для структурных соединений предпочитает этот припой. Он реже используется в электрических соединениях, чтобы свести к минимуму нагрев электрических / электронных частей и потенциальное тепловое повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше: меньше искажений, меньше сегрегации, меньше дифференциального охлаждения разных металлов и т. д.
Для успешной пайки алюминиевых деталей необходимо разрушить оксидное покрытие, чтобы припой мог образовать металлическую связь с алюминием. Это оксидное покрытие можно проникнуть, поцарапав алюминиевую поверхность щеткой из нержавеющей стали или используя их парный флюс Kapp Golden Flux™. Остатки флюса затем можно удалить теплой водой и тряпкой.
Это оксидное покрытие можно проникнуть, поцарапав алюминиевую поверхность щеткой из нержавеющей стали или используя их парный флюс Kapp Golden Flux™. Остатки флюса затем можно удалить теплой водой и тряпкой.
Мы используем Kapp Galvanite™ для пайки сэндвича из двух алюминиевых и одной медной пластины. Когда мы припаиваем пластины большего размера, сэндвич слишком сильно изгибается, и мы не можем его использовать. У вас есть альтернативный припой и флюс?
Вы получаете деформацию пластины, потому что нагреваете разнородные металлы. Они расширяются и сжимаются при разных температурах и с разной скоростью. Мы рекомендуем свести к минимуму необходимый нагрев деталей. По опыту наших клиентов мы видим два успешных припоя для такого применения:
Припой Каппа | % Олово | % Цинк | Диапазон температур °F | Диапазон температур °C | Код продукта |
KappAloy9™ | 91 | 9 | 390°F Эвтектика | 199°C Эвтектика | 121 |
KappAloy15™ | 85 | 15 | от 390°F до 550°F | от 199°C до 288°C | 124 |
- KappAloy9 ™ — (91 % олово/9 % цинка) припой — это стандартный эвтектический припой для медных и алюминиевых пластин. Он широко используется в печной пайке и других автоматизированных паяльных системах. Его эвтектическая природа делает его идеальным для высокопроизводительных систем автоматической пайки .
 Он широко используется в печной пайке и других автоматизированных паяльных системах. Его эвтектическая природа делает его идеальным для высокопроизводительных систем автоматической пайки .
Он широко используется в печной пайке и других автоматизированных паяльных системах. Его эвтектическая природа делает его идеальным для высокопроизводительных систем автоматической пайки .- КапАлой15 ™ – (85% олова/15% цинка) может дать вам больше гибкости. Он имеет диапазон плавления от 390°F до 550°F и от 199°C до 288°C. Таким образом, припой дает вам возможность манипулировать деталями до того, как он полностью затвердеет во время охлаждения. Многие клиенты, использующие , припаянные вручную для конструкционных деталей , предпочитают этот припой. Он реже используется в электрических соединениях, чтобы свести к минимуму нагрев электрических / электронных частей и потенциальное тепловое повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше: меньше искажений, меньше сегрегации, меньше дифференциального охлаждения разных металлов и т. д.
Сопряженный флюс для обоих : Kapp Golden Flux™. По нашему опыту, мы не думаем, что вы получите стабильно надежное соединение при любом существенном производстве этой сборки без флюса. С флюсом или без него вы можете получить более надежное воспроизводимое соединение, предварительно залудив детали припоем, а затем повторно нагрев их дополнительным припоем для соединения пластин. Это займет больше времени, но вы получите значительно более стабильный стык .
По нашему опыту, мы не думаем, что вы получите стабильно надежное соединение при любом существенном производстве этой сборки без флюса. С флюсом или без него вы можете получить более надежное воспроизводимое соединение, предварительно залудив детали припоем, а затем повторно нагрев их дополнительным припоем для соединения пластин. Это займет больше времени, но вы получите значительно более стабильный стык .
Я хочу использовать Kapp Alumite™ для ремонта алюминиевых радиаторов. Кажется, это лучший из всех алюминиевых припоев. Подходит ли этот припой для ремонта алюминиевого радиатора? Какой флюс я использую?
Alumite™ не лучший припой для ремонта алюминиевых и алюминиево-медных радиаторов . Вместо этого тонкие экструдированные и/или листовые алюминиевые сплавы радиаторов лучше всего соединять при более низких температурах с помощью KappRad™ 40 или KappAloy15™. Многие, кто занимается ручным припоем, предпочитают эти припои из-за их превосходной гибкости и более широкого диапазона плавления пластика, что позволяет вам манипулировать деталями до того, как они остынут. В таблице ниже эти припои сравниваются с Alumite™.
В таблице ниже эти припои сравниваются с Alumite™.
Наименование продукта | % Олово | % Цинк | % Кадмий | Диапазон температур °F | Диапазон температур °C |
КаппРад™ | 40 | 27 | 33 | от 350°F до 500°F | от 176°C до 260°C |
KappAloy15™ | 85 | 15 | 0 | от 390°F до 550°F | от 199°C до 288°C |
Алюмит™ | Запатентованная версия без свинца и кадмия | от 715°F до 735°F | от 379°C до 390°C | ||
- KappRad ™ был специально разработан для ремонта алюминиевых и алюминиево-медных радиаторов. Он обладает более высокой прочностью и виброустойчивостью, чем аналогичные припои и твердые припои, и наносится при более низкой температуре, чтобы не повредить тонкие и хрупкие детали.
- ПРЕДУПРЕЖДЕНИЕ: Содержит кадмий – вещество, ограниченное в соответствии с директивами RoHS. Во многих странах он имеет определенные исключения для приложений. Дополнительную информацию см. в паспорте безопасности.
- KappAloy15 ™ — стандартный припой для медных и латунных трубок к алюминиевому листу. Он широко используется при ремонте радиаторов «алюминий-медь», где нет необходимости в более высокой прочности KappRad или где существуют ограничения на использование кадмия.
- Сочетающийся флюс для обоих : Kapp Golden Flux™ удаляет оксидное покрытие в тесных и труднодоступных местах соединения.
 Он обладает более высокой прочностью и виброустойчивостью, чем аналогичные припои и твердые припои, и наносится при более низкой температуре, чтобы не повредить тонкие и хрупкие детали.
Он обладает более высокой прочностью и виброустойчивостью, чем аналогичные припои и твердые припои, и наносится при более низкой температуре, чтобы не повредить тонкие и хрупкие детали.Какой продукт лучше всего подходит для восстановления гальванического покрытия на стальных деталях после сварки?
GalvRepair™ и бессвинцовый Galvanite™ – это два припоя, предназначенные для высококачественного ремонта оцинкованных поверхностей. Оба продукта используют одинаковую процедуру, но их диапазоны слякоти различаются:
Оба продукта используют одинаковую процедуру, но их диапазоны слякоти различаются:
Наименование продукта | % Олово | % Цинк | % Свинец | % Медь | Диапазон температур °F | Диапазон температур °C |
GalvRepair™ | 30 | 20 | 33 | 0 | от 350°F до 600°F | от 176°C до 288°C |
Гальванит™ | 50 | 49 | 0 | 1 | от 390°F до 570°F | от 200°C до 300°C |
- GalvRepair™ уже более 50 лет является отраслевым стандартом для ремонта методом цинкования.
- Бессвинцовый гальванит™ был разработан специально для решения этой задачи Все больше и больше стран, штатов и округов требуют перехода на бессвинцовые продукты.

И GalvRepair™, и Galvanite™ превышают стандарты производительности , указанные в стандарте ASTM A780-92 для ремонта гальванизированных покрытий. Оба обеспечивают широкий диапазон слякоти для распределения и разглаживания нанесенного припоя по всей площади ремонта. Эти широкие диапазоны плавления также позволяют наносить слои для создания защитного покрытия значительной толщины. Пожалуйста, ознакомьтесь с инструкциями ниже для получения дополнительной информации о приложении. Процедура одинакова для обеих формул ремонтных стержней.
Почему у меня возникают проблемы при пайке алюминиевых и алюминиево-медных радиаторов? Иногда припой течет и хорошо смачивается, а иногда вообще не смачивается и ремонт не держится.
Во всех ремонтных работах, связанных с алюминием, одним из наиболее важных этапов является разрушение оксидного слоя на деталях, что позволяет припою соединиться с деталью. Если вы испытываете хороший поток припоя, но плохое соединение, следующий процесс пайки должен быть выполнен в быстрой последовательности:
Если вы испытываете хороший поток припоя, но плохое соединение, следующий процесс пайки должен быть выполнен в быстрой последовательности:
- Соединяемые детали следует почистить щеткой из нержавеющей стали, чтобы снять оксидное покрытие. Это «царапание» невидимого оксидного покрытия имеет решающее значение для растекания припоя и соединения. разрушить оксидный слой.
- Детали следует нагревать до тех пор, пока флюс не начнет активироваться (закипать) и не станет желтым или коричневым. Не перегревайте флюс . Если флюс обугливается, он загрязняет ваш сустав. Затем вы должны дать деталям остыть и начать заново, убедившись, что все остатки флюса удалены .
- Примените стержень для припоя, , протащив стержень через ванночку для припоя, чтобы получить припой под любым оксидом, оставшимся на деталях. Не нагревайте стержень припоя напрямую!
- Трудно «запустить» припой на этом этапе? Флюс активируется, но вы перегреваете флюс и деталь, прежде чем припой потечет?
- Обычно это происходит из-за оксидного покрытия на самом стержне припоя, и вы можете выполнить следующие шаги для создания надежного соединения
- Почистите конец стержня припоя щеткой из нержавеющей стали, чтобы разрушить оксидное покрытие на стержне припоя
- Если проблема не устранена, нагрейте конец стержня припоя непосредственно источником тепла, чтобы смягчить припой и разрушить оксидный барьер для течения, а не полностью расплавить припой.

Я припаиваю медные контакты к медному проводу. Какой припой и флюс лучше использовать?
Прежде чем решить, какой припой и флюс лучше всего подходят для вашего медного соединения, необходимо ответить на 3 вопроса.
1) Нужно ли манипулировать швом до/во время его застывания?
- № : Стандартом электронной промышленности для электрических/электронных соединений медь-медь является KappZapp3.5™ (96,5 % олова – 3,5 % серебра). Этот припой плавится и затвердевает при температуре 430°F / 221°C, поэтому после пайки остается мало времени на манипуляции с укладкой. Чаще всего он используется при автоматической пайке электрических соединений, чтобы свести к минимуму перегрев электрических компонентов и их повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше: меньше искажений, меньше сегрегации и т. д. Из-за одной температуры плавления/затвердевания затрудняется изменение положения проводов во время пайки и охлаждения. Вы либо перегреваете припой/флюс, либо вынуждены повторно нагревать соединение, что ослабляет соединение.
 Вы либо перегреваете припой/флюс, либо вынуждены повторно нагревать соединение, что ослабляет соединение.
Вы либо перегреваете припой/флюс, либо вынуждены повторно нагревать соединение, что ослабляет соединение.- Да: KappZapp4 (96 % олова / 4 % серебра) припой имеет диапазон температур от 430°F до 475°F (от 221°C до 246°C). Это позволяет производить некоторые манипуляции с деталями без существенного перегрева соединения. Ваш выбор зависит от того, как вы закрепляете детали для пайки и нужно ли вам регулировать детали во время пайки/охлаждения.
2) Вам нужен флюс для снятия оксидного слоя с соединения? И/или припою нужно затекать в тесное, недоступное пространство? Если да, используйте:
- Kapp Comet Flux™ или KappZapp3.5R. Kapp Comet Flux работает на неалюминиевых соединениях в диапазоне температур от 350°F до 550°F. Дополнительные характеристики см. в Паспорте безопасности (SDS). KappZapp3.5R имеет канифольный сердечник для пайки электрических/электронных компонентов. Это упрощает процесс пайки за счет нанесения флюса на место соединения с помощью того же прутка. Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.
 Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.
Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.3) Вам требуется более прочное соединение, чтобы противостоять вибрации или нагрузкам? На чем-то вроде провода динамика или кондиционера? Если да, выберите один из следующих вариантов для вашего приложения:
- Промышленный стандарт громкоговорителей : KappZapp7 для соединения медного провода с выводами громкоговорителя в установках с высокой вибрацией. Это рекомендуется только в тех случаях, когда необходима более высокая прочность, поскольку вы нагреваете детали до более высоких температур от 430°F до 575°F (от 221°C до 302°C).
- Соединительный флюс: Kapp Copper-Bond Flux
- Электрическая/электронная пайка : припой KappZapp7™ доступен с канифольным сердечником (см. KappZapp 7R). Это упрощает процесс пайки за счет нанесения флюса на место соединения с помощью того же прутка. Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.
 Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.
Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.Я припаиваю медные контакты к медному проводу в автомобильной аудиосистеме. Какой припой и флюс лучше использовать?
Промышленным стандартом динамиков для высококачественных аудио/видеосистем и динамиков является KappZapp7™. Этот припой широко используется меломанами и производителями акустических систем для соединения медного провода с медными выводами динамика в конфигурациях с высокой вибрацией . Это рекомендуется только в тех случаях, когда необходима более высокая прочность, поскольку вы нагреваете детали до более высоких температур от 430°F до 575°F (от 221°C до 302°C).
- Соединительный флюс: Kapp Copper-Bond Flux™
В качестве альтернативы доступен припой KappZapp7R™ с канифольным сердечником для пайки электрических/электронных компонентов. Этот упрощает процесс пайки за счет нанесения флюса на область соединения с использованием того же паяльного стержня . Флюс течет перед припоем, удаляя оксидный слой только в области стыка и только там, где это необходимо. Этот припой с канифолью чаще всего используется для ручной пайки электрических/электронных деталей.
Флюс течет перед припоем, удаляя оксидный слой только в области стыка и только там, где это необходимо. Этот припой с канифолью чаще всего используется для ручной пайки электрических/электронных деталей.
Я ищу бессвинцовый припой для автомобильных кузовов, который хорошо работает со старой сталью, которая не выдерживает нагрева сварщика MIG.
С нашим бессвинцовым гальванитом™ легко работать, он обеспечивает прочную связь при ремонте кузова и наращивании швов. Он поставляется в форме стержня – 0,200 x 0,250 x 14 дюймов в длину. Galvanite™ имеет широкий диапазон температур от от 390°F до 570°F (от 200°C до 300°C). При нагревании суспензии можно легко придать форму и распределить, чтобы она идеально смешивалась с существующими стальными поверхностями. Во многих ремонтных работах стальная поверхность обрабатывается щеткой из нержавеющей стали. Затем той же кистью или шпателем распределяют и выравнивают гальванитовое покрытие по мере его остывания. Покрытие из гальванита может иметь значительную толщину, даже на вертикальных поверхностях.
Я пытаюсь спаять провода из нержавеющей стали и меди. Имеющиеся у нас оловянно-свинцовые припои не обладают той прочностью, температурным диапазоном или пластичностью, которые нам нужны в конечной части. Какой припой следует использовать для пайки этих разнородных металлов?
Нержавеющая сталь обычно немагнитна и часто имеет матовое серебристое покрытие, в то время как сплавы из нержавеющей стали с высоким содержанием никеля или хрома могут быть очень блестящими и иметь зеркальную поверхность. Эти 9Высокополированные сплавы 0005 гораздо труднее паять из-за очень прочного оксидного слоя . Обычно они требуют физического разрушения оксидного слоя с помощью проволочной щетки или шлифования, а также химического удаления оксидного слоя с помощью кислотного флюса.
Ваша потребность в более широком диапазоне температур, а также в более высокой прочности и пластичности приводит вас к припоям KappZapp™ олово/серебро. Какой сплав олова/серебра лучше всего подходит для соединения нержавеющей стали с медью, обычно определяется четырьмя критериями:
- Прочность/вибростойкость
- Электропроводность
- Стоимость и
- Канифоль порошковая, кислотная порошковая или сплошная проволока
Как показано на приведенной ниже диаграмме, прочность, вибростойкость и электропроводность увеличиваются с увеличением содержания серебра (Ag) в припое KappZapp™. Цена также увеличивается с содержанием серебра. Задача состоит в том, чтобы выбрать припой, отвечающий вашим потребностям, не покупая больше серебра, чем вам нужно!
Цена также увеличивается с содержанием серебра. Задача состоит в том, чтобы выбрать припой, отвечающий вашим потребностям, не покупая больше серебра, чем вам нужно!
Состав | 96.5Sn – 3.5Ag | 96Sn – 4Ag | 93Sn – 7Ag |
Солидус(°F) /(°C) | 430°F / 221°C | 430°F / 221°C | 430°F / 221°C |
Ликвидус(°F) /(°C) | 430°F / 221°C | 475°F / 246°C | 570°F / 299°C |
Прочность на растяжение (медь) | 14 000 фунтов на кв. | 14 000 фунтов на кв. дюйм | 15 500 фунтов на кв. дюйм |
Прочность на растяжение (нержавеющая сталь) | 25 000 фунтов на кв. дюйм | 28 000 фунтов на кв. дюйм | 31 000 фунтов на кв. дюйм |
Прочность на сдвиг | 11 600 фунтов на кв. дюйм | 12 000 фунтов на кв. дюйм | 14 000 фунтов на кв. дюйм |
Удлинение | 48% | 49% | 49% |
Электропроводность (% IACS) | 16,4 | 16,5 | 20,1 |
 дюйм
дюйм Наконец, вы должны выбрать между сплошной проволокой, кислотной проволокой и порошковой проволокой с канифолью. 9Проще всего использовать порошковые проволоки марки 0005 марки , поскольку флюс для удаления оксидного слоя с деталей заключен в центре проволоки. При нагреве деталей до температуры плавления припоя флюс вытекает и разрушает оксидный слой. Это обеспечивает прочную металлическую связь между припоем и деталями за один этап. Когда используется твердая припойная проволока, оксидный слой на деталях должен быть разрушен путем физического перемешивания щеткой из нержавеющей стали или наждачной бумагой, либо с помощью отдельной жидкости или пастообразного флюса.
9Проще всего использовать порошковые проволоки марки 0005 марки , поскольку флюс для удаления оксидного слоя с деталей заключен в центре проволоки. При нагреве деталей до температуры плавления припоя флюс вытекает и разрушает оксидный слой. Это обеспечивает прочную металлическую связь между припоем и деталями за один этап. Когда используется твердая припойная проволока, оксидный слой на деталях должен быть разрушен путем физического перемешивания щеткой из нержавеющей стали или наждачной бумагой, либо с помощью отдельной жидкости или пастообразного флюса.
2 мм низкотемпературный алюминий для пайки, легко плавится для паяльника, флюс для пайки не требуется
ОписаниеПроисхождение: материковый КитайСертификация: CE,RoHS : GJ152Применение : Для алюминия, железо, медь. смКоличество: 5шт, 10шт, 20шт, 50штОсобенность: нет необходимости в порошке припоя Низкая температура Легкая сваркаТочка плавления: выше 380Использование: для алюминия, железа, медиHelo
Добро пожаловать в наш магазин
Качество во-первых, лучший сервис. Клиенты – наши друзья. Модный дизайн, 100% новый, высокое качество. с низкой температурой плавления; Отличная свариваемость и коррозионная стойкость, высокая теплопроводность, высокая электропроводность; Широко используется, в основном используется для сварки велосипедов, локомотивных отделений, химических контейнеров, судостроения и т. д.; Легкий вес и удобство переноски. О нас ?Как отследить посылку? ?Вы можете использовать номер накладной для отслеживания посылки на следующих сайтах: http://www.17track.net/enЯ хочу купить много товаров, какова оптовая цена? «Спасибо за ваш запрос, если вы хотите купить оптом, пожалуйста, свяжитесь с нами, и мы дадим вам лучшую цену, спасибо. Дата доставки? ?1. Наши рабочие часы с понедельника по субботу (по пекинскому времени), и ваши товары будут отправлены в течение 5 дней после получения оплаты.2. Мы отправим товар на ваш адрес AliExpress, пожалуйста, убедитесь, что адрес, который вы указали, правильный. Если вам нужно изменить свой адрес, пожалуйста, сообщите нам сразу после оплаты.
Клиенты – наши друзья. Модный дизайн, 100% новый, высокое качество. с низкой температурой плавления; Отличная свариваемость и коррозионная стойкость, высокая теплопроводность, высокая электропроводность; Широко используется, в основном используется для сварки велосипедов, локомотивных отделений, химических контейнеров, судостроения и т. д.; Легкий вес и удобство переноски. О нас ?Как отследить посылку? ?Вы можете использовать номер накладной для отслеживания посылки на следующих сайтах: http://www.17track.net/enЯ хочу купить много товаров, какова оптовая цена? «Спасибо за ваш запрос, если вы хотите купить оптом, пожалуйста, свяжитесь с нами, и мы дадим вам лучшую цену, спасибо. Дата доставки? ?1. Наши рабочие часы с понедельника по субботу (по пекинскому времени), и ваши товары будут отправлены в течение 5 дней после получения оплаты.2. Мы отправим товар на ваш адрес AliExpress, пожалуйста, убедитесь, что адрес, который вы указали, правильный. Если вам нужно изменить свой адрес, пожалуйста, сообщите нам сразу после оплаты. 3. Расчетное время доставки (при нормальных обстоятельствах): обычно это занимает около 15-45 рабочих дней. На международные перевозки могут повлиять праздники, плохая погода, чрезвычайные ситуации и т. д. Если в этой непредвиденной ситуации время доставки будет больше, чем обычно.4. Если каких-либо популярных продуктов временно нет в наличии, мы свяжемся с вами как можно скорее, чтобы запросить продление или изменить другие товары или обратиться к любому из ваших предложений.? Мы стремимся предоставлять высококачественную продукцию по разумным ценам, пожалуйста, будьте уверены, чтобы купить здесь.? Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами через систему обмена сообщениями Aliexpress. Мы ответим на ваше сообщение в течение 24 часов.? Если есть какие-либо проблемы, мы всегда предоставим вам идеальное решение, поэтому, пожалуйста, не оставляйте нейтральный/отрицательный/низкий DSR, прежде чем связаться с нами, когда возникнет проблема. Хорошего дня
3. Расчетное время доставки (при нормальных обстоятельствах): обычно это занимает около 15-45 рабочих дней. На международные перевозки могут повлиять праздники, плохая погода, чрезвычайные ситуации и т. д. Если в этой непредвиденной ситуации время доставки будет больше, чем обычно.4. Если каких-либо популярных продуктов временно нет в наличии, мы свяжемся с вами как можно скорее, чтобы запросить продление или изменить другие товары или обратиться к любому из ваших предложений.? Мы стремимся предоставлять высококачественную продукцию по разумным ценам, пожалуйста, будьте уверены, чтобы купить здесь.? Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами через систему обмена сообщениями Aliexpress. Мы ответим на ваше сообщение в течение 24 часов.? Если есть какие-либо проблемы, мы всегда предоставим вам идеальное решение, поэтому, пожалуйста, не оставляйте нейтральный/отрицательный/низкий DSR, прежде чем связаться с нами, когда возникнет проблема. Хорошего дня
- Марка: 1мор
- Категория: Запчасти для мобильных телефонов
Размер: 2 мм (20 шт.
