Почему паяльник не плавит припой
Теория и практика. Кейсы, схемы, примеры и технические решения, обзоры интересных электротехнических новинок. Уроки, книги, видео. Профессиональное обучение и развитие. Сайт для электриков и домашних мастеров, а также для всех, кто интересуется электротехникой, электроникой и автоматикой.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Проблемы с паяльником, почему они возникают и как их решать?
- Как починить жало паяльника ?
- Ну не паяет, и все!((((.
..
- 4 секрета пайки
- Не прилипает олово
- ФЗВ. Почему китайский паяльник ничего не может припаять?
- Форум моделистов
- Паяльник не плавит припой на плате
 ..
..ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Не плавится припой.
Проблемы с паяльником, почему они возникают и как их решать?
Знаю, что тема не нова, и всё же. Паяльник не берет припой, паяльник новый. После включения какое-то время полежал на столе, чтоб дым сошёл прочёл, что так надо , однако потом нивкакую с ним нельзя работать. Паял ноги разветвлителя к модулю для адруино, припой “разбегается” от жала, текстолит модуля слегка пожелтел от паяльника. Прочёл, что нужно выдвинуть жало, чтоб снизить температуру, но у меня стандартное жало паяльника невозможно выдвинуть, там стоит шляпка, из-за которой жало можно только в одном положении зафиксировать.
Паял ноги разветвлителя к модулю для адруино, припой “разбегается” от жала, текстолит модуля слегка пожелтел от паяльника. Прочёл, что нужно выдвинуть жало, чтоб снизить температуру, но у меня стандартное жало паяльника невозможно выдвинуть, там стоит шляпка, из-за которой жало можно только в одном положении зафиксировать.
Rexant , когда опускаю в канифоль она аж кипит и плюется во все стороны даже пластиковую горловину бутылочки с канифолью расплавил случайно. Как исправить? Мы принимаем формат Sprint-Layout 6! Экспорт в Gerber из Sprint-Layout 6. Такими паяльниками нужно пользоваться только через регулятор мощности, очень хорошая схема есть здесь на форуме от Фалкониста, либо можно купить диммер. Конденсаторы Panasonic. Часть 4. Полимеры — номенклатура.
Главной конструктивной особенностью таких конденсаторов является полимерный материал, используемый в качестве проводящего слоя. Полимер обеспечивает конденсаторам высокую электрическую проводимость и пониженное эквивалентное сопротивление ESR.
Номинальная емкость и ESR отличается в данном случае высокой стабильностью во всем рабочем диапазоне температур. А повышенная емкость при низком ESR идеальна для решения задач шумоподавления и ограничения токовых паразитных импульсов в широком частотном диапазоне.
Читать статью. Если не нужна беспомеховость, критичная при работе с включенными аудиоустройствами, то применить диммер проще. Купил – включил – и работай себе. В практически любых электротоварах их на любой вкус как грязи осенью:. STM32G0 – средства противодействия угрозам безопасности. Результатом выполнения требований безопасности всегда является усложнение разрабатываемой системы. Особенно чувствительными эти расходы стали теперь, в процессе массового внедрения IoT.
Обладая мощным набором инструментов информационной безопасности, микроконтроллеры STM32G0 производства STMicroelectronics, объединив в себе невысокую цену, энергоэффективность и расширенный арсенал встроенных аппаратных инструментов, способны обеспечить полную безопасность разрабатываемого устройства.
Монтаж плат под ключ. Советов полезных много, а по факту дело в другом. Автор перегрел новое жало и теперь припой не липнет из-за окисленной меди.
Мелким надфилем или напильником почистить жало до меди, включить в розетку и ждать пока жало не начнет плавить припой. При достижении температуры плавления – хорошенько облудить жало с канифолькой, или что там у него есть. Приходилось пользоваться такими паяльниками и каждый раз приходилось делать ручной ШИМ – дергать из розетки. Не будет одинакового результата. Поэтому я четко и однозначно подчеркнул, что если беспомеховость не важна, то диммер заводского изготовления купить быстрее и проще.
Да и не исключено, что дешевле, поскольку детали заводом закупаются по оптовым ценам. Если важна именно для работы с аудиоустройствами, либо измерительными устройствами, для которых помехи по питанию тоже критичны – то моя схема лучше. Ортофосфорная кислота и припой спасет жало. Берем кусочек фанерки или просто деревянный брусок.
Ортофосфорная кислота и припой спасет жало. Берем кусочек фанерки или просто деревянный брусок.
Капаем на него кислоту и кладем немного припоя. Паяльником растираем припой в кислоте. Жало по любому не бывает вечным. Успевает стравиться только окисел, который по любому уже есть. Кстати, если процедуру проделать слишком высоко по жалу, то припой будет потом убегать вверх по нему.
Хирург с летним стажем может и на пересадку сердца замахнуться. Студент-третьекурсник вряд ли будет допущен даже к самостоятельной аппендэктомии. Советы – они полезны только с учетом опыта их получателя. Чтобы не получилось с точностью до наоборот. Не поленитесь и купите себе для таких жал специальный очиститель жал в маленькой железной баночке. Для простой чистки хорошо подходит тряпочка накрученная на что нибудь и смоченная водой. Димер естественно обязательно.
И канифоль не должна сильно кипеть. Вы должна опустив жало в канифоль потом донести её до места пайки и уже там она должна испариться. Вот тогда температура пайки будет оптимальной. В стародавние времена когда небыло суперфлюсов только так и паяли. Занятно, что очиститель жал “в маленькой железной баночке” – это и есть ортофосфорная кислота с наполнителем, дабы обеспечить ее кислоты небольшое количество в контакте с жалом.
Вот тогда температура пайки будет оптимальной. В стародавние времена когда небыло суперфлюсов только так и паяли. Занятно, что очиститель жал “в маленькой железной баночке” – это и есть ортофосфорная кислота с наполнителем, дабы обеспечить ее кислоты небольшое количество в контакте с жалом.
В моем совете роль такого “дозировщика” выполняет дерево, впитывая почти всю кислоту. И лишь давление жала на дерево позволяет выдавить немного кислоты. Сиречь, дощечка – это диспенсер кислотного флюса.
У меня паяльник старый, если перегреть его, то же самое. Ну если так можно, попробуйте вокруг Вашего жала обкрутить толстую медную проволку, один конец которой использовать как жало.
Удлинение жала. Перестаньте тыкать жалом паяльника в припой, современные так называемые вечные жала не предназначены для этого. С этим жалом используют припой с канифолью внутри, греется место соединения и припой подается в место соединения. Есть у них еще одна особенность, если на такое жало попадает пластик оно приходит в негодность. Помогает как выше говорили капля ортофосфорной кислоты. Но процедуру проводить придется постоянно. You are posting as a guest. If you have an account, sign in now to post with your account.
Помогает как выше говорили капля ортофосфорной кислоты. Но процедуру проводить придется постоянно. You are posting as a guest. If you have an account, sign in now to post with your account.
Note: Your post will require moderator approval before it will be visible. Restore formatting. Only 75 emoji are allowed. Display as a link instead. Clear editor. Upload or insert images from URL.
All Activity Home Вопрос-Ответ. Prev 1 2 Next Page 1 of 2. Recommended Posts. Posted September 14, Вот фотка модуля после неудачных попыток. Share this post Link to post Share on other sites. Студенческое спонсорство. Posted September 14, edited. Edited September 14, by kt Попробуйте где нибудь врезать диод по проводу питания.
Для начала временно внешним образом. Guest Hammer. STM32G0 – средства противодействия угрозам безопасности Результатом выполнения требований безопасности всегда является усложнение разрабатываемой системы. Производство печатных плат До 48 слоев. Мелким надфилем или напильником почистить жало до меди. Наверное, точнее будет “конусом”? Можно и на потолке спать. Но лучше на кровати, которая на полу Отличный способ угробить жало навсегда.
Наверное, точнее будет “конусом”? Можно и на потолке спать. Но лучше на кровати, которая на полу Отличный способ угробить жало навсегда.
Posted September 15, Posted September 15, edited. Join the conversation You are posting as a guest.
Как починить жало паяльника ?
Мелочь, но сильно удлинняет жизнь жалу. Или будет? А еще полезно периодически, во время работы, протирать жало от какой-то материал, чтобы снимать нагар на конце жала… Serg Самара, Россия 6 сен. Так надо аккуратно.
Купил паяло, канифоль, припой. не липнет даже на жало паяльника (40Вт) – плавит нормально. Может припой левый какой, а? Други.
Ну не паяет, и все!((((…
Почему дымиться, если новый? Ситуация: актуальный вопрос, который чаще всего интересует начинающих радиолюбителей. Если Вы новичок и после долгих раздумий решили приобрести понравившийся инструмент для долгожданной пайки, распаковали его и в предвкушении включаете электрический паяльник в В, а он начинает разогреваться и в какой-то момент времени начинает дымить. А попутно от него еще и идет довольно неприятный запах гари. И в какой-то момент он начал плохо паять: не плавит припой, не цепляет его на жало и вообще ведет себя плохо. Это вообще нормально? Что делать, когда возникают подобные ситуации и стоит ли с этим вообще что-то делать? Продали брак?
А попутно от него еще и идет довольно неприятный запах гари. И в какой-то момент он начал плохо паять: не плавит припой, не цепляет его на жало и вообще ведет себя плохо. Это вообще нормально? Что делать, когда возникают подобные ситуации и стоит ли с этим вообще что-то делать? Продали брак?
4 секрета пайки
Здравствуйте дорогие друзья. Полагаю, что никто из вас не будет отрицать, что умение паять в нашем деле — далеко не маловажное умение. Но не все умеют хорошо паять и я в том числе. Поэтому я решил опубликовать небольшой мануал по пайке. Но вот, чтобы не изобретать велосипед я решил привести статью из одной очень старой книги Юный радиолюбитель, год.
Правила устройства электроустановок ПУЭ Правила технической эксплуатации электроустановок потребителей.
Не прилипает олово
Поиск новых сообщений в разделах Все новые сообщения Компьютерный форум Электроника и самоделки Софт и программы Общетематический. Паяльное жало нагревается не всё. Площадь самого кончика мала, вот и не хватает тепла. Гы, у меня та же проблема со станцией Но сначала всё нормально было, а после того как в нагревательном элементе сдох термометр и я поставил обычную термопару такая фигня началась. Ads Яндекс. Сообщение от Black Parrot.
Гы, у меня та же проблема со станцией Но сначала всё нормально было, а после того как в нагревательном элементе сдох термометр и я поставил обычную термопару такая фигня началась. Ads Яндекс. Сообщение от Black Parrot.
ФЗВ. Почему китайский паяльник ничего не может припаять?
Есть такой сплав – баббит. Он изготавливается на основе олова и свинца с добавлением некоторых других веществ, в зависимости от необходимых качеств баббита. Его используют в разных отраслях машиностроения. Потом аккуратно разлейте по подходящим профилям,- вот вам и припой с более лучшим свойством. В качестве профиля можно использовать обыкновенный металлический уголок. Наливая расплавленный припой в угол стыка полок уголка тонким слоем.
Что нужно сделать чтобы припой не скатывался в шарики при пайке? 3. . ПОС хорошо плавится слабым паяльником. ПОС
Форум моделистов
Знаю, что тема не нова, и всё же. Паяльник не берет припой, паяльник новый. После включения какое-то время полежал на столе, чтоб дым сошёл прочёл, что так надо , однако потом нивкакую с ним нельзя работать.
Паяльник не плавит припой на плате
ВИДЕО ПО ТЕМЕ: Как правильно залудить паяльник что бы он паял.
Тема раздела Авто. Общий в категории Автомодели ; Всем добрый день, перейду сразу к делу. Купил сегодня паяльник на 40 ВТ, включаю его в разетку, идет нагрев.. Правила форума.
Простое приспособление для удаления припоя.
Перейти к содержимому. Nagisa Alastor Yadima1 Andruha54 Wolf the Grey
Сейчас этот форум просматривают: Google [Bot] и гости: Паяльник 25WT, купленный только-что на Юноне не плавит оловянный припой. Так и должно быть то есть покупать другой припой или ехать менять?
Секреты пайки оловом от поставщика Электровек-сталь / Evek
Первый секрет пайки
Необходимо правильно использовать флюс и припои для пайки. Припой — это металлический легкоплавкий сплав, спаивающий выводы деталей и провода. Самым лучшим припоем является чистое олово. Поскольку оно дорогое, то используется в редких случаях. Обычно при пайке в радиомонтаже используется оловянно-свинцовый припой — сплав свинца и олова. Такой припой по прочности не уступает чистому олову. Плавится он при 180−200°C и имеет обозначение ПОС, а двузначное число за ним отражает процент содержания олова. Флюсом называются противоокислительное вещество. Он нужен для подготовки перед пайкой проводников и деталей для того, чтобы они во время пайки не окислялись. При отсутствии флюса, припой будет плохо прилипать к поверхности металла.
Припой — это металлический легкоплавкий сплав, спаивающий выводы деталей и провода. Самым лучшим припоем является чистое олово. Поскольку оно дорогое, то используется в редких случаях. Обычно при пайке в радиомонтаже используется оловянно-свинцовый припой — сплав свинца и олова. Такой припой по прочности не уступает чистому олову. Плавится он при 180−200°C и имеет обозначение ПОС, а двузначное число за ним отражает процент содержания олова. Флюсом называются противоокислительное вещество. Он нужен для подготовки перед пайкой проводников и деталей для того, чтобы они во время пайки не окислялись. При отсутствии флюса, припой будет плохо прилипать к поверхности металла.
Второй секрет
Он заключается в чистоте жала паяльника, а также в правильном режиме нагрева. В случае загрязнения жала, им будет трудно работать — припой будет плавиться, но не станет прилипать к поверхности. Обязательно нужно залудить и зачистить жало, т. е. покрыть его тончайшим слоем припоя. Для этого нужно разогреть паяльник и его жало зачистить шлифовальной шкуркой или напильником. После необходимо опустить его в канифоль, а потом прикоснуться жалом к кусочку припоя.
После необходимо опустить его в канифоль, а потом прикоснуться жалом к кусочку припоя.
Третий секрет
Поверхность пайки должна быть чистотой. Места деталей и проводников, подготовленных к пайке, необходимо хорошо зачистить. Хорошо зачищенную деталь надо положить на кусок канифоля и хорошо прогреть паяльником. Канифоль расплавится быстро, а припой, имеющийся на паяльнике, растечется равномерно по проводнику.
Четвертый секрет
При пайке следует равномерно распределять на поверхности проводника припой. Для этого необходимо поворачивать проводник и медленно двигать по нему жалом. В случае пайки залуженных двух проводников, необходимо плотно прижать их, и приложить к месту касания паяльник. Припой после согрева растечется, заполняя между проводниками все промежутки. Время пайки не должно превысить пяти секунд, припой быстро затвердеет, скрепив прочно детали.
N.B.
Следует помнить, что во время пайки выделяются для здоровья вредные пары свинца и олова. Нельзя наклоняться и вдыхать испарения над местом пайки. По окончанию работы необходимо обязательно промыть руки водой и мылом и не забывайте проветривать помещение во время работы.
По окончанию работы необходимо обязательно промыть руки водой и мылом и не забывайте проветривать помещение во время работы.
Купить, цена
Компания ООО «Электровек-сталь» реализует цветные металлы по оптимальной цене. Она формируется с учетом ставок на LME (London metal exchange) и зависит от технологических особенностей производства без включения дополнительных затрат. Поставляем полуфабрикаты из олова и его сплавов, оловянные припои в широком ассортименте. Все партии изделий имеют сертификат качества на соответствие требованиям стандартов. У нас вы можете купить оптом самую различную продукцию для масштабных производств. Широкий выбор, исчерпывающие консультации наших менеджеров, доступные цены и своевременность поставки определяют лицо нашей компании. При оптовых покупках действует система скидок.
Почему мой паяльник не плавит припой?
Этот сайт содержит партнерские ссылки на продукты. Мы можем получать комиссию за покупки, совершенные по этим ссылкам.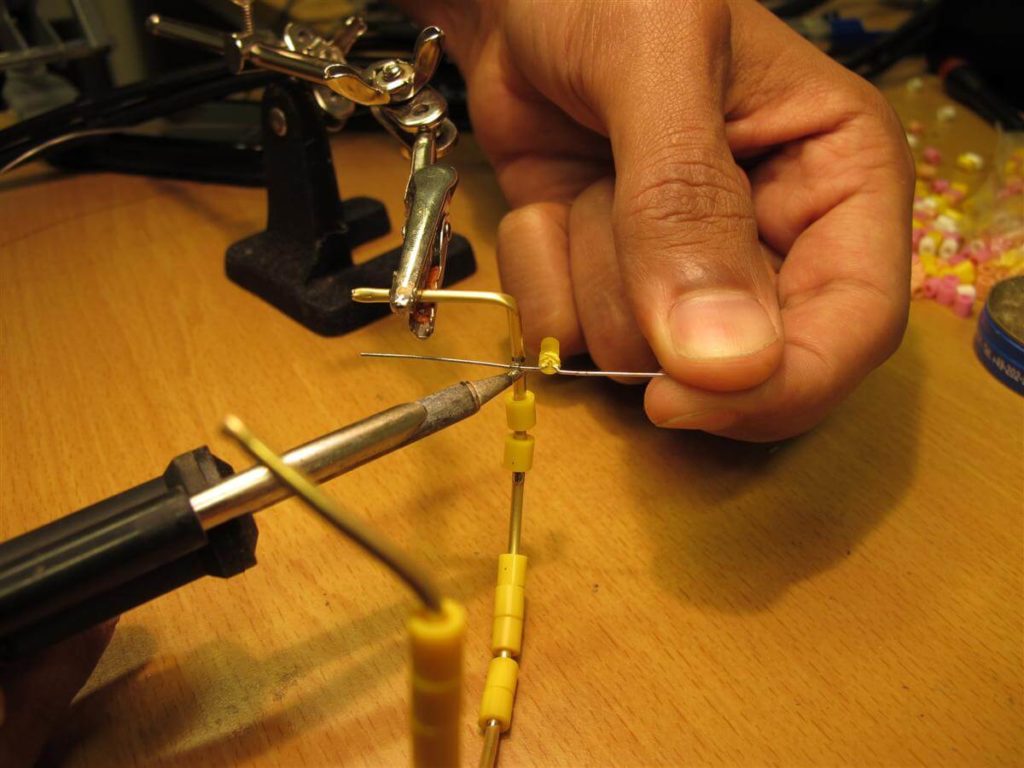
0 акции
- Поделиться
- Твит
Обычно припои имеют относительно низкую температуру плавления по сравнению с другими сплавами. Поскольку они имеют низкую температуру плавления, вы можете плавить их с помощью утюга мощностью 40 Вт; однако иногда паяльник может не расплавить припой. В большинстве случаев это связано с недостаточной теплоотдачей или неисправным паяльником.
Содержание:
- Почему паяльник не плавит припой?
- Окислившееся жало паяльника
- Неправильная техника пайки
- Недостаточная подача тепла
В дополнение к этим, существуют и другие различные причины, по которым паяльник может не расплавить припой. Поэтому в этой статье мы обсудим, почему ваш паяльник может не плавить припой.
Почему паяльник не плавит припой?
Этот вопрос стоит обсудить. Вот некоторые из причин, по которым паяльник может не расплавить припой:
- Окисленное жало паяльника. Это очень распространенное явление, когда паяльное жало остается оголенным при высокой температуре.
- Плохая техника пайки. Овладение техникой пайки значительно улучшит ваши навыки пайки. При неадекватном подходе к пайке пайка плавлением даже паяльником может быть относительно сложной для большинства.
- Недостаточное теплоснабжение. Когда тепло, передаваемое жалом паяльника, относительно низкое, плавление припоя будет невозможно.
- Грязь и окисленные детали. Когда медь подвергается воздействию воздуха в течение продолжительного времени, она быстро окисляется.
 Это очень распространенное явление, когда паяльное жало остается оголенным при высокой температуре.
Это очень распространенное явление, когда паяльное жало остается оголенным при высокой температуре.Окисленное жало для паяльника
Жало для паяльника имеет жизненно важное значение, поскольку оно обеспечивает тепло, необходимое для плавления припоя, позволяя ему плавиться и проникать в стык между заготовками.
Однако при окислении жало паяльника не может передавать тепло от источника тепла для расплавления припоя. Если ваш паяльник не плавит припой, вам следует проверить его на наличие примесей и слоев окисления на его наконечнике.
Если он присутствует, вам следует подумать об избавлении от окисленного слоя на жало паяльника. Было бы лучше, если бы вы подумали о том, чтобы закруглять жало каждый раз, когда кладете паяльник. Это поможет улучшить теплопередачу и облегчит плавление вашего припоя.
Плохая техника пайки
Плохая техника пайки определяет, расплавится ли ваш припой. Вам нужно будет нанести припой на паяльник и оставить его там на некоторое время, прежде чем переносить его на соединение. Когда вы оставите припой на паяльнике, флюс начнет быстро кипеть; обычно пары идут от флюса, а не от свинца.
Без флюса процесс пайки станет практически невозможным. При использовании флюса вам удастся избавиться от окисленного слоя с металла. Это жизненно важно, так как ваш припой не будет прилипать к металлу с окисленным слоем, а обычно металлы имеют тенденцию окисляться быстрее при температурах пайки.
Чтобы ваш припой плавился эффективно, вам необходимо овладеть хорошей техникой пайки. Вам нужно будет удерживать жало паяльника так, чтобы оно плотно контактировало с компонентом, который вы паяете. Во время процесса добавьте небольшое количество припоя между элементом и наконечником, чтобы он действовал как тепловой мост.
Вам нужно будет удерживать жало паяльника так, чтобы оно плотно контактировало с компонентом, который вы паяете. Во время процесса добавьте небольшое количество припоя между элементом и наконечником, чтобы он действовал как тепловой мост.
Когда это будет сделано, вам нужно будет добавить припой к противоположной стороне вашего нового соединения. При этом припой будет двигаться к источнику тепла, что позволит вам распределить припой. В этом процессе припой расплавится и прилипнет к вашему компоненту, создавая надежное соединение.
Недостаточное теплоснабжение
Припои имеют относительно низкую температуру плавления; это означает, что с помощью 15-ваттного паяльника вы все еще можете плавить мелкие стружки припоя. Однако при работе с более крупными разъемами или проводами, которые относительно больше 16 калибра, паяльник мощностью 15 Вт не будет эффективен для расплавления припоя.
В итоге вам потребуется паяльник мощностью от 25 до 30 Вт; эти паяльники часто считаются лучшими для хобби. Если ваш припой не плавится, вы всегда должны проверять, достаточно ли мощности для его размера.
Если ваш припой не плавится, вы всегда должны проверять, достаточно ли мощности для его размера.
Обычно при правильной мощности можно очень легко расплавить припой. Мощность — это количество тепла, которое может отдать паяльник. В принципе, это не зависит от температуры вашего паяльного жала. Мощность, подаваемая на жало паяльника, регулируется для поддержания стабильной температуры жала.
Мощность – это максимальная тепловая мощность. Однако некоторые наконечники оснащены простым нагревателем, вырабатывающим номинальную теплоту; это означает, что температура вашего паяльного жала будет значительно различаться. С 15-ваттным паяльником жало достигает 550 градусов по Фаренгейту, а с 40-ваттным паяльником его жало достигает более 800 градусов по Фаренгейту.
Вообще, было бы лучше, если бы вы всегда останавливались на паяльнике с температурой от 650 до 750 градусов по Фаренгейту при работе со свинцовым припоем. С другой стороны, паяльник с температурой более 800 градусов по Фаренгейту считается лучшим для использования при работе с бессвинцовым припоем. Эти факторы часто оказывают существенное влияние на уровень температуры жала паяльника.
Эти факторы часто оказывают существенное влияние на уровень температуры жала паяльника.
Окончательный вердикт
Поддерживая наконечник припоя, вы сможете улучшить время плавления припоя. Одним из распространенных факторов, препятствующих плавлению припоя, является окисление жала паяльника. Следует учитывать, что окисление жала паяльника может происходить и при комнатной температуре, однако с меньшей скоростью. Поэтому тепло пайки ускорит этот процесс.
Поскольку окисление считается наиболее существенным фактором, влияющим на теплопередачу наконечника и время плавления припоя, от него стоит избавиться всеми возможными способами. Известно, что окисление создает термический барьер, препятствующий смачиванию, и когда это происходит, припой будет комкаться на жало, а не течь плавно.
Есть несколько способов избавиться от оксидированного слоя и защитить жало паяльника от окисления. Всегда учитывайте применение этих советов, чтобы улучшить время плавления вашего припоя и общую функциональность вашего паяльника.
Ручная пайка чернилами — V-One
Спешите?
В этом руководстве Майк рассказывает о ключевых правилах дозирования паяльной пасты и печатных платах для ручной пайки, напечатанных на V-One. Перейдите к 2:28 , чтобы сразу перейти к ручной пайке!
Прочтите это первым!
Припайка к токопроводящим чернилам НЕ точно так же, как пайка к меди! Даже если вы профессиональный паяльщик, следуйте этому руководству, чтобы обеспечить качественное паяное соединение.
Есть несколько ключевых отличий при пайке с проводящими чернилами:
1.
Проводящие чернила не являются чистым металлом и плохо проводят тепло.
Это означает, что припой не будет растекаться так быстро и легко, как на меди. Лужение контактных площадок и распределение припоя с помощью паяльника поможет получить равномерное покрытие припоя.2.
Серебро в дорожках и контактных площадках полностью растворится в припое, если припой будет плавиться слишком долго или при слишком высокой температуре – это называется удалением серебра. Держите паяльник в пределах рекомендуемой температуры (180 ° C / 355 ° F) и не плавьте припой более 30 секунд за раз.
3.
Не все припои совместимы с серебром. Используйте только прилагаемый припой (SnBiAg1).
 Это означает, что припой не будет растекаться так быстро и легко, как на меди. Лужение контактных площадок и распределение припоя с помощью паяльника поможет получить равномерное покрытие припоя.
Это означает, что припой не будет растекаться так быстро и легко, как на меди. Лужение контактных площадок и распределение припоя с помощью паяльника поможет получить равномерное покрытие припоя.Начало работы
Для этого руководства мы сделали тренировочную доску для ручной пайки! Распечатайте один из них для себя и найдите время, чтобы попрактиковаться в пайке, прежде чем попробовать его на одном из своих прототипов.
тренировочная доска
Оборудование
Для достижения наилучших результатов мы рекомендуем использовать следующее:
1.
Паяльник с регулируемой температурой (предпочтительно цифровой, для лучшей точности), настроенный на 180°C (355°F) . Контроль температуры критически важен для хорошей пайки проводящими чернилами .
2.
Флюс .
Припой Voltera НЕ имеет флюсовой сердцевины, что означает, что вы ДОЛЖНЫ наносить флюс перед пайкой.3.
В комплект поставки входит припой . Использование других припоев может привести к повреждению токопроводящих чернил.
4.
Губка для пайки (обычная или латунная) для очистки паяльника.
5.
Набор рук помощи (или третья рука). Это не обязательно, но будет намного проще держать все на месте.
 Припой Voltera НЕ имеет флюсовой сердцевины, что означает, что вы ДОЛЖНЫ наносить флюс перед пайкой.
Припой Voltera НЕ имеет флюсовой сердцевины, что означает, что вы ДОЛЖНЫ наносить флюс перед пайкой.паяльная станция
Подготовка схемы
1. Полировка чернил
Полировка чернил
При полировании чернил обнажается серебро внутри чернил, что дает нам паяемую поверхность для соединения компонентов. Чтобы отполировать схему, энергично потрите прилагаемой полирующей подушечкой в течение 20 секунд.
Вы должны увидеть четкую разницу в цвете между полированными и неполированными чернилами. Запеченные чернила будут казаться не совсем белыми и матовыми, а полированные чернила будут казаться серебристыми и слегка блестящими.
вороненая плита
2. Просверлите плату
Мы используем насадку V-One Drill для сверления наших прототипов печатных плат на месте, но если у вас ее нет, используйте вращающуюся цангу и сверло для печатных плат. Набор бит недорог и поможет вам просверлить отверстия различных размеров для переходных отверстий и контактных площадок.
Для тренировочной доски для ручной пайки мы использовали сверло 0,8 мм. При сверлении доски двигайтесь медленно и просверлите доску насквозь.
Подготовка материалов
1. Залуживание паяльника
Прежде чем мы начнем пайку, нам нужно залудить паяльник . Это означает, что мы будем покрывать жало паяльника припоем, чтобы удалить оксид и остатки несовместимых припоев.
Если наконечник сильно окислен, возможно, придется увеличить температуру утюга. Не забудьте вернуть его обратно перед пайкой!
Лужение паяльника:
1.
Включите паяльник и нагрейте до 180-210°C (355-410°F) .
2.
Подайте большое количество припоя по направлению к наконечнику, плавя припой.
Продолжайте, пока не покроете кончик.3.
Протрите паяльник губкой для пайки, чтобы удалить излишки припоя.
4.
Наконечник должен иметь серебристый цвет и ровный слой припоя. При необходимости повторите шаги 2-3.
 Продолжайте, пока не покроете кончик.
Продолжайте, пока не покроете кончик.2. Лужение стержня компонента
Лужение компонента способствует смачиванию и быстрому соединению. Некоторые компоненты могут быть предварительно залудены, а другие, например соединительный кабель из неизолированной меди, должны быть залудены перед пайкой.
Для лужения компонента:
1.
При использовании соединительного провода зачистите провод, чтобы открыть оголенный металл.
Зажмите компонент, используя инструмент для пайки рук помощи, или любым другим способом, чтобы освободить руки.2.
Приложите горячий паяльник к металлу.
3.
Вставьте проволоку припоя в место соединения паяльника с металлом. Это должно расплавить припой.
4.
Продолжайте подавать припой и перемещайте утюг, чтобы полностью покрыть вывод.
 Зажмите компонент, используя инструмент для пайки рук помощи, или любым другим способом, чтобы освободить руки.
Зажмите компонент, используя инструмент для пайки рук помощи, или любым другим способом, чтобы освободить руки.Если на выводе компонента имеется избыток припоя, очистите наконечник и повторно расплавьте припой, чтобы очистить компонент. Нам нужен тонкий слой припоя, а не шарики.
Припой платы
1. Лужение контактных площадок
Лужение контактных площадок имеет решающее значение для качественной пайки. Как и в случае с паяльником, лужение контактных площадок просто означает покрытие их пленкой припоя для улучшения смачивания и создания однородного паяного соединения.
Как и в случае с паяльником, лужение контактных площадок просто означает покрытие их пленкой припоя для улучшения смачивания и создания однородного паяного соединения.
Если вы когда-либо заказывали печатные платы в специализированном магазине, вы, возможно, заметили, что открытые контактные площадки имеют серебристый, а не медный цвет. Это связано с тем, что контактные площадки покрыты слоем металла, что способствует пайке и предотвращает окисление. Типичные металлы включают свинец или бессвинцовые припои (HASL), олово (ISn), никель (ENIG) или золото. При использовании токопроводящих чернил нам необходимо самостоятельно лужить подушечки, чтобы получить преимущества металлического покрытия.
Для лужения контактных площадок:
1.
Убедитесь, что паяльник чистый и нагрет до 180-210°C (355-410°F) .
2.
Обильно нанесите флюс на контактные площадки – помните, проволока не порошковая!
3.
Приложите паяльник к токопроводящей чернильной подушечке. При использовании тонкого конического наконечника используйте более толстую часть наконечника (примерно на полпути), чтобы помочь расплавить и распределить припой.
4.
Нанесите небольшое количество припоя на стык между жалом паяльника и контактной площадкой, расплавив припой.
5.
Проведите паяльником по площадке, распределяя припой. Вы должны увидеть слой припоя на контактной площадке.
6.
Очистите наконечник между каждой подушечкой. Нам не нужен большой комок припоя на наконечнике — это может негативно повлиять на смачивание припоя.


Вам не нужно большое количество припоя на площадке – даже небольшое покрытие поможет при смачивании. При необходимости повторите шаги 3-4, но не плавьте припой слишком долго.
2. Припаяйте компоненты
Осталось припаять компоненты! В этом примере мы используем штыревые разъемы без кожуха.
1.
С помощью паяльного инструмента закрепите плату и вставьте выводы компонентов в просверленное отверстие. Если компонент ослаблен, зафиксируйте и его.
2.
Приложите горячий паяльник к выводу компонента и луженой площадке. Как и раньше, используйте более толстую часть наконечника, чтобы лучше распределять тепло.
3.
Нанесите большое количество припоя на соединение между паяльником, выводом компонента и контактной площадкой. Вы должны увидеть, как припой смачивает контактную площадку и создает скругление вокруг компонента.
4.
Поднесите паяльник к другой стороне вывода компонента и повторите. Убедитесь, что соединение завершено со всех сторон площадки.

Очистите жало паяльника между контактными площадками!
Припаять соединительный провод также просто, если вы хотите подключить свою схему к другой плате или устройству.
3. Очистите места пайки
Припой должен образовать равномерную кромку вокруг компонента.