Подготовка паяльника к пайке – Морской флот
Подготовка и уход за паяльником
Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.
Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Кроме “классической” клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 – 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.
При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.
Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву.
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.
Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 – 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 – 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.
Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала — припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
- Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
- Обязательно потребуется припой, который очень важно грамотно подобрать.
 Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей. - При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
- Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
- Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
- Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
- По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
 Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
 Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
- Вначале подготовить провода. Для этого концы проводов, которые нужно припаять, предстоит хорошенько зачистить от изоляции. Все сращиваемые между собой проводки, как правило, изолируются посредством специальной термоусадочной трубки. Если такая трубка присутствует, то её нужно обрезать при помощи острого ножа таким образом, чтобы длина выходила на 2−7 мм за пределы всех швов. Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
- Затем соединяемым концам проводов нужно обеспечить качественное механическое соединение. Для этого два конца провода перекручиваются между собой так, чтобы их центры плотно пересекались друг с другом. После этого конец одного провода следует скрутить вдоль длины кабеля. Туже самую манипуляцию следует проделать и со вторым концом другого провода.
- Затем нужно поставить нагреваться паяльник, чтобы вначале залудить провода, а затем прогреть их. Для этого нагретый паяльник опускается в канифоль и берётся немного припоя, после чего прибором проводится пару-тройку раз по концам провода. В ходе лужения провод следует поворачивать и прогревать, что поможет обеспечить равномерное покрытие канифолью.
- По окончании работы готовый провод следует заизолировать. Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.
.JPG) Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции. Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.
Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное — не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.

 Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Подводя итоги
Паяльник — это универсальный инструмент, при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков.
При первом включении нового паяльника в сеть бывает, из его корпуса начинает выходить дым, это выгорает лаки и жиры, которые попадают при сборке и консервации. Поэтому первое включение нового паяльника желательно делать в хорошо вентилируемом помещении или выставить паяльник в окно на улицу, подключив через удлинитель.
Прежде, чем приступить к пайке, жалу нового паяльника требуется придать напильником удобную для конкретного вида пайки форму. Если конец жала, прогрев паяльник в течение 15-20 мнут отковать, то оно будет служить дольше, так как медь уплотнится, и не так быстро будет растворяться при пайке в припое.
Самая универсальная форма жала – угловая и на срез. Реже, ножевидная, такая форма жала паяльника удобна, если нужно прогреть одновременно, например, ряд контактов разъема или выводов микросхемы при выпаивании из печатной платы.
Для возможности пайки паяльником некоторых радиоэлементов приходится изготовить специальное жало, как например на фото. Жало такой формы позволяет выпаивать паяльником без разрушения безвыводные SMD компоненты – резисторы, диоды, конденсаторы и другие радиоэлементы. Жалом стандартной формы такую пайку не выполнить.
После формирования жала паяльника, его рабочие плоскости необходимо залудить. Для этого прогревают паяльник до рабочей температуры, быстро прикасаются жалом по очереди к канифоли и припою, и растирают жало о плоскую деревяшку.
Признаком разогрева жала паяльника до требуемой температуры является вскипание канифоли с обильным выделением пара при прикосновении к ней жалом паяльника. Если не удается залудить жало, то нужно еще раз зачистить его рабочую поверхность и залудить повторно. Признаки хорошей залудки, это когда вся поверхность покрыта тонким слоем припоя.
Подставка для паяльника
Перед пайкой паяльник нужно разогреть. При этом корпус паяльника нагревается до температуры 300°С и для защиты окружающих предметов от повреждения необходимо исключить контакт паяльника с ними. Для этого служит подставка для паяльника, которая кроме функции защиты является своеобразным столиком, на котором обычно размещают флюс, припой, поролон для чистки жала паяльника и выполняют работы по лужению проводов.
Подставки для паяльника заводского изготовления не удобные в эксплуатации, главным образом из-за малых размеров. Подставку для паяльника легко сделать самому.
Для паяльника на 40 Вт у меня подставка сделана из листа фанеры толщиной 5 мм и размером 18 см×25 см. Большей столик удобен для работы, на нем я лужу поверхности деталей, стряхиваю на него излишки пропоя с жала паяльника. Для опоры горячей части паяльника к фанере на расстоянии 10 мм друг от друга, шурупами прикручены две чашки от звонка старого телефона. Они удобны по размеру, одновременно служат для хранения канифоли и кусочков припоя.
Большей столик удобен для работы, на нем я лужу поверхности деталей, стряхиваю на него излишки пропоя с жала паяльника. Для опоры горячей части паяльника к фанере на расстоянии 10 мм друг от друга, шурупами прикручены две чашки от звонка старого телефона. Они удобны по размеру, одновременно служат для хранения канифоли и кусочков припоя.
Благодаря круглой форме с паяльником чашки соприкасаются только в двух точках и поэтому мало отбирают у него тепла. На столике еще закреплен радио крокодил, который удерживает поролон для чистки жала. Легкосъемное крепление необходимо для увлажнения поролона (мокрый поролон лучше удаляет с жала грязь) и в случае необходимости замены его при износе. Крокодил я закрепил следующим образом. Сделал плоской его часть, предназначенную для вставления вилки, и подсунул под чашку.
Для паяльника на 10 Вт подставка несколько другая. Представляет собой пластмассовую коробку, в которой размещен понижающий трансформатор с 220 В на 12 В. Опора для паяльника, согнута из выкроенного листа железа, который одновременно является боковой крышкой коробки. Сверху прикручен лист стеклотекстолита, для лужения деталей.
Сверху прикручен лист стеклотекстолита, для лужения деталей.
Инструмент для выполнения пайки
На инструменте не стоит экономить, в наличии его должно быть достаточно, для выполнения любых видов пайки паяльником.
Качество и эстетический вид паяного соединения напрямую зависит от набора имеющегося инструмента. При пайке паяльником детали сильно нагреваются и в руках их не удержать. Поэтому нужны разных размеров пинцеты, плоскогубцы.
Если губки пинцета заточить, как показано на фотографии, то детали при пайке не будут выскальзывать. Таким пинцетам также будет удобно удерживать маленькие винтики при их закрутке.
Для зачистки от окислов и снятия изоляции понадобятся кусачки, нож, напильники, кар щетка, наждачная бумага. Для придания проводам требуемой формы, например концу толстого проводника для резьбового соединения при подсоединении к розетке или выключателю, понадобятся круглогубцы.
Микросхемы хорошо выпаивать с помощью медицинской иглы, отсоса или медной оплетки от экранированного коаксиального кабеля.
Освобождать заплывшие припоем металлизированные отверстия в печатных платах после выпайки деталей удобно зубочисткой, остро заточенной спичкой или швейной иголкой. Для этого нужно с одной стороны припой в отверстии разогреть паяльником, а с другой стороны вытолкнуть его с помощью выше перечисленного инструмента.
Как правильно паять новичку: основы
Точность и аккуратность приходят с опытом, но получить крепкое соединение между двумя элементами с помощью пайки можно быстро. Надо только правильно подобрать инструменты и немного постараться.
Для первого опыта подойдёт старый советский паяльник, который отлично справится с большинством задач. У него несъемное медное жало, которому можно придать любую форму с помощью напильника. Оно быстро выгорает и деформируется, поэтому поправлять его придётся довольно часто, но при редкой пайке никаких проблем это не доставит.
На следующем уровне, когда пайка уже становится частым занятием, можно смотреть в сторону паяльников с необгораемыми сменными жалами.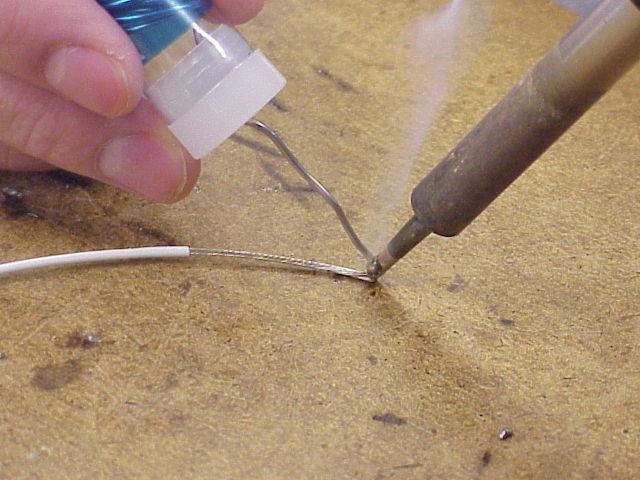 Их нельзя поправлять напильником, да и необходимости такой нет — достаточно просто поменять насадку.
Их нельзя поправлять напильником, да и необходимости такой нет — достаточно просто поменять насадку.
Профессионалы используют паяльные станции. Это самое дорогое решение. Одно из преимуществ — поддержка заданной температуры, полезная для пайки чувствительных элементов. На станциях тоже используются сменные жала, а ещё есть фен. Но задумываться о покупке станции следует только в том случае, если вы серьёзно занялись пайкой, а не просто решили соединить два провода.
При выборе паяльника также нужно обращать внимание на его мощность:
- Для электронных компонентов — 40-60 Вт.
- Для деталей толщиной до 1 мм — 80-100 Вт.
- Для элементов толщиной 2 мм и более — от 100 Вт.
Как правило, у мастеров есть два паяльника, малой и средней мощности. Приобретение паяльной станции избавляет от необходимости иметь дополнительные инструменты.
Для пайки обязательно понадобится:
- Припой.
- Флюс.
- Губка для чистки жала.

Также стоит добавить в список паяльную кислоту, которая поможет соединить сложные элементы — например, провод и разнообразные разъёмы: «тюльпан», «крокодил» и прочие.
Для первого опыта рекомендуем использовать классический набор: припой ПОС 61 и канифоль.
Смачиваем губку водой, чтобы она впитала её и раздулась. Всё необходимое лежит на столе – можно включать паяльник и приступать к первому опыту пайки.
Чтобы пайка была комфортной и качественной, нужно залудить жало паяльника.
- Разогреваем паяльник до рабочей температуры.
- Окунаем жало в канифоль.
- Добавляем каплю припоя на жало.
- Обтираем жало об губку или деревянную поверхность.
Поверхность жала должна стать блестящей. Это значит, что паяльник готов к работе.
В зависимости от того, какие детали вы соединяете, порядок пайки незначительно меняется. Рассмотрим наиболее распространённые примеры работ, чтобы немного набить руку.
Одна из самых популярных задач — соединение проводов. Сначала нужно их залудить:
- С помощью бокорезов или других инструментов убираем изоляцию.
- Скручиваем медные провода, чтобы жилки не торчали в стороны.
- Берём капельку припоя на кончик жала паяльника.
- Окунаем провод и жало в канифоль.
Операцию нужно повторить со всеми элементами, которые будут участвовать в пайке. С первого раза может не получиться, но немного практики, и провода начнут лудиться очень хорошо.
Чтобы соединить два подготовленных провода, достаточно прижать их друг к другу и поднести паяльник с капелькой припоя.
При пайке проводов нужно уделить внимание изоляции. Для этого нужно использовать термоусадочную трубку, которая уменьшается в диаметре при нагреве и обжимает место соединения. На паяльной станции для нагрева удобно использовать фен. Если его нет, то можно обойтись и обычной зажигалкой.
На печатных платах перед пайкой необходимо залудить медные токопроводящие дорожки. Самый простой способ — взять каплю припоя на жало, окунуть его в канифоль, а затем размазать вещество по плате. Другой вариант — нанести флюс (например, раствор канифоли в спирте) и растирать каплю припоя по нему.
Самый простой способ — взять каплю припоя на жало, окунуть его в канифоль, а затем размазать вещество по плате. Другой вариант — нанести флюс (например, раствор канифоли в спирте) и растирать каплю припоя по нему.
После подготовки можно размещать на плате элементы. Для соединения есть два варианта: жидкий флюс или припой, внутри которого уже содержится канифоль. Самый удобный вариант — припой в виде проволоки.
- Касаемся кончиком жала вывода компонента.
- Подносим проволоку припоя, чтобы он равномерно растёкся по контакту и выводу компонента.
- Повторяем операцию для всех соединений.
Первое время капли могут получаться не очень ровными, но соединение будет крепким, если вы сделаете всё правильно.
Сложнее всего лудить различные разъемы: «тюльпаны», «крокодилы», «джеки». Припой к ним не пристаёт. Но эту проблему можно решить с помощью паяльной кислоты, которая наносится кисточкой. На обработанное место остаётся только приложить жало паяльника с припоем. Разъём залудится, так что при пайке не возникнет никаких проблем с соединением.
Разъём залудится, так что при пайке не возникнет никаких проблем с соединением.
Чтобы припаять провод, достаточно приложить его к залуженному разъёму и прогреть паяльником. Если вы не обрабатывали разъём заранее, то нужно подсоединить провод, нанести паяльную кислоту и прогреть место спайки каплей припоя.
Как видите, ничего сложного в пайке нет. Эти простые советы помогут справиться с разными задачами, распространёнными в быту, даже если раньше такого опыта у вас не было.
С пайкой остальных элементов не должно возникнуть проблем, если вы справитесь с этой задачей. Для пайки без фена будем использовать сплав Розе. Температура его плавления составляет +94 °C.
- Наносим флюс на контакты разъема таким образом, чтобы все контакты были «влажные», и устанавливаем на один из них капельку сплава Розе.
- Затем нагреваем эту капельку паяльником. Нужно, чтобы тугоплавкий припой смешался с легкоплавким. Определить конечный результат можно легким надавливанием на контакт разъема – он должен чуть заметно покачиваться под давлением жала. До подобного результата проходимся по каждому контакту. Затем по доле секунды дотрагиваемся до каждого из контактов жалом паяльника, и разъем буквально отваливается сам.
- У сплава Розе есть один серьезный недостаток – он очень хрупкий, поэтому использовать его для соединений контактов нельзя, так что удаляем его с помощью оплетки. Смачиваем флюсом самый кончик оплетки.
- Через оплетку дотрагиваемся паяльником до контактных площадок на материнской плате, припой будет впитываться в оплетку. Через пару секунд можно убирать оплетку, а изменившийся участок оплетки обрезаем ножницами, наносим флюс и повторяем до полной чистоты контактных площадок.
- Устанавливаем разъем в паз и наносим немного флюса на каждый из контактов.
- Дотрагиваемся паяльником до контакта и подаем обычный припой до образования монолитного соединения.
- Удаляем флюс с мест пайки при помощи спрея Flux-Off и ткани. Это делать обязательно, иначе к флюсу будет прилипать грязь, а некоторые кислотосодержащие флюсы могут разрушить слои текстолита. Чтобы этого избежать, достаточно нанести Flux-Off на ткань и протереть следы пайки.
 До подобного результата проходимся по каждому контакту. Затем по доле секунды дотрагиваемся до каждого из контактов жалом паяльника, и разъем буквально отваливается сам.
До подобного результата проходимся по каждому контакту. Затем по доле секунды дотрагиваемся до каждого из контактов жалом паяльника, и разъем буквально отваливается сам.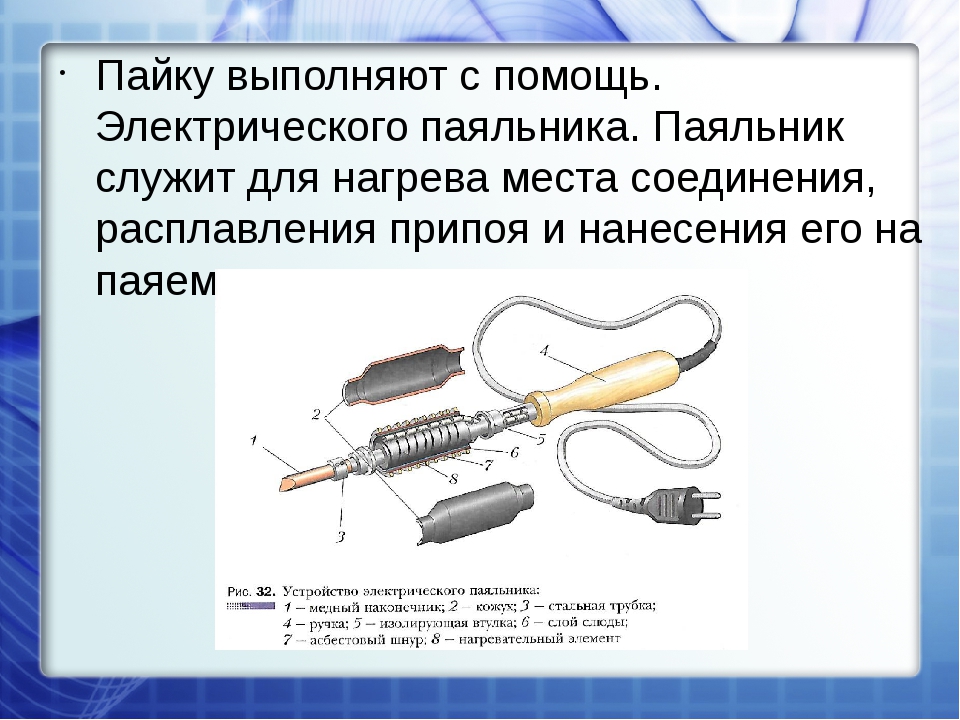 Чтобы этого избежать, достаточно нанести Flux-Off на ткань и протереть следы пайки.
Чтобы этого избежать, достаточно нанести Flux-Off на ткань и протереть следы пайки.На этом все!
Post Views: 378
Как правильно паять паяльником. Пайка проводов, транзисторов, светодиодов.
Для того чтобы хорошо и правильно паять, следует знать несколько основных моментов, характеризующих процесс пайки паяльником, причем, безразлично – электрическим или газовым.
Здесь будет рассмотрено как паять припоем ПОС (сплав олова и свинца, в зависимости от пропорций содержания этих металлов меняется температура плавления припоя).
Припоем можно паять между собой различные металлы. Проще всего паять медь, латунь. Несколько сложнее – сталь, пайка других металлов, например алюминия, возможна, но требует применения специальных флюсов и присадок.
Давайте сразу про флюс.
Это вещество, препятствующее окислению металла при пайке.
Самый простой и известный флюс – сосновая канифоль. Используется в кусковой или жидкой (спиртовой раствор) формах для пайки меди, латуни.
Является пассивным флюсом, то есть только препятствует окислению металла при его нагреве паяльником, но уже имеющуюся окисную пленку удалить не может (для этого используются различные активные флюсы или тривиальная механическая зачистка).
Удаление оксидной пленки – процесс при пайке обязательный, поскольку расплавленный паяльником припой должен смочить поверхность металла, о окислы этому препятствуют равно как жир препятствует смачиванию водой любой поверхности. Думаю, при рассмотрении конкретных примеров Вам все будет ясно.
КАК ПРАВИЛЬНО ПОДГОТОВИТЬ ПАЯЛЬНИК
Перед тем как паять следует правильно подготовить паяльник. Его жало должно быть равномерно покрыто припоем. Смотрим фото:
КАК ПАЯТЬ ПРОВОДА
СОЕДИНЕНИЕ ПРОВОДОВ ПАЙКОЙ
| Паять провода между собой можно различными способами, например, наложив предварительно залуженные провода друг на друга разогреть их паяльником до расплавления припоя. | |
| Это результат. | |
| Можно предварительно скрутить зачищенные провода. | |
| Скрутку пропаять как при лужении. Кстати, во всех примерах используется твердая канифоль. Если применяется жидкий флюс, то он просто наносится кисточкой на нужное место. | |
| Получится вот такое соединение. | |
| Если Вы паяете какие либо радиоэлементы без применения печатного монтажа, то вот несколько способов пайки их выводов. | |
| Слева проводник предварительно накручивается на вывод светодиода, справа – паяется “внахлест”. Первый способ надежнее, второй – более быстрый, кроме того, при необходимости настройки схемы, многократной замены элементов, он удобнее. | |
| Это просто конечный результат. |
© 2012-2020 г. Все права защищены.
Как паять? Как правильно пользоваться паяльником и научиться пайке с нуля? С чем надо работать?
С давних времен человечество знакомо с паяльником и техникой его эксплуатации, благодаря чему получается соединить в единое целое несколько разных металлических изделий. Впервые данный метод начали практиковать кузнецы-ювелиры, так как их стандартная сварка не позволяла создавать оригинальные украшения. Чуть позже данная технология стала применяться при починке посуды из нержавейки. А когда человечество освоило электричество, припой стал основным методом соединения электрокомпонентов. Освоить технику спаивания несложно, главное – проявлять особую внимательность, щепетильность и огромное терпение.
Впервые данный метод начали практиковать кузнецы-ювелиры, так как их стандартная сварка не позволяла создавать оригинальные украшения. Чуть позже данная технология стала применяться при починке посуды из нержавейки. А когда человечество освоило электричество, припой стал основным методом соединения электрокомпонентов. Освоить технику спаивания несложно, главное – проявлять особую внимательность, щепетильность и огромное терпение.
Техника безопасности
Любые производственные процессы требуют соблюдения техники безопасности. Особенно важно следовать всем правилам в работе, связанной с высокой температурой и электричеством.
К сожалению, не каждый человек в полной мере оценивает риски процесса паяльных работ. А ведь банальное соблюдение правил безопасности позволяет обеспечить защиту от термических ожогов и удара током. А самое главное – при правильном использовании паяльника предотвращается риск возникновения пожара.
Прежде чем приступать к пайке металлических элементов, необходимо убедиться, что кабель питания паяльника исправен. Жало ни в коем случае не должно соприкасаться с проводом и другими предметами, подвергающимися воздействию высокой температуры. В процессе работы необходимо откладывать паяльник на специальную подставку. Категорически запрещается касаться корпуса прибора и уж тем более хватать его голыми руками.
Как говорят мастера, правильно паять – значит, паять безопасно. Каждый процесс пайки преследует 2 фактора опасности:
Каждый процесс пайки преследует 2 фактора опасности:
- высокий уровень температуры;
- опасные газы, выделяемые при нагреве проволоки и флюса.
Далее предлагается познакомиться с основными правилами техники безопасности, которые должен соблюдать каждый специалист, будь то опытный профессионал или же начинающий мастер.
- Прежде чем подключать устройство к розетке, необходимо внимательно его смотреть. Проверить, чтобы не было каких-либо механических повреждений. Убедиться, что кабель и вилка целые, а жало крепко зафиксировано у основания ручки.
- Так как в процессе пайки выделяются вредные для здоровья газы, необходимо, чтобы рабочее место имело хорошую вентиляцию. В идеале это должно быть помещение, оснащенное вентиляционной вытяжкой.
- Ни в коем случае нельзя нагромождать рабочее место разными инструментами и материалами. Под рукой должны присутствовать только те предметы, которые требуются для выполняемой работы.
- Откладывать паяльник во включенном состоянии необходимо на специальную подставку, которая прочно фиксируется на рабочей поверхности.
- Во время припоя крайне важно защищаться от брызг флюса. Для этого необходимо использовать защитные перчатки, очки и щиток.
- Чтобы соединяемые детали не сдвигались, следует использовать только специальные инструменты: пинцет, зажим, «третья рука».
- Категорически запрещается прижимать спаиваемые элементы руками, нагретым корпусом паяльника или массивными предметами.
 В идеале это должно быть помещение, оснащенное вентиляционной вытяжкой.
В идеале это должно быть помещение, оснащенное вентиляционной вытяжкой.Если вдруг капли флюса или припоя случайно попали на кожный покров, требуется незамедлительно промыть участок поражения холодной воды.
 Сверху обработать рану заживляющим кремом или спреем. В случае если брызги поразили слизистую или глаза, необходимо срочно обратиться к врачу.
Сверху обработать рану заживляющим кремом или спреем. В случае если брызги поразили слизистую или глаза, необходимо срочно обратиться к врачу.Что необходимо?
Для любого процесса соединения металлических изделий важно иметь основной источник тепла. Как становится понятно, речь идет о паяльнике. Работы с открытым пламенем, электрической спиралью или лазерным лучом чаще всего проводят в производственных масштабах. Для дома специалисты предпочитают приобретать привычные электрические модели. С их помощью можно отремонтировать и восстановить разные электросхемы, сконструировать электротехническое оборудование, а также сделать лужение припоя металлических конструкций.
Активация электрического паяльника происходит посредством подключения вилки устройства в розетку. Стандартная длина кабеля большинства моделей составляет 1 м, однако мастера утверждают, что этого размера не всегда хватает для комфортной эксплуатации, поэтому приходится использовать удлинитель. Кабель электрического паяльника встроен в рукоятку, которая может быть выполнена из дерева или пластика. Внешне она напоминает удлиненную ручку, форма которой удобно располагается в руке.
Стандартная длина кабеля большинства моделей составляет 1 м, однако мастера утверждают, что этого размера не всегда хватает для комфортной эксплуатации, поэтому приходится использовать удлинитель. Кабель электрического паяльника встроен в рукоятку, которая может быть выполнена из дерева или пластика. Внешне она напоминает удлиненную ручку, форма которой удобно располагается в руке.
Для пайки электронных изделий предпочтительно использовать паяльник с невысокой мощностью, рукоятка которого отличается пистолетной формой с курком запуска нагрева. Именно на таких моделях жало довольно быстро приобретает высокую температуру.
Для соединения металлических изделий используется припой. Это сплав из олова и свинца. В некоторых случаях добавляются иные виды металлов. Припой представляет собой трубку или проволоку разных диаметров. В трубчатом припое внутренняя часть наполнена канифолью, благодаря чему процесс пайки протекает гораздо проще.
Это сплав из олова и свинца. В некоторых случаях добавляются иные виды металлов. Припой представляет собой трубку или проволоку разных диаметров. В трубчатом припое внутренняя часть наполнена канифолью, благодаря чему процесс пайки протекает гораздо проще.
Благодаря введению в сплав свинца уменьшается стоимость расходных материалов. Его количество в составе можно узнать, познакомившись с маркой выбранной трубки. Например, ПОС-62, где «П» означает припой, «ОС» говорит об оловянно-свинцовом содержании, «62» – процент присутствия химического элемента.
В бытовой сфере предпочтительно использовать припой с низким содержанием олова. А для лужения посуды предпочтительно выбирать составы с большим его содержанием. Также в процессе пайки используются мягкие и твердые припои. К мягкой разновидности относятся расходные материалы, плавящиеся при температуре ниже 450 градусов.
Также в процессе пайки используются мягкие и твердые припои. К мягкой разновидности относятся расходные материалы, плавящиеся при температуре ниже 450 градусов.
Стоит отметить, что обычному электрическому паяльнику очень сложно расплавить твердые припои, именно поэтому мастера рекомендуют использовать в быту только мягкие разновидности.
Обязательное условие пайки заключается в применении флюса – дополнительного компонента, который обеспечивает растворение окислов пленки соединяемых конструкций. Он гарантирует отличное сцепление и улучшает условия растекания сплавов.
В домашней мастерской в качестве флюса применяется обычная канифоль. Ее размягчение начинается при нагреве в 50 градусов. Максимальная температура плавления составляет 200 градусов, но при такой температуре она начинает кипеть.
На сегодняшний день канифольный флюс можно встретить в разных формах: в виде порошка, густоватого раствора и небольших кусков. Но не всегда их можно применять для спаивания металлических элементов. Например, серебро или нержавейку предпочтительнее паять кислотным флюсом.
Наверняка о паяльной пасте слышали немногие, однако этот элемент обязательно используется мастерами в процессе соединения металлических изделий и в ремонте микросхем. Только используют ее в местах, куда сложно дотянуться обычным припоем. Наносится паста непосредственно на компонент, затем прогревается жалом паяльника.
Паяльную пасту можно приобрести в специализированном магазине либо сделать своими руками. Для этого потребуются оловянные опилки. Их необходимо смешать с жидким флюсом до получения густой консистенции. Хранить готовую пасту следует в плотно закрываемой упаковке. Но не стоит забывать, что даже домашняя паяльная паста имеет срок хранения. Использовать ее можно в течение 6 месяцев со дня приготовления.
Для этого потребуются оловянные опилки. Их необходимо смешать с жидким флюсом до получения густой консистенции. Хранить готовую пасту следует в плотно закрываемой упаковке. Но не стоит забывать, что даже домашняя паяльная паста имеет срок хранения. Использовать ее можно в течение 6 месяцев со дня приготовления.
Во время спаивания различных элементов основная часть работы возлагается на жало, которое нагревается до высокой температуры. После создания каждого соединительного шва паяльник откладывается в сторонку на небольшой промежуток времени. Ни в коем случае нельзя класть его на стол. Для домашних электрических моделей предпочтительно использовать специальные подставки. У мощных паяльников роль держателя выполняют 2 опоры, которые установлены на фанерном основании.
Для бытовых электрических моделей вполне сгодится конусообразный держатель, которой можно сделать самостоятельно либо приобрести в строительном магазине. Современные модели подставок оснащены регулировкой рабочей температуры. Они имеют дисплей, на котором указывается показатель нагрева жала.
Современные модели подставок оснащены регулировкой рабочей температуры. Они имеют дисплей, на котором указывается показатель нагрева жала.
Еще одним незаменимым элементом, предназначенным для спаивания металлических изделий, является оплетка. Ее используют только тогда, когда есть необходимость удалить припой. По внешнему виду она напоминает плотный сетчатый материал, поверхность которого покрыта флюсом из тончайших проволок меди. Принцип действия оплетки очень прост: сетка укладывается на рабочее место и впитывает расплавленный припой. Стандартная ширина оплетки составляет 5 мм. Продается она в виде рулонов, диаметр которых равен 5 см.
Из этого следует, что одного рулона оплетки хватит для длительного использования.
Подготовка
Прежде чем приступать к соединению металлических конструкций или восстановлению микросхем бытовых приборов, необходимо провести предварительную подготовку к предстоящим работам. В противном случае мастеру будет неудобно и некомфортно, а вся последовательность действий собьется.
Рабочего места
Очень важно, чтобы вентиляция в выбранном помещении работала бесперебойно, так как в процессе спаивания происходит образование вредных паров. А при отсутствии вытяжки они будут скапливаться в замкнутом пространстве, постепенно оседая в организме человека.
Если же помещения не оборудовано вытяжкой, можно воспользоваться привычной всем форточкой. Вот только процесс спаивания придется останавливать на некоторое время, чтобы сделать проветривание комнаты.
Очень важно, чтобы освещение в выбранном для работы пространстве было ярким. В качестве дополнительной подсветки на рабочей зоне можно установить лампу-прищепку.
Паяльника
Как известно, паяльники различаются по мощности. Модели с показателем в 20–50 Вт подходят для работы с электроникой. С их помощью можно восстанавливать разрывы тонких проводов. Модели мощностью 100 Вт и выше предназначены для спаивания слоев меди, толщина которых не превышает 1 мм. Инструмент в 200 Вт и выше позволяет специалистам работать с массивными конструкциями. Из этого следует, что для домашней эксплуатации вполне достаточно маломощного паяльника.
Современные модели имеют удобную и красивую форму, напоминающую слегка увеличенную шариковую ручку.
 Только держаться необходимо не за кончик, а за верхнюю защищенную часть конструкции.
Только держаться необходимо не за кончик, а за верхнюю защищенную часть конструкции.Прежде чем приступать к работе, паяльник необходимо подготовить. Если это первичное включение, с корпуса инструмента необходимо убрать заводскую жидкость. Не сделав этого в процессе нагрева, возникнут задымление и неприятный запах. Если вдруг у мастера не возникает желания производить очистку от смазки, необходимо подключить паяльник к удлинителю и выставить его на улицу примерно на 20 минут. Устройство быстро нагреется, а остатки заводского масла выгорят, растворившись в воздухе.
Далее необходимо проковать молотком жало и придать ему форму. Далее требуется снять с жала оксидную пленку. Для этого необходимо взять мелкозернистую наждачку или бархатный напильник. После очищения жала необходимо облужить припой.
Деталей
Процесс спаивания всегда состоит из нескольких этапов, и прежде всего необходимо подготовить металлическую поверхность, а именно: удалить окисную пленку, обезжирить – и только после приступать к облуживанию.
Обязательное условие подготовки – это зачистка старых проводов. При помощи наждачки снимается окисная пленка, однако лезвием будет гораздо удобнее. При подготовке гибких проводов придется обработать каждую отдельную проволоку. Главный признак готовности деталей к спаиванию заключается в появлении равномерного блестящего цвета поверхности, не имеющего остатков оксидной пленки.
Прежде чем спаивать детали, важно их обезжирить гладкой (неворсистой) ветошью, смоченной в ацетоне.
Что касается новых проводов, у них окисная пленка отсутствует. Их облуживание делается сразу после снятия изоляции. Залужевывать медные провода требуется под флюсом. В случае когда работа происходит с алюминием, процедуры зачистки и облуживания придется совместить.
Как пользоваться паяльником?
Наверняка каждый человек знает принципы действия паяльника, но не каждому приходилось с ним работать. Соответственно, первичные попытки соединить несколько разных деталей не увенчиваются успехом. Профессионалы в данной области советует неопытным мастерам начинать с обрезков проводов. Таким образом, они смогут научиться с нуля правильно держать паяльник, наносить расходный материал и создавать аккуратные соединительные швы.
Соответственно, первичные попытки соединить несколько разных деталей не увенчиваются успехом. Профессионалы в данной области советует неопытным мастерам начинать с обрезков проводов. Таким образом, они смогут научиться с нуля правильно держать паяльник, наносить расходный материал и создавать аккуратные соединительные швы.
Начинать лучше всего с одножильных проводов. Освоив технику простого соединения, можно приступать к более сложным работам, а именно к многожильным проводам.
Существует несколько признаков, позволяющих понять, что молодой мастер сделал качественное соединение:
- поверхность твердого припоя приобрела серебристый цвет с небольшим отблеском;
- отсутствуют капли и потеки;
- соединенные элементы прочно зафиксированы относительно друг друга – их невозможно разорвать руками;
- изоляция не имеет признаков оплавления.
После успешного окончания обучения на многожильных проводах можно приступать к жилам большого сечения.
Далее предлагается познакомиться с пошаговой техникой пайки проводов, которую используют профессионалы.
- Необходимо снять примерно 3–5 см изоляции.
- Произвести зачистку и обезжиривание соединяемых жил.
- Требуется сформировать плотную закрутку проводов.
- Сделанный проводной сросток обрабатывается флюсом.
- Жалом паяльника набирается припой – делается спаивания скрутки. Нагрев необходимо продолжать до полного обволакивания припоем. При необходимости данную процедуру придется повторить несколько раз. В готовом исполнении припой должен покрывать все части сростка.
- Спаянный сросток изолируется.
 В готовом исполнении припой должен покрывать все части сростка.
В готовом исполнении припой должен покрывать все части сростка.Данная технология предназначена для проведения работ с медными и алюминиевыми проводами, которые чаще всего встречаются в бытовой жизни. По окончании спаечных работ необходимо обработать концы проводов флюсом. А затем убрать его остатки. Далее берется безворсистый тканевый материал, который необходимо обмакнуть в мыльную пену и обработать место спаивания. В качестве просушки можно использовать фен либо сухую ветошь.
Возможные проблемы
К сожалению, не всегда даже у опытных мастеров процесс спаивания разных металлических элементов проходит удачно. В некоторых случаях могут возникнуть проблемы, которые легко выявляются визуально.
- Слабое нагревание соединяемых элементов. Если говорить профессиональным языком, данная проблема называется «холодная пайка». В такой ситуации припой становится тусклым, а его механическая прочность ослабевает. Он очень быстро разрушается.
- Сильный нагрев компонентов. В такой ситуации припой не покрывает поверхность соединяемых элементов. Говоря простыми словами, фиксация полностью отсутствует.
- Случайный сдвиг соединяемых компонентов, произошедший до затвердевания припоя. К сожалению, такая проблема возникает очень часто, когда посторонние шумы и звуки не дают мастеру сконцентрироваться на своей работе. В такой ситуации возникает разрыв пленки припоя, что можно увидеть невооруженным взглядом. Соответственно, соединение между элементами пропадает.
Единственным решением для всех представленных дефектов является повторная процедура пайки.

О том, как правильно паять паяльником, смотрите в следующем видео.
Как правильно залудить новый паяльник. Подготовка паяльника к пайке
В процессе работы жало паяльника постоянно нагревается, что приводит к окислению и необходимости лужения, поэтому следует знать, как залудить жало паяльника, чтобы с его помощью качественно ремонтировать бытовую технику и другие приборы.
Основные сведения о процессе лужения
Лужение паяльника – это процесс, представляющий собой покрытие поверхности стержня тонким слоем припоя, обычно для этого применяется олово. Лужение может быть как промежуточной операцией перед основной работой, так и самостоятельным действием, направленным на улучшение работы инструмента. Большинство инструментов, за исключением паяльных станций, представляет собой припой из проволоки и трубки с канифолью и нуждается в периодическом лужении. Процесс представляет собой снятие пленки окисления, которая образуется на поверхности из-за постоянного перегрева жала. Также нуждаются в лужении новые инструменты, которые еще предстоит подготовить к работе.
Лужение может быть как промежуточной операцией перед основной работой, так и самостоятельным действием, направленным на улучшение работы инструмента. Большинство инструментов, за исключением паяльных станций, представляет собой припой из проволоки и трубки с канифолью и нуждается в периодическом лужении. Процесс представляет собой снятие пленки окисления, которая образуется на поверхности из-за постоянного перегрева жала. Также нуждаются в лужении новые инструменты, которые еще предстоит подготовить к работе.
Общий принцип лужения одинаков: с помощью абразива жало паяльника очищается, а затем натирается до блеска. В качестве абразива могут выступать паяльник, точильный камень или наждачная бумага. Считается, что начинающим мастерам удобнее работать с напильником, но со временем каждый выбирает материал, кажущийся ему наиболее подходящим для работы.
Вернуться к оглавлению
Способы проведения лужения
Лужение можно провести разными способами:
- с помощью абразива;
- ковкой;
- от другого паяльника.

Для лужения материал прикладывают к жалу и затачивают его до идеальной гладкости, при этом постоянно проверяя срез: он должен быть ровным. К форме жала особых требований не предъявляется. Чаще всего жалу придается форма среза, но бывают исключения – при пайке некоторых деталей удобнее делать жало конусообразной формы.
Еще один способ лужения – с помощью ковки. Этот метод позволяет увеличить срок службы острия паяльника, так как растворимость в припое будет меньше. У некоторых моделей паяльников жало бывает съемным, поэтому его лучше снять и обработать напильником.
Использующиеся в бытовых условиях паяльники не всегда мощные, обычно они бывают от 25 до 60 Вт. Электросеть, в свою очередь, не всегда обеспечивает необходимые для работы 220 В. Из-за этого возникают случаи, когда стержень паяльника не нагревается до нужной температуры и провести лужение невозможно. Проявлением этого станет припой, который будет скатываться и не сможет прилипать к поверхности металла. В этом случае для работы придется использовать трансформатор и повышать напряжение, иногда допустимо повысить его до 230 В.
В этом случае для работы придется использовать трансформатор и повышать напряжение, иногда допустимо повысить его до 230 В.
Для того чтобы правильно залудить паяльник, его нужно включить и нагреть до оптимальной температуры. Оптимальный нагрев определяется очень легко – стержень паяльника приобретает красноватый цвет. Затягивать не нужно, иначе стержень может прогореть. Как только жало приобретает нужный оттенок, его тут же опускают в заранее приготовленную канифоль, вместо нее можно использовать смолу. Начнется выделение дыма. Далее расплавляют оловянный припой, стараясь, чтобы он покрывал жало равномерно.
Перед тем как залудить жало паяльника таким способом, нужно запастись терпением: процедура повторяется от 3 до 5 раз, хотя количество повторов во многом зависит от состояния жала припоя и мощности паяльника. Повторив операцию в последний раз, залуженное жало прикладывают к деревянной поверхности, чтобы припой лучше распределился по поверхности стержня. Для этой процедуры применяются дощечки небольшого размера. Лучше подойдет хвойная древесина, так как в ней содержится смола, ускоряющая работу.
Лучше подойдет хвойная древесина, так как в ней содержится смола, ускоряющая работу.
При работе важно соблюдать последовательность действий: сначала опускают жало в канифоль, затем прикладывают его к дощечке. Если остаются не покрытые припоем участки, последовательность повторяют. Повторять нужно столько раз, сколько понадобится для того, чтобы получился ровный слой припоя. Цвет должен быть серебристым, блестящим – это показывает, что лужение выполнено правильно. Еще один способ лужения – при помощи второго паяльника. Так как в домашнем хозяйстве редко может быть два инструмента, этот способ применяется очень редко.
Лужение по мере необходимости нужно периодически повторять.
Вернуться к оглавлению
Подготовка провода к пайке
Для припаивания медных проводов их необходимо залудить таким же способом, как сам паяльник. Для работы нужно разогреть жало до рабочей температуры. Жало опускают во флюс или канифоль, потом на припой, после этого плотно прижимают провод. Все это нужно делать быстро, чтобы канифоль не успела испариться. Эту работу придется повторять несколько раз. В результате процедуры на поверхности должен получиться качественный слой припоя.
Все это нужно делать быстро, чтобы канифоль не успела испариться. Эту работу придется повторять несколько раз. В результате процедуры на поверхности должен получиться качественный слой припоя.
Процесс лужения окисленных деталей отличается по времени. Окислы рекомендуется сначала удалить с помощью абразивного материала. В очень трудных случаях потребуется кислота для лужения, химический состав или паяльная паста. Для пайки иногда используют проволочный припой. В этом случае необходимо опустить стержень в канифоль, затем приложить к поверхности, которую нужно залудить, а между ними поставить припой. Край припоя потереть острием жала.
Некоторые провода могут быть защищены эмалью. Чтобы удалить ее, можно обработать провод ацетилсалициловой кислотой, то есть обычным аспирином. Таблетка кладется на место и прижимается паяльником. Через некоторое время таблетка плавится и кислота воздействует на лак и разрушается. После такой простой процедуры залудить провод нетрудно.
Пайкой называется физико-химический процесс образования соединения между деталями при взаимодействии припоя со спаиваемым металлом. В отличие от сварки, рабочие поверхности не оплавляются, а происходит их смачивание припоем.
В отличие от сварки, рабочие поверхности не оплавляются, а происходит их смачивание припоем.
Как выглядит простой паяльник
Непременным условием для осуществления процесса пайки является расплавление припоя и смачивание им поверхности рабочего инструмента. Со временем наконечник паяльника чернеет и перестаёт работать. Поэтому необходимо знать способ его восстановления – как правильно залудить жало паяльника. На фото ниже изображена окисленная поверхность инструмента и покрытая припоем.
Поверхность жала паяльника: 1) окисленная поверхность инструмента; 2) покрытая припоем – луженая
В первом случае даже не стоит пытаться производить пайку, поскольку окислы препятствуют удержанию припоя на поверхности жала.
Паяльник будет готов к работе только тогда, когда его жало покроется слоем расплавленного материала с более низкой температурой плавления, чем соединяемые металлы.
Материалы для пайки
Для пайки применяется припой – материал, служащий для соединения металлических поверхностей и имеющий более низкую температуру плавления, чем у материалов соединяемых деталей.
Припой состоит из разных сплавов, куда могут входить олово, свинец, медь, никель и кадмий. Его изготавливают преимущественно в виде прутков и проволоки.
Пайка необходима для создания соединения, уменьшения переходного сопротивления электрического контакта и защиты соединения деталей от окисления.
Припой должен обладать свойством смачивания основы. При этом происходит его диффузия в основной металл, а тот растворяется в припое, образуя промежуточный слой, после застывания соединяющий детали как одно целое.
Для паяльников применяют мягкие припои с температурой плавления от 191 0 С до 280 0 С. Их основными компонентами являются олово и свинец в разных соотношениях.
С поверхности соединяемых металлов под пайку необходимо удалять оксиды. Для этого служат флюсы. Кроме того, они способствуют лучшему растеканию припоя и защищают поверхности от действия внешней среды.
Флюс применяется в твёрдом, жидком и пастообразном виде. Он может находиться внутри трубки из припоя.
В качестве флюса применяются:
- канифоль;
- ацетилсалициловая кислота;
- ортофосфорная кислота;
- соли;
- глицерин;
- нашатырь.
Распространённые флюсы для пайки в твёрдом, жидком и пастообразном виде
Флюсы должны обеспечивать низкий ток утечки и не обладать коррозионной активностью.
Принцип и процесс пайки
Пайка производится путём захвата припоя и флюса жалом паяльника, введения их между соединяемыми деталями и дальнейшего нагрева контактирующих поверхностей до их смачивания припоем, который впоследствии застывает, образуя соединение. Для этого следует прекратить нагрев.
Заточка паяльника
Жало паяльника перед работой затачивается напильником под углом в 30-40 0 . Край делают слегка притупленным, шириной 1 мм.
Если наконечник новый, заточка на нём уже есть. Здесь остаётся только обработать жало мелкозернистой шкуркой, напильником или надфилем, чтобы снять патину – зеленоватый окисел меди.
Магазинная заточка многих не устраивает, поскольку паять с ней не всегда возможно. Поэтому целесообразно вынуть медный наконечник из корпуса и отковать рабочую часть в виде вогнутой лопатки.
Подобная холодная обработка эффективней заточки, поскольку структура металла уплотняется, и жало меньше поддаётся коррозии. Небольшая шлифовка напильником на конечном этапе необходима, чтобы придать рабочей части паяльника законченный вид.
Как залудить жало?
После заточки жало следует облудить тонким слоем припоя. Для этого включается электрический паяльник, и медный стержень прогревается, пока не примет красновато-оранжевый оттенок.
Долго ждать не нужно, иначе стержень обгорит. После разогрева всё жало погружают в канифоль, а затем расплавляют кусочек припоя и покрывают им всю рабочую поверхность.
Если потереть жало о поверхность дерева, припой лучше покрывает рабочую зону паяльника.
Слой припоя на жале должен быть равномерным. Если поверхность покрылась частично, процесс повторяется. Как только паяльник будет готов к работе, его можно применять для пайки изделий.
Как только паяльник будет готов к работе, его можно применять для пайки изделий.
Как залудить необгораемое жало?
Рабочая часть некоторых паяльников покрывается специальным защитным составом. Слой является достаточно тонким, и зачищать его нельзя. Для этого применяется специальная губка. Если её нет, подойдёт обычный кусок ткани, смоченный водой или глицерином. Можно использовать губку, предназначенную для мытья посуды.
Производятся специальные очистители жала в виде клубка из стружки цветного металла, в который погружается жало. При этом окислы остаются внутри. Их можно потом высыпать наружу.
Механические воздействия сокращают срок службы защитного слоя. При пайке не рекомендуется шаркать по плате или стучать по металлическим поверхностям.
Необгораемый слой окисляется достаточно быстро. Для повышения его срока службы рекомендуется поддерживать температуру пайки не выше 250 0 С.
Температура считается нормальной, когда от канифоли дым идёт тонкой струйкой, а не облаком с брызгами. При этом пайка получается с чёткими границами и характерным блеском. Если поверхность припоя получается матовой и с низкой механической прочностью, температуру нагрева следует увеличить.
При этом пайка получается с чёткими границами и характерным блеском. Если поверхность припоя получается матовой и с низкой механической прочностью, температуру нагрева следует увеличить.
Чтобы облудить жало паяльника с покрытием, надо в расплавленную канифоль положить кусок припоя. Паяльник разогревается и его концом нужно пошаркать по мокрой ткани, удалив со всех сторон окислы. Затем жало опускается в канифоль под кусок припоя. При этом снимаются остатки окислов, а припой плавится и частично остаётся на жале.
После лужения жало снова протирается тряпочкой и паяльник готов к работе. Важно его не перегреть выше 300 0 С, иначе всё придётся повторять сначала.
Перегрев виден по кипению и разбрызгиванию канифоли при опускании в неё жала паяльника.
Набор сменных необгораемых жал, применяемых на паяльной станции
Стандартное жало типа «игла» обладает низкой теплопроводностью, и паять им удобно только миниатюрные элементы. Выпаивать радиодетали с его помощью довольно сложно.
Более удобны жала типа «цилиндр со скосом». Для пайки в наборе целесообразно иметь 3 наконечника подобного вида, диаметром 1, 2 и 3 мм.
Ножевидное жало 5 мм обладает приличной мощностью и с его помощью можно паять как тонкие детали, так и массивные, если правильно разворачивать нож. Аналогично можно использовать классический клиновидный наконечник.
Перегрев паяльника
При отсутствии регулятора напряжения паяльник может разогреваться выше 300 0 С, что приводит к его обгоранию. Если не удаётся замерить температуру жала, перегрев можно заметить по кипению и брызгам канифоли.
Уменьшить температуру паяльника можно с помощью регулятора мощности – диммера. Здесь можно подобрать обычное устройство управления яркостью лампы накаливания. Важно, чтобы оно подходило по мощности.
Можно собрать тиристорный регулятор на микросхеме Кр1182ПМ2 своими руками, позволяющий управлять приборами, мощностью до 150 Вт.
Регулятор мощности на основе микросхемы, который можно собрать своими руками
В качестве нагрузки изображена лампа HL1. Вместо неё, можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1.
Вместо неё, можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1.
В диммерах предусмотрено плавное включение и отключение нагрузки. Для паяльника этого не требуется и можно обойтись более простым устройством.
Схема простого тиристорного регулятора
Положительный полупериод не управляется и проходит через диод VD1. Регулирование производится только через отрицательный полупериод путём управления тиристором VD2 с помощью переменного резистора R2. Для паяльника этого вполне достаточно.
Миниатюрные устройства регулирования встраиваются в ручку паяльника. Лучшие способы поддерживания оптимальной температуры пайки применяются в паяльных станциях, где режим может быть ручным или автоматическим.
Распространённая паяльная станция «Weller»
Для домашней сети со стабильным напряжением питания вполне достаточно ручного управления нагревом, в зависимости от марки припоя.
Износ паяльника происходит неравномерно. При выгорании на поверхности жала появляются неровности. Время от времени его надо затачивать и лудить.
При выгорании на поверхности жала появляются неровности. Время от времени его надо затачивать и лудить.
Медь при нагреве растворяется в припое, а длительный разогрев без использования приводит к образованию слоя окислов. Поэтому рекомендуется в паузы выключать паяльник или уменьшать его температуру.
Закрепление жала паяльника
Наличие съёмного жала позволяет его снять и заточить. Но во многих конструкциях требуется его дополнительная фиксация, так как стержень начинает болтаться и выпадать. У него предусмотрена металлическая втулка, которая надевается сверху. Если её постоянно снимать при замене жала, прочность соединения уменьшится. Можно втулку оставить на месте, но со временем её заклинит и вынуть жало будет сложно.
Для создания надёжного соединения корпуса паяльника с жалом, втулку заменяют другой, чтобы она легко надевалась. Затем в ней сверлится отверстие и нарезается резьба М3 или М4. После того как втулка будет надета на жало, в неё вворачивается винт, создающий надёжное соединение и предотвращающий проворачивание жала. На рисунке ниже изображён паяльник в разобранном (а) и собранном виде (б), где в качестве втулки использована обычная гайка.
На рисунке ниже изображён паяльник в разобранном (а) и собранном виде (б), где в качестве втулки использована обычная гайка.
Как выглядит крепление сменного жала паяльника
Съёмное жало необходимо для паяльника ещё с целью регулирования его температуры. Если вставлять его в нагреватель на разную глубину, температура рабочей части будет изменяться.
Периодически требуется удаление окалины из соединения. Когда она накапливается, снижается рабочая температура паяльника. Очистку производят следующим образом:
- вынуть медный стержень пассатижами из паяльника;
- наждачной шкуркой удалить окалину;
- нанести на стержень слой графита, потерев об него грифель карандаша;
- извлечь остатки окалины из отверстия нагревательного элемента, слегка постукивая по нему;
- установить новый или вернуть старый медный стержень и закрепить его с помощью втулки с винтом.
Периодически следует проверять изоляцию паяльника. Для этого омметр устанавливается на мегаомный предел (1-10 мОм) и замеряется сопротивление между жалом и штырьками вилки паяльника, которое должно быть бесконечно большим.
Уроки пайки. Видео
Основы пайки для начинающих собраны в этом видео.
Паяльник в процессе работы со временем выгорает. Его жало необходимо периодически затачивать и лудить. При наличии необгораемого покрытия рабочая поверхность очищается специальными химическими средствами, после чего также лудится. В процессе работы важно, чтобы паяльник не перегревался.
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт.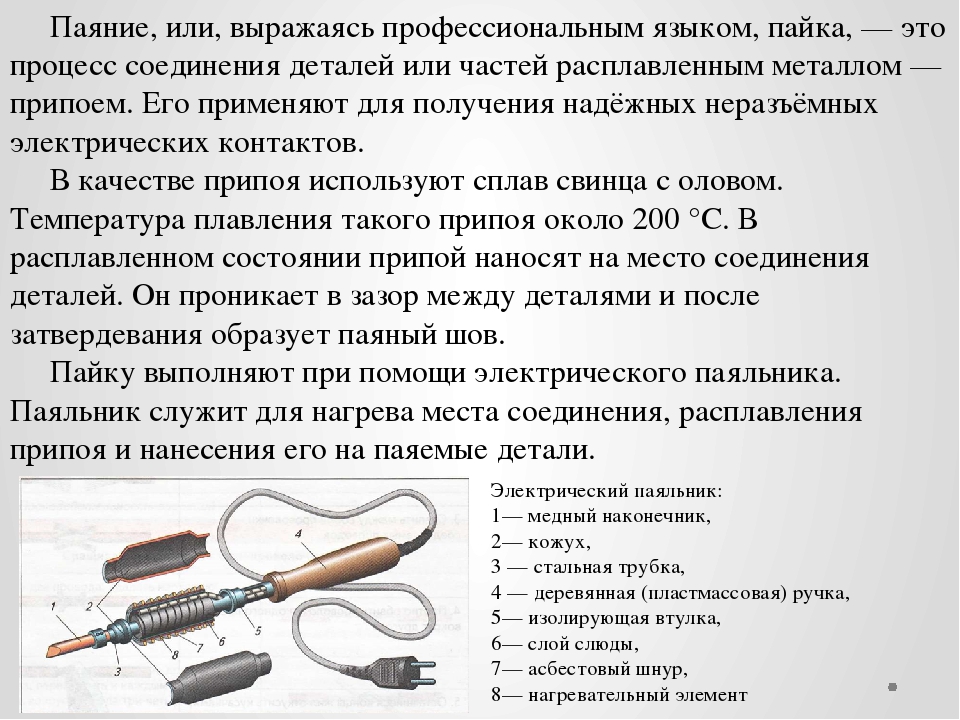 С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
 Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
 Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т. п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:
После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
До того как залудить паяльник, следует узнать, в чем заключается данная процедура и для чего ее нужно проводить. Суть состоит в том, что в результате паек из-за перегрева жало паяльника окисляется и, соответственно, теряет способность нормально расплавлять припой. Поэтому периодически возникает необходимость залудить его, то есть снять окисленную пленку.
Для этого можно использовать несколько способов, общий принцип которых сводится к следующему: при помощи напильника, наждачной бумаги, точильного камня или любого другого абразива следует очистить жало и натереть его до металлического блеска, а затем покрыть рабочую часть припоем.
Как залудить жало паяльника?
Все паяльники, за исключением так называемых паяльных станций, которые представляют собой проволочный припой из оловянной трубки с канифолью, надо залуживать. И в первую очередь это касается новых инструментов, для того чтобы привести жало в рабочее состояние и использовать его для пайки.
Чтобы залудить жало паяльника, следует к его срезу приложить абразивный материал, удобнее всего работать небольшим напильником (хотя у каждого мастера со временем вырабатывается свой любимый метод) и затачивать его до блеска, идеальной гладкости, следя при этом затем, чтобы срез получился ровным. Четких требований к тому, какую форму придать жалу, нет. Универсальной является форма в виде среза, но для выполнения пайки, например, радиодеталей, транзисторов, SMD-детали более удобной является конусообразная форма, которой добиваются точности и качества соединений.
Кроме абразивной обработки, жало можно отковать. В этом случае удается добиться увеличения срока его эксплуатации из-за меньшей растворимости в припое. Также следует обратить внимание на то, что жало паяльника может быть и съемным, закрепленным с помощью винта. В таком случае его значительно легче обработать напильником, просто сняв его.
Для того чтобы залудить паяльник, его надо включить в розетку и подождать до тех пор, пока он не разогреется до своей рабочей температуры. Горячее жало надо опустить в подготовленную заранее канифоль, а затем – в оловянный припой. Надо настроиться, что данную процедуру придется выполнить несколько раз (в среднем – 3-5 раз, но все зависит от мощности паяльника, состояния жала, его рабочей части).
Достав жало из припоя, его надо приложить к дереву. Для этого мастера обзаводятся небольшими дощечками (предпочтительно из хвойных пород дерева из-за смолы, наличие которой в древесине помогает ускорить процесс, хотя допускается использовать и другие доски, но только не материалы из древесных опилок, таких, как ДСП). Надо соблюдать последовательность (сначала канифоль, затем припой на доску) до тех пор, пока срез жала не приобретет равномерный слой припоя блестящего серебристого цвета.
Это своеобразное свидетельство того, что жало паяльника удалось залудить правильно и качественно. Можно залудить жало при помощи другого паяльника, но, так как редко у домашних мастеров в наличии одновременно имеются два инструмента, данный метод используется редко.
Часто бытовые паяльники не обладают большой мощностью, например, от 25 до 65 Вт, а электросети не всегда могут обеспечить стабильные 220 В. Поэтому жало может не нагреваться до своей рабочей температуры, что может не позволит залудить его. Об этом красноречиво будут свидетельствовать шарики, скатывающиеся из припоя и настойчиво не желающие к жалу прилипать. Выход в этом случае один: надо использовать стабилизатор напряжения или трансформатор с возможностью повышения напряжения. Иногда допускается увеличить его до 230 В.
Вернуться к оглавлению
Как правильно подготовить провода для скрутки к пайке?
Для того чтобы, например, припаять медный проводок к другому в скрутке или к жестянке из латуни, их потребуется залудить не менее тщательно, чем жало. Для этого используется жало паяльника, которое, естественно, должно быть разогретым.
Для этого используется жало паяльника, которое, естественно, должно быть разогретым.
Разогретое до нужной температуры жало окунают в сначала в канифоль, затем – в припой, после – на провод или жестянку, прижимая его плотно и одновременно елозя по поверхности. Данная процедура должна выполняться очень быстро, для того чтобы не дать возможности канифоли успеть испариться. Следует заметить, что это очень кропотливая работа и такую процедуру придется делать неоднократно, до тех пор, пока на поверхности подготавливаемых к пайке материалов не образуется ровный слой припоя.
Затрачиваемое на залуживание поверхности время отличается для чистых материалов, не успевших еще окислиться от деталей с приличным слоем окислов. В этом случае их рекомендуется сначала снять механическим способом, например, с помощью напильника или наждачной бумаги. В особо сложных случаях, когда никак не удается залудить проволоку, вместо канифоли лучше использовать специальный химический состав, паяльную пасту или кислоту, которая в основном используется для лужения железа.
Часто для пайки используется припой в виде проволоки. В этом случае жало паяльника после канифоли быстро прикладывается к залуживаемой поверхности, одновременно в точке их соприкосновения ставится проволочный припой. Кончиком жала надо тереть об край припоя. Таким образом канифоль и олово взаимодействуют между собой, происходит обогащение этим соединением места контакта.
Вернуться к оглавлению
Как происходит пайка проводов?
Залуженные материалы полностью готовы к пайке, которая обеспечит между ними надежную связь, например, для безопасного и беспрепятственного движения электрического тока (если выполняется скрутка электрических проводов). Непосредственно процесс пайки выглядит следующим образом:
Для пайки проводов паяльником понадобятся канифоль и пропой.
- Сначала к месту соединительного контакта надо поднести жало паяльника с припоем, который и обволочет залуженные части деталей.
- Так как процесс пайки обеспечивается присутствием канифоли, то, как правило, для того чтобы выполнить пайку, необходимо несколько раз окунать в нее паяльник, а затем подносить его к месту соединения.
- Процесс пайки следует завершить в тот момент, когда залуженные части деталей полностью окажутся в припое. В этот момент аккуратно убирается жало так, чтобы не сдвинуть их.
- Место пайки считается застывшим, после того как блеск припоя несколько ослабнет.
В бытовых условиях есть потребность в пайке цветных металлов: медь, латунь, олово, свинец, золото или серебро – все они довольно податливы в работе. Значительно сложнее будет совладать со сталью, железом или цинком, прежде всего, из-за того, что они значительно хуже поддаются лужению. А вот алюминий и некоторые другие металлы с помощью бытового паяльника паять нельзя.
Но паяльник можно использовать не только для соединения различных металлических деталей, но и для их разъединения. В этом случае выполняется обратный процесс, но для этого жало паяльника тоже должно быть залужено правильно. Для того чтобы отпаять, например, провода в скрутке, надо разогреть место соединения. Жало следует обмакивать в канифоль и подносить к припою до тех пор, пока последний не расплавится. После этого детали очень легко разъединить. Для того чтобы удалить остатки канифоли с их поверхности, можно маленькой кисточкой обработать их растворителем.
Во время работы и хранения на жале паяльника образуется оксидный слой. Он мешает высококачественной пайке. Для удаления этого слоя и предотвращения его повторного образования, выполняют операцию лужения, или покрытия медной поверхности защитным слоем оловянного сплава. Существует много различных способов лужения. Перед операцией жало необходимо тщательно зачистить.
Основные сведения о процессе лужения
Лужение разделяют на первоначальное, проводимое на новом или длительное время хранившемся паяльнике, и рабочее, выполняемое непосредственно перед пайкой.
Как залудить жало паяльника? Сначала выполняется механическая очистка жала от окалины, оксидной пленки, шлаков и других загрязнений, далее на подготовленную поверхность наносится тонкий слой расплавленного припоя, чаще всего на оловянной основе.
Для механической очистки применяются:
- абразивный камень;
- наждачка;
- другой паяльник.
Подготовка и обслуживание
Чем интенсивнее идет работа, тем скорее жало паяльника выгорает и обрастает чешуйками окалины.
Во время продолжительного нагрева до высоких температур медь, из которой сделан наконечник, частично переходит в расплав олова, а частично истирается о паяемые поверхности и контакты. Происходит физическая и химическая эрозия вещества. Кроме того, под действием тепла происходит окислительная реакция меди с кислородом воздуха. На моделях, позволяющих регулировать температуру, рекомендуется снижать ее при случающихся перерывах в пайке, или просто выключать на это время паяльник.
Последовательность операций по удалению окалины:
- Аккуратно вытащить жало.
- Зачистить слой окалины мелкозернистой абразивной бумагой.
- Нанести на жало графитовый защитный слой, натерев его грифелем простого карандаша, Это замедлит повторное появление слоя окалины.
- Легко постукивая по корпусу электронагревателя и поворачивая его, удалить окалину из углубления для медного стержня.
- Вставить жало обратно в крепление.
Для обеспечения электробезопасности следует каждый раз перед началом работы осматривать изоляцию сетевого кабеля на предмет отсутствия механических повреждений и оплавлений.
Время от времени полезно также измерить величину сопротивления изоляции. Замер проводится между контактами вилки и жалом. Значение должно превышать 10 мом.
Особенности жала
Жало представляет собой главный (и единственный) рабочий орган прибора. Он нагревается от электронагревателя и нагревает припой, канифоль(или другой флюс) и спаиваемые детали. В ходе работы на нем образуется невидимая глазу оксидная пленка, снижающая смачиваемость материала. Визуально это выглядит так: олово или канифоль не растекается равномерно по всей по площади, а собирается в каплю и стекает вниз.
Размер и геометрию рабочего органа выбирают так, чтобы они соответствовали выполняемым операциям. Так, при спаивании деталей больших размеров и толщины выбирают мощный паяльник с толстым жалом. Для монтажа ножек микросхем, наоборот требуется прибор особо малой мощности, с тонким жалом и хорошим заземлением, чтобы не повредить чувствительные компоненты статически зарядом или перегревом.
Универсальный паяльник затачивают лопаткой. Тонкие детали паяют узкой боковой стороной, а более массивные — плоскостью лопатки.
Залуживаем жало паяльника
Перед каждой пайкой необходимо заново залудить паяльник. Прибор надо включить и дождаться его полного прогрева. При этом медь рабочего органа приобретет красно-оранжевый оттенок. Перегревать тоже не надо, во избежание обгорания. Прогретый паяльник следует прижать к кусочку канифоли. Канифоль начнет плавиться и выделять сильно пахнущий дым. Расплавом следует равномерно покрыть жало. Потом нужно расплавить маленький кусок олова и дать ему растечься по поверхности ровным слоем.
Как залудить паяльник с медным жалом
Лужение паяльника – работа несложная и обычно не вызывает затруднений. Если поверхность стержня хорошо подготовлена и зачищена- то и оловянно-свинцовый, и серебряный припои хорошо ложатся на нее.
Зачищать поверхность стержня необходимо до состояния новой детали. Сначала надо работать крупной шкуркой, выровнять поверхность и придать ей требуемую форму. Если есть техническая возможность, неплохо подвергнуть поверхность полировке — так она будет медленнее окисляться.
Есть еще один прием – оковка. Для этого жало следует вытащить из нагревателя и, подобно кузнецу, уларами молотка отковать на наковальне (или массивных тисках). Уплотненная таким образом поверхность будет также окисляться гораздо медленнее.
После механической обработки настала пора собственно залудить жало. Опытные пайщики рекомендуют различные способы:
- Поместить канифольную банку несколько кусков припоя. Нагреть паяльник и окунуть туда зачищенный наконечник. Канифольный расплав канифоли выступит в качестве флюсовой присадки и не даст металлу покрыться оксидным слоем. Вместо этого он будет покрыт слоем олова. Далее нужно взять квадратик грубого натурального сукна и протереть свежезалуженный кончик. При этом олово разотрется по поверхности и прекрасно к ней прилипнет. Минус метода — много дыма и резкий запах.
- Следующий способ залудить кончик дает меньше дыма, но потребует больше труда. Кусок грубого натурального сукна нужно разложить на гладкой дощечке, не него насыпать дробленую канифоль или положить целый кусок. Зачищенный кончик макнуть в канифоль, натереть поверхность прутком припоя. Эту операцию придется повторить неоднократно, после чего натереть рабочую поверхность о наканифоленное сукно.
Паяльник с медным жалом требуется залудить каждый раз перед пайкой и обязательно — после хранения в бездействии.
Как залудить жало паяльника во время работы
Если тщательно зачистить и залудить жало, то через полчаса работы, а то и раньше, на него снова перестанет набираться олово. Медь потихоньку стала пригорать, на ней скапливаются шлаковые остатки. Нет смысла давить на паяльник сильнее, прервитесь для лужения. Существует ряд приемов, как залудить кончик.
Используя деревянный брусок
Шершавый деревянный брусок (еловый или сосновый, в них присутствует природная смола, близкая по составу к канифоли). На брусок следует налить небольшое количество флюсового состава и положить небольшой кусочек припоя. если вы заметили окалину, вы можете, практически не прерываясь, снова зачистить и залудить наконечник.
В металлической губке
Этот способ быстро залудить кончик потребует некоторой подготовки. В металлический стаканчик поместите хозяйственную проволочную губку для мытья посуды. Нижнюю часть губки следует промазать густым флюсом, таким, как паяльное сало. При небольшом погружении кончика в губку его можно очистить от шлаков и окалины. А если подцепить каплю олова и погрузить в губку поглубже- то получится и залудить.
Этим методом можно очистить и залудить и классический медный наконечник, и современные — изготовленные из никеля или керамики.
В канифоли
Этот традиционный способ залудить потребует известной ловкости и быстроты движений. Медь окисляется очень быстро, и можно не успеть донести наконечник от места механической очистки до емкости с флюсом. Поэтому чистят прямо под флюсом, подложив под жало напильник. Кончиком надо тереть по напильнику до плавления флюса, после этого можно залудить, поднеся оловянный пруток.
Залудить классическим способом
Еще один традиционный способ залудить связан с применением тугоплавкого припоя. Тугоплавкость припоя позволяет ему медленнее испаряться с поверхности залуженного паяльника и будет дольше сохраняться на меди. Для него потребуется:
- напильник с частой насечкой;
- шероховатая доска из дерева хвойных пород;
- канифоль;
- кусочек тугоплавкого припоя.
Последовательность действий следующая:
- положить припой на дощечку;
- зачистить одну сторону;
- глубоко окунуть в канифоль;
- быстро зачистить о дощечку, проводя по припою;
- повторить для второй стороны.
Как залудить жало современного паяльника
Согласно декларациям производителей, наконечники из керамики или никеля не нуждаются в лужении. В реальной жизни они также подвержены образованию нагара и окалины. Облудить такой паяльник обычным способом не выйдет. Понадобится:
- хлопчатобумажная ветошь;
- баночка с канифолью;
- пруток припоя.
Следует протереть наконечник о ветошь и сразу погрузить его в канифоль. Вдоль наконечника нужно погрузить в кипящую канифоль пруток припоя. Он расплавится и пристанет к рабочим поверхностям.
Способы проведения лужения
Существует несколько способов зачистить рабочие поверхности перед лужением:
- С применением абразивных материалов. Надфиль, напильник, точильный брусок, шкурка.
- При помощи ковки. Рекомендуется снять жало перед его обработкой.
- С использованием еще одного паяльника. Наконечники трут друг о друга.
После зачистки следует немедленно, не дожидаясь восстановления оксидного слоя, погрузить наконечник в емкость с канифолью. Туда же погружают пруток припоя, расплавляя его и давая растечься по поверхности стержня. Эту операцию следует повторить несколько раз, чтобы убедиться в полном покрытии припоем рабочих поверхностей.
Необходимо тщательно осмотреть наконечник. Если остались участки, не покрытые припоем, операцию следует повторить до получения росного сплошного слоя.
Залудить раз и навсегда не получится. Лужение требуется периодически повторять.
Как залудить необгораемое жало
Традиционное жало, выполненное из красной меди, имеет склонность к постоянному выгоранию и образованию окалины. Достаточно часто требуется зачистить и залудить его. С другой стороны, работа по распайке высокочувствительных к перегреву микросхем и других электронных компонентов требует минимального присутствия припоя на рабочем органе. Даже того минимального тепла, которое запасается к капле припоя, может оказаться достаточно, что бы повредить их.
Для монтажа таких термочувствительных деталей применяются необгораемые наконечники, с нанесенным тонким никелевым слоем. Это покрытие легко оцарапать, и традиционная для медных наконечников зачистка напильником или шкуркой быстро выведет его из строя. Не следует также удалять излишки припоя постукиванием о подставку.
Такие рабочие органы можно залудить следующим способом:
- приготовить кусок хлопковой ткани, канифоль и припой;
- смочить ее холодной водой, слегка отжать;
- в банку с канифолью поместить кусок припоя;
- сильно натереть прогретый паяльник о ткань, добиваясь стирания оксидного слоя;
- быстро окунуть наконечник в канифоль и расплавить в ней олово, давая ему равномерно растечься;
- натереть о хлопковую ткань.
Допустимо применять для этого проволочную губку из медных сплавов. Стальная проволока не подойдет — она повредит и сдерет никелевое покрытие слой.
Для необгораемых паяльников особо важно соблюдение температурного режима — при его превышении наконечник может выйти из строя. Нужно внимательно следить за температурой, при перерывах в пайке снижать мощность, если прибор оснащен регулятором. Если регулятора нет, паяльник во время перерыва следует выключать. В продвинутых моделях существует функция автоматической регулировки мощности. Она использует информацию от датчика температуры и снижает мощность, если устройству грозит перегрев. Кроме перегрева, для необгораемых наконечников также вредно долго находиться без припоя.
Необгораемые наконечники обладают еще одним преимуществом — их можно легко снять и заменить. Доступны целые наборы сменных рабочих органов, предназначенные для разных видов пайки.
Как припаять провод к проводу паяльником правильно?
Для того, чтобы припаять провод к проводу, нужно приобрести сразу несколько инструментов и материалов, таких как:
- Флюс – средство для очистки поверхности окислившегося металла. Бывают:
- кислотные;
- антикоррозионные;
- бескислотные;
- активированные;
- Припой – сплав олова и свинца.
- Рабочее место (чистый, просторный стол, в качестве подкладки можно использовать металлические листы или деревянные доски).
- Паяльник (жало должно быть чистое, без остатков старой канифоли)
- Тряпка или губка для очистки жала.
При пайке проводов следует соблюдать ряд правил, которые помогут грамотно и быстро спаять провода:
- Работать надо в хорошо освещенном помещении с настольной лампой, которая работает от внешних источников питания.
- Работать надо только с проводами без напряжения.
- Существует ряд видов соединений, каждое из которых подходит для разных категорий пайки.
- Помимо этого, существует ряд металлов, которые не пригодны для спайки. К таким относятся ржавый металл (он плохо соединяется при спайке, при этом, провод с такой жилой имеет высокую вероятность сгореть), алюминий (после того, как процесс зачистки провода завершен, существует вероятность образования на нем так называемой оксидной пленки). Данная проблема характерна для алюминия: при плавке этого металла в 100% случаев образуется оксидная пленка. Эту пленку можно удалить химическим или механическим путем, который будет выбран, исходя из способа пайки. Для того, чтобы избежать ее образования, требуется использовать флюс, который предназначен для спайки необходимых вам материалов, хромированные детали, части, изготовленные под высоким давлением (не плавятся и не сплавляются с припоем).
- Металлы, которые пригодны для пайки: олово, серебро, медь, латунь, цинк, никель, железо, нержавеющая сталь.
Если все правила соблюдены и инструменты собраны, то можно переходить к процессу подготовки:
- Нагрев паяльника – паяльник необходимо разогреть до температуры, которая будет превышать температуру припоя.
- Подготовка паяльника – жало паяльника необходимо отчистить, после чего окунуть его во флюс. Флюс – это канифоль или другое вещество помогающее очистить металл. После чего, необходимо разогреть припой и нанести на жало.
- Оголить провода. Выполнить данную процедуру достаточно просто. Существует 2 типа проводов – одножильные и многожильные. В обоих случаях необходимо оголить провода от изоляции, после чего, нужно очистить провода от различных загрязнений. В случае, если необходимо выполнить очистку проводов, доступ к которым ограничен, то можно использовать ватные палочки.
Пошаговая инструкция процесса пайки
залуженное жало паяльника
Рассмотрим инструкцию процесса пайки на примере скрепления 2 проводов из меди.
Если все этапы подготовки выполнены, то можно переходить непосредственно к процессу пайки:
- Первое, что необходимо сделать – это залудить провода. При лужении многожильных проводов нужно их предварительно скрутить, тогда процесс будет происходить намного быстрее.
- Для лужения проводов, необходимо взять оголенную жилу, положить на канифоль или обработать другим флюсом, после чего требуется аккуратно облить ее сверху припоем.
- Зафиксировать провода – иногда для этого используются специальные станки, иногда самодельные конструкции. В случае, когда вы неправильно зафиксировали провода, процесс пайки может закончиться не лучшим образом.
- Соединение – на этом этапе мы соединяем 2 предварительно обработанные жилы и обливаем их припоем. Для того, чтобы осуществить данный процесс, требуется нагретой частью паяльного инструмента расплавить немного припоя, после чего аккуратно наносить его на соединение двух жил.
- Очистка соединения – под конец процесса пайки необходимо очистить место соединения жил, это можно сделать при помощи наждачной бумаги или напильника. Очень важный процесс, так как если на данном месте будет окисление, то провода могут сгореть.
- Обмотка изоляцией – чаще всего для этих целей используется изолента, она самый универсальный вариант. Ее плюсы – легкодоступная, можно приобрести в любом магазине, проста в использовании, нет ничего сложного в том, чтобы обернуть провод изолентой, долгосрочная, можно не менять в течение долгого времени.’
если провод чистый и сделан из меди, то лужение произойдет моментально
Как отпаять провод?
Инструкция:
- Для начала вам необходимо подготовить паяльник. Необходимо разогреть инструмент, затем обработать флюсом, после чего аккуратно расплавить небольшое количество припоя.
- После этого оголить от изоляции необходимое место провода и очистить его от механических загрязнений.
- Лужение провода – необходимо нанести на провод флюс, и удалить все окисления.
- Зафиксировать провод.
- Обозначить область распайки – напильником выпилить небольшую рейку, по которой будет двигаться жало.
- Аккуратно двигаться жалом по размеченной линии, несколько раз, пока не достигнете результата.
- Подождать пока провод остынет до комнатной температуры.
- Нанести изоляцию.
Данный процесс не несет в себе никаких сложностей, единственное, что требуется – это следовать указаниям инструкции, процесс распайки не сильно отличается от процесса спайки двух проводов.
Выбор паяльника
Итак, начнем с того, что паяльник – это самая основная часть процесса пайки. От правильного выбора этого инструмента зависит скорость и удобство выполнения работы.
Электрические паяльники делятся на 2 типа:
- Спиральные. Спиральные нагреваются медленно, но более долговечны.
- Керамические. Керамические, в свою очередь, быстро разогреваются, но требуют бережного использования, так как весьма сильно подвержены механическому воздействию.
Также, прибор подразделяется по мощности:
- 3-10 Вт, в основном используются при распайке микросхем, совсем крохотных размеров;
- 20-40 Вт, пользуются спросом у радиолюбителей и в быту;
- 60-100 Вт, с их помощью паяют провода с сечением больших размеров;
- 100-250 Вт, для работы с металлом крупных размеров;
В основном, опытные пайщики используют паяльные станции, так как они оснащены регулируемым диапазоном нагрева и способны поддерживать постоянную температуру. Паяльная станция в руках мастера намного ускоряет и улучшает процесс работы, но новичок, к сожалению, не сможет ощутить преимущества.
Существует определенный ряд характеристик, по которым отличаются паяльники:
- Напряжение питания паяльника.
- Форма жала.
- Максимальная температура жала.
Нельзя забывать о такой важной вещи, как подставка для паяльника. Он нагревается до трехсот градусов и при какой-либо оплошности может привести к немедленному возгоранию легковоспламеняющихся материалов. Необходимо очень ответственно выбирать необходимую подставку, которая полностью подходит к имеющемуся паяльнику.
Назначение и классификация проводов
Провод – это изделие электротехники, которое состоит из 2 или более металлических проволок, покрытых обмоткой из какой-либо неметаллической ткани. Служит для связи источника тока с потребителем.
Провод состоит из 2 частей. Первая это жила – часть, проводящая ток. Вторая часть – это изоляция, то есть то, что ограждает жилу от внешних раздражителей. В качестве жилы обычно используется проволоки из меди и алюминия, изоляция делается из бумаги, резины, лакового покрытия.
Есть определенная классификация проводов:
- обмоточные;
- медные;
- провода высокого сопротивления;
- монтажные соединительные;
- выводные;
- провода для подвижного состава;
- изолированные для воздушных линий;
- неизолированные;
- провода для геофизических работ;
- термостойкие;
- термоэлектродные;
- прогревочные;
- автомобильные;
- авиационные;
- установочные;
- провода связи;
Советы
- Использовать спецодежду. При работе с паяльником лучше всегда носить спецодежду, такую как перчатки, специальный фартук, очки. Это поможет избежать ожогов и травм при работе. Помимо этого, иногда требуется использовать маску, чтобы избежать попадания токсичных паров в дыхательные пути.
- Не оставлять паяльник сухим при нагревании. Необходимо всегда смачивать паяльник канифолью, это поможет избежать окисления.
- Выбирать паяльник лучше со сменным жалом, чтобы использовать разные формы.
- Лучше использовать разные температуры, для разных видов сплавов. Так можно сделать спайку намного качественней и долгосрочной.
- Использовать надежное освещение. Использовать настольные лампы и фонарики с внешними источниками питания. Это поможет продолжать работу на случай отключения электроэнергии.
Статья была полезна?
1,00 (оценок: 1)
Как паять провода – лужение и пайка жил своими руками
Паяние – это совсем несложный процесс, которым может овладеть даже школьник. Паяльник – нужная вещь в домашнем хозяйстве, тем более если вы радиолюбитель или самостоятельно чините электронику. Прочитав статью и узнав, как правильно паять провода, не стоит спешить и тренироваться на бытовой технике, практиковаться лучше на расходных материалах. Ведь пайка проводов – это искусство, которое требует опыта, уверенности в своих действиях и внимательности.Что необходимо для пайки
Паяние – это процесс расплавления и нанесения специального вещества припоя. Температура его плавления ниже, чем у проводов, нуждающихся в соединении. Расплавленное вещество заполняет микроразрывы в металле, а после его охлаждения образуется устойчивая связь между двумя проводами. Чтобы качественно паять паяльником провода и не только, понадобятся следующие инструменты:- Сам паяльник.
- Подставка под электропаяльник.
- Припой.
- Флюс или канифоль.
- Кусачки.
- Напильник.
- Скальпель и пинцет.
- Защитные очки, перчатки, специальная одежда.
Паяльник является главным инструментом для работы, которым осуществляют пайку и расплавляют припой. Теперь остается только один вопрос, как выбрать паяльник для пайки проводов. Существует множество моделей данного инструмента, но главным критерием при его выборе остается мощность. Разделяют их на несколько видов:
- Модели с малой мощностью от 3 до 10 Вт. Такими паяют мелкие детали и микросхемы.
- Бытовые паяльники, их мощность от 20 до 40 Вт. Они предназначены для спайки проводов, транзисторов и других деталей.
- Для спайки очень толстых проводов подойдет паяльник на 60-100 Вт. Такой инструмент чаще используют автомобилисты, механики.
- 100 Вт и более, таким электрическим паяльником соединяют не только провода, но и кастрюли, даже автомобильные радиаторы. Это совсем не бытовой инструмент, им могут пользоваться только профессионалы.
Внимание! Не стоит пренебрегать мерами безопасности, при работе с паяльником нужно надевать защитные очки и перчатки, чтобы раскаленный припой случайно не попал в глаза или на кожу рук.
Канифоль и флюсы
Флюс – это жидкое или твердое вещество, которое связывает припой с металлической поверхностью проводов. Также он помогает обезжирить поверхность проводов, а саму припайку спасает от окисления. ЛТИ 120 является наиболее популярной маркой флюса. Данное вещество можно сделать самостоятельно, для этого необходимо канифоль растворить в спирте, в соотношении 60 % на 40 %, тщательно взболтав смесь. Канифоль – это смесь смоляных кислот и их изомеров, на вид оно хрупкое, прозрачное, светло-желтого или темно-красного цвета. Начинающим проще работать с канифолью, так как он более удобен при пайке. Ее цена невысокая, поэтому она становиться удобным расходным материалом. Абсолютно нерастворима в воде, но растворяется в спирте и ацетоне. В зависимости от сорта, расплавляется при температуре не ниже 66-69 ºС. Чаще канифоль используют при пайке медных деталей, а когда процесс более сложный применяют флюс, который подходит ко всем материалам.Вспомогательные материалы
Это компоненты не входящие в состав полученного соединения после пайки, но участвуют в его образовании: паяльные флюсы, газовые среды, стоп-вещества. Действия, которые следует проводить при флюсировании:- смачивать металл и припой флюсом;
- снять оксидную пленку с поверхности металла и припоя;
- удаление флюса из под зазора расплавленным припоем.
Последовательность выполнения работ
Первым делом идет подготовка поверхности проводов. С них необходимо снять изоляцию, краску, лак, грязь, жир. Для этого можно использовать скальпель, аккуратно зачищая им поверхность, а после легко протереть тряпочкой, чтобы не оставалось пыли. Работа по паянию проводов проводится в несколько этапов:- Устанавливаем паяльник на подставку и включаем его в сеть.
- Через несколько минут окунаем жало паяльника в канифоль, для проверки его нагрева. Если канифоль плавится, то нагрев можно считать достаточным.
- Лудим соединяемые поверхности, опускаем жало сначала в канифоль или обрабатываем его кислотой для пайки. Далее кончиком паяльника нужно взять немного припоя и аккуратно нанести на нужное место.
- пайку нужно наносить быстро и точно;
- если с первой попытки не удалось правильно припаять, спайке нужно остыть, а потом наносить второй слой;
- припой нужно наносить не кончиком паяльника, а всей его поверхностью.
Подготавливаем инструмент
Сначала подготавливаем наконечник, его нужно заточить и разогреть. Стачивать жало необходимо под углом 45 градусов. Далее паяльник оставляют включенным на 20-30 минут. Если инструмент начинает дымить, это не страшно, так выгорает заводская смазка. После наконечник аккуратно зачищают напильником от гари.Важно! Если наконечник паяльника из металлокерамики, в таком случае он не обрабатывается напильником, а вытирается влажной тряпочкой.
Выполняем лужение
После зачистки и обезжиривания поверхности жала проводится его лужение. После нагрева и чистки рабочую поверхность наконечника сразу же опускают поочередно в припой и канифоль. В этот момент главное – не дать ему окислиться. Дальше наконечник водим небольшими движениями вперед-назад по дну ванночки в подставке, периодически смачивая его в канифоли для более эффективной смазки. Когда рабочая область с обеих сторон покрылась припоем, подготовка инструмента завершена. Только после таких процедур инструмент готов к работе.Спаиваем жилы
Завершающим этапом является спаивание жил. Для более надежного соединения, провода между собой можно скрутить, а потом наносить на них припой. Когда же провода состоят из пучка жил, то их лучше распушить и каждый проводок залуживать по отдельности. После чего переплетаем их между собой, скручиваем и запаиваем.Внимание! Во время пайки не стоит двигать жилы, потому как соединение будет непрочным. Место соединения необходимо изолировать с помощью изоленты, что поможет избежать коротких замыканий при работе проводов.
Преимущества и недостатки пайки
Главными преимуществами пайки остается дешевизна и простота технологического процесса. Главное – иметь в доме паяльник, а сами материалы, такие как канифоль и припой, стоят совсем недорого, а их расход совсем небольшой. Она способна соединить различные виды металлов с прочими материалами: металл с керамикой, стеклом, резиной. Потому как непосредственная пайка металлов с неметаллами невозможна. Первым делом на их поверхность нужно нанести слой меди, серебра, никеля, таким способом они надежно крепятся к неметаллам и обеспечивают надежную пайку с металлом. Дополнительного обслуживания соединение не требует. Электропаяльником можно паять провода разные по сечению, одножильные с многожильными. С его помощью можно даже одновременно припаять более двух проводов. Основным недостатком является небольшая прочность паяного шва механическая и термическая. А также для более качественно проделанной работы нужна высокая точность обработки поверхностей, сборка и фиксация деталей под пайку.
Заключение
Итак, мы рассмотрели тему как паять провода между собой, привели некоторые нюансы качественно выполненной работы. Как видите, процесс совсем несложный, но стоит набить руку в этом деле. Выбирайте паяльник в зависимости от работ, которые планируете проводить, и, для удобства, со сменными жалами. Перед работой не забывайте уделять время чистке жала, счищая загрязнение напильником. Во время пайки пользуйтесь средствами индивидуальной защиты: очки, перчатки, специальная одежда, тем более если вы новичок в этом деле. Выполняя все действия согласно инструкции и соблюдая технику безопасности, любой желающий способен выполнить качественную пайку проводов и не только.Как паять – простое руководство для начинающих и любителей
Научиться паять может каждый. И это важный навык, который нужно знать, создавая электронику.
Простая пайка. Все, что вам нужно, это паяльник и немного припоя. Когда мой папа учил меня в подростковом возрасте, я помню, как быстро это освоил.
Из этого руководства по пайке вы сначала научитесь паять два провода. Затем вы научитесь паять компоненты на печатной плате. Если вы уже знакомы с этим, подумайте о том, чтобы перейти к моему руководству по пайке SMD или пайке оплавлением.
Также ознакомьтесь с моей статьей о паяльных инструментах, необходимых для начала работы.
Подготовка рабочего места
Подготовьте рабочее место. Найдите свой паяльник и припой и начните нагревать утюг. Пара кусачков обычно тоже пригодится.
Поместите паяльник в держатель. Если у вас нет держателя, по крайней мере, убедитесь, что кончик ничего не касается, пока вы его нагреваете.
Если у вас есть паяльник с регулируемой температурой, ознакомьтесь с моим руководством по выбору правильной температуры пайки.
Очистите наконечник
Когда утюг горячий, первое, что вы должны сделать, это очистить наконечник, чтобы удалить с него старый припой. Вы можете использовать влажную губку, медную губку для мытья посуды или что-нибудь подобное.
Оловянный наконечник
Перед тем, как приступить к пайке, следует олово, жало паяльника. Это означает просто расплавить новый припой на наконечник. Это ускоряет передачу тепла наконечником и тем самым упрощает и ускоряет пайку.
Если на кончике остались большие капли олова, просто очистите его снова, как показано выше.
СОВЕТЫ: Если вы залудите жало перед тем, как положить паяльник на день, говорят, что жало должно прослужить дольше.
Пайка двух проводов
Если вы хотите соединить два провода припоем, первое, что вам нужно сделать, это залудить два провода. Обратите внимание, что проволока нагревается, поэтому вам следует удерживать ее пинцетом или чем-то подобным.
Поместите кончик утюга на проволоку и дайте ему нагреться в течение нескольких секунд. Затем добавьте немного припоя, пока провод не пропитается припоем.
Если это толстая проволока, следует увеличить нагрев утюга (если возможно), чтобы проволока нагрелась быстрее. Повторите процесс лужения с другой проволокой.
Теперь соедините два луженых провода вместе и удерживайте, пока нагревают их паяльником, чтобы олово на обоих проводах расплавилось.
Как припаять печатную плату
Теперь давайте посмотрим, как припаять компоненты со сквозными отверстиями к печатной плате.
Начните с размещения компонента в его отверстиях. Поместите его так, чтобы его ножки выходили на ту же сторону, что и контактные площадки.
На стороне пайки платы немного согните ножки компонента. Так она не выпадет, если перевернуть доску вверх ногами.
Не стесняйтесь добавлять сразу несколько компонентов.
Теперь вы готовы приступить к пайке.
Поместите кончик утюга на площадку так, чтобы он нагрел ножку компонента и площадку печатной платы.
Нагрейте их примерно секунду перед тем, как нанести припой. Пока добавляете припой, держите утюг на стыке.
Когда у вас будет достаточно припоя, удалите припой. Затем вынуть жало паяльника из стыка.
Осмотрите ваше паяное соединение, чтобы убедиться, что все в порядке.Хорошее паяное соединение имеет форму конуса.
Если вы довольны своей пайкой, отрежьте вывод компонента над паяным соединением.
Но не сокращайте это слишком коротко! Это усложнит вам жизнь, если вам по какой-то причине придется демонтировать компонент позже.
Остерегайтесь холодных паяных соединений!
Всегда следите за тем, чтобы вы применяли достаточно тепла! И к колодке, и к штифту. В противном случае вы можете получить соединение холодной пайки .
Холодное паяное соединение на первый взгляд часто выглядит нормально. Но если вы присмотритесь повнимательнее, вы увидите крошечный зазор между припоем и штырем. Это означает, что штифт неправильно подключен к колодке.
Это может привести к серьезному разочарованию, когда ваша схема не работает, и вы пытаетесь выяснить, почему.
Как научиться паять
Хотите научиться паять? Самый быстрый способ научиться паять – это потренироваться на большом количестве схем.Например, купите себе набор для пайки, чтобы попрактиковаться.
Или вы можете сами найти интересные схемы и припаять их на картон.
Сообщите мне, какие вопросы у вас есть по поводу пайки, в разделе комментариев ниже!
Как чистить и обслуживать паяльник
Паяльник – удобный инструмент, если вы работаете с большим количеством электромонтажных работ. Он обеспечивает удобный способ подключения к электросети, хотя некоторые также используют его для поделок и хобби.Когда вы впервые покупаете паяльник, вам нужно сделать несколько вещей, чтобы подготовить его к эксплуатации на всю жизнь.
Как впервые залудить паяльник
Что такое «лужение» при пайке? Хотя этот термин может относиться к нескольким вещам, это первое, что вам нужно сделать, когда вы приобретете новый паяльник. Во время лужения слой припоя расплавляется на любых металлических деталях, с которыми вы работаете, но в данном случае это относится к распределению припоя по кончику утюга.
Жало паяльника покрыто железом. Это покрытие может окисляться – процесс коррозии, который происходит, когда металл подвергается воздействию кислорода. Чтобы этого не произошло, важно содержать наконечник в чистоте и обрабатывать его. Покрытие наконечника паяльника тонким слоем припоя и нанесение припоя на чистый наконечник перед выключением паяльника помогут предотвратить окисление, поскольку сам припой устойчив к окислительным и коррозионным воздействиям.
3 этапа лужения паяльника
Шаг 1. Установите температуру на паяльнике.
Идеальная рабочая температура для паяльников обычно составляет 500 – 600 ° F. Она может варьироваться в зависимости от припоя и проволоки, с которыми вы работаете, но это должна быть разумная температура, при которой ваш утюг можно будет лужить.
Шаг 2: Выберите правильный припой.
Flux – химическое чистящее средство, используемое при работе с металлами. Вы можете купить флюс отдельно, но многие припои уже имеют сердечник из флюса. Это лучший тип припоя для сохранения кончика паяльника.
Шаг 3. Держите наконечник в чистоте.
Во время пайки используйте влажную губку, чтобы держать кончик паяльника чистым. Продолжайте наносить на утюг тонкий слой припоя с флюсовым сердечником. Когда работа будет завершена, нанесите последний тонкий слой припоя на наконечник и дайте ему остыть.
Как чистить паяльник?
Несоблюдение правил содержания паяльника в чистоте может привести к ряду проблем, включая снижение производительности и коррозию. Когда ваш паяльник подвергается коррозии, это препятствует плавному стеканию припоя с кончика паяльника.Как узнать, что жало паяльника плохое? Скорее всего, плохой наконечник на самом деле просто заржавел. Коррозия вызовет комкование припоя на наконечнике. Это явный признак того, что ваше паяльное жало плохое, но это не значит, что его нельзя исправить с помощью надлежащей очистки. Выполните следующие действия, чтобы очистить паяльник.
Три шага к чистому паяльнику
Шаг 1: Нанесите припой.
Если вы используете припой с флюсовым сердечником, начните чистку паяльника, выполнив указанные выше действия по лужению.Флюс в припое поможет частично удалить коррозию.
Шаг 2: Во время использования используйте влажную губку.
Обычной практикой при пайке является использование влажной губки во время пайки. Сохранение чистоты паяльного жала во время использования поможет предотвратить неконтролируемую коррозию.
Шаг 3. Используйте сухой скраб.
Для очистки паяльника можно использовать стальную вату. Существуют также специальные скрабы, предназначенные для устранения коррозии и различных загрязнений.
Важно отметить, что вы не хотите чрезмерно чистить жало паяльника. Флюс может оставлять на кончике черный остаток. Лучше оставить этот остаток, чем пытаться соскрести его и повредить наконечник. Если после очистки паяльник по-прежнему не работает, возможно, в его покрытии есть трещина или отверстие. Жала паяльника содержат медь внутри. Обратите внимание на медный оттенок, осматривая наконечник на предмет трещин или отверстий. Вам следует заменить поврежденный наконечник.
Уход и чистка важны, чтобы научиться пользоваться паяльником. Базовый уход будет поддерживать ваш паяльник в наилучшем состоянии, обеспечивая при этом плавность пайки как расплавленный металл.
Что такое пайка? Полное руководство (значение, определение и типы)
Пайка – это процесс соединения, используемый для соединения различных типов металлов путем плавления припоя. Припой – это металлический сплав, обычно состоящий из олова и свинца, который плавится горячим железом.Утюг нагревается до температуры выше 600 градусов по Фаренгейту, а затем остывает, чтобы создать прочную электрическую связь.
Содержание
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Припой плавится за счет тепла от утюга, подключенного к контроллеру температуры. Он нагревается до температуры, превышающей его точку плавления, около 600 градусов по Фаренгейту, что затем вызывает его плавление, которое затем охлаждается, образуя паяное соединение.
Помимо создания прочных электрических соединений, припой можно удалить с помощью приспособления для удаления припоя.
Припой – это металлический сплав, используемый для создания прочных постоянных связей; например, соединение меди в печатных платах и соединения медных труб. Он также может поставляться двух разных типов и диаметров, бессвинцовый и бессвинцовый, а также может иметь размер от 0,032 дюйма до 0,062 дюйма. Внутри сердечника припоя находится флюс, материал, используемый для усиления и улучшения его механических свойств.
Присадочные металлы, используемые при пайке, когда-то были на основе свинца (свинцовый припой), однако, в соответствии с правилами, припои на основе свинца все чаще заменяются бессвинцовыми припоями, которые могут состоять из сурьмы, висмута, латуни, меди, индия, олова или серебра. .
Иногда в месте соединения присутствуют загрязнения, такие как масло, грязь или окисление, флюс помогает предотвратить окисление, а иногда может химически очистить металл. Используемый флюс – канифольный флюс , который способствует механической прочности и электрическому контакту электрических соединений. Иногда также можно нанести «смачивающий агент» для уменьшения поверхностного натяжения.
Существует три типа пайки, в которых используются все более высокие температуры, которые, в свою очередь, обеспечивают все более прочное соединение:
- Пайка мягким припоем (90 ° C – 450 ° C) – Этот процесс имеет самую низкую температуру плавления присадочного металла среди всех типов пайки при температуре менее 400 ° C, эти присадочные металлы обычно представляют собой сплавы, часто содержащие свинец с температурами ликвидуса ниже 350 ° C.Из-за низких температур, используемых при пайке мягким припоем, он наименее термически нагружает компоненты, но не обеспечивает прочных соединений и, следовательно, непригоден для механических нагрузок. Он также не подходит для использования при высоких температурах, так как этот тип припоя теряет прочность и плавится.
- Твердая (серебряная) пайка (> 450 ° C) – Латунь или серебро являются связующим металлом, используемым в этом процессе, и для достижения температур, при которых паяются металлы, требуется паяльная лампа.
- Пайка (> 450 ° C) – В этом типе пайки используется металл с гораздо более высокой температурой плавления, чем при твердой и мягкой пайке. Однако, как и при пайке твердым припоем, склеиваемый металл нагревается, а не плавится. Когда оба материала достаточно нагреются, вы можете поместить между ними припой, который плавится и действует как связующее.
Паяльник – это ручной инструмент , используемый для нагрева припоя , обычно от источника питания, при высоких температурах, превышающих точку плавления металлического сплава.Это позволяет припою течь между деталями, которые необходимо соединить.
Этот паяльный инструмент состоит из изолированной ручки и металлического металлического наконечника с подогревом. На хорошую пайку влияет чистота жала паяльника. Для поддержания чистоты пользователь будет держать паяльник и использовать влажную губку для очистки жала паяльника перед пайкой компонентов или выполнением паяных соединений.
Помимо паяльника, более старые присоски s являются важной частью паяльной установки.Если применяется чрезмерное количество припоя, эти небольшие инструменты используются для удаления припоя, оставляя только то, что нужно.
Паяльные пистолетыиспользуются там, где требуется больше тепла, поскольку утюги потребляют меньшую мощность. Этот инструмент используется для соединения витражей, легкого листового металла и тяжелых работ по пайке электроники. Когда вам нужно паять с перерывами, паяльник намного практичнее, так как он намного быстрее остывает.
Общая информация по пайке
Общая информация по пайке Общая информация по пайке Очистка
Хороший специалист по пайке соблюдает следующие этапы подготовки
для каждой работы.
- Очистка всех компонентов, печатных плат, инструментов и материалов. используется для процесса пайки.
- Выбор флюса.
- Определение используемого тепла и времени выполнения работы, которые основаны на тепловой массе соединяемых частей.
- Выбор припоя.
- Выбор съемника флюса.
Спросите опытного специалиста по паяльнику: «Что самое важное? задачу выполнить перед пайкой? »Многие техники, даже те, кто паял годами, наверное ответит: «тепло», «железный наконечник», “припой.«Обычно они упускают из виду самую важную задачу: уборку.
Очистите жало паяльника, вывод компонента или провод, предмет, который компонент припаивается к (плате или клемме), используются инструменты для формирования проводов / выводов и даже самого припоя.
Очистка паяльного жала
Жало паяльника должно быть ярко-серебристого цвета без остатков флюса или
припаять на нем. Любое крупное скопление оксида на наконечнике удаляется
протирая кончик влажной губкой перед нанесением на участок,
припаял.Это шокирующее действие снимает оксид и оставляет кончик
нетронутой и в надлежащем состоянии для пайки. Для начала вам понадобится
правильный паяльник для работы. Для большинства электроники
работа, это означает утюг карандашного типа мощностью от 25 до 30 Вт с регулируемым нагревом.
контроль. Это позволяет легко обеспечить правильную температуру.
используется для работы под рукой. Паяльные пистолеты или утюги с магнитным
контролируемые обогреватели могут повредить крошечные и чувствительные
интегральные схемы или ИС из-за электромагнитных полей
исходящие от этих типов утюгов.
Обслуживание жала
Если паяльник не имеет тонкого однородного слоя или припоя
по всей поверхности наконечник не был должным образом лужен. Если
наконечники утюга не залужены должным образом, начните с холодного утюга, включите нагрев
и удерживайте припой с порошковой проволокой напротив наконечника, пока он нагревается.
Сотрите излишки припоя, затем ударьте кончиком по губке перед
пайка. Не протирайте излишки припоя, пригоревшие остатки флюса и
другие загрязнения на губке.Губка предназначена для
шокируйте утюг. Если вы продолжаете сбрасывать лишний припой, сгоревший флюс,
и другие загрязнения на губке, губка быстро приходит в негодность.
Каждый раз, когда вы затем касаетесь губки, вы собираете грязь, которую вы туда положили
ранее. Это добавляет загрязнения паяному соединению. Губка
следует удалить тонкий слой или оксид, который накапливается, когда железо
с подогревом. Найдите другое средство и другое место для удаления грязи с
ваше железо. Один из способов – использовать салфетки из бумаги или хлопка, которые будут
не измельчать и не оставлять частицы, и очень аккуратно протирать грязь
от вашего железа.Затем потрясите кончиком утюга, чтобы он коснулся влажного
губка. Некоторые паяльные станции теперь имеют губки с отверстиями в
посередине, которая позволяет стереть излишки припоя в отверстие
оставляя губку чистой от загрязнений, которые в противном случае
кончик утюга. (Практический совет: когда вы не пользуетесь утюгом,
убедитесь, что на кончике остался большой кусок припоя. Это поддерживает
лужение на наконечнике, и наконечник прослужит намного дольше. Много
техники по ошибке чистят наконечник перед тем, как вставить утюг в
держатель.Оставьте припой на наконечнике, чтобы защитить его.)
Очистка доски
На производстве относительно чистая доска обычно
доступны, но это не следует воспринимать как должное. Если доски имеют
хранились без защиты от окислов и других переносимых по воздуху
от загрязнений, перед пайкой может потребоваться очистка.
Клеммы проводов, возможно, потребуется предварительно покрыть лужением для удаления оксидов перед проводкой.
установлен. Грязевые пленки на металлах могут состоять не только из оксидов, но и из
сульфиды, карбонаты и другие коррозионные материалы из
среда.Они будут препятствовать течению припоя или смачиванию припоя.
на паяемые поверхности.
Выводы компонентов и очистка проводов
Выводы компонентов следует периодически проверять на возможность пайки. Брать
товары со склада наугад и проверьте их, чтобы убедиться, что проблемы будут
не встречаться при установке компонентов на плату. Если
При необходимости повторно залудите провода, а затем очистите их. Проволока луженая вручную
или припоя, следует удалить пригоревшие остатки флюса.Если это
остатки не удаляются, этот загрязняющий материал будет включен в
ненадежное соединение. Очистите провод жидким очистителем. Предметы
например, розовый ластик, стальная мочалка или аналогичные чистящие средства
не лучшая идея. Ластик оставляет остатки жевательной резинки, которые у вас теперь есть
удалить, и стальная вата может удалить лужение и т. д.
Некоторые специалисты считают, что тепло паяльника счищает
область для пайки. Это очень распространенное заблуждение. Несколько из
используемые методы фактически увеличивают скорость окисления.Убедись
все, что вы используете или паяете, чисто.
Флюс
Второй очень важный элемент при подготовке к пайке – это флюс. Поток
имеет вполне определенную цель: предотвращает окисление и удаляет тонкие
слой оксида и слой атмосферного газа из области, которая будет
припаял. Когда флюс наносится на область, он позволяет припой
течь, или намочить, плавно и равномерно по поверхности провода, провода,
или припаивается контактная площадка. Он также улучшает отвод тепла, в результате
быстрее нагревается паяемая область.
Типы флюсов
Доступны различные типы флюсов. (Внимание! Некоторые типы
флюс никогда не следует использовать на печатной плате, потому что он разъедает
плату и свинцовые детали, если флюс не удалить сразу. Кислота-
флюсы или флюсы на основе цинка не следует использовать на печатной плате. От корки до корки
активированный канифольный флюс, известный как RA, также не рекомендуется для использования на
печатная плата.) Допустимые типы канифольного флюса включают чистый
канифоль и слегка активированная канифоль (R или RMA).Этот более поздний поток находится в
широко используется сегодня, с некоторыми вторжениями в так называемый низкий остаток
и никаких чистых флюсов. Было обнаружено, что некоторые остатки остаются
из флюса становится водопоглощающим и должен быть удален в течение максимум
или через тридцать минут после установления связи. Поток RA составляет
приемлемо для лужения проводов шин или выводов компонентов, но
нельзя использовать на печатной плате или даже хранить в одной комнате, в случае
подбирается и используется по ошибке. Активаторы испортят плату
и вызвать проблемы, которые иначе не возникли бы.Большинство плат работают
в замкнутом пространстве, где имеется значительная жара, влажность
(относительная влажность), частицы и частицы в воздухе или грязь. Окружающая среда
смягчает флюс, оставшийся на доске, превращая его в липкий,
притягивающий частицы, водопоглощающий шарик или бесполезный материал. Этот
беспорядок станет проводящим, поскольку он впитает влагу, что приведет к утечке
пути, вызывающие проблемы в работе оборудования. В конце
1992 г., новый водорастворимый флюс, первоначально разработанный Huges Aircraft,
получил приемку: окончательное разрешение на его использование было получено в начале 1993 года.Флюс делают из лимонов. Это позволяет очень легко чистить, но
очистка должна быть очень тщательной, иначе остатки могут вызвать коррозию.
Смачивание
Если правильно использовать правильный флюс, он очень поможет всем
аспекты пайки и демонтажа. Улучшает интерметаллид
соединение и, следовательно, поток припоя, который является одним из важных
области проверки. Плохое смачивание обычно является результатом плохого
процедуры очистки или отсутствие достаточного тепла. Проблемы с обезвоживанием
относятся к материалу, который припаивается в результате
интерметаллид, достигающий поверхности луженого участка.В
выпадение припоя на соединении указывает на то, что смачивание
произошел.
Нагрев, время, масса
Третий пункт подготовки к пайке включает три очень важных
факторы, которые необходимо учитывать. Это тепло, которое нужно использовать, время на
соединение и масса стыка. Потому что не все связи
то же самое, следует учитывать различия в массе
стыки и соответственно отрегулировав температуру и / или время. Вам следует
не использовать столько же тепла и времени, чтобы припаять диод к небольшому
площадку, необходимую для пайки провода на клемму.Диод
может быть поврежден, область контактной площадки, где паяется вывод
может быть поврежден, и припой будет перегрет. Утюг, который
слишком холодно приведет к плавлению кашицы и плохому смачиванию.
Максимальное время с момента контакта паяльника с
детали, которые должны быть соединены до завершения соединения, не должны
превышают от двух до пяти секунд. В некоторых случаях всего одна секунда – это
максимально допустимое время. Еще одна вещь, о которой следует помнить в отношении тепла
касается скорости окисления жала паяльника.На
нормальная температура 600 градусов, есть определенная сумма
окисления, в зависимости от времени, в течение которого он не использовался и
без припоя на наконечнике. При 700 градусах скорость почти десять
раз уровень окисления и в 800, примерно в сто раз.
Это окисление действует как барьер для передачи тепла и, следовательно,
правильное течение припоя. Потому что мы не роботы и потому что люди
работать и по-разному реагировать на происходящее, это выгодно для
персонал, чтобы иметь возможность легко регулировать количество тепла
применяемый.Изменение нагрева кончика утюга должно быть
возможная простейшая задача; например, поворот циферблата. Люди должны быть
способны распознать, что на самом деле происходит, по сравнению с тем, что они
чувство продолжается. Опытные солдаты искренне знают
что случилось с конкретным суставом. Они знают, наблюдая за тем, что
произошло и можно судить, будет ли стык надежным или сломается
вниз за короткий промежуток времени. Для проверки паяных соединений 10-кратный
стереомикроскоп должен быть доступен для менеджеров и
супервайзеры.Их также нужно научить знать, что они должны видеть.
во время осмотра.
Типы припоя
Четвертый момент при подготовке к пайке – это рассмотреть тип припоя.
припой, который будет использоваться. Большинство компаний и технических специалистов используют припой 60/40.
В припое 60/40 нет ничего плохого, но есть лучше –
63/37 или эвтектический припой. Обратите внимание, что для припоя 60/40 есть
время, когда припой не является ни жидким, ни твердым. Он в пластике
состояние в этот период. Очень важно, чтобы было абсолютно
отсутствие вибрации или движения соединения во время пайки
через эту пластиковую область, в противном случае нарушенное соединение будет
результат.Припой 63/37 не имеет пластического периода и снижает
возможность нарушения связи.
Отвод тепла
Отвод тепла – это метод, используемый для предотвращения перегрева компонентов,
провода или печатные платы. Обычно это небольшой металлический зажим или зажим.
который прикреплен к области между местом, где будет паяное соединение
сделано и предмет, который необходимо защитить. Использование радиатора для пайки
некоторые компоненты не требуются при правильной технике пайки.
следовал букве.Однако, если правильная техника пайки
не соблюдается, радиатор становится альтернативой, но не очень хорошей.
Радиатор используют в основном люди, не знающие, как
процедуры. Должна быть сделана компенсация за дополнительную массу
радиатор за счет увеличения тепла и, возможно, продолжительности времени. Если
это касается диода на двухсторонней плате в металлическом сквозном отверстии
будет небольшая площадь площадки с каждой стороны, шансы поднять подушку станут
больше на миллисекунду.Радиатор необходимо разместить на
верх печатной платы прикреплен к одному из выводов. Поскольку
припой и утюг находятся на нижней части платы, будет сложно
заставить припой растекаться по отверстию и намочить его на стороне компонента
контактная площадка – это то, что должно произойти для правильной пайки вывода.
Очистители и / или средства для удаления флюса
Пункт пять, который готовится к пайке, включает в себя выбор хорошего
химический очиститель. Когда дело доходит до чистящего средства, которое будет использоваться для удаления
флюс и очистку в целом, существует широкий выбор чистящих средств от
какой выбрать.Очиститель должен уметь удалять ионные и неионные
остатки от всего, что сейчас или было припаяно. Проверить
содержимое очистителя, затем проверьте паспорт безопасности материала
(MSDS) для получения информации о различных химических веществах. Видишь ли, если
все в очистителе является канцерогенным (вызывающим рак). Даже если
канцерогены присутствуют только в небольших количествах, вы должны попробовать
что-то другое. Изопропиловый спирт (IPA), также известный как изопропанол, является
приличный уборщик; но есть другие, которые содержат смеси алкоголя
это даже лучше.Главное – найти чистящее средство, которое не повредит
ваша работа или, что более важно, вы сами.
Методы пайки
С момента первого использования пайки были опробованы различные методы
в электронике. Старая поговорка “чем больше капля, тем лучше
работа “больше не может быть принята. То, что считалось слишком тщательным и
суетливость теперь стандарт. Пайку уже нельзя принимать за
предоставляется. Это искусство, а талантливых художников очень мало. В 1989 г.
человек, прошедший две недели формального обучения пайке в 1981 г.
сказал: “Пайка определенно изменилась за восемь лет!” Этот комментарий
подчеркивает необходимость обучения со стороны знающих инструкторов, которые
Будьте в курсе техник пайки.Обычная пайка
Техника следующая: сначала нанесите припой на кончик утюга,
затем нанесите утюг на место пайки. Если флюс не ставить
сначала на провод и контактную площадку, назначение флюса в припое проволоки
побежден. Флюс рассеивается по железному наконечнику и превращается в
части углерода вместо того, чтобы надевать на провод и подушку, чтобы
оксиды. Вот и все, что касается чистой, покрытой оксидом поверхности; так много для смачивания
действие; и так много для хорошего, надежного, беспроблемного соединения.
Применение припоя
Есть несколько исключений, но следующее проверено и проверено.
техника. Вы не поверите, но это было известно десятилетиями.
- Перед нанесением утюга наносится припой нужного размера. рядом с проводом или проводом и на контактной площадке или клемме припаял. Применяется чистый утюг, не оказывая давления на область пайки. Требуется только контакт с обеими поверхностями.
- Правильный железный наконечник – чистый, без окислов и нагретый до нужной температура – доводится до места размещения припоя, обычно называют «точкой максимальной тепловой массы».” Как только когда горячее железо касается припоя, припой плавится, позволяя флюс в припое проволоки для очистки поверхности, а также создания припой или тепловой мостик, который очень быстро нагревает зону соединения.
- Проволочный припой теперь перемещен на противоположную сторону вывода или проволока и необходимое количество припоя для завершения подключение добавлено. В любом случае оголенный медный конец вывод или провод должны быть запломбированы припоем, чтобы предотвратить окисление медь, которая возникает очень быстро.Как узнать, есть ли у вас верное количество? Если припой вогнутый и имеет угол смачивания между 0 и 20 градусами это может быть хорошее соединение.
- Для двусторонних и многослойных плит необходимо
техники, чтобы припой прошел через плату на
сторона компонента и смочила соответствующий участок с этой стороны. Если это
техника не используется, вероятность того, что припой потечет к
стороны компонентов, без применения чрезмерного тепла, из очень
от бедных до нуля.Припой следует наносить только на сторону припоя. В
припаять галтели на стороне компонентов двустороннего или
многослойные платы никогда не наносятся на компонентную сторону. Немного
техники, возможно, узнали, что лучший метод пайки – это
приложить утюг к паяемому элементу, а затем добавить припой.
Этот метод может снизить ваши шансы на успех
подключение двумя способами:
- При нагревании любого металла металл окисляется очень быстро. быстрый темп.Чем выше температура, тем быстрее окисление. Этот окисление создает изолирующий барьер, который не позволяет припой легко вливается в паяемые поверхности, тем самым предотвращение хорошего смачивания необходимо.
- Флюс в припое с порошковой проволокой должен удалять с поверхности газы и оксиды с паяемых поверхностей. Если припой нанесен после утюга перегретый флюс превращается в мелкие кусочки углеродистый материал, который садится на паяльник.Поток никогда должен делать то, что он должен делать. Что еще хуже, он перетекает в область соединения, вызывающая загрязнение стыка – плохой связь.
Нанося припой перед утюгом, вы правильно используете доступный флюс и образуют мостик тепла или припоя. Эта техника нагревает вверх по поверхности быстрее и позволяет правильно выполнить работу в в кратчайшие сроки. По мере того, как вы сокращаете время, необходимое для выполнения работу, вы также уменьшаете вероятность повреждения платы из-за чрезмерное тепло и время.
Количество припоя
При пайке стыка важно не количество добавляемого припоя, а количество припоя.
техника, используемая для создания сустава. В большинстве случаев требуется очень мало припоя.
случаи. Обычно от половины до одной трети того, что обычно
считается необходимым – весь необходимый припой. Чем больше капля
припоя, тем труднее определить, правильно ли смачивается
спаянные поверхности.
Пайка оплавлением
Второй метод пайки называется пайкой оплавлением.Этот
обычно используется там, где нет металлических сквозных отверстий, таких как
установка элементов поверхностного монтажа или ремонт печатной платы
следы. Техника относительно проста.
Ненадежные паяные соединения
Некоторые примеры плохих и, следовательно, ненадежных соединений, на которые следует обратить внимание
для:
- Перегрев – осушение; комки; тупой; кристаллический; выглядит как хотя в стык был брошен песок.
- Холодный – плохое смачивание; растяжки между подушечкой и поводком.
- Трещина – плохое смачивание; растяжки между подушечкой и поводком.
- Не смачивает – припой скручивается вокруг стыка.
- Избыточный припой – контур вывода или провода не виден, а форма припоя выпуклый.
- Недостаточно припоя – отверстие не закрыто; медный конец не уплотнен; он не такой широкий, как проволока или вывод.
- Осушение – обычно чрезмерное нагревание; припаять шарики вверх. Это также возникает, если участвует интерметаллид.
- Точечные отверстия или пустоты – от пыли, грязи, флюсового газа, неправильного нагрева или другое загрязнение.
- Комки и большие отверстия – неправильная очистка перед пайкой и выделение газа из флюсового газа.
- Повреждена изоляция провода – перегрев и / или затекание припоя под изоляция провода.
Характеристики хорошего соединения
В хорошем паяном соединении мало на что обращать внимание по сравнению с плохим паяным соединением.
один.Хорошее паяное соединение имеет следующие характеристики:
- гладкая
- Яркий
- блестящий
- Чистый
- Вогнутая кромка припоя
- Хорошее смачивание
- Конец провода или вывода, покрытый припоем
Ручная пайка »Электроника
Пайка – ключевой навык для всех аспектов конструирования электроники, от изготовления выводов до изготовления печатных плат как для коммерческих предприятий, так и для студентов или любителей.
Руководство по пайке Включает в себя:
Основы пайки
Ручная пайка: как паять
Паяльники
Инструменты для пайки
Припой – что это такое и как пользоваться
Распайка – секреты, как правильно сделать
Паяные соединения
Припой для печатных плат
См. Также: Методы пайки SMT для сборки печатных плат
Пайка – это навык, необходимый всем, кто интересуется конструированием электроники и электронных схем.Мало того, что знание того, как паять и общие методы пайки, позволят сделать надежные паяные соединения, но и готовый электронный проект будет выглядеть намного лучше, и можно будет гордиться общей работой.
Хотя пайка является методом соединения проводных компонентов в течение очень многих лет, она по-прежнему используется в качестве стандартного способа соединения в электронном оборудовании. Пайка очень проста по своей концепции, но, несмотря на это, она по-прежнему очень эффективна и может обеспечить хорошие надежные электрические соединения при условии, что пайка с самого начала была выполнена хорошо.
Типовое рабочее место паяльникаУчастки и инструменты для пайки
Перед тем, как приступить к пайке, необходимо убедиться, что все настроено. Прежде чем приступить к пайке, необходимы подходящие инструменты и подходящая область.
- Инструменты: Очевидно, первое требование – это хороший паяльник. Кроме того, может потребоваться пара небольших плоскогубцев, возможно, пара маленьких плоскогубцев с круглым носом, пара маленьких кусачков для проволоки и несколько других инструментов.Фактический размер инструментов будет зависеть от фактического характера предполагаемой работы, но для большинства проектов в наши дни, когда компоненты становятся меньше, инструменты не должны быть слишком большими.
- Рабочая зона: Для максимально эффективного использования инструментов требуется подходящая рабочая зона. Он должен быть хорошо освещенным, возможно, с использованием углового света, чтобы иметь возможность сфокусировать достаточное количество света на объекте, и он также должен хорошо вентилироваться, чтобы гарантировать удаление любых паров от флюса припоя и т. Д.Часто бывает полезно иметь небольшой вентилятор для удаления этих паров припоя.
- Антистатическая защита: Сегодня широко признано, что статическое электричество может вызывать проблемы, особенно для интегральных схем и других полупроводниковых устройств. По этой причине целесообразно работать в антистатической зоне с помощью антистатического паяльника. Для решения этой проблемы доступны антистатические коврики.
Подготовка к пайке
При пайке особенно важна чистота.Грязь и жир на соединениях компонентов, или на одном проводе, или на печатной плате, подлежащей пайке, предотвратят легкое загар припоя и могут помешать выполнению хорошего паяного соединения. Оксидные слои также препятствуют правильному смачиванию или смачиванию припоя.
Есть несколько ключевых шагов, чтобы убедиться, что припой принимает поверхности, подлежащие пайке:
- Следит за чистотой поверхностей: Первый этап подготовки к пайке – убедиться, что все чистое.Убедитесь, что все печатные платы чистые и медная поверхность не загрязнена. Часто перед пайкой помогает протереть поверхность растворителем, чтобы удалить грязь. После этого не прикасайтесь к паяемым поверхностям!
- Удалить поверхностное окисление: Проволока приводит к окислению обычных компонентов со временем. Это может помочь соскрести окись. Это можно легко сделать, слегка взяв кабель плоскогубцами и осторожно потянув за компонент так, чтобы поверхность зацепилась за плоскогубцы и удалил оксидный слой.Делать это нужно осторожно, чтобы не повредить компонент.
- Очистите корпуса разъемов: Аналогичным образом, когда корпуса некоторых разъемов необходимо припаять, часто необходимо удалить воск или другие поверхностные оксиды или загрязнения. Иногда помогает просто очистить поверхность. Иногда хромирование, используемое на многих недорогих аудиоразъемах и других разъемах, бывает трудно смочить припоем. Помогает небольшая шероховатость поверхности.
- Очистите насадку паяльника: Также важно, чтобы паяльник был чистым.Биты на паяльнике вскоре испачкаются остатками отработанного флюса, которые необходимо удалить. В большинстве подставок для паяльников есть место для влажной губки. Биту паяльника следует регулярно протирать во время использования, чтобы убедиться, что она чистая.
Олово перед пайкой
Необходимо следить за тем, чтобы припой легко растекался как по железу, так и по стыку. Этот процесс, который часто называют лужением, является важным элементом в создании хорошего паяного соединения.После лужения припой будет течь легче.
- Оловите насадку паяльника: Сначала необходимо убедиться, что насадка паяльника должным образом покрыта лужением или смачивается. Незадолго до соединения нанесите небольшое количество припоя на насадку паяльника. Убедитесь, что он плавно течет по поверхности бита паяльника. Если нет, протрите его влажной губкой, обычно входящей в держатель паяльника, и повторяйте процесс до тех пор, пока на насадке паяльника не появится тонкий слой припоя.Однако не используйте слишком много припоя на насадке паяльника, так как это приведет к плохим соединениям. Припой на металлической насадке окисляется, и большое количество этого припоя приводит к сухим соединениям.
- Оловянные проволоки / области для пайки: Когда паяное соединение окончательно выполнено, необходимо, чтобы припой легко и равномерно тек по нему. Лучше всего, чтобы соединяемые провода были покрыты тонким слоем припоя, т. Е. Они были лужены. Большинство выводов компонентов уже луженые, но некоторые разъемы или другие компоненты могут не быть.Соответственно, лучше всего залудить их перед окончательной пайкой.
Чтобы залудить готовый к пайке компонент, нанесите паяльник и припой на участок вывода компонента, который необходимо лужить. Расплавьте на него небольшое количество припоя и проведите утюгом вверх и вниз по лужайке. Используйте только достаточно припоя, чтобы на выводе компонента оставался тонкий слой припоя. Удалите излишки, так как это не требуется.
После того, как все компоненты обработаны лужением и все компоненты доступны и подготовлены, можно начинать пайку.
Выполнение пайки
Выполнить паяное соединение довольно просто, и после небольшой практики можно будет сделать очень хорошие паяные соединения.
- Поместите компоненты / провода для пайки: Первый шаг – убедиться, что компоненты можно легко переместить на место или они уже на месте. Это может включать пропускание выводов через отверстия в печатной плате или закрепление их вокруг стойки.Однако не закрепляйте их слишком плотно, иначе их будет очень трудно удалить позже, если это потребуется.
- Очистите насадку для паяльника: Затем очистите насадку паяльника на губке и убедитесь, что на насадке есть немного припоя – возможно, вам понадобится немного расплавить, чтобы убедиться, что насадка покрыта оловом. Это также способствует передаче тепла от утюга к суставу. Поднесите утюг к стыку и приложите утюг к стыку одновременно с припоем.Расплавьте достаточно припоя на стык.
- Припаяйте соединение: Нанесите паяльник и припой на соединение одновременно. Дайте припою растечься по нему, чтобы флюс подействовал. Нанесите на стык достаточно припоя, чтобы получился хороший стык, но не слишком много – вокруг не должно быть капель припоя! На создание паяного соединения уйдет не более пары секунд. Если железо удерживать на стыке слишком долго, припой окислится, и это приведет к сухому стыку.
- Снимите утюг и подождите: Когда соединение будет выполнено, удалите паяльник и припой и дайте стыку остыть. Однако помните, что некоторое время он будет оставаться горячим на ощупь.
Проверить паяные соединения
Необходимо удостовериться, что после выполнения паяного соединения оно удовлетворительное. Лучше всего это сделать, осмотрев ее визуально.
- Проверьте наличие припоя: Паяные соединения должны иметь достаточно припоя, но не слишком много.Для печатной платы или паяного соединения на печатной плате припой должен полностью охватывать или «смачивать» компонент и окружающую область платы, и он должен иметь вогнутый мениск. Он не должен быть перегружен припоем, чтобы припой был выпуклым.
- Проверьте сухие стыки: Стык должен выглядеть довольно блестящим. Если он выглядит сухим и зернистым, это называется сухим швом. Это происходит из-за того, что паяльник слишком долго прикладывался к стыку, или стык перемещался во время охлаждения.Не рекомендуется просто наносить больше припоя. Лучше всего удалить припой и начать заново.
Золотые правила пайки
При пайке существует ряд подсказок, советов и золотых правил.
- Безопасность прежде всего: При пайке необходимо поставить безопасность на первое место в списке. Паяльники очень горячие и могут вызвать ожоги. Наилучший образ действий – это хорошо осознавать безопасность.Однако для начала есть несколько золотых правил. Во-первых, всегда используйте держатель паяльника, когда паяльник не используется. При использовании будьте осторожны, куда бы он ни пошел. Если рядом есть кто-то другой, они могут легко сгореть. Также никогда не используйте его, когда рядом маленькие дети.
- Следите за чистотой насадки паяльника: Поскольку насадка для паяльника остается горячей во время использования, она быстро загрязняется. Требуется частая чистка влажной губкой.
- Применяйте припой и паяльник одновременно: Одним из ключей к хорошей пайке является одновременное нанесение паяльника и припоя на соединение.Не наносите припой на биту, а затем переносите ее к стыку.
- Не используйте слишком много припоя: Часто возникает соблазн использовать немного дополнительного припоя, но используйте ровно столько, чтобы получилось хорошее соединение. Стыки печатной платы должны быть слегка вогнутыми, а другие стыки должны иметь достаточно для обеспечения хорошего стыка.
- Не держите утюг на месте слишком долго: После того, как соединение будет выполнено, снимите утюг и дайте стыку и другим участкам остыть.
Кроме того, с появлением бессвинцового припоя, по возможности следует использовать его.Этот новый припой теперь доступен в магазинах электроники. Хотя он немного отличается от традиционного оловянно-свинцового припоя, он снижает количество используемого свинца.
Умение правильно паять – важный навык, необходимый каждому, кто создает любые электронные схемы. Для всех, кто интересуется конструированием электроники, важно постоянно обеспечивать качественные паяные соединения. Они не только будут выглядеть лучше, но и сделают схему более надежной и надежной.Сухие соединения приводят к проблемам, тогда как хорошо сконструированная и спаянная схема имеет гораздо больше шансов на надежную работу.
Другие идеи и концепции конструкции:
Пайка
Пайка компонентов SMT
ESD – Электростатический разряд
Производство печатных плат
Сборка печатной платы
Вернуться в меню «Строительные методы». . .
5 способов продлить срок службы ваших паяльных наконечников
Когда дело доходит до пайки вручную, правильный паяльник – лучший инструмент в вашем ящике для инструментов.Правильно очищенный и ухоженный паяльник может прослужить долгие часы безотказной работы. Жало припоя – это рабочая часть паяльника, и он действует как компонент теплопередачи, который плавит припой и нагревает изделие, позволяя всему слиться. Для максимального срока службы и постоянной эффективности за наконечником припоя следует надлежащим образом ухаживать и обслуживать. Вот несколько советов, как максимально эффективно использовать наконечники для пайки и картриджи.
Избегайте чрезмерного нагрева
Окисление – это естественный процесс, который происходит с типичным наконечником припоя с железным покрытием.Образование оксида железа происходит при комнатной температуре, но более медленными темпами. Когда наконечник нагревается, скорость окисления также увеличивается.
При работе паяльника при температуре выше необходимой, скорость окисления жала без нужды увеличивается. Слишком горячий наконечник припоя также увеличивает вероятность повреждения изделия, поэтому старайтесь поддерживать температуру в диапазоне, соответствующем используемому припою.
Для бессвинцового припоя может потребоваться более высокая температура, чем для других припоев, поэтому обязательно проверяйте температуру устройства при смене типа припоя.
Следует отметить, что не все паяльные инструменты имеют терморегулятор. Те, которые не нагревают насадку, обычно чрезмерно нагревают ее, что сокращает срок службы насадки. По этой причине обновление до рабочей станции с регулируемой температурой может быть более экономичным и беспроблемным.
Сегодня на рынке представлены передовые системы пайки, в которых используется микропроцессорное управление для точной регулировки температуры жала. Эти системы используют датчик на наконечнике для управления потоком мощности, а не просто для регулирования мощности.Конечным результатом является то, что наконечник остается постоянной температуры, в то время как поток энергии изменяется.
Наконечник, управляемый микропроцессором, обеспечивает максимальный срок службы наконечника, а также защищает работу от резких повышений температуры. При использовании обычного паяльника с постоянным источником питания меняющиеся условия теплопередачи могут вызвать резкие колебания температуры жала. Их предотвращение позволяет обеспечить более точный контроль и защиту.
Выключайте паяльник, когда он не используется
Как мы уже сказали, окисление резко возрастает, когда температура припоя выше комнатной.Вы можете предотвратить сильное окисление, просто выключив паяльник, когда он не используется.
Выключение паяльника также облегчает нагревание нагревательных элементов устройства и является хорошей практикой для обеспечения более безопасной рабочей среды.
Сегодня существуют продвинутые паяльные инструменты, которые включают в себя функцию автоматического перехода в спящий режим. Эти инструменты автоматически отключают жало, когда оно не используется, продлевая срок его службы.
Поддерживайте чистоту наконечника припоя
Чистый паяльник прослужит дольше и будет работать эффективнее.В идеале наконечник следует чистить во время использования и после каждого сеанса и убирать в чистое состояние. Сделав это привычкой, можно значительно продлить срок службы паяльного жала.
Существует несколько различных методов очистки наконечника припоя. Один из традиционных подходов – использовать влажную губку во время использования, чтобы уберечь ее от загрязнений. Некоторые держатели паяльников даже оснащены встроенным держателем губки, что делает его удобным в использовании во время работы.
При использовании влажной губки для очистки насадки убедитесь, что кончик вернется к установленной температуре между протиранием.Влага в губке будет слегка охладить кончик. Подождите несколько секунд, и материал на кончике вернется в текучее состояние, что облегчит его удаление.
Использование латунной ваты – популярный способ чистки наконечника. Шерсть позволяет бережно чистить наконечник, не повреждая металлическое покрытие, что делает его альтернативой, удобной для наконечников. Во многих автоматических очистителях наконечников в процессе механической очистки используются щетки из латунной ваты (и другие металлы).
Некоторые паяльные стойки и станции имеют встроенные держатели из губки и латуни.Этот тип подставки обеспечивает максимальную гибкость в обслуживании наконечника припоя, поскольку губка позволяет легко чистить, а шерсть позволяет удалять налет материала по мере его появления.
Избегайте использования слишком агрессивных средств для очистки наконечника припоя. Металлическое покрытие должно оставаться неповрежденным, чтобы защитить медь с высокими температурами. Если в металлическом покрытии появится трещина или отверстие, медь начнет растворяться в припое, что значительно снизит срок службы наконечника.
По этой причине нельзя использовать такие предметы, как наждачная бумага и файлы для чистки современного наконечника с покрытием. В случае наконечника из чистой меди, который используется в старых или более дешевых утюжках, их можно использовать для очистки, не вызывая повреждений. Но в этих случаях обязательно после чистки хорошенько залудите наконечник.
Одно из последних нововведений – автоматический очиститель наконечников. Просто поместите наконечник припоя в отверстие, очиститель наконечников обнаружит наконечник и автоматически активируется, экономя время оператора.Системы такого типа обычно имеют сменную щетку, которая отводит излишки припоя с наконечника, а также удаляет окисление с наконечника.
Защитите наконечник припоем
После того, как наконечник станет чистым и чистым, его следует защитить слоем припоя, прежде чем убирать его. Этот слой защищает железное покрытие от воздуха, существенно замедляя окисление. Лучший тип припоя для защиты железа – это припой с большим количеством флюса.
Будьте активны с окислением
Произойдет окисление, что является нормой для паяльников.Первым признаком окисления будет снижение характеристик припоя. Если кажется, что утюг просто недостаточно нагревается, возможно, термический барьер окисления мешает наконечнику выполнять свою работу.
Окисление вызовет и другие признаки, прежде чем станет очевидной проблема. Если припой имеет тенденцию скапливаться (подумайте о ртути) вместо того, чтобы правильно течь по наконечнику, это, вероятно, связано с проблемой окисления. Термобарьер также предотвратит передачу тепла на работу, создавая больше проблем.
На рынке имеется множество продуктов, помогающих удалить окисление с наконечника припоя. Многие люди используют для этой цели консервы для наконечников или чистящую пасту. Эти продукты содержат мягкую кислоту, которая помогает разрушить окисление, не повреждая железное покрытие под ним.
Знайте, когда заменять припой
Даже самый ухоженный наконечник припоя со временем потребует замены. Пока железное покрытие остается неповрежденным, можно без проблем использовать хорошо очищенный наконечник.Но как только в покрытии появляется трещина или отверстие, наконечник находится в резерве.
Проблема в том, что термоэффективная медь под железным покрытием растворяется в припое. В результате удаления материала на наконечнике останется свободное место, препятствующее нормальному тепловому потоку. В некоторых случаях вы обнаружите ямки или даже дырки на поверхности наконечника. В этом случае наконечник или картридж следует заменить.
Содержание паяльного жала в чистоте и уход за ним продлит срок службы вашего оборудования и обеспечит высокую производительность пайки.Мы располагаем обширной линейкой качественных инструментов для ручной пайки и восстановления, в которых используются наши передовые микропроцессорные устройства управления SmartHeat®, которые обеспечивают точное обслуживание даже самых требовательных приложений. Свяжитесь с нами сегодня, чтобы узнать, чем мы можем помочь в ваших проектах по ручной пайке.
Руководство по пайке | Бизнес-колледж
Введение
Инструменты:
Паяльники, предлагаемые DamLab Makerspace, – это паяльники Weller WTCPT 60W.Эти утюги оснащены цилиндрической гайкой и системой твердого наконечника, имеют электрический нагрев и достигают температуры 700F (~ 370C) со стандартным наконечником PTA7 (коническим). Это в отличие от утюгов, работающих на бутане, или утюгов с керамическим нагревательным элементом. Новые утюги стоят 160 долларов, поэтому используйте их только для пайки. Настоятельно не рекомендуется плавление пластмасс или неправильное использование жала паяльника. Мы обсудим правильный уход за паяльником позже в этом руководстве.
Имейте в виду на протяжении всего этого руководства, что пайка будет выдерживать температуру до 700F! Это вызовет тепловые ожоги вашей кожи, если она коснется цилиндрической гайки или жала паяльника.Будьте предельно осторожны, когда ваш утюг включен, и воздержитесь от пайки в людном месте.
Техник:
Компоненты со сквозным отверстием:Температурный диапазон, используемый для пайки компонентов со сквозным отверстием, составляет от 670F до 750F (от 350C до 400C) с наконечником в форме долота, рекомендованным для утюга. Паяльники в Makerspace находятся в этом температурном диапазоне при 700F (~ 370C) и обычно имеют конический наконечник, который является обычным и отлично подходит для большинства работ со сквозными отверстиями.
Правильно припаяйте компонент со сквозным отверстием к плате, поместите элемент на плату и прикоснитесь концом к контактной площадке платы и к компоненту, к которому вы хотите припаять. Перед нанесением припоя на соединение необходимо обеспечить хорошую теплопередачу между наконечником, площадкой и компонентом.
После того, как соединение должным образом нагреется, нанесите припой на противоположную сторону соединения; от наконечника, который контактирует с компонентом и подушкой.
НЕ наносите припой непосредственно на кончик утюга! Это приведет к образованию так называемого «холодного» паяного соединения.Соединение является «холодным» и, следовательно, неэффективным, потому что железо, вступая в прямой контакт с припоем, сожгло весь флюс, который находится в сердечнике припоя. Дым, который выходит при соприкосновении припоя и наконечника, – это выгорающий флюс. Назначение флюса состоит в том, что он удаляет оксиды, накопившиеся на контактной площадке или компоненте, оставляя чистую поверхность для захвата припоя Sn / Pb (олово / свинец) на поверхности вашего соединения. Если у вас нет флюса, у вас не будет хорошего сустава.Флюс также можно наносить снаружи, но для компонентов со сквозным отверстием флюса, содержащегося в самом припое, достаточно. Повторюсь, НЕ прикасайтесь к припою наконечника.
При нанесении припоя на сторону, противоположную наконечнику железа, помните о скорости подачи припоя. Вам нужно будет подавать припой со скоростью, зависящей от размера контактной площадки и толщины припоя.
- Припой 1,0 мм довольно большой, и его следует вводить в соединение медленно.
- 0.Припой 8 мм является стандартным и подходит для общего применения.
- Припой 0,4 мм небольшой и рекомендуется для SMD-работ.
Признаком хорошего соединения с припоем 60/40 или 63/37 олово / свинец является то, что припой выглядит блестящим и формируется на поверхности компонента. Если припой поднимается вверх и выглядит тусклым, значит, ваше соединение «холодное». Если припой просачивается на другую сторону платы и формируется в детали, значит, вы создали идеальное соединение.
Применение слишком большого количества припоя также может вызвать проблемы. При нанесении слишком большого количества припоя вы обязательно сожжете флюс, это приведет к расходу припоя и потенциально может вызвать короткое замыкание в цепи, если рабочая область узкая.
Слишком мало припоя означает, что деталь может не соединиться и упасть со своего места, или она не будет работать должным образом.
Между паяными соединениями или по окончании пайки очистите жало, удалив излишки припоя влажной губкой или латунной оплеткой.
Пайка произвольной формы:Убедитесь, что два компонента, которые вы хотите спаять, механически закреплены. Это будет включать их связывание. Техника пайки такая же, как и с платой. Кроме того, убедитесь, что паяное соединение не подвергается нагрузке. Он может треснуть и оказаться неэффективным, как холодное соединение.
РАЗДАЧА:
Инструменты, доступные в производственном пространстве для демонтажа, включают насосы для удаления припоя и фитиль для припоя.
Демонтажный насос:
1.Надавите на плунжер насоса, нагружая его.
2. Нагрейте интересующее соединение, пока припой не расплавится.
3. Поместите насос на нагретое соединение и нажмите кнопку разблокировки, чтобы всасывать расплавленный припой.
4. Повторяйте, пока не останется припой.
Фитиль для припоя:
1. Поместите фитиль между железным наконечником и соединением и удерживайте его там, пока расплавленный припой не впитается медной оплеткой.
Очистка и выключение:
Когда вы закончите работу с паяльником или планируете оставить его без присмотра, выключите его.Оставленный паяльник представляет собой огромную опасность возгорания!
.