Паяльные работы
Паяльные работы это практически единственный вид сварки, который доступен мастеру – любителю. Все остальные виды сварки, такие как автогенная, под флюсом, дуговая или точечная требуют специального оборудования, а также профессиональных навыков.
Для пайки нам потребуются инструменты и приспособления, такие как паяльник и паяльная лампа, а также расходные материалы: припой и различные флюсы. Процесс пайки проходит при сравнительно невысокой температуре, около 300 градусов С.
Паяльник мы можем использовать как электрический, так и с непрямым подогревом. Во втором случае для нагревания может использоваться газовая горелка или паяльная лампа. Мощность разогрева определяется в зависимости от того, какие детали спаивают. Так для пайки медной проволоки небольшим сечением (в несколько квадратных миллиметров) достаточно паяльника мощностью в 50-100 Вт.
Для пайки крупных металлических деталей уже потребуется паяльник мощностью в несколько сотен ватт.
Также размер спаиваемых деталей, их конструкция, материал из которого они сделаны и другие факторы влияют на форму и размер жало, которое должно быть на паяльнике. Для пайки контактов электронных плат это тонкое острое жало небольшого размера, а например для пайки листового металла паяльник больше похож по форме на топор колун.
В процессе пайки для соединения металлических деталей между собой используется припой. Припоем называется сплав мягких металлов, основная часть которого является оловом в виде бруска или проволоки с флюсом внутри. Кстати флюс при больших объемах работ обычно идет отдельно от припоя.
Флюс это специальные средства для обеспечения сцепления припоя и основного металла деталей. Для различных металлов флюсы также различаются.
| Металл | Флюс |
| Цинк | Соляная килота |
| Свинец, олово | Стеариновая кислота |
| Железо, медь, латунь, серебро | Хлористый цинк |
Перед началом пайки обязательно нужно проверить паяются ли металлы, которые у вас есть.
Сам процесс пайки несложный. Для того, чтобы спаять две детали необходимо зачистить поверхности в месте пайки наждачной бумагой, нагреть паяльник и нанести соответствующий флюс в место пайки.
После этого поверхности нужно пролудить, предварительно нагрев их, а после соединить. Далее разогреваются одновременно обе поверхности и в месте соединения расплавляется припой с добавлением небольшого количества флюса. Как только припой схватится, разогрев нужно прекратить и остудить детали.
В случае пайки двух медных проводов нужно зачистить их от окиси меди, изогнуть по длине места спайки нагреть паяльником и приложить припой. После расплавления припоя, он заполнит пространство между проводами. Как только это произошло, нагрев прекращают и соединению дают остыть.
Если вам нужно заделать дыру в цинковой крыше или водопроводной трубе, технология будет другой. Так необходимо вокруг дыры или щели нанести соляную кислоту, приложив одновременно припой. После этого паяльник двигают вдоль края дыры или вдоль щели до тех пор, пока припой не расплавится и не прикрепится к поверхности. После этого аналогично припаивают заплатку.
После этого аналогично припаивают заплатку.
Для пайки крупногабаритных медных деталей мощности обычного бытового паяльника уже не хватит, поэтому их паяют паяльниками с нагревом от паяльной лампы или горелки. Поверхности которые нужно спаять зачищаются, прогреваются паяльной лампой и смазываются флюсом с последующим нанесением на них припоя. Детали после проведения лужения соединяются между собой и нагреваются паяльной лампой. Одновременно к соприкасающимся поверхностям прикладываются припой и флюс. После этого нагрев останавливают и дают припою затвердеть.
|
Другие статьи раздела
|
|
Регулировка пластиковых окон
Рольставни
Все о дверных петлях
Работа валиком |
Пайка на рабочем месте радиомонтажника ARGUS X познавательный
Пайка на рабочем месте радиомонтажника
Введение Часть 1 Часть 2 Часть 3
Работа с электроникой – это ремесло.
- Ручная пайка компонентов в отверстие на печатных платах
- Ручная пайка простых SMD компонентов
- Ремонт и сборка сложных SMD, BGA, CSP.
- Ручная пайка под микроскопом.
- Сборка кабельных разъемов и пайка силовых проводников
Пайка в отверстие
Этот традиционный вид монтажа отличается от поверхностного монтажа надежностью, механической прочностью. Для пайки в отверстие в самом простом случае нужно немного: паяльник или паяльная станция, припой с флюсом, комплект для отмывки флюса, кусачки и пинцет. Жало или наконечник паяльника желательно выбирать клиновидной формы. Ширина клина должна быть примерно равна ширине контактной площадке. Тогда будет проще сделать. А тепло будет передаваться в точку пайки без препятствий.
Правильный размер
Ширина жала паяльника должна быть примерно равна ширине контактной площадки. А отверстие вакуумного демонтажного паяльника должно быть немного шире вывода компонента.
Паяльная станция с регулировкой температуры – это идеальный выбор для этой операции. Чем новее с точки зрения конструкции паяльник, тем лучше. Современные паяльники способны справиться со сложной задачей. Они могут припаять компонент, прогреть массивную деталь без нижнего подогрева, залудить толстый провод и не оплавить изоляцию. И наоборот, мелкие детали можно паять тем же инструментом и не перегреть их. В ассортименте нашего интернет-магазина есть как классические паяльные инструменты компании PACE, так и современные паяльные станции PACE ADS-200 или индукционные станции METCAL. Weller выпускает модели как классической конструкции с раздельным керамическим нагревателем и пассивным медным жалом, так и станции с наконечником-картриджем.
Базовые монтажные паяльные станции PACE ST-25, ADS-200 и METCAL PS-900, MFR-1110.

Жало, совмещенное с нагревателем имеет большую мощность при лучшей эргономике паяльника. Но наконечники стоят дороже, так как это не просто медная болванка. Высокая мощность и теплопередача позволят быстро и точно прогревать большие выводы компонентов и толстые платы. Так проще соблюдать требования к времени пайки. Из-за малых размеров наконечник не накапливает тепло и не перегревает легкие контакты.
Паяльники PACE PS-90 51Вт и динамические (с активным жалом) паяльники TD-200 120Вт и METCAL CV-h2 80Вт
Спящий режим
Новые паяльники с активными наконечниками очень быстро разогреваются. Станции с такими паяльниками могут автоматически отключать нагрев, чтобы продлить срок службы нагревателя. Поверхность наконечника будем меньше окисляться.
Для быстрого и аккуратного демонтажа компонентов из отверстия понадобится демонтажный вакуумный паяльник. Он есть в составе двухканальной станции PACE MBT-301 или в индукционной станции MFR-1351. Эти станции имеют в своем составе еще и обычные монтажные паяльники, это экономит место на столе, но никак не ущемляет функционал каждого термоинструмента.
Эти станции имеют в своем составе еще и обычные монтажные паяльники, это экономит место на столе, но никак не ущемляет функционал каждого термоинструмента.
Паяльные станции для монтажа/демонтажа компонентов в отверстие PACE MBT-301 и METCAL MFR-1351
Ручная пайка SMD
Еще десять лет назад пайка компонентов поверхностного монтажа вызывала множество вопросов, но сейчас все стало довольно просто. Паять SMD можно двумя радикально различающимися способами.
Пайка горячим воздухом
Это универсальный способ монтажа и демонтажа SMD. Поверхностный монтаж разрабатывался как стандарт для автоматизированной сборочной линии с печью оплавления. Чтобы произвести эту же операцию вручную достаточно иметь обычный термофен для пайки горячим воздухом. Дополнительно понадобится пинцет и паяльная паста.
Для современных компонентов средних и больших размеров лучше подойдет термофен с регулировкой температуры и потока воздуха. Проверьте, чтобы станция следила за температурой по термопаре на выходе из нагревателя.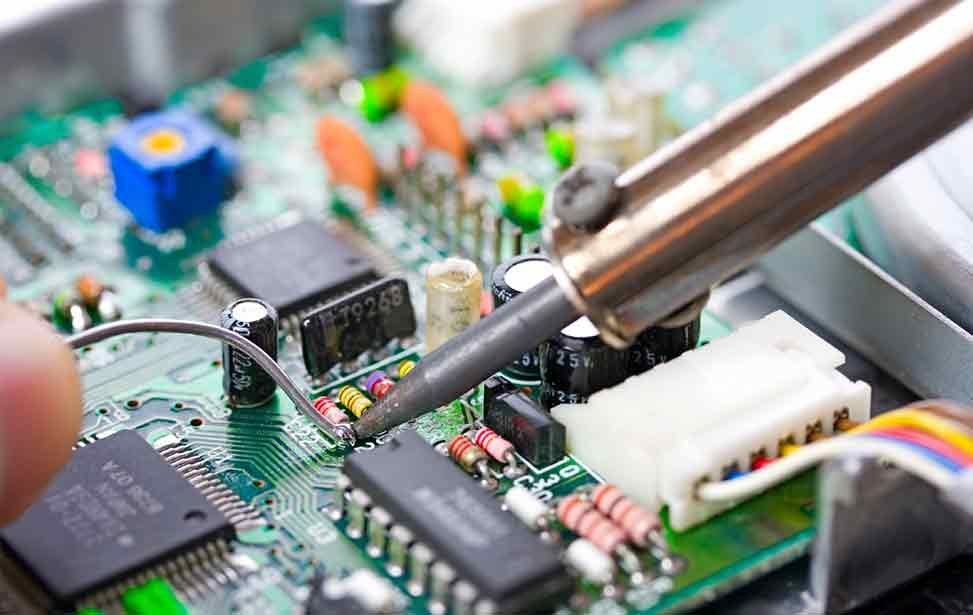
Термофен METCAL HCT-900 с регулировкой температуры и воздушного потока и продвинутая станция для пайки горячим воздухом PACE ST-325 с цифровыми точными регулировками температуры, воздушного потока, таймером, вакуумным захватом и возможностью подключения к ПК.
Для термофенов поставляются различные сопла-насадки. Они особым образом формируют струю горячего воздуха. Для этой цели делают сопла различных форм и размеров. Минимальный комплект – это сопла трубки нескольких диаметров. Отдельно выделяются сопла прямоугольного сечения. Внутри их замкнутого объема температура распределятся равномерно. Компонент разогревается равномерно, и этот процесс просто контролировать. При этом не происходит нежелательного нагрева соседних компонентов. Такие сопла превращают термофен в конвекционную паяльную станцию, если дополнить их нижним предварительным подогревом платыковекционного или инфракрасного типа.Примеры сопел-насадок для станции PACE ST-325, в том числе и конвекционные сопла.

Конвекционные сопла
Для обычных работ достаточно базового термофена и круглых насадок. Но специальные насадки делают работу быстрее и аккуратнее. Они образуют полузамкнутый объем с равномерным распределением температуры воздуха так, что компонент и выводы нагреваются точнее.
Монтаж термофеном начинается с подготовки платы к нанесению паяльной пасты. Затем паяльная паста наносится через трафарет или ручным дозатором пасты из шприца. Компоненты устанавливаются на свои места при помощи пинцета или вакуумного пинцета. Затем термофен нагревает плату и компонент до оплавления паяльной пасты. Монтажник в это время следит за тем, как образуется паяное соединение. Смыть остатки флюса с платы можно подходящим веществом: спиртом, комбинацией растворителей или специальной смывкой. Подойдет и УЗ мойка с водным чистящим раствором.
Примеры наконечника для вакуумного паяльника для сбора припоя и специального широкого жала для сбора припоя и работы с оплеткой.

Для демонтажа кроме термофена и пинцета больше ничего не понадобится. Но для подготовки платы к повторной установке микросхемы ее необходимо очистить от остатков старого припоя. Для этого используется оплетка, специальные широкие жала для паяльника или вакуумный паяльник с жалом для сбора припоя.
Для подобных типов работ выпускаются готовые паяльные станции с термофеном и паяльником, одна из самых популярных среди армии подобных – это китайская Lukey 852D
Пайка SMD специальными термоинструментами
Такие работы возможно провести не с каждым типом корпуса SMD. Для монтажа/демонтажа некоторых типов компонентов возможно использовать обычный паяльник со специальными жалами. Например, наконечник «миниволна» или косой срез подойдет для монтажа планарных микросхем.
Монтаж SOIC при помощи жала миниволна.
Демонтаж той же микросхемы возможно провести при помощи специального жала для обычного паяльника. Справится и термопинцет – специальный термоинструмент с двумя жалами и нагревателями.
Демонтаж SOIC при помощи специального наконечника для паяльника и при помощи термопинцета.
Демонтажные наконечники
Специальные инструменты и наконечники для паяльника для работы с SMD подходят для частой работы с одними и теми же компонентами. Но они не так универсальны, как пайка горячим воздухом.
Комплекты для работы с SMD METCAL MFR-2241 и PACE MBT-350
Такие аксессуары возможно подобрать для многих паяльных станций, но всегда нужно проверять, насколько вам удобно работать с ними. В нашем демонстрационном зале всегда присутствуют паяльные станции METCAL MFR-2241 и PACE MBT-350 c паяльником и термопинцетом.
Пайка BGA, CSP и сложных SMD микросхем
Особняком держится задача пайки сложных SMD микросхем. В них может быть много выводов, они бывают больших размеров. BGA, CSP, QFN и подобные корпусы отличаются выводами в виде шариков припоя под корпусом чипа. Сложность работы с такими компонентами не высока, если размеры их не больше, чем примерно 10х10мм. Но для больших размеров не обойтись без комплексной паяльной станции для пайки BGA.
Но для больших размеров не обойтись без комплексной паяльной станции для пайки BGA.
Производители электроники, компонентов, печатных плат паяльных паст и флюсов требуют соблюдения некоторых правил. В документации на свою продукцию они указывают окно термопрофилей, максимальную температуру и продолжительность нагрева. Эти данные рассчитывают для конвекционных печей. Конвекционные паяльные станции основаны как раз на пайке горячим воздухом.
Именно так и поступила, например, компания PACE. Станцию пайки горячим воздухом дополнили нижним подогревом и штативом. Рукоятка термофена крепится на штатив над компонентом на печатной плате. Система оборудована нижним инфракрасным подогревателем с 4-мя независимыми зонами. На рукоятку термофена устанавливается сопло конвекционного типа. Сопло накрывает компонент и греет только его. Размер сопла нужно выбрать равными или чуть больше размеров компонента вместе с выводами.
Конвекционная паяльная станция PACE ST-925E и конвекционное сопло крупным планом.

Такая станция обладает базовой степенью автоматизации. Внутри конвекционной головки есть вакуумный захват компонента для его демонтажа, температура верхнего нагревателя может изменяться по термопрофилю, аналогично конвекционной печи. Но работа с такой станцией требует большого мастерства от монтажника. Чтобы облегчить монтажнику работу существуют еще более автоматизированные станции для подобных задач. В них внедрены: система видео совмещения компонента и контактных площадок с микронной точностью, полуавтоматические флюсователи, мощные настраиваемые нижние конвекционные подогреватели с термопрофилированием. Работа с таким оборудование проходит быстро и просто.
Полуавтоматические конвекционные паяльные станции METCAL APR Scorpion и PACE TF1800.
Коротко писать работу с такими станциями невозможно, но за консультацией можно обратиться к продавцу. К недостаткам таких систем можно отнести только высокую стоимость и необходимость приобретения конвекционных сопел-насадок для разных размеров чипов.
Чем дороже, тем эффективнее
Сложные и дорогие конвекционные станции как правило очень просты в работе. При этом они имеют высокую производительность. Простые конвекционные станции требуют высокого уровня мастерства от монтажника.
Если вы работаете с множеством разных изделий, вам подойдет дешевая альтернатива – инфракрасная паяльная станция. Такой тип станций завоевал заслуженную любовь мастеров сервиса по всей России. Станция разогревает поверхность платы и компонента посредством инфракрасного излучения. Этот способ замечателен тем, что для него не нужны дополнительные воздушные сопла-насадки. Нагреватели и устройство станции простые. Это и подкупает.
Станция ТЕРМОПРО ИК-650 – ветеран сервисов ноутбуков и бытовой цифровой техники с богатой историей и обширным сообществом пользователей.
Платой за низкую стоимость такого оборудования стали медленная скорость нагрева как чипа, так и платы. ИК греет неравномерно на разнородных поверхностях. Приходится повышать температуру медленно, чтобы она успевала выровняться. Чтобы работать на такой станции нужен серьезный опыт ремонта электроники. Но и тогда нет гарантии в успехе ремонта нетипичной сложной платы. Это касается всех паяльных станций с инфракрасным нагревом. Но если вы уверены в себе, это ваш выбор.
Приходится повышать температуру медленно, чтобы она успевала выровняться. Чтобы работать на такой станции нужен серьезный опыт ремонта электроники. Но и тогда нет гарантии в успехе ремонта нетипичной сложной платы. Это касается всех паяльных станций с инфракрасным нагревом. Но если вы уверены в себе, это ваш выбор.
Ручная пайка под микроскопом.
Среди паяльников вы можете найти маленькие тонкие модели. Они используются для тонких работ, в том числе и под микроскопом. Такие инструменты сделаны так, чтобы руки мастера находились в удобном положении, были расслаблены и не дрожали. Рабочие части таких инструментов не мешают обзору и не затеняют подсветку.
Обычный термопинцет и паяльник индукционной паяльной станции METCAL (сверху) и аналогичные инструменты для прецизионной работы (снизу).
Проще говоря, специальный паяльник для микроскопа тоньше. Расстояния от хвата рукоятки до кончика жала эргономически выверены, чтобы повысить верность движений. Такие требования к паяльнику серьезно влияют на другие его рабочие характеристики. Но современные технологии позволили создать подобные инструменты.
Такие требования к паяльнику серьезно влияют на другие его рабочие характеристики. Но современные технологии позволили создать подобные инструменты.
Паяльник PACE старого образца 51Вт и новый паяльник для точных работ мощностью 120Вт .
Для работы с мелкими SMD компонентами так же появился и отдельный класс термовоздушных станций с миниатюрными термофенами. Такие станции все еще имеют высокую мощность, все необходимые регулировки скорости воздушного потока и температуры с точностью в несколько градусов. Рукоятка термофена не толще обыкновенного паяльника и удобно лежит в руке. Мастер не устает от длительных операций по замене SMD компонентов даже на толстых печатных платах с большими теплоотводами.
Термофен для точных работ METCAL HCT2-200 мощностью 200 Ватт для работы под микроскопом.
Придется часто паять мелочь
Большинство новейшего оборудования для пайки изначально проектировалась для работы под микроскопом. Поэтому современные паяльные станции могут не иметь особых термоинструментов для этой цели.
Для точной работы выбирайте пинцеты с длинными тонкими кончиками. Они не мешают обзору, не загораживают поток горячего воздуха и не отводят тепло от компонента. Специальные изогнутые пинцеты отлично подойдут для удержания компонента во время пайки, а пинцеты с длинными губками для точных манипуляций.
Специальные пинцеты для работы с SMD и изогнутый пинцет для удержания компонента во время пайки.
Сборка кабельных разъемов, пайка силовых проводников.
Распайка разъемов – сложная задача, если вы используете особые провода и чувствительные к перегреву разъемы. Нагрев ножки разъема необходимо проводить быстро и точно, чтобы не оплавить изоляцию провода и корпус разъема. В плотных разъемах всегда есть риск расплавить соседние уже смонтированные жилы кабеля.
Одноконтурные термопинцеты производства PACE и ТЕРОМПРО
Специально для подобных задач создан одноконтурный импульсный термопинцет, нагревающий деталь прохождением через нее электрического тока. Такой термопинцет подключается к особой паяльной станции, которая регулирует силу тока и продолжительность нагрева. При нажатии на ножную педаль цифровая система станции пускает ток заранее выбранной величины. Он бежит через наконечники термопинцета и разогревает деталь. Ножка разъема греется с заданной скоростью. Станция может отключить нагрев по таймеру, чтобы не перегреть деталь. В ручном режиме весь процесс контролируется монтажником.
Такой термопинцет подключается к особой паяльной станции, которая регулирует силу тока и продолжительность нагрева. При нажатии на ножную педаль цифровая система станции пускает ток заранее выбранной величины. Он бежит через наконечники термопинцета и разогревает деталь. Ножка разъема греется с заданной скоростью. Станция может отключить нагрев по таймеру, чтобы не перегреть деталь. В ручном режиме весь процесс контролируется монтажником.
Импульсные паяльные станции PACE SMR и ТЕРМОПРО ФРЦ-150
К этим же станциям подключается импульсный съемник изоляции провода. Он так же регулирует свою температуру и безопасно расплавляет и снимает любую плавкую изоляцию с провода одним движением. Подобные съемники изоляции отличаются от популярной нагретой петли проволоки – обжигалки. Изоляция не горит и снимается чище, а тонкие жилы провода не перегреваются. Импульсному инструменту не составляет труда снимать изоляцию даже с провода МГТФ.
Съемник изоляции ТЕРМОПРО ИС-70
Пайка массивных теплоемких деталей, силовых проводников
Для пайки толстых силовых проводов раньше использовались мощные большие тяжелые паяльники. Сердцевина медного провода хорошо проводит тепло, не хуже жала паяльника. Чтобы компенсировать этот нежелательный эффект увеличивали теплоемкость и толщину жала паяльника. Но с развитием керамических нагревателей высокой мощности и индукционного нагрева задача пайки массивных деталей стала по зубам и миниатюрному паяльнику. Современному паяльник со специальными наконечниками-жалами с высокой теплопередачей греет не хуже топорика. Наконечники отличаются специальной геометрией, тело жала толстое, а рабочая облуженая поверхность больше, чем на классических наконечниках-болванках. Тепло от мощного встроенного нагревателя картриджа передается в точку пайки максимально эффективно.
Сердцевина медного провода хорошо проводит тепло, не хуже жала паяльника. Чтобы компенсировать этот нежелательный эффект увеличивали теплоемкость и толщину жала паяльника. Но с развитием керамических нагревателей высокой мощности и индукционного нагрева задача пайки массивных деталей стала по зубам и миниатюрному паяльнику. Современному паяльник со специальными наконечниками-жалами с высокой теплопередачей греет не хуже топорика. Наконечники отличаются специальной геометрией, тело жала толстое, а рабочая облуженая поверхность больше, чем на классических наконечниках-болванках. Тепло от мощного встроенного нагревателя картриджа передается в точку пайки максимально эффективно.
Наконечник с улучшенной теплопередачейдля паяльной PACE ADS-200 и паяльник с подобным, но индукционным наконечником для паяльной станции METCAL CV-5200.
Паяльник стал мощнее
Стандартные паяльники новых паяльных станций могут справиться с теми задачами, которые раньше выполнялись только мощными массивными инструментами. Мощность теперь передается в точку пайки с меньшими потерями.
Мощность теперь передается в точку пайки с меньшими потерями.
Новые инструменты имеют превосходную эргономику, размеры не больше обычного паяльника для электроники и удобно лежат в руке. Но при этом внутри совмещенных наконечников расположены нагреватели высокой мощности. Её достаточно для пайки не только толстых проводов, но и для небольших медных деталей. Например, на платах силовой электроники, где установлены дублирующие медные шины, или для пайки светодиодов на алюминиевые платы. Такие наконечники как ни странно работают на более низких температурах из-за эффективной организации доставки тепла от нагревателя к точке пайки. И перегреть компоненты ими практически невозможно в отличие от классических паяльников, температуру которых приходится поднимать до опасных значений для того чтобы они смогли прогреть массивные детали.
Паяльные станции PACE ADS-200 и METCAL CV-5200 имеют в своем арсенале инструменты с повышенной теплопередачей.
Смотрите наше видео
Посетите наш канал в YouTube, где Вы можете гораздо ближе познакомиться с предлагаемыми нами методами ручного монтажа: www. youtube.com/user/ARGUSXvideo
youtube.com/user/ARGUSXvideo
Инструменты | Руководство Adafruit по отличной пайке
Инструменты
Сохранить Подписаться
Пожалуйста, войдите, чтобы подписаться на это руководство.
После входа в систему вы будете перенаправлены обратно к этому руководству и сможете подписаться на него.
Если вы только начинаете заниматься электроникой, набор инструментов для электроники от Ladyada (на фото выше) — это отличный набор, полный качественных инструментов, в том числе все, что вам нужно для создания качественных паяных соединений. Если вы предпочитаете создавать свой инструментарий по частям, читайте дальше:
Существует множество типов паяльников. Для большинства наборов и проектов Adafruit вам понадобится паяльник карандашного типа мощностью 25 Вт или более.
Для большинства наборов и проектов Adafruit вам понадобится паяльник карандашного типа мощностью 25 Вт или более.
Маломощный утюг — плохая инвестиция. В конечном итоге это будет стоить вам дороже из-за испорченных комплектов и поврежденных компонентов.
- Нагрев соединения займет больше времени, что позволит теплу распространиться на припаиваемый компонент, что может привести к перегреву и повреждению компонента.
- Более длительное время нагрева также дает больше времени для образования оксидов на припаиваемых поверхностях. Это предотвратит растекание припоя и приведет к плохому соединению.
- Более длительное время восстановления между суставами может привести к фрустрации, «холодным суставам» или к тому и другому.
Вам не нужно тратить целое состояние, чтобы получить хороший утюг. Расширенные функции, такие как контроль температуры и сменные насадки, приятны, но не обязательны для работы на любительском уровне.
Основные утюги
Существует множество основных утюгов карандашного типа, которые подходят для самого хобби. Но вам понадобится такой, который способен достаточно быстро прогреть стыки. Выбирайте утюг мощностью не менее 25 Вт.Утюги Better
Утюг с регулируемой температурой и немного большей мощностью даст вам немного больше контроля и позволит вам работать быстрее. Паяльник регулируемый 30 Вт 110 В в магазине — отличный выбор.
Этот утюг также входит в состав набора инструментов для электроники Ladyada, который содержит множество других необходимых инструментов для пайки.
Утюги Best
Профессиональный утюг с регулируемой температурой, сменными насадками и мощностью 50 Ватт или более – одно удовольствие работать с ним. Контроль обратной связи поддерживает температуру наконечника точно на установленном уровне. Дополнительные ватты ускоряют время восстановления, поэтому вы можете работать быстрее. Сменные наконечники позволяют выбрать идеальную форму наконечника для специализированной работы.
Дополнительные ватты ускоряют время восстановления, поэтому вы можете работать быстрее. Сменные наконечники позволяют выбрать идеальную форму наконечника для специализированной работы.
65-ваттный паяльник Hakko FX-888 — отличный профессиональный паяльник. Weller WES51 или WESD51 также являются отличным выбором для серьезной работы с электроникой.
Помимо маломощных утюгов, есть несколько типов утюгов, которых следует избегать при работе с печатными платами.
Только для экстренных случаев:
Эти утюги удобны в тех случаях, когда вам некуда подключить обычный паяльник. Но они не лучший выбор для основного инструмента для пайки:
- Утюги с бутановым приводом обладают большой мощностью, но ими трудно управлять.
- Утюги с батарейным питанием , как правило, имеют недостаточную мощность для большинства работ.
Не для использования с печатными платами:
Эти инструменты не подходят для работы с печатными платами:
- Горелки любого типа не подходят для работы с электроникой и могут повредить ваши печатные платы.

- Паяльные пистолеты подходят для работы с толстыми проводами, но не обладают точностью, необходимой для пайки чувствительных электронных компонентов.
- Холод-Нагрев ™ Утюги подают ток в соединение для нагрева наконечника. Этот ток может повредить чувствительные электронные компоненты. Избегайте этих утюгов для работы с электроникой.

Минимальный необходимый набор инструментов для пайки:
Подставка
Если у вашего паяльника нет встроенной подставки, вам потребуется безопасное место для отдыха горячего утюга между использованиями. Подставка для паяльника не позволит вашему утюгу кататься и защитит вас и вашу рабочую поверхность от ожогов.
Большинство подставок поставляются с губкой и поддоном для чистки паяльника.
Припой
Стандартный 60/40 свинец/олово Припой на основе канифоли – самый простой в работе тип.
Бокорезы
Вам также понадобится пара бокорезов для обрезки выводов компонентов после пайки.Это некоторые другие инструменты и расходные материалы, которые могут оказаться полезными при работе с проектами пайки.
Тиски
Тиски удерживают вашу работу во время пайки. Это важно как для безопасности, так и для прочного соединения. Размер Panavise Jr идеально подходит для большинства наборов и проектов Adafruit.Третье ручное приспособление
Вспомогательный сторонний инструмент удобен для небольших плат или для удержания элементов на месте при заделке или сращивании проводов.
Присоска для припоя
Присоска для припоя – очень полезный инструмент для удаления излишков припоя или при необходимости распайки соединения. Как видно из названия, это устройство буквально высасывает припой из соединения.Фитиль для припоя
Фитиль для припоя — это еще один способ удалить лишний припой с соединения. В отличие от припоя, фитиль впитывает расплавленный припой.
В отличие от припоя, фитиль впитывает расплавленный припой. Подготовка
Это руководство было впервые опубликовано 6 сентября 2012 года. обновлено 06 сентября 2012 г.
Эта страница (Инструменты) последний раз обновлялась 22 октября 2022 г.
Текстовый редактор на базе tinymce.
Как паять электронику
Справочные материалы
Обзор
Обзор
Что такое пайка и когда ее следует использовать?
- Пайка — это процесс, при котором два или более металлических изделия соединяются вместе путем плавления, а затем заливки в соединение присадочного металла, имеющего относительно низкую температуру плавления.
- Пайка используется для создания постоянного соединения между электронными компонентами.
- Металл, подлежащий пайке, нагревается паяльником, а затем в соединение вплавляется припой.
- Плавится только припой, а не припаиваемые детали.
- Припой — это металлический «клей», который скрепляет детали и образует соединение, позволяющее протекать электрическому току.
- Вы можете использовать макетную плату без пайки для изготовления тестовых схем, но если вы хотите, чтобы ваша схема работала более нескольких дней, вам нужно спаять компоненты вместе.

Материалы
Материалы и оборудование
- Паяльник
- Паяльник используется для нагрева соединений, подлежащих пайке.
- Для электронных схем следует использовать паяльник мощностью от 25 до 40 Вт (Вт).
- Паяльники с более высокой мощностью не обязательно горячее; они просто способны нагревать более крупные компоненты. Паяльник мощностью 40 Вт делает соединения быстрее, чем паяльник мощностью 25 Вт.
- Паяльник можно купить в хозяйственных магазинах и в большинстве крупных универмагов.
- Припой с сердечником из канифоли
- Припой имеет более низкую температуру плавления, чем соединяемые металлы. Припой плавится, когда его нагревают паяльником, но соединяемые металлы не плавятся.
- Сердцевина из канифоли действует как флюс . Предотвращает окисление соединяемых металлов и повышает способность припоя «увлажнять» соединяемые поверхности.
- Припой, который используется для соединения медных труб, имеет кислотное ядро, которое подходит для труб, но вызывает коррозию электронных соединений. Используйте припой с канифольным ядром.
- Для большинства работ с электроникой лучше всего подходит припой диаметром от 0,75 миллиметров (мм) до 1,0 мм. Более толстый припой может затруднить пайку мелких соединений, а также увеличивает вероятность образования припаяйте перемычки между медными контактными площадками, которые не предназначены для соединения.
- Сплав 60/40 (60 % олова, 40 % свинца) используется для большинства работ с электроникой, но также доступны бессвинцовые припои.
- Припой имеет более низкую температуру плавления, чем соединяемые металлы. Припой плавится, когда его нагревают паяльником, но соединяемые металлы не плавятся.
- Подставка для горячего паяльника
- Доступны различные подставки. Важно всегда держать горячий утюг на подставке, когда он не используется.
- Доступны различные подставки.
- Губка
- Влажная губка используется для очистки наконечника утюга.

 Важно всегда держать горячий утюг на подставке, когда он не используется.
Важно всегда держать горячий утюг на подставке, когда он не используется.- Оплетка под пайку
- Используется для удаления припоя.
- Чтобы использовать оплетку, поместите ее на удаляемый припой и нагрейте сверху утюгом. Припой будет затекать в оплетку.
- Оплетка для припоя используется для извлечения электронного компонента, припаянного к плате.
- Также используется для уменьшения количества припоя в соединении.
- Плата прототипа
- Для сборки схемы используется макетная плата. Показанная плата взята с сайта www.protostack.com, но Jameco Electronics также поставляет прототипы плат. Платы-прототипы
- имеют медные дорожки или контактные площадки для соединения компонентов.
- Стальная вата или мелкая наждачная бумага
- Используется для очистки соединений перед пайкой.
- припой будет не поток через грязное соединение.
- Используется для очистки соединений перед пайкой.
- Зажимы типа «крокодил»
- При необходимости их можно использовать в качестве радиаторов.

Безопасность и советы
Безопасность и советы
Меры предосторожности
- Предостережение: Паяльник может нагреваться примерно до 400°C, что может привести к ожогу или возгоранию, поэтому используйте его осторожно.
- Отключайте утюг от сети, когда он не используется.
- Держите шнур питания вдали от мест, где о него можно споткнуться.
- Будьте особенно осторожны, чтобы не коснуться жалом паяльника линии электропередачи. Прикосновение к шнуру питания горячим утюгом может привести к ожогам и поражению электрическим током.
- Всегда возвращайте паяльник на подставку, когда он не используется.
- Ни на мгновение не кладите паяльник на рабочий стол!
- Работайте в хорошо проветриваемом помещении.
- Дым, образующийся при плавлении припоя, в основном возникает из-за флюса и может сильно раздражать. Не вдыхайте его, держите голову сбоку от работы, а не над ней.
- Припой содержит свинец, который является ядовитым металлом. Мойте руки после использования припоя.
Наконечники
Надежная работа схемы с паяными соединениями зависит от правильных методов пайки. Вот несколько советов для успешной пайки.
- Спланируйте перед началом пайки. Определите все части, которые вы будете использовать.
- Полезно прикрепить каждую часть к листу бумаги и написать, что это такое, и его номинал (например, резистор №1: 100 Ом).
- Некоторые компоненты, такие как светодиоды, должны быть правильно размещены, чтобы функционировать.
- Ниже приведен рекомендуемый порядок установки различных компонентов:
- Держатели интегральных схем (ИС) (обратите внимание на ориентацию). IC будет добавлен позже.
- Резисторы
- Конденсаторы емкостью менее 1 мкФ
- Большие конденсаторы, 1 мкФ или больше, обратите внимание на ориентацию.
- Диоды, обратите внимание на ориентацию.
- светодиода, обратите внимание на ориентацию.
- Транзисторы, обратите внимание на ориентацию.
- Сплошные проводные соединения между компонентами на плате
- Сплошная проволока довольно жесткая, поэтому после прикрепления она останется на месте.
- Многожильный провод к деталям, которые соединены проводом с цепью
- Многожильный провод более гибкий, чем одножильный.
- Интегральные схемы
- Соедините их правильно.
- Многие микросхемы чувствительны к статическому электричеству.
- Оставьте микросхемы в антистатической упаковке до тех пор, пока они вам не понадобятся, затем заземлите руки, коснувшись металлической водопроводной трубы или оконной рамы, прежде чем прикасаться к микросхемам.
- Осторожно вставьте микросхемы в держатели. Убедитесь, что все штифты совмещены с гнездом, а затем сильно нажмите на него большим пальцем.
- Держатели интегральных схем (ИС) (обратите внимание на ориентацию). IC будет добавлен позже.

Подготовка
Подготовка
Подготовка паяльника: лужение жала
- Поместите паяльник на подставку и включите его.
- Подождите, пока паяльник нагреется.
- Смочите губку.
- Протрите кончик утюга влажной губкой. Это очистит наконечник.
- Расплавьте немного припоя на кончике утюга.
- Это называется лужением , и это поможет потоку тепла от наконечника утюга к соединению.
- Припой должен стекать на наконечник, образуя яркую блестящую поверхность.
- Если припой не стекает на наконечник, очистите его, протерев влажной губкой.
- После лужения сотрите излишки припоя влажной губкой.
- Вам не нужно лужить жало перед каждым соединением, но вы должны повторно лужить его, если оно затупилось, когда паяльник не использовался в течение нескольких минут.
- Ознакомьтесь с инструкциями производителя по лужению наконечника.
- Жало паяльника должно быть блестящего серебристого цвета. Если он черный и с ямками, замените его новым.
Пайка
Пайка
- Для приклеивания припоя требуется чистая поверхность.
- Отполируйте медную фольгу печатной платы стальной ватой перед пайкой.
- Удалите масло, краску, воск и т. д. с помощью растворителя, стальной мочалки или мелкой наждачной бумаги.
- Для пайки нагрейте соединение жалом паяльника в течение нескольких секунд, затем нанесите припой.
- Нагрейте соединение, не припой.
- Держите паяльник как ручку у основания ручки.
- Обе припаиваемые детали должны быть горячими, чтобы обеспечить хорошее соединение.
- Удерживайте паяльное жало на соединении во время нанесения припоя.
- Припой будет течь внутри и вокруг хорошо нагретых соединений.
- Используйте ровно столько припоя, чтобы образовалось прочное соединение.
- Удалите наконечник из соединения, как только припой попадет туда, куда вы хотите. Удалите припой, затем утюг.
- Не перемещайте соединение, пока припой остывает.
- Не допускайте перегрева соединения, так как это может привести к повреждению припаиваемого электрического компонента.
- Транзисторы и некоторые другие компоненты могут быть повреждены нагреванием при пайке. Зажим типа «крокодил» можно использовать в качестве радиатора для защиты этих компонентов.

- Пайка соединения займет всего несколько секунд.
- Если это занимает больше времени, см. раздел об устранении неполадок ниже.
- Внимательно осмотрите соединение. Он должен выглядеть блестящим (примечание: бессвинцовый припой может казаться тусклым, это нормально).
- Если вы припаиваете провод (называемый выводом ) к печатной плате (на дорожке ), он должен иметь форму вулкана. См. рис. 3.
- Если соединение плохое, нагрейте его и повторите попытку.

- Протрите кончик утюга влажной губкой, чтобы очистить его. Теперь кончик должен быть блестящим.
- Отключайте паяльник от сети, когда он не используется.
Поиск и устранение неисправностей
Поиск и устранение неисправностей
Распространенные проблемы и их устранение
- Припой не течет.
- Соединяемые детали могут быть загрязнены. Удалите припой и очистите детали.
- Соединение выглядит зернистым или кристаллическим.
- Детали были перемещены до того, как припой остыл.
- Разогрейте, чтобы получился хороший шов. Вам может понадобиться паяльник большего размера для адекватного нагрева соединений.
