технические характеристики, температура плавления, применение
Содержание
- 1 Общие сведения о пайке
- 2 Химические препараты для работы
- 3 Характеристики ПОС-61
- 4 Паяние меди, стали и алюминия
Редко кто из мальчишек не пробовал паять в школьные годы. Первые азы соединения металлических деталей школьники получали в кружке юного радиолюбителя. У многих запах канифоли, блеск расплавленного олова остались в памяти на всю жизнь. Несмотря на то что работали примитивным паяльником мощностью 25 Вт оловом и канифолью, процесс завораживал.
С развитием технологического процесса пайки появились современные паяльники, флюсы и специальные сплавы металлов с низкой температурой плавления, так называемые припои. Лидирует на рынке продукт ПОС-61. Расшифровывается как припой оловянно-свинцовый, содержание олова — 61%. Температура плавления припоя ПОС-61 в пределах от 184 до 193 градусов.
Общие сведения о пайке
Что главнее в работе паяльщика: инструмент или материал? Важным является все: и паяльник, и припой, и флюс. Многообразие паяльников связано с объектом пайки. Массивные детали прогревают мощными паяльниками, а микроскопические схемы чипов — маломощными. Профессиональные паяльщики применяют несколько видов этих нагревательных инструментов.
Многообразие паяльников связано с объектом пайки. Массивные детали прогревают мощными паяльниками, а микроскопические схемы чипов — маломощными. Профессиональные паяльщики применяют несколько видов этих нагревательных инструментов.
Классификация паяльников по мощности:
- Паяльник с нихромовой вставкой мощностью 25 ватт — это обычный хозяйственный инструмент, которым пользовались умельцы, радиолюбители, электронщики. Популярны они и по сей день, довольно дешёвые, служат до 10 лет. Металлическая вставка в виде медного прута, кончик которого срезан под 60 градусов. Применяется в 90% случаях, которые возникают в хозяйственных ситуациях, даже многие ремонтные мастерские ими пользуются.
- Второй вид — это более мощный с нагревателем в 40 ватт и нихромовой вставкой, в два раза тяжелее и больше своего собрата в 25 ватт. Применяется для более сложных работ. Жало заточено под клин, похоже на отвёртку, но применять его для завинчивания шурупов нельзя. Такая заточка сделана для удобства пайки массивных деталей, для прогрева до 190 С.
 Используют их профессионалы, для домашнего использования не рекомендуется.
Используют их профессионалы, для домашнего использования не рекомендуется. - Третий вид — это газовый паяльник, три в одном. Сам паяльник с медным сердечником, заточенным под иглу. Вторая функция — фен, способный прогреть объект до 600 градусов. Газовая горелка- в этом случае меняется насадка, инструмент выполняет функции горелки на газу, прогревает детали до температуры 1300 градусов.
- Четвёртый тип — это современный керамический паяльник. Чемпион по сравнению со всеми представленными инструментами. Имеет очень тонкое жало, способное паять миллиметровые точки, применяется для выполнения очень точных работ. Мощность — 100 ватт. Комплектуется паяльной станцией с диапазоном температур от 200 до 480 градусов. Среди специалистов используется как универсальный инструмент.
 Используют их профессионалы, для домашнего использования не рекомендуется.
Используют их профессионалы, для домашнего использования не рекомендуется.Химические препараты для работы
В связи с тем, что жало паяльника чистое и сухое, а технология паяния предусматривает флюсы, необходим набор химических препаратов. Для качественной работы рекомендуется следующий перечень флюсов:
Для качественной работы рекомендуется следующий перечень флюсов:
- Канифоль — универсальное и популярное вещество, без которого ни один паяльщик не приступит к работе. Применение обязательное. Продаётся в сухом виде.
- Флюс ЛТИ-120 химически активное вещество, в состав которого входит ортофосфорная кислота для снятия окислов с металла. Принцип действия как у обычной канифоли. Применяется для работы с окислившимся металлом. Смывать после завершения процесса не требуется.
- Флюс Ф-38М — это активное кислотное вещество, которое необходимо смывать после работы. Применяется для пайки нихрома, алюминия, нержавеющей стали. Отмывается обезжиренным бензином.
- Паяльная кислота, более дешёвый вариант флюса Ф-38М. Применяется в исключительных случаях, так как имеет свойство разъедать металл. Помогает при пайке нержавейки, бронзы, никеля, нихрома.
- Глицерин — маслянистая жидкость, окислительными свойствами не обладает, безопасна, не приносит вреда изделиям. Смывается обычной водой.
- Самодельный флюс — на 200 грамм изобутилового спирта добавляется 200 грамм этилового, водка не подходит, так как содержит воду. В смесь спиртов добавляется 50 грамм глицерина и 100 грамм канифоли. Получается концентрированный раствор, обладающий неактивными свойствами, смывается водой.
- Флюс индикаторный ТТ. Плотность геля. Имеет пастообразную структуру, не течёт, не требует отмывки. На маркировке рекомендация производителя: не смывать, предохраняет контакты от окисления.
 Смывается обычной водой.
Смывается обычной водой.Характеристики ПОС-61
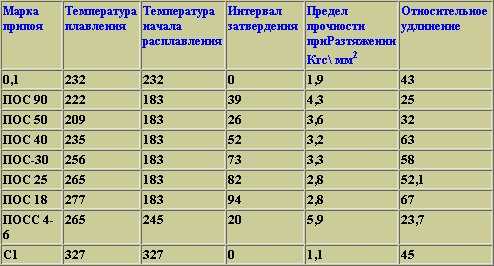
Припой — это смесь олова, свинца и канифоли. Рынок предлагает припои для каждого металла и его сплавов. Наиболее востребован сплав на базе олова. Температура плавления олова ПОС-60 составляет 232 градуса.
Технические характеристики припоя ПОС-61:
- Металлическое олово — 61%.
- Свинец — 38%.
- Канифоль — 1,0%.

Температура перехода в жидкое состояние — 190 градусов.
Представляет собой трубочку толщиной 2 миллиметра, наполненную канифолью. Продаётся на вес. Фасуется в рулон. На этикетке крепится инструкция с маркировкой, где указан диаметр трубочки, процентный состав компонентов и вес.
Паяние меди, стали и алюминия
Медь не требует никаких особенных условий, специального флюса и высокой квалификации паяльщика. Медь хорошо прогревается благодаря высокому коэффициенту теплопроводности. У неё не образуется плотной окисной плёнки, как у алюминия под воздействием кислорода воздуха. Поверхность очищается от окисла без применения химических препаратов. Технологический процесс пайки выглядит следующим образом:
- тщательно зачистить поверхность наждачной бумагой до яркого металлического блеска;
- место соединения деталей покрыть флюсом — кислота для пайки цинк, хлор;
- выдержать температуру пайки 200 градусов.
Паять стальные изделия технологически несложно. Для этого можно применять даже легкоплавкие припои, например, ПОС-61 или чистое олово. Для качественного соединения стальных деталей в единое целое рекомендуется место контакта залудить оловом.
Впоследствии выполняется следующий перечень операций:
- поверхность зачистить напильником или наждачной шкуркой;
- нанести хлористый цинк в качестве флюса;
- разогреть область паяния до температуры 200 градусов;
- наложить ПОС-61;
- греть паяльником до жидкого состояния олова.
Алюминий — металл, который трудно паяется. Умельцы пытаются паять холодной пайкой. Это бредовая идея, алюминий таким методом не паяется.
Ещё один народный способ в качестве припоя применять олово, в качестве флюса — машинное масло.
Процесс выглядит следующим образом: поверхность тщательно зачистить, слегка протереть ветошью с каплей масла, хорошо прогреть паяльником и приложить припой ПОС-60 с температурой плавления олова 230 градусов. Олово тонкой плёнкой растекается и соединяется с металлом.
Олово тонкой плёнкой растекается и соединяется с металлом.
- Автор: admin
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
его технические характеристики, состав и применение
В техническом производстве, а также на бытовом уровне существуют моменты, когда необходимо создать прочное соединение между двумя разными частями заготовки. Это могут быть трубы, радиодетали на печатной или монтажной плате, или же электропровода. Для этого применяют специальные присадочные материалы, и самыми распространенными являются различные припои. В этой статье будет дана общая характеристика припоям, и более подробный обзор группы оловянно-свинцовых присадочных материалов.
- Описание припоя
- ПОС 61
- Состав
- Характеристики материала
- Применение в быту и на производстве
Описание припоя
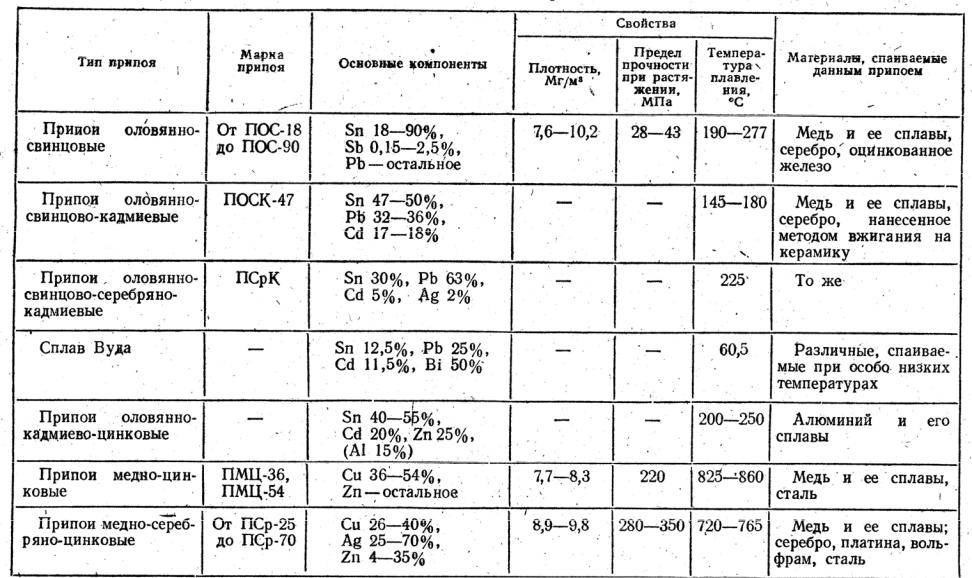
Основное требование к применяемому припою является более низкая температура плавления, чем температура плавления заготовки. Сфера применения обширна — от радиомонтажной пайки и соединения электропроводки до сварки между собой разных металлов. В связи с этим существуют различные виды материалов, отличающихся между собой по физическим и химическим свойствам и входящим в состав сплава компонентов.
Так, существует две группы припоев: мягкие и твердые. Мягкими являются те, чья температура плавления ниже 300 градусов, следовательно, плавление твердых припоев будет выше этого значения.
Одним из самых распространенных присадочных материалов является ПОС — оловянно-свинцовый. Материалов данной категории существует несколько, в зависимости от процентного состава олова в сплаве, который обозначается цифрой. Они отличаются относительно небольшой температурой плавления и слабой прочностью.
Они отличаются относительно небольшой температурой плавления и слабой прочностью.
Это несколько ограничивает сферу их применения. Например, эти припои удобно применять в радиомонтаже и нежелательно применение в деталях, которые испытывают большую физическую нагрузку.
ПОС 61
Температура плавления пос 61 составляет 183 градуса, что является начальной точкой. Полное расплавление достигается при температуре около 190 градусов, что позволяет работать с ним при помощи любого бытового паяльника или профессиональной паяльной станции. Температура пайки равна 240 градусам. Это самый низкоплавкий припой из всей группы оловянно-свинцовых припоев.
Состав
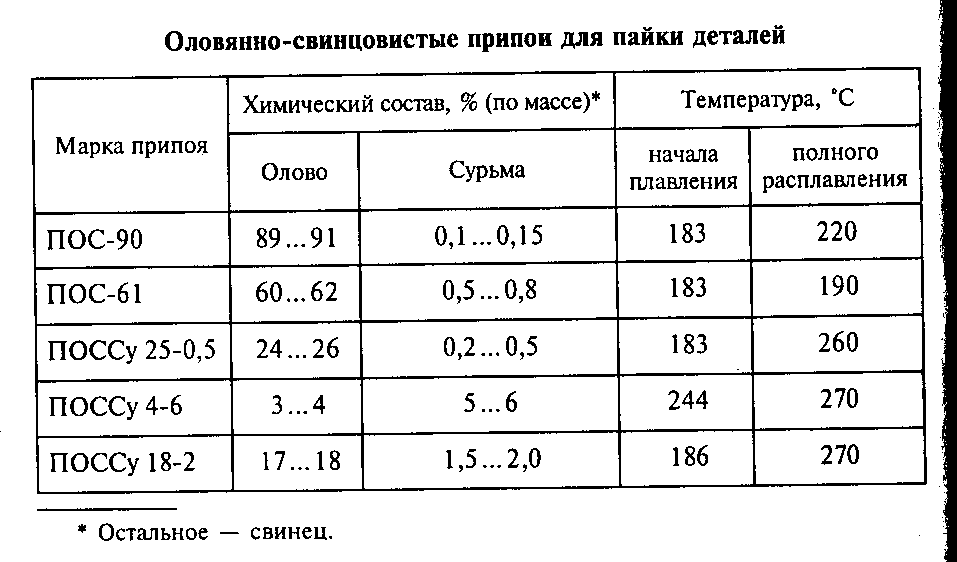
Данный присадочный материал относится к категории мягких, имеет в своем составе 61% олова, 38−39% свинца и может содержать допустимый процент примесей в виде сурьмы, никеля, железа серы и висмута.
Внутри оловянно-свинцовой группы данный материал является наиболее чистым по составу припоем и больше подходит для электромонтажа и лужения, так как из-за содержания в нем меди снижает скорость растворения медных проводов и дорожек и меньше изнашивает жало паяльника, а относительно низкая температура плавления не повредит печатную плату.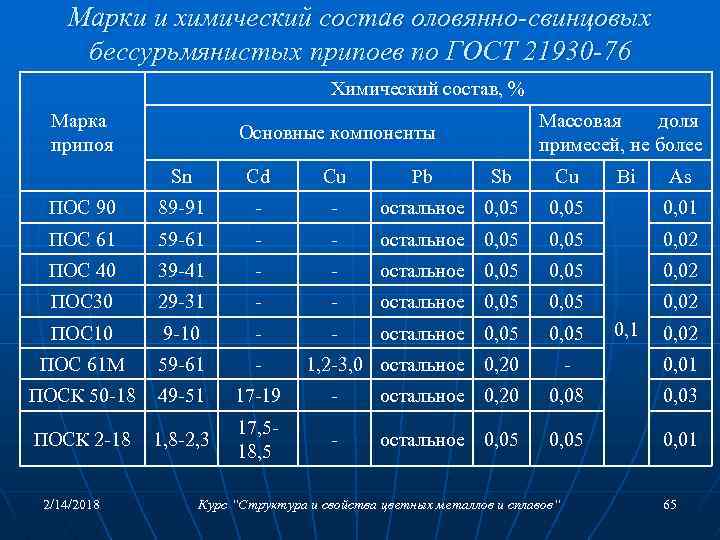
Характеристики материала
- Температура начала плавления 183 градуса.
- Температура расплава 190 градусов.
- Плотность 8.5 г/куб см.
- Удельное сопротивление — 0.139мкОМ/м.
- Предел прочности — 4.3 Мпа.
Выпускается в нескольких разновидностях, которые отличаются исключительно по внешнему виду:
- В виде проволоки — толщина сечения приблизительно 2 мм, наиболее удобный и распространенный вариант. Также может быть встречена проволока с флюсом внутри. Роль флюса выполняет сосновая канифоль, которая хорошо себя показывает при пайке электромонтажных соединений, так как не окисляет детали, в отличие от кислотных флюсов, после работы с которыми детали нужно тщательно промывать.
- В виде паяльной ленты — припой в виде очень тонкой длинной ленты. Идеально подходит для быстрой пайки скруток и лужения проводов. Как и проволока, бывает с флюсом и без него.
- В виде прутьев до 8 мм толщиной и приблизительно 40 см в длину. Данные прутики удобно использовать при пайке монтажных проводов и лужения жала паяльника. При желании их можно сделать самостоятельно, отливом в заранее изготовленные формочки.

Применение в быту и на производстве
Данный припой имеет широкое распространение как в быту, так и в промышленности. Дешевизна материала делает его очень доступным, а химический состав и технические свойства допускают его применение при решении многих поставленных задач.
Так, выше уже было сказано о том, что при помощи пос 61 удобно паять радиодетали, потому что низкая температура его плавления не повредит дорожкам печатной платы и радиокомпонентам, особенно микросхемам, которые могут выйти из строя при перегреве.
Также, с помощью этого материала можно проводить качественную пайку скрутки медных проводов, что активно применяется в электромонтаже, притом паять можно как паяльником, так и газовой горелкой. Помимо этого, пос 61 имеет очень хорошую текучесть и образует герметичные швы, что допускает его применение и при сварке между собой труб при помощи газовой горелки.
Помимо этого, пос 61 имеет очень хорошую текучесть и образует герметичные швы, что допускает его применение и при сварке между собой труб при помощи газовой горелки.
Но низкая температура плавления накладывает и некоторые ограничения на сферу его применения — его нельзя применять при работе с материалами, которые в последствии будут подвержены сильному нагреву. Это может привести к тому, что сварочный шов деформируется, или даже расплавится, что испортит всю работу.
Припой ПОС61. Купи сегодня. Лучшая цена от продавца. / Auremo
Припой ПОС30 Припой ПОС40 Припой ПОС61
Применение
Применяется для лужения и пайки радиоаппаратуры, печатных плат, прецизионных приборов с высокогерметичными швами, не допускающих перегрева деталей, например, при компаундировании достаточно тонких проводов. Высокое содержание олова в ПОС61 снижает температуру плавления припоя.
Форма выпуска
Проволока диаметром 1-1,4, диаметром 1,5-5, чушка, пруток диаметром 8-15*
Достоинство
| t° плавки | Оптимальная t° Магазин | UD. вес (г/см 3 ) вес (г/см 3 ) | Электр.сопр. в мк0м * м | σ дюймов МПа |
|---|---|---|---|---|
| Солидус 183 °C, Ликвидус 190°C | 240°С | 8,5 | 0,139 | 4,3 |
Среди всех оловянно-свинцовых припоев марок 61М ПОС, ПОС 61, ПОС 40 обеспечивают повышенный уровень чистоты пайки и предназначены для пайки наиболее ответственных деталей.
Процентный состав ГОСТ 21930-76)
| Zn | Сб | Ni | Fe | Медь | Би | Как | С | Пб | Сн | |
|---|---|---|---|---|---|---|---|---|---|---|
| 0,002 | 0,1 | 0,02 | 0,02 | 0,05 | 0,2 | 0,002 | 0,02 | 0,02 | 38,766 — 41 | 59 — 61 |
Сравнительная характеристика припоев
| Марка ПОС | Поставка | t° плавления | Применение |
|---|---|---|---|
| 30 | Слитки, проволока Ø 1−4 мм, пруток | 183-255°С | Лужение и пайка радиаторов, латуни и листового цинка |
| 40 | Слитки, проволока Ø 1−4 мм, пруток | 183-238°С | Пайка электрооборудования, деталей из оцинкованного железа, создание герметичных швов. |
| 61 | Слитки, проволока Ø 0,5−4 мм, пруток | 183-190°С | Пайка радиоаппаратуры, печатных плат, точных приборов. |
| 90 | Бары | 183-220°С | Пайка и лужение бытовой и медицинской техники |
Поставщик
Поставщик «Ауремо» предлагает купить припои любой марки оптом или в рассрочку. Большой выбор на складе. Соответствие ГОСТу и международным стандартам качества. Всегда в наличии припой ПОС61 цена — оптимальная от поставщика.
Купить по лучшей цене
Поставщик «Ауремо» предлагает купить припои любой марки с доставкой в любой регион Восточной и Центральной Европы. В каталоге предоставлен неограниченный выбор товаров. Опыт нашей компании позволит Вам легко приобрести припой ПОС61, цена лучшая в данном сегменте проката. Качество соответствует ГОСТу и международным стандартам. Подключены опытные менеджеры. Всегда в наличии припой ПОС61, цена зависит от объема заказа и дополнительных условий поставки. Оптовым покупателям — цена льготная. Мы приглашаем вас к партнерству.
Оптовым покупателям — цена льготная. Мы приглашаем вас к партнерству.
Пайка: очень простые советы
Пайка, флюсы, припои и как работать с паяльником? Какой паяльник использовать, какие флюсы и припои? И, немного о том, что такое паяльная станция…
Механик – человек, занимающийся пайкой изделий из металла.
Из очень старого справочника…
О пайке, паяльном оборудовании, флюсах и припоях
Ни один серьезный ремонт не обходится без паяльных работ. Паяльник есть почти в каждом доме, а пайка сейчас обычное дело не только технарей-специалистов, но и любого самодеятельного мастера-любителя. Без качественной пайки нормальная работа электронного устройства (хоть контакт на люстре, хоть конденсатор на материнке) рано или поздно с большой вероятностью будет нарушена. Так как при пайке припой и часть металла, на которую он наносится, взаимно растворяются, то после остывания получается достаточно прочное соединение, обладающее хорошей электропроводностью.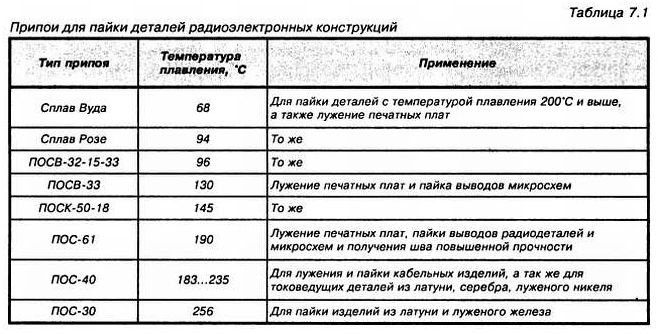
Паяльники, паяльные станции
Основное отличие паяльников – мощность. Для ремонта печатных плат и монтажа мелких элементов, чувствительных к статическому напряжению, применяют паяльники мощностью 24-40 Вт. Для пайки широких проводников, силовых шин и различных массивных элементов – 40-80 Вт. Паяльники мощностью 100 Вт и более в основном применяются для пайки массивных стальных конструкций, особенно цветных металлов с высокой теплопроводностью.
Не забудьте про напряжение питания. Стандарт в России 220В, 50Гц, но для пайки, например в автомобиле или в других местах где сложно найти розетку, можно использовать паяльники с напряжением 12/18/24В. Еще одной важной характеристикой паяльника является его рабочая температура. Простейшие образцы не имеют четкого температурного режима, а при недостаточном нагреве места пайки, когда припой не плавится до состояния текучести и не может заполнить все предназначенные для него зазоры, возникает довольно частый эффект, называемый «холодной пайкой».
Перегретое жало паяльника ускоряет его износ, при этом происходит перегрев припоя, окалинообразование жала, выгорание флюса, ухудшение сцепления припоя с жалом. Часто происходит перегрев жала паяльника из-за чрезмерного испарения припоя, в результате перегрева полевых элементов и микросхем отслаиваются дорожки печатных плат. Произвести качественную работу паяльником с низкой или слишком высокой температурой естественно невозможно.
В случае, если пайка для Вас является частым делом, Вам необходимо приобрести набор паяльников разной мощности, а еще лучше паяльную станцию, т.к. они имеют терморегуляторы, автоматическое поддержание заданной температуры, удобную подставку для паяльник, ванночка для чистящей губки, антистатическая защита и некоторые дополнительные функции. Хорошая паяльная станция, конечно, стоит недешево, но набор разных паяльников и качественных насадок к ним может стоить не меньше.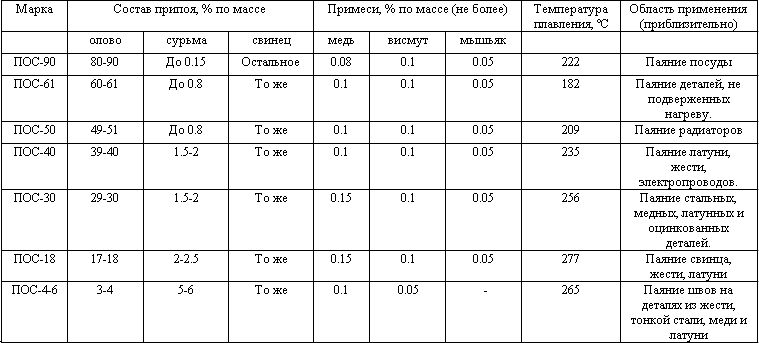 ..
..
Припои и флюсы
Флюс, в качестве которого обычно используют еловую или сосновую канифоль, необходим для растворения и удаления оксидов, а также предохранения припоя от окисления. Многие используют спиртовой раствор канифоли, нанося его кисточкой на место пайки. Сделать такой раствор самостоятельно несложно, но вместо спирта можно использовать другой растворитель, например бензин или ацетон. Главный недостаток канифоли в том, что при чрезмерно высоких температурах с металла удаляется не только оксидная пленка, но и сам металл.
Припой, сплав олова со свинцом, необходим для соединения спаянных деталей. Припои делятся на тугоплавкие (твердые припои) и легкоплавкие (мягкие припои). Выпускается в виде зерен, палочек, стержней, полосок, лент, проволоки, наполненных канифолью трубочек, порошков и паст с жидким флюсом. Для бытового ремонта, в том числе компьютерной техники, применяют легкоплавкие припои с относительно низкой температурой плавления до 300°С, например ПОС-61.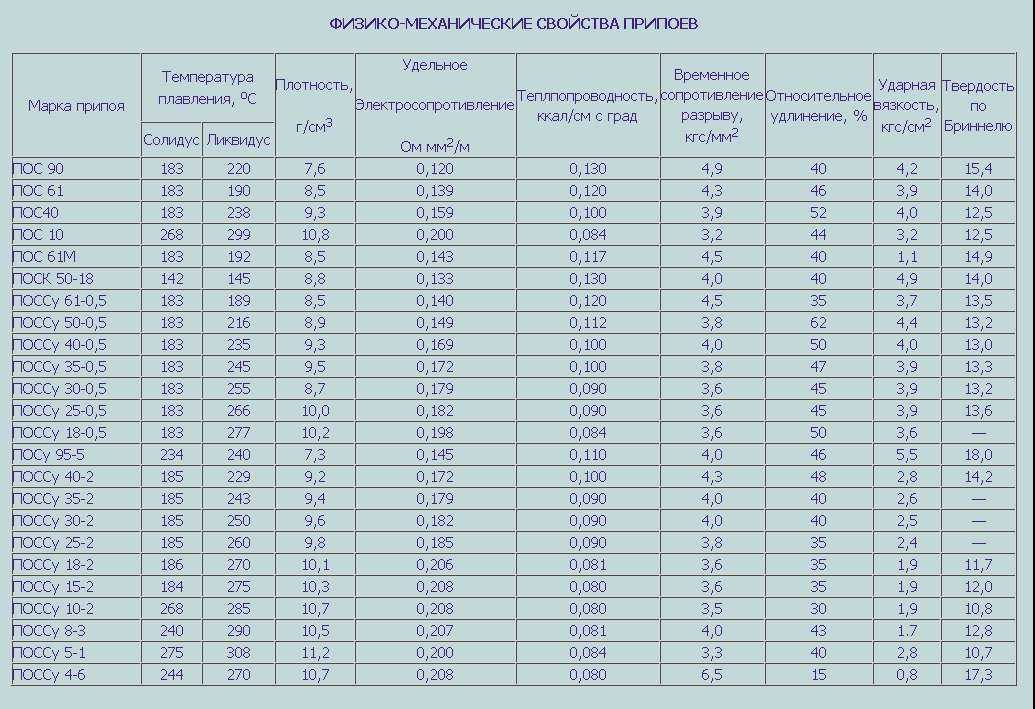 Обозначение ПОС расшифровывается как – оловянно-свинцовый припой, цифра в конце – процентное содержание олова. Для получения особых свойств в оловянно-свинцовые припои добавляют кадмий (ПОСК), висмут (ПОСВ), сурьму (ПОСС) и другие металлы.
Обозначение ПОС расшифровывается как – оловянно-свинцовый припой, цифра в конце – процентное содержание олова. Для получения особых свойств в оловянно-свинцовые припои добавляют кадмий (ПОСК), висмут (ПОСВ), сурьму (ПОСС) и другие металлы.
Наиболее удобно использовать трубки диаметром 2-3 мм с каналом из канифоли внутри. Можно паять как обычно, захватив из трубки каплю олова и перенеся ее к месту пайки или прижав жало паяльника к месту пайки, поднести к нему жало трубки. Трубка при этом плавится, затекая в зазоры, к тому же благодаря малому диаметру количество припоя легко дозируется.
Жала для пайки
Выбирайте паяльник с возможностью смены жал, которых сейчас предлагается целый ассортимент. Это лезвия, конусы, иголки, в общем все зависит от конкретных потребностей и ваших финансовых возможностей.
За пару минут до любой работы дайте чистящему жалу, если грязь слишком сильная, воспользуйтесь напильником. Для удаления с жала остатков пригоревшего флюса, пыли и окиси удобно использовать деревяшку или картонку (хотя многие делают это быстрым движением пальцев, что тоже в принципе эффективно).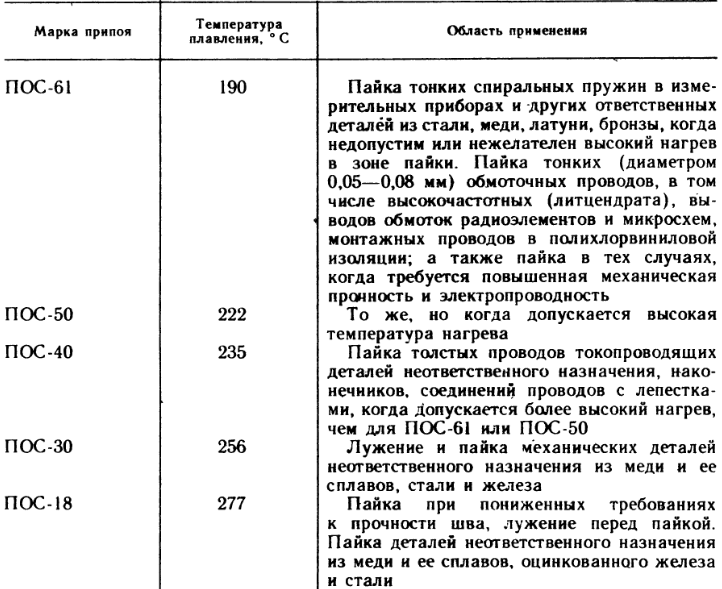
При использовании обычного паяльника для защиты от статики желательно соединить надетый на руку антистатический браслет с паяльником и корпусом ремонтируемого прибора.
При разогреве паяльника не оставлять его «сухим», обязательно погрузить жало паяльника в канифоль, как только она нагреется до температуры, которая может его расплавить. Слой канифоли на поверхности жала защитит его от окисления. При нагреве до температуры плавления припоя его необходимо залудить.
Использовать для хранения припоя металлические ящики, крышки и банки нежелательно, так как налипший на их поверхность припой прилипает, металл такого ящика (особенно если он используется еще и как подставка для паяльника) нагревается вверх возникают сложности с точным дозированием, и в результате образуется оловянно-канифольная каша, работать с которой будет не очень удобно.
Обязательным условием образования надежного паяного контакта является одинаковая температура спаиваемых поверхностей.
Заранее очистить, обезжирить бензином или другим органическим растворителем и облудить перед пайкой. Распространенная ошибка в том, что некоторые компоненты сначала припаивают, а потом откусывают лишнюю длину ножек и пытаются убрать лишние капли припоя.
Не забывайте о экстремальных температурах электронных компонентов, особенно полевых транзисторов и интегральных схем. При температуре 260-300С не превышайте время пайки более чем на 5-10 секунд.
Изменяя длину жала паяльника – можно менять температуру. Но гораздо удобнее это делать с помощью автотрансформатора или специального регулирующего устройства. Конечно, это не относится к счастливым обладателям паяльной станции.
Теоретически температура жала паяльника должна соответствовать используемому припою и общему теплоотводу спаиваемых деталей. Конечно, рассчитать это непросто, но, набравшись опыта, угадывается «на глаз».