между собой, каким лучше, какой припой, нужно ли паять соединение
Содержание
- Суть процесса пайки проводов
- Принцип работы
- Преимущества и недостатки
- Какое оборудование необходимо
- Электрический паяльник
- Оловянно-свинцовый припой
- Флюс
- Паяльные пасты
- Подставка
- Оплетка
- Критерии выбора паяльника
- Правила подготовки проводов к спаиванию
- Нюансы пайки электропаяльником
- Распредкоробок с помощью тигля
- Многожильных проводов
- Пошаговая технология пайки проводов
- Метод пайки радиодеталей на плату
- Можно ли паять медный и алюминиевый провода вместе
- Правила безопасности
- Распространенные проблемы при пайке
Правильная пайка жил обеспечивает надежное соединение проводов. При работе учитывают материал токопроводящих элементов, вид флюса и припоя, некоторые другие факторы. Человеку, работающему с электрическими сетями, нужно знать, как паять провода с соблюдением всех правил и норм. Ответственный подход к процедуре исключает возникновение аварий и травм.
Ответственный подход к процедуре исключает возникновение аварий и травм.
Суть процесса пайки проводов
Так называется процесс соединения проводников путем нагревания. По прочности паяный шов уступает только сварному.
Токоведущие элементы совмещаются на уровне молекул и атомов. Расправленная присадка проникает в толщу проводника, образуя с ним единое целое.
Для получения хорошего результата требуются:
- Высокая температура. При нагреве припой расплавляется, приобретая нужную текучесть.
- Предварительное очищение соединяемых поверхностей. Грязевой или жировой слой препятствует проникновению припоя в толщу основного материала.
Принцип работы
Действие паяльника основывается на нагреве проводника из нихрома, намотанного на трубку, которая помещена в металлический кожух. Насадка инструмента снабжена жалом. Нихром раскаляется под влиянием проходящего через него тока, передавая тепло рабочим частям приспособления. Прибор нагревает и расплавляет припой, который в дальнейшем наносится на спаиваемые области.
Паяние считается более эффективным в сравнении с другими способами скрепления кабелей.
Главными его преимуществами являются:
- Низкая стоимость. 1 упаковки флюса и припоя хватает для скрепления 1000 проводов.
- Простота. Научиться пользоваться паяльником может любой начинающий мастер.
- Прочность соединения. Клеммы, скрутки, обжимки не обеспечивают столь высокой надежности, как пайка.
- Возможность одновременного скрепления проводников разного сечения. Количество элементов в 1 точке достаточно велико.
- Отсутствие необходимости в применении дорогого или габаритного оборудования. Использовать переносное устройство проще.
Способ имеет и недостатки:
- Необходимость подключения паяльника к электрической сети. Работающие от аккумулятора устройства характеризуются недостаточной мощностью.
- Неразборное соединение. Отпаять провод, не повредив его, сложно. Требуется повторное расплавление припоя.
Какое оборудование необходимо
Стандартный набор материалов и приспособлений включает:
- электропаяльник;
- флюс;
- припой.


Для получения лучшего результата потребуются приспособления для удаления припоя, паяльная кислота.
Электрический паяльник
Стандартный инструмент состоит из 4 компонентов:
- питающего кабеля;
- рукоятки;
- нагревательной трубки;
- жала.
Провод передает ток от розетки нагревателю. Пластиковая рукоятка не проводит тепло, что облегчает работу с инструментом. Медное жало разогревает место пайки. Современные паяльники снабжаются несгораемыми наконечниками, не требующими регулярного подтачивания.
Оловянно-свинцовый припой
Материал имеет вид мягкой проволоки серого цвета диаметром 1-6 мм. Самым распространенным считается припой ПОС-60. Его часто используют для соединения медных жил. Припой содержит 40% свинца, 60% олова. Существуют и другие разновидности, например ПОС-10 или ОЦ, отличающиеся температурой плавления и сферой применения. ПОС-60 плавится при 180 °С, значит, паяльник нужно разогревать до 280 °C.
Флюс
Правильно паять провода между собой без этого средства не получается. Флюс предназначен для предварительной обработки поверхностей. Состав удаляет жировую и оксидную пленки, которыми покрыты медные провода.
Применяются 3 вида флюса:
- Твердые составы. Пример — канифоль, устаревший, но по-прежнему востребованный материал. В его состав входят натуральные смолы. С использованием канифоли паяют стальные проводники.
- Жидкие средства. Наносятся на обрабатываемые поверхности с помощью кисти.
- Пастообразные. Содержат вазелин и другие жиры. Наносятся с помощью палочки.
При выборе флюса учитывают активность состава, от которой зависит прочность соединения.
Малоактивная канифоль подходит для работы с медными проводами.
Паяльные пасты
В таком формате выпускаются не только флюсы, но и готовые средства, содержащие припой. Применение смеси облегчает пайку. Соотношение компонентов подобрано так, что мастеру не придется самостоятельно определять объемы наносимых на поверхность припоя и флюса. Паяльная паста предназначена для работы с мелкими радиодеталями, однако может использоваться при соединении проводов.
Паяльная паста предназначена для работы с мелкими радиодеталями, однако может использоваться при соединении проводов.
Подставка
Мастер не всегда держит инструмент в руках во время пайки. Прибор откладывают в сторону при скручивании жил в распределительной коробке. Горячий паяльник нельзя класть на горючие поверхности. Поэтому в комплект включают жаропрочную подставку. Если подложка в коробке с устройством отсутствует, ее изготавливают своими руками. Самодельную подставку снабжают отсеками для инструментов, флюса и припоя.
Оплетка
Использование такого приспособления не является обязательным. Однако оплетка быстро и легко снимает излишки припоя. Приспособление имеет вид ленты, сделанной из медных проволок. Оплетку прикладывают к соединению, прижимают жалом паяльника. Излишки припоя плавятся и проникают в волокна ленты.
Критерии выбора паяльника
При покупке инструмента учитывают мощность, материал жала и рукоятки. Присутствующие в продаже паяльники требуют подготовки к работе. После подключения нужно дождаться выгорания технической смазки. Мощность выбирают, исходя из толщины спаиваемых проводов. Самые толстые кабели соединяют с помощью паяльника на 100 и более ватт. Для пайки тонких жил подойдет инструмент мощностью 25 Вт. Устройства отличаются типами нагревательных элементов, которые бывают нихромовыми или индукционными.
После подключения нужно дождаться выгорания технической смазки. Мощность выбирают, исходя из толщины спаиваемых проводов. Самые толстые кабели соединяют с помощью паяльника на 100 и более ватт. Для пайки тонких жил подойдет инструмент мощностью 25 Вт. Устройства отличаются типами нагревательных элементов, которые бывают нихромовыми или индукционными.
Рукоятки выполняются в классическом удлиненном формате или в виде пистолета.
Правила подготовки проводов к спаиванию
На первом этапе следуют таким рекомендациям:
- Не паяют элементы электропроводки, находящейся под напряжением. Это повышает риск короткого замыкания на корпус инструмента.
- Жилы тщательно очищают от резиновой оплетки кусачками и ножом. Длина очищаемого конца зависит от толщины и типа кабеля. При пайке слаботочных проводников снимают 1,5-2 см изоляции. При ремонте компактных электронных устройств достаточно удаления 2 мм оплетки.
- Перед пайкой провода скручивают. При наличии стойких загрязнений поверхности зачищают надфилем или ножом.
- Эмаль с проводов снимают пламенем зажигалки. Можно воспользоваться острым ножом.
 При наличии стойких загрязнений поверхности зачищают надфилем или ножом.
При наличии стойких загрязнений поверхности зачищают надфилем или ножом.Нюансы пайки электропаяльником
Процесс имеет некоторые особенности, которые учитывают при подготовке к работам. При пайке стоит надевать респиратор, защищающий органы дыхания от вредных испарений. Работать нужно в хорошо проветриваемом помещении под вытяжным зонтом.
Распредкоробок с помощью тигля
Метод помогает легко спаять скрутки, расположенные в подрозетниках и коробах. Припой расплавляют в тигле емкостью 20-100 мл. Два провода погружают в расплав, после чего соединяют между собой. Для разогрева тигля используют газовую горелку. Некоторые мастера изготавливают самодельные устройства из мощных паяльников. Приборы работают в основном от промышленных электросетей напряжением 380 В.
Многожильных проводов
Такой кабель состоит из большого числа тонких проволок, сплетенных в трос и покрытых изоляцией.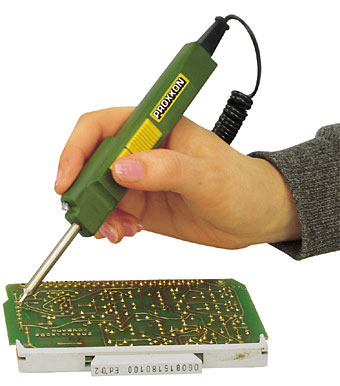 Паять многожильный провод проще, чем цельный. Флюс и припой быстро проникают в пустоты между жилами. Главное — аккуратно скрутить и тщательно прогреть обрабатываемый участок.
Паять многожильный провод проще, чем цельный. Флюс и припой быстро проникают в пустоты между жилами. Главное — аккуратно скрутить и тщательно прогреть обрабатываемый участок.
Пошаговая технология пайки проводов
Инструкция для начинающих включает несколько выполняемых последовательно этапов:
- Подготовку проводников. Элементы очищают от изоляции и оксидного налета. Наждачной бумагой металл обрабатывают до блеска.
- Лужение. Паяльник нагревают до температуры плавления флюса. Жилу подносят к куску канифоли, продолжают нагрев. Очищенный конец провода должен полностью погрузиться в расплав. На обработанный проводник наносят припой. Состав равномерно растекается, покрывая поверхность тонким слоем. Таким способом обрабатывают все подлежащие пайке кабели.
- Складывают залуженные проводники, обеспечивая плотное прилегание. При пайке длинного участка делают скрутку. Жалом паяльника набирают припой, прижимают наконечник к обрабатываемому месту с небольшим усилием. Когда состав покроет всю область соединения, инструмент убирают. Провода удерживают в неподвижном состоянии до остывания.
 Когда состав покроет всю область соединения, инструмент убирают. Провода удерживают в неподвижном состоянии до остывания.
Когда состав покроет всю область соединения, инструмент убирают. Провода удерживают в неподвижном состоянии до остывания.Метод пайки радиодеталей на плату
Монтаж элементов микросхемы выполняют так:
- Очищают выводы от оксидной пленки, лудят их. Сопоставляют места контакта, закрепляют пинцетом.
- Проводят жалом паяльника с припоем и флюсом по обрабатываемому месту. Убирают инструмент, удерживая спаянные детали в неподвижном состоянии.
- Удаляют пинцет после остывания припоя.
Воздействие высокой температуры должно быть кратковременным. При неудачных попытках контактным площадкам дают возможность остыть. При работе с диодами и светодиодами пинцет лучше устанавливать между корпусом и местом пайки: инструмент будет отводить лишнее тепло.
Можно ли паять медный и алюминиевый провода вместе
Прямое совмещение таких проводников недопустимо. Медь — активный металл, отличающийся от алюминия теплопроводностью. При прохождении тока последний нагревается больше, расширяясь при этом. Медные элементы проявляют такие качества в меньшей мере. Со временем даже самое прочное соединение разрушается: проведение тока нарушается, повышается вероятность возгорания.
Медные элементы проявляют такие качества в меньшей мере. Со временем даже самое прочное соединение разрушается: проведение тока нарушается, повышается вероятность возгорания.
Правила безопасности
При работе с паяльником необходимо:
- Следить, чтобы жало не касалось провода питания самого инструмента и других электрических приборов. Неосторожное обращение с устройством способствует расплавлению кабелей с последующим коротким замыканием.
- Проверить состояние питающего провода, корпуса и вилки. Инструменты и приборы не должны иметь повреждений, способствующих поражению человека током.
- Класть паяльник на жаропрочную подставку. Горячий инструмент должен быть зафиксирован в держателях.
- Брать инструмент только за рукоятку, направлять жало от себя. Ручка не должна выскальзывать или нагреваться при работе.
Распространенные проблемы при пайке
При работе с паяльником могут возникать такие затруднения:
- Получение некачественного соединения. Проблема возникает при скреплении проводов из металлов, плохо поддающихся пайке. Реже спайка получается ненадежной из-за низкого качества припоя.
- Разбрызгивание припоя. Этому способствует перегрев жала паяльника.
- Невозможность расплавления припоя. Такая проблема свидетельствует о неправильном выборе мощности паяльника.
- Попадание в соединение полимерных частиц, наблюдающееся при работе в ненадлежащих условиях.
- Стекание олова с места пайки. Наблюдается при отказе от удаления оксидной пленки.
 Проблема возникает при скреплении проводов из металлов, плохо поддающихся пайке. Реже спайка получается ненадежной из-за низкого качества припоя.
Проблема возникает при скреплении проводов из металлов, плохо поддающихся пайке. Реже спайка получается ненадежной из-за низкого качества припоя.Исключить появление проблем помогает соблюдение правил пайки проводников, сделанных из того или иного металла.
медные провода, скрутка, инструмент и припой
Для чего нужны распределительные коробки
Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.

В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Общие правила коммутации
Реализация метода пайки напоминает сварочные работы, только используется обыкновенный паяльник, а не инверторный аппарат с электродами. Перед скруткой жилы нужно залудить. Для этого разогревается паяльник, погружается в канифоль и проводит по зачищенным от изоляции местам несколько раз до появления рыжеватого оттенка.
Для качественного выполнения работ нужно предварительно проверить жало паяльника.
 Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.
Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.Преимущества пайки в сравнении с другими способами соединения
Инструмент для снятия изоляции с проводов – стриппер
Существует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка. Спаять провода в домашних условиях может каждый желающий. Для сварки потребуется опыт и наличие специального сварочного аппарата.
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.
Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Технология сварки
Для сварки скруток проводов, изготовленных из меди, есть своя технология. О ней мы и расскажем далее. Для начала снимите верхнюю оболочку с провода. Если вы никогда этого не делали, то просто возьмите ножницы или нож, зрительно отмерьте 3-4 сантиметра от конца провода и подрежьте оболочку. Затем легким движением стяните ее вверх. Провода должны оголиться.
Оголенные провода нужно скрутить. Общая длина скрученных проводов должна быть не менее 2.5 сантиметров. Затем подключите зажим и массу, чтобы спайка медных проводов инвертором стала возможна. Далее настройте ваш сварочный аппарат для сварки скруток. Выставьте силу тока и мощность. Оставьте электрод прогреться.
Дальнейшие действия ничем не отличаются от обычной сварки. Единственное отличие — длительность работ. Электрод нужно направить на провод в течении нескольких секунд, а затем убрать. Этого достаточно для образования соединения. Если передержать, то медь просто расплавится и у вас ничего не получится. А если продержать электрод долю секунды, то соединение будет пористым и непрочным. Словом, здесь важна сноровка.
А если продержать электрод долю секунды, то соединение будет пористым и непрочным. Словом, здесь важна сноровка.
Вот и все. Сварка медных проводов своими руками не так сложна, как может показаться новичку. Самое главное — правильно настроить аппарат и подобрать время сварки. Чем больше вы будете практиковаться, тем лучше будет результат.
Пайка проводов
Снятие изоляции с провода
Лужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.
Пайка проводов в распределительной коробке запрещена в натяг.
 Запас в данном случае также неуместен.
Запас в данном случае также неуместен.Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.
Основные виды соединения проводов под пайку
Провода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Выбор мощности паяльника
Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» — припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Устройство должно оптимально прогревать место в течение 1 минуты и не более, поверхность припоя по окончании работ должна быть гладкой, иметь равномерный блеск.
Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.
Попутно рассмотрим различные припои, от тугоплавких до мягких.
ФОТО: vseinstrumenti.ru Горелка для пайки в разобранном состоянии
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода, на основании фото примеров.
Подробнее с мастер-классом можно ознакомиться в этом видео.
Любой флюс, как и припой для пайки медных проводов можно купить в магазинах хозяйственных товаров. Сегодня на прилавках можно найти различные составы и сплавы, предназначенные для подобных целей.
Различия в работе с мягкими и твёрдыми припоями
Для мелких работ по дому лучше всего использовать мягкие проволочные припои. С ними можно работать даже при помощи маломощных паяльников. А вот твёрдые сплавы требуют более «жёсткого» подхода. Для работы с ними используют молоточные паяльники или горелки.
ФОТО: тд-рубин.рф Твёрдые припои могут продаваться вот такими прутками
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец — 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Свинец – 37 Олово – 61 | 4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Свинец – 33,3 Олово – 33,3 | — | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Свинец – 25 Олово – 50 | — | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Свинец – 45,1 Олово – 6,9 | — | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Висмут – 50 Свинец – 25 Олово – 12,5 | — | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Последние три марки обладают низкой температурой плавления и невысокой прочностью сплава.
Инверторный аппарат
Универсальный инвертор предназначен для многих видов работ, он подойдет для сварки алюминиевых и медных скруток.
Отечественные сварочники:
- «Ресанта» САИ-160 выдает ток в широком диапазоне от 10 до 160 А, вес устройства 4,5 кг, стоимость 6,3 тысячи;
- «Сварог» ARC 160 Easy Z213 H выдает ток в диапазоне от 10 до 160 А, весит 4 кг, работает от стандарной сети 220 В, стоит 9 тысяч.
Импортные инверторы:
- Итальянский «Quattro elementia 160 nato» 643-255 китайской сборки работает от сети 220 В. Стоит около 6 тысяч, весит без малого 5 кг.
- Американский «PFrionMax Welder DC-200 C», выпущенный китайским филиалом. Весит 4,5 кг. Оснащен ремнем для переноски, работает бесшумно. Стоимость от 7,5 до 9,6 тысяч в зависимости от комплектации.
- Немецкий «Fubag IQ 160» малогабаритный, но тяжелый, весит без малого 7 кг. Предназначен для работы от сети от 150 до 240 В, не боится «провисания» напряжения. Выдает рабочий ток от 10 до 160 ампер. Укомплектован двумя силовыми проводами, стоит 7 тысяч.
 Стоимость от 7,5 до 9,6 тысяч в зависимости от комплектации.
Стоимость от 7,5 до 9,6 тысяч в зависимости от комплектации.Для сварки инверторами используют омедненный угольный стержень, его еще называют медноугольный электрод. Промышленные инверторы для медных проводов крупногабаритные, тяжелые. Для работы с электрикой выбирают небольшие аппараты, работающие от сети 220 В, оснащенные ремнем для переноски. Инверторы отличаются от трансформаторов стабильной дугой, дополнительными функциями, упрощающими сварку.
Защита места пайки от окисления
Флюс для пайки
Для защиты места пайки от окисления кислородом используется флюс. При работе с медью чаще всего применяются:
- Канифоль, в ее состав входит только сосновая канифоль.
- ЛТИ-120 включает в себя триэтаноламин (1-2%), солянокислый анилин (3-7%), этиловый спирт (66-73%), канифоль (20-25%).
- В состав спиртоканифоли входит этиловый спирт (60-70%) и канифоль (30-40%).

Самый простой, бюджетный и при этом распространенный вариант флюса – обычная канифоль. Единственная трудность, которая может возникнуть при работе с веществом – твердое агрегатное состояние.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Технология пайки и лужения
Простой способ лужения
Приступая к пайке или лужению проводов, важно последние разместить горизонтально таким образом, чтобы жало паяльника беспрепятственно касалось всех сторон. Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться.
Перед облуживанием провода нагревают паяльником и параллельно касаются места нагрева кусочком канифоли до тех пор, пока она не начнет плавиться. Если используется жидкий флюс, его наносят предварительно еще до начала нагрева. После лужения провода скручиваются.
Технология пайки немного отличается, поскольку здесь требуется большее количество припоя. На токопроводящие жилы наносится флюс и паяльником прогревается до равномерного распределения расплавленной капли. В случае необходимости процедуру можно повторить.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Пайка с помощью горелки и тигля
Приспособление для спайки проводов
Если предстоит большой фронт работ, целесообразно использовать тигли, представляющие собой полый металлический цилиндр, оснащенный ручкой для заполнения расплавленным припоем.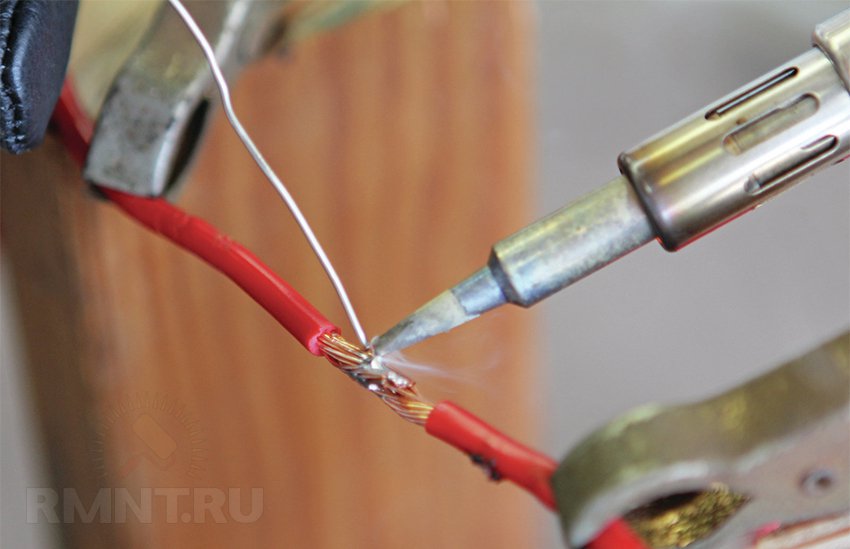 Это устройство может нагреваться с помощью газовой горелки или же применяться в качестве насадки на мощный паяльник.
Это устройство может нагреваться с помощью газовой горелки или же применяться в качестве насадки на мощный паяльник.
Емкость вмещает в себя небольшое количество расплавленного припоя, пока он застывает, человек успевает сделать несколько скруток.
Меры предосторожности
Во время выполнения работ следует проявлять осторожность, поскольку расплавленный припой может оставить сильные ожоги при попадании на кожные покровы. Во всех марках припоев содержится свинец, пары которого токсичны для человека. Чтобы предотвратить отравление, работать нужно в респираторе.
При пайке проводов запрещается применять кислотосодержащие активные флюсы, поскольку после завершения работ они требуют полного удаления. Остатки флюса оказывают разрушающее действие на все материалы, особенно для меди агрессивны паяльная кислота и хлористый цинк.
В целом работа не должна вызвать сложностей, главное заранее ознакомиться с технологией выполнения, подготовить весь расходный материал и инструментарий.
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.
Читать также: Как подсоединить цифровую приставку к старому телевизору
При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
69-388 Припой с твердой медной проволокой, класс твердости
В продажеВ продажеБестселлерБестселлерВыбор персоналаВыбор персонала Фосфор в этом медном припое делает его самофлюсующимся (вы можете использовать флюс, если хотите, но это не обязательно). Температура расплава: 1310°F. Температура подачи: 1460°F. В этом температурном диапазоне небольшие изделия (кольца, проволочные браслеты, кольца, лицевые панели примерно 10 мм и т. д.) можно легко спаять с помощью бутановой микрогорелки. Упаковка на 4 унции составляет ок. 55 футов! Обновление 2022 г.: Этот припой стал более серым, чем раньше, поэтому лучше подходит для скрытых соединений, а не для открытых швов, где важно совпадение цветов.
Упаковка на 4 унции составляет ок. 55 футов! Обновление 2022 г.: Этот припой стал более серым, чем раньше, поэтому лучше подходит для скрытых соединений, а не для открытых швов, где важно совпадение цветов. Грубая обработка фрез, поэтому используйте набор для тяжелых условий эксплуатации, например, № 65-507.
Нужна дополнительная информация? Смотрите более подробную информацию и сопутствующие товары ниже.
Торговая марка: R & T
Страна происхождения: США
Корзина: 1REC
Продавец: 4 унции
| СКИДКА 15%! | |
| Рег. Price: | |
| 1 – 3 | |
| 4 – 11 | |
| 12+ | |
| Sale Price(s): | |
11,90 $
Возможны скидки за количество
| 90 9 103 | 4 | 40035 |
| 4 – 11 | $ 9,78 | |
| 12 + | $ 8,43 |
9)
9007 ** № 8/22/2029 9009 ** ** ** ** ** Столог.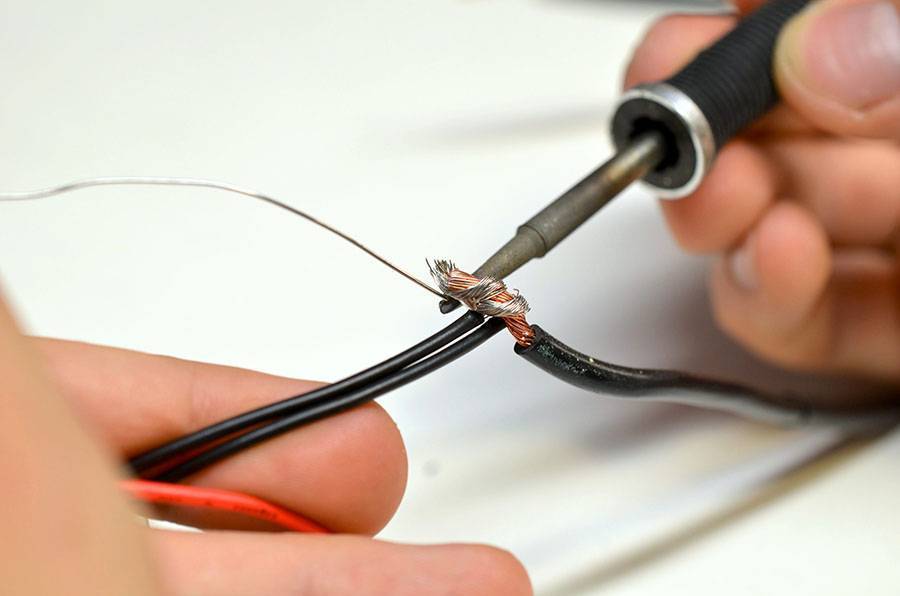 Уведомление о доступности
Уведомление о доступностиОтлично! Мы сообщим вам по электронной почте, когда припой Hard Copper Wire, Hard Grade #69-388 снова будет в наличии или доступен для предварительного заказа.
Имя Фамилия
Адрес электронной почты (обязательно)
Подпишитесь на маркетинговые электронные письма.
Количество
Продавец: 4 унции
- Подробнее
- Прибл. Размер
- Дополнительные спецификации
- Материал
- Связанные продукты
Рейтинги и обзоры
- 5 звезд
- 7 Обзоры
- 7 Обзоры 9000
- 7.0004
- 0 отзывов
- 2 звезды
- 0 отзывов
- 1 звезда
- 2 отзыва Я люблю этот медный припой
- Можно ли использовать паяльник для медных труб?
- Какой припой вы используете для медной проволоки?
- Пайка труб станет незаконной?
- Как устранить течь в медной трубе без пайки?
- Что такое горелка для пайки медных труб?
- Можно ли использовать паяльник для сантехники?
- Почему мой припой не прилипает?
- Сантехнический припой — это то же самое, что серебряный припой?
- Можно ли использовать пайку 60/40 припоя?
- Как припой соединяется с медью?
- Будет ли припой прилипать к меди без флюса?
- Как подготовить медь к пайке?
- Как прикрепить медь к меди?
С помощью этого медного припоя и бутановой микрогорелки очень легко изготовить паянные соединения. Хорошо, что флюс не нужен. Просто нагрейте соединяемые детали, поднесите кончик катушки с припоем к стыку, и фу-у-у, он течет. Помните: припой не предназначен для заполнения зазоров (как бы я ни хотел, чтобы он работал таким образом), поэтому убедитесь, что соединяемые концы идеально подходят друг к другу.
Хорошо, что флюс не нужен. Просто нагрейте соединяемые детали, поднесите кончик катушки с припоем к стыку, и фу-у-у, он течет. Помните: припой не предназначен для заполнения зазоров (как бы я ни хотел, чтобы он работал таким образом), поэтому убедитесь, что соединяемые концы идеально подходят друг к другу.
припой из медной проволоки
До сих пор я был разочарован этим продуктом. Мне не удалось заставить этот припой течь. Мне удалось только нагреть его в маленькие шарики, которые не будут течь независимо от того, насколько горячим я их нагрею. Я получил его вовремя, но не смог его использовать. Очень расстраивает, и на данный момент я бы не рекомендовал его. Я признаю, что это может быть сбой с моей стороны, хотя у меня никогда не было проблем с другими припоями, которые я использовал в прошлом. — [Ответ R&T: Здравствуйте, Кэти, нам жаль, что вы испытываете разочарование. У нас не было проблемы, с которой столкнулись вы, но вот несколько идей по устранению неполадок: Убедитесь, что металл, который вы паяете, чистый. Чтобы уменьшить образование накипи на соединяемых поверхностях, используйте штатив №69.-354-9. Припой из медной проволоки не требует дополнительного флюса, но если у вас возникли проблемы с его течением, флюсование соединяемых элементов может помочь припою течь. Я рекомендую использовать наш самопротравливающий флюс #64-004. Убедитесь, что металлические элементы, которые вы соединяете, достигли температуры текучести припоя 1460°F (припой не будет течь, если металл недостаточно горячий). На вкладке «Подробнее» этого элемента мы также добавили ссылку на нашу статью в блоге о медной пайке. Надеюсь, это поможет! Не стесняйтесь обращаться к нам (бесплатный номер 1-800-366-2156 с понедельника по пятницу с 20:00 до 16:00 по тихоокеанскому стандартному времени), если вам нужна дополнительная помощь; или сообщить нам, что это было полезно. ~Нэйт]
Чтобы уменьшить образование накипи на соединяемых поверхностях, используйте штатив №69.-354-9. Припой из медной проволоки не требует дополнительного флюса, но если у вас возникли проблемы с его течением, флюсование соединяемых элементов может помочь припою течь. Я рекомендую использовать наш самопротравливающий флюс #64-004. Убедитесь, что металлические элементы, которые вы соединяете, достигли температуры текучести припоя 1460°F (припой не будет течь, если металл недостаточно горячий). На вкладке «Подробнее» этого элемента мы также добавили ссылку на нашу статью в блоге о медной пайке. Надеюсь, это поможет! Не стесняйтесь обращаться к нам (бесплатный номер 1-800-366-2156 с понедельника по пятницу с 20:00 до 16:00 по тихоокеанскому стандартному времени), если вам нужна дополнительная помощь; или сообщить нам, что это было полезно. ~Нэйт]
Простой в использовании медный припой
Это требовалось для занятий по пайке меди, которые я проходил.
спасибо
Я получил заказ очень быстро и получил именно то, что хотел. Я воспользовался возможностью заказать у вас, ребята, так как я впервые с вашей компанией, и я очень доволен. Буду заказывать снова… спасибо
Я воспользовался возможностью заказать у вас, ребята, так как я впервые с вашей компанией, и я очень доволен. Буду заказывать снова… спасибо
Спасибо
Это второй раз, когда я заказал этот продукт, и я должен сказать вам, насколько я доволен этим продуктом и обслуживанием, которое я получил от вас. с нетерпением жду следующего заказа, Denis Picard 9)
Лучший медный припой!
Мне нравится этот припой — это лучший медный припой, который я когда-либо встречал. Легко растекается и (по большей части) сохраняет медный цвет, поэтому мне не нужно покрывать готовую работу гальваническим покрытием. Я только что вернулся за добавкой — я начал паниковать, когда понял, что почти кончился.
Очень доволен этим припоем!
Моя первая попытка использовать проволочный припой. У меня не было проблем с тем, чтобы заставить его течь (флюс не требовался), и хотя я был очень неуклюжим и мне приходилось много подпиливать (нужно практиковаться, практиковаться, практиковаться), это был быстрый и надежный припой. Мое единственное первоначальное разочарование заключалось в том, что он не был медного цвета. Подшивка сделала его еще более серым. Затем я прочитал чей-то комментарий о повторном нагреве, чтобы он снова стал медным. Это сработало!!! Так что, если у кого-то, читающего это, есть проблема с паяным соединением, которое становится серым (как античное серебро), просто нагрейте соединение, как если бы вы отжигали металл, и оно станет медного цвета.
Мое единственное первоначальное разочарование заключалось в том, что он не был медного цвета. Подшивка сделала его еще более серым. Затем я прочитал чей-то комментарий о повторном нагреве, чтобы он снова стал медным. Это сработало!!! Так что, если у кого-то, читающего это, есть проблема с паяным соединением, которое становится серым (как античное серебро), просто нагрейте соединение, как если бы вы отжигали металл, и оно станет медного цвета.
Плохая работа с микрогорелкой
Я протестировал это с бутановой микрогорелкой, но думаю, что она не нагревается достаточно, чтобы получить хорошую пайку. Плавится, но потом слишком быстро затвердевает и толком не цепляется к паяемому изделию (пытаюсь спаять медное кольцо толщиной около 6,7 мм, тоже с флюсом). Серебряная пайка прекрасно работает с этой микрогорелкой, возможно, для этой медной пайки нужна хотя бы обычная бутановая горелка.
Написать отзыв
Можно ли паять медь паяльником?
 youtube.com/embed/JyVbjDsric4?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent” allowfullscreen=”true” sandbox=”allow-scripts allow-same-origin allow-popups allow-presentation” loading=”lazy”/>
youtube.com/embed/JyVbjDsric4?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent” allowfullscreen=”true” sandbox=”allow-scripts allow-same-origin allow-popups allow-presentation” loading=”lazy”/> Да, медь можно паять паяльником. Этот процесс похож на пайку других металлов, но при работе с медью следует помнить о некоторых вещах.
Во-первых, медь является очень хорошим проводником тепла, поэтому нужно быть осторожным, чтобы не перегреть ее. Во-вторых, медь может быть очень трудно паять, если она не идеально чистая. Любые оксиды или примеси на поверхности меди будут препятствовать правильному прилипанию припоя.
Для очистки меди можно использовать ряд методов, в том числе шлифование, химические чистящие средства или абразивные губки. Как только медь станет чистой, вы можете нанести припой так же, как и на любой другой металл.
Содержимое
Можно ли использовать паяльник для медных труб?
 youtube.com/embed/9u0sYo3wLdA?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent” allowfullscreen=”true” sandbox=”allow-scripts allow-same-origin allow-popups allow-presentation” loading=”lazy”/>
youtube.com/embed/9u0sYo3wLdA?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent” allowfullscreen=”true” sandbox=”allow-scripts allow-same-origin allow-popups allow-presentation” loading=”lazy”/> Да, вы можете использовать паяльник для медных труб, но это не идеальный инструмент для работы. Паяльник предназначен для пайки двух кусков металла, и он делает это, нагревая металл, чтобы припой мог плавиться и течь между двумя частями.
Когда вы паяете медную трубу, вы на самом деле пытаетесь расплавить саму медь, что намного сложнее, чем просто расплавить припой. Вот почему паяльник не является идеальным инструментом для работы — требуется гораздо больше времени, чтобы нагреть медь настолько, чтобы расплавить ее, и легко повредить трубу, если вы не будете осторожны.
Пропановая горелка гораздо лучше подходит для пайки медных труб, так как она нагревает медь гораздо быстрее и равномернее.
Какой припой вы используете для медной проволоки?
Наиболее распространенным типом припоя, используемого для медной проволоки, является сплав, состоящий из олова и свинца. Этот тип припоя имеет низкую температуру плавления, что делает его простым в использовании, а также очень прочным и долговечным.
Однако важно отметить, что припой на основе свинца может нанести вред вашему здоровью при вдыхании или проглатывании, поэтому важно соблюдать надлежащие меры предосторожности при использовании этого типа припоя. Существуют также бессвинцовые припои, состоящие из олова, серебра и меди.
Эти типы припоев имеют более высокую температуру плавления, чем припои на основе свинца, но они также дороже.
Пайка труб станет незаконной?
В некоторых местах могут действовать запреты или ограничения на пайку труб из-за потенциального воздействия свинца, в то время как в других таких правил может не быть. Если вы не уверены в законах вашего региона, лучше проконсультироваться с местными властями, прежде чем выполнять какие-либо работы.
Как устранить протекающую медную трубу без пайки?
Если у вас есть небольшая течь в медной трубе, вы можете попробовать устранить ее без пайки. Во-первых, отключите воду к трубе. Затем высушите трубу и нанесите на участок герметик. Состав затвердеет и закроет утечку.
Что такое горелка для пайки медных труб?
Горелка — это устройство, используемое для нагревания металлического предмета до температуры, достаточной для пайки. Этот процесс используется для соединения двух металлических частей с помощью припоя. Фонарик обычно изготавливается из металлической трубки с винтом на конце.
Этот процесс используется для соединения двух металлических частей с помощью припоя. Фонарик обычно изготавливается из металлической трубки с винтом на конце.
Винт используется для регулировки количества кислорода, проходящего через трубку. Это контролирует пламя факела.
Можно ли использовать паяльник для сантехники?
Иногда для сантехнических работ можно использовать паяльник, но это не идеальный инструмент для работы. Сантехники обычно используют горелку для пайки медных труб. Для пайки медных труб можно использовать паяльник, но он не так эффективен, как горелка.
Почему мой припой не прилипает?
Если кажется, что ваш припой не прилипает к вашему изделию, вы можете проверить несколько вещей. Во-первых, убедитесь, что область, которую вы пытаетесь припаять, чистая. Грязь или мусор на поверхности затрудняют прилипание припоя.
Вы можете очистить область влажной тканью или тампоном, смоченным спиртом.
Другая возможность заключается в том, что ваш паяльник недостаточно нагрет. Наконечник утюга должен быть достаточно горячим, чтобы расплавить припой, иначе припой не прилипнет. Попробуйте увеличить температуру утюга и посмотрите, поможет ли это.
Наконечник утюга должен быть достаточно горячим, чтобы расплавить припой, иначе припой не прилипнет. Попробуйте увеличить температуру утюга и посмотрите, поможет ли это.
Наконец, убедитесь, что вы используете правильный тип припоя для вашего проекта. Существуют различные типы припоя, и некоторые из них лучше подходят для определенных материалов, чем другие. Если вы не уверены, какой тип припоя использовать, вы можете обратиться к руководству по пайке или спросить совета у кого-нибудь в магазине товаров для хобби.
Сантехнический припой — это то же самое, что серебряный припой?
На самом деле в сантехнике обычно используются два разных типа припоя: припой на основе свинца и серебряный припой. Припой на основе свинца использовался на протяжении веков и до сих пор является наиболее часто используемым типом припоя для сантехнических работ.
Серебряный припой, с другой стороны, является относительно новым изобретением и не так широко используется.
Припой на основе свинца изготавливается из комбинации свинца и олова, тогда как серебряный припой изготавливается из комбинации серебра и меди. Серебряный припой обычно считается более прочным и долговечным, чем припой на основе свинца, однако он также дороже.
Серебряный припой обычно считается более прочным и долговечным, чем припой на основе свинца, однако он также дороже.
Можно ли использовать пайку 60/40 припоя? Припой
60/40 представляет собой сплав, состоящий из 60 % олова и 40 % свинца. Он имеет температуру плавления 183°C (361°F). Этот тип припоя обычно используется в сантехнической промышленности для соединения медных труб и фитингов.
Он также используется для пайки электроники.
Как припой соединяется с медью?
Когда припой расплавляется и наносится на медь, два металла образуют интерметаллическое соединение на границе раздела. Образующееся соединение зависит от состава припоя и меди, но обычно это интерметаллид Cu3Sn.
Свойства этого соединения определяют механические и электрические свойства припоя.
Будет ли припой прилипать к меди без флюса?
Припой не прилипнет к меди без флюса, потому что припой не сможет смочить поверхность меди. Флюс помогает смочить поверхность меди, чтобы припой мог прилипнуть к ней.