Паяльник для полипропиленовых труб – несколько критериев выбора
by adminОпубликовано
Если вы все таки захотели создать в доме собственными руками водопроводную или отопительную систему из полипропиленовых труб, то вас наверняка будет интересовать вопрос как их соединять.
И вдобавок какой инструмент при этом удобней использовать. Применяться в этом случае будет специальный паяльник для полипропиленовых труб, инструкция по использованию которого весьма проста. Важно лишь подобрать правильно сам прибор. Потому, расскажем довольно подробно о тех параметрах, которые важно выучить перед покупкой.
Выбор паяльника для
полипропиленовых трубКак подобрать правильно паяльник для полипропилена? И на что нужно обращать внимание при выполнении покупки? Эти и другие вопросы часто задают потребители перед приобретением инструмента. Потому, расскажем об основных параметрах, на которые вам необходимо посмотреть.
Потому, расскажем об основных параметрах, на которые вам необходимо посмотреть.
- Страна производитель. Как оказалось, этот симптом имеет большое значение. Так, В первые рядах находится паяльник для полипропилена и труб от чешских производителей. Он имеет значительную стоимость и отличается хорошим качеством. На другом месте находится турецкий паяльник для полипропиленовых труб, отзывы о котором встречаются как положительные, так и отрицательные. Однако весомая часть минусов, достаточно часто в виду того, что потребители приобретают подмену турецкому инструменту – китайский. Проще говоря на упаковке написана страна-производитель турция, а после оказывается, что собирали его в китае. Это же, кстати, можно сказать и о российских инструментах. Вследствии этого, необходимо быть внимательным! Ну и на третьем месте размещен китайский
- Мощность аппарата. Говоря по существу от нее зависит то, за какое время будет делаться прогрев инструмента (насколько быстро).
 Существует мнение среди отдельных потребителей, что паяльник для труб первоочередно обязан иметь 1,5 — 2 квт мощности, что считается очень спорным моментом, если вы совершаете работы дома. Такая мощность нужна на случай, когда трубный диаметр будет ориентировочно 100 мм. А вообще, наиболее рекомендуемым вариантом можно считать просмотр инструкции. Там написана и мощность аппарата и для каких труб она подходит. Например, для толщины 18-75 мм великолепен будет паяльник для пропиленовых труб с мощностью 850 квт.
Существует мнение среди отдельных потребителей, что паяльник для труб первоочередно обязан иметь 1,5 — 2 квт мощности, что считается очень спорным моментом, если вы совершаете работы дома. Такая мощность нужна на случай, когда трубный диаметр будет ориентировочно 100 мм. А вообще, наиболее рекомендуемым вариантом можно считать просмотр инструкции. Там написана и мощность аппарата и для каких труб она подходит. Например, для толщины 18-75 мм великолепен будет паяльник для пропиленовых труб с мощностью 850 квт.
 Существует мнение среди отдельных потребителей, что паяльник для труб первоочередно обязан иметь 1,5 — 2 квт мощности, что считается очень спорным моментом, если вы совершаете работы дома. Такая мощность нужна на случай, когда трубный диаметр будет ориентировочно 100 мм. А вообще, наиболее рекомендуемым вариантом можно считать просмотр инструкции. Там написана и мощность аппарата и для каких труб она подходит. Например, для толщины 18-75 мм великолепен будет паяльник для пропиленовых труб с мощностью 850 квт.
Существует мнение среди отдельных потребителей, что паяльник для труб первоочередно обязан иметь 1,5 — 2 квт мощности, что считается очень спорным моментом, если вы совершаете работы дома. Такая мощность нужна на случай, когда трубный диаметр будет ориентировочно 100 мм. А вообще, наиболее рекомендуемым вариантом можно считать просмотр инструкции. Там написана и мощность аппарата и для каких труб она подходит. Например, для толщины 18-75 мм великолепен будет паяльник для пропиленовых труб с мощностью 850 квт.- Набор насадок. Ваша работа пройдёт более эффектно и быстрее, если в арсенале будет сразу несколько насадок. К примеру, для разного диаметра нужна своя насадка. И если вы не будете тратить лишнее время на их замену, то это значительно ускорит процесс. Также обратите внимание на их покрытие. Наиболее известным считается тефлон металлизированный, какой имеет большие параметры прочности.
Хороший паяльник для сварки
полипропиленовых трубПаяльник для пайки полипропиленовых труб разделяется на 2 большие группы: мечевидный и цилиндрический. Выделяются они один от одного способом воздействия насадок на нагревающее основание. Рассмотрим самые популярные марки, чтобы вам было легче выбрать прибор. Итак, известной фирмой, дающей паяльники, считается CANDAN. В ассортименте есть аппараты на 1500, 2000, 2400 W. Как правило, каждый комплект имеет целый набор, который состоит из: аппарата для сварки, нагревателей, уровня, ножниц для резки труб, заглушек, струбцин, металлического ящика и др.
Выделяются они один от одного способом воздействия насадок на нагревающее основание. Рассмотрим самые популярные марки, чтобы вам было легче выбрать прибор. Итак, известной фирмой, дающей паяльники, считается CANDAN. В ассортименте есть аппараты на 1500, 2000, 2400 W. Как правило, каждый комплект имеет целый набор, который состоит из: аппарата для сварки, нагревателей, уровня, ножниц для резки труб, заглушек, струбцин, металлического ящика и др.
Второй, не малоизвестной компанией считается ERAL. Она предоставляет аппараты на 750, 1500, 2000 W. Комплекты также содержат все что необходимо, что только может пригодится во время работ по сварке. Это: разные насадки, прибор для сварки, резак для труб, рулетка, уровень. Как правило, пользоваться данным паяльником может любой хозяин, производя домашний ремонт. Аппараты легко использовать, а весь процесс прописан в инструкции, входящей в комплект. Среди других марок которые наибольшим спросом пользуются выделяют: DINCER, DYTRON и другие.
Инструкция применения паяльника
Прежде чем вы начнете работы по соединению труб, первоочередно прочтите инструкцию, которая есть в каждом комплекте к инструменту. Важно соблюдать все правила, прописанные в ней, не только для того, чтобы получить хорошего качества сварные соединения, но и не позволить травм. Ведь при неграмотном применении они не нужно исключать. Итак, первое, что стоит предусмотреть – это время охлаждения и сварки. Для разного диаметра труб время различается.
Важно соблюдать все правила, прописанные в ней, не только для того, чтобы получить хорошего качества сварные соединения, но и не позволить травм. Ведь при неграмотном применении они не нужно исключать. Итак, первое, что стоит предусмотреть – это время охлаждения и сварки. Для разного диаметра труб время различается.
Сами работы исполняются так. Сначала прибор разогревается до нужной температуры, после в него вставляется она подходит насадка. Важно четко держать нужное время для разогрева, которое зависит от диаметра полипропиленовых труб. Если к примеру он равён 20 мм, то время равно 5 секунд. Дальше детали соединяются между собою. Опять выжидается время, пока они остынут, а шов отвердеет. В рабочий период соблюдайте технику безопасности, которая также прописана в инструкции.
Posted in Ремонт и строительствоПомеченные 1500 2000, критерий, паяльник, полипропиленовых, полипропиленовых труб, труба[Инструкция] Пайка Полипропиленовых Труб | Видео
Использование пластика вместо металла для организации водопровода не только делает конструкцию легче.
Соединение пластиковых изделий не требует сложного оборудования и профессиональной квалификации, оборудование для пайки полипропиленовых труб доступно по цене и несложно в эксплуатации. Особое внимание нужно уделять подготовке изделий, а также сварке армированных трубопроводов.

Содержание:
- Полипропилен: особенности материала для трубопроводов
- Армированные PP-трубы
- Способы соединения
- Как варить трубы из полипропилена
- Оборудование для сварки
- Почему лучше отказаться от кустарного
- Профессиональная сварка — объемы работ и скорость
- Оптимальный выбор для самостоятельного соединения деталей
- Ошибки при варке труб своими руками
- Зазоры и перекос конструкции
- Несоблюдение температурного режима сварки
- На что обратить внимание, планируя разводку труб в квартире или доме
- Полипропиленовые трубы: виды, фитинги, комплектующие. Мастер-класс по пайке труб
Полипропилен: особенности материала для трубопроводов
Пайка полипропиленовой трубы
Использование труб из полимерных материалов для организации трубопроводов холодной или горячей воды, а также отопления обусловлено рядом качеств пластиков и изделий из них. Распространенный материал для водопровода — полипропилен (PP) — имеет ряд преимуществ:
Распространенный материал для водопровода — полипропилен (PP) — имеет ряд преимуществ:
- характеристики температуры/давления
- легкость по сравнению с металлическими трубами;отсутствие коррозии
- возможность добавления армирующего слоя
- повышающего тепловую стойкость и максимальное давление потока жидкости
- несложный метод соединения между собой, а также с металлическими трубами и сантехническими приборами;стоимость
На рынке присутствует широкий ассортимент фитингов и крепежей, позволяющий организовать водопровод или отопительную систему с поворотами, ответвлениями или соединениями с изделиями из других материалов.
Элементы полимерных трубопроводов
Принимая решение использовать для внутриквартирной разводки изделия из полипропилена, следует помнить об особенностях материала:
- РР-трубы нельзя гнуть, на каждом повороте магистрали необходимо приваривать соединительный элемент
- тонкие изделия могут деформироваться при высокой температуре (выше +95С), следует внимательно изучать маркировку и технические характеристики
- полимер при попадании прямых солнечных лучей меняет цвет (желтеет)
- изделие может треснуть от механического воздействия (удара молотком или падения тяжелого предмета)
Помимо труб из полимерного материала без добавок на рынке присутствуют усиленные, обладающие повышенной прочностью.
Армированные PP-трубы
Армированные трубы из полипропилена на срезе
Для повышения прочности изделий из полипропилена в них добавляют тонкий слой укрепляющие материалы. Цель армирования — снизить линейное расширение и деформацию при эксплуатации с горячей водой. Для укрепления используют:
Армирующий слой может располагаться снаружи или между слоями пластика. Важной особенностью изделия, армированного алюминием, является риск коррозии укрепляющего слоя, если в процессе сварки он не будет зачищен и вступит в контакт с горячей жидкостью. Чтобы спаять такие трубы используют предварительную обработку, при которой срезается слой фольги.
Читайте также: Монтаж сайдинга: пошаговая инструкция обустройства фасада своими руками. Онлайн-калькулятор для расчета необходимых материалов (Фото & Видео) +ОтзывыСпособы соединения
Организация трубопроводной системы с изгибами и поворотамиВ отличие от металлических и металлопластиковых изделий, в полипропиленовых трубопроводах не применяют резьбовые соединения, их части соединяются тепловой обработкой, частично расплавленные в местах стыков элементы при охлаждении формируют монолитный полимер.
В зависимости от диаметра изделий применяют два основных метода:
Фитинг для соединения трубопровода из металла с полимерной (PP) частью
Для соединения пластиковых участков с металлическими применяют фитинги с установленной в них внутренней частью с металлической резьбой, что позволяет присоединить трубу из полипропилена к металлической при помощи резьбового соединения.
Читайте также: Ограждение для клумбы | ТОП-17 Идей для создания и обустройства заборчиков своими руками (80+ Фото & Видео) +ОтзывыКак варить трубы из полипропилена
Обязательные стадии подготовки к сварке не зависят от оборудования и типа соединения. К ним относятся:
Зачистка свариваемого конца
При соединении изделий из армированного алюминием полипропилена требуется провести предварительную зачистку алюминиевого слоя. В зависимости от его расположения (снаружи или в толще стенки) используют один из следующих методов:
В зависимости от его расположения (снаружи или в толще стенки) используют один из следующих методов:
- зачистка внешнего слоя при помощи муфты с ножами
- удаление внутреннего алюминиевого слоя торцевателем
Подготовленные элементы должны быть надежно зафиксированы перед началом нагрева.
После частичного расплавления поверхностей нужно совместить части будущего трубопровода и дать им остыть, не осуществляя излишнего давления на место сварки. Завершить процесс можно только после визуального контроля качества работ.Таблица времени пайки труб из полипропилена:
[wpsm_comparison_table id=»415″ class=»hover-col1 center-table-align»]
Читайте также: Лучшие инверторы | ТОП-10 Рейтинг + ОтзывыОборудование для сварки
Аппарат для пайка труб
Обеспечить долгосрочное качественное соединение элементов водопровода можно, если сварочный аппарат соответствует следующим требованиям:
- обеспечивает равномерный нагрев поверхности до 260С
- позволяет фиксировать соединяемые элементы во время сварки и в процессе охлаждения
- отвечает требованиям безопасности при проведении работ
Доступные агрегаты попадают в диапазон от самодельных до профессиональных.
Почему лучше отказаться от кустарного
Самодельный аппарат для сварки
Одно из наименований сварочного агрегата — “утюг” — объясняется возможностью сделать этот прибор на базе бытового утюга. Для сборки потребуется разобрать утюг и заказать или приобрести дополнительные элементы. Такой способ сварки не рекомендуется по следующим причинам:
- невозможно откалибровать прибор в домашних условиях, не гарантирована не только температура нагрева, но и ее стабильность
- не гарантировано качество компонентов
- затрачиваемое время и стоимость дополнительных частей соизмеримы со стоимостью нового агрегата, предлагаемого в магазинах
Для экономии средств рекомендуется рассмотреть вариант аренды или покупки сварочного аппарата, бывшего в употреблении.
Профессиональная сварка — объемы работ и скорость
Электрофитинги
При монтаже трубопроводов на больших объектах большую роль играет время завершения обвязки. В этом случае можно использовать профессиональное оборудование.
При муфтовом способе профессиональные сварщики используют для соединения электрофитинги. Этот метод обеспечивает максимальную скорость и высокое качество работ. Порядок сварки:
- нарезать детали нужной длины
- обезжирить места будущих соединений
- вставить трубы в фитинги
- подсоединить аппарат для сварки к электрофитингам при помощи проводов
- включить аппарат, дождаться автоматического отключения
- визуально проконтролировать правильность соединения
В связи с высокой производительностью этот метод оправдывает цену электрофитингов за счет повышения скорости обвязки в несколько раз по сравнению с ручной пайкой.
Профессиональный аппарат для стыковой сварки
Если профессиональная сварка производится методом спайки труб встык, используют профессиональные сварочные аппараты, обеспечивающие плотное соединение свариваемых частей, а также равномерный нагрев поверхностей. Профессиональное оборудование обеспечивает четкое совмещение осевых линий и фиксацию частей для предотвращения изгиба в месте сварки.
Профессиональное оборудование обеспечивает четкое совмещение осевых линий и фиксацию частей для предотвращения изгиба в месте сварки.
Использование профессионального оборудования при организации домашнего водопровода рекомендуется, если оно есть в наличии у подрядчика или у самостоятельного ремонтника есть возможность получить его бесплатно или по низкой стоимости.
Оптимальный выбор для самостоятельного соединения деталей
Пример комплектации сварочного набора
Для проведения водопровода в отдельной квартире или частном доме можно приобрести набор для сварки пластика, включающий в себя:
- паяльник с регулятором температуры
- насадки различного диаметра (популярные модели предлагают 6 размеров)
- нож для обрезки
- измерительную линейку или рулетку
Установка детали трубопровода и фитинга в паяльник для сварки
Дополнительно в комплект могут входить отвертка, перчатки и другие материалы. Аппарат для сварки должен быть устойчивым, чтобы не деформировать элементы в процессе нагрева. Не рекомендуется приступать к работе, не имея опыта сварки и работы с выбранной моделью паяльника.
Аппарат для сварки должен быть устойчивым, чтобы не деформировать элементы в процессе нагрева. Не рекомендуется приступать к работе, не имея опыта сварки и работы с выбранной моделью паяльника.
Ошибки при варке труб своими руками
Результат плохой пайки
Первый опыт сборки полипропиленового трубопровода может привести к непрочным соединениям и деформации элементов. Самые распространенные проблемы, на возможность появления которых следует обращать внимание при работе:
- деформация трубопровода
- частично перекрытие просвета полимерным материалом
- плохое качество сварки
В зависимости от причины последствия могут проявиться сразу или спустя некоторое время.
Зазоры и перекос конструкции
Неплотное прилегание спаянных частей
Причинами нарушения геометрии трубопроводной системы могут быть:
- плохая фиксация длинных элементов в процессе сварки и остывания
- неполная вставка трубы в фитинг
- низкая температура нагрева
Создание напряжения в жесткой системе может привести к разрыву трубы, непосредственно после спайки элементов эта ошибка имеет эстетический эффект. В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально — соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.
В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально — соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.
Несоблюдение температурного режима сварки
Последствия перегрева при соединении
Если недостаточная температура при сварке приводит к негерметичности, результатом перегрева может стать попадание расплавленного полимера внутрь трубопровода, его локальное сужение и ухудшение пропускной способности.
Читайте также: Как сделать дренаж на участке своими руками: отводим излишки воды на разных типах почвы, правильно и недорого (20 Фото & Видео) +ОтзывыНа что обратить внимание, планируя разводку труб в квартире или доме
Процесс сваривания полипропиленовой трубы
Самостоятельная сварка трубных элементов для водопровода и отопления будет успешной, если заблаговременно совершить следующие действия:
- выбрать материалы трубопроводов и способы их соединения
- подобрать оборудование для сварки PP-труб
- определить сложные участки и принять решение, возможен ли самостоятельный монтаж труб в этих местах
При возникновении сомнений можно проконсультироваться со специалистами. Если принято решение осуществлять монтаж самостоятельно, следует уделить внимание выбору оборудования и обучению.
Если принято решение осуществлять монтаж самостоятельно, следует уделить внимание выбору оборудования и обучению.
Полипропиленовые трубы: виды, фитинги, комплектующие. Мастер-класс по пайке труб
[Инструкция] Пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | Видео
8.5 Общий балл
Пайка полипропиленовых труб
Для нас очень важна обратная связь с нашими читателями. Оставьте свой рейтинг в комментариях с аргументацией Вашего выбора. Ваше мнение будет полезно другим пользователям.
Удобство монтажа
9.5
Надежность соединения
9
Простота монтажа и пайки
8.5
Экономия средств
7
Рейтинг пользователей: Be the first one!
стыков и соединений | UpCodes
P3003. 1 Герметичность
1 Герметичность
Соединения и соединения в системе DWV должны быть газо- и водонепроницаемыми для предполагаемого использования или давления, требуемого испытанием.
P3003.1.1 Резьбовые соединения, общие положения
Резьба труб и фитингов должна быть конической.
P3003.2 Запрещенные соединения
В дренажной системе не должны использоваться нитки и ленты. Дренажные и вентиляционные трубы нельзя просверливать, нарезать резьбу, сжигать или сваривать.
Запрещаются следующие типы соединений и соединений:
- Цемент или бетон.
- Мастика или битумная заливка горячим способом.
- Соединения, выполненные с помощью фитингов, не одобренных для конкретной установки.
- Соединения труб разного диаметра с эластомерными кольцами круглого сечения.
- Стыки между пластиковыми трубами различных типов, за исключением случаев, предусмотренных в Разделе P3003.13.4.
- Седельные фитинги.
P3003.3 АБС-пластик
Соединения между трубами или фитингами из АБС-пластика должны соответствовать разделам P3003. 3.1–P3003.3.4.
3.1–P3003.3.4.
P3003.3.1 Механические соединения
Механические соединения дренажных труб должны быть выполнены с эластомерным уплотнением, соответствующим ASTM C1173, ASTM D3212 или CSA B602. Механические соединения должны устанавливаться только в подземных системах, если не утверждено иное. Соединения должны быть установлены в соответствии с инструкциями производителя.
P3003.3.2 Цементирование растворителем
Поверхности соединения должны быть чистыми и не содержать влаги. Клей на растворителе, соответствующий ASTM D2235 или CSA B181.1, должен быть нанесен на поверхности соединения. Соединение должно быть выполнено, пока цемент влажный. Соединения должны быть выполнены в соответствии с ASTM D2235, ASTM D2661, ASTM F628 или CSA B181.1. Цементно-растворительные швы допускаются над или под землей.
P3003.3.3 Резьбовые соединения
Резьба должна соответствовать ASME B1.20.1. На трубу сортамента 80 или более тяжелую разрешается нарезать резьбу с помощью плашек, специально предназначенных для пластиковых труб. Утвержденную смазку для резьбы или ленту следует наносить только на наружную резьбу.
Утвержденную смазку для резьбы или ленту следует наносить только на наружную резьбу.
P3003.3.4 Вставные фитинги
Вставные фитинги DWV должны быть перечислены и маркированы в соответствии с ASME A112.4.4 и должны устанавливаться в соответствии с инструкциями производителя.
P3003.4 Чугун
Соединения между чугунными трубами или фитингами должны соответствовать разделам с P3003.4.1 по P3003.4.3.
P3003.4.1 Зачеканные соединения
Соединения ступицы и патрубка должны быть плотно заполнены паклией или пенькой. Расплавленный свинец заливается за одну операцию на глубину не менее 1 дюйма (25 мм). Ведущий не должен отступать более чем на 1 / 8 дюймов (3 мм) ниже обода ступицы и должны быть плотно зачеканены. Не допускается нанесение краски, лака или других покрытий на соединительный материал до тех пор, пока соединение не будет испытано и утверждено. Свинец заливают в одну заливку и герметично конопачивают.
P3003. 4.2 Компрессионные прокладки соединений
4.2 Компрессионные прокладки соединений
Компрессионные прокладки для ступичных и втулочных труб и фитингов должны соответствовать ASTM C564. Прокладки должны быть сжаты, когда труба полностью вставлена.
P3003.4.3 Механическая соединительная муфта
Механические соединительные муфты для безвтулочных труб и фитингов должны состоять из эластомерной уплотнительной втулки и металлического экрана, соответствующих требованиям CISPI 310, ASTM C1277 или ASTM C1540. Эластомерная уплотнительная втулка должна соответствовать ASTM C564 или CSA B602 и иметь центральный упор. Механические соединительные муфты должны быть установлены в соответствии с инструкциями производителя.
P3003.5 Бетонные соединения
Соединения между бетонными трубами и фитингами должны быть выполнены с эластомерным уплотнением, соответствующим ASTM C443, ASTM C1173, CSA A257.3 или CSA B602.
P3003.6 Трубы и трубки из меди и медных сплавов
Соединения между трубами или фитингами из меди или медных сплавов должны соответствовать разделам с P3003.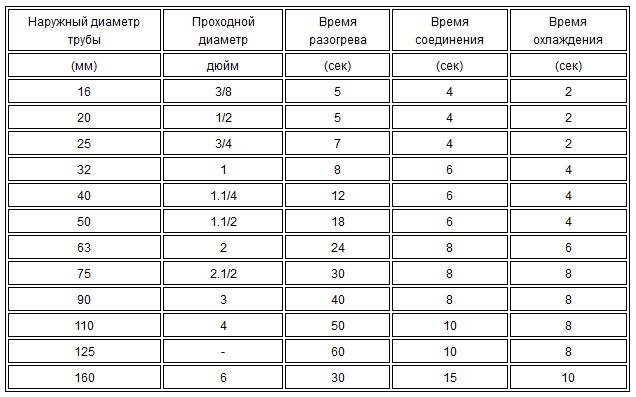 6.1 по P3003.6.4.
6.1 по P3003.6.4.
P3003.6.1 Паяные соединения
Все поверхности соединений должны быть очищены. При необходимости должен применяться утвержденный флюс. Припои должны иметь температуру плавления выше 1000°F (538°C). Присадочный металл для припоя должен соответствовать AWS A5.8.
P3003.6.2 Механические соединения
Механические соединения должны быть установлены в соответствии с инструкциями производителя.
P3003.6.3 Паяные соединения
Соединения из меди и медных сплавов должны быть спаяны в соответствии с ASTM B828. Обрезанные концы труб должны быть рассверлены на весь внутренний диаметр конца трубы. Соединяемые поверхности должны быть очищены. Флюсы для пайки должны соответствовать ASTM B813 и после пайки должны становиться некоррозионными и нетоксичными. Соединение должно быть спаяно припоем, соответствующим ASTM B32.
P3003.6.4 Резьбовые соединения
Резьба должна соответствовать ASME B1.20.1. Соединительный герметик или ленту следует наносить только на наружную резьбу.
P3003.7 Сталь
Соединения между трубами или фитингами из оцинкованной стали должны соответствовать разделам P3003.7.1 и P3003.7.2.
P3003.7.1 Резьбовые соединения
Резьба должна соответствовать ASME B1.20.1. Соединительный герметик или ленту следует наносить только на наружную резьбу.
P3003.7.2 Механические соединения
Соединения должны быть выполнены с утвержденным эластомерным уплотнением. Механические соединения должны быть установлены в соответствии с инструкциями производителя.
P3003.8 Свинец
Соединения свинцовой трубы или фитингов должны соответствовать разделам P3003.8.1 и P3003.8.2.
P3003.8.1 Обожженные
Обожженные соединения должны быть равномерно сплавлены в одну непрерывную деталь. Толщина соединения должна быть не менее толщины соединяемого провода. Присадочный металл должен быть из того же материала, что и труба.
P3003.8.2 Протертый
Соединения должны быть полностью протерты, с открытой поверхностью с каждой стороны стыка не менее 3 / 4 дюймов (19 мм). Соединение должно иметь толщину не менее 3 / 8 дюймов (9,5 мм) в самом толстом месте.
Соединение должно иметь толщину не менее 3 / 8 дюймов (9,5 мм) в самом толстом месте.
P3003.9 Пластмассовый ПВХ
Соединения пластиковых труб или фитингов из ПВХ должны соответствовать разделам P3003.9.1–P3003.9.4.
P3003.9.1 Механические соединения
Механические соединения дренажной трубы должны быть выполнены с эластомерным уплотнением, соответствующим ASTM C1173, ASTM D3212 или CSA B602. Механические соединения не должны устанавливаться в надземных системах, если не утверждено иное. Соединения должны быть установлены в соответствии с инструкциями производителя.
P3003.9.2 Цементирование растворителем
Поверхности соединения должны быть чистыми и не содержать влаги. Должна применяться пурпурная грунтовка или другая утвержденная грунтовка, соответствующая ASTM F656. На все стыковые поверхности следует нанести растворяющий клей не пурпурного цвета, соответствующий требованиям ASTM D2564, CSA B137.3 или CSA B181.2. Соединение должно выполняться, пока цемент влажный, и должно соответствовать ASTM D2855. Растворительно-цементные швы должны быть установлены над или под землей.
Соединение должно выполняться, пока цемент влажный, и должно соответствовать ASTM D2855. Растворительно-цементные швы должны быть установлены над или под землей.
Исключение: Грунтовка не требуется, если выполняются все следующие условия:
- Используемый клей на основе растворителя сертифицирован третьей стороной как соответствующий ASTM D2564.
- Клей на основе растворителя используется только для соединения дренажных, канализационных и вентиляционных труб и фитингов из ПВХ в безнапорных устройствах диаметром до 4 дюймов (102 мм) включительно
P3003.9.3 Резьбовые соединения
Резьба должна соответствовать ASME B1.20.1. На трубу сортамента 80 или более тяжелую разрешается нарезать резьбу с помощью плашек, специально предназначенных для пластиковых труб. Утвержденную смазку для резьбы или ленту следует наносить только на наружную резьбу.
P3003.9.4 Вставные соединения
Вставные соединения должны соответствовать ASME A112. 4.4 и должны устанавливаться в соответствии с инструкциями производителя.
4.4 и должны устанавливаться в соответствии с инструкциями производителя.
P3003.10 Керамическая глина
Соединения между стеклокерамической трубой или фитингами должны быть выполнены с эластомерным уплотнением, соответствующим ASTM C425, ASTM C1173 или CSA B602.
P3003.11 Полиолефиновая пластмасса
Соединения между полиолефиновой пластиковой трубой и фитингами должны соответствовать разделам P3003.11.1 и P3003.11.2.
P3003.11.1 Соединения методом термосварки
Соединения методом термосварки для полиолефиновых труб и труб должны быть установлены с полиолефиновыми фитингами раструбного типа или полиолефиновыми фитингами с электросваркой. Соединяемые поверхности должны быть чистыми и не содержать влаги. Соединение должно оставаться в покое до тех пор, пока оно не остынет. Соединения должны быть выполнены в соответствии с ASTM F1412 или CSA B181.3.
P3003.11.2 Механические и компрессионные муфтовые соединения
Механические и компрессионные муфтовые соединения должны быть установлены в соответствии с инструкциями изготовителя.
P3003.12 Полиэтиленовая пластиковая труба
Соединения между полиэтиленовой пластиковой трубой и фитингами должны быть подземными и соответствовать разделу P3003.12.1 или P3003.12.2.
P3003.12.1 Соединения термическим сплавлением
Поверхности соединений должны быть чистыми и не содержать влаги. Соединяемые поверхности должны быть вырезаны, нагреты до температуры плавления и соединены с помощью инструментов, специально предназначенных для данной операции. Стыки должны оставаться нетронутыми до остывания. Соединения должны быть выполнены в соответствии со стандартом ASTM D2657 и инструкциями производителя.
P3003.12.2 Механические соединения
Механические соединения в дренажном трубопроводе должны быть выполнены с эластомерным уплотнением, соответствующим ASTM C1173, ASTM D3212 или CSA B602. Механические соединения должны быть установлены в соответствии с инструкциями производителя.
P3003.13 Соединения между различными материалами
Соединения между различными материалами трубопроводов должны быть выполнены с помощью механического соединения компрессионного или механического уплотнения в соответствии с ASTM C1173, ASTM C1460 или ASTM C1461. Соединители и адаптеры должны быть одобрены для применения, и такие соединения должны иметь эластомерное уплотнение, соответствующее ASTM C425, ASTM C443, ASTM C564, ASTM C1440, ASTM D1869., ASTM F477, CSA A257.3 или CSA B602, или в соответствии с требованиями разделов P3003.13.1–P3003.13.6. Соединения стеклянной трубы с другими видами материалов должны выполняться переходниками с уплотнением из ТФЭ. Соединения должны быть установлены в соответствии с инструкциями производителя.
Соединители и адаптеры должны быть одобрены для применения, и такие соединения должны иметь эластомерное уплотнение, соответствующее ASTM C425, ASTM C443, ASTM C564, ASTM C1440, ASTM D1869., ASTM F477, CSA A257.3 или CSA B602, или в соответствии с требованиями разделов P3003.13.1–P3003.13.6. Соединения стеклянной трубы с другими видами материалов должны выполняться переходниками с уплотнением из ТФЭ. Соединения должны быть установлены в соответствии с инструкциями производителя.
P3003.13.1 Медная труба или трубка к чугунной ступичной трубе
Соединения между медной трубой или трубкой и чугунной ступичной трубой должны быть выполнены с помощью наконечника из медного сплава или компрессионного соединения. Медная труба или трубка должны быть припаяны к наконечнику утвержденным способом, а наконечник должен быть соединен с чугунной втулкой с помощью герметизирующего соединения или механического компрессионного соединения.
P3003.13.2 Медная труба или трубка к оцинкованной стальной трубе
Соединения между медной трубой или трубкой и оцинкованной стальной трубой должны быть выполнены с помощью фитингов из медного сплава или диэлектрических фитингов. Медная трубка припаивается к фитингу утвержденным способом, а фитинг привинчивается к резьбовой трубе.
Медная трубка припаивается к фитингу утвержденным способом, а фитинг привинчивается к резьбовой трубе.
P3003.13.3 Чугунная труба к трубе из оцинкованной стали или медного сплава
Соединения между чугунной и оцинкованной стальной трубой или трубой из медного сплава должны выполняться с помощью герметизированных или резьбовых соединений или с помощью одобренного переходного фитинга.
P3003.13.4 Пластиковая труба или трубка к трубе из другого материала
Соединения между различными типами пластиковых труб должны выполняться с помощью одобренного переходного фитинга или с помощью растворяющего цементного соединения только в том случае, если одиночное соединение выполняется между трубами из АБС и ПВХ на конец канализационной трубы здания и начало канализационной трубы здания с использованием клея на растворителе, соответствующего стандарту ASTM D3138. Соединения между пластиковой трубой и другим материалом трубопровода должны выполняться с помощью утвержденного переходного фитинга. Соединения между пластиковой трубой и чугунной втулкой должны выполняться с помощью герметика или механического компрессионного соединения.
Соединения между пластиковой трубой и чугунной втулкой должны выполняться с помощью герметика или механического компрессионного соединения.
P3003.13.5 Свинцовая труба к другому материалу трубопровода
Соединения между свинцовой трубой и другим материалом трубопровода должны выполняться путем затирания с уплотнительным кольцом, ниппелем для пайки или втулкой или должны выполняться с помощью утвержденного переходного фитинга.
P3003.13.6 Дренажные системы из нержавеющей стали с другими материалами
Соединения между дренажными системами из нержавеющей стали и другими материалами трубопроводов должны выполняться с помощью утвержденных механических муфт.
P3003.14 Соединения между дренажным трубопроводом и унитазом
Соединения между дренажным трубопроводом и унитазом или подобными приспособлениями должны быть выполнены с помощью фланца унитаза или сливного соединителя и уплотнительной прокладки, совместимой с материалом дренажной системы, надежно прикрепленной к конструктивно прочному основанию. Соединение должно быть скреплено болтами с утвержденным соединением фланца с прокладкой и приспособлением в соответствии с ASME A112.4.3 или монтажным компаундом между приспособлением и фланцем шкафа или сливным соединителем и уплотнительной прокладкой. Соединитель для отходов и уплотнительная прокладка должны пройти испытание на герметичность по ASME A112.4.3 и должны быть установлены в соответствии с инструкциями изготовителя.
Полное руководство по использованию горелки Dremel Versatip и паяльника
Компания Dremel снова сделала это — порадовала нас еще одним отличным продуктом, который я нашел полезным для многих домашних дел, а также для моих хобби и поделок. . Наконечник Dremel VersaTip.
Как вы знаете из наших предыдущих статей в блоге, мы большие поклонники вращающегося инструмента Dremel и всего, что к нему прилагается и что к нему присоединяется. Что ж, эта статья представляет собой обзор r и руководство по набору Dremel VersaTip 2000-6 9. 0223 , газовая горелка, паяльник, ручка для пирографии и многое другое в комплекте с 6 насадками.
- The tool comes with 6 tips:
- Soldering tip
- Cutting knife
- Hot knife
- Flat wide flame head
- Reflector
- Hot blower head
Also included are a soldering tin and губка, жестяная коробка для губки, которая удобна для помещения горячих наконечников при смене головок или добавлении припоя. Есть также гаечные ключи на 7 и 8 мм для замены и затягивания наконечников и немного оловянного электрического припоя.
Нажмите здесь, чтобы поближе познакомиться с наконечником Dremel VersaTip
Итак, давайте взглянем на отдельные области применения:
Наконечник Dremel VersaTip — горелка
Начните с удаления паяльного наконечника. В конце концов, у вас есть катализатор. Это нагревается, и именно здесь вы вкручиваете разные наконечники.
Пламегаситель представляет собой серебряную часть, закрывающую керамический изолятор, откуда исходит пламя. Пламегаситель сильно нагревается, так что будьте осторожны.
К спусковому крючку прикреплена блокировка от детей, а также переключатель для непрерывного использования, ручка управления пламенем и топливный бак, а на конце топливного бака у вас есть заправочный клапан.
Заправка топливного бакаЧтобы заправить бак, держите его вертикально, заведомо выключенным и вдали от источников открытого огня. Используйте стандартный бутан или жидкость для зажигалок, как ее иногда называют, и плотно прижмите. Это займет всего несколько секунд. Когда газ начинает извергаться сверху, он полон.
С полным баком бензина Versatip будет гореть от 45 до 90 минут, в зависимости от размера пламени и того, как вы его используете, очень экономично!
Как использовать открытое пламя
Чтобы использовать Versatip в качестве факела или открытого пламени, сначала необходимо удалить катализатор на конце. Для этого откручиваем пламегаситель и выходит катализатор. Снова установите предохранитель пламени и зажгите его, нажав большим пальцем на замок от детей, а затем потяните курок назад. Отпустите курок, и пламя погаснет.
Когда пламя горит, переместите переключатель блокировки, чтобы он оставался включенным. Здесь вы также можете контролировать размер пламени.
Наименьший размер пламени отлично подходит для использования с горячими ножами и различными нагревательными наконечниками , также идеально подходит для мелких деталей, но достаточно велик для более крупных предметов, таких как кольца и браслеты .
Замена насадок
- Убедитесь, что насадка VersaTip остыла
- Снимите защиту от пламени
- Вставьте катализатор
- Снова привинтите и затяните пламегаситель
Наконечник Dremel VersaTip — паяльное жало
- Установите горелку на пламя среднего размера и зажгите ее, нагрев займет всего несколько секунд.
- Прикоснитесь к нему припоем, и когда он расплавится, вы поймете, что он готов к использованию.
Среднее пламя отлично подходит для пайки ювелирных изделий с использованием серебряного и золотого припоя.
Не используйте электрический оловянный припой, поставляемый в олове, для пайки драгоценных металлов. Поставляемый припой предназначен только для электромонтажных работ.
Используйте паяльник Versatip так же, как и любой электрический паяльник, для соединения проводов и небольших электрических компонентов. Однако Versatip не нуждается в электричестве, поэтому он идеально подходит для работы своими руками, когда электричество отключено.
Нанесите каплю воды на губку и используйте ее для очистки наконечника, когда закончите.
Полезный совет: Вы можете поставить фонарик вверх, если хотите использовать его без помощи рук.
Насадка Dremel VersaTip — головка горячего обдува
Чтобы обеспечить аккуратное и безопасное соединение при выполнении электромонтажных работ, используйте насадку с горячим воздухом для термоусадки трубок. Используйте сам по себе для мягкого нагрева пластика и термоусадочной пленки, или вы также можете использовать отражатель, который помогает отводить тепло вокруг обеих сторон провода.
Dremel VersaTip — насадка с широким пламенем
Насадка с широким пламенем идеально подходит для тщательного удаления краски. Открытое пламя выбрасывается через широкий наконечник пламенной головки
Наконечник Dremel VersaTip — Нож для резки
Нож для горячей резки идеально подходит для резки нейлоновой веревки, пластиковых листов, шнура, шнурков или лямок . Он плавит материал и предотвращает растрескивание концов.
Наконечник Dremel VersaTip — горячий нож
Горячий нож для формовки имеет клиновидный инструмент, увеличенный наконечник для работы с пластиком, нейлоновыми веревками и вообще со всем, к чему нужно приложить небольшое количество тепла.
Безопасность
Само собой разумеется, что после использования Dremel Versatip наконечники и защита от пламени могут быть очень горячими в течение нескольких минут, поэтому будьте осторожны.