Работа с паяльником для начинающих
Пошаговое освоение навыков пайки
Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять.
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка. С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника.
Подготовка паяльника к работе. Советы и рекомендации по уходу за паяльным инструментом. Подробнее…
Припои. Свойства и характеристики оловянно – свинцовых припоев. Подробнее…
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте здесь.
Также в процессе пайки и сборки потребуется монтажный инструмент. Подробнее…
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.
Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника.
Паяем куб
В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).
ЛТИ – 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.
Третья рука
Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия – THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.
В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.
Поверхностный монтаж
Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте здесь.
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов, то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Правила техники безопасности рекомендуют (даже требуют), чтобы при работе с электронными приборами рядом обязательно находился человек, который окажет помощь в случае нештатной ситуации. И напоследок совет:
Лучше унция практики, чем тонны наставлений!
Любому начинающему радиолюбителю, так или иначе связанным с электроникой, приходится решать задачу, как научиться паять паяльником с нуля. На первый взгляд в этом нет ничего сложного, но, это распространенное заблуждение всех начинающих электронщиков, поскольку без практических навыков невозможно обеспечить надежное и качественное соединение методом пайки.
Что такое пайка и в чем суть процесса
Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта.
Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
- В точке спаивания элементы должны быть максимально чистыми. Соединение с поверхностью осуществляется на молекулярном уровне, и даже небольшая грязь или пленка окисла значительно снизит надежность контакта.
 Вполне возможно, что детали вообще не соединятся.
Вполне возможно, что детали вообще не соединятся. - Соблюдение температурного режима, о котором говорилось ранее. В случае недостаточной разницы температур, кристаллическая решетка припоя не сможет нормально сформироваться из-за термической усадки во время застывания.
 Вполне возможно, что детали вообще не соединятся.
Вполне возможно, что детали вообще не соединятся.Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур.
Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя – 235 градусов, а для второго – 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.
Другим важным компонентом являются флюсы, с помощью которых металлические поверхности очищаются от окисей в виде пленок. Наибольшее распространение получила канифоль, защищающая нагретый металл от соприкосновения с воздухом.
Выбор флюсов и припоев
Поскольку качество соединений при пайке во многом зависит от правильного выбора флюсов и припоев, эти материалы следует рассмотреть более подробно. В настоящее время существует большое количество этих компонентов, подходящих практически для всех видов пайки.
Основной функцией флюсов является протравливание металлических деталей, удаление оксидной пленки и последующая защита поверхности от коррозии. Покрытие флюсом гарантирует ее чистоту, хорошее смачивание и растекание олова.
Флюсы подбираются в соответствии с металлами и сплавами, которые требуется соединить. В состав любого флюса входят металлические соли, щелочи и кислоты, активно реагирующие на повышение температуры. В связи с этим, существует условное деление этих материалов на два типа.
Первый из них является активным, его основой служат соляная, хлорная и другие неорганические кислоты. Их агрессивное воздействие на металл требует быстрой смывки по окончании работы. Это единственный недостаток таких флюсов, зато с их помощью можно соединять практически любые металлы. Они выпускаются в жидком виде и считаются более удобными для нанесения. В них добавляются спирт или глицерин, которые полностью испаряются при нагревании.
Второй тип флюсов состоит из канифоли и применяется для соединения цветных металлов. Для стальных деталей они считаются менее эффективными. По окончании работы канифоль необходимо смыть, поскольку со временем она вызывает коррозию и становиться проводников электротока при длительном нахождении во влажной среде.
Припой для работы подбирается легче. В основном используются соединения из свинца и олова с маркировкой ПОС. Процент содержания олова обозначается цифрами, идущими после букв. Большее содержание олова в припое обеспечивает более высокую механическую прочность и электропроводность соединений.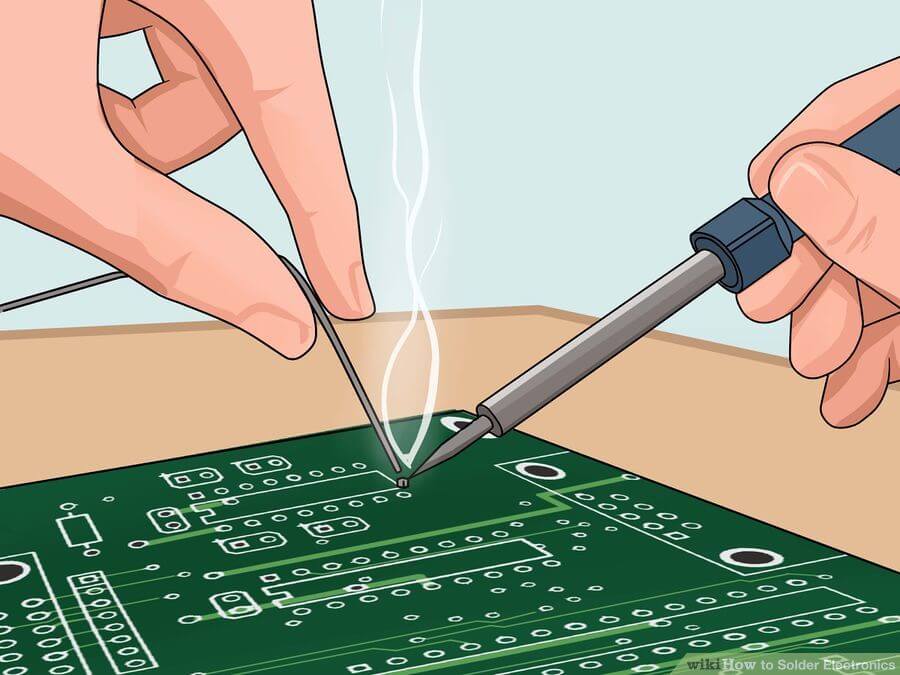 Одновременно снижается и температура плавления припоя с высокой долей олова. Добавление свинца нормализует застывание и не дает олову растекаться.
Одновременно снижается и температура плавления припоя с высокой долей олова. Добавление свинца нормализует застывание и не дает олову растекаться.
Некоторые современные припои выпускаются без свинца (БП), вместо которого добавляется цинк или индий. Они отличаются более высокой температурой плавления, но соединения получаются более прочными и устойчивыми к коррозии. И, наоборот, существуют припои из легких сплавов, способные растекаться, начиная от 90-110 градусов. С их помощью выполняется соединение компонентов, обладающих повышенной чувствительностью к перегреву.
Выбор паяльника
Существует несколько типов паяльников, используемых в домашних условиях. Они рассчитаны на разное напряжение и могут работать от 12, 220 и 380 вольт.
Мощность того или иного паяльника выбирается исходя из выполняемых работ:
- Пайка электронных деталей и компонентов – 40-60 Вт.
- Детали, толщиной до 1 мм – 80-100 Вт.
- Элементам, толщиной 2 мм требуется мощность 100 Вт и более.

Как правило, у домашних мастеров имеется два паяльника – малой и средней мощности, способные решать практически все задачи. Обучение можно проходить на любом из них. Толстостенные детали рекомендуется паять на профессиональном оборудовании.
Подготовка к пайке
При самом первом подключении паяльника к сети, он будет обязательно дымить. В этот момент происходит выгорание заводской смазки. После того как выделение дыма прекратится, паяльник надо выключить и дать ему остыть. Затем перед тем как паять, нужно выполнить заточку жала.
Жало паяльника изготовлено в виде стержня цилиндрической формы. Материалом служит медный сплав. Фиксация осуществляется прижимным винтом. В большинстве случаев жало идет без заточки, и поэтому его следует подготовить. Изменить форму можно с помощью молотка, напильника или наждачной бумаги.
ля каждого типа работ необходима своя конфигурация кончика:
- Форма плоская или в виде лопатки придается путем сплющивания. Плоская угловая заточка может потребоваться для соединения массивных деталей.
- Заточка в форме острого конуса или пирамидки требуется для того чтобы припаять мелкие детали.
- Менее острый конус нужен для спаивания толстых проводников и больших деталей.
 Плоская угловая заточка может потребоваться для соединения массивных деталей.
Плоская угловая заточка может потребоваться для соединения массивных деталей.При отсутствии защитного покрытия жало инструмента необходимо подвергнуть лужению. На поверхность рабочей части наносится тонкий слой олова. Эта процедура выполняется во время первого включения, когда уже нет выделения дыма. После того как инструмент готов – учимся паять.
Способы пайки деталей и компонентов
Пайка проводов считается самой легкой процедурой. В растворенный флюс окунаются концы каждого провода, после чего по ним необходимо пройтись паяльником, жало которого также хорошо смочено флюсом.
Во время самого лужения весь лишний припой рекомендуется стряхивать. В процессе соединения постепенно формируется скрутка. Она прогревается, а все свободное место заполняется оловом.
В другом случае концы вымачиваются во флюсе, а пайка производится сразу же, без лужения.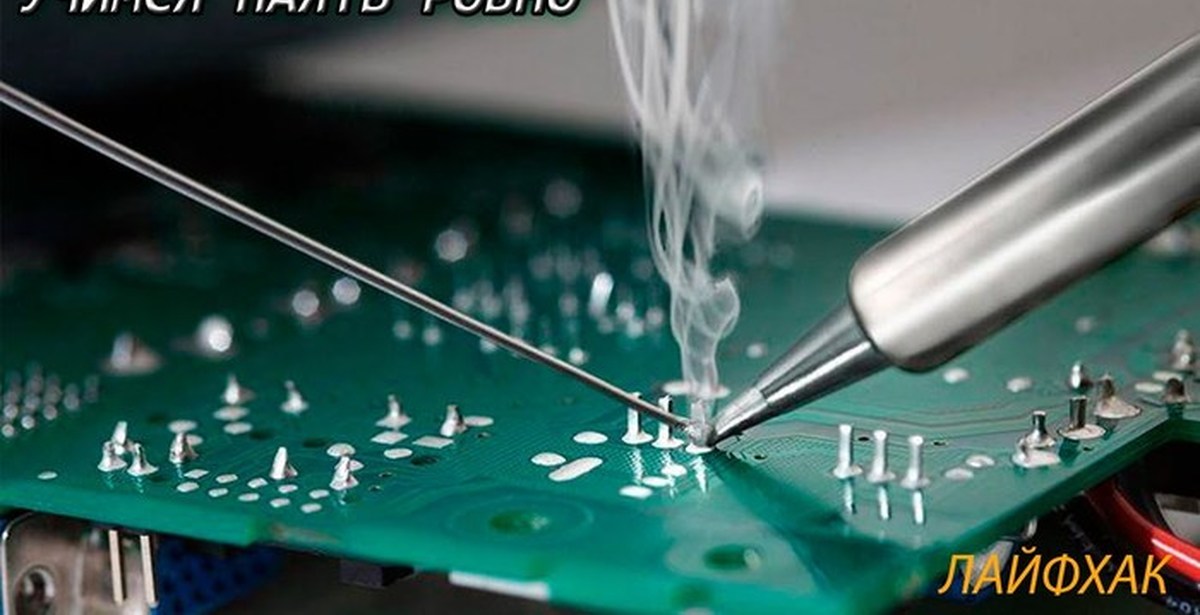 Данный способ часто применяется в соединениях тонких проводников или много проволочных жил. При хорошем флюсе и мощном паяльнике обеспечивается качественное и надежное соединение.
Данный способ часто применяется в соединениях тонких проводников или много проволочных жил. При хорошем флюсе и мощном паяльнике обеспечивается качественное и надежное соединение.
Работа с электроникой значительно сложнее. Здесь уже требуются определенные знания и практические навыки. Однако, несложные действия по ремонту схемы может выполнить и начинающий мастер:
- Элементы выводов с ножками перед тем как паять, нужно зафиксировать воском или пластилином в своих отверстиях. На другой стороне платы паяльник нужно плотно прижать к выводу для его прогрева. Далее в это место вставляется тонкий припой в виде проволочки с флюсом. Олова требуется совсем немного, главное, чтобы оно со всех сторон равномерно затекало в лунку.
- Если отверстие слишком большое и ножки в нем болтаются, это место нужно смочить небольшим количеством флюса. Далее олово подносится к ножке и стекает по ней, после чего лунка равномерно заполняется.
Главная страница » Как научиться паять ручным паяльником + пошаговый инструктаж
Учение – мать творения! И даже если творением рассматривается всего лишь обычная работа электропаяльником, без учёбы такую работу качественно не сделать. Держать в руках паяльник и паять оловом необходимо уметь каждому, в том числе девушкам. Поэтому рассмотрим простой и одновременно сложный технический момент — как научиться паять паяльником и применять науку в случае необходимости. А необходимость пайки оловом допускается самая разная, будь то бытовые утюги, радио-розетки, электро-чайники и т.д., наконец, электронные платы.
Держать в руках паяльник и паять оловом необходимо уметь каждому, в том числе девушкам. Поэтому рассмотрим простой и одновременно сложный технический момент — как научиться паять паяльником и применять науку в случае необходимости. А необходимость пайки оловом допускается самая разная, будь то бытовые утюги, радио-розетки, электро-чайники и т.д., наконец, электронные платы.
Какой нужно видеть пайку ручным паяльником?
Потребность разборки электронных устройств с целью ремонта – явление достаточно частое. Между тем, любая электроника, как правило, содержит печатную плату, где электронные компоненты соединяются в схему методом пайки.
Пайка электропаяльником – действия, направленные на создание прочного соединения электронных деталей путём плавления припоя с последующим нанесением расплава в точке сопряжения деталей.
Технология пайки при помощи ручного электропаяльника широко применяется для ремонта электроники. Поэтому желательно уметь пользоваться этой технологией
Припой — сплав мягких металлов, способный при нагреве до некоторой температуры (
250ºC для припоя ПОС60) приобретать полужидкое состояние.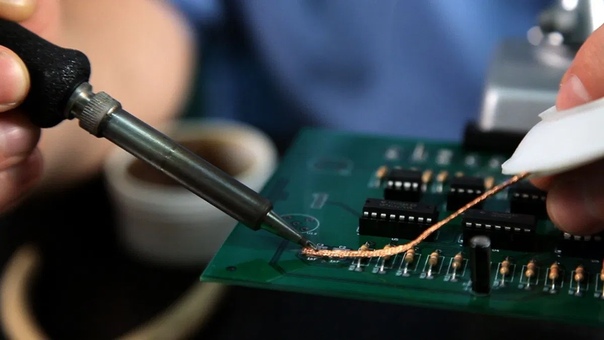 Когда же нагрев прекращается, припой в точке нанесения охлаждается, за счёт чего создаётся прочная электрическая связь. Особенность такой пайки характерна тем, что спаянный узел также легко распаять, используя тот же инструмент – электрический паяльник.
Когда же нагрев прекращается, припой в точке нанесения охлаждается, за счёт чего создаётся прочная электрическая связь. Особенность такой пайки характерна тем, что спаянный узел также легко распаять, используя тот же инструмент – электрический паяльник.
Какие используются инструменты и аксессуары при пайке?
Основой для производства паяльных работ выступает относительно небольшое число инструментов и компонентов:
- Электрический (или другой) паяльник.
- Подставка для паяльника.
- Припой.
- Флюс (самый простой и популярный – канифоль).
Таким выглядит упрощённый вариант «железа» и аксессуаров для производства ручной пайки. Однако с повышением навыков электромонтажника и увеличением потребностей в паяльной работе, не исключается расширение ассортимента, когда дополнительно потребуется:
- Паяльная станция.
- Приспособление «Третья рука».
- Набор припоя, флюсов, паяльных паст.
Какой он — электрический паяльник?
Ручной инструмент — паяльник, питается от стандартной розетки переменного тока (220В). Есть инструмент прямого питания и питания через адаптер. Существуют паяльники ручного применения под разную мощность (10 – 100 Вт). Однако для большинства случаев пайки обычно достаточно прибора мощностью 25-40 Вт.
Есть инструмент прямого питания и питания через адаптер. Существуют паяльники ручного применения под разную мощность (10 – 100 Вт). Однако для большинства случаев пайки обычно достаточно прибора мощностью 25-40 Вт.
Ручные конструкции паяльных инструментов производятся разных форм и конфигураций. Есть инструменты, дополненные разными формами наконечников и вспомогательными аксессуарами
Главный инструмент паяльного процесса выпускается разными вариантами исполнения. Например, простой с рукояткой или в виде пистолета. Конструкция большей части паяльников поддерживает взаимозаменяемость паяльных наконечников. Благодаря взаимной замене наконечников, реализуются разные способы пайки.
Работа с ручным паяльником требует осторожности и соблюдения правил эксплуатации, поскольку используется высокая температура нагрева 450-500ºC и высокое напряжение питания 220 В.
Какая лучше подставка под электропаяльник?
Этот аксессуар носит опционный характер, но рекомендуется в любом случае. В принципе, пайку допустимо проводить и без наличия подставки под паяльник, но такой вариант сопровождается массой неудобств. Тем более, не рекомендуется работать без подставки начинающим электро-монтажникам.
В принципе, пайку допустимо проводить и без наличия подставки под паяльник, но такой вариант сопровождается массой неудобств. Тем более, не рекомендуется работать без подставки начинающим электро-монтажникам.
Подставка под парковку паяльного инструмента – аксессуар, которым обеспечивается не просто удобство пользования и пайки, но также безопасность для электромеханика
Удобная работа с подставкой видятся не только в парковке паяльника при производстве работ. Обычно подставка оснащается ванночками для припоя и флюса, что также дополняет комфорта при производстве пайки. Поэтому, намереваясь заняться паяльными работами, следует обзавестись не только паяльником, но также удобной практичной подставкой.
Какие применяются припои и флюсы?
Существует масса разновидностей припоя применительно к условиям пайки. Этот аксессуар для пайки поставляется:
- свинцовым сплавом,
- бессвинцовым сплавом,
- с добавлением флюса,
- без добавления флюса.

Традиционно припой выпускается проволочной формой диаметром 0,8-15 мм, а также прутками. Проволочный вариант считается наиболее распространенным.
Для пайки электроники чаще всего используют бессвинцовый припой с добавлением канифоли или без добавления таковой. Бессвинцовый тип припоя основан на сплаве олова и меди. Применяется (значительно реже) также свинцовый припой (60% олова, 40% свинца), но этот вариант считается вредным для здоровья и не рекомендуется к применению.
Применяя свинцовый припой для пайки паяльником, необходимо обеспечить более активную вентиляцию. После завершения паяльных работ обязательно мыть руки хозяйственным мылом.
Неотъемлемые аксессуары пайки с помощью ручного паяльника – паяльная канифоль и припой в проволочном исполнении. Также существуют паяльные пасты и припои прутковой формы
Работа с припоем сопровождается разными видами флюса. Среди применяемых вариантов есть вариант пайки, где в качестве флюса выступает кислота (пайка стали, нержавейки). В этом случае рекомендуется отдельный «кислотный» сердечник паяльника, так как кислота быстро «съедает» цветной металл. «Кислотный» сердечник можно найти в специализированных магазинах.
В этом случае рекомендуется отдельный «кислотный» сердечник паяльника, так как кислота быстро «съедает» цветной металл. «Кислотный» сердечник можно найти в специализированных магазинах.
Какой видится техника чистки жала сердечника?
Производство пайки требует периодической очистки жала сердечника паяльника. На практике часто используется стандартная влажная губка, благодаря которой жало сердечника паяльника удаётся сохранять очищенным, оптимальным для работы. Также губка достаточно эффективно снимает окисление, которое неизбежно образуется.
Наличием плёнки окисления на жале сердечника паяльника закрывается рабочий слой припоя. Образуется плёнка чёрного цвета, блокирующая активное прилипание припоя и равномерное распределение по жалу.
Использование обычной влажной губки видится эффективным, но такой способ приводит к сокращению срока службы наконечника по причине расширения и сжатия меди. Кроме того, мокрая губка на время снижает температуру наконечника. Поэтому лучшей альтернативой для очистки видится применение латунной «губки».
Удобное средств для выполнения чистки жала паяльника от окислов и остатков расплавленного припоя – латунная сетка. Более совершенная альтернатива традиционной мокрой губки
Такой аксессуар, как латунная «губка», представляет собой металлическую мелкую сетку из латуни, подобную той, что применяется для мойки посуды. Разница только в том, что моечная сетка делается из стали или нержавейки.
Зачем нужны паяльная станция и «третья рука»?
Более продвинутым инструментом в технологическом плане является паяльная станция. Инструмент такого вида практично использовать, когда существует необходимость постоянной работы, связанной с пайкой. Паяльная станция обеспечивают большую гибкость в работе, плюс контроль работы (автоматическая регулировка температуры нагрева).
Преимущественной стороной паяльной станции является способность устройства держать заданную температуру паяльника. Такой подход способствует высокому качеству исполнения паяльных работ по целому ряду проектов. Паяльные станции способствуют созданию безопасного рабочего места, поскольку включают в конструкцию температурные датчики, настройки предупреждений и даже защиту паролем.
Паяльные станции способствуют созданию безопасного рабочего места, поскольку включают в конструкцию температурные датчики, настройки предупреждений и даже защиту паролем.
Паяльная станция и «третья рука» — инструменты для профессионального использования, когда дело касается объёмного выполнения работ, а также проведения пайки мелких электронных деталей
Дополнительно к паяльной станции, профессиональными электромонтажниками используется ещё один инструмент – так называемая «третья рука». Речь идёт о специальном держателе, оснащённом увеличительным стеклом. При помощи такого держателя удобно паять миниатюрные детали и работать с электронными платами мелкой разводки.
Пошаговый процесс пайки
Прежде чем начинать пайку, следует подготовить паяльник и все необходимые аксессуары.
- Подготовить припой и флюс.
- Если паяльник новый, зачистить мелкой шкуркой жало до медного блеска.
- Нагреть жало сердечника паяльника до рабочей температуры (не выше 400ºC).
- Обмакнуть жало в канифоль и приложить к припою.
- Захватить небольшое количество припоя на жало.
- Тщательно облудить рабочие поверхности жала припоем.

Процедуру лужения жала рекомендуется выполнять на медной поверхности малой массы. Удачно подходят для лужения места широких дорожек любой бракованной печатной платы. Завершив лужение, можно приступать непосредственно к пайке.
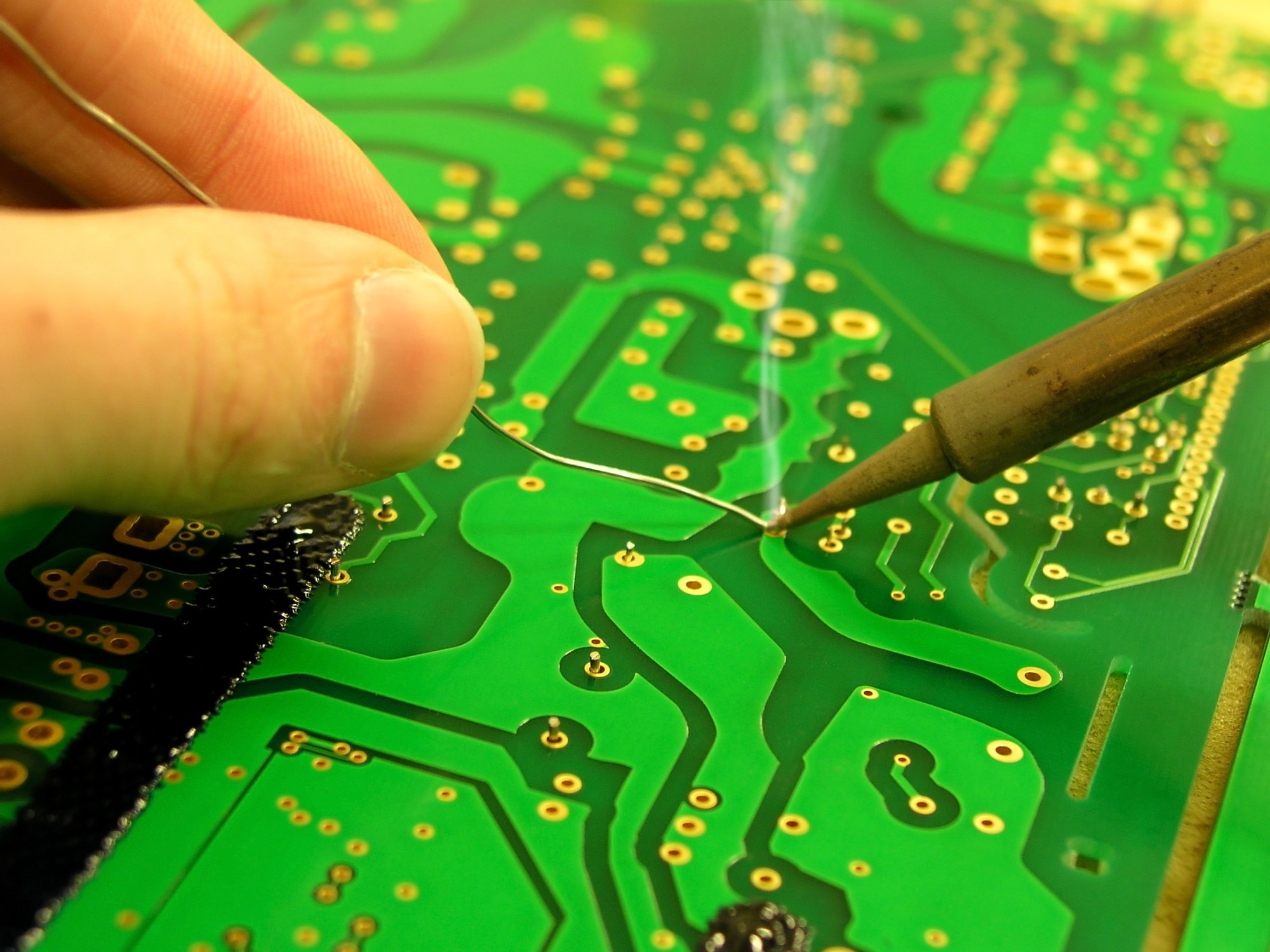
Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыка
Если пайка проводится на чистых (не разу не паяных) дорожках электронной платы, все точки пайки требуется также подготовить – зачистить наждачной бумагой «нулёвкой» до характерного блеска. Далее выполняются следующие действия:
- Вставить электронный компонент в соответствующие отверстия платы.
- Установить компонент по уровням вертикали/горизонтали.
- С обратной стороны платы (точки пайки) отогнуть выводы компонента под 45º.
- Обмакнуть жало наконечника паяльника в канифоль.
- Захватить небольшую часть припоя.
- Коснуться жалом поверхности платы в точке пайки.

Результатом касания, как правило, становится равномерное растекание расплавленного припоя вокруг вывода электронного компонента. Как только припой заполнил точку пайки, жало паяльника следует отстранить, чтобы дать застыть нанесённому припою. Повторить операцию на следующей точке. Таким способом осуществляется пайка любых других точек на электронной плате.
Как паять провода с помощью паяльника?
Паяльная процедура, направленная на соединение проводов, несколько отличается от пайки на дорожках электронных плат. Следует отметить: пайке оловянным припоем с применением канифоли и подобных флюсов подлежат только медные проводники или построенные на сплавах с большим содержанием меди.
Особенности пайки провода – правильное лужение и корректная выдержка по времени контакта. Качество во многом зависит от состава спаиваемых жил проводника
Изначально требуется подготовить концы проводников под пайку – зачистить до характерного блеска и плотно скрутить (многожильные). Затем:
Затем:
- Подготовленный конец проводника заводится вместе с жалом паяльника кратковременно в канифоль.
- Далее захватить жалом припой и нанести на зачищенный конец проводника, покрытый тонким слоем канифоли.
- Равномерно распределять жалом припой до полного захвата всей области конца проводника.
Выполняя последний пункт, следует контролировать процесс, чтобы не перегреть изоляцию провода. Если изоляция начинает плавиться, следует отстранить паяльник на время и повторить лужение чуть позже. Проделать аналогичную процедуру с другим проводом. Затем наложить концы один на другой и залить припоем.
Также можно применить другой вариант:
- Зачистить концы проводников до блеска.
- Скрутить концы друг с другом.
- Обмакнуть коротко в расплавленную канифоль.
- Облудить и залить припоем.
Завершающий штрих
На этом практику начинающего электро-монтажника можно считать завершённой. Каждому, кто усвоил технологию пайки ручным паяльником, открываются широкие горизонты для творчества и работы.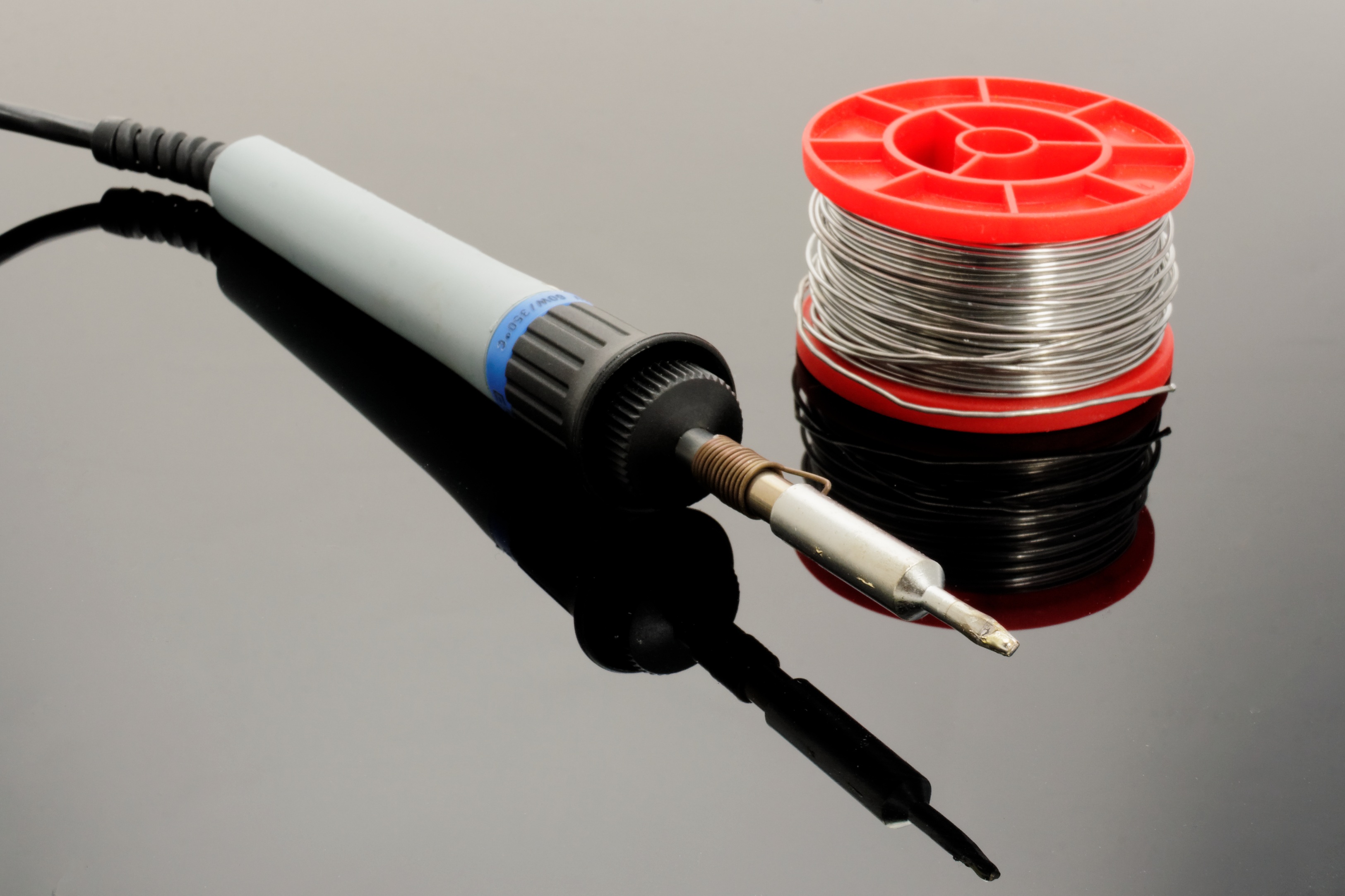
Как правильно паять паяльником – как научится самостоятельно паять алюминиевые, медные провода паяльником?
Эта статья поможет вам узнать, как правильно паять паяльником, если вы не держали его в руках до этого. Паяльник – действительно нужная вещь, если вы радиолюбитель, системный администратор, хотите самостоятельно чинить домашнюю электронику или если хотите научиться чему-то новому и полезному.
Важно понимать, что если вам уже сегодня нужно перепаять провода в бытовой технике или спаять материнскую плату в компьютере, прочтения одной статьи будет явно недостаточно. Несмотря на кажущуюся простоту, работа с паяльником – это почти искусство, требующие внимательности, опыта и наличия твердой руки. Прежде чем что-то паять для провода, имеющего ценность, стоит изрядно попрактиковаться на расходном материале.
Принцип работы паяльника
Понять, как работает паяльник, не сложно. Нагревательный элемент разогревается до высокой температуры (300 и выше градусов). Паяние – это процесс всасывания специального вещества (припоя). Оно имеет температуру плавления ниже, чем у провода для спаивания.
Паяние – это процесс всасывания специального вещества (припоя). Оно имеет температуру плавления ниже, чем у провода для спаивания.
Паяльник расплавляет припой, заполняющий собой все микропоры металла, взаимодействуя с ними на молекулярном уровне. При охлаждении он «прикипает» и образовывает устойчивую связь между двумя частями провода.
Паяльник и инструменты, необходимые для работы
Отвечая на вопрос «как паять паяльником», необходимо затронуть тему инструмента и расходных материалов, необходимых для осуществления пайки. Итак, чтобы правильно и качественно паять, вам понадобится:
- Сам паяльник
- Специальная подставка
- Припой
- Флюс
- Дополнительные инструменты
Паяльник
Есть много самых разных моделей, необходимых для решения широкого спектра технических проблем. Но главный критерий – мощность. По мощности они разделяются на несколько типов:
- 3-10 Вт. Это самые маломощные модели. Они предназначены для пайки самых маленьких и чувствительных микросхем
- 20-40 Вт. Относятся к категории «бытовых» или радиолюбительских. С их помощью можно как припаять провод, так и транзистор или другую деталь
- 60-100 Вт. Если провода, требующие пайки, очень толстые, подойдет именно этот тип. Он часто используется автолюбителями или профессиональными механиками
- 100 Вт и более. Таким паяльником можно спаять как толстый провод, так и кастрюлю или даже радиатор автомобиля. Они используются только профессионалами, и по понятным причинам неприменимы в быту
 Они предназначены для пайки самых маленьких и чувствительных микросхем
Они предназначены для пайки самых маленьких и чувствительных микросхемЕсли вы планируете заниматься припайкой радиодеталей, достаточно будет 25 ватного инструмента. Чтобы припаять обычной провод, мощности должно хватить, но для использования в быту стоит подобрать модель в 35 Вт и выше.
Подставки часто продаются в комплекте. Они не только сохраняют рабочий стол от пятен припоя, но и позволяют всегда контролировать положение инструмента. В работе он должен находиться на краю стола. Важно следить за сетевым проводом.
В работе он должен находиться на краю стола. Важно следить за сетевым проводом.
Припой
В этом специальном легкоплавком сплаве, как правило, используются вещества:
- Олово
- Свинец
- Кадмий
Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов, а наиболее устойчивые – свыше 900.
В быту рекомендуется использовать припой марки ПОС 61. Самый удобный вид – тоненькая проволочка.
Флюс
Так называется специальное вещество, выступающее связующим звеном между припоем и металлом провода. Он помогает адгезии (приставанию) припоя, и успешно защищает его от окисления и помогает обезжириванию. Наиболее популярная марка – ЛТИ 120.
При необходимости он делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40%) и тщательно взболтать.
Дополнительный инструмент
Чтобы удобно и безопасно паять с паяльником, следует обзавестись предметами:
- Кусачки. Ими откусывается провод, снимается изоляция, поддерживается деталь при работе
- Напильник – для очистки нагревающейся части паяльника
- Скальпель с пинцетом. Они помогут не обжечь пальцы при работе с мелкими деталями
Приступая к работе
Новый паяльник необходимо зачистить и облудить. Следует включить его в сеть на 15-20 минут. При этом нередко начинает выгорать заводская смазка, и сам инструмент может немного дымить, это не страшно.
После прогрева следует аккуратно зачистить рабочую поверхность напильником, после чего сразу же обмакивают его в припое. Важно не дать ему окислиться. Теперь инструмент готов к работе.
Важно, если жало вашего инструмента из металлокерамики. Его нельзя обрабатывать напильником. Для этого есть специальная влажная ткань, и ей необходимо аккуратно протереть поверхность.
Как припаять провод: процесс
Очень важно подготовить поверхность. На ней не должно быть посторонних веществ, таких как жир, краска лак, остатки изоляции. От чистоты зависит успех всей работы. Если что-то есть, следует аккуратно зачистить скальпелем и протереть, чтобы не осталось пыли.
Далее вы берете кончиком немного припоя и аккуратно припаиваете в нужном месте. Это не слишком сложный процесс, но он требует «набитой» руки, и в самый первый раз у вас вряд ли получится красивая и аккуратная спайка.
Во время работы стоит помнить ряд правил:
- Спайка должна быть быстрой
- Если не вышло спаять провода сразу, стоит дать им остыть перед второй попыткой. Это вдвойне касается радиодеталей или микросхем
- Следует прикладывать окончание инструмента всей поверхностью, процесс будет наиболее эффективным
Как паять провода более надежно? Следует скрутить их перед началом процедуры. После остывания их изолируют при помощи изоленты, чтобы избежать коротких замыканий при работе.
Хорошая спайка отличается блеском, ровным слоем и отсутствием каких-либо трещин. Тогда она прослужит максимально долго, и у вас не возникнет проблем с прибором.
Техника безопасности
Как паять паяльником и не обжечься? Следует соблюдать технику безопасности. Работа с паяльником – не лучшее время, чтобы испытывать удачу с нарушением правил безопасности. Есть несколько простых советов:
- Освободите рабочую поверхность от посторонних предметов
- Уберите из комнаты излишне любопытных детей и животных
- Следите за шнуром – задев его ногой или рукой, есть риск ожога
- Если в комнате есть посторонние люди, предупредите их, что работаете с включенным паяльником
- Флюса – самую малость. Если использовать слишком много, он может брызнуть на руку, а в худшем случае – прямо в глаза
- Каждый раз следует брать припоя не больше, чем на 2 пайки. Если перестараться, он может капнуть на стол, руку или еще хуже – на паяемую микросхему
Соблюдая эти простые правила, вы убережете себя от крайне неприятных последствий.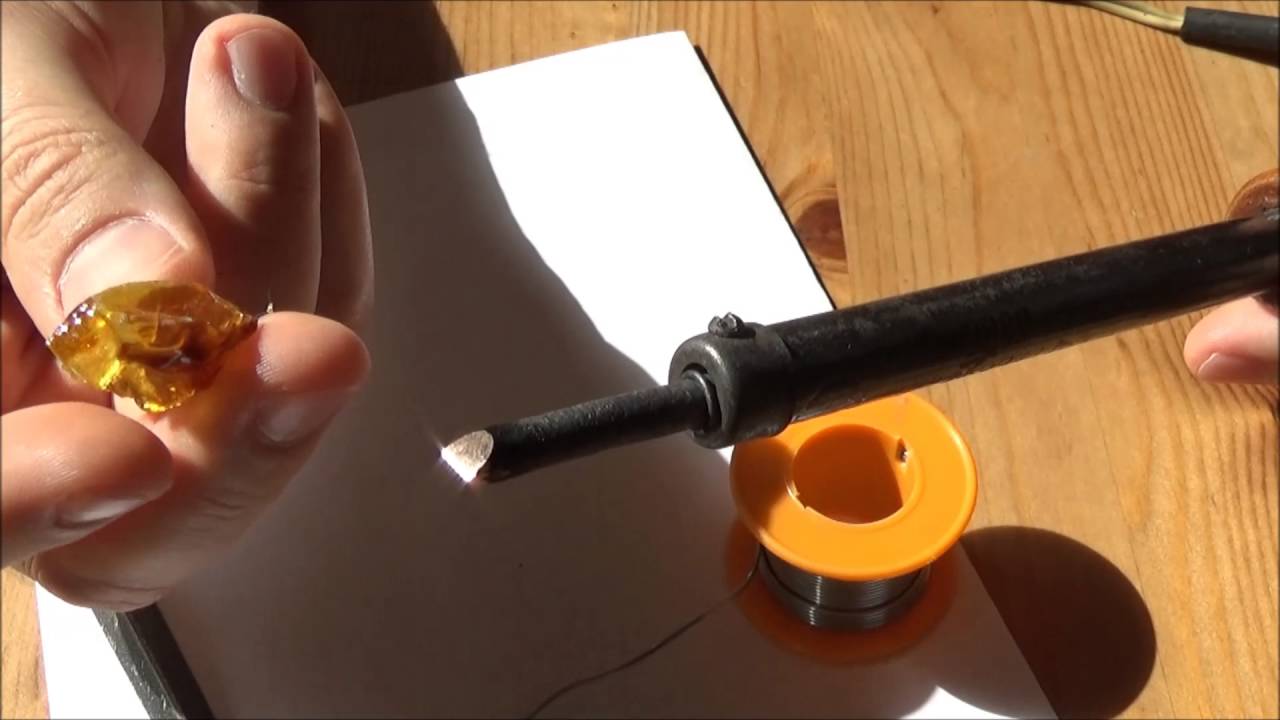 Если относится к работе серьезно и не оставлять паяльный аппарат без присмотра, проблем возникнуть не должно.
Если относится к работе серьезно и не оставлять паяльный аппарат без присмотра, проблем возникнуть не должно.
Качественно припаять провода
От того, как провод будет спаян, зависит дальнейшая работа всего прибора. Опытные мастера дают ряд советов для качественного и надежного паяния:
- Если припоя недостаточно, он не сможет как следует скрепить детали и заполнить все зазоры
- При недостаточном количестве флюса на жале, место спайки получается неоднородным и неровным, что негативно сказывается на результате. Это может быть при разогретом инструменте, тогда канифоль испаряется еще до окончания спайки
- Когда канифоли чересчур много, она может выплеснуться и задеть соседние контакты или провода, а в худшем случае – попасть на руку
С опытом приходит умение нагревать паяльник до нужной температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты.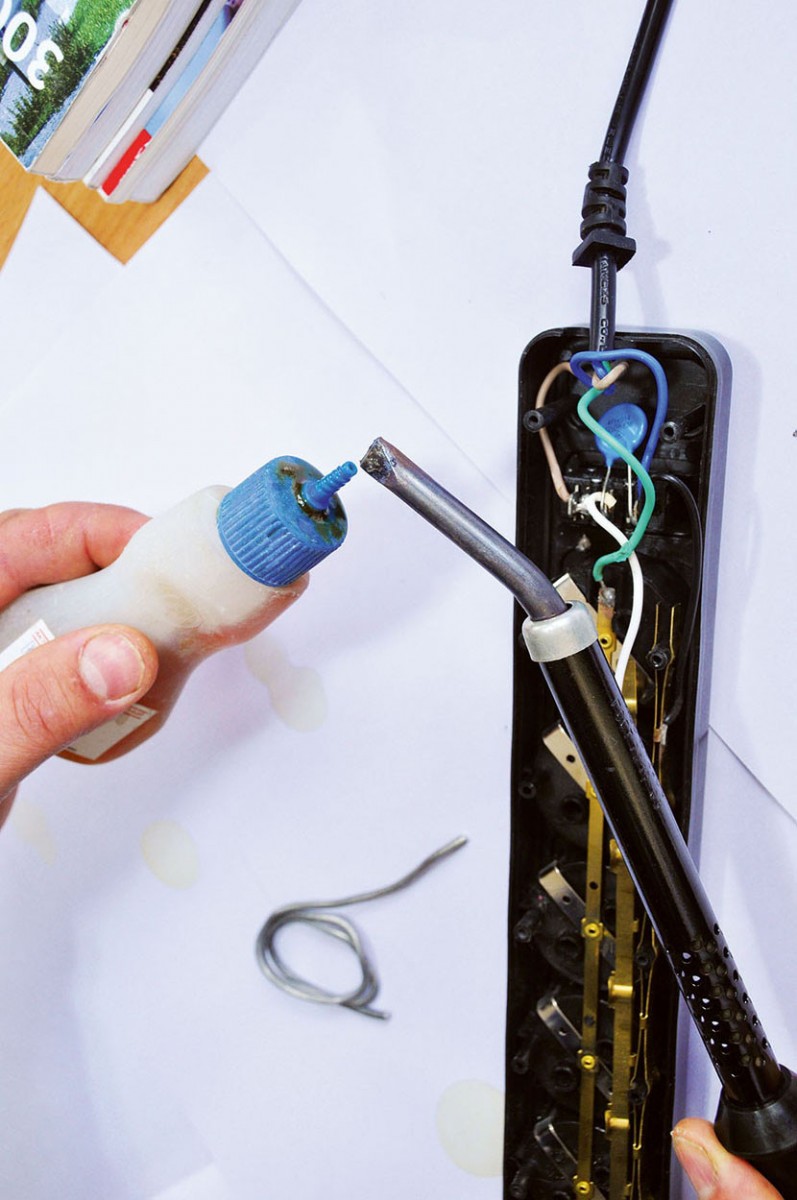 Нужно стремиться именно к этому.
Нужно стремиться именно к этому.
Лучше всего использоваться паяльники, имеющие терморегулятор. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы. Паяльник без регулятора может быстро перегреваться, а его жало –чернеть от окисления. Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной.
Как качественно паять паяльником?
Лучший способ научиться делать что либо – практиковаться. Паяние не исключение. Есть ряд упражнений, помогающих освоить этот, безусловно, сложный, но полезный инструмент.
Следует взять голый или изолированный провод (чтобы попрактиковаться в снятии изоляции) и разрезать его на 12 одинаковых кусков. Чтобы они получились не слишком мелкими, оптимальная длина – 30-40 сантиметров (до разрезки).
После нарезки следует взять паяльник и составить из этих заготовок куб, пользуясь только паяльником и плоскогубцами. Это позволит вам почувствовать инструмент и приловчится к сего использованию. Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми. Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе.
Это позволит вам почувствовать инструмент и приловчится к сего использованию. Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми. Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе.
Второй способ тренировки работы с паяльником требует тонкой проволоки и зачищенного кабеля. Его нужно обмотать вокруг проволоки, а потом аккуратно спаять, пользуясь паяльником и плоскогубцами. Следует практиковаться, пока не получится паять качественно провода с первого раза. После этого стоит приступать к нормальной ответственной работе.
Регулярная практика позволит очень быстро достичь значительного прогресса в пайке. Уже в скором времени вы сможете самостоятельно починить радио, проводку (соблюдая правила осторожности) или другую домашнюю технику. Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами.
 youtube.com/embed/m6RrfC5RJs4″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/m6RrfC5RJs4″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Правила работы с паяльником – Сварка Профи
Правила работы с паяльником
Для пайки используют множество инструментов и приспособлений, которые выбирают в зависимости от характера работ. Самыми распространенными инструментами являются паяльники, паяльные фены, термовоздушные станции. В быту наиболее часто пользуются электрическим паяльником. Элементарные операции с ним можно освоить за несколько минут.
Устройство электропаяльника
Традиционно паяльник представляет собой инструмент, жало которого нагревается до температуры, достаточной для расплавления припоя и прогрева материала соединяемых деталей. Пайка паяльником имеет свои особенности, соблюдение которых позволит получить качественное прочное соединение.
Электропаяльник состоит из таких деталей:
- нагревательного элемента, заключенного в корпус из материала, не поддающегося горению или плавлению;
- жала. Его делают из меди, могут покрывать стальными, никелевыми сплавами;
- шнура питания.
 Его делают из меди, могут покрывать стальными, никелевыми сплавами;
Его делают из меди, могут покрывать стальными, никелевыми сплавами;Некоторые модели могут оснащаться регулятором температуры жала. Нагревательный элемент служит для преобразования электрической энергии в тепловую и передачи ее жалу, которое расплавляет припой. Существуют паяльники со сменными жалами.
Корпус нагревательного элемента – это, как правило, металлическая трубка с отверстиями для отвода избыточного тепла. Шнур питания чаще двужильный с сечением, обеспечивающим безопасное использование инструмента определенной мощности.
Терморегулятор может быть встроен в корпус паяльника, а может быть интегрирован в блок питания. Второй вариант чаще встречается у паяльников, работающих на низком напряжении – 12 В или 36 В. Такими паяльниками чаще пользуются для монтажа электрических плат.
Материалы для пайки
Работа паяльником невозможна без расходных материалов – припоя, флюса. Если при сварке происходит соединение двух материалов путем частичного их расплавления и последующего сплавления друг с другом, то при пайке соединение осуществляется за счет возникновения связи между соединяемым материалом и материалом припоя, образующего шов.![]()
Припои могут быть разными по составу (по применяемым материалам и их соотношению). Состав сплава зависит от вида соединяемых материалов и требований к температурному режиму пайки.
Флюсы так же могут быть разными – твердыми и жидкими, кислотными и бескислотными. Ими пользуются в зависимости от типа материала и условий пайки.
Как подготовить жало
Работу с паяльником необходимо начинать с проверки его состояния и параметров. Состояние устанавливается путем осмотра. Жало паяльника должно быть чистым, без нагара. Питающий провод должен быть целым, без нарушений изоляции.
Информацию о параметрах паяльника – рабочем напряжении и мощности – содержит инструкция. Помимо этого, значение требуемого напряжения должно быть промаркировано на корпусе.
Если паяльник совершенно новый, необходимо сначала прогреть его и дождаться, пока обгорит заводская смазка внутри корпуса. В этот период необходимо обеспечить очень хорошую вентиляцию помещения.
Обратите внимание
Жало нового паяльника следует заточить или отформовать легкими ударами молотка. Второй вариант, при наличии должных навыков, предпочтительнее, так как кончик жала становится плотнее и меньше сгорает.
Второй вариант, при наличии должных навыков, предпочтительнее, так как кончик жала становится плотнее и меньше сгорает.
Далее необходимо облудить жало паяльника. Это необходимо для того, чтобы припой приставал к нему, а не скатывался. Для этого нужно нагреть жало, смазать его флюсом и сразу же прикоснуться к припою (обычно он оловянный).
Расплавленный припой покроет жало паяльника. Можно дополнительно распределить припой деревянной щепкой.
Облуженное жало покроется тонкой оловянной пленкой, препятствующей окислению материала, из которого оно изготовлено. После проведения этих операций паяльником можно пользоваться.
Подготовка и спайка деталей
Соединяемые детали перед пайкой необходимо зачистить и облудить. Если предстоит паять канифолью, детали нагревают паяльником, покрывают слоем флюса (расплавленной канифолью) и припоя.
Если же используется жидкий флюс, то им необходимо покрыть холодные поверхности, а после этого нагреть паяльником и покрыть слоем припоя.
Облуженные детали соединяют и при необходимости фиксируют относительно друг друга в положении, которое они должны занять после пайки. Для фиксации могут использоваться различные зажимы, щипцы, паяльные столы. Удобно пользоваться пинцетом, чтобы удерживать мелкие детали.
После лужения обе детали нагревают до температуры плавления припоя. Соединение происходит при подаче припоя на жале паяльника или же путем подачи в виде проволоки. Расплавленный припой равномерно распределяется паяльником по шву.
Далее необходимо дождаться полного остывания стыка, обеспечивая при этом его полную неподвижность. Недопустимо пользоваться для ускорения остывания обдувом шва воздухом или смачиванием водой. После остывания остатки флюса рекомендуют смывать, но нейтральный флюс в смывке не нуждается.
Примеры пайки
Проще всего паять провода. Обычно это делается при их соединении в процессе проведения электромонтажных работ. Для этого провода соединяются в виде скруток.
Чтобы скрутки не оказывали сопротивления в сети и не нагревались, их пропаивают. В этом случае лучше пользоваться жидким флюсом, который лучше проникнет внутрь скрутки и равномерно покроет всю поверхность провода.
Если предстоит запаять небольшое отверстие в каком-либо листовом материале, придется поступить иначе. В этом случае нужно под отверстие подложить подкладку из тугоплавкого материала – текстолита, асбеста или подобного им.
До этого необходимо покрыть жидким флюсом материал по краям отверстия. Кусочек припоя необходимо разместить на подкладке внутри отверстия и расплавив его паяльником, распределить по отверстию, захватив края и прогрев их.
Важно
После остывания припоя, подкладку можно убрать. Чтобы припой не пристал к ней, предварительно можно смазать поверхность подкладки техническим жиром.
Соблюдая несложные правила пайки, любой, кто знает, как правильно пользоваться паяльником, сможет самостоятельно починить бытовое устройство.
Все дополнительные приспособления приобретают постепенно, по мере того, как в них возникает необходимость.
Источник: https://svaring.com/soldering/praktika/pravila-pajki-pajalnikom
Как правильно паять паяльником – краткое руководство для пользователя
Пайка является технологической операцией, позволяющей получить неразъемное соединение элементов из разных материалов, что обеспечивается введением припоя с относительно низким температурным режимом плавления.
Существует несколько правил, объясняющих, как правильно паять паяльником и получить высокий результат при работе с таким инструментом.
Виды паяльников
Ручной инструмент, используемый в лужении и пайке, позволяет нагревать детали и флюс, а также расплавляет припой с последующим его нанесением на участки контактов спаиваемых элементов.
Основные виды паяльников представлены несколькими конструкциями:
- Инструмент с нихромовым нагревателем в виде проволочной спирали, пропускающей переменные сетевые или постоянные/переменные токовые величины низкого напряжения. Современные модели отличаются контролем температурного режима нагрева наконечника при помощи встроенного термодатчика. Конструкция прибора может дополняться специальными изоляторами, снижающими тепловые потери и увеличивающими теплопередачу.
- Инструмент с керамическим стержневым нагревателем, срабатывающий в процессе подведения на контактную группу напряжения. Данный вид относится к категории наиболее совершенных приборов, отличающихся быстротой нагрева и длительным эксплуатационным сроком, а также имеющим широкий диапазон регулирования температурных показателей и уровня мощности.
- Индукционный инструмент осуществляет нагрев посредством катушечной части индуктора, а жало характеризуется наличием ферромагнитного покрытия, что способствует получению магнитного поля и разогреву сердечника. Поддерживание необходимого температурного режима на жале осуществляется в автоматическом режиме и не требует наличия термодатчика или какого-либо управляющего электронного устройства.
- Импульсный инструмент работает при нажатии и удержании в таком положении специальной кнопки «Пуск», чем и обусловлен практически мгновенный нагрев жала до оптимальных рабочих температурных показателей. Отечественные конструкции этого типа характеризуются наличием схемы, в которой медный проводной наконечник представляет собой часть электрической цепи, содержащей также частотный преобразователь и высокочастотный трансформатор. Наиболее современные импульсные модели обладают регулировкой по мощности и температурным показателям, что позволяет одинаково успешно паять мелкие электронные элементы и достаточно крупногабаритные детали.
- Газовый инструмент относится к категории практичных и автономных устройств, а в качестве теплового источника для достаточного прогрева наконечника служит сгораемый газ, которым заправляется прибор. Отсутствие насадки позволяет использовать такой вид паяльника в качестве традиционной газовой горелки.
- Автономный аккумуляторный инструмент характеризуется небольшими показателями мощности, поэтому применяется преимущественно в пайке наиболее мелких электронных элементов.
 Поддерживание необходимого температурного режима на жале осуществляется в автоматическом режиме и не требует наличия термодатчика или какого-либо управляющего электронного устройства.
Поддерживание необходимого температурного режима на жале осуществляется в автоматическом режиме и не требует наличия термодатчика или какого-либо управляющего электронного устройства. Отсутствие насадки позволяет использовать такой вид паяльника в качестве традиционной газовой горелки.
Отсутствие насадки позволяет использовать такой вид паяльника в качестве традиционной газовой горелки.Особняком стоят так называемые паяльные станции, предназначенные, как правило, для выполнения больших по объемам и частых работ, связанных с пайкой.
Безусловно, крупный термовоздушный и инфракрасный паяльный инструмент не способен расцениваться в качестве достойного конкурента традиционным бытовым электрическим паяльникам, но обладает множеством преимуществ использования:
- нагрев области пайки выполняется посредством горячей воздушной струи, которая выбрасывается соплом паяльной станции;
- стандартный температурный режим сфокусированного воздушного прогрева составляет порядка 100-500 °C;
- в зависимости от вида воздушного давления приборы могут быть представлены турбинными и компрессорными станциями.

В паяльных станциях инфракрасного типа нагрев осуществляется под воздействием ИК-излучения при длине волны в пределах 2-10 мкм.
В популярных до недавнего времени старых паяльниках, нагреваемых на обычном открытом огне, сегодня отпала необходимость, тем не менее, выполненная своими руками простейшая конструкция иногда вполне может послужить заменой дорогостоящему оборудованию.
Разновидности припоев и флюсов
Припои — материалы, используемые в пайке и обладающие температурным режимом плавления ниже, чем данные показатели у соединяемых металлов. С этой целью применяются оловянные, свинцовые, кадмиевые, медные, никелевые, серебряные и некоторые другие виды сплавов:
- мягкие припои с температурным режимом плавления в пределах 300 °C представлены оловянно-свинцовыми сплавами, сурьмянистыми припоями для пайки оцинкованных или цинковых элементов, оловянно-свинцово-кадмиевыми припоями для пайки сверхчувствительных к перегревам изделий, оловянно-цинковыми и бессвинцовыми припоями;
- твердые припои с температурным режимом плавления выше 300 °C представлены, как правило, медно-цинковыми, медно-фосфористыми и серебряными припоями с разными видами добавок.
Флюсы — органические и неорганические вещества или смеси, позволяющие удалять оксиды со спаиваемой поверхности, защищающие ее от негативного воздействия внешней среды и активно понижающие поверхностное натяжение, а также заметно улучшающие распространение жидкого припоя:
- в зависимости от температурного интервала активности все смеси и вещества представлены низкотемпературными и высокотемпературными флюсами;
- в зависимости от природы растворителя используемые флюсы бывают водными и неводными;
- в зависимости от природы активатора, которым определяется действие, флюсы могут быть кислотными, канифольными и галогенидными, гидразиновыми и фторборатными, анилиновыми и стеариновыми, а также боридно-углекислыми;
- в зависимости от механизма действия флюсы выполняют защитные или химические функции, оказывают электрохимическое и реактивное действие;
- в зависимости от агрегатного состояния в пайке используются флюсы твердого, жидкого и пастообразного типа.

Самым простым и доступным в работе дешевым видом флюса, имеющим низкий ток утечки, является канифоль сосновая. Такой химически пассивный тип флюса находит очень широкое применение и обладает умеренной растворимостью в спиртах с глицерином.
К самым известным, высококачественным и популярным, но достаточно дорогостоящим флюсам зарубежного происхождения относятся IF-8001 Interflux, IF-8300 BGA Interflux, IF-9007 Interflux BGA и FMKANC32-005.
Вспомогательные материалы
Вспомогательные материалы представлены компонентами, которые не входят непосредственно в образуемые паяные соединения, но принимают участие в его образовании:
- паяльные флюсы — вспомогательные материалы, удаляющие оксиды с поверхности паяемых материалов и припоя, а также предотвращающие их образование;
- стоп-пасты и стоп-покрытия — вспомогательные материалы, используемые для подготовки поверхности конструктивных элементов и наносимые на паяемые участки, где нежелательным является применение жидкого припоя;
- припои — вспомогательные материалы, представленные специальными тугоплавкими или легкоплавкими сплавами, что зависит от входящих в состав металлов.
Синтетические клеи и ацетоны, используемые чаще всего в электромонтажных работах, относятся к пожароопасным и вредным вспомогательным веществам, поэтому их применение потребует неукоснительного соблюдения противопожарных и санитарно-гигиенических норм.
Основные вспомогательные материалы для пайки представлены припоями и флюсами, а также газовыми средами, облегчающими нанесение стоп-материалов на покрытия.
Температура пайки
Температурный режим пайки является одним из наиболее важных моментов при выполнении работы пайщиком, и оказывает непосредственное влияние на качество соединений металлов. При этом данный показатель должен превышать аналогичные показатели полного тинольного расплавления.
| Тип используемого припоя | Химический состав | Температурный режим плавления | ||
| Цинк | Медь | Серебро | ||
| ПМЦ-36 | 64 | 36 | – | 825 оС |
| ПСр-10 | 37 | 53 | 10 | 830 оС |
| ПСр-45 | 25 | 30 | 45 | 730 оС |
| ПМЦ-54 | 46 | 54 | – | 880 оС |
| ПСр-25 | 35 | 40 | 25 | 780 оС |
| ПСр-70 | 4 | 26 | 70 | 780 оС |
Согласно теории проводимых работ, до момента заполнения зазора и распределения во всех соединениях припой должен полностью расплавиться, поэтому температурный режим ликвидуса тиноля бывает самым низким, применяемым для высокотемпературной пайки. В то же время все спаиваемые элементы должны прогреваться более сильно.
В то же время все спаиваемые элементы должны прогреваться более сильно.
Подготовка паяльника к работе
Первое включение нового паяльника в электрическую сеть сопровождается выделением из корпуса дыма, что обусловлено выгоранием лака и жиров, попавших в инструмент в процессе сборки или консервации. Именно по этой причине первое включение осуществляется в хорошо вентилируемых помещениях или на улице.
Жалу приобретенного паяльника необходимо при помощи паяльника придать оптимальную и удобную форму, поэтому конец его прогревается и отковывается. В результате такой несложной процедуры происходит максимальное уплотнение меди и продлевается общий срок эксплуатации инструмента.
Самыми часто используемыми и универсальными являются угловое жало и «на срез», а несколько реже применяется в работе ножевидная форма.
Подготовка деталей к пайке
Очистка загрязненных поверхностей производится механическими или химическими способами:
- первый вариант предполагает зачистку поверхности при помощи напильника, металлической щетки, шлифовального круга или шкурки, а также применение пескоструйных аппаратов с последующим обдуванием струей сжатого воздуха;
- второй вариант основан на удалении жировых загрязнений, ржавчины и окалины бензином, трихлорэтиленом и различными щелочами с обязательной последующей промывкой под горячей и холодной водой.
Окалину и ржавчину требуется удалять в процессе протравливания раствором серной кислоты, после чего изделие промывается, а на труднодоступные участки наносится флюс. Пайка сложных узлов предполагает их фиксацию при помощи шпилек, болтов или специальных приспособлений.
Поверхности, которые не должны иметь припоя после выполнения пайки, требуется покрыть водной пастой на основе графита или мела.
Лужение
При отсутствии на жале паяльника специального защитного покрытия в обязательном порядке выполняется процесс лужения или покрытия его тонким оловянным слоем.
С этой целью жало паяльника доводится до рабочей температуры, после чего окунается в канифоль, а полностью расплавленный припой аккуратно и тщательно растирается по поверхности наконечника.
Также можно смочить кусок материи в растворе на основе хлористого цинка и протереть ей нагретое паяльное жало, после чего втереть в поверхность смесь из расплавленного припоя и каменной поваренной соли.
Процесс лужения нового паяльника
Лужение позволяет защитить устройство от коррозийных изменений и необоснованно быстрого износа, поэтому выполняется в процессе первого же включения инструмента после того, как перестанет выделяться дым.
Техника пайки паяльником
Существует несколько основных способов пайки при помощи паяльника, которые отличаются технологическим решением:
- низкотемпературная пайка может осуществляться в ручном и полуавтоматическом режиме, с использованием волны жидкого припоя или в процессе погружения в емкость, наполненную расплавленным припоем;
- высокотемпературная пайка выполняется с применением газовых горелок и высокочастотных токов, а также в процессе экзотермических работ.

Разные виды паяльников
Основные этапы пайки включают в себя подготовку деталей, обработку с применением флюса или лужение, прогрев спаиваемых деталей и тщательное нанесение припоя на участок пайки. Достаточно востребована так называемая пайка без применения припоя. Например, спаивание титана и меди не требует вспомогательных материалов, а базируется на таком явлении, как контактное плавление.
Холодная пайка является дефектом и характеризуется отсутствием образования прочного паяного соединения, поэтому обладает зернистостью структуры и тусклым цветом.
Пайка с канифолью
Колофонская смола, представленная хрупким и стекловидным аморфным веществом темного красного или светлого желтого цвета, широко применяется в качестве флюса.
Самым простейшим является СКФ, или спирто-канифольный флюс, который максимально прост в работе.
Совет
Прогретый паяльник опускается в канифоль и покрывается припоем, который наносится на спаиваемые поверхности.
Установленные в нужном положении детали спаиваются в процессе работы с ними паяльным жалом, покрытым припоем с канифолью.
Пайка с кислотой
Ортофосфорная кислота часто применяется в пайке как флюс для соединения углеродистых или низколегированных сталей, никелевых и медных сплавов. Механизм действия заключается в растворении оксидной пленки металлов, припое и дальнейшем разрыхлении с всплытием на поверхность флюса.
Применение ортофосфорной кислоты является предпочтительным при соединении более сложных материалов, чем серебро и медь.
Меры безопасности при пайке
При эксплуатации инструмента для пайки предусматриваются мероприятия, препятствующие поражению током и газовыми смесями, расплавленными солями и металлами.
Использование индукционной пайки предполагает соблюдение правил безопасности при эксплуатации любых электротермических приборов.
В процессе пайки обязательно применяются специальные средства для индивидуальной защиты глаз, органов дыхания и кожных покровов.
Работа с взрыво- и пожароопасными вспомогательными материалами требует особо строгого соблюдения техники безопасности.
Заключение
Пайка является востребованным и абсолютно безопасным процессом только при соблюдении всех соответствующих технологических правил и определенных мер предосторожности. Для получения качественной пайки важно не только грамотно подойти к выбору инструмента и вспомогательных материалов, но также учитывать принцип работы паяльника и способы подготовки поверхностей.
Источник: https://proprovoda.ru/instrument/payalniki/kak-pravilno-payat.html
Как правильно паять паяльником – работа с паяльником и ее особенности
Процесс пайки сам по себе не сложен — подготавливаем детали, обрабатываем флюсом, разогреваем, добавляем припой в зоне пайки. Но, как и в любом деле есть свои нюансы, которые необходимо знать, чтобы получить качественный результат.
Что представляет собой процесс спаивания
Пайка выполняется, когда необходимо соединить две детали.
Перед процессом необходимо подготовить компоненты: очистить от грязи и удалить оксидную пленку в месте спаивания, так как наличие даже небольших загрязнений или окисления помешает надежной стыковке материалов.
При выборе припоя нужно руководствоваться правилом — температурный режим плавления припоя должен быть ниже температуры плавления элементов, которые планируется соединить.
Порядок действий в технологии пайки:
Поверхности деталей необходимо зачистить от грязи, ржавчины, окисной пленки и пр., так, чтобы появился блеск основного металла. Для удаления окисления и его предотвращения в дальнейшем необходимо покрыть детали в месте соединения флюсом. Нанести его можно кисточкой тонким слоем.
Альтернативой второму этапу может быть вариант обработки, называемый лужение.
 Используется в основном для обработки проводов.
Используется в основном для обработки проводов.Зачищенный провод кладется на канифоль, прогревается паяльником, провод необходимо поворачивать, чтобы он весь оказался в расплавленной канифоли, далее наносится тонкий слой расплавленного припоя, который на химическом уровне соединяется с основным металлом (можно взять капельку припоя непосредственно паяльником и нанести на деталь).
Наносится дополнительно флюс, чтобы избежать окисления при нагреве. Разогретым паяльником наносится припой.
Для легкости понимания прилагаем фото-инструкцию, как правильно паять.
Виды паяльников
В быту распространены сетевые паяльники, работающие от напряжения 220 В.
Профессионалы отдают предпочтение паяльным станциям. Основной их плюс — наличие термостата, благодаря которому стабильно обеспечивается заданная температура.
В случае с сетевыми паяльниками, температура определяется по канифоли или флюсу, когда паяльник готов к работе они начинают хорошо кипеть, но до горения доводить не стоит.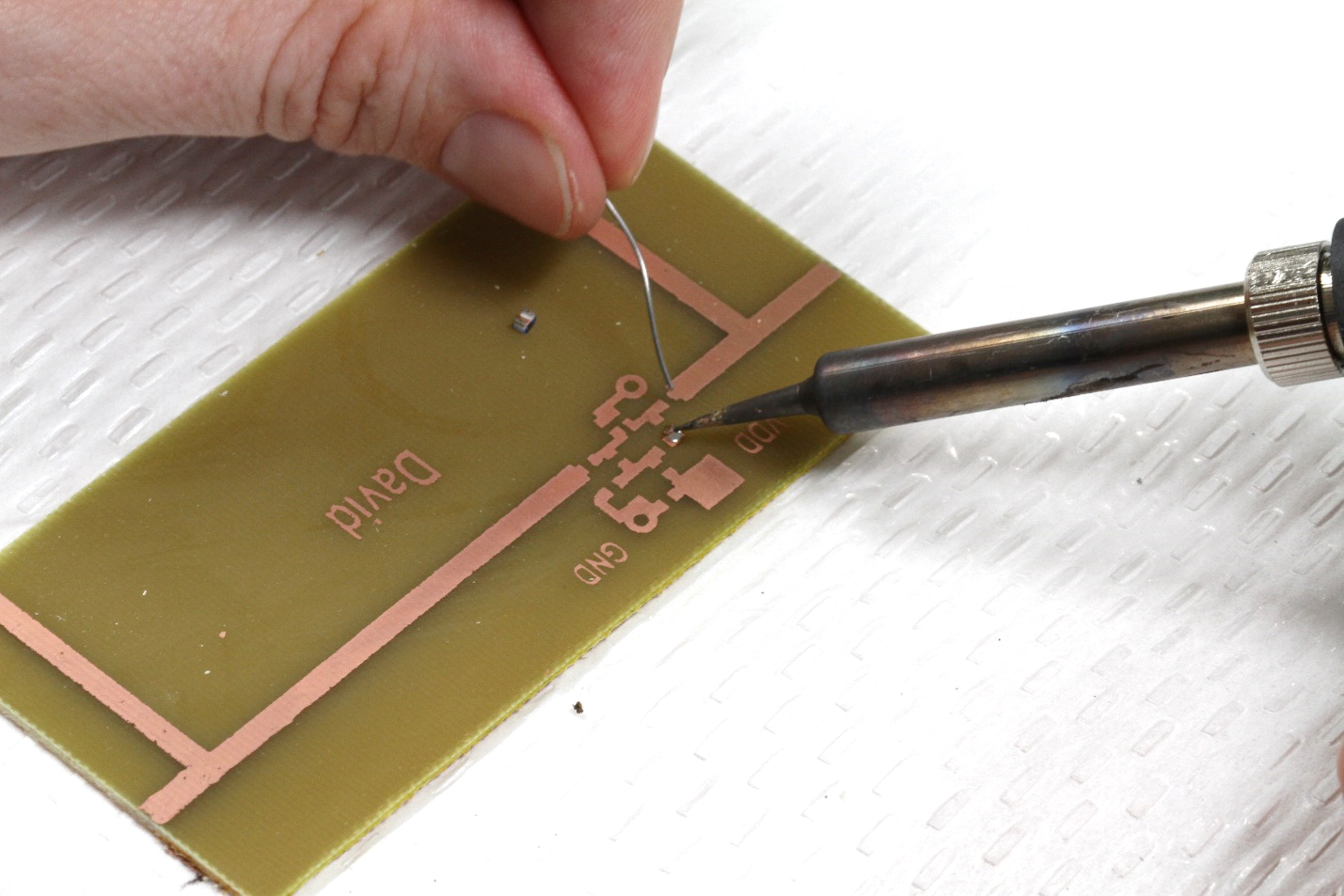
Для домашнего пользования можно приобрести два паяльника с малой (40-60 Вт) и средней мощностью (100 Вт). Маломощный паяльник предназначен для спаивания деталей в электронике.
Расходники
Флюс
Это смесь для снятия окисления с металлических деталей перед процессом спаивания. Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.
Флюсами могут быть канифоль, нашатырь, кислоты борная и ортофосфорная, таблетки обычного аспирина.
В продаже легко найти флюс для любого вида работы, и как правило, на этикетке уже указано, как и для каких материалов его использовать. Это позволяет не заниматься самодеятельностью, а использовать уже подготовленную смесь, что позволит избежать сюрпризов в виде нагара.
Обратите внимание
Канифоль — популярный флюс, отличается приятным запахом при нагревании, не токсична. Как паять паяльником с канифолью: можно взять сразу жидкий вариант канифоли, он удобнее. Если же имеем дело с твердой канифолью, то сначала нужно расплавить ее паяльником и жалом нанести ее на место спаивания.
Как паять паяльником с канифолью: можно взять сразу жидкий вариант канифоли, он удобнее. Если же имеем дело с твердой канифолью, то сначала нужно расплавить ее паяльником и жалом нанести ее на место спаивания.
Спирто-канифольный флюс (сокращенно СКФ) — это канифоль со спиртом в пропорциях один к трем. Применяется в тех же случаях, что и обычная канифоль. Удобнее в использовании за счет жидкого состояния.
Припой
Припой имеет меньшую температуру плавления, чем материал соединяемых элементов, поэтому в горячем виде он обволакивает соединение, а после остывания две детали становятся единым целым. При какой температуре паять зависит от химического состава деталей и выбранного припоя.
Сплавы, используемые как припои:
- олово+свинец
- медь
- кадмий
- никель
- серебро и пр.
На рынке чаще всего встречаются свинцово-оловянные припои ПОС. После аббревиатуры ПОС следует цифровое значение, которое указывает на количество олова. Чем оно выше, тем больше олова, что положительно отражается на прочности и электропроводности будущего соединения.
Чем оно выше, тем больше олова, что положительно отражается на прочности и электропроводности будущего соединения.
Свинец идет в качестве регулятора процесса застывания, так как олово без этого вспомогательного элемента растрескается и покроется иглами. Свинец может быть заменен индием или цинком (бессвинцовые припои).
Для алюминия нужно будет выбрать специализированные флюс (Ф-61А, Ф-34А) и припой (есть разные варианты).
Жала паяльника
Практически все жала делаются из меди, бывают с покрытием и без. Хромированные и никелированные жала более жаростойкие, долговечные и не подвержены окислению.
Жала без покрытия требуют постоянной зачистки, так как окислившись они перестают качественно работать (припой не прилипает). А в ходе чистки жало довольно быстро стачивается.
Выбор формы жала зависит от поставленной задачи, но универсальными считаются в форме шила и лопаточки.
Завершение работы
После того как работа с паяльником завершена, необходимо очистить жало от припоя, и можно уже выключить паяльник. Горячее жало нужно ввести в твердую канифоль и подождать остывания, вынуть жало, излишки канифоли стекут и уже полностью остывший паяльник можно убрать на место.
Горячее жало нужно ввести в твердую канифоль и подождать остывания, вынуть жало, излишки канифоли стекут и уже полностью остывший паяльник можно убрать на место.
Вооружившись хорошими теоретическими знаниями, как правильно паять паяльником, на практике можно добиться успехов в этом деле.
Фото советы как правильно паять паяльником
Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях 😉
Источник: http://instrumentgid.ru/kak-pravilno-payat-payalnikom/
Правила применения припоя в работе с паяльником
Пайка – это соединение металлических предметов благодаря повышению температуры и наплавки материалов с более низким температурным режимом, данный процесс напоминает склейку расплавленных поверхностей предметов.
Процесс достаточно легкий на практике, однако азы применения паяльника в работе с разными материалами, а также использование канифоли необходимо изучить.
Выбор паяльника
Паяльник – приспособление, при помощи которого соединяют материалы. Он бывает разных назначений и с разным диапазоном нагрева. К примеру:
- Инструмент выше 30 ватт применяют для выполнения небольших работ – перепайка разъема или исправление соединения толстых проводов;
- Промышленные паяльники – используются с целью соединения калибровочных кабелей, шасси, работы с витражами;
- В электротехнике используется акустический паяльник, он исключительно подходит для работы с оргтехникой, микросхемами. Его основные преимущества – длительный период эксплуатации, компактность и низкий уровень теплоемкости.
В выборе инструмента следует руководствоваться следующими критериями:
- Наличие трех-напрвляющего заземляющего штекера;
- Прибор должен быть в диапазоне 15 – 30 ватт, если предусматривается работа в авто – 40 ватт;
- Присутствие специальных насадок.

Станция для паяния
Паяльная станция обеспечивает автономное выполнение работ – она поддерживает мощность до 80 ватт и подключена к сети переменного тока. Требуются навыки для ее применения, но специалисты уверенны, что она облегчает работу.
Достоинства данных установок:
- Возможность контроля температуры до градуса, что облегчает работу с пластиком и полипропиленом;
- Прибор справляется с соединением сложных видов материала – алюминий, сталь, нержавейка и прочие;
- Распаяет кабель на 2 RCA;
- Износоустойчивость.
Недостатки:
- Стоимость аппарата;
- Затраты электроэнергии;
- Проблемы в работе для новичка.
Припой
Первое, на что следует обратить внимание – это вредность для организма расплавленного припоя, так как он излучает различные соединения газа.
Среди материалов, используемых для припоя:
- Канифоль – для запайки контактов;
- Кислоты – основной материал для запайки тонких предметов;
- Олово – для лучшей работы электротехники;
- Свинец и прочие соединения.
Чем мельче материал, переназначенный для пайки, тем мельче диаметр припоя.
Основы работы с паяльником
- Лужение жала – очистка жала нового инструмента для улучшения теплообмена;
- Разогрев – перед работой, дабы избежать воздействия коррозии, инструмент хорошо разогревают;
- Рабочее место – удобное и объемное, на столе приготовить картон, чтобы не повредить столешницу и влажную губку;
- Смазка – припоем перед работой обрабатывается равномерно жало;
- Чистая насадка – верхушка также покрывается припоем, при помощи мочалки с наконечника снимается флюс.
Вся работа активна и слажена. Приобрести качественный электрический паяльник можно на сайте stroi-krep.ru.
Работа с платой
В данной работе есть свои нюансы:
- Очистка контактов и поверхности платы;
- Правильное расположение контактов, проводов и паяльника, изначально присоединяются мелкие детали, а затем более крупные;
- Нагревается паяльник и при помощи небольшого количества припоя, разогревается плата, каждый ее элемент придерживается пару секунд;
- Наносить припой, после полного разогрева свинца, выполняются маленькие холмики, главное не переборщить с количеством припоя.

Провода
Чтобы их качественно паять действуют по такой схеме:
- Обрабатываются провода от изоляции;
- Соединяются между собой, так чтобы центр пересекся;
- Наносится припой, как и в случае с платой;
- Покрываются изоляцией в теплом состоянии.
Уход за паяльником
- Жало всегда содержится в чистоте, очищается при помощи влажной губки.
- Швы всегда перепроверять, особенно если это витражные соединения.
- Первыми всегда обрабатываются маленькие детали.
- Чувствительные детали устанавливать в конце работ.
Источник: https://www.spets-stroy-portal.ru/instrumenti-i-tehnika/pravila-primenenija-pripoja-v-rabote-s-pajalnikom.html
Техника безопасности при работе с паяльником
Главная » Паяльник » Техника безопасности при работе с паяльником
Ниже даны краткие сведения по технике безопасности при работе на различных установках.
 com/embed/KE8TxKf4PPE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
com/embed/KE8TxKf4PPE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Пайка электрическим паяльником. Не разрешается в производственных условиях использовать для питания электропаяльника сеть напряжением выше 36 В. Ручка электрического паяльника должна быть из изоляционного материала и сухой.
Не разрешается вытаскивать из штепсельной розетки электропаяльник за шнур, чтобы избежать обрыва шнура, возникновения короткого замыкания и попадания под опасное напряжение.
При работе с электрическим паяльником необходимо строго соблюдать правила защиты от поражения электрическим током.
Пайка паяльной лампой. До разжигания паяльной лампы необходимо проверить ее исправность и при необходимости устранить подтекание горючего.
Паяльную лампу необходимо заполнить горючим не более 75% ее емкости.
Давление воздуха в лампе во избежание взрыва не должно превышать 1,5-2,0 кгс/см2.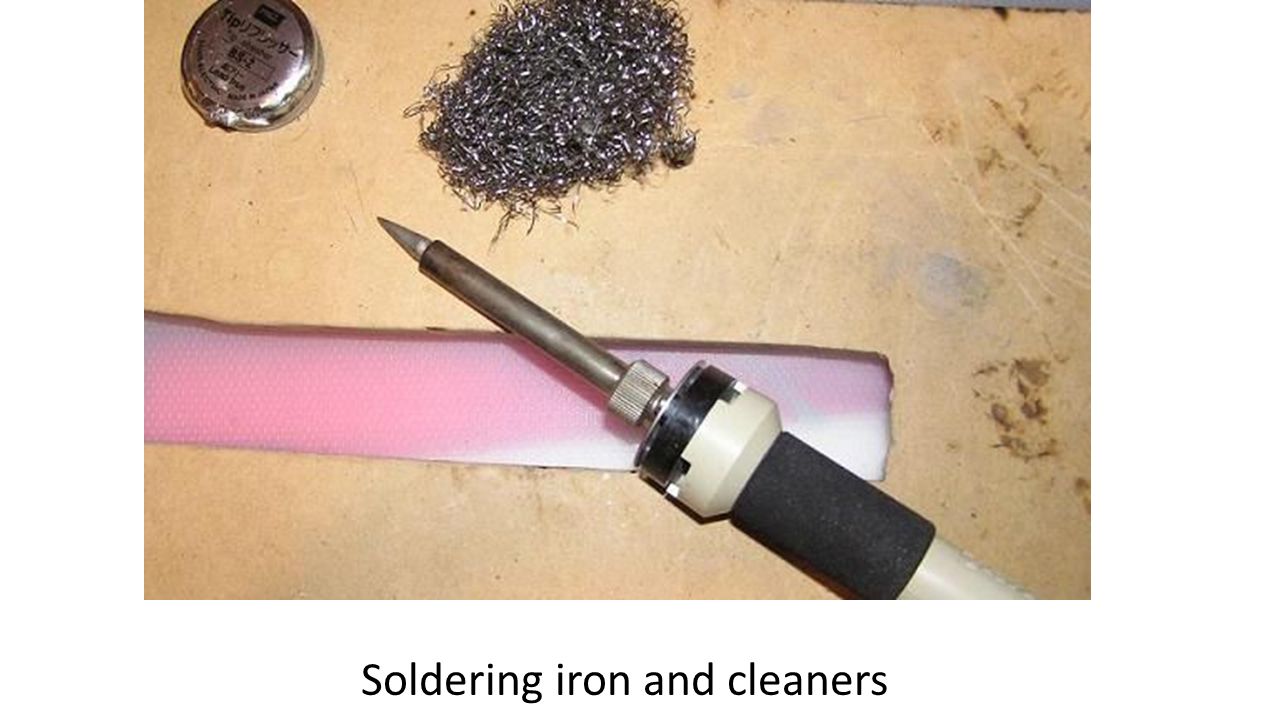
Запрещается доливать горючее в горящую лампу, разжигать лампу путем подачи горючего через горелку, снимать горелку до спуска давления.
Паяльные лампы можно выдавать только рабочим, знакомым с правилами обращения с ними.
Пайка газопламенной горелкой. При этом следует руководствоваться «Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов». Перед началом работы необходимо проверить герметичность всей аппаратуры и шлангов: утечка газов может привести к отравлению рабочих и к образованию взрывоопасной смеси.
Важно
При зажигании горелки для пайки необходимо сначала открыть кислородный вентиль, затем ацетиленовый и сразу зажечь смесь.
Запрещается выполнять пайку горелкой в непосредственной близости от огнеопасных и легковоспламеняющихся материалов. При пайке на открытом воздухе расстояние от рабочего места до огнеопасных материалов должно быть не менее 10 м.
Запрещается выполнять пайку изделий, находящихся под давлением, а также резервуаров, контейнеров, бочек из-под легковоспламеняющихся веществ.
Баллоны с газами должны храниться в специальном помещении в стеллажах в вертикальном положении.
Не допускается хранение горючих газов в одном помещении с кислородными баллонами.
Небрежное обращение с баллонами со сжатыми газами (сильный удар, толчки, падение) может привести к взрыву большой разрушительной силы. В пределах завода или цеха баллоны следует перевозить на специальных тележках.
Запрещается ремонтировать вентиль на наполненном баллоне. Нельзя отогревать замерзший вентиль пламенем горелки или другим источником тепла с открытым пламенем. Для этого применяют пар или горячую воду.
К выполнению работ по газопламенной пайке допускаются лица обоего пола не моложе 18 лет, прошедшие инструктаж и сдавшие экзамены по технике безопасности.
Индукционная пайка (т. в. ч.). При производстве работ следует руководствоваться «Правилами безопасности при эксплуатации электротермических установок повышенной и высокой частоты».
Высокочастотные установки, предназначенные для пайки, должны быть размещены в отдельном помещении и обеспечены ограждениями, механической или электрической блокировкой для предупреждения прикосновения к частям установки, находящимся под напряжением.
Совет
Все металлические части в установках с машинными или ламповыми генераторами и вторичный виток нагревательного контура должны быть заземлены.
Помещение с высокочастотными установками должно иметь вентиляцию, обеспечивающую нормальные условия работы обслуживающего персонала и охлаждение агрегатов.
При индукционной пайке для защиты от действия т. в. ч. необходимо устанавливать специальные экраны.
Категорически запрещается проведение ремонтных работ в установке, находящейся под напряжением. По окончании работы необходимо отключить генератор высокой частоты со стороны питающегося фидера (провода прямоугольного сечения).
При обнаружении неисправностей, пожаре и стихийных бедствиях паяльщик обязан немедленно отключить генератор. Настраивать на режим и налаживать высокочастотные установки разрешается только квалифицированным электромонтерам, имеющим на это соответствующее разрешение.
Пайка ультразвуком. Пульт управления и контрольные приборы для пайки ультразвуком должны быть размещены так, чтобы в процессе работы паяльщика было удобно занимать место у установки.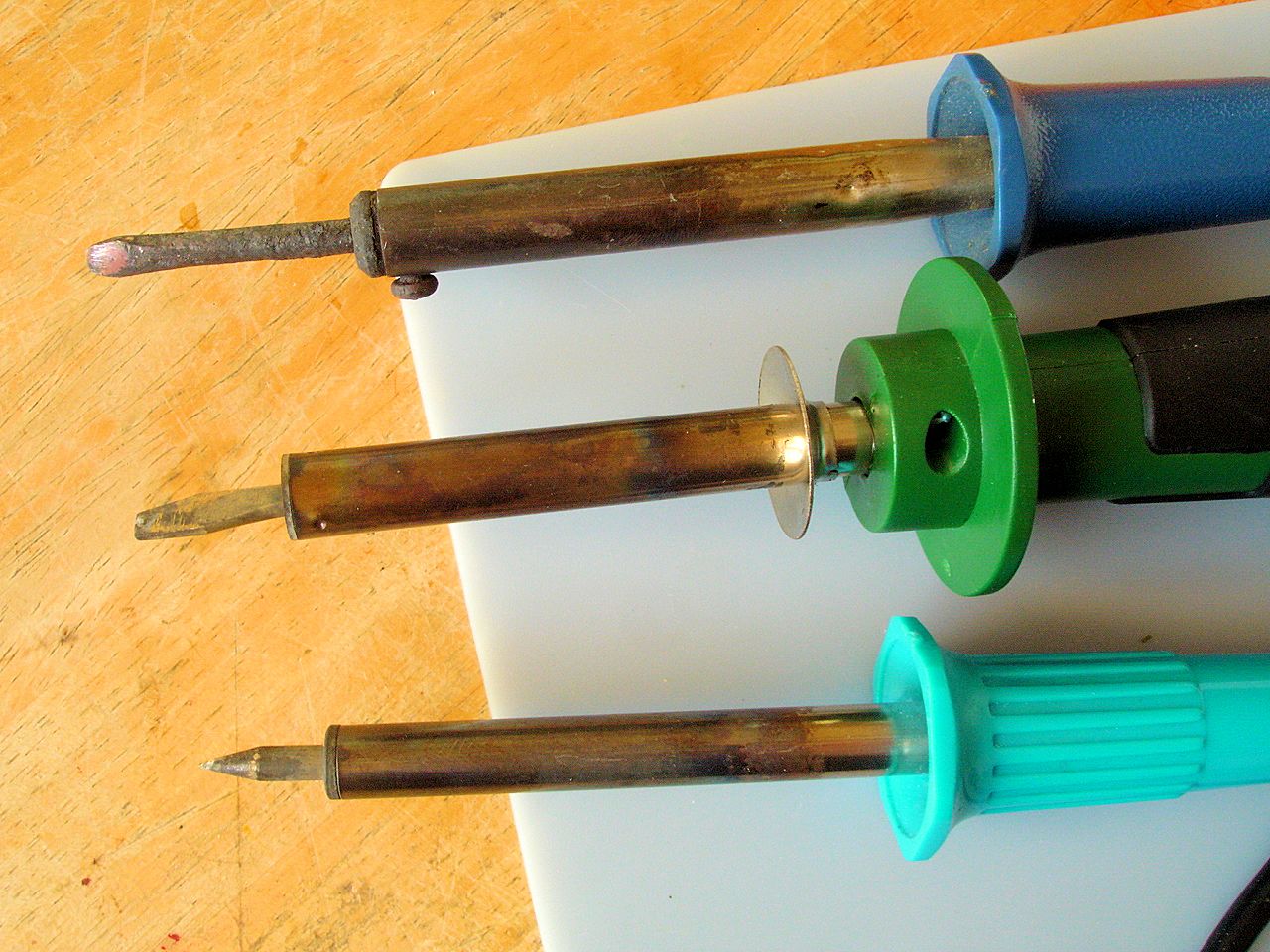
Установка должна иметь приспособление для закрепления деталей. Акустический узел установки должен быть закрыт защитным кожухом, исключающим непосредственный контакт работающего с узлом вовремя работы.
Генераторы ультразвуковых установок должны соответствовать правилам устройства электроустановок (ПУЭ).
Обратите внимание
Допустимые уровни звукового давления для рабочих мест у ультразвуковых установок следует применять:
| Среднегеометрические частоты 1/3 октавных полос, Гц | 12500 | 16000 | ≥ 20000 |
| Уровни звукового давления, Б | 75 | 85 | 110 |
При суммарном времени воздействия ультразвука менее 4 ч в смену указанные выше уровни следует увеличивать в соответствии с табл. 1.
Таблица 1. Поправки к уровням звукового давления для рабочих мест у ультразвуковых установок.
| Суммарная длительность воздействия ультразвука, ч | Поправка, Б | Суммарная длительность воздействия ультразвука, мин | Поправка, Б |
| 1-4 | +6 | 5-15 | +18 |
| 1/4-1 | +12 | 1-5 | +24 |
Обычно рабочая частота ультразвуковых установок должна быть не ниже 18 кГц. Для защиты от воздействия вибраций применяют в отдельных случаях специальные раковины и антивибрационную обувь.
Для защиты от воздействия вибраций применяют в отдельных случаях специальные раковины и антивибрационную обувь.
www.prosvarky.ru
Техника безопасности при работе с электропаяльником
Практически в каждой домашней мастерской имеется электропаяльник, который относится к инструментам повышенной опасности. Поэтому необходимо знать технику безопасности при работе с электропаяльником. Иначе можно получить ожог или удар электротоком. Безопасность зависит от правильного оборудования рабочего места для выполнения паяльных работ.
1. Рабочая зона оборудуется электророзеткой, которая располагается с правой стороны (для левшей она будет слева). Это предотвратит попадание электрошнура в рабочую зону. Расстояние до розетки должно быть таким, чтобы можно было легко дотянуться. В процессе работы электрошнур паяльника не должен быть сильно натянутым. 2. Чаще всего применяются припои марки ПОС (оловянно-свинцовые). Пары свинца вредны для человеческого организма, поэтому рабочее место необходимо оборудовать вытяжной вентиляцией.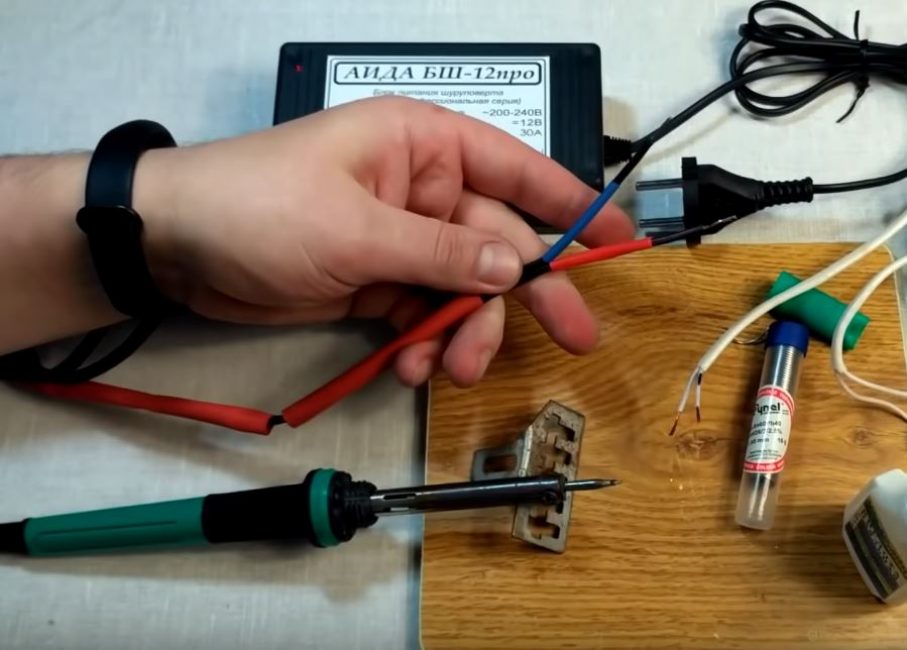 3. Для размещения паяльника на рабочем месте нужна специальная подставка. Она должна хорошо фиксировать паяльник от падения. Также она предотвратит контакт раскаленного жала с поверхность стола. 4. Для снятия излишков припоя жало вытирают о кусочек асбеста. Вместо асбеста можно использовать плотную хлопчатобумажную ткань. 5. Для некоторых радиодеталей вредно статическое электричество. В таких случаях необходимо использовать специальные заземляющие браслеты. Техника безопасности • Детали при пайке нельзя держать руками, для этого используют пинцет или маленькие пассатижи. Мелкие детали, которые нужно соединить между собой, удобно фиксировать с помощью зажимов. Такие зажимы можно изготовить из обычных деревянных прищепок. • Проверять нагрев паяльника касанием руки к корпусу нельзя. Можно получить ожог, а если фаза сетевого напряжения пробита, то и удар током. • Нельзя излишки припоя на жале стряхивать. Раскаленная капля припоя может попасть на тело, что приведет к ожогу. Лишний припой снимают, вытирая жало о зачищающую поверхность.
3. Для размещения паяльника на рабочем месте нужна специальная подставка. Она должна хорошо фиксировать паяльник от падения. Также она предотвратит контакт раскаленного жала с поверхность стола. 4. Для снятия излишков припоя жало вытирают о кусочек асбеста. Вместо асбеста можно использовать плотную хлопчатобумажную ткань. 5. Для некоторых радиодеталей вредно статическое электричество. В таких случаях необходимо использовать специальные заземляющие браслеты. Техника безопасности • Детали при пайке нельзя держать руками, для этого используют пинцет или маленькие пассатижи. Мелкие детали, которые нужно соединить между собой, удобно фиксировать с помощью зажимов. Такие зажимы можно изготовить из обычных деревянных прищепок. • Проверять нагрев паяльника касанием руки к корпусу нельзя. Можно получить ожог, а если фаза сетевого напряжения пробита, то и удар током. • Нельзя излишки припоя на жале стряхивать. Раскаленная капля припоя может попасть на тело, что приведет к ожогу. Лишний припой снимают, вытирая жало о зачищающую поверхность. • Для защиты глаз необходимо применять при работе защитные очки. • В паузах между операциями пайки паяльник должен находиться на подставке.Только зарегистрированные и авторизованные пользователи могут оставлять комментарии. Войдите, пожалуйста.
• Для защиты глаз необходимо применять при работе защитные очки. • В паузах между операциями пайки паяльник должен находиться на подставке.Только зарегистрированные и авторизованные пользователи могут оставлять комментарии. Войдите, пожалуйста.
schemy.ru
Инструкция по охране труда при выполнении паяльных работ
Всем доброго времени суток!
Как вы могли заметить, сейчас статьи появляются на сайте редко. Связано это с возможной сменой места работы. Ну, нужно же в жизни что- то менять. Я , кстати не придерживаюсь мнения, что на одной работе нужно работать лет по 10-20, как наши родители. Сейчас, в наше время, стабильности крайне мало, приходится идти в ногу со временем. Но это тема для другой статьи.
Сегодня же я хочу предложить вашему вниманию инструкцию по охране труда при выполнении пайки электрическим паяльником. Именно электрическая пайка.
Именно электрическая пайка.
ИНСТРУКЦИЯ
По охране труда при выполнении
Паяльных работ электрическим
ПАЯЛЬНИКОМ
Источник: http://i-perf.ru/payalnik/tehnika-bezopasnosti-pri-rabote-s-payalnikom.html
Как паять паяльником — простые манипуляции для создания сложных радиоустройств
Вопрос о том, как паять паяльником, возникает перед каждым начинающим радиолюбителем.
Такое, казалось бы, несложное действо имеет массу тонкостей и нюансов — начиная с выбора инструмента и заканчивая мерами безопасности при работе с ним.
Конечно же, сегодня существуют более совершенные паяльники — например, импульсные или газовые, однако для начала лучше всего освоить работы с самым простым инструментом.
Как правильно паять паяльником — выбираем инструмент и расходные материалы ↑
Как правильно паять — видео
Стоит сразу сказать, что тем, кто ещё не знаком с искусством паяния, стоит приобретать самый простой инструмент с мощностью от 25 до 40 Вт.
В дальнейшем, когда знания от том, как пользоваться паяльником станут более обширными, можно будет сделать для него регулятор мощности нагрева жала. При покупке нужно отдать предпочтение инструменту с деревянной ручкой, которая удобно лежит в руке.
Жало может быть прямым или изогнутым и иметь различную форму — в виде иглы, лопатки или конуса. Однако, как показывает практика, для начала лучше взять жало и самостоятельно сточить с обеих сторон под углом 45°. Однако чем тоньше оно заточено, тем быстрее придёт в негодность.
Долговечнее всего жало, имеющее шарообразную форму, но работать им очень неудобно. Желательно, чтобы оно было изготовлено из меди.
Также для работы потребуется припой — проволока или шарики из легкоплавкого металла или сплава, предназначенные для спаивания проводов между собой. Опытные радиолюбители знают, что самый лучший припой сделан из чистого олова, однако стоит он достаточно дорого.
Поэтому для паяния чаще всего используют сплав из олова и свинца, маркируемый, к примеру, аббревиатурой ПОС-60. Цифра в этом случае означает процентное содержание олова — то есть сплав содержит 60% олова и 40% свинца. Существуют маркировки и с другими цифрами, но именно этот состав лучше всего подходит для того, кто делает первые шаги в паянии.
Цифра в этом случае означает процентное содержание олова — то есть сплав содержит 60% олова и 40% свинца. Существуют маркировки и с другими цифрами, но именно этот состав лучше всего подходит для того, кто делает первые шаги в паянии.
Бывают также припои, в которых входит висмут и кадмий, однако их используют достаточно редко.
Важно
И ещё один расходный материал для паяния — это флюс, предназначенный для удаления со спаиваемых деталей оксидной плёнки, ухудшающей сцепление припоя с паяемой деталью. Раньше в качестве флюса использовали исключительно канифоль.
Сегодня же на рынке можно встретить массу других флюсов, которые не выделяют столь неприятного запаха и не разъедают, в отличие от канифоли, само жало.
Но начинающему радиолюбителя всё же лучше на первых порах использовать именно проверенную временем канифоль.
Как правильно пользоваться паяльником — готовимся к работе ↑
На видео представлена техника паяния сплавом
Итак, прежде чем пайка паяльником будет начата, нужно подготовить инструмент к работе. Для безопасной работы с паяльником обязательно нужно иметь подставку под него. Первое включение инструмента будет «холостым».
Для безопасной работы с паяльником обязательно нужно иметь подставку под него. Первое включение инструмента будет «холостым».
Его включают в розетку и ставят на подставку возле открытого окна примерно на полчаса. После этого жало нужно залудить. Для этого оно сразу же после выключения паяльника окунается в канифоль, затем обеими заточенными сторонами прикладывается к припою, а после — к дощечке из сосны или ели.
Повторять эту процедуру нужно до тех пор, пока жало из синеватого не превратится в серебристое.
Ещё один немаловажный момент — это организация рабочего места. Поскольку во время паяния инструмент разогревается до очень высоких температур, нужно позаботиться о том, чтобы он не лежал на краю стола.
Место, где проходит пайка не должно быть уставлено лишними предметами. Лучше, если рабочее место будет находиться у окна, свет из которого падает так, чтобы деталь, с которой идёт работа, хорошо освещалась.
Если такой возможности нет, то потребуется настольная лампа с возможностью регулировки положения абажура.
Работы по паянию должны проводиться в хорошо проветриваемом помещении, поскольку и припой, и флюс выделяют не очень приятные запахи.
Как пользоваться паяльником — видео инструкции и прочие правила ↑
В самом начале пути радиолюбителю нужно овладеть навыками паяния — как говорится, тяжело в учении, легко в бою. Для тренировок понадобится какой-нибудь плоский кусок латуни (сгодится обычная дверная петля) и медный провод. Припой для начала лучше брать не проволочный, а обычный, в виде шариков.
Паяльник перед работой нужно разогреть примерно до 200° С. Проверить степень его готовности можно, приложив к канифоли — если она начнёт закипать, значит, пора приступать к работе. Разогретое жало опускается во флюс, а затем прикасается к припою, после чего подносится к куску «подопытной» латуни, прижимается и притирается.
Если канифоль испарится, то процесс стоит повторить.
Затем нужно залудить проводок. Для этого он зачищается от изоляции на длину, которую хватит для пайки и дальнейшей изоляции. После этого проводок опускается в канифоль вместе с прижатым к нему разогретым жалом. Затем, когда канифоль начнёт закипать, провод медленно извлекается на свет. Далее берётся припой и прикладывается к проводу.
После этого проводок опускается в канифоль вместе с прижатым к нему разогретым жалом. Затем, когда канифоль начнёт закипать, провод медленно извлекается на свет. Далее берётся припой и прикладывается к проводу.
Совет
Теперь, когда и кусок латуни, и провод снабжены кусочком припоя, самое время соединить их между собой. Затем жалом нужно прикоснуться к спаиваемым «подопытным» так, чтобы припой ровно обволок место спайки. На некоторое время спаянную конструкцию нужно оставить неподвижной. Трогать её можно только тогда, когда припой из блестящего превратится в слегка темноватый, сигнализируя о застывании.
Перед тем, как переходить к спайке радиодеталей, нужно хорошо отработать технику простого паяния. Узнать, как правильно паять паяльником, поможет видео, дополняющее статью — в нём подробно рассказывается об этом увлекательном и интересном процессе.
Источник: http://mastter.ru/198-kak-pajat-pajalnikom.html
Как пользоваться паяльником
Каждый мужчина в своей жизни сталкивается с тем, что приходится что-то отремонтировать своими руками. Иногда, чтобы спаять проводки, потребуются навыки работы с паяльником.
Иногда, чтобы спаять проводки, потребуются навыки работы с паяльником.
1
Особенности работы паяльником
Простой способ пайки имеет некоторые нюансы: это паять низкоплавным припоем (его еще называют мягким), а массивные детали, у которых большая теплоотдача – припаять не получится. Поэтому если нужно припаять что-то большое, то обычный бытовой паяльник с такой задачей не справится.
Что еще нужно подготовить для работы:
Относительно выбора основного рабочего инструмента: паяльники бывают разные, для новичка подойдет самый обычный, невысокой мощности.
Газовый, индукционный и термовоздушный паяльник – это уже выбор профессионалов. Также не нужно приобретать массивный паяльник, потому что работать с таким инструментом в домашних условиях будет проблематично.
Относительно выбора паяльника можно порекомендовать следующее: выбирайте инструмент с удобной ручкой, мощностью в пределах 25-40 Вт, но если нужно пропаять толстые детали, тогда понадобится инструмент, мощностью до 100 Вт.
Что касается размера и формы жала – тут нужно понимать объемы работ.
Специалисты советуют купить паяльник с обычным жалом (медным) и заточить его под нужным углом, а потом можно докупить еще несколько сменных насадок разной формы.
Дополнительно вместе с покупкой паяльника, советуем сразу купить проволоку для паяния (припой). Если удалось отыскать чистое олово – замечательно, но для новичка подойдет легкоплавный металл (свинец 40% +олово 60%).
Еще нужно купить флюс, чтобы снимать тонкую пленку со спаиваемых проводков или деталей. В прошлом веке радиолюбители для пайки использовали канифоль, но сейчас можно купить современный материал, который не выделяет запах и не портит жало паяльника.
2
Как пользоваться паяльником. Советы новичку
Сначала подготовка:
- Включить паяльник в розетку, обязательно поставить инструмент на подставку.
- Паяльник нужно разместить на подоконнике, открыть окно. Первое включение – на 30 минут, чтобы жало хорошо прогрелось.
- Выключите прибор. Теперь наконечник жала нужно поместить в канифоль – это залуживание.
- Не теряя времени нужно приложить жало к припою (двумя сторонами), а если у вас имеется – то к еловой дощечке.
- И так нужно повторять до тех пор, пока жало не изменит свой цвет и не станет оттенка светлого серебра.
 Первое включение – на 30 минут, чтобы жало хорошо прогрелось.
Первое включение – на 30 минут, чтобы жало хорошо прогрелось.Как припаять провода:
- для обучения лучше подготовить кусочек латуни и отрезок медной проволоки. Что касается припоя, то советуем купить припой в шариках. Шарики перед пайкой разогревают до температуры 200 градусов;
- залуживание проводка: зачистить изоляцию, опустить в канифоль зачищенный кончик проводка вместе с разогретым жалом, дождаться, когда канифоль закипит и медленно извлечь проводок;
- теперь можно брать припой и прикладывать его к проводу;
- соединение провода с куском латуни: жалом разогретого паяльника прикоснитесь к месту спайки. Припой должен измениться в цвете – можно аккуратно извлечь жало и дождаться полного застывания материала;
3
Организация рабочего места и советы новичкам
Перед тем, как приступить к масштабным работам, необходимо подготовить рабочее место: заранее продумать, где будет находиться паяльник и соблюдать меры предосторожности.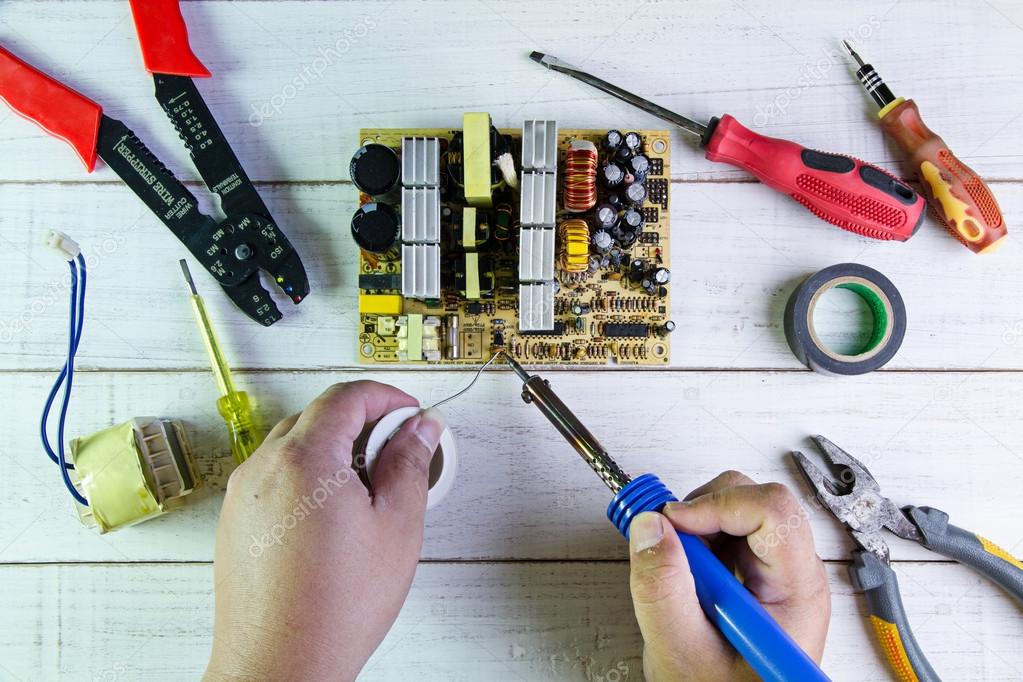 Электроинструмент сильно накаляется, поэтому на край стола и тем более на незащищенную поверхность, паяльник класть нельзя.
Электроинструмент сильно накаляется, поэтому на край стола и тем более на незащищенную поверхность, паяльник класть нельзя.
Помещение, в котором будете работать, должно быть хорошо проветриваемым, желательно расположиться у источника света (под лампой или прямо у окна).
Советы новичкам:
- жало паяльника нужно всегда содержать в порядке: после работы и полного остывания, наконечник можно почистить и протереть влажной тканью;
- швы пайки нужно проверять сразу же, а если работа тонкая, то рекомендуем приобрести лупу;
- правила пайки: сначала спаиваются все мелкие детали и проводки, пока жало еще остается тонким, потом выполняется более грубая пайка;
- все чувствительные детали нужно паять в последнюю очередь.
Источник: https://sovetclub.ru/kak-polzovatsya-payalnikom
Как пользоваться паяльником, если паять канифолью или жидким флюсом
Для пайки используют множество инструментов и приспособлений, которые выбирают в зависимости от характера работ. Самыми распространенными инструментами являются паяльники, паяльные фены, термовоздушные станции. В быту наиболее часто пользуются электрическим паяльником. Элементарные операции с ним можно освоить за несколько минут.
Устройство электропаяльника
Традиционно паяльник представляет собой инструмент, жало которого нагревается до температуры, достаточной для расплавления припоя и прогрева материала соединяемых деталей. Пайка паяльником имеет свои особенности, соблюдение которых позволит получить качественное прочное соединение.
Электропаяльник состоит из таких деталей:
- нагревательного элемента, заключенного в корпус из материала, не поддающегося горению или плавлению;
- жала. Его делают из меди, могут покрывать стальными, никелевыми сплавами;
- шнура питания.
Некоторые модели могут оснащаться регулятором температуры жала. Нагревательный элемент служит для преобразования электрической энергии в тепловую и передачи ее жалу, которое расплавляет припой. Существуют паяльники со сменными жалами.
Корпус нагревательного элемента – это, как правило, металлическая трубка с отверстиями для отвода избыточного тепла. Шнур питания чаще двужильный с сечением, обеспечивающим безопасное использование инструмента определенной мощности.
Терморегулятор может быть встроен в корпус паяльника, а может быть интегрирован в блок питания. Второй вариант чаще встречается у паяльников, работающих на низком напряжении – 12 В или 36 В. Такими паяльниками чаще пользуются для монтажа электрических плат.
Материалы для пайки
Работа паяльником невозможна без расходных материалов – припоя, флюса. Если при сварке происходит соединение двух материалов путем частичного их расплавления и последующего сплавления друг с другом, то при пайке соединение осуществляется за счет возникновения связи между соединяемым материалом и материалом припоя, образующего шов.
Припои могут быть разными по составу (по применяемым материалам и их соотношению). Состав сплава зависит от вида соединяемых материалов и требований к температурному режиму пайки.
Флюсы так же могут быть разными – твердыми и жидкими, кислотными и бескислотными. Ими пользуются в зависимости от типа материала и условий пайки.
Как подготовить жало
Работу с паяльником необходимо начинать с проверки его состояния и параметров. Состояние устанавливается путем осмотра. Жало паяльника должно быть чистым, без нагара. Питающий провод должен быть целым, без нарушений изоляции.
Информацию о параметрах паяльника – рабочем напряжении и мощности – содержит инструкция. Помимо этого, значение требуемого напряжения должно быть промаркировано на корпусе.
Если паяльник совершенно новый, необходимо сначала прогреть его и дождаться, пока обгорит заводская смазка внутри корпуса. В этот период необходимо обеспечить очень хорошую вентиляцию помещения.
Жало нового паяльника следует заточить или отформовать легкими ударами молотка. Второй вариант, при наличии должных навыков, предпочтительнее, так как кончик жала становится плотнее и меньше сгорает.
Далее необходимо облудить жало паяльника. Это необходимо для того, чтобы припой приставал к нему, а не скатывался. Для этого нужно нагреть жало, смазать его флюсом и сразу же прикоснуться к припою (обычно он оловянный).
Расплавленный припой покроет жало паяльника. Можно дополнительно распределить припой деревянной щепкой.
Облуженное жало покроется тонкой оловянной пленкой, препятствующей окислению материала, из которого оно изготовлено. После проведения этих операций паяльником можно пользоваться.
Подготовка и спайка деталей
Соединяемые детали перед пайкой необходимо зачистить и облудить. Если предстоит паять канифолью, детали нагревают паяльником, покрывают слоем флюса (расплавленной канифолью) и припоя.
Если же используется жидкий флюс, то им необходимо покрыть холодные поверхности, а после этого нагреть паяльником и покрыть слоем припоя.
Облуженные детали соединяют и при необходимости фиксируют относительно друг друга в положении, которое они должны занять после пайки. Для фиксации могут использоваться различные зажимы, щипцы, паяльные столы. Удобно пользоваться пинцетом, чтобы удерживать мелкие детали.
После лужения обе детали нагревают до температуры плавления припоя. Соединение происходит при подаче припоя на жале паяльника или же путем подачи в виде проволоки. Расплавленный припой равномерно распределяется паяльником по шву.
Далее необходимо дождаться полного остывания стыка, обеспечивая при этом его полную неподвижность. Недопустимо пользоваться для ускорения остывания обдувом шва воздухом или смачиванием водой. После остывания остатки флюса рекомендуют смывать, но нейтральный флюс в смывке не нуждается.
Примеры пайки
Проще всего паять провода. Обычно это делается при их соединении в процессе проведения электромонтажных работ. Для этого провода соединяются в виде скруток.
Чтобы скрутки не оказывали сопротивления в сети и не нагревались, их пропаивают. В этом случае лучше пользоваться жидким флюсом, который лучше проникнет внутрь скрутки и равномерно покроет всю поверхность провода.
Если предстоит запаять небольшое отверстие в каком-либо листовом материале, придется поступить иначе. В этом случае нужно под отверстие подложить подкладку из тугоплавкого материала – текстолита, асбеста или подобного им.
До этого необходимо покрыть жидким флюсом материал по краям отверстия. Кусочек припоя необходимо разместить на подкладке внутри отверстия и расплавив его паяльником, распределить по отверстию, захватив края и прогрев их.
После остывания припоя, подкладку можно убрать. Чтобы припой не пристал к ней, предварительно можно смазать поверхность подкладки техническим жиром.
Соблюдая несложные правила пайки, любой, кто знает, как правильно пользоваться паяльником, сможет самостоятельно починить бытовое устройство.
Следует также напомнить, что паять надо в проветриваемом помещении. В целях безопасности пользуются подставкой для паяльника и диэлектрическим ковриком.
Все дополнительные приспособления приобретают постепенно, по мере того, как в них возникает необходимость.
Техника безопасности при работе с паяльником: как правильно паять
Принцип пайки основан на том, что жало паяльника нагревается до определенной температуры и плавит припой, используемый для соединения контактов, проводов, заделки трещин и прочих операций. Основная опасность при работе этим инструментом состоит в том, что высокая температура может травмировать человека, а также привести к возникновению пожара. Техника безопасности при работе с паяльником предполагает соблюдение правил электробезопасности, от которых напрямую зависят здоровье человека и процент вероятности возникновения возгорания. Сложности здесь могут возникнуть как при воспламенении различных предметов на рабочем месте, так и при контакте человека с горячим жалом. Не стоит исключать проблемы с проводкой и изоляцией инструмента, которые приводят к электрическому удару – это зависит от исправности инструмента и внимательности его владельца.
Конструкция паяльника
Прежде чем разбираться, как правильно паять паяльником с кислотой, изучите конструкцию инструмента. В зависимости от конкретного устройства, ее содержание варьируется, однако выделяют общие основы, на которых строятся практически все модели. К конструктивным частям относятся:
- жало;
- стержень;
- нагревательный элемент;
- держатель;
- электрический провод с вилкой для подключения к сети.
Стержень делается из меди. Нагревательный элемент – из нихромовой спирали, которая позволяет выдержать много циклов нагрева до высокой температуры, достаточной для плавления припоя. Это помогает эффективно передавать тепло к жалу, которое быстро нагревается.
Рабочей частью является жало, которое может иметь различную форму, в зависимости от специализации инструмента. Стержень закрепляется в металлической трубке. Ее следует заизолировать, что делается с помощью слюды или стеклоткани. Материал ручки и длина провода являются второстепенными факторам, которые больше влияют на удобство работы, чем на безопасность.
Подготовка инструмента и рабочего пространства
Подготовительный процесс важен как для работы, так и для безопасности при работе с паяльником. Чтобы не возникло пожара, нужно убрать все легковоспламеняющиеся предметы и жидкости с рабочего места. Для самого инструмента следует предусмотреть подставку, которая не будет загораться при контакте с горячим жалом.
Далее нужно провести дополнительную очистку жала паяльника, которую желательно осуществлять перед каждой новой пайкой, особенно если инструмент долго лежал на открытом воздухе. Дело в том, что на поверхности начинает появляться слой оксидов, затрудняющий контакт с припоем и прочими деталями, с которыми ведется работа. Это можно сделать механическим путем, используя наждачную бумагу или мелкозернистый напильник, или же химическим с помощью специальных растворителей.
После очистки паяльник нужно включить в сеть и подождать, пока он начнет прогреваться. Когда температура жала достигнет 70 градусов Цельсия, его требуется залудить. Для этого рабочую часть нужно погрузить во флюс. Чаще всего берется канифоль, но могут быть и другие варианты. Флюс должен растечься по жалу паяльника, полностью охватывая его рабочую поверхность. Благодаря этому создается защитный слой, который не позволяет образовываться оксидам и прочим пленкам.
Важно! Не следует перегревать паяльник, чтобы он достигал максимальной температуры, так как канифоль при контакте с раскаленным жалом сильно дымится
Лужение может оказаться неудачным, если на поверхности жала образовался синий налет. Его нужно убрать и повторить всю процедуру заново. Причиной плохого лужения является перегретое жало.
Техника безопасности
Правила техники безопасности при работе с паяльником заключаются в следующем:
- Нужно следить, чтобы разогретое жало не соприкасалось с электрическими проводами как самого паяльника, так и других приборов, которые могут быть рядом. Это может привести к разрушению изоляции и переплавке провода. Можно испортить устройство и вызвать короткое замыкание.
- Перед самой работой стоит проверить, в каком состоянии находится провод инструмента, нет ли повреждений на корпусе, а также оценить состояние вилки. Это элементарный набор правил, который поможет сохранить жизнь человека, избежав удара током.
- Паяльник всегда требуется класть на подставку. Горячий инструмент может случайно покатиться, что позволяют особенности его формы, устройство можно случайно зацепить и так далее. Все это приводит к массе негативных последствий. Пригодятся как самодельные, так и специальные держатели, изготовленные из металла и дерева.
- Нужно проветривать помещение, чтобы не возникало скопления вредных веществ. Канифоль и припой создают много испарений, в которых содержатся всевозможные токсины. Можно работать в респираторе, поставить дополнительную вытяжку или просто обеспечить хорошее проветривание помещения.
- Паяльник нужно держать только за ручку. Желательно, чтобы она была удобной, не скользила и была хорошо изолирована. Это зависит от модели.
Как подобрать необходимый паяльник
Для правильного выбора инструмента нужно обратить внимание на его мощность, позволяющую легко расплавить припой. Также стоит грамотно подбирать тип и дополнительные функции, присутствующие в нем. Специалисты рассматривают несколько инструментов для работы с разными наборами параметров. Правильный выбор можно сделать только с опытом, так как особенности индивидуальны. Регулятор температуры, автоматическое отключение, подключение через USB – все это относится к дополнительным функциям.
Заключение
Техника безопасности при работе с паяльником для полипропиленовых труб и инструментом для обыкновенной пайки мало чем отличается. В любом случае, требуется соблюдать все правила, чтобы не возникало проблемных ситуаций. Это следует помнить во время каждой пайки и всегда внимательно следить за работой.
Видео: Как паять паяльником, обучение
видео инструкция, как работает паяльник, пайка проводов
Для эффективного соединения металлических поверхностей лучше всего прибегать к помощи температурных воздействий. Наиболее простым и распространенным способом является пайка паяльником. В этом случае материалы из металла соединяются под воздействием местного повышения температур и наплавки с более низкой температурой.Для того чтобы правильно соединить металлические детали при помощи паяльника, необходимо узнать основные моменты, которые характеризуют процесс пайки. Для этого достаточно будет прочитать статью, посмотреть видео урок и попробовать освоить технологию на практике.
Как работает паяльник
Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
Подготовка к процессу пайки
Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
Подставкой , на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала.
Штативом, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
В набор необходимых инструментов входит:
- напильники;
- круглогубцы;
- кусачки;
- пассатижи;
- пинцеты;
- наждачная бумага;
- нож.
Подготовка паяльника
Перед работой с паяльником, его жалу придают определенную форму. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Жало рабочего инструмента должно быть равномерно покрыто припоем. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под подготовленный для пайки материал:
Для соединения проводов и микросхем применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.
Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.
Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли.
Для нержавейки используется ортофосфорная кислота.
Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка.
Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки
Для электротехнических паек и радиомонтажных работ применяются легкоплавкие оловянно-свинцовые сплавы. Наиболее популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Как правильно паять паяльником – советы, видео
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
При подаче припоя на детали с паяльника , на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- провод опускается в ванночку с канифолью;
- капля припоя с помощью паяльника распределяется по медным жилам;
- чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.
Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
Оцените статью: Поделитесь с друзьями!Секреты и хитрости при работе с паяльником для пайки
Секреты и хитрости при работе с паяльником для пайкиПайка, также как и сварка, требует ответственного подхода и наличия знаний. Чтобы спаянная деталь не развалилась в процессе эксплуатации, нужно знать, чем паять, какой флюс и припой использовать.
В сегодняшней статье мы поговорим о работе с электрическим паяльником. Именно этот ручной инструмент чаще всего используется для пайки радиодеталей и мелких изделий из меди, алюминия и нержавеющей стали.
Полезные советы при работе с паяльником
Первый совет, касается удобства использования паяльника. Если у вас только большой паяльник, но нужно перепаять микросхему или маленькую деталь, возьмите на заметку следующее. Толстое жало паяльника не позволит выпаять мелкую деталь, но если на него намотать небольшой кусок медной проволоки, то сделать это можно будет легко.
Чтобы олово хорошо приставало к проволоке, воспользуйтесь мелкой наждачкой или напильником. Заточите и зачистите край проволоки, затем опустите её несколько раз в канифоль, после чего в припой. Таким образом, вы произведёте лужение жала, и в последующие разы при пайке олово не будет с него стекать.
Следующий совет связан с выпаиванием микросхемы или другой радиодетали, которая имеет более двух ножек. Выпаять такой элемент обычным паяльником очень сложно, поскольку олово будет растекаться между контактами, что в итоге может привести к порче платы.
Для выпаивания микросхем воспользуйтесь паяльником и куском медной оплётки от экранированного провода. Сначала пропитайте медную оплётку канифолью или другим, подходящим флюсом, а затем приложите её к контактам и нагрейте паяльником. Разогретая оплётка втянет в себя весь припой, а радиодеталь будет легко извлечена из платы.
Как не перегреть деталь во время пайки
Весьма распространённой проблемой при пайке является перегрев радиодеталей. Для некоторых микросхем и транзисторов это очень вредно. По этой причине важно соблюдать температурный режим.
Чтобы не перегреть деталь во время пайки, воспользуйтесь следующим советом. Подцепите небольшой крокодильчик к одному из контактов детали, и тогда лишнее тепло будет отведено, а радиодеталь не перегреется.
Как сделать жидкий флюс из канифоли
Совсем не беда, если под рукой не оказалось жидкого флюса для пайки. Давайте попробуем сделать его своими руками. Для этого возьмём твёрдую канифоль и размягчим её до порошкообразного состояния.
Далее нам понадобится чистый спирт (не для употребления) в котором нужно будет растворить измельчённую канифоль. Хорошенько растворяем канифоль в спирте, после чего переливаем готовый флюс в баночку от лака для ногтей.
При последующем использовании просто наносим жидкий флюс на спаиваемые детали при помощи уже имеющейся кисточки.
Чем очистить жало паяльника от остатков припоя
Для очистки никелированного жала паяльника отлично подходит целлюлозная губка. Перед очисткой её необходимо смочить в глицерине или обычной воде.
Ну а если вам нужно использовать паяльник не совсем по назначению, например для резки пластиковых деталей, то воспользуйтесь следующим лайфхаком. Просто возьмите дополнительное жало к паяльнику и сточите его с двух сторон на точильном станке.
В итоге, должно получиться что-то наподобие небольшого ножичка. Такой насадкой на паяльник можно легко резать пластиковые трубы, запаивать пластмассовые тазики, и выполнять работу по ремонту пластиковых изделий.
Поделиться в соцсетях
Как работает паяльник. Пайка – это процесс, в котором два… | by link sp
Пайка – это процесс, в котором два или более металла соединяются вместе путем плавления и заливки металлического наполнителя в соединение. Наполнитель обычно имеет низкую температуру плавления. В этом процессе через электронные компоненты формируется постоянное соединение.
Паяльник – это ручной инструмент, используемый для соединения двух или более металлов путем плавления и заливки металлического наполнителя в соединение. Паяльник снабжает припой теплом, так что он хорошо проходит через куски металла, с которыми вы работаете.
Типы паяльников
· Простой утюг
· Беспроводной утюг
· Пинцет
· Горячий нож
Паяльник имеет металлический нагретый наконечник и изолированную ручку. Ручка изолирована, чтобы защитить пользователя от ожогов, поскольку она выделяет тепло. Поэтому в целях безопасности следует использовать диэлектрик. Нагретый металлический наконечник подает тепло для плавления припоя. Припой представляет собой плавкий металлический сплав, используемый для создания прочного соединения между металлическими поверхностями.
Здесь сплав представляет собой смесь свинца и олова. При пайке основным источником тепла является электричество, которое проходит через резистивный нагревательный элемент, который может быть либо кабелем батареи, либо электрическими шнурами. Этот метод быстр и эффективен в использовании.
Аккумуляторные утюги нагреваются за счет сжигания газов, хранящихся в резервуаре, в котором в основном используется каталитический нагреватель, а не пламя. Использование пламени может быть неудобным, потому что оно медленное, а также количество тепла, необходимое для утюга, может производиться в течение длительного времени по сравнению с электричеством.
Паяльники применяются при монтаже, ремонте, а также в ограниченном производстве электронных сборок. Вы можете регулировать температуру утюга с помощью ручки регулировки температуры на передней панели. Слишком большое количество тепла может расплавить металлы или повредить проводники.
Включите выключатель питания на паяльной станции и установите желаемую температуру. Смочите губку дистиллированной водой и очистите кончик утюга, когда он станет горячим. Это обеспечивает хорошую теплопередачу. Также очистите область пайки. Нанесите флюс на поверхности.
Флюс представляет собой смесь натуральных и синтетических смол. Его цель – удалить оксидную пленку, которая очень быстро образуется на поверхности нагретого металла. Убедитесь, что наконечник утюга касается как медной площадки на печатной плате, так и вывода компонента. Добавление припоя между железным наконечником и поверхностью увеличивает тепловую связь.
Образует тепловой мост между паяным соединением и наконечником. Это обеспечивает лучший способ передачи тепла в паяное соединение. Время пайки зависит от температуры утюга и размера стыка.Снимите паяльник, сохраняя стыковочный порог. Подождите, пока соединение остынет, а припой затвердеет. Очистите остатки флюса растворителем, например спиртом или этанолом. Осмотрите свою работу после пайки, чтобы увидеть, что вы сделали, и исправить ошибки. Хорошее паяное соединение должно быть гладким, блестящим, ярким и иметь форму вулкана.
Осторожно
· Пайку следует производить в хорошо вентилируемом помещении, так как там выделяются сильные газы.
· Можно также использовать поглотитель дыма.
· Держите легковоспламеняющиеся жидкости подальше от рабочего места.
· Не дотрагивайтесь до кончиков паяльника руками, так как они всегда находятся под воздействием высоких температур.
Заключение
Процесс пайки требует специальных знаний, чтобы его можно было выполнить с осторожностью и сформировать надежное электрическое соединение. Рассмотрите возможность использования правильных процедур и мер предосторожности, чтобы избежать несчастных случаев. После пайки подождите, пока соединение остынет, а припой затвердеет.Убедитесь, что оно желаемого качества. Думаю, теперь вы знаете, как работает паяльник. Вы можете посетить этот сайт TopGuardians для получения более подробной информации.
10 лучших паяльных станций 2018 | Стратег
Фото: предоставлено продавцом.
Здесь, в Strategist, нам нравится думать, что мы безумны (в хорошем смысле) в отношении того, что мы покупаем, но как бы нам ни хотелось, мы не можем попробовать все.Вот почему у нас есть People’s Choice , в котором мы находим продукты с лучшими отзывами и выделяем наиболее убедительные. Мы писали о лучших инструментах для домашнего ремонта и стоимостью менее 20 долларов США , но на этот раз мы рассмотрим лучшие паяльные станции, по мнению обозревателей Amazon. (Обратите внимание, что обзоры были отредактированы для увеличения объема и ясности.)
«За потраченные деньги трудно найти лучший собранный комплект для среднего любителя или домовладельца.Вы получаете почти все необходимое для пайки любой электроники в доме, и, что еще лучше, ни один из включенных в нее вещей не является мусором. Все оборудование приличного качества. У меня в жизни было три или четыре паяльника, и ни один из них не был таким регулируемым, как этот. Не хватает только небольшой ванны с флюсом. Я понимаю, что это только добавит стоимости, но я бы заплатил еще 3 или 4 доллара за небольшую тазу, чтобы завершить набор. В комплекте также очень приятно держать все вместе.Отличный набор. ”
«Я хотел бы вернуться на 20 лет назад и иметь эту станцию. Он работает намного лучше, чем мое дешевое железо за 15 долларов, 30 Вт, вероятно, купленное в RadioShack. В этом паяльнике все ХОРОШО… отдельный переключатель включения / выключения и контроль температуры, сам утюг, держатель и т. Д.… Некоторые вещи хорошо смотрятся на фото, но стоят дешево, когда их достаешь, но в реальной жизни это не хуже. Кроме того, приятное прикосновение, перемычка от контроллера к утюгу из гибкого силикона (я думаю), она не жесткая и не изгибается ».
«Отличная паяльная станция; это тот, который нужно купить! Я часто пользуюсь этим паяльником и полностью доволен его работой.От создания паяных соединений в моей машине или радиоразъемов радиолюбителей / CB или электрических соединений в моих радиоуправляемых автомобилях, все это делается с легкостью. Станция имеет отличный контроль температуры и удобное место для хранения горячего утюга, когда он не используется. В лотке справа находится небольшая губка, которую вы смачиваете водой, чтобы протереть кончик до блеска перед нанесением на паяное соединение, и ее будет легко заменить, когда она станет грязной и пригоревшей. Необязательно быть профессионалом, чтобы оценить ценность этой радиостанции.Для меня очевидно, что это должно длиться много лет ».
«Может, я и стар, но никогда не видел, чтобы утюг так быстро нагревался. Вау. Хотите 400 градусов? Бам. Выполнено. Это безумие. Моя пайка тоже стала лучше. Раньше мне приходилось включать утюг и выпивать пару кружек пива, ожидая, пока он встанет.Теперь это так быстро, что мне приходится ждать, пока я закончу пайку, чтобы выпить пива. Безумно, как возросшая скорость улучшила качество припоя ».
«Почему я всегда такой скептический ??????? Прочитал отзывы и заказал. Что ж… я поражен. Работает НАМНОГО ЛУЧШЕ, чем я ожидал.Мы являемся магазином автомобильной аудиосистемы в Орегоне, и нам это нужно постоянно. У этого есть самая удивительная особенность … когда вы не используете его … прибор понижается до 200 градусов, но как только вы берете паяльник, он почти мгновенно достигает желаемой температуры. Это здорово, так что это не просто сидение на скамейке с полным дросселем весь день. Пока это все любят. Заказываю еще одну для дома. Эта мелочь вас испортит ».
«У меня это уже около шести месяцев, и он работает безупречно! С этой паяльной станцией паять стало УДОВОЛЬСТВИЕМ, и теперь мне нравится работать над печатными платами! Температуру утюга можно легко отрегулировать, так что я могу установить ее в зависимости от типа паяемой детали.Он нагревается ДЕЙСТВИТЕЛЬНО быстро, готов к пайке в разы быстрее моего старого железа. Кроме того, он становится ГОРЯЧИМ, и мне не нужно постоянно держать утюг на детали, ожидая, пока он станет достаточно горячим, чтобы расплавить припой. Ручка утюга очень красивой формы с резиновым чехлом спереди, поэтому ее очень удобно держать. Поставляемый с ним наконечник представляет собой хороший стандартный наконечник для карандашей, но для удобства этот утюг имеет стандартное соединение наконечника, которое можно заменить на наконечник любого другого стандартного размера с помощью накидной гайки.Небольшой резервуар из металлической губки – бесценный инструмент! Это действительно помогло сохранить железный наконечник в первозданном состоянии. Есть только одно, что мне бы хотелось, – настоящий датчик температуры. Это не совсем то, что нужно, и простое решение, если у вас есть датчик температуры. Это единственное, что я могу сказать об этом отрицательно! »
«Все, что я могу сказать об этой штуке, это:« Это фантастика! »После нескольких лет использования паяльной станции el-cheapo это похоже на переход от вождения Yugo к вождению Cadillac (например, переход от Citroën к BMW для вас, ребята по ту сторону пруда).Он достигает температуры менее чем за минуту (мой старый занимал пять минут или больше) и с легкостью удерживает эту температуру. Телефон легкий и маневренный, а подставка остается там, где вы ее положили. Я еще даже не приступил к изучению ряда альтернативных советов, но, похоже, есть один почти для каждой задачи. Если у вас еще нет радиостанции или у вас есть дешевая, сделайте себе огромную услугу и купите одну из них ».
«Если вам нужно купить паяльник, купите этот.Нет, не цифровую за 130 долларов. Аналог работает нормально. Нет, только не оранжевый Веллер за 50 долларов. У меня был такой. Они неплохие, но не намного лучше черных самодостаточных RadioShack. Само собой разумеется, что вы тоже должны пропустить их. Нет, это именно тот паяльник, который вам нужен. Почему? Сразу же утюг ощущается прямо в руке. Сбалансированный. Шустрый. Он смехотворно быстро нагревается. Мол, за считанные секунды. Становится безумно жарко. И он ПОДДЕРЖИВАЕТ эту температуру. Если вы работаете с какой-либо электроникой, это очень важно.Ничто не сгорит быстрее, чем подержание низкотемпературного утюга к его поверхности в течение длительного времени в ожидании расплавления припоя. Вы хотите, чтобы взорвался жарой. Обычно я занимаюсь гитарной электроникой, но я получил от этого и другие применения. Если вы любитель и ищете паяльник, это именно то, что вам нужно. Не экономьте. Не тратьте слишком много денег. Получите это. Вы будете рады, что сделали это сейчас; вы будете рады, что сделали это через 50 лет, когда все еще используете его ».
«Это был тот инструмент, который мне не хватало на верстаке для домашнего ремонта! Между моим оружием и маломощным утюгом это позаботится обо всем, что между ними.Я использую Weller с подросткового возраста, и они всегда приносили результат. Это очень гибкий инструмент по разумной цене ».
«Паяльная станция профессионального уровня по доступной цене. Качественные силиконовые шнуры. Супер простой и солидный дизайн. Две ручки, два переключателя и два показания температуры.Я еще не использовал горячий воздух ни для каких компонентов SMT, но обнаружил, что он отлично подходит для правильного нагрева термоусадочных трубок. Нагревается за секунды. Когда вы выключаете горячий воздух, вентилятор продолжает дуть, пока не остынет. Кажется, построено на долгое время Лампа показалась мне немного странной, но она оказалась на удивление полезной. Поставляется с набором наконечников, пинцетом и даже запасными нагревательными элементами, которые мне не нужны, но которые действительно приятно иметь. Хотел бы я уже давно перескочить с паяльника на это.”
получить информационный бюллетень стратега
Действительно хорошие предложения, умные советы по покупкам и эксклюзивные скидки.
Условия использования и уведомление о конфиденциальности Отправляя электронное письмо, вы соглашаетесь с нашими Условиями и Уведомлением о конфиденциальности и получаете от нас электронную корреспонденцию.Strategist разработан для того, чтобы предлагать наиболее полезные, экспертные рекомендации по покупкам в обширной среде электронной коммерции. Некоторые из наших последних достижений включают в себя лучшие средства для лечения акне , чемоданы на колесиках , подушки для бокового сна , естественные средства от беспокойства и банные полотенца .Мы обновляем ссылки, когда это возможно, но учтите, что срок действия предложения может истечь, и все цены могут быть изменены.
Каждый продукт редакции выбирается независимо. Если вы покупаете что-то по нашим ссылкам, New York может получать партнерскую комиссию.
7.1.1 Основы пайки
Процесс пайкиПайка – это процесс соединения двух металлов с использованием припоя, и это одна из старейших известных технологий соединения.Неисправные паяные соединения остаются одной из основных причин выхода оборудования из строя, и поэтому важность высоких стандартов качества при пайке невозможно переоценить.
Следующий материал описывает основные процедуры пайки и был разработан, чтобы предоставить фундаментальные знания, необходимые для выполнения большинства высоконадежных операций ручной пайки и удаления компонентов.
Свойства припоя
Припой, используемый для электроники, представляет собой металлический сплав, полученный путем соединения олова и свинца в различных пропорциях.Обычно вы можете найти эти пропорции, отмеченные на различных типах припоя.
В большинстве комбинаций припоя олово / свинец плавление не происходит сразу. Припой 50-50 начинает плавиться при температуре 183–361 F, но он не расплавляется полностью, пока температура не достигнет 216–420 F. Между этими двумя температурами припой находится в пластичном или полужидком состоянии.
Диапазон пластичности припоя варьируется в зависимости от соотношения олова и свинца. Для припоя 60/40 диапазон намного меньше, чем для припоя 50/50.Отношение 63/37, известное как эвтектический припой, практически не имеет пластического диапазона и почти мгновенно плавится при температуре 183 ° C-361 F.
Для ручной пайки в электронике чаще всего используются припои типа 60/40 и типа 63/37. Из-за диапазона пластика типа 60/40 вам нужно быть осторожным, чтобы не сдвинуть какие-либо элементы соединения во время периода охлаждения. Движение может вызвать нарушение сустава. Нарушенный сустав имеет грубый, неправильный вид и выглядит тусклым, а не ярким и блестящим.Нарушение паяного соединения может быть ненадежным и может потребовать доработки.
Смачивание
Когда горячий припой вступает в контакт с медной поверхностью, происходит действие растворителя металла. Припой растворяется и проникает через поверхность меди. Молекулы припоя и меди смешиваются, образуя новый сплав, состоящий частично из меди, а частично из припоя. Это действие растворителя называется смачиванием и формирует интерметаллическую связь между деталями. (См. Рис. 1). Смачивание может происходить только в том случае, если на поверхности меди отсутствуют загрязнения и оксидная пленка, которая образуется при контакте металла с воздухом.Кроме того, припой и рабочая поверхность должны нагреться до нужной температуры.
Хотя паяемые поверхности могут выглядеть чистыми, их всегда покрывает тонкая пленка оксида. Для хорошего соединения припоя поверхностные оксиды должны быть удалены в процессе пайки с помощью флюса.
Flux
Надежные паяные соединения достигаются только на действительно очищенных поверхностях. Для очистки поверхностей перед пайкой можно использовать растворители, но этого недостаточно из-за чрезвычайно высокой скорости образования оксидов на поверхности нагретых металлов.Чтобы преодолеть эту оксидную пленку, в электронной пайке необходимо использовать материалы, называемые флюсами. Флюсы состоят из натуральных или синтетических канифолей и иногда химических добавок, называемых активаторами.
Функция флюса состоит в том, чтобы удалять оксиды и удерживать их в удалении во время пайки. Это достигается действием флюса, который очень агрессивен при температурах плавления припоя и объясняет способность флюса быстро удалять оксиды металлов. Однако в ненагретом состоянии канифольный флюс не вызывает коррозии и не проводит электричество и, следовательно, не влияет на электрическую схему.Это флюсирующее действие, заключающееся в удалении оксидов и их уносе, а также в предотвращении повторного образования новых оксидов, что позволяет припою образовывать желаемую интерметаллическую связь.
Флюс должен плавиться при температуре ниже, чем припой, чтобы он мог выполнять свою работу до начала пайки. Он будет очень быстро улетучиваться; таким образом, необходимо, чтобы флюс плавился для стекания на рабочую поверхность, а не просто улетучивался горячим железным наконечником, чтобы обеспечить полное преимущество флюсового действия.Существуют разновидности флюсов для различных целей и применений. К наиболее распространенным типам относятся: канифоль – без очистки, канифоль – слабоактивированная и водорастворимая.
При использовании жидкий флюс следует наносить тонким, ровным слоем на соединяемые поверхности перед нагреванием. Припой с порошковой проволокой и паяльную пасту следует размещать в таком положении, чтобы флюс мог стекать и покрывать стыки по мере плавления припоя. Флюс следует наносить так, чтобы не повредить окружающие детали и материалы.
Паяльники
Паяльники бывают разных размеров и форм. На рабочей поверхности жала паяльника необходимо поддерживать непрерывно луженую поверхность, чтобы обеспечить надлежащую теплопередачу и избежать переноса примесей на паяное соединение.
Перед использованием паяльника следует очистить жало, протерев его влажной губкой. Когда утюг не используется, его следует держать в держателе, с чистым наконечником и покрытым небольшим количеством припоя.
Примечание
Хотя температура наконечника не является ключевым элементом при пайке, всегда следует начинать с минимально возможной температуры.Хорошее практическое правило – установить температуру жала паяльника на уровне 260 C – 500 F и увеличивать температуру по мере необходимости для получения желаемого результата.
Контроль нагрева
Контроль температуры жала паяльника не является ключевым элементом при пайке. Ключевым элементом является контроль теплового цикла работы. Насколько быстро нагревается изделие, насколько оно нагревается и как долго остается горячим, является элементом, который необходимо контролировать для обеспечения надежных паяных соединений.
Тепловая масса
Первый фактор, который необходимо учитывать при пайке, – это относительная тепловая масса паяемого соединения.Эта масса может варьироваться в широких пределах.
Каждое соединение имеет свою особую тепловую массу, и то, как эта объединенная масса сравнивается с массой железного наконечника, определяет время и повышение температуры работы.
Состояние поверхности
Вторым важным фактором при пайке является состояние поверхности. Если на контактных площадках или выводах есть оксиды или другие загрязнения, это будет препятствием для потока тепла. Несмотря на то, что железный наконечник имеет правильный размер и температуру, он может не подавать достаточно тепла к стыку, чтобы расплавить припой.
Тепловая связь
Третий фактор, который следует учитывать, – это тепловая связь. Это область контакта наконечника утюга с изделием.
На рис. 2 показан вид паяльного жала, на котором паяется вывод компонента. Тепло передается через небольшую площадь контакта между наконечником паяльника и площадкой. Площадь теплового соединения небольшая.
На рис. 3 также показан вид жала паяльника, припаивающего вывод компонента. В этом случае площадь контакта значительно увеличивается за счет небольшого количества припоя в точке контакта.Наконечник также контактирует как с подушкой, так и с компонентом, что улучшает тепловую связь. Этот паяльный мостик обеспечивает тепловую связь и обеспечивает быструю передачу тепла в работу.
Применение припоя
Обычно жало паяльника следует прикладывать к точке максимальной массы соединения. Это позволит быстро припаять детали под действием тепла. Расплавленный припой всегда течет из более холодной области в более горячую.
Перед нанесением припоя; температура поверхности паяемых деталей должна быть выше точки плавления припоя.Никогда не расплавляйте припой о металлический наконечник и не позволяйте ему стекать на поверхность, температура которой ниже температуры плавления припоя. Припой, нанесенный на очищенную, флюсовую и должным образом нагретую поверхность, будет плавиться и течь без прямого контакта с источником тепла и обеспечивать гладкую, ровную поверхность, переходящую в тонкую кромку. Неправильная пайка приведет к появлению наростов, неправильного внешнего вида и плохого скругления. Для обеспечения хорошей прочности паяного соединения паяемые детали необходимо удерживать на месте, пока припой не затвердеет.
Если возможно, нанесите припой на верхнюю часть соединения, чтобы рабочие поверхности, а не железо, расплавляли припой, и чтобы сила тяжести способствовала течению припоя. Выбор припоя с сердечником правильного диаметра поможет контролировать количество припоя, наносимого на соединение. Используйте маленький калибр для маленького стыка и большой калибр для большого стыка.
Очистка после пайки
При необходимости очистки остатки флюса следует удалить как можно скорее, но не позднее, чем через час после пайки.Некоторые флюсы могут потребовать более немедленных действий, чтобы облегчить адекватное удаление. В сочетании с чистящим раствором могут использоваться механические средства, такие как перемешивание, распыление, чистка щеткой и другие способы нанесения.
Используемые чистящие растворители, растворы и методы не должны влиять на очищаемые детали, соединения и материалы. После очистки доски должны быть тщательно просушены.
Повторная пайка
Следует соблюдать осторожность, чтобы избежать необходимости пайки.Когда требуется перепайка, стандарты качества перепаянного соединения должны быть такими же, как и для исходного соединения.
Холодное или нарушенное паяное соединение обычно требует только повторного нагрева и оплавления припоя с добавлением подходящего флюса. Если повторный нагрев не исправляет состояние, следует удалить припой и перепаять соединение.
Качество изготовления
Паяные соединения должны иметь гладкий вид. Допускается атласный глянец.На стыках не должно быть царапин, острых краев, шероховатости, неплотности, пузырей или других признаков плохого качества изготовления. Следы щупа от испытательных штырей допустимы при условии, что они не влияют на целостность паяного соединения.
Приемлемое паяное соединение должно указывать на признаки смачивания и прилипания, когда припой смешивается с припаянной поверхностью. Припой должен образовывать небольшой контактный угол; это указывает на наличие металлургической связи и металлической непрерывности от припоя к поверхности.(См. Рисунок 4)
Допускаются гладкие чистые пустоты или неровности на поверхности кромки припоя или покрытия. Должен быть очевиден плавный переход от контактной площадки к компоненту.
10 вариантов использования паяльника
С паяльником знаком каждый умелец. Он плавит припой (металлический сплав с низкой температурой плавления) для плавления двух материалов с помощью тепла, подаваемого через концентрированную точку. Это особенно удобно для торговцев, таких как электротехники, ювелиры, слесарии и т. Д.
Это также более безопасно и точнее, чем плавление с помощью других нагревательных инструментов, таких как горелка, и практически не имеет риска воспламенения или сжигания материалов, которые вы используете. Вот 10 способов узнать больше о том, на что способен паяльник:
1) Пайка в кровельном деле
Кровельщики часто используют припой для сплавления компонентов медной кровли. Его также используют при изготовлении гидроизоляционной крыши. Поскольку кровля не требует такой точности, как работа с крошечными компонентами, обычный паяльник для кровли имеет широкий наконечник, который может очень быстро нагреваться и часто поддерживается газом для поддержания тепла в ветреную погоду.
2) Пайка металлических желобов
Металлические водостоки для домов скрепляются пайкой. Это похоже на материалы, которые кровельщик использовал бы для кровли. Пайка создает прочное соединение, которое делает водостоки герметичными. Определенно пригодится в дождливые дни!
3) Пайка витражей и мозаики
Красивые узоры разных цветов, которые вы видите на витражах и мозаиках, скрепляются припоем. Обычно для этого требуется более мощный паяльник на 100 Вт, а также другие инструменты, такие как стеклорез или шлифовальный станок.
4) Пайка пластиковых плат
Одно из самых распространенных применений паяльника, пластиковые платы используются в электронике. Металлический сплав припоя обеспечивает продолжение электрического тока при соединении двух проводов. Необходимая для этого точность часто означает необходимость использования более точных инструментов, включая контроль температуры паяльника.
5) Пайка для электриков
Как и в случае с печатными платами, электрики используют паяльники для сращивания проводов в жилых или коммерческих помещениях.Они также используют их для предохранения проводов в электрических клеммах или панелях управления.
6) Пайка в автосервисе
Хотя припой недостаточно прочен для ремонта двигателя, он обычно используется для заполнения неровностей, сглаживания шероховатых поверхностей или затяжки соединений. Его также можно использовать для заполнения отверстий, плавления металлических панелей и лужения краев металлических листов при ремонте кузова вашего автомобиля.
7) Паяльные инструменты для домашних проектов
Еще одно распространенное применение паяльника – домашние проекты мастеров на дому.Обширная тема означает, что в дополнение к обычному паяльнику есть также несколько паяльных инструментов, таких как паяльный карандаш или паяльный пистолет.
8) Пайка ювелирных изделий
Еще одно ремесло, требующее высокой точности, ювелиры, как правило, используют паяльные ручки или паяльники со сменными наконечниками для большей точности при работе с ювелирными изделиями. Припой также имеет высокий процент серебра.
Из-за оксидов, которые образуются при нагревании металла, ювелиры обычно используют флюс буры, чтобы уменьшить окисление, чтобы помочь сохранить качество своей работы.
9) Пайка вакуумных трубок
Вакуумные трубки могут быть спаяны для образования герметика и изоляции деталей при выполнении соединений металл-керамика. Это важно в электронике, так как почти вакуум обеспечивает свободное прохождение электрического тока.
10) Пайка в сантехнике
В целях безопасности сантехники используют бессвинцовый припой при соединении водопроводных труб. Хотя большие проекты обычно можно выполнять с помощью горелки, в некоторых ситуациях они работают в ограниченном пространстве, где паяльник будет безопаснее и проще в обращении.
Вот и все! Паяльники бывают не только по-разному, но и по-разному. Чтобы получить идеальный паяльник для работы, ознакомьтесь с нашей подборкой на Chandler Tool! А если вы только изучаете все тонкости пайки, вот руководство для начинающих, которое поможет вам начать работу!
Безопасность пайки – Департамент инженерного здоровья и безопасности
Безопасность при пайкеПрочтите оценки рисков и информацию о химической безопасности перед началом работы.Они должны быть легко доступны с паяльной станции.
Убедитесь, что вы знаете, что находится в припое, это не всегда видно на этикетке катушки. Если сомневаетесь, спрашивайте.
Паяльник
- Никогда не прикасайтесь к элементу паяльника …. 400 ° C!
- Удерживайте нагреваемые провода пинцетом или зажимами.
- Держите чистящую губку влажной во время использования.
- Всегда возвращайте паяльник на подставку, когда он не используется.Никогда не кладите его на верстак.
- Выключайте устройство и отсоединяйте его от сети, если оно не используется.
Припой, флюс и очистители
- Используйте защитные очки. Припой может «плеваться».
- По возможности используйте припои без канифоли и свинца.
- Храните чистящие растворители в раздаточных бутылках.
- Всегда мойте руки водой с мылом после пайки.
Воздействие свинца
- Свинец может вызвать серьезные хронические последствия для здоровья.Воздействие в первую очередь происходит в результате случайного проглатывания через кожу, наденьте перчатки при непосредственном обращении с припоем. При пайке может образовываться ограниченное количество дыма.
Воздействие канифоли
- Канифоль (канифоль, эрсин) – смола, содержащаяся во флюсе для припоя. Флюс выделяет видимый дым во время пайки. Воздействие канифоли может вызвать раздражение глаз, горла и легких, кровотечение из носа и головные боли. Повторяющееся воздействие может вызвать респираторную и кожную сенсибилизацию, вызывая и усугубляя астму. Канифоль представляет серьезную опасность для здоровья на производстве .
Контроль дыма
- Пайка канифолью разрешается только в строго контролируемых условиях после обсуждения с Управлением безопасности, если нет эффективной альтернативы . Удаление дыма должно осуществляться через закрытый кожух (предпочтительно) или через наконечник. В идеале они должны выходить наружу. Блоки экстракции наконечников, в которых используются фильтровальные коробки, должны включать фильтры с активированным углем и HEPA.
- Настольные вытяжные системы фильтров могут использоваться для пайки без канифоли в хорошо вентилируемых помещениях (т. Е. В большом рабочем пространстве или с механической заменой воздуха. Их размещение важно для производительности, в случае сомнений спрашивайте.
- Все вытяжные системы должны проверяться не реже одного раза в год и обслуживаться (т.е. регулярно менять фильтры). Ведите журнал изменений фильтра или отметьте дату на фильтре / системе.
- Не паяйте, если вытяжка не работает должным образом, и немедленно сообщите об этом.
Обучение и контроль
- Руководители / линейные руководители должны информировать пользователей о рисках, связанных с пайкой.
- Руководители / руководители среднего звена должны убедиться, что средства контроля действуют и работают, и что они используются правильно.
- Все, кто занимается пайкой, должны быть обучены и контролироваться соответствующим образом.
Надзор за здоровьем
- Все, кто паяет часто (т.е. чаще, чем раз в неделю), и любые с использованием канифольных припоев должны быть направлены в Управление безопасности для наблюдения за состоянием здоровья.
Электробезопасность
- Не используйте паяльники с явными повреждениями корпуса, кабеля или вилки.
- Все паяльники должны пройти испытания на электробезопасность (PAT) в течение последних двенадцати месяцев. В противном случае обратитесь к местному представителю BOC.
- Следите за тем, чтобы в паяльной станции не было электрических кабелей, чтобы предотвратить повреждение нагретым наконечником.
- Используйте розетку с заземлением и заземляющий штырь, если возможно короткое замыкание.
Противопожарная
- Работать на огнестойкой или огнестойкой поверхности.
- Носите огнестойкую одежду (например, из 100% хлопка), закрывающую руки и ноги, чтобы предотвратить случайные ожоги.
- Знайте, где находится ближайший к вам огнетушитель и как им пользоваться (служба безопасности может организовать обучение).
Первая помощь
- Немедленно поместите любые ожоги в холодную воду на 15 минут.
- Сообщите первой помощи, если она глубокая или обширная, иным образом защитите пластырем (пластырем).
Отходы
- Соберите отработанный припой в контейнер с крышкой. Закройте крышку, если она не используется.
- Обозначьте соответствующим образом и утилизируйте как опасные отходы (обратитесь в службу безопасности).
- Использованные губки для припоя и загрязненную ветошь следует поместить в герметичный пакет для утилизации как опасные отходы.
против паяльника по дереву для пирографии
Если вы когда-нибудь ходили по местному магазину декоративно-прикладного искусства, вы, несомненно, натолкнулись на полку, заполненную ручками для выжигания древесины.
Но если вы когда-нибудь задумывались о том, чтобы заняться этим хобби, вам может быть интересно, можете ли вы отказаться от стоимости нового набора для пирографии в пользу чего-то вроде дешевого паяльника, который у вас, возможно, уже есть.
Можно ли использовать паяльник для пирографии? Паяльник не рекомендуется и не идеален для пирографии. В отличие от фломастеров для пирографии, жала паяльника в большинстве случаев сделаны из меди или железа и не имеют такого же направления, как дровяное перо.
Использование паяльника для пирографии быстрее повредит жала и ограничит диапазон достижимых эффектов.
Хотя для пирографии можно использовать паяльник, вы определенно захотите приобрести соответствующий комплект для выжигания дров (, что-то вроде этого ), если вы собираетесь часто заниматься этим хобби.
Если у вас есть дешевый паяльник, который где-то пылится, и вы просто хотите использовать его как способ проверить свои силы при сжигании дерева, мы дадим вам несколько советов.
Как использовать паяльник для выжигания дереваПрежде чем начать, убедитесь, что вы знаете основы пирографии. Перейдите на мою главную страницу пирографии , где вы найдете важные руководства, советы и рекомендуемое оборудование.
Эксперименты с пирографией с использованием паяльника могут дать вам начало, но имейте в виду, что от его использования следует ожидать неидеальных результатов.
Если вы собираетесь использовать паяльник для создания искусства выжигания по дереву, подумайте о следующих быстрых советах, прежде чем запускать его:
- Найдите самый острый наконечник, который вы можете : Как и у пирографического пера, паяльники имеют сменные наконечники.Использование острых и заостренных паяльных жало даст вам максимальный контроль и диапазон эффектов в зависимости от того, что вы пытаетесь сделать.
- Убедитесь, что ваш утюг достаточно горячий : Не каждый паяльник нагревается до одинаковой температуры, а это означает, что если у вас особенно маломощный утюг, вам потребуется немного больше времени, чтобы сделать видимые следы, так что будьте осторожны. готовы подождать или найти что-то более идеальное.
- Регулярно чистите жало паяльника : Поскольку жала паяльника не сделаны из нихрома, как ручки для сжигания древесины, зола и древесные отходы будут довольно часто собираться на жалах вашего паяльника и мешать фактическому сжиганию древесины.Очистка наконечника стальной щеткой облегчит это.
- Проверьте свою технику на древесном ломе : Использование паяльника в качестве инструмента для сжигания древесины по своей сути даст вам меньше контроля над формой ваших линий, поэтому лучше сначала проверить вещи на древесном ломе.
- Замените жало при пайке : Если вы в конечном итоге используете паяльник для своего проекта пирографии, вы захотите заменить жало, если собираетесь делать с ним какую-либо пайку, так как жало окислится и станет неспособным смачиваться с припоем.
После того, как вы обдумали все вышеперечисленное, вам остается только решить, что вы хотите выжечь на выбранном деревянном предмете.
Вы, вероятно, захотите нарисовать свой рисунок карандашом на дереве в качестве ориентира. ( трафаретов отлично подходят для этого шага !)
Пирография от руки не допускает многих ошибок, и использование паяльника для работы тоже не самый лучший вариант. .
Но если вы научитесь обращаться с утюгом, вы не пожалеете, что перешли на настоящую дровяную горелку.
Ручка для выжигания по дереву для начинающих
$ 28,45
Проверить цену Amazon
Чем отличаются горелка для дерева и паяльник?Если вы хотите начать сжигать древесину, ознакомьтесь с нашим руководством для начинающих по пирографии .
Хотя на поверхности горелки для дерева и паяльники могут показаться практически одним и тем же продуктом, на самом деле существует немало нюансов, некоторые из которых более очевидны, чем другие.
- Они предназначены для разных целей. Паяльник, как вы уже догадались, предназначен для пайки, а не для сжигания дерева.
- Дерево и припой горят по-разному. Это важное различие, потому что припой плавится при более низкой температуре, чем горит дерево, что делает большинство паяльников менее идеальными для пирографии.
- Инструменты нагреваются по-разному. Ручки для выжигания по дереву становятся немного горячее, чем паяльник, и обычно они даже поставляются с регулируемыми термометрами, что делает их гораздо более универсальными для пирографии.
- Дровяные ручки с различными наконечниками . Существуют десятки различных заостренных наконечников, лезвий и других инструментов для резьбы, которые значительно расширяют их возможности для работы с мелкими деталями, в отличие от паяльника.
- Дерево – ручки для выжигания имеют наконечники из нихрома , которые более прочные и накапливают меньше мусора при работе.
Использование жала паяльника для пирографии окислит медь или железо, из которых оно сделано, так как оно будет работать «всухую».”
Это приведет к изнашиванию проводимости ваших наконечников быстрее, чем обычно, и сделает их практически бесполезными.
Как спланировать пирографиюЕсли вы только начинаете заниматься выжиганием по дереву , есть несколько вещей, которые следует учесть, прежде чем вы начнете размечать свой «холст» несъемными прожигами.
Помимо решения, какое орудие вы будете использовать для своего проекта по сжиганию дров, прежде всего вам нужно подумать, с каким типом древесины вы собираетесь работать , поскольку каждый вид дерева дает уникальную поверхность. работать по-разному.
Во-первых, в целях безопасности убедитесь, что вы не сжигаете обработанную древесину.
Будь то лак, морилка или промышленные плиты, такие как фанера или плита МДФ, при сжигании любого из них выделяются токсичные пары.
Если вам абсолютно необходимо использовать обработанную древесину, настоятельно рекомендуется отшлифовать доску до голой древесины и провести пирографию в хорошо проветриваемом помещении.
Также знайте, что разные породы дерева горят по-своему.
Плотность древесины разных пород определяет, насколько сложно оставить следы на поверхности.
Количество тепла, необходимого для сжигания доски, также будет варьироваться, и некоторые дрова будут даже выделять сок, когда вы сжигаете их своими инструментами для пирографии.
Прочтите мою статью « – Лучшая древесина для вашего проекта пирографии », чтобы получить более подробную информацию и более подробно ознакомиться с доступными вариантами древесины.
Итак, имея в виду все это, независимо от того, новичок ли вы в выжигании древесины или даже если вы опытный художник пирографии, никогда не помешает думать наперед и планировать соответственно.
Также знайте, что вы можете купить предварительно нарезанные деревянные бруски, такие как , эта упаковка из 36 предметов на Amazon .
Они настолько доступны по цене и идеально подходят не только для практики, но и для создания небольших проектов, таких как украшения и подставки.
Пирография все еще существует?Если вы дочитали до этого места, потому что интересуетесь искусством выжигания по дереву , но задаетесь вопросом, все ли в этом искусстве принимают участие люди, мы поможем прояснить ситуацию.
Пирография, также известная как выжигание по дереву, среди прочих разговорных выражений, – это искусство создания рисунков на дереве горячим инструментом , техника, восходящая к началу 17 века и сохранившаяся до наших дней.
Термин пирография берет свое начало в греческом языке и в переводе буквально означает «письмо огнем, », что является подходящим – и довольно круто звучащим – описателем.
До того, как появились современные удобства, сжигание дров осуществлялось нагреванием металлической кочерги до желаемой температуры.
Как можно догадаться, это был длительный процесс из-за постоянной необходимости повторного нагревания толкателя.
Однако с тех пор технологии прошли долгий путь, и, хотя некоторые все еще любят практиковать старый покерный стиль работы с выжиганием дров, у нас есть изобретение паяльника.
Современные профессионалы и любители могут ощутить преимущества сегодняшних ручек для пирографии. Без новаторской технологии паяльника художники все еще использовали бы горячие иглы.
Пирография жива и здорова сегодня, и многие пользуются ею.
Быстрый поиск «пирографии» на Pinterest, например, даст вам всевозможных отличных идей для начала работы.
После того, как вы все загорелись своими первыми проектами, перейдите на мою страницу пирографии , чтобы убедиться, что у вас есть все необходимые инструменты и информация.
Последнее обновление 2021-02-27 в 23:52 / Партнерские ссылки / Изображения из API рекламы продуктов Amazon
Припой и паяльник | Энциклопедия.com
Припои
Принцип пайки
Техника пайки
Пайка и сварка
Ресурсы
Пайка – это процесс, при котором две части основного металла соединяются друг с другом с помощью присадочного сплава, который обычно имеет температура плавления ниже 840 ° F (450 ° C). Инструмент, используемый для соединения такого типа, называется паяльником, а сплав, из которого выполнено соединение, – припоем. Полученное соединение, или соединение, не такое прочное, как основной металл, но все же обладает достаточной прочностью, проводимостью и другими желательными характеристиками, чтобы удовлетворить свои потребности.Пайка может использоваться как для механического, так и для электрического соединения. Примером первого случая является ситуация, когда сантехник использует водопроводный припой для соединения двух отрезков трубы друг с другом. Примером последнего случая является ситуация, когда рабочий подключает электрический провод к печатной плате.
Техника пайки известна мастерам на протяжении многих веков. Например, некоторые металлические изделия, обнаруженные на останках древнего Египта и Месопотамии, содержат свидетельства примитивных форм пайки.По мере того, как рабочие в позднем средневековье лучше познакомились со свойствами металлов, пайка стала рутинной техникой при работе с металлами различных видов.
Подавляющее большинство припоев представляют собой сплавы, содержащие олово, свинец, а иногда и один или несколько других металлов. Например, широко известный припой, известный как припой сантехников, состоит на 50% из свинца и на 50% из олова. Припой, используемый для соединения поверхностей, содержащих серебро, состоит из 62% олова, 36% свинца и 2% серебра. Кроме того, припой, плавящийся при необычно низких температурах, может состоять из 13% олова, 27% свинца, 10% кадмия и 50% висмута.Наиболее широко используемые припои для электрических соединений состоят на 60–63% из олова и на 37–40% из свинца.
Припои доступны во многих формах, таких как проволока, стержень, фольга, кольца, сферы и паста. Выбор конкретного типа припоя зависит от типа соединения, которое необходимо сформировать. Припой из фольги, например, может быть вызван, когда формируемый переход имеет определенную форму, которую можно штамповать или вырезать до фактического процесса пайки.
Сплав припоя, используемый для соединения слишком больших металлических частей, основных металлов, имеет температуру плавления ниже, чем у любого из основных металлов.Когда он помещается между двумя родителями, он медленно превращается из жидкости в твердое тело. Паяльник используется для расплавления припоя, после чего ему дают остыть.
В процессе затвердевания припойный сплав начинает образовывать новый сплав с каждым из основных металлов. Следовательно, когда припой окончательно остынет, соединение состоит из пяти сегментов: основного металла №1; новый сплав основного металла №1 и припой; сам припой; новый сплав основного металла №2 и продаваемый сплав; и основной металл №2.
Основная функция паяного перехода, конечно же, заключается в обеспечении соединения между двумя основными металлами. Однако стык не постоянный. Фактически, важной характеристикой паяного соединения является то, что его можно относительно легко разорвать.
Первым шагом в создании паяного соединения является нагрев припоя до его плавления. В самых примитивных паяльниках этот этап можно выполнить, просто нагревая металлический цилиндр.Затем цилиндр используется для плавления сплава, который прикрепляется к основным металлам. Однако большинство паяльников теперь нагревается электрическим током, который предназначен для нанесения точно нужного количества припоя в точно правильное положение между двумя основными металлами.
Соединение двух основных металлов обычно труднее, чем можно было бы предположить из вышеприведенного описания, потому что большинство металлов окисляются при воздействии воздуха. Это означает, что перед началом пайки поверхности (то есть оксиды металлов, покрывающие их поверхности) двух основных металлов необходимо очистить.Кроме того, необходимо следить за тем, чтобы поверхности не подвергались повторному окислению при высокой температуре, используемой при изготовлении припоя. Наиболее распространенный способ достижения этой цели – использование кислотного флюса в дополнение к самому припою. Кислотный флюс – это материал, который можно смешивать с припоем, но который плавится при температуре ниже точки плавления припоя. Таким образом, в начале пайки флюс обеспечивает удаление любого нового оксида, образовавшегося на основных металлах.
КЛЮЧЕВЫЕ ТЕРМИНЫ
Кислотный – Обладает свойствами кислоты, одно из которых состоит в том, что она реагирует с оксидами металлов и нейтрализует их.
Сплав —Смесь двух или более металлов со свойствами, отличными от металлов, из которых она изготовлена.
Flux – материал с низкой температурой плавления, используемый при пайке и других процессах, который помогает поддерживать чистоту поверхностей и способствует их соединению друг с другом.
Основной металл —Один из двух металлов, которые соединяются друг с другом во время пайки, пайки или сварки.
Пайка и сварка иногда описываются как специализированные формы пайки.Эти два метода также включают соединение двух металлов друг с другом, но каждый из них отличается от пайки некоторыми важными способами. Вероятно, наиболее важным отличием является диапазон температур, в котором каждое из них имеет место. В то время как большинство форм пайки происходит при температурах в диапазоне от 356 ° F (180 ° C) до 590 ° F (310 ° C), пайка обычно происходит в диапазоне от 1022 ° F (550 ° C) до 2012 ° F. (1100 ° C) и сварка в диапазоне от 1832 ° F (1000 ° C) до 6332 ° F (3500 ° C).
Первым шагом как при пайке, так и при сварке является очистка двух соединяемых поверхностей.Затем при пайке в зазор между двумя поверхностями вставляется наполнитель, и добавляется тепло, либо одновременно, либо сразу после того, как наполнитель был помещен на место. Затем наполнитель плавится, образуя прочную связь между каждой из двух поверхностей. Наполнитель, используемый при пайке, похож на припой и выполняет ту же функцию, но плавится при более высокой температуре, чем припой.
Во время процесса сварки в зазор между двумя соединяемыми поверхностями добавляется тонкая полоска наполнителя, и в зазор подается горячее пламя.Наполнитель плавится, как и соединяемые друг с другом поверхности обоих металлов. В этом случае две металлические поверхности фактически соединяются вместе, а не только с самим наполнителем, как в случае пайки и пайки.
Большинство сплавов, используемых для пайки, содержат медь и цинк, часто с одним или несколькими другими металлами. Сам термин «пайка» происходит от того факта, что медь и цинк также являются основными компонентами сплава, известного как латунь.
См. Также Производство металлов.
КНИГИ
Cieslak, M.J., et al., Eds. Металловедение о соединении. Warrendale, PA: Minerals, Metals, and Materials Society, 1992.
Humpston, Giles. Принципы пайки . Парк материалов, Огайо: ASM International, 2004.
Либерман, Эли. Современные методы пайки и пайки. Трой, Мичиган: Деловые новости, 1988.
Манко, Ховард Х. Припои и пайка: материалы, конструкция, производство и анализ для надежного соединения .4-е изд. Нью-Йорк: McGraw-Hill, 2001.
Pecht, Michael G. Процессы и оборудование для пайки . Нью-Йорк: John Wiley & Sons, 1993.
Ран, Армин. Основы пайки . Нью-Йорк: John Wiley & Sons, 1993.
Систар, Джордж и Фредерик Диск. «Припои и припои». Энциклопедия химической технологии Кирка-Отмера .